KR20200093733A - Air purification material enhanced static electricity durability and the manufacturing method thereof - Google Patents
Air purification material enhanced static electricity durability and the manufacturing method thereof Download PDFInfo
- Publication number
- KR20200093733A KR20200093733A KR1020190010639A KR20190010639A KR20200093733A KR 20200093733 A KR20200093733 A KR 20200093733A KR 1020190010639 A KR1020190010639 A KR 1020190010639A KR 20190010639 A KR20190010639 A KR 20190010639A KR 20200093733 A KR20200093733 A KR 20200093733A
- Authority
- KR
- South Korea
- Prior art keywords
- melt
- blown web
- pvdf
- web
- blown
- Prior art date
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/16—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres
- B01D39/1607—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous
- B01D39/1623—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous of synthetic origin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/02—Types of fibres, filaments or particles, self-supporting or supported materials
- B01D2239/0258—Types of fibres, filaments or particles, self-supporting or supported materials comprising nanoparticles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/04—Additives and treatments of the filtering material
- B01D2239/0435—Electret
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/06—Filter cloth, e.g. knitted, woven non-woven; self-supported material
- B01D2239/065—More than one layer present in the filtering material
- B01D2239/0668—The layers being joined by heat or melt-bonding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/10—Filtering material manufacturing
Abstract
Description
본 발명은 공기 정화용 필터 소재에 관한 것으로서, 더욱 상세하게는, 쌍극자 모멘트를 갖는 β 상이 유도된 압전 폴리머 멜트브로운 웹과 정전소재 멜트브로운 웹 혼합체를 적용하는 것에 의해 정전 내구성이 향상된 공기 정화용 소재 및 그 제작방법에 관한 것이다.The present invention relates to a filter material for air purification, and more specifically, an air purifying material having improved electrostatic durability by applying a mixture of a piezoelectric polymer melt-blown web and an electrostatic material melt-blown web in which a β phase having a dipole moment is induced. And a method of manufacturing the same.
종래기술의 방진 마스크, 각종 공조 용 요소, 공기 청정기, 캐빈 필터 등의 각종 장치에서의 집진 보호 환기 등을 목적으로 정전기가 부여된 다공질 섬유 필터가 이용되고 있다. 이러한 섬유 필터의 예로는 대한민국 공개특허 제2002-0081152호의 전기방사 공법으로 제작되는 고유전율 부직포 등을 들 수 있다.BACKGROUND OF THE INVENTION [0002] Porous fiber filters having static electricity are used for the purpose of dust-preventing ventilation in various devices such as dust masks, various air conditioning elements, air cleaners, and cabin filters. An example of such a fiber filter is a high dielectric constant nonwoven fabric produced by the electrospinning method of Korean Patent Publication No. 2002-0081152.
정전기가 부여되지 않은 섬유상 필터는 높은 공극률을 가지고 긴 수명, 낮은 공기 저항이라는 장점이 있으나, 포착 입자의 지름이 0.1 내지 1.0㎛ 정도의 경우 필터 포집 효율의 작은 값을 가지는 문제점을 가진다.The fibrous filter without static electricity has an advantage of high porosity, long life, and low air resistance, but has a problem of having a small value of filter collection efficiency when the diameter of the trapped particles is about 0.1 to 1.0 μm.
이에 따라, 정전기가 부여된 섬유상 필터가 사용되고 있으며, 정전기가 부여된 섬유상 필터는 압력 손실이 매우 낮고 초기 효율은 매우 우수한 특정을 가지나, 입자를 포집할 때 정전기력이 저하되어 효율이 급격히 저하되는 문제점을 가진다.Accordingly, a fibrous filter imparted with static electricity is used, and the fibrous filter imparted with static electricity has a very low pressure loss and a very good initial efficiency, but it has a problem that efficiency decreases rapidly due to a decrease in electrostatic force when collecting particles. Have
그리고 전기방사를 적용하여 섬유를 제작하는 경우 정전기 부여가 어려운 문제점도 함께 가지게 된다.In addition, when manufacturing fibers by applying electrospinning, there is also a problem that it is difficult to impart static electricity.
따라서 본 발명은 상술한 종래기술의 문제점을 해결하기 위한 것으로서, 멜트브로운(melt blown) 공법에 의해 제작되어 전기 쌍극자 모멘트를 가지는 β 상을 가지 압전 폴리머 멜트브로운 웹과 정전소재 멜트브로운 웹 혼합체를 포함하여 구성되어 정전 내구성이 향상된 공기 정화용 소재 및 그 제작 방법을 제공하는 것을 목적으로 한다.Therefore, the present invention is to solve the problems of the prior art described above, it is produced by a melt blown (melt blown) method, the piezoelectric polymer melt blown web having a β phase having an electric dipole moment and the electrostatic material melt blown web An object of the present invention is to provide a material for air purification with improved electrostatic durability and a method for manufacturing the same, including a mixture.
상술한 기술적 과제의 달성을 위해 본 발명의 일 실시예는, 압전 폴리머 멜트브로운 웹과 정전소재 멜트브로운 웹 혼합체를 포함하고, 상기 압전 폴리머 멜트브로운 웹과 정전소재 멜트브로운 웹 혼합체는, PVDF 멜트브로운 웹(Poly Vinylidene difluoride melt brown web 또는 Poly Vinylidene fluoride melt brown web)과 PP 멜트브로운 웹(polypropylene melt brown web) 혼합체인 것을 특징으로 하는 정전 내구성이 향상된 공기 정화용 소재를 제공한다.In order to achieve the above technical problem, an embodiment of the present invention includes a piezoelectric polymer melt-blown web and an electrostatic material melt-blown web mixture, and the piezoelectric polymer melt-blown web and an electrostatic material melt-blown web mixture , PVDF melt blown web (Poly Vinylidene difluoride melt brown web or Poly Vinylidene fluoride melt brown web) and PP melt blown web (polypropylene melt brown web) mixture provides a static electricity enhanced air purification material characterized by a mixture.
상기 PVDF 멜트브로운 웹과 PP 멜트브로운 웹 혼합체는, 상기 PVDF 멜트브로운 웹과 상기 PP 멜트브로운 웹이 각각 독립적으로 멜트브로운 공법에 의해 형성된 후 융착 적층되는 것을 특징으로 한다.The PVDF melt blown web and PP melt blown web mixture is characterized in that the PVDF melt blown web and the PP melt blown web are each independently formed by a melt blown method and then fused and laminated.
상기 PVDF 멜트브로운 웹과 상기 PP 멜트브로운 웹 혼합체는, 상기 PVDF 멜트브로운 웹과 상기 PP 멜트브로운 웹이 하나 이상 교차 적층 구성되는 것을 특징으로 한다.The mixture of the PVDF melt blown web and the PP melt blown web is characterized in that the PVDF melt blown web and the PP melt blown web are composed of one or more cross laminations.
상기 PVDF 멜트브로운 웹과 상기 PP 멜트브로운 웹 혼합체는, 바이코 멜트브로운(Bico meltbrown) 공법으로 PVDF 소재와 PP 소재를 동시에 방사하여 PVDF 및 PP가 섬유상으로 혼재된 PVDF 및 PP 혼합 멜트브로운 웹으로 구성되는 것을 특징으로 한다.The PVDF melt blown web and the PP melt blown web mixture is a PVDF and PP mixed melt fiber in which PVDF and PP are mixed in a fibrous form by simultaneously spinning a PVDF material and a PP material by a Bico meltbrown method. It is characterized by being composed of a new web.
상기 PVDF 멜트브로운 웹은 중량비가 2 내지 15 gsm이고, 상기 PP 멜트브로운 웹은 중량비가 10 내지 40 gsm 인 것을 특징으로 한다.The PVDF melt blown web has a weight ratio of 2 to 15 gsm, and the PP melt blown web has a weight ratio of 10 to 40 gsm.
상기 PVDF 멜트브로운 웹을 구성하는 상기 PVDF 섬유의 평균 섬유경은 0.6 내지 5 ㎛인 것을 특징으로 한다.The PVDF fiber constituting the PVDF melt-blown web is characterized in that the average fiber diameter is 0.6 to 5 ㎛.
상기 공기 정화용 소재는, 상기 PVDF 멜트브로운 웹과 상기 PP 멜트브로운 웹 혼합체가 융착되어 지지되는 지지체를 더 포함하여 구성되는 것을 특징으로 한다.The air purification material is characterized by further comprising a support in which the PVDF melt-blown web and the PP melt-blown web mixture are fused and supported.
상기 압전 폴리머 멜트브로운 웹과 정전소재 멜트브로운 웹 혼합체는, 상기 멜트브로운 공정의 수행 전에 전이금속 나노 분말 또는 전이금속 합금 나노 분말을 혼합하는 것에 의해 내부에 전이금속 나노 분말 또는 전이금속 합금 나노 분말을 포함하는 것을 특징으로 한다.The piezoelectric polymer melt blown web and the electrostatic material melt blown web mixture are prepared by mixing transition metal nano powders or transition metal alloy nano powders before performing the melt blow process, thereby forming a transition metal nano powder or transition metal alloy therein. It characterized in that it comprises a nano powder.
상술한 기술적 과제의 달성을 위해 본 발명의 다른 실시예는, 압전 폴리머 멜트브로운 웹과 정전소재 멜트브로운 웹 혼합체를 제작하는 단계;를 포함하여 구성되는 정전 내구성이 향상된 공기 정화용 소재 제작 방법을 제공한다.In order to achieve the above technical problem, another embodiment of the present invention comprises the steps of: manufacturing a piezoelectric polymer melt-blown web and an electrostatic material melt-blown web mixture; to provide.
상기 압전 폴리머 멜트브로운 웹은 PVDF 멜트브로운 웹(Poly Vinylidene difluoride melt brown web 또는 Poly Vinylidene fluoride melt brown web)이고, 상기 정전소재 멜트브로운 웹은 PP 멜트브로운 웹(polypropylene melt brown web)인 것을 특징으로 한다.The piezoelectric polymer melt blown web is a PVDF melt blown web (Poly Vinylidene difluoride melt brown web or Poly Vinylidene fluoride melt brown web), and the electrostatic material melt blown web is a PP melt blown web. It is characterized by.
상기 PVDF 멜트브로운 웹은 중량비가 2 내지 15 gsm이고, 상기 PP 멜트브로운 웹은 중량비가 10 내지 40 gsm 인 것을 특징으로 한다.The PVDF melt blown web has a weight ratio of 2 to 15 gsm, and the PP melt blown web has a weight ratio of 10 to 40 gsm.
