KR20200088533A - Electrode manufacturing equipment for rechargeable battery - Google Patents
Electrode manufacturing equipment for rechargeable battery Download PDFInfo
- Publication number
- KR20200088533A KR20200088533A KR1020190004609A KR20190004609A KR20200088533A KR 20200088533 A KR20200088533 A KR 20200088533A KR 1020190004609 A KR1020190004609 A KR 1020190004609A KR 20190004609 A KR20190004609 A KR 20190004609A KR 20200088533 A KR20200088533 A KR 20200088533A
- Authority
- KR
- South Korea
- Prior art keywords
- electrode
- electrode sheet
- unit
- manufacturing apparatus
- secondary battery
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 54
- 238000001035 drying Methods 0.000 claims abstract description 31
- 239000007772 electrode material Substances 0.000 claims abstract description 4
- 238000000034 method Methods 0.000 claims description 19
- 238000004804 winding Methods 0.000 claims description 18
- 238000001514 detection method Methods 0.000 claims description 4
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 5
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 239000007773 negative electrode material Substances 0.000 description 3
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 3
- 229910010271 silicon carbide Inorganic materials 0.000 description 3
- 239000011149 active material Substances 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 239000011888 foil Substances 0.000 description 2
- 229910002804 graphite Inorganic materials 0.000 description 2
- 239000010439 graphite Substances 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 230000001788 irregular Effects 0.000 description 2
- 239000007774 positive electrode material Substances 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229910000733 Li alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910021383 artificial graphite Inorganic materials 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 239000000284 extract Substances 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 229910052744 lithium Inorganic materials 0.000 description 1
- 239000001989 lithium alloy Substances 0.000 description 1
- 229910000625 lithium cobalt oxide Inorganic materials 0.000 description 1
- GELKBWJHTRAYNV-UHFFFAOYSA-K lithium iron phosphate Chemical compound [Li+].[Fe+2].[O-]P([O-])([O-])=O GELKBWJHTRAYNV-UHFFFAOYSA-K 0.000 description 1
- 229910002102 lithium manganese oxide Inorganic materials 0.000 description 1
- BFZPBUKRYWOWDV-UHFFFAOYSA-N lithium;oxido(oxo)cobalt Chemical compound [Li+].[O-][Co]=O BFZPBUKRYWOWDV-UHFFFAOYSA-N 0.000 description 1
- VLXXBCXTUVRROQ-UHFFFAOYSA-N lithium;oxido-oxo-(oxomanganiooxy)manganese Chemical compound [Li+].[O-][Mn](=O)O[Mn]=O VLXXBCXTUVRROQ-UHFFFAOYSA-N 0.000 description 1
- URIIGZKXFBNRAU-UHFFFAOYSA-N lithium;oxonickel Chemical compound [Li].[Ni]=O URIIGZKXFBNRAU-UHFFFAOYSA-N 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 239000002006 petroleum coke Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 150000003377 silicon compounds Chemical class 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 150000003606 tin compounds Chemical class 0.000 description 1
- 150000003609 titanium compounds Chemical class 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images






Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
- H01M4/0471—Processes of manufacture in general involving thermal treatment, e.g. firing, sintering, backing particulate active material, thermal decomposition, pyrolysis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C13/00—Means for manipulating or holding work, e.g. for separate articles
- B05C13/02—Means for manipulating or holding work, e.g. for separate articles for particular articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C9/00—Apparatus or plant for applying liquid or other fluent material to surfaces by means not covered by any preceding group, or in which the means of applying the liquid or other fluent material is not important
- B05C9/08—Apparatus or plant for applying liquid or other fluent material to surfaces by means not covered by any preceding group, or in which the means of applying the liquid or other fluent material is not important for applying liquid or other fluent material and performing an auxiliary operation
- B05C9/14—Apparatus or plant for applying liquid or other fluent material to surfaces by means not covered by any preceding group, or in which the means of applying the liquid or other fluent material is not important for applying liquid or other fluent material and performing an auxiliary operation the auxiliary operation involving heating or cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/02—Perforating by punching, e.g. with relatively-reciprocating punch and bed
- B26F1/12—Perforating by punching, e.g. with relatively-reciprocating punch and bed to notch margins of work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H18/00—Winding webs
- B65H18/08—Web-winding mechanisms
- B65H18/10—Mechanisms in which power is applied to web-roll spindle
- B65H18/103—Reel-to-reel type web winding and unwinding mechanisms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H20/00—Advancing webs
- B65H20/005—Electrical drive motor control devices therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H20/00—Advancing webs
- B65H20/02—Advancing webs by friction roller
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H23/00—Registering, tensioning, smoothing or guiding webs
- B65H23/02—Registering, tensioning, smoothing or guiding webs transversely
- B65H23/032—Controlling transverse register of web
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H23/00—Registering, tensioning, smoothing or guiding webs
- B65H23/04—Registering, tensioning, smoothing or guiding webs longitudinally
- B65H23/048—Registering, tensioning, smoothing or guiding webs longitudinally by positively actuated movable bars or rollers
-
- H01M2/26—
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
- H01M4/0402—Methods of deposition of the material
- H01M4/0404—Methods of deposition of the material by coating on electrode collectors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/44—Moving, forwarding, guiding material
- B65H2301/443—Moving, forwarding, guiding material by acting on surface of handled material
- B65H2301/4431—Moving, forwarding, guiding material by acting on surface of handled material by means with operating surfaces contacting opposite faces of material
- B65H2301/44318—Moving, forwarding, guiding material by acting on surface of handled material by means with operating surfaces contacting opposite faces of material between rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/50—Auxiliary process performed during handling process
- B65H2301/51—Modifying a characteristic of handled material
- B65H2301/511—Processing surface of handled material upon transport or guiding thereof, e.g. cleaning
- B65H2301/5115—Cleaning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2553/00—Sensing or detecting means
- B65H2553/80—Arangement of the sensing means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/19—Specific article or web
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Abstract
Description
본 발명은 이차전지용 전극 제조장치에 관한 것이다. The present invention relates to an electrode manufacturing apparatus for a secondary battery.
이차 전지는 일차 전지와는 달리 재충전이 가능하고, 또 소형 및 대용량화 가능성으로 인해 근래에 많이 연구 개발되고 있다. 모바일 기기에 대한 기술 개발과 수요가 증가함에 따라 에너지원으로서의 이차 전지의 수요가 급격하게 증가하고 있다.Unlike a primary battery, a secondary battery is rechargeable and has been researched and developed in recent years due to its small size and high capacity. As technology development and demand for mobile devices increase, demand for secondary batteries as an energy source is rapidly increasing.