상기 PVDF 멜트브로운 웹을 구성하는 상기 PVDF 섬유의 평균 섬유경은 0.6 내지 5 ㎛인 것을 특징으로 한다.The PVDF fiber constituting the PVDF melt-blown web is characterized in that the average fiber diameter is 0.6 to 5 ㎛.
상기 압전 폴리머 멜트브로운 웹과 정전소재 멜트브로운 웹 혼합체를 제작하는 단계는, 독립적인 멜트브로운 공법을 각각 적용하여 PVDF 멜트브로운 웹과 PP 멜트브로운 웹(polypropylene melt brown web)을 각각 제작하는 단계; 및 상기 PVDF 멜트브로운 웹과 상기 PP 멜트브로운 웹을 융착 적층하는 단계;를 포함하여 구성될 수 있다.The step of manufacturing the piezoelectric polymer melt blown web and the electrostatic material melt blown web mixture is to apply PVDF melt blown web and PP melt blown web (polypropylene melt brown web) respectively by applying an independent melt blown method, respectively. Producing; And fusion laminating the PVDF melt blown web and the PP melt blown web.
상기 독립적인 멜트브로운 공법을 각각 적용하여 PVDF 멜트브로운 웹과 PP 멜트브로운 웹(polypropylene melt brown web)을 각각 제작하는 단계는, 상기 PVDF 멜트브로운 웹과 PP 멜트브로운 웹 각각이 전이금속 나노 분말 또는 전이금속 합금 나노 분말을 포함하도록 전이금속 나노 분말 또는 전이금속 합금 나노 분말을 혼합하여 상기 멜트브로운 공법을 수행하는 단계인 것을 특징으로 한다.In the step of producing the PVDF melt blown web and the PP melt blown web (polypropylene melt brown web) respectively by applying the independent melt blown method, respectively, the PVDF melt blown web and the PP melt blown web each transition It is characterized in that it is a step of performing the melt-blown method by mixing the transition metal nano powder or the transition metal alloy nano powder to include the metal nano powder or the transition metal alloy nano powder.
상기 PVDF 멜트브로운 웹과 PP 멜트브로운 웹을 융착 적층하는 단계는, 상기 PVDF 멜트브로운 웹과 상기 PP 멜트브로운 웹을 하나 이상 교차 적층하는 단계일 수 있다.The step of fusion laminating the PVDF melt-blown web and the PP melt-blown web may be a step of cross-layering the PVDF melt-blown web and the PP melt-blown web.
상기 압전 폴리머 멜트브로운 웹과 정전소재 멜트브로운 웹 혼합체를 제작하는 단계는, PVDF(Poly Vinylidene difluoride 또는 Poly Vinylidene fluoride) 소재와 PP(polypropylene) 소재를 바이코 멜트브로운(Bico meltbrown) 공법을 적용하여 PVDF 및 PP가 섬유상으로 혼재된 PVDF 멜트브로운 웹 및 PP 멜트브로운 혼합체를 제작하는 단계인 것을 특징으로 한다.The step of manufacturing the piezoelectric polymer melt-blown web and the electrostatic material melt-blown web mixture comprises a PVDF (Poly Vinylidene difluoride or Poly Vinylidene fluoride) material and a PP (polypropylene) material using a Bico meltbrown method. It is characterized by applying PVDF and PP in a fibrous manner to produce a PVDF melt blown web and PP melt blown mixture.
상기 PVDF 멜트브로운 웹과 PP 멜트브로운 웹 혼합체를 제작하는 단계는, 상기 PVDF 멜트브로운 웹 및 PP 멜트브로운 혼합체가 전이금속 나노 분말 또는 전이금속 합금 나노 분말을 포함하도록, 상기 PVDF 소재와 PP 소재에 전이금속 나노 분말 또는 전이금속 합금 나노 분말을 혼합하여 상기 바이코 멜트브로운 공법을 수행하는 단계인 것을 특징으로 한다.The step of manufacturing the PVDF melt blown web and PP melt blown web mixture is such that the PVDF melt blown web and PP melt blown mixture contain transition metal nanopowder or transition metal alloy nanopowder, and the PVDF material. It characterized in that it is a step of performing the above-described bico melt blown method by mixing a transition metal nano powder or a transition metal alloy nano powder in a PP material.
상기 PVDF 및 PP가 섬유상으로 혼재된 PVDF 멜트브로운 웹 및 PP 멜트브로운 웹 혼합체는 융착에 의해 다수의 층으로 적층되는 것을 특징으로 한다.The PVDF and PP melt-blown web and PP melt-blown web mixtures in which the PVDF and PP are mixed in a fibrous form are characterized in that they are laminated in multiple layers by fusing.
상기 공기 정화용 소재 제작 방법은, 지지체를 제작하는 단계; 및 상기 PVDF 멜트브로운 웹과 PP 멜트브로운 웹 혼합체를 상기 지지체에 융착 적층하는 지지체 융착 단계;를 더 포함하여 구성될 수 있다.The method for producing an air purification material includes: preparing a support; And a support fusing step of fusing and laminating the PVDF melt blown web and PP melt blown web mixture on the support.
상술한 구성을 가지는 본 발명의 정전 내구성이 향상된 공기 정화용 소재가 적용된 공기 정화용 필터는 압력 손실이 매누 낮고, 장기 사용에도 정전 성능을 유지하는 것에 의해 필터링 효율을 현저히 향상시키는 효과를 제공한다.The air purification filter to which the air purification material having improved electrostatic durability of the present invention having the above-described configuration is applied has a low pressure loss, and provides an effect of significantly improving filtering efficiency by maintaining electrostatic performance even in long-term use.
도 1은 본 발명의 일 실시예의 정전 성능이 향상된 공기 정화용 소재 제작 방법의 처리과정을 나타내는 순서도.
도 2는 도 1의 처리과정 중 PVDF 멜트브로운 웹과 PP 멜트브로운 웹 혼합체를 PVDF 멜트브로운 웹과 PP 멜트브로운 웹을 각각 제작한 후 융착 적층하여 제작하는 과정을 나타내는 순서도.
도 3은 도 1의 처리과정 중 PVDF 멜트브로운 웹과 PP 멜트브로운 웹 혼합체를 바이코 멜트브로운(Bico meltbrown) 공법으로 PVDF 소재와 PP 소재를 동시에 방사하여 제작하는 과정을 나타내는 순서도.
도 4는 멜트브로운 공법으로 제작된 PVDF 멜트브로운 웹의 XRD 측정그래프.1 is a flow chart showing a process of the method for manufacturing a material for air purification with improved electrostatic performance according to an embodiment of the present invention.
Figure 2 is a flow chart showing the process of producing a PVDF melt-blown web and PP melt-blown web mixture PVDF melt-blown web and PP melt-blown web, respectively, and then welding and laminating them during the process of FIG.
Figure 3 is a flow chart showing the process of producing a PVDF melt blown web and PP melt blown web mixture during the process of Figure 1 by simultaneously spinning the PVDF material and the PP material by a bico melt brown method.
4 is an XRD measurement graph of a PVDF melt blown web produced by a melt blown method.
하기에서 본 발명을 설명함에 있어서, 관련된 공지 기능 또는 구성에 대한 구체적인 설명이 본 발명의 요지를 불필요하게 흐릴 수 있다고 판단되는 경우에는 그 상세한 설명을 생략할 것이다.In the following description of the present invention, if it is determined that a detailed description of related known functions or configurations may unnecessarily obscure the subject matter of the present invention, the detailed description will be omitted.
본 발명의 개념에 따른 실시예는 다양한 변경을 가할 수 있고 여러 가지 형태를 가질 수 있으므로, 특정 실시예들을 도면에 예시하고 본 명세서 또는 출원서에 상세하게 설명하고자 한다. 그러나 이는 본 발명의 개념에 따른 실시예를 특정한 개시 형태에 대해 한정하려는 것이 아니며, 본 발명은 본 발명의 사상 및 기술 범위에 포함되는 모든 변경, 균등물 내지 대체물을 포함하는 것으로 이해되어야 한다.Since the embodiment according to the concept of the present invention can be modified in various ways and have various forms, specific embodiments will be illustrated in the drawings and described in detail in the present specification or application. However, this is not intended to limit the embodiments according to the concept of the present invention to a specific disclosure form, and it should be understood that the present invention includes all modifications, equivalents, and substitutes included in the spirit and scope of the present invention.
어떤 구성요소가 다른 구성요소에 "연결되어" 있다거나 "접속되어" 있다고 언급된 때에는, 그 다른 구성요소에 직접적으로 연결되어 있거나 또는 접속되어 있을 수도 있지만, 중간에 다른 구성요소가 존재할 수도 있다고 이해되어야 할 것이다. 반면에, 어떤 구성요소가 다른 구성요소에 "직접 연결되어" 있다거나 "직접 접속되어" 있다고 언급된 때에는, 중간에 다른 구성요소가 존재하지 않는 것으로 이해되어야 할 것이다. 구성요소들 간의 관계를 설명하는 다른 표현들, 즉 "~사이에"와 "바로 ~사이에" 또는 "~에 이웃하는"과 "~에 직접 이웃하는" 등도 마찬가지로 해석되어야 한다.When an element is said to be "connected" or "connected" to another component, it is understood that other components may be directly connected to or connected to the other component, but there may be other components in between. It should be. On the other hand, when a component is said to be "directly connected" or "directly connected" to another component, it should be understood that no other component exists in the middle. Other expressions describing the relationship between the components, such as "between" and "immediately between" or "neighboring" and "directly neighboring to" should be interpreted as well.
본 명세서에서 사용한 용어는 단지 특정한 실시예를 설명하기 위해 사용된 것으로, 본 발명을 한정하려는 의도가 아니다. 단수의 표현은 문맥상 명백하게 다르게 뜻하지 않는 한, 복수의 표현을 포함한다. 본 명세서에서, "포함하다" 또는 "가지다" 등의 용어는 설시된 특징, 숫자, 단계, 동작, 구성요소, 부분품 또는 이들을 조합한 것이 존재함을 지정하려는 것이지, 하나 또는 그 이상의 다른 특징들이나 숫자, 단계, 동작, 구성요소, 부분품 또는 이들을 조합한 것들의 존재 또는 부가 가능성을 미리 배제하지 않는 것으로 이해되어야 한다.The terms used in this specification are only used to describe specific embodiments, and are not intended to limit the present invention. Singular expressions include plural expressions unless the context clearly indicates otherwise. In this specification, terms such as “include” or “have” are intended to indicate that a feature, number, step, action, component, part, or combination thereof described is present, and one or more other features or numbers. It should be understood that it does not preclude the existence or addition possibility of steps, actions, components, parts or combinations thereof.