이차 전지는 전지 케이스의 형상에 따라, 코인형 전지, 원통형 전지, 각형 전지, 및 파우치형 전지로 분류된다. 이차 전지에서 전지 케이스 내부에 장착되는 전극 조립체는 전극 및 분리막의 적층 구조로 이루어진 충방전이 가능한 발전소자이다. Secondary batteries are classified into coin-type batteries, cylindrical batteries, prismatic batteries, and pouch-type batteries according to the shape of the battery case. In the secondary battery, the electrode assembly mounted inside the battery case is a power planter capable of charging and discharging consisting of a stacked structure of electrodes and separators.
전극 조립체는 활물질이 도포된 시트형의 양극과 음극 등의 전극 사이에 분리막을 개재(介在)하여 권취한 젤리 롤(Jelly-roll)형, 다수의 양극과 음극을 분리막이 개재된 상태에서 순차적으로 적층한 스택형, 및 스택형의 단위 셀들을 긴 길이의 분리필름으로 권취한 스택 앤 폴딩(Stack & Folding)형으로 대략 분류할 수 있다. The electrode assembly is a jelly-roll type wound by interposing a separator between electrodes such as a sheet-like positive electrode and a negative electrode coated with an active material, and sequentially stacking a plurality of positive and negative electrodes with a separator interposed therebetween. One stack type and stacked unit cells may be roughly classified into a stack & folding type in which a long length separation film is wound.
전극은 집전체에 활물질을 코팅하여 전극 시트를 형성시키고, 전극 시트를 노칭 및 건조하여 롤에 권취한 후 이동시키며, 롤에 권취된 전극 시트를 풀어 일정 크기로 커팅하여 제조하였다.The electrode was prepared by coating an active material on the current collector to form an electrode sheet, notching and drying the electrode sheet, then winding it on a roll, and then moving the electrode sheet wound on the roll to cut it to a certain size.
이때, 전극 시트를 노칭 및 건조 후 롤에 권취하는 과정에서 사행이 발생되며, 텐션이 일정하지 않아 롤에 권취 시 불규칙적으로 권취되어 품질 저하가 발생되는 문제가 있어왔다. 즉, 전극 시트를 권취 시 사행이 발생되고, 불규칙적으로 권취되어 전극 시트가 울거나 주름이 발생되면, 이후 전극 및 분리막을 적층하여 전극 조립체를 제조하면, 적층이 불균일하게 이루어지게되고, 이로 인해 전극 조립체가 파우치에 수용되어 이차전지를 형성할 때 이차전지의 성능 저하로 연결되는 문제가 있다. 또한, 전극 시트의 건조 시 전극 시트의 주행이 정체되면 전극 시트가 과도하게 가열되어 크랙 등이 발생되는 문제가 있어왔다.At this time, meandering occurs in the process of winding the roll onto the roll after notching and drying the electrode sheet, and there is a problem in that the quality is deteriorated due to irregular winding when winding on the roll because the tension is not constant. In other words, when winding the electrode sheet, meandering occurs, and when the electrode sheet cries or wrinkles due to irregular winding, if the electrode assembly is manufactured by laminating the electrode and the separator, the lamination becomes uneven, thereby causing the electrode When the assembly is accommodated in the pouch to form a secondary battery, there is a problem that leads to a decrease in the performance of the secondary battery. In addition, when the electrode sheet is stagnant during drying of the electrode sheet, there is a problem in that the electrode sheet is excessively heated to generate cracks.
본 발명의 하나의 관점은 전극을 제조하는 과정에서 전극 시트의 주행성을 유지시킬 수 있는 이차전지용 전극 제조장치를 제공하기 위한 것이다.One aspect of the present invention is to provide an electrode manufacturing apparatus for a secondary battery capable of maintaining the running property of the electrode sheet in the process of manufacturing the electrode.
본 발명의 다른의 관점은 전극을 제조하는 과정에서 전극 시트의 사행을 방지하고 및 텐션을 유지시킬 수 있는 이차전지용 전극 제조장치를 제공하기 위한 것이다.Another aspect of the present invention is to provide an electrode manufacturing apparatus for a secondary battery, which can prevent meandering of an electrode sheet and maintain tension in a process of manufacturing an electrode.
본 발명의 실시예에 따른 이차전지용 전극 제조장치는, 전극 집전체에 전극 활물질이 코팅된 전극 시트를 건조시키는 건조부 및 상기 전극 시트가 상기 건조부를 통과하는 구간 및 이후 구간에 대한 상기 전극 시트의 주행성을 유지시키는 피더(Feeder)부를 포함할 수 있다.An electrode manufacturing apparatus for a secondary battery according to an exemplary embodiment of the present invention includes a drying unit for drying an electrode sheet coated with an electrode active material on an electrode current collector, and an electrode sheet for a section after and after the section where the electrode sheet passes through the drying unit. It may include a feeder (Feeder) portion to maintain the driveability.
본 발명에 따르면, 전극 시트를 건조하는 이후 구간에 피더(Feeder)부가 구비되어, 건조 구간 및 이후 구간에서 전극 시트의 주행성을 일정하게 유지시키고, 사행을 방지하며, 균일한 품질을 유지할 수 있다.According to the present invention, a feeder portion is provided in a section after drying the electrode sheet, so that the driving property of the electrode sheet is kept constant in the drying section and subsequent sections, preventing meandering, and maintaining a uniform quality.
보다 상세히, 피더부가 위치조절부를 포함하여, 위치조절부를 통해 전극 시트의 폭방향(S) 위치를 조절하여 사행을 방지할 수 있다.In more detail, the feeder part may include a position adjusting part, and the width direction S of the electrode sheet may be adjusted through the position adjusting part to prevent meandering.
또한, 피더부가 아웃트 피딩(Out Feeding)부를 포함하여, 아웃트 피딩부를 통해 전극 시트를 당겨 주행시켜 주행성을 일정하게 유지시킬 수 있다.In addition, the feeder portion may include an out feeding portion to pull the electrode sheet through the out feeding portion to keep the driving property constant.
아울러, 피더부가 댄서 유닛(Dancer Unit)을 포함하여, 댄서 유닛을 통해 전극 시트의 장력을 일정하게 유지시킬 수 있다. 이에 따라, 전극 시트를 보다 일정하게 주행시킬 수 있고, 전극 시트의 권취 시 균일한 권취가 가능하여 균일한 품질을 유지할 수 있다.In addition, the feeder portion, including a dancer unit (Dancer Unit), it is possible to maintain a constant tension of the electrode sheet through the dancer unit. Accordingly, the electrode sheet can be run more consistently, and uniform winding can be performed when winding the electrode sheet, thereby maintaining a uniform quality.
그리고, 피더부가 블로워 유닛(Blower Unit)을 포함하여, 블로워 유닛을 통해 전극 시트에서 이물질을 제거할 수 있다. 이때, 블로워 유닛에서 에어를 분사하여 전극 시트의 노칭과정 등에서 발생된 이물질을 전극 시트에서 효과적으로 제거할 수 있다.In addition, the feeder unit may include a blower unit to remove foreign substances from the electrode sheet through the blower unit. At this time, foreign matter generated in the notching process of the electrode sheet can be effectively removed from the electrode sheet by spraying air from the blower unit.
도 1은 본 발명의 일 실시예에 따른 이차전지용 전극 제조장치를 예시적으로 나타낸 정면도이다.
도 2는 본 발명의 일 실시예에 따른 이차전지용 전극 제조장치에서 피더부를 나타낸 사시도이다.
도 3은 본 발명의 일 실시예에 따른 이차전지용 전극 제조장치에서 피더부를 나타낸 측면도이다.
도 4는 본 발명의 일 실시예에 따른 이차전지용 전극 제조장치에서 피더부의 개념을 나타낸 정면도이다.
도 5는 본 발명의 일 실시예에 따른 이차전지용 전극 제조장치에서 위치조절부를 나타낸 사시도이다.
도 6은 본 발명의 일 실시예에 따른 이차전지용 전극 제조장치에서 위치조절부를 나타낸 정면도이다.
도 7은 본 발명의 다른 실시예에 따른 이차전지용 전극 제조장치를 예시적으로 나타낸 정면도이다.
도 8은 본 발명의 다른 실시예에 따른 이차전지용 전극 제조장치에서 댄서 유닛을 나타낸 사시도이다.
도 9는 본 발명의 다른 실시예에 따른 이차전지용 전극 제조장치에서 댄서 유닛을 나타낸 정면도이다.1 is a front view showing an electrode manufacturing apparatus for a secondary battery according to an embodiment of the present invention by way of example.
2 is a perspective view showing a feeder unit in an electrode manufacturing apparatus for a secondary battery according to an embodiment of the present invention.
3 is a side view showing a feeder part in an electrode manufacturing apparatus for a secondary battery according to an embodiment of the present invention.
4 is a front view showing a concept of a feeder unit in an electrode manufacturing apparatus for a secondary battery according to an embodiment of the present invention.
5 is a perspective view showing a position adjusting unit in the electrode manufacturing apparatus for a secondary battery according to an embodiment of the present invention.
6 is a front view showing a position adjustment unit in the secondary battery electrode manufacturing apparatus according to an embodiment of the present invention.
7 is a front view exemplarily showing an electrode manufacturing apparatus for a secondary battery according to another embodiment of the present invention.
8 is a perspective view showing a dancer unit in the electrode manufacturing apparatus for a secondary battery according to another embodiment of the present invention.
9 is a front view showing a dancer unit in the electrode manufacturing apparatus for a secondary battery according to another embodiment of the present invention.
본 발명의 목적, 특정한 장점들 및 신규한 특징들은 첨부된 도면들과 연관되어지는 이하의 상세한 설명과 바람직한 실시예들로부터 더욱 명백해질 것이다. 본 명세서에서 각 도면의 구성요소들에 참조번호를 부가함에 있어서, 동일한 구성 요소들에 한해서는 비록 다른 도면상에 표시되더라도 가능한 한 동일한 번호를 가지도록 하고 있음에 유의하여야 한다. 또한, 본 발명은 여러 가지 상이한 형태로 구현될 수 있으며 여기에서 설명하는 실시예에 한정되지 않는다. 그리고, 본 발명을 설명함에 있어서, 본 발명의 요지를 불필요하게 흐릴 수 있는 관련된 공지 기술에 대한 상세한 설명은 생략하도록 한다. The objects, specific advantages and novel features of the present invention will become more apparent from the following detailed description and preferred embodiments that are associated with the accompanying drawings. In addition, it should be noted that, in addition to reference numerals to the components of each drawing in the present specification, the same components have the same numbers as possible, even if they are displayed on different drawings. In addition, the present invention can be implemented in many different forms and is not limited to the embodiments described herein. In addition, in describing the present invention, detailed descriptions of related well-known technologies that may unnecessarily obscure the subject matter of the present invention will be omitted.
도 1은 본 발명의 일 실시예에 따른 이차전지용 전극 제조장치를 예시적으로 나타낸 정면도이다.1 is a front view showing an electrode manufacturing apparatus for a secondary battery according to an embodiment of the present invention by way of example.
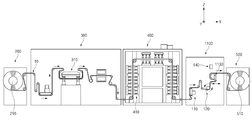
도 1을 참고하면, 본 발명의 일 실시예에 따른 이차전지용 전극 제조장치(100)는 전극 시트(10)를 건조시키는 건조부(400) 및 전극 시트(10)가 건조부(400)를 통과하는 구간 및 이후 구간에 대한 전극 시트(10)의 주행성을 유지시키는 피더부(100)를 포함한다. Referring to FIG. 1, in the
또한, 본 발명의 일 실시예에 따른 이차전지용 전극 제조장치(100)는 전극 시트(10)를 노칭(Notching)하는 노칭부(300)와, 노칭부(300)로 전극 시트(10)를 공급하는 전극 공급부(200), 및 노칭된 전극 시트(10)가 권취되는 전극 권취부(500)를 더 포함할 수 있다.In addition, the
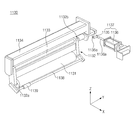
도 2는 본 발명의 일 실시예에 따른 이차전지용 전극 제조장치에서 피더부를 나타낸 사시도이고, 도 3은 본 발명의 일 실시예에 따른 이차전지용 전극 제조장치에서 피더부를 나타낸 측면도이며, 도 4는 본 발명의 일 실시예에 따른 이차전지용 전극 제조장치에서 피더부의 개념을 나타낸 정면도이다.2 is a perspective view showing a feeder part in an electrode manufacturing apparatus for a secondary battery according to an embodiment of the present invention, and FIG. 3 is a side view showing a feeder part in an electrode manufacturing apparatus for a secondary battery according to an embodiment of the present invention. It is a front view showing the concept of the feeder part in the electrode manufacturing apparatus for a secondary battery according to an embodiment of the present invention.
이하에서, 도 1 내지 도 6을 참조하여, 본 발명의 일 실시예인 이차전지용 전극 제조장치에 대해 보다 상세히 설명하기로 한다. Hereinafter, an electrode manufacturing apparatus for a secondary battery, which is one embodiment of the present invention, will be described in more detail with reference to FIGS. 1 to 6.