이하, 본 발명의 실시예를 나타내는 첨부 도면을 참조하여 본 발명을 더욱 상세히 설명한다.Hereinafter, the present invention will be described in more detail with reference to the accompanying drawings showing embodiments of the present invention.
도 1은 본 발명의 일 실시예의 압전 폴리머로 PVDF를 사용하고, 정전소재로 PP을 사용하는 정전 성능이 향상된 공기 정화용 소재 제작 방법의 처리과정을 나타내는 순서도이고, 도 2는 도 1의 처리과정 중 PVDF 멜트브로운 웹과 PP 멜트브로운 웹 혼합체를, 압전 폴리머인 PDVF 소재와 PP 소재를 이용하여 PVDF 멜트브로운 웹과 PP 멜트브로운 웹을 각각 제작한 후 융착 적층하여 제작하는 과정을 나타내는 순서도이며, 도 3은 도 1의 처리과정 중 PVDF 멜트브로운 웹과 PP 멜트브로운 웹 혼합체를 압전 폴리머로서의 바이코 멜트브로운(Bico meltbrown) 공법으로 PVDF 소재와 PP 소재를 동시에 방사하여 제작하는 과정을 나타내는 순서도이고, 도 4는 멜트브로운 공법으로 제작된 PVDF 멜트브로운 웹의 XRD 측정그래프이다.1 is a flow chart showing a process of a method for manufacturing a material for air purification with improved electrostatic performance using PVDF as a piezoelectric polymer of one embodiment of the present invention and using PP as an electrostatic material, and FIG. 2 is a process of FIG. 1 Flowchart showing the process of producing PVDF melt-blown web and PP melt-blown web mixture using PVD and PP materials, which are piezoelectric polymers, respectively, and then fabricating them by welding and laminating them. 3 is a process of simultaneously spinning PVDF material and PP material by using a PVDF melt blown web and PP melt blown web mixture as a piezoelectric polymer as a piezo polymer, in the process of FIG. 1. 4 is an XRD measurement graph of a PVDF melt blown web produced by a melt blown method.
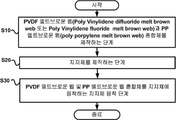
도 1과 같이, 본 발명의 일 실시예의 정전 성능이 향상된 공기 정화용 소재 제작 방법은, 정전기가 부여된 압전 폴리머 멜트브로운 웹과 정전소재 멜트브로운 웹 혼합체의 예로서, PVDF 멜트브로운 웹(Poly Vinylidene difluoride melt brown web 또는 Poly Vinylidene fluoride melt brown web)과 PP 멜트브로운 웹(polypropylene melt brown web) 혼합체를 제작하는 단계(S10)를 포함하여 구성된다. 이때 상기 압전 폴리머 멜트브로운 웹과 정전소재 멜트브로운 웹 혼합체는 압전 성능 향상을 위해 압전 특성을 가지는 전이금속 나노 분말 또는 전이금속 합금 나노 분말을 포함할 수 있다.As shown in FIG. 1, the method of manufacturing an air purification material having improved electrostatic performance according to an embodiment of the present invention is an example of a mixture of a piezoelectric polymer melt blown web and an electrostatic material melt blown web to which static electricity is applied, PVDF melt blown web It comprises a step (S10) of producing a polyvinylidene difluoride melt brown web or a poly vinylidene fluoride melt brown web) and a PP melt blown web mixture. In this case, the piezoelectric polymer melt-blown web and the electrostatic material melt-blown web mixture may include a transition metal nano powder or a transition metal alloy nano powder having piezoelectric properties to improve piezoelectric performance.
상기 PVDF 멜트브로운 웹은 중량비가 2 내지 15 gsm이고, 상기 PP 멜트브로운 웹은 중량비가 10 내지 40 gsm일 수 있다. 그리고 상기 PVDF 멜트브로운 웹을 구성하는 상기 PVDF 섬유의 평균 섬유경은 0.6 내지 5 ㎛이고, 상기 PP 멜트브로운 웹의 평균 섬유경은 1 내지 3 ㎛일 수 있다.The PVDF melt blown web may have a weight ratio of 2 to 15 gsm, and the PP melt blown web may have a weight ratio of 10 to 40 gsm. In addition, the average fiber diameter of the PVDF fibers constituting the PVDF melt blown web may be 0.6 to 5 μm, and the average fiber diameter of the PP melt blown web may be 1 to 3 μm.
상술한 바와 같이 멜트브로운 공법을 적용하여 상기 PVDF 멜트브로운 웹을 포함하는 공기 정화용 소재를 하는 제작하게 되면, 도 4와 같이, PVDF 결정 영역에서 α 상과 β 상의 결정 구조를 가진다. 이때 α 상의 경우 제로 넷 쌍극자 모멘트를 가지나, β 상의 구조는 전기 쌍극자를 모멘트를 가지게 되어, 제작된 PVDF 멜트브로운 웹 상에 전기 쌍극자 모멘트를 가지는 β 상이 형성되는 것에 의해 우수한 정전 성능을 가지게 된다. 또한, 상기 PVDF 멜트브로운 웹은 정전 성능이 저하된 경우 기계적 연신에 의해 β 상이 형성되어 정전기가 부여되므로, 정전 성능이 저하된 경우 흔드는 등의 진동을 가하는 것에 의해 정전성능의 회복을 용이하게 수행할 수 있도록 하는 특성을 가진다.When the air purifying material including the PVDF melt blown web is manufactured by applying the melt blown method as described above, as shown in FIG. 4, it has a crystal structure of α and β in the PVDF crystal region. At this time, the α phase has a zero net dipole moment, but the structure of the β phase has an electric dipole moment, and thus, has a good electrostatic performance by forming a β phase having an electric dipole moment on the fabricated PVDF melt blown web. In addition, since the PVDF melt-blown web has a β phase formed by mechanical stretching when electrostatic performance is reduced, static electricity is imparted, and when electrostatic performance is reduced, recovery of electrostatic performance is easily performed by applying vibration such as shaking. It has the characteristics of making it possible.
상술한 PVDF 멜트브로운 웹과 PP 멜트브로운 웹 혼합체는 두 가지 방법으로 제작될 수 있으며, 이에 따라, 상기 PVDF 멜트브로운 웹과 PP 멜트브로운 웹 혼합체를 제작하는 단계(S10)는 두 가지의 처리과정을 가질 수 있다. The above-described PVDF melt blown web and PP melt blown web mixture can be produced in two ways, and accordingly, the step (S10) of manufacturing the PVDF melt blown web and PP melt blown web mixture is two. You can have a process of.
먼저, 상기 PVDF 멜트브로운 웹과 PP 멜트브로운 웹 혼합체를 제작하는 단계(S10)는, 도 2와 같이, 상기 PVDF 멜트브로운 웹과 PP 멜트브로운 웹 혼합체를 제작하는 단계(S10)는, 독립적인 멜트브로운 공법을 각각 적용하여 PVDF 멜트브로운 웹과 PP 멜트브로운 웹(polypropylene melt brown web)을 각각 제작하는 단계(S11) 및 상기 PVDF 멜트브로운 웹과 PP 멜트브로운 웹 혼합체 제작을 위해 상기 PVDF 멜트브로운 웹과 상기 PP 멜트브로운 웹을 융착 적층하는 단계(S12)를 포함하여 구성될 수 있다. 상기 PVDF 멜트브로운 웹과 PP 멜트브로운 웹은 정전 성능의 향상을 위해 압전 특성을 가지는 상술한 전이금속 나노 분말 또는 전이금속 합금 나노 분말을 포함하도록 제작될수 있다.First, the step of manufacturing the PVDF melt-blown web and PP melt-blown web mixture (S10), as shown in FIG. 2, the step of producing the PVDF melt-blown web and PP melt-blown web mixture (S10) , Independent PVB melt blown web and PP melt blown web (polypropylene melt brown web) respectively by applying an independent melt blown method (S11) and the PVDF melt blown web and PP melt blown web mixture It may be configured to include a step (S12) of fusion laminating the PVDF melt-blown web and the PP melt-blown web for production. The PVDF melt blown web and the PP melt blown web may be manufactured to include the above-described transition metal nano powder or transition metal alloy nano powder having piezoelectric properties to improve electrostatic performance.
이에 의해, 상기 PVDF 멜트브로운 웹과 PP 멜트브로운 웹 혼합체는 PVDF 멜트브로운 웹 층 - PP 멜트브로운 웹 층 또는 PP 멜트브로운 웹 층- PVDF 멜트브로운 웹 층의 구조를 가질 수 있다. PVDF에 멜드브로운 공법을 적용하여 PVDF 멜트브로운 웹 제작하는 경우, 제작된 PVDF 멜트브로운 웹에는 전기 쌍극자를 가지는 β 상이 형성되어, 정전 특성을 가지게 된다.Thereby, the PVDF melt blown web and PP melt blown web mixture may have the structure of a PVDF melt blown web layer-PP melt blown web layer or PP melt blown web layer-PVDF melt blown web layer. . When a PVDF melt-blown web is produced by applying a melt-blown method to PVDF, a β-phase having an electric dipole is formed on the produced PVDF melt-blown web, thereby having electrostatic properties.
또한, 상기 PVDF 멜트브로운 웹과 PP 멜트브로운 웹을 융착 적층하는 단계(S12)는, 상기 PVDF 멜트브로운 웹과 상기 PP 멜트브로운 웹을 하나 이상 교차 적층하는 단계일 수 있다. 이에 따라, 상기 PVDF 멜트브로운 웹과 PP 멜트브로운 웹 혼합체는, PVDF 멜트브로운 웹 층 - PP 멜트브로운 웹 층으로 구성되거나, PP 멜트브로운 웹 층-PVDF 멜트브로운 웹 층의 구조를 가질 수 있다. In addition, the step (S12) of fusion laminating the PVDF melt blown web and the PP melt blown web may be a step of cross-layering the PVDF melt blown web and the PP melt blown web. Accordingly, the PVDF melt blown web and PP melt blown web mixture is composed of a PVDF melt blown web layer-a PP melt blown web layer, or a structure of a PP melt blown web layer-PVDF melt blown web layer. Can have
또한, 반복적으로 적층 형성되는 경우, PVDF 멜트브로운 웹과 PP 멜트브로운 웹 혼합체는, PVDF 멜트브로운 웹 또는 PP 멜트브로운 웹이 순서적으로 교차 적층된 구조를 가질 수 있으며, 이 경우 부가되는 웹 층들에 교차 적층 구성되는 PVDF 멜트브로운 웹 층과 PP 멜트브로운 웹 층은 동일한 개수를 가질 필요는 없다.In addition, when repeatedly stacked, the PVDF melt blown web and PP melt blown web mixture may have a structure in which PVDF melt blown web or PP melt blown web is sequentially cross-stacked. The PVDF melt-blown web layer and the PP melt-blown web layer, which are composed of cross-layers on the web layers, are not required to have the same number.