도 1 내지 도 3을 참고하면, 본 발명의 일 실시예에 따른 이차전지용 전극 제조장치(100)는 전극 시트(10)를 건조시키는 건조부(400) 및 전극 시트(10)가 건조부(400)를 통과하는 구간 및 이후 구간에 대한 전극 시트(10)의 주행성을 유지시키는 피더부(100)를 포함한다.1 to 3, in the
피더(Feeder)부(100)는 전극 시트(10)를 주행시키는 아웃트 피딩(Out Feeding)부(120)와, 전극 시트(10)의 장력을 유지시키는 댄서 유닛(Dancer Unit)(130)과, 전극 시트(10)에서 이물질을 제거하는 블로워 유닛(Blower Unit)(140) 및 전극 시트(10)의 위치를 조절하는 위치조절부(110)를 포함할 수 있다. 또한, 피더부(100)는 피더부(100)의 각 장치들이 장착되는 피더 프레임(Feeder Frame)(150)을 더 포함할 수 있다.The
보다 상세히, 도 1, 도 2 및 도 4를 참고하면, 아웃트 피딩부(120)는 건조부(400)를 통과하는 전극 시트(10)를 당겨 주행시킬 수 있다. In more detail, referring to FIGS. 1, 2 and 4, the
또한, 아웃트 피딩부(120)는 제1 피딩 롤(121) 및 제2 피딩 롤(122)을 포함하여, 전극 시트(10)가 제1 피딩 롤(121) 및 제2 피딩 롤(122) 사이로 접촉되며 이동되고, 제2 피딩 롤(122)이 회전하며 전극 시트(10)를 당겨 주행시킬 수 있다. 따라서, 아웃트 피딩부(120)를 통해 전극 시트(10)를 주행시켜 주행성을 유지시킬 수 있다. In addition, the
여기서, 제1 피딩 롤(121) 및 제2 피딩 롤(122)은 피더 프레임(150)에 회전가능하게 장착될 수 있다. Here, the
한편, 아웃트 피딩부(120)는 제2 피딩 롤(122)을 회전시키는 모터(Motor)(123)를 더 포함할 수 있다. Meanwhile, the
도 2 및 도 4를 참고하면, 댄서 유닛(130)은 전극 시트(10)의 장력을 조절하는 장력 유지롤(131)을 포함하여, 전극 시트(10)의 장력을 유지시킬 수 있다. 여기서, 장력 유지롤(131)은 전극 시트(10)를 주행 루트(Root)(P)에 대해 멀어지거나 가까워지는 방향으로 이동시키며 전극 시트(10)의 장력을 조절할 수 있다. 2 and 4, the
이때, 예를 들어 도 4를 참고할 때 장력 유지롤(131)은 X축에 대하여 좌,우 방향(W)으로 이동될 수 있다. 즉, 구체적으로 예를 들어 전극 시트(10)가 Z축 방향인 상부 방향으로 이동할 때 장력 유지롤(131)이 X축 방향인 좌,우 방향(W)으로 이동되며 전극 시트(10)의 텐션(Tension)을 조절할 수 있다.At this time, for example, referring to FIG. 4, the
블로워 유닛(140)은 전극 제조 과정 중에 발생된 이물질을 전극 시트(10)에서 제거할 수 있다. 특히, 블로워 유닛(140)은 전극 시트(10)에서 노칭부(300)를 통과하며 발생된 이물질을 에어(Air) 분사하여 전극 시트(10)에서 제거할 수 있다.The
또한, 블로워 유닛(140)은 에어 분사가 가능하도록 예를 들어 공기 압축기를 포함할 수 있다. 이에 따라, 공기 압축기를 통해 에어가 전극 시트(10)의 외면에 분사되어, 전극 시트(10)의 외면에 부착 또는 잔류된 이물질을 제거할 수 있다.In addition, the
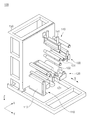
도 5는 본 발명의 일 실시예에 따른 이차전지용 전극 제조장치에서 위치조절부를 나타낸 사시도이고, 도 6은 본 발명의 일 실시예에 따른 이차전지용 전극 제조장치에서 위치조절부를 나타낸 정면도이다.5 is a perspective view showing a position adjustment unit in the electrode manufacturing apparatus for a secondary battery according to an embodiment of the present invention, and FIG. 6 is a front view showing a position adjustment unit in the electrode manufacturing apparatus for a secondary battery according to an embodiment of the present invention.
도 4 내지 도 5를 참고하면, 위치조절부(110)는 전극 시트(10)의 주행 시 전극 시트(10)의 폭방향(S) 단부 위치를 감지하여, 전극 시트(10)의 폭방향(S) 위치를 조절 할 수 있다. 여기서, 위치조절부(110)는 예를 들어 엘피씨{LPC; Line Position controller}로 이루어질 수 있다.Referring to FIGS. 4 to 5, the
또한, 위치조절부(110)는 전극 시트(10)의 폭방향(S) 단부 위치를 감지하는 감지센서(114)와, 감지센서(114)로부터 감지된 감지값과 저장된 기준값을 비교하여 보정값을 산출하는 제어부(115), 및 제어부(115)에서 산출된 보정값에 따라 전극 시트(10)의 폭방향(S) 위치를 보정하는 위치보정부(116)를 포함할 수 있다. 그리고, 위치조절부(110)는 감지센서(114), 제어부(115) 및 위치보정부(116) 등이 장착되어 지지되는 지지 프레임(111)을 더 포함할 수 있다.In addition, the
감지센서(114)는 주행되어 이동되는 전극 시트(10)의 단부 라인을 감지하여 전극 시트(10)의 폭방향(S) 위치를 추정할 수 있다. 여기서, 폭방향(S)은 예를 들어 도 2를 참고할 때 Y축 방향일 수 있다.The
또한, 감지센서(114)는 예를 들어 칼라 라인 센서(Color Line Sensor)로 이루어질 수 있다. 이때, 감지센서(114)는 전극 시트(10)의 단부 부근의 칼라 변화 또는 명암 변화를 감지하는 것을 통해 전극 시트(10)의 단부 라인의 변화를 추출하여, 전극 시트(10)의 폭방향(S) 단부 위치의 변화를 추출할 수 있다. 여기서, 감지센서(114)는 구체적으로 예를 들어 한국에르하르트라이머사의 FE52제품을 사용할 수 있다.In addition, the
제어부(115)는 전극 시트(10)의 폭방향(S) 단부 위치에 대한 기준값이 저장된 메모리(미도시) 및 메모리에 저장된 기준값과 감지센서(114)로부터 감지된 전극 시트(10)의 폭방향(S) 단부 위치에 대한 감지값을 비교하여 보정값을 연산하는 연산부(미도시)를 포함할 수 있다. 또한, 제어부(115)는 위치보정부(116)를 제어하여 위치보정부(116)를 통해 전극 시트(10)의 폭방향(S) 위치의 보정폭을 조절할 수 있다. 이때, 제어부(115)는 예를 들어 감지값이 기준값과 비교할 때 차이가 10% 미만일때 보정하지 않고, 차이가 10% 이상일때 위치보정부(116)를 통해 전극 시트(10)의 위치를 보정할 수 있다. 이에 따라, 전극 시트(10)의 사행을 방지할 수 있다.The
위치보정부(116)는 전극 시트(10)가 외면에 접촉되는 가이드 판(113) 및 가이드 판(113)이 외면에 장착되고, 전극 시트(10)의 폭방향(S)으로 이동되는 장착롤(112)을 포함할 수 있다. 이에 따라, 장착롤(112)이 가이드 판(113)을 이동시키면 가이드 판(113)의 외면에 접촉되며 주행되는 전극 시트(10)가 폭방향(S)으로 이동될 수 있다. 이때, 장착롤(112)은 제어부(115)에 의해 이동이 제어될 수 있다. (여기서, 장착롤(112)을 이동시키는 기술은 이 분야에 속한 기술자가 당업계에 공지된 기술을 채택하여 용이하게 적용할 수 있으므로, 상세한 원리 설명은 생략하기로 한다.)The
도 1을 참고하면, 건조부(400)는 전극 집전체(미도시)에 전극 활물질(미도시)이 코팅된 전극 시트(10)를 건조시킬 수 있다. Referring to FIG. 1, the drying
또한, 건조부(400)는 예를 들어 다수개의 가열램프(410)를 포함하여, 전극 시트(10)를 다수개의 가열램프(410) 사이로 주행시키며 전극 시트(10)를 건조시킬 수 있다.In addition, the drying
여기서, 전극 시트(10)는 양극 또는 음극으로 이루어질 수 있다. Here, the
양극은 양극 집전체(미도시) 및 양극 집전체에 도포된 양극 활물질(미도시)을 포함할 수 있다. 양극 집전체는 예를 들어 알루미늄 재질의 포일(Foil)로 이루어질 수 있고, 양극 활물질은 예를 들어 리튬망간산화물, 리튬코발트산화물, 리튬니켈산화물, 리튬인산철, 또는 이들 중 1종 이상이 포함된 화합물 및 혼합물 등으로 이루어질 수 있다.The positive electrode may include a positive electrode current collector (not shown) and a positive electrode active material (not shown) applied to the positive electrode current collector. The positive electrode current collector may be made of, for example, aluminum foil, and the positive electrode active material may include, for example, lithium manganese oxide, lithium cobalt oxide, lithium nickel oxide, lithium iron phosphate, or one or more of them. And compounds and mixtures.
음극은 음극 집전체(미도시) 및 음극 집전체에 도포된 음극 활물질(미도시)을 포함할 수 있다. 음극 집전체는 예를 들어 구리(Cu) 또는 니켈(Ni) 재질로 이루어진 포일(foil)로 이루어질 수 있다. 음극 활물질은 예를 들어 인조흑연, 리튬금속, 리튬합금, 카본, 석유코크, 활성화 카본, 그래파이트, 실리콘 화합물, 주석 화합물, 티타늄 화합물 또는 이들의 합금으로 이루어질 수 있다. 이때, 음극 활물질은 예를 들어 비흑연계의 SiO(silica, 실리카) 또는 SiC(silicon carbide, 실리콘카바이드) 등이 더 포함되어 이루어질 수 있다.The negative electrode may include a negative electrode current collector (not shown) and a negative electrode active material (not shown) applied to the negative electrode current collector. The negative electrode current collector may be made of, for example, a foil made of copper (Cu) or nickel (Ni). The negative electrode active material may be made of, for example, artificial graphite, lithium metal, lithium alloy, carbon, petroleum coke, activated carbon, graphite, silicon compounds, tin compounds, titanium compounds, or alloys thereof. In this case, the negative electrode active material may be made of, for example, non-graphite-based SiO (silica, silica) or SiC (silicon carbide, silicon carbide).
노칭부(300)는 전극 시트(10)가 건조부(400)를 통과하기 전에 전극 시트(10)에서 전극 집전체의 단부를 노칭(Notching)하여 전극 탭을 형성시킬 수 있다. 이때, 노칭부(300)는 노칭기기(310)를 포함하여 전극 집전체의 단부에서 전극 탭이 형성되는 부분을 제외한 나머지 부분을 제거할 수 있다. 즉, 노칭 작업을 통해 전극 집전체의 단부에 전극 탭이 돌출된 형태로 형성될 수 있다.The notching
전극 공급부(200)는 전극 시트(10)가 권취된 전극 공급롤(210)을 포함하여, 전극 공급롤(210)에 권취된 전극 시트(10)가 풀어지며 노칭부(300)로 공급되도록 할 수 있다.The
전극 권취부(500)는 건조된 전극 시트(10)가 피더부(100)를 통과한 후 권취되는 전극 권취롤(510)이 구비될 수 있다.The
상기와 같이 구성된 본 발명의 본 발명의 일 실시예에 따른 이차전지용 전극 제조장치는 피더부(100)의 아웃트 피딩부(120) 통해 전극 시트(10)를 주행시키고, 댄서 유닛(130)을 통해 주행되는 전극 시트(10)의 장력을 유지할 수 있어, 전극 시트(10)가 건조되는 건조 구간 및 이후 구간을 주행하는 전극 시트(10)의 주행 속도 및 주행 시간을 일정하게 유지시킬 수 있다.The electrode manufacturing apparatus for a secondary battery according to an embodiment of the present invention configured as described above moves the
또한, 피더부(100)의 위치조절부(110)를 통해 전극 시트(10)의 주행 시 전극 시트(10)의 폭방향 위치를 조절 하여 전극 시트(10)의 권취 시 사행을 방지할 수 있다.(참고로, 사행은 권취 시 고르게 말리지 않고 경사지게 말리는 현상을 의미한다). In addition, by controlling the position of the width of the
이하에서 본 발명의 다른 실시예에 따른 이차전지용 전극 제조장치를 설명하기로 한다.Hereinafter, an electrode manufacturing apparatus for a secondary battery according to another embodiment of the present invention will be described.
도 7은 본 발명의 다른 실시예에 따른 이차전지용 전극 제조장치를 예시적으로 나타낸 정면도이다.7 is a front view exemplarily showing an electrode manufacturing apparatus for a secondary battery according to another embodiment of the present invention.