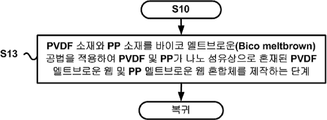
다음으로, 상기 PVDF 멜트브로운 웹과 PP 멜트브로운 웹 혼합체를 제작하는 단계(S10)는, 도 3과 같이, PVDF(Poly Vinylidene difluoride 또는 Poly Vinylidene fluoride) 소재와 PP(polypropylene) 소재를 바이코 멜트브로운(Bico meltbrown) 공법을 적용하여 PVDF 및 PP가 섬유상으로 혼재된 PVDF 멜트브로운 웹 및 PP 멜트브로운 혼합체를 제작하는 단계(S13)일 수도 있다. 이 과정에서도 정전 성능의 향상을 위해 압전 특성을 가지는 상술한 전이금속 나노 분말 또는 전이금속 합금 나노 분말을 포함하여 상기 바이코 멜트브로운 공법이 적용될 수 있다.Next, in the step (S10) of manufacturing the PVDF melt-blown web and PP melt-blown web mixture, a PVDF (Poly Vinylidene difluoride or Poly Vinylidene fluoride) material and a PP (polypropylene) material as shown in FIG. It may be a step (S13) of manufacturing a PVDF melt blown web and a PP melt blown mixture in which PVDF and PP are mixed in a fibrous manner by applying a melt blown (Bico meltbrown) method. In this process, the above-described bico melt blown method including the above-described transition metal nano powder or transition metal alloy nano powder having piezoelectric properties may be applied to improve electrostatic performance.
상술한 도 3의 처리과정에 의해 제작된 상기 PVDF 및 PP가 섬유상으로 혼재된 PVDF 멜트브로운 웹 및 PP 멜트브로운 혼합체 또한 융착에 의해 다수의 층으로 적층될 수 있다.The PVDF and PP melt-blown webs and PP melt-blown mixtures in which the PVDF and PP produced by the above-described process of FIG. 3 are mixed in a fibrous manner may also be laminated in multiple layers by fusing.
다시 도 1을 참조하여 설명하면, 본 발명의 일 실시예의 공기 정화용 소재는 상기 PVDF 멜트브로운 웹과 PP 멜트브로운 웹 혼합체는 부드러운 섬유상으로 제작되게 되므로, 강도 및 성형성을 높이기 위해 지지체가 부가 구성될 수 있다.Referring again to FIG. 1, in the air purification material of an embodiment of the present invention, the PVDF melt-blown web and the PP melt-blown web mixture are made of a soft fiber, so a support is added to increase strength and formability Can be configured.
이에 따라, 본 발명의 일 실시예의 공기 정화용 소재 제작 방법은, 도 1과 같이, 스펀본드(spunbond) 공정에 의해 PET(Polyethylene terephthalate) 웹 지지체를 제작하는 단계(S20) 및 상기 PVDF 멜트브로운 웹과 PP 멜트브로운 웹 혼합체를 상기 PET 웹 지지체에 융착 적층하는 지지체 융착 단계(S30)를 더 포함하여 구성될 수 있다.Accordingly, the method of manufacturing an air purification material according to an embodiment of the present invention comprises the steps of manufacturing a PET (Polyethylene terephthalate) web support by a spunbond process as shown in FIG. 1 (S20) and the PVDF melt-blown web And PP melt-blown web mixture may be configured to further comprise a support fusion step (S30) for fusion lamination to the PET web support.
상기 지지체는 스펀본드, 써멀본드, 케미컬 본드 등에 의해 제작되는 PET(Polyethylene terephthalate) 지지체 등의 섬유 부직포 또는 섬유 메쉬 등일 수 있으며, 이러한 지지체는 접힘 구조를 가능하게 하는 단단함(stifness)을 가지는 것에 의해, 본 발명의 일 실시예의 공기 정화용 소재에 적용되는 경우, 본 발명의 공기 정화용 소재가 적용된 필터를 헤파필터 등과 같이 주름 구조를 가지도록 하여, 구조적 안정성과 포집 표면적을 넓혀 필터의 성능을 향상시키게 된다.The support may be a fiber nonwoven fabric or a fiber mesh, such as a PET (Polyethylene terephthalate) support made of a spun bond, thermal bond, chemical bond, etc., such support by having a stiffness (stifness) to enable a folding structure, When applied to the air purification material of one embodiment of the present invention, the filter to which the air purification material of the present invention is applied has a pleated structure such as a hepa filter, thereby increasing structural stability and collecting surface area to improve filter performance.
상술한 바의 본 발명의 일 실시예의 정전 성능이 향상된 공기 정화용 소재는, PVDF 멜트브로운 웹(Poly Vinylidene difluoride melt brown web 또는 Poly Vinylidene fluoride melt brown web)과 PP 멜트브로운 웹(polypropylene melt brown web) 혼합체로 구성된다.The material for air purification with improved electrostatic performance according to one embodiment of the present invention as described above includes: PVDF melt blown web (Poly Vinylidene difluoride melt brown web or Poly Vinylidene fluoride melt brown web) and PP melt blown web (polypropylene melt brown web) ) It is composed of a mixture.
이때의 상기 PVDF 멜트브로운 웹과 PP 멜트브로운 웹 혼합체는, 상술한 바와 같이, 상기 PVDF 멜트브로운 웹과 상기 PP 멜트브로운 웹이 각각 독립적으로 멜트브로운 공법에 의해 형성된 후 융착 적층될 수 있다.At this time, the PVDF melt blown web and PP melt blown web mixture, as described above, the PVDF melt blown web and the PP melt blown web are each independently formed by a melt blown method to be fused and laminated. Can.
또한, 상기 PVDF 멜트브로운 웹과 상기 PP 멜트브로운 웹이 하나 이상 교차 적층 구성될 수도 있다.In addition, the PVDF melt blown web and the PP melt blown web may be composed of one or more cross laminations.
또한, 상기 PVDF 멜트브로운 웹과 상기 PP 멜트브로운 웹 혼합체는,In addition, the PVDF melt blown web and the PP melt blown web mixture,
바이코 멜트브로운(Bico meltbrown) 공법으로 PVDF 소재와 PP 소재를 동시에 방사하여 PVDF 및 PP가 섬유상으로 혼재된 PVDF 및 PP 혼합 멜트브로운 웹으로 구성될 수도 있으며, 상기 PVDF 및 PP가 섬유상으로 혼재된 PVDF 및 PP 혼합 멜트브로운 웹 또한 다수의 층을 가지도록 융착 적층될 수 있다.The PVDF material and the PP material are simultaneously spun by a bico meltbrown method to be composed of a PVDF and PP mixed melt blown web in which PVDF and PP are mixed in a fibrous form, and the PVDF and PP are mixed in a fibrous form. PVDF and PP mixed melt-blown webs can also be fused and laminated to have multiple layers.
또한, 상술한 본 발명의 실시예의 공기 정화용 소재는, 상기 PVDF 멜트브로운 웹과 상기 PP 멜트브로운 웹 혼합체가 지지체에 융착 적층된 구성을 가질 수 있다.In addition, the air purification material of the embodiment of the present invention described above may have a configuration in which the PVDF melt-blown web and the PP melt-blown web mixture are fused and laminated on a support.
상술한 설명에서 상기 융착은 상기 융착은 스펀본드, 케미컬 본드, 초음파 융착, 열융착 또는 글루 융착 등의 다양한 융착 공법이 적용될 수 있다.In the above description, various fusion methods such as spun bond, chemical bond, ultrasonic fusion, heat fusion or glue fusion may be applied to the fusion.
<실시예><Example>
본 발명의 실시예의 공기 정화용 소재의 성능 평가를 위해, 멜트브로운 공법을 적용하여 다음과 같은 시료를 제작하였다.In order to evaluate the performance of the air purification material of the embodiment of the present invention, the following sample was prepared by applying a melt blown method.
* MB 1(PP):* MB 1 (PP):
- 20 gsm, 섬유경 1 내지 3 ㎛, 두께 0.24mm-20 gsm, fiber diameter 1 to 3 ㎛, thickness 0.24mm
- 여과 성능: 2.8 mmAq, 99.97%(여과물질: 0.3㎛ NaCl, 5.33cm/s)-Filtration performance: 2.8 mmAq, 99.97% (filtrate: 0.3㎛ NaCl, 5.33cm/s)
* MB 2(PP):* MB 2 (PP):
- 30 gsm, 섬유경 3 내지 5 ㎛, 두께 0.29mm-30 gsm, fiber diameter 3 to 5 ㎛, thickness 0.29mm
- 여과 성능: 3.4 mmAq, 99.98%(여과물질: 0.3㎛ NaCl, 5.33cm/s) -Filtration performance: 3.4 mmAq, 99.98% (filtrate: 0.3㎛ NaCl, 5.33cm/s)
* MB 3(PVDF):* MB 3 (PVDF):
- 10 gsm, 섬유경 3 내지 5 ㎛, 두께 0.15mm-10 gsm, fiber diameter 3 to 5 ㎛, thickness 0.15mm
- 여과 성능: 1 mmAq, 35%(여과물질: 0.3㎛ NaCl, 5.33cm/s)-Filtration performance: 1 mmAq, 35% (Filtration material: 0.3 µm NaCl, 5.33 cm/s)
* 지지체:* Support:
- PET 스펀본드 웹(60 gsm), 통기도 750 cfm(125pa), 두께 0.22mm-PET spunbond web (60 gsm), air permeability 750 cfm (125 pa), thickness 0.22 mm
* 샘플 1:* Sample 1:
- 지지체 + MB 1(PP)-Support + MB 1 (PP)
- 적층 방법: 초음파 융착-Lamination method: ultrasonic welding
- 결합 소재 물성:-Bonding material properties:
중량 90gsmWeight 90gsm
두께: 0.60mmThickness: 0.60mm
여과성능: 99.97%, 3.5 mmAq(여과물질: 0.3㎛ NaCl, 5.33cm/s)Filtration performance: 99.97%, 3.5 mmAq (filtrate: 0.3㎛ NaCl, 5.33cm/s)
* 샘플 2:* Sample 2:
- 지지체 + MB 2(PP)-Support + MB 2 (PP)
- 적층 방법: 초음파 융착-Lamination method: ultrasonic welding
- 결합 소재 물성:-Bonding material properties:
중량 90gsmWeight 90gsm
두께: 0.50mmThickness: 0.50mm
여과성능: 99.97%, 3.5 mmAq(여과물질: 0.3㎛ NaCl, 5.33cm/s)Filtration performance: 99.97%, 3.5 mmAq (filtrate: 0.3㎛ NaCl, 5.33cm/s)
* 샘플 3:* Sample 3:
- 지지체 + MB 1(PP) + MB3(PVDF)-Support + MB 1 (PP) + MB3 (PVDF)
- 적층 방법: 초음파 융착-Lamination method: ultrasonic welding
- 결합 소재 물성:-Bonding material properties:
중량 90gsmWeight 90gsm
두께: 0.60mmThickness: 0.60mm
여과성능: 99.98%, 3.8 mmAq(여과물질: 0.3㎛ NaCl, 5.33cm/s)Filtration performance: 99.98%, 3.8 mmAq (filtrate: 0.3㎛ NaCl, 5.33cm/s)
<IPA 테스트><IPA test>
상술한 시료들에 대하여 초기 성능과 IPA(isopropyl alcohol) 포화 증기에서 24시간 방치한 후 상온에서 3시간 건조하는 IPA 처리를 수행한 후, TSI 8130 모델을 적용하여, 0.3㎛ NaCl을 유속 5.33cm/s 통과시키는 것에 의해 성능을 측정하였으며 측정결과는 하기의 [표 1]과 같다.After performing the initial performance and IPA treatment for 3 hours at room temperature after leaving for 24 hours in IPA (isopropyl alcohol) saturated steam for the above-mentioned samples, applying the TSI 8130 model, the flow rate of 0.3㎛ NaCl is 5.33cm/ Performance was measured by passing through s, and the measurement results are shown in [Table 1] below.
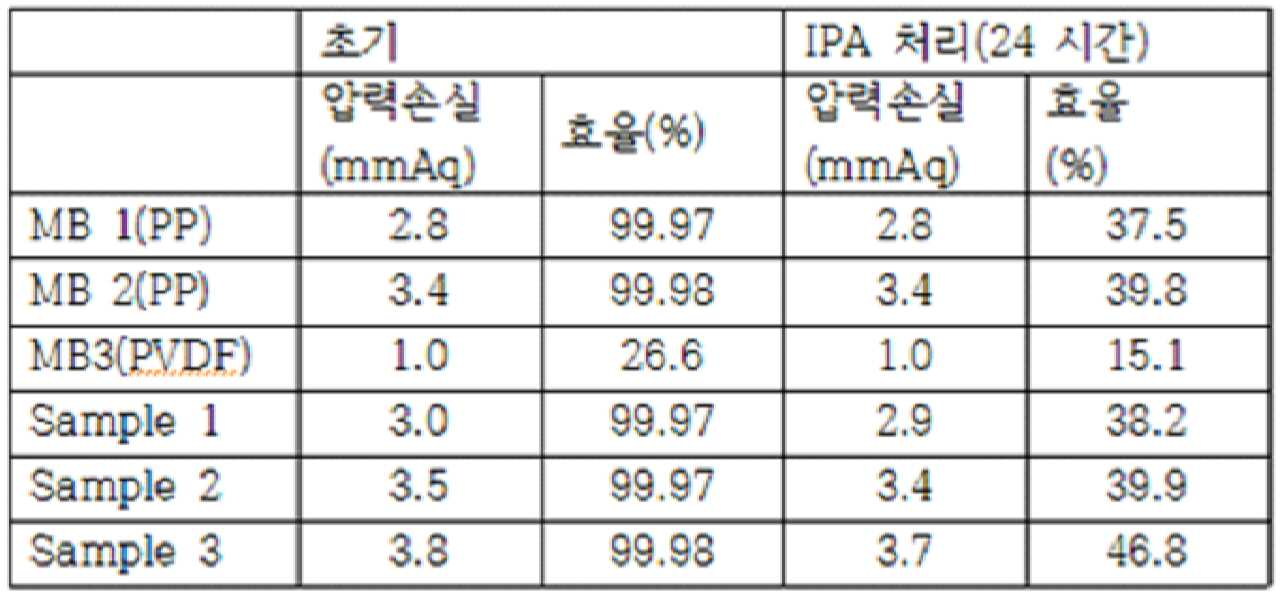
[표 1]과 같이, 초기 MB 1의 압력 손실은 2.8mmAq이고 여과 효율은 99.97%였고, 24시간 IPA 처리하여 정전기를 제거한 후에는 압력 손실이 2.8mmAq이나 여과 효율은 37.5%로 저하되었다.As shown in Table 1, the pressure loss of the initial MB 1 was 2.8 mmAq and the filtration efficiency was 99.97%. After removing static electricity by IPA treatment for 24 hours, the pressure loss was 2.8 mmAq, but the filtration efficiency was reduced to 37.5%.
초기 MB 2의 압력 손실은 3.4mmAq이고 여과 효율은 99.98%였고, 24시간 IPA 처리하여 정전기를 제거한 후에는 압력 손실이 3.4mmAq이나 여과 효율은 39.8%로 저하되었다.The initial MB 2 had a pressure loss of 3.4 mmAq and a filtration efficiency of 99.98%. After removing static electricity by IPA treatment for 24 hours, the pressure loss was 3.4 mmAq, but the filtration efficiency was reduced to 39.8%.
초기 MB 3의 압력 손실은 1.0mmAq이고 여과 효율은 26.6%였고, 24시간 IPA 처리하여 정전기를 제거한 후에는 압력 손실이 1.0mmAq이나 여과 효율은 15.1%로 저하되었다.The pressure loss of the initial MB 3 was 1.0 mmAq, the filtration efficiency was 26.6%, and the pressure loss was 1.0 mmAq after the IPA treatment was removed for 24 hours, but the filtration efficiency was reduced to 15.1%.
초기 샘플 1의 압력 손실은 3.0mmAq이고 여과 효율은 99.97%였고, 24시간 IPA 처리하여 정전기를 제거한 후에는 압력 손실이 2.9mmAq이나 여과 효율은 38.2%로 저하되었다.The initial sample 1 had a pressure loss of 3.0 mmAq and a filtration efficiency of 99.97%. After removing static electricity by IPA treatment for 24 hours, the pressure loss was 2.9 mmAq, but the filtration efficiency decreased to 38.2%.
초기 샘플 2의 압력 손실은 3.5mmAq이고 여과 효율은 99.97%였고, 24시간 IPA 처리하여 정전기를 제거한 후에는 압력 손실이 3.4mmAq이나 여과 효율은 39.9%로 저하되었다.The pressure loss of the initial sample 2 was 3.5 mmAq and the filtration efficiency was 99.97%. After removing static electricity by IPA treatment for 24 hours, the pressure loss was 3.4 mmAq, but the filtration efficiency was reduced to 39.9%.
초기 샘플 3의 압력 손실은 3.8mmAq이고 여과 효율은 99.98%였고, 24시간 IPA 처리하여 정전기를 제거한 후에는 압력 손실이 3.7mmAq이나 여과 효율은 46.8%로 저하되었다.The initial sample 3 had a pressure loss of 3.8 mmAq and a filtration efficiency of 99.98%. After removing static electricity by IPA treatment for 24 hours, the pressure loss was 3.7 mmAq, but the filtration efficiency decreased to 46.8%.
이후, 상기 시료들을 3번 흔들어 압력을 부여한 후, TSI 8130 모델을 적용하여, 0.3㎛ NaCl을 유속 5.33cm/s 통과시키는 것에 의해 성능을 측정하였으며 측정결과는 하기의 [표 2]와 같다.Thereafter, after shaking the samples three times and applying pressure, the TSI 8130 model was applied to measure the performance by passing 0.3 μm NaCl through a flow rate of 5.33 cm/s, and the measurement results are shown in [Table 2] below.

[표 2]와 같이, 24시간 IPA 처리하여 정전기를 제거한 MB 1의 압력 손실은 2.8mmAq이고 여과 효율은 37.5%로 저하되었으며, 3회 흔들어 기계적 압력을 부여하는 것에 의해 정전기를 부여한 후의 압력 손실은 2.8mmAq이고 여과 효율은 37.6%로 거의 변동되지 않았다. As shown in [Table 2], the pressure loss of MB 1 which removed static electricity by IPA treatment for 24 hours was 2.8 mmAq, the filtration efficiency was reduced to 37.5%, and the pressure loss after applying static electricity by shaking three times to apply mechanical pressure It was 2.8mmAq and the filtration efficiency was almost unchanged at 37.6%.
24시간 IPA 처리하여 정전기를 제거한 MB 2는 압력 손실이 3.4mmAq이고 여과 효율은 39.8%로 저하되었으며, 3회 흔들어 기계적 압력을 부여하는 것에 의해 정전기를 부여한 후의 압력 손실은 3.4mmAq이고 여과 효율은 39.8%로 변동되지 않았다. MB 2 removed by static electricity by IPA treatment for 24 hours has a pressure loss of 3.4 mmAq and a filtration efficiency of 39.8%. The pressure loss after applying static electricity by shaking three times to apply mechanical pressure is 3.4 mmAq and the filtration efficiency of 39.8. %.
24시간 IPA 처리하여 정전기를 제거한 MB 3은 압력 손실이 1.0mmAq이고 여과 효율은 15.1%로 저하되었으며, 3회 흔들어 기계적 압력을 부여하는 것에 의해 정전기를 부여한 후의 압력 손실은 1.0mmAq이고 여과 효율은 25.4%로 여과 효율에서 약간의 성능 향상이 있었다.MB 3 removed by static electricity by IPA treatment for 24 hours has a pressure loss of 1.0 mmAq and a filtration efficiency of 15.1%. The pressure loss after applying static electricity by shaking three times to apply mechanical pressure is 1.0 mmAq and the filtration efficiency is 25.4. There was a slight performance improvement in filtration efficiency in %.