도 7을 참고하면, 본 발명의 다른 실시예에 따른 이차전지용 전극 제조장치는 노칭부(300)로 전극 시트(10)를 공급하는 전극 공급부(200)와, 전극 시트(10)를 노칭(Notching)하는 노칭부(300)와, 노칭된 전극 시트(10)를 건조시키는 건조부(400)와, 전극 시트(10)가 건조부(400)를 통과하는 구간 및 이후 구간에 대한 전극 시트(10)의 주행성을 유지시키는 피더부(1100), 및 노칭된 전극 시트(10)가 권취되는 전극 권취부(500)를 포함할 수 있다. 이때, 본 발명의 다른 실시예에 따른 이차전지용 전극 제조장치에서, 피더부(1100)는 전극 시트(10)를 주행시키는 아웃트 피딩(Out Feeding)부(120)와, 전극 시트(10)의 장력을 유지시키는 댄서 유닛(Dancer Unit)(1130)과, 전극 시트(10)에서 제거하는 블로워 유닛(140) 및 전극 시트(10)의 위치를 조절하는 위치조절부(110)를 포함할 수 있다. Referring to FIG. 7, an electrode manufacturing apparatus for a secondary battery according to another embodiment of the present invention includes an
본 발명의 다른 실시예에 따른 이차전지용 전극 제조장치(200)는 전술한 일 실시예에 따른 이차전지용 전극 제조장치와 비교할 때, 댄서 유닛(1130)의 구성이 좀 더 발전되고 구체화 된다는 차이가 있다. 따라서, 본 실시예는 일 실시예와 중복되는 내용은 간략히 기술하고, 차이점을 중심으로 기술하도록 한다.The
도 8은 본 발명의 다른 실시예에 따른 이차전지용 전극 제조장치에서 댄서 유닛을 나타낸 사시도이고, 도 9는 본 발명의 다른 실시예에 따른 이차전지용 전극 제조장치에서 댄서 유닛을 나타낸 정면도이다.8 is a perspective view showing a dancer unit in an electrode manufacturing apparatus for a secondary battery according to another embodiment of the present invention, and FIG. 9 is a front view showing a dancer unit in an electrode manufacturing apparatus for a secondary battery according to another embodiment of the present invention.
보다 상세히, 도 8 및 도 9를 참고하면, 본 발명의 다른 실시예에 따른 이차전지용 전극 제조장치(200)에서 댄서 유닛(1130)은 장력 유지롤(1131)이 일측부(1132a)에 장착되는 장착블럭(1132)과, 장착블럭(1132)의 타측부(1132b)에 구비되어 회전되는 회전축(1133), 및 회전축(1133)을 회전시키는 회전수단(1137)을 포함할 수 있다. 따라서, 회전수단(1137)에 의해 회전축(1133)이 회전되면 장착블럭(1132)의 일측부(1132a)가 소정 각도(α) 이동되고, 그에 따라 장착블럭(1132)에 장착된 장력 유지롤(1131)이 이동되며 전극 시트(10)의 장력을 조절할 수 있다. 이때, 예를 들어 장착블럭(1132)의 일측부(1132a)의 이동 각도(α)는 60도 이하 일 수 있다.In more detail, referring to FIGS. 8 and 9, in the
또한, 댄서 유닛(1130)은 댄서 유닛(1130)이 각 장치들이 장착 및 지지되는 틀을 제공하는 유닛 프레임(1134)을 더 포함할 수 있다. 이때, 회전축(1133)은 유닛 프레임(1134)에 회전가능하게 장착될 수 있다.In addition, the
회전수단(1137)은 회전축(1133)에 수직으로 돌출된 돌출블럭(1135) 및 돌출블럭(1135)의 단부에 결합되는 실린더(1136)를 포함할 수 있다. The rotating means 1137 may include a protruding
돌출블럭(1135)은 일측부가 회전축(1133)에 고정되고, 타측부가 실린더(1136)의 단부에 회동축(1135a)을 통해 결합될 수 있다.The protruding
실린더(1136)는 예를 들어 공압 액츄에이터로 이루어질 수 있다. 여기서, 실린더(1136)는 직선이동되는 이동축(1136a)을 포함하고, 이동축(1136a)은 회동축(1135a)을 통해 돌출블럭(1135)의 단부에 결합될 수 있다. The
따라서, 실린더(1136)의 이동축(1136a)이 직선이동됨에 따라 돌출블럭(1135)의 타측부를 이동시키고, 이로 인해 돌출블럭(1135)의 일측부가 고정된 회전축(1133)이 회전될 수 있다.Accordingly, as the moving
결국, 실린더(1136)를 통해 회전축(1133)을 회전시켜 회전축(1133)의 회전에 따라 장착블럭(1132)의 일측부(1132a)가 회전축(1133)을 중심으로 소정 각도(α) 회전되고, 그에 따라 장착블럭(1132)의 일측부(1132a)에 장착된 장력 유지롤(1131)이 이동되며 전극 시트(10)의 장력을 용이하게 조절될 수 있다. As a result, the
한편, 댄서 유닛(1130)은 전극 시트(10)의 주행 시, 전극 시트(10)에서 전극 탭이 형성된 부분을 가이드 하는 탭 가이드 롤러(1138) 및 탭 가이드 롤러(1138)를 지지하는 지지봉(1139)을 더 포함할 수 있다.On the other hand, the
여기서, 일례로 탭 가이드 롤러(1138)는 지지봉(1139)에 회전가능하게 결합될 수 있다. 또한, 다른 예로 탭 가이드 롤러(1138)는 지지봉(1139)에 고정되고, 지지봉(1139)이 회전가능하게 장착블럭(1132)에 고정될 수 있다. 아울러, 또 다른 예로 탭 가이드 롤러(1138) 및 지지봉(1139)은 회전되지 않도록 장착블럭(1132)에 고정될 수 있다.Here, as an example, the
이상 본 발명을 구체적인 실시예를 통하여 상세히 설명하였으나, 이는 본 발명을 구체적으로 설명하기 위한 것으로, 본 발명에 따른 이차전지용 전극 제조장치는 이에 한정되지 않는다. 본 발명의 기술적 사상 내에서 당해 분야의 통상의 지식을 가진 자에 의해 다양한 실시가 가능하다고 할 것이다. The present invention has been described in detail through specific examples, but this is for specifically describing the present invention, and the electrode manufacturing apparatus for a secondary battery according to the present invention is not limited thereto. It will be said that various implementations are possible by a person skilled in the art within the technical spirit of the present invention.
또한, 발명의 구체적인 보호 범위는 첨부된 특허청구범위에 의하여 명확해질 것이다. In addition, the specific protection scope of the invention will be clarified by the appended claims.
10: 전극 시트
100,1100: 피더부
110: 위치조절부
111: 지지 프레임
112: 장착롤
113: 가이드 판
114: 감지센서
115: 제어부
116: 위치보정부
120: 아웃트 피딩부
121: 제1 피딩 롤
122: 제2 피딩 롤
123: 모터
130,1130: 댄서 유닛
131,1131: 장력유지롤
140: 블로워 유닛
150: 피더 프레임
200: 전극 공급부
210: 전극 공급롤
300: 노칭부
310: 노칭기기
400: 건조부
410: 가열램프
500: 전극 권취부
510: 전극 권취롤
1132: 장착블럭
1133: 회전축
1134: 유닛 프레임
1135: 돌출블럭
1135a: 회동축
1136: 실린더
1136a: 이동축
1137: 회전수단
1138: 탭 가이드 롤러
1139: 지지봉
P : 주행루트
S : 폭방향10: electrode sheet
100,1100: feeder part
110: position adjustment unit
111: support frame
112: mounting roll
113: guide plate
114: detection sensor
115: control unit
116: location correction
120: outer feeding part
121: first feeding roll
122: second feeding roll
123: motor
130,1130: Dancer Unit
131,1131: tension holding roll
140: blower unit
150: feeder frame
200: electrode supply
210: electrode supply roll
300: notching
310: Notching machine
400: drying section
410: heating lamp
500: electrode winding
510: electrode winding roll
1132: mounting block
1133: rotating shaft
1134: unit frame
1135: protrusion block
1135a: rotating shaft
1136: cylinder
1136a: moving axis
1137: rotating means
1138: tab guide roller
1139: support rod
P: Driving route
S: Width direction
Claims (14)
상기 전극 시트가 상기 건조부를 통과하는 구간 및 이후 구간에 대한 상기 전극 시트의 주행성을 유지시키는 피더(Feeder)부;를 포함하는 이차전지용 전극 제조장치.A drying unit for drying the electrode sheet coated with the electrode active material on the electrode current collector; And
The electrode sheet manufacturing apparatus comprising a; a feeder (Feeder) portion for maintaining the driveability of the electrode sheet for the section after the electrode sheet passing through the drying section and the subsequent section.
상기 피더부는,
상기 건조부를 통과하는 상기 전극 시트를 당겨 주행시키는 아웃트 피딩(Out Feeding)부를 포함하는 이차전지용 전극 제조장치.The method according to claim 1,
The feeder portion,
An electrode manufacturing apparatus for a secondary battery including an out feeding unit for pulling the electrode sheet through the drying unit to travel.
상기 아웃트 피딩부는,
제1 피딩 롤 및 제2 피딩 롤을 포함하여, 상기 전극 시트가 상기 제1 피딩 롤 및 상기 제2 피딩 롤 사이로 접촉되며 이동되고,
상기 제2 피딩 롤이 회전하며 상기 전극 시트를 당겨 주행시키는 이차전지용 전극 제조장치.The method according to claim 2,
The outer feeding portion,
Including a first feeding roll and a second feeding roll, the electrode sheet is moved in contact between the first feeding roll and the second feeding roll,
The secondary feeding roll rotates and the electrode manufacturing apparatus for a secondary battery to pull the electrode sheet to travel.
상기 아웃트 피딩부는,
상기 제2 피딩 롤을 회전시키는 모터를 더 포함하는 이차전지용 전극 제조장치.The method according to claim 3,
The outer feeding portion,
The electrode manufacturing apparatus for a secondary battery further comprising a motor for rotating the second feeding roll.
상기 피더부는,
상기 전극 시트의 장력을 유지시키는 댄서 유닛(Dancer Unit)을 포함하는 이차전지용 전극 제조장치.The method according to claim 2,
The feeder portion,
An electrode manufacturing apparatus for a secondary battery including a dancer unit that maintains the tension of the electrode sheet.
상기 댄서 유닛은 상기 전극 시트의 장력을 조절하는 장력 유지롤을 포함하고,
상기 장력 유지롤은 상기 전극 시트를 주행루트에 대해 멀어지거나 가까워지는 방향으로 이동시키며 상기 전극 시트의 장력을 조절하는 이차전지용 전극 제조장치.The method according to claim 5,
The dancer unit includes a tension maintaining roll for adjusting the tension of the electrode sheet,
The tension maintaining roll is an electrode manufacturing apparatus for a secondary battery that moves the electrode sheet in a direction away from or closer to the driving route and controls the tension of the electrode sheet.
상기 댄서 유닛은
상기 장력 유지롤이 일측부에 장착되는 장착블럭;
상기 장착블럭의 타측부에 구비되어 회전되는 회전축; 및
상기 회전축을 회전시키는 회전수단을 포함하고,
상기 회전수단에 의해 상기 회전축이 회전되면 상기 장착블럭의 일측부가 소정각도 이동되고, 그에 따라 상기 장착블럭에 장착된 상기 장력 유지롤이 이동되며 상기 전극 시트의 장력을 조절하는 이차전지용 전극 제조장치.The method according to claim 6,
The dancer unit
A mounting block in which the tension holding roll is mounted on one side;
A rotating shaft provided on the other side of the mounting block and rotating; And
It includes a rotating means for rotating the rotating shaft,
When the rotating shaft is rotated by the rotating means, one side portion of the mounting block is moved at a predetermined angle, and accordingly, the tension maintaining roll mounted on the mounting block is moved, and the electrode manufacturing apparatus for a secondary battery for adjusting the tension of the electrode sheet.
상기 전극 시트가 상기 건조부를 통과하기 전에 상기 전극 시트에서 상기 전극 집전체의 단부를 노칭(Notching)하여 전극 탭을 형성시키는 노칭부를 더 포함하는 이차전지용 전극 제조장치.The method according to claim 5,
An electrode manufacturing apparatus for a secondary battery further comprising a notching unit notching an end portion of the electrode current collector in the electrode sheet before the electrode sheet passes through the drying unit to form an electrode tab.
상기 피더부는,
상기 전극 시트에서 상기 노칭부를 통과하며 발생된 이물질을 제거하는 블로워 유닛(Blower Unit)을 더 포함하는 이차전지용 전극 제조장치.The method according to claim 8,
The feeder portion,
The electrode manufacturing apparatus for a secondary battery further comprising a blower unit (Blower Unit) for removing the foreign matter generated by passing through the notching portion in the electrode sheet.
상기 전극 시트가 권취된 전극 공급롤을 포함하여,
상기 전극 공급롤에 권취된 상기 전극 시트가 풀어지며 상기 노칭부로 공급되도록 하는 전극 공급부를 더 포함하는 이차전지용 전극 제조장치.The method according to claim 8,
Including the electrode supply roll, the electrode sheet is wound,
The electrode manufacturing apparatus for a secondary battery further comprising an electrode supply unit that releases the electrode sheet wound on the electrode supply roll and supplies it to the notching unit.