24시간 IPA 처리하여 정전기를 제거한 샘플 1은 압력 손실이 2.9mmAq이고 여과 효율은 38.2%로 저하되었으며, 3회 흔들어 기계적 압력을 부여하는 것에 의해 정전기를 부여한 후의 압력 손실은 2.9mmAq이고 여과 효율은 38.2%로 변동되지 않았다. Sample 1, which was removed by static electricity by IPA treatment for 24 hours, had a pressure loss of 2.9 mmAq and a filtration efficiency of 38.2%, and the pressure loss after applying static electricity by shaking three times to apply mechanical pressure was 2.9 mmAq and the filtration efficiency of 38.2 %.
24시간 IPA 처리하여 정전기를 제거한 샘플 2는 압력 손실이 3.4mmAq이고 여과 효율은 39.9%로 저하되었으며, 3회 흔들어 기계적 압력을 부여하는 것에 의해 정전기를 부여한 후의 압력 손실은 3.4mmAq이고 여과 효율은 39.9%로 변동되지 않았다. Sample 2 removed by static electricity by IPA treatment for 24 hours had a pressure loss of 3.4 mmAq and a filtration efficiency of 39.9%. The pressure loss after applying static electricity by shaking three times to apply mechanical pressure was 3.4 mmAq and the filtration efficiency of 39.9. %.
24시간 IPA 처리하여 정전기를 제거한 샘플 3은 압력 손실이 3.7mmAq이고 여과 효율은 46.8%로 저하되었으며, 3회 흔들어 기계적 압력을 부여하는 것에 의해 정전기를 부여한 후의 압력 손실은 3.7mmAq이고 여과 효율은 67.4%로 여과 성능이 크게 향상되었다. Sample 3 removed static electricity by IPA treatment for 24 hours had a pressure loss of 3.7 mmAq and a filtration efficiency of 46.8%, and the pressure loss after applying static electricity by shaking three times to give mechanical pressure was 3.7 mmAq and the filtration efficiency of 67.4 The filtration performance was greatly improved by %.
이후, 상기 시료들을 IPA 처리한 후 10번 흔들어 압력을 부여하고, TSI 8130 모델을 적용하여, 0.3㎛ NaCl을 유속 5.33cm/s 통과시키는 것에 의해 성능을 측정하였으며 측정결과는 하기의 [표 3]과 같다.Thereafter, the samples were subjected to IPA treatment and shaken 10 times to apply pressure, and the TSI 8130 model was applied to measure performance by passing 0.3 μm NaCl through a flow rate of 5.33 cm/s, and the measurement results are shown in Table 3 below. Same as
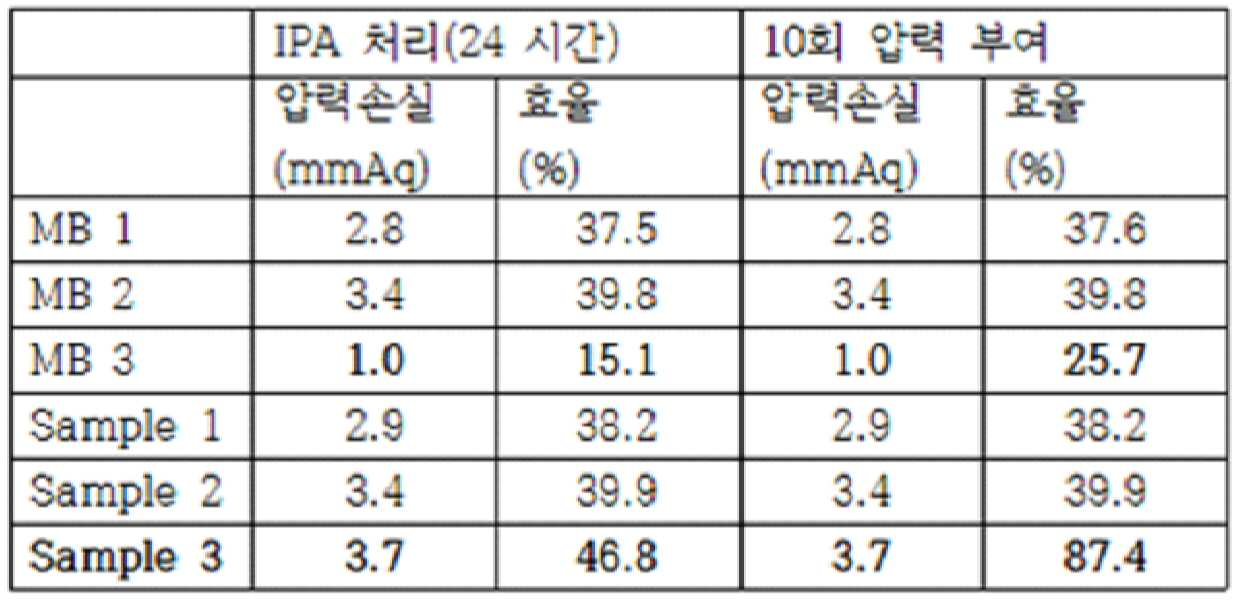
[표 3]과 같이, 24시간 IPA 처리하여 정전기를 제거한 MB 1의 압력 손실은 2.8mmAq이고 여과 효율은 37.5%로 저하되었으며, 10회 흔들어 기계적 압력을 부여하는 것에 의해 정PVDF 멜트브로운 웹전기를 부여한 후의 압력 손실은 2.8mmAq이고 여과 효율은 37.6%로 거의 변동되지 않았다. As shown in [Table 3], the pressure loss of MB 1, which eliminated static electricity by IPA treatment for 24 hours, was 2.8 mmAq, the filtration efficiency was lowered to 37.5%, and the static PVDF melt-blown web electricity was shaken 10 times to apply mechanical pressure. The pressure loss after application of was 2.8 mmAq, and the filtration efficiency was almost unchanged at 37.6%.
24시간 IPA 처리하여 정전기를 제거한 MB 2는 압력 손실이 3.4mmAq이고 여과 효율은 39.8%로 저하되었으며, 10회 흔들어 기계적 압력을 부여하는 것에 의해 정전기를 부여한 후의 압력 손실은 3.4mmAq이고 여과 효율은 39.8%로 변동되지 않았다. MB 2 removed by static electricity by IPA treatment for 24 hours has a pressure loss of 3.4 mmAq and a filtration efficiency of 39.8%, and by applying mechanical pressure by shaking 10 times, the pressure loss after applying static electricity is 3.4 mmAq and the filtration efficiency is 39.8 %.
24시간 IPA 처리하여 정전기를 제거한 MB 3은 압력 손실이 1.0mmAq이고 여과 효율은 15.1%로 저하되었으며, 10회 흔들어 기계적 압력을 부여하는 것에 의해 정전기를 부여한 후의 압력 손실은 1.0mmAq이고 여과 효율은 25.7%로 여과 효율에서 약간의 성능 향상이 있었다.MB 3 removed by static electricity by IPA treatment for 24 hours has a pressure loss of 1.0 mmAq and a filtration efficiency of 15.1%, and the pressure loss after applying static electricity by applying mechanical pressure by shaking 10 times is 1.0 mmAq and the filtration efficiency of 25.7 There was a slight performance improvement in filtration efficiency in %.
24시간 IPA 처리하여 정전기를 제거한 샘플 1은 압력 손실이 2.9mmAq이고 여과 효율은 38.2%로 저하되었으며, 10회 흔들어 기계적 압력을 부여하는 것에 의해 정전기를 부여한 후의 압력 손실은 2.9mmAq이고 여과 효율은 38.2%로 변동되지 않았다. Sample 1, which was removed by static electricity by IPA for 24 hours, had a pressure loss of 2.9 mmAq and a filtration efficiency of 38.2%, and by applying mechanical pressure by shaking 10 times, the pressure loss after applying static electricity was 2.9 mmAq and the filtration efficiency of 38.2 %.
24시간 IPA 처리하여 정전기를 제거한 샘플 2는 압력 손실이 3.4mmAq이고 여과 효율은 39.9%로 저하되었으며, 10회 흔들어 기계적 압력을 부여하는 것에 의해 정전기를 부여한 후의 압력 손실은 3.4mmAq이고 여과 효율은 39.9%로 변동되지 않았다. Sample 2 removed by static electricity by IPA treatment for 24 hours has a pressure loss of 3.4 mmAq and a filtration efficiency of 39.9%, and the pressure loss after applying static electricity by applying mechanical pressure by shaking 10 times is 3.4 mmAq and the filtration efficiency of 39.9. %.
24시간 IPA 처리하여 정전기를 제거한 샘플 3은 압력 손실이 3.7mmAq이고 여과 효율은 46.8%로 저하되었으며, 10회 흔들어 기계적 압력을 부여하는 것에 의해 정전기를 부여한 후의 압력 손실은 3.7mmAq이고 여과 효율은 87.4%로 여과 성능이 크게 향상되었다. Sample 3 removed by static electricity by IPA treatment for 24 hours had a pressure loss of 3.7 mmAq and a filtration efficiency of 46.8%, and the pressure loss after applying static electricity by applying mechanical pressure by shaking 10 times was 3.7 mmAq and the filtration efficiency of 87.4 The filtration performance was greatly improved by %.
IPA 테스트 결과, 본 발명의 실시예의 PVDF 멜트브로운 웹(MB 3) 및 샘플 3(지지체-PP 멜트브로운 웹(MB 1)-PVDF 멜트브로운 웹(MB 3) 적층체)의 경우, 정전 성능 저하 후 기계적 진동에 의해 충분한 압력을 부여하는 경우, 정전 성능 및 여과 효율이 현저히 개선되는 것을 확인하였다.As a result of the IPA test, in the case of PVDF melt blown web (MB 3) and sample 3 (support-PP melt blown web (MB 1)-PVDF melt blown web (MB 3) laminate) of the embodiment of the present invention, the power failure When a sufficient pressure was applied by mechanical vibration after performance deterioration, it was confirmed that electrostatic performance and filtration efficiency were significantly improved.
<필터 성능 시험><Filter performance test>
서로 다른 1m3의 챔버 내에 0.06m2의 샘플 1, 샘플 2 및 샘플 3을 각각 설치하고 담배 연기를 발생시킨 후, 유속 0.1m/s의 풍량을 가지도록 30분간 시험기를 가동한 후 필터 성능을 측정하였으며, 측정 결과는 [표 4]와 같다.After installing 0.06m 2 of Sample 1, Sample 2, and Sample 3 in different 1m 3 chambers, generating cigarette smoke, and then operating the tester for 30 minutes to have a flow rate of 0.1m/s, the filter performance was improved. It was measured, and the measurement results are shown in [Table 4].
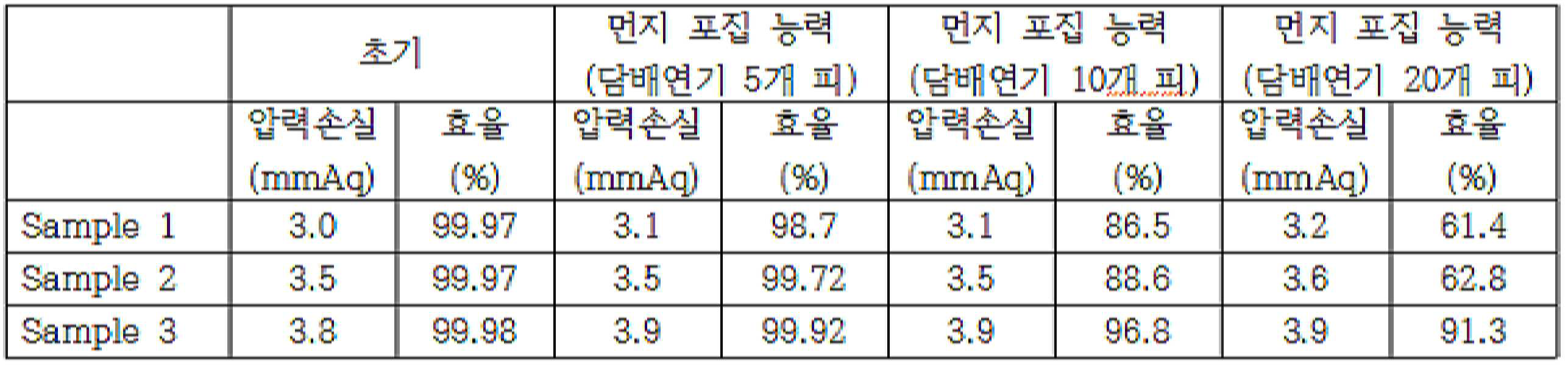
[표 4]와 같이, 초기 샘플 1의 압력 손실은 3.0mmAq이고 여과 효율은 99.97%였고, 5 개피의 담배 연기를 여과한 후의 압력손실은 3.1mmAq이고 여과 효율은 98.7%였으며, 10 개피의 담배 연기를 여과한 후의 압력손실은 3.1mmAq이고 여과 효율은 86.5%였고, 15 개피의 담배 연기를 여과한 후의 압력손실은 3.2mmAq이고 여과효율은 61.4%로 저하되었다.As shown in Table 4, the pressure loss of the initial sample 1 was 3.0 mmAq, the filtration efficiency was 99.97%, the pressure loss after filtering 5 cigarette smokes was 3.1 mmAq, the filtration efficiency was 98.7%, and 10 cigarettes The pressure loss after filtering the smoke was 3.1 mmAq, the filtration efficiency was 86.5%, the pressure loss after filtering 15 cigarette smoke was 3.2 mmAq, and the filtering efficiency was reduced to 61.4%.
초기 샘플 2의 압력 손실은 3.5mmAq이고 여과 효율은 99.97%였고, 5 개피의 담배 연기를 여과한 후의 압력손실은 3.5mmAq이고 여과 효율은 99.72%였으며, 10 개피의 담배 연기를 여과한 후의 압력손실은 3.5mmAq이고 여과 효율은 88.6%였고, 15 개피의 담배 연기를 여과한 후의 압력손실은 3.6mmAq이고 여과효율은 62.4%로 저하되었다.The pressure loss of the initial sample 2 was 3.5 mmAq, the filtration efficiency was 99.97%, the pressure loss after filtering 5 cigarette smokes was 3.5 mmAq, the filtration efficiency was 99.72%, and the pressure loss after filtering 10 cigarette smokes Was 3.5mmAq, the filtration efficiency was 88.6%, the pressure loss after filtrating 15 cigarettes was 3.6mmAq, and the filtration efficiency was reduced to 62.4%.
초기 샘플 3의 압력 손실은 3.8mmAq이고 여과 효율은 99.98%였고, 5 개피의 담배 연기를 여과한 후의 압력손실은 3.9mmAq이고 여과 효율은 99.92%였으며, 10 개피의 담배 연기를 여과한 후의 압력손실은 3.9mmAq이고 여과 효율은 96.8%였고, 15 개피의 담배 연기를 여과한 후의 압력손실은 3.9mmAq이고 여과효율은 91.3%로 저하되었다.The pressure loss of the initial sample 3 was 3.8mmAq, the filtration efficiency was 99.98%, the pressure loss after filtering 5 cigarette smokes was 3.9mmAq, the filtration efficiency was 99.92%, and the pressure loss after filtering 10 cigarette smokes Was 3.9mmAq, the filtration efficiency was 96.8%, the pressure loss after filtrating 15 cigarettes was 3.9mmAq, and the filtration efficiency was reduced to 91.3%.
필터 성능 테스트 결과 또한, 본 발명의 실시예의 샘플 3(지지체-PP 멜트브로운 웹(MB 1)-PVDF 멜트브로운 웹(MB 3) 적층체)의 경우, 동일한 여과를 수행한 결과에서 먼지 포집 능력의 저하가 매우 적은 것으로서, 지속적인 여과 수행 후에도 정전기가 지속적으로 유지되므로 정전 성능이 현저히 향상된 것을 확인할 수 있었다.Filter performance test results In addition, in the case of Sample 3 of the embodiment of the present invention (support-PP melt blown web (MB 1)-PVDF melt blown web (MB 3) laminate), dust was collected from the results of the same filtration. It was confirmed that the electrostatic performance was significantly improved because the static electricity was continuously maintained even after the continuous filtration was performed.
상기에서 설명한 본 발명의 기술적 사상은 바람직한 실시예에서 구체적으로 기술되었으나, 상기 실시예는 그 설명을 위한 것이며 그 제한을 위한 것이 아님을 주의하여야 한다. 또한, 본 발명의 기술적 분야의 통상의 지식을 가진 자라면 본 발명의 기술적 사상의 범위 내에서 다양한 실시예가 가능함을 이해할 수 있을 것이다. 따라서 본 발명의 진정한 기술적 보호 범위는 첨부된 청구범위의 기술적 사상에 의해 정해져야 할 것이다.Although the technical spirit of the present invention described above has been specifically described in a preferred embodiment, it should be noted that the above embodiment is for the purpose of description and not of limitation. In addition, a person having ordinary knowledge in the technical field of the present invention will understand that various embodiments are possible within the scope of the technical spirit of the present invention. Therefore, the true technical protection scope of the present invention should be defined by the technical spirit of the appended claims.
Claims (18)
상기 압전 폴리머 멜트브로운 웹과 정전소재 멜트브로운 웹 혼합체는,
PVDF 멜트브로운 웹(Poly Vinylidene difluoride melt brown web 또는 Poly Vinylidene fluoride melt brown web)과 PP 멜트브로운 웹(polypropylene melt brown web) 혼합체인 것을 특징으로 하는 정전 내구성이 향상된 공기 정화용 소재.Consists of a piezoelectric polymer melt-blown web and an electrostatic material melt-blown web mixture,
The piezoelectric polymer melt blown web and the electrostatic material melt blown web mixture,
A material for air purification with improved electrostatic durability, characterized by a mixture of PVDF melt blown web (Poly Vinylidene difluoride melt brown web or Poly Vinylidene fluoride melt brown web) and PP melt blown web (polypropylene melt brown web).
상기 PVDF 멜트브로운 웹과 상기 PP 멜트브로운 웹이 각각 독립적으로 멜트브로운 공법에 의해 형성된 후 융착 적층되는 것을 특징으로 하는 정전 내구성이 향상된 공기 정화용 소재.According to claim 1, wherein the PVDF melt blown web and PP melt blown web mixture,
The PVDF melt blown web and the PP melt blown web are each formed independently by a melt blown method and then fused and laminated to improve static electricity durability.
상기 PVDF 멜트브로운 웹과 상기 PP 멜트브로운 웹이 하나 이상 교차 적층 구성되는 것을 특징으로 하는 정전 내구성이 향상된 공기 정화용 소재.According to claim 1, The PVDF melt blown web and the PP melt blown web mixture,
The PVDF melt-blown web and the PP melt-blown web is characterized in that the cross-layer construction of one or more electrostatic durability improved air purification material.
바이코 멜트브로운(Bico meltbrown) 공법으로 PVDF 소재와 PP 소재를 동시에 방사하여 PVDF 및 PP가 섬유상으로 혼재된 PVDF 및 PP 혼합 멜트브로운 웹으로 구성되는 것을 특징으로 하는 정전 내구성이 향상된 공기 정화용 소재.According to claim 1, The PVDF melt blown web and the PP melt blown web mixture,
Air purification material with improved electrostatic durability, characterized in that PVDF and PP are made of fibrous mixed PVDF and PP mixed melt blown web by simultaneously emitting PVDF and PP materials by the Bico meltbrown method. .
상기 PVDF 멜트브로운 웹은 중량비가 2 내지 15 gsm이고,
상기 PP 멜트브로운 웹은 중량비가 10 내지 40 gsm 인 것을 특징으로 하는 정전 내구성이 향상된 공기 정화용 소재.According to claim 1,
The PVDF melt-blown web has a weight ratio of 2 to 15 gsm,
The PP melt-blown web is an air purification material with improved electrostatic durability, characterized in that the weight ratio is 10 to 40 gsm.
상기 PVDF 멜트브로운 웹을 구성하는 상기 PVDF 섬유의 평균 섬유경은 0.6 내지 5 ㎛인 것을 특징으로 하는 정전 내구성이 향상된 공기 정화용 소재.According to claim 1,
An air purification material with improved electrostatic durability, characterized in that the average fiber diameter of the PVDF fibers constituting the PVDF melt blown web is 0.6 to 5 μm.
상기 PVDF 멜트브로운 웹과 상기 PP 멜트브로운 웹 혼합체가 융착되어 지지되는 지지체;를 더 포함하여 구성되는 것을 특징으로 하는 정전 내구성이 향상된 공기 정화용 소재.According to claim 1,
The PVDF melt-blown web and the PP melt-blown web mixture is supported by being fused; a static electricity durability improved air purification material, characterized in that further comprises a.