건조된 상기 전극 시트가 상기 피더부를 통과한 후 권취되는 전극 권취롤이 구비된 전극 권취부를 더 포함하는 이차전지용 전극 제조장치.The method according to claim 1,
An electrode manufacturing apparatus for a secondary battery further comprising an electrode winding unit having an electrode winding roll that is wound after the dried electrode sheet passes through the feeder unit.
상기 피더부는,
상기 전극 시트의 주행 시 상기 전극 시트의 폭방향 단부 위치를 감지하여, 상기 전극 시트의 폭방향 위치를 조절하는 위치조절부를 더 포함하는 이차전지용 전극 제조장치. The method according to claim 1,
The feeder portion,
An electrode manufacturing apparatus for a secondary battery further comprising a position adjusting unit that detects a position in the width direction end of the electrode sheet and controls the position in the width direction of the electrode sheet when the electrode sheet is traveling.
상기 위치조절부는,
상기 전극 시트의 폭방향 단부 위치를 감지하는 감지센서;
상기 감지센서로부터 감지된 감지값과 저장된 기준값을 비교하여 보정값을 산출하는 제어부; 및
상기 제어부에서 산출된 보정값에 따라 상기 전극 시트의 폭방향 위치를 보정하는 위치보정부를 포함하는 이차전지용 전극 제조장치.The method according to claim 12,
The position adjustment unit,
A sensing sensor that detects a position in the width direction of the electrode sheet;
A control unit for calculating a correction value by comparing the sensed value sensed by the detection sensor with a stored reference value; And
An electrode manufacturing apparatus for a secondary battery including a position correction for correcting a position in the width direction of the electrode sheet according to the correction value calculated by the control unit.
상기 위치보정부는
상기 전극 시트가 외면에 접촉되는 가이드 판; 및
상기 가이드 판이 외면에 장착되고, 상기 전극 시트의 폭방향으로 이동되는 장착롤을 포함하여,
상기 장착롤이 상기 가이드 판을 이동시키면 상기 가이드 판의 외면에 접촉되며 주행되는 상기 전극 시트가 폭방향으로 이동되는 이차전지용 전극 제조장치.The method according to claim 13,
The position correction
A guide plate in which the electrode sheet contacts the outer surface; And
The guide plate is mounted on the outer surface, including a mounting roll that is moved in the width direction of the electrode sheet,
When the mounting roll moves the guide plate, an electrode manufacturing apparatus for a secondary battery in which the electrode sheet traveling in contact with the outer surface of the guide plate moves in the width direction.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020190004609A KR20200088533A (en) | 2019-01-14 | 2019-01-14 | Electrode manufacturing equipment for rechargeable battery |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020190004609A KR20200088533A (en) | 2019-01-14 | 2019-01-14 | Electrode manufacturing equipment for rechargeable battery |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20200088533A true KR20200088533A (en) | 2020-07-23 |
Family
ID=71894240
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020190004609A KR20200088533A (en) | 2019-01-14 | 2019-01-14 | Electrode manufacturing equipment for rechargeable battery |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20200088533A (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022220454A1 (en) * | 2021-04-14 | 2022-10-20 | 주식회사 엘지에너지솔루션 | Foreign matter removal device for secondary battery notching |
| WO2023187648A1 (en) * | 2022-03-30 | 2023-10-05 | Manz Italy S.R.L. | Apparatus and relative method of winding a strip of material, in particular for the production of electrical energy storage devices |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20130132230A (en) | 2012-05-25 | 2013-12-04 | 주식회사 엘지화학 | A stepwise electrode assembly, and battery cell, battery pack and device comprising the same |
-
2019
- 2019-01-14 KR KR1020190004609A patent/KR20200088533A/en not_active Application Discontinuation
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20130132230A (en) | 2012-05-25 | 2013-12-04 | 주식회사 엘지화학 | A stepwise electrode assembly, and battery cell, battery pack and device comprising the same |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022220454A1 (en) * | 2021-04-14 | 2022-10-20 | 주식회사 엘지에너지솔루션 | Foreign matter removal device for secondary battery notching |
| WO2023187648A1 (en) * | 2022-03-30 | 2023-10-05 | Manz Italy S.R.L. | Apparatus and relative method of winding a strip of material, in particular for the production of electrical energy storage devices |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1383197B1 (en) | Secondary battery manufacturing method and manufacturing device | |
| KR101156831B1 (en) | Wound electrode body manufacturing method and apparatus, and electrode winding apparatus | |
| KR20100101644A (en) | Electrode sheet manufacturing method, and apparatus therefor | |
| KR20200088533A (en) | Electrode manufacturing equipment for rechargeable battery | |
| KR20160149794A (en) | A system for rolling electrode plate | |
| JP6804422B2 (en) | Winding device | |
| KR101963739B1 (en) | Separation film finishing apparatus of stacked secondary battery | |
| JP6081517B2 (en) | Separator winding body and method of manufacturing separator winding body | |
| CN105098134B (en) | Method and apparatus for drying electrode plate | |
| KR101900862B1 (en) | The tension control module for mandrel of manufacturing apparatus of rechargeable battery | |
| KR102277230B1 (en) | Device for Drying Electrode Comprising Un-winder and Re-winder | |
| KR102468973B1 (en) | System for producing electrodes of battery | |
| KR101899991B1 (en) | The tension control method for manufacturing apparatus of rechargeable battery | |
| JP6423267B2 (en) | Horizontal type double-side coating equipment | |
| KR100696811B1 (en) | Method for winding electrode roll of secondary battery | |
| KR101899990B1 (en) | The tension control system for spool of manufacturing apparatus of rechargeable battery | |
| KR102404678B1 (en) | Separation film roll feeder for manufacturing cell stack | |
| KR20200123631A (en) | Device for manufacturing electrode sheet and manufacturing method using the same | |
| KR101899992B1 (en) | The tension control system for mandrel of manufacturing apparatus of rechargeable battery | |
| CN102683643B (en) | For the gas-phase deposition system of electrode active material | |
| KR20220032734A (en) | System for producing electrodes of battery | |
| KR102259234B1 (en) | Separation film tension and edge position control of secondary battery stacking apparatus | |
| JP7074095B2 (en) | Electrode plate manufacturing method | |
| KR20240043607A (en) | Electrode manufacturing method and electrode manufacturing apparatus for secondary battery | |
| KR102605138B1 (en) | System for producing electrodes of battery |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E902 | Notification of reason for refusal |