멜트브로운 공정의 수행 전에 전이금속 나노 분말 또는 전이금속 합금 나노 분말을 혼합하는 것에 의해 내부에 전이금속 나노 분말 또는 전이금속 합금 나노 분말을 포함하는 것을 특징으로 하는 정전 내구성이 향상된 공기 정화용 소재.The method of claim 1, wherein the piezoelectric polymer melt blown web and the electrostatic material melt blown web mixture,
A material for improved electrostatic durability, comprising a transition metal nano powder or a transition metal alloy nano powder therein by mixing the transition metal nano powder or the transition metal alloy nano powder before performing the melt-blow process.
상기 압전 폴리머 멜트브로운 웹은 PVDF 멜트브로운 웹(Poly Vinylidene difluoride melt brown web 또는 Poly Vinylidene fluoride melt brown web)이고,
상기 정전소재 멜트브로운 웹은 PP 멜트브로운 웹(polypropylene melt brown web)인 것을 특징으로 하는 정전 내구성이 향상된 공기 정화용 소재 제작 방법.Producing a mixture of piezoelectric polymer melt-blown web and electrostatic material melt-blown web;
The piezoelectric polymer melt blown web is PVDF melt blown web (Poly Vinylidene difluoride melt brown web or Poly Vinylidene fluoride melt brown web),
The electrostatic material melt blown web is PP melt blown web (polypropylene melt brown web) characterized in that the electrostatic durability improved air purification material manufacturing method.
상기 PVDF 멜트브로운 웹은 중량비가 2 내지 15 gsm이고,
상기 PP 멜트브로운 웹은 중량비가 10 내지 40 gsm 인 것을 특징으로 하는 정전 내구성이 향상된 공기 정화용 소재 제작 방법.The method of claim 9,
The PVDF melt-blown web has a weight ratio of 2 to 15 gsm,
The PP melt-blown web has a weight ratio of 10 to 40 gsm, characterized in that the electrostatic durability improved air purification material manufacturing method.
상기 PVDF 멜트브로운 웹을 구성하는 상기 PVDF 섬유의 평균 섬유경은 0.6 내지 5 ㎛인 것을 특징으로 하는 정전 내구성이 향상된 공기 정화용 소재 제작 방법.The method of claim 9,
The PVDF fiber constituting the PVDF melt-blown web, the average fiber diameter is 0.6 to 5 ㎛ characterized in that the electrostatic durability improved air purification material manufacturing method.
독립적인 멜트브로운 공법을 각각 적용하여 PVDF 멜트브로운 웹과 PP 멜트브로운 웹(polypropylene melt brown web)을 각각 제작하는 단계; 및
상기 PVDF 멜트브로운 웹과 PP 멜트브로운 웹 혼합체를 제작을 위해 상기 PVDF 멜트브로운 웹과 상기 PP 멜트브로운 웹을 융착 적층하는 단계;를 포함하여 구성되는 것을 특징으로 하는 정전 내구성이 향상된 공기 정화용 소재 제작 방법.10. The method of claim 9, The step of manufacturing the PVDF melt-blown web and PP melt-blown web mixture,
Preparing an PVDF melt blown web and a PP melt blown web (polypropylene melt brown web) respectively by applying independent melt blown methods, respectively; And
The PVDF melt-blown web and the PP melt-blown web for manufacturing a mixture of the PVDF melt-blown web and the PP melt-blown web fusion laminating; electrostatic durability improved air, characterized in that comprises a How to make purification materials.
상기 PVDF 멜트브로운 웹과 PP 멜트브로운 웹 각각이 전이금속 나노 분말 또는 전이금속 합금 나노 분말을 포함하도록 전이금속 나노 분말 또는 전이금속 합금 나노 분말을 혼합하여 상기 멜트브로운 공법을 수행하는 단계인 것을 특징으로 하는 정전 내구성이 향상된 공기 정화용 소재 제작 방법.The method of claim 12, wherein the step of manufacturing the PVDF melt blown web and the PP melt blown web (polypropylene melt brown web) by applying the independent melt blown method, respectively,
The step of performing the melt-blown process by mixing the transition metal nano-powder or the transition metal alloy nano-powder so that each of the PVDF melt-blown web and the PP melt-blown web includes a transition metal nano powder or a transition metal alloy nano powder. Method for producing a material for air purification with improved electrostatic durability.
상기 PVDF 멜트브로운 웹과 상기 PP 멜트브로운 웹을 하나 이상 교차 적층하는 단계인 것을 특징으로 하는 정전 내구성이 향상된 공기 정화용 소재 제작 방법.The method of claim 12, wherein the step of fusion laminating the PVDF melt blown web and the PP melt blown web comprises:
A method of manufacturing an air purification material having improved electrostatic durability, wherein the PVDF melt blown web and the PP melt blown web are cross-layered.
바이코 멜트브로운(Bico meltbrown) 공법으로 PVDF 소재와 PP 소재를 동시에 방사하여 PVDF 및 PP가 섬유상으로 혼재된 PVDF 멜트브로운 웹 및 PP 멜트브로운 혼합체를 제작하는 단계인 것을 특징으로 하는 정전 내구성이 향상된 공기 정화용 소재 제작 방법.10. The method of claim 9, The step of manufacturing the PVDF melt-blown web and PP melt-blown web mixture,
Electrostatic durability, characterized by the step of producing PVDF melt-blown webs and PP melt-blown mixtures in which PVDF and PP are fibrously mixed by simultaneously spinning PVDF and PP materials using the Bico meltbrown method. How to make this improved air purification material.
상기 PVDF 멜트브로운 웹 및 PP 멜트브로운 혼합체가 전이금속 나노 분말 또는 전이금속 합금 나노 분말을 포함하도록, 상기 PVDF 소재와 PP 소재에 전이금속 나노 분말 또는 전이금속 합금 나노 분말을 혼합하여 상기 바이코 멜트브로운 공법을 수행하는 단계인 것을 특징으로 하는 정전 내구성이 향상된 공기 정화용 소재 제작 방법.16. The method of claim 15, wherein the step of manufacturing the PVDF melt blown web and PP melt blown web mixture,
By mixing the PVDF material and the PP material with the transition metal nano powder or the transition metal alloy nano powder so that the PVDF melt blown web and the PP melt blown mixture include a transition metal nano powder or a transition metal alloy nano powder, the bico Method for producing an air purification material with improved electrostatic durability, characterized in that the step of performing a melt-blow method.
상기 PVDF 및 PP가 섬유상으로 혼재된 PVDF 멜트브로운 웹 및 PP 멜트브로운 혼합체는, 융착에 의해 다수의 층으로 적층되는 것을 특징으로 하는 정전 내구성이 향상된 공기 정화용 소재 제작 방법.The method of claim 15,
The PVDF and PP PVDF melt-blown web and PP melt-blown mixture in which the PP is mixed in a fibrous manner, the electrostatic durability improved air purification material manufacturing method characterized in that it is laminated in multiple layers by fusion.
지지체를 제작하는 단계; 및
상기 압전 폴리머 멜트브로운 웹과 정전소재 멜트브로운 웹 혼합체를 상기 지지체에 융착 적층하는 지지체 융착 단계;를 더 포함하여 구성되는 것을 특징으로 하는 정전 내구성이 향상된 공기 정화용 소재 제작 방법.The method of claim 9,
Manufacturing a support; And
The piezoelectric polymer melt-blown web and the electrostatic material melt-blown web mixture fusion-supporting step of fusion lamination to the support; electrostatic durability improved air purification material manufacturing method characterized in that further comprises a.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020190010639A KR20200093733A (en) | 2019-01-28 | 2019-01-28 | Air purification material enhanced static electricity durability and the manufacturing method thereof |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020190010639A KR20200093733A (en) | 2019-01-28 | 2019-01-28 | Air purification material enhanced static electricity durability and the manufacturing method thereof |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20200093733A true KR20200093733A (en) | 2020-08-06 |
Family
ID=72040240
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020190010639A KR20200093733A (en) | 2019-01-28 | 2019-01-28 | Air purification material enhanced static electricity durability and the manufacturing method thereof |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20200093733A (en) |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20020081152A (en) | 1999-09-16 | 2002-10-26 | 주식회사 신창테크 | High electric non-woven fabrics and manufacturing method for the same |
-
2019
- 2019-01-28 KR KR1020190010639A patent/KR20200093733A/en not_active Application Discontinuation
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20020081152A (en) | 1999-09-16 | 2002-10-26 | 주식회사 신창테크 | High electric non-woven fabrics and manufacturing method for the same |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5037034B2 (en) | Filter filter medium, its production method and method of use, and filter unit | |
| WO2006115270A1 (en) | Filter medium, process for producing the same, method of use thereof, and filter unit | |
| JP5346301B2 (en) | Wave filter material and filter element | |
| KR101700455B1 (en) | Air filtration medium with improved dust loading capacity and improved resistance to high humidity environment | |
| JP5966282B2 (en) | Air filter media and air filter unit | |
| JP2013063424A (en) | Filter medium for air filter, air filter unit and method for manufacturing filter medium for air filter | |
| JP2000079332A (en) | Filter medium for air filter | |
| KR20100065181A (en) | Improved pleated nanoweb structures | |
| JP2007075739A (en) | Filter unit and method for use of filter medium | |
| KR20200033669A (en) | Filter media for electret filter comprising nano fiber sheet and manufacturing methode of the same | |
| JP4923353B2 (en) | Electret filter medium and method for producing the same | |
| JP2015183327A (en) | Melt-blown nonwoven fabric and composite filter medium | |
| WO2007024445A1 (en) | Hvac meltblown nanoweb filter media | |
| JPH0549825A (en) | Filtering material | |
| JP2004188355A (en) | Filtering material for air filter, its using method, air filter unit, and air permeable supporting material | |
| JP2002346319A (en) | Suction filter medium for turbine | |
| WO2019230983A1 (en) | Filter medium and filter unit including same | |
| KR20200093733A (en) | Air purification material enhanced static electricity durability and the manufacturing method thereof | |
| JP2000153122A (en) | Filter unit | |
| JP2005205305A (en) | Air filter medium | |
| JPH10211409A (en) | Filter media for air filter and air filter | |
| KR20200093314A (en) | Air purification material enhanced static electricity durability and the manufacturing method thereof | |
| JP2008114177A (en) | Nonwoven fabric for air sucking filter | |
| KR102372578B1 (en) | Method of manufacturing embossed non-woven electrostatic filter and embossed non-woven electrostatic filter using the same | |
| KR102621800B1 (en) | Nanofiber filter and preparation method thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |