KR20200069745A - The method of carburizing for improve durability - Google Patents
The method of carburizing for improve durability Download PDFInfo
- Publication number
- KR20200069745A KR20200069745A KR1020180157153A KR20180157153A KR20200069745A KR 20200069745 A KR20200069745 A KR 20200069745A KR 1020180157153 A KR1020180157153 A KR 1020180157153A KR 20180157153 A KR20180157153 A KR 20180157153A KR 20200069745 A KR20200069745 A KR 20200069745A
- Authority
- KR
- South Korea
- Prior art keywords
- carburizing
- heat treatment
- pco
- treatment method
- carburization
- Prior art date
Links
- 238000005255 carburizing Methods 0.000 title claims abstract description 123
- 238000000034 method Methods 0.000 title claims abstract description 77
- 238000010438 heat treatment Methods 0.000 claims abstract description 73
- 239000007789 gas Substances 0.000 claims abstract description 72
- UGFAIRIUMAVXCW-UHFFFAOYSA-N Carbon monoxide Chemical compound [O+]#[C-] UGFAIRIUMAVXCW-UHFFFAOYSA-N 0.000 claims abstract description 36
- 229910002091 carbon monoxide Inorganic materials 0.000 claims abstract description 36
- 229910052751 metal Inorganic materials 0.000 claims abstract description 32
- 239000002184 metal Substances 0.000 claims abstract description 32
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 claims abstract description 30
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 claims abstract description 24
- 239000001301 oxygen Substances 0.000 claims abstract description 24
- 229910052760 oxygen Inorganic materials 0.000 claims abstract description 24
- 229910002092 carbon dioxide Inorganic materials 0.000 claims abstract description 15
- 239000001569 carbon dioxide Substances 0.000 claims abstract description 15
- ATUOYWHBWRKTHZ-UHFFFAOYSA-N Propane Chemical compound CCC ATUOYWHBWRKTHZ-UHFFFAOYSA-N 0.000 claims description 20
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 claims description 20
- 239000000446 fuel Substances 0.000 claims description 15
- 239000004215 Carbon black (E152) Substances 0.000 claims description 11
- 229930195733 hydrocarbon Natural products 0.000 claims description 11
- 150000002430 hydrocarbons Chemical class 0.000 claims description 11
- 239000001294 propane Substances 0.000 claims description 10
- 238000009792 diffusion process Methods 0.000 claims description 6
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 5
- 229910052799 carbon Inorganic materials 0.000 claims description 5
- 238000002203 pretreatment Methods 0.000 claims description 3
- 239000000126 substance Substances 0.000 claims description 3
- 238000005406 washing Methods 0.000 claims description 3
- 230000005540 biological transmission Effects 0.000 claims description 2
- 230000001133 acceleration Effects 0.000 claims 1
- 239000000047 product Substances 0.000 description 56
- 230000000052 comparative effect Effects 0.000 description 11
- 230000015572 biosynthetic process Effects 0.000 description 10
- 239000003949 liquefied natural gas Substances 0.000 description 7
- 239000003915 liquefied petroleum gas Substances 0.000 description 6
- 230000003647 oxidation Effects 0.000 description 5
- 238000007254 oxidation reaction Methods 0.000 description 5
- 238000006243 chemical reaction Methods 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- 239000011248 coating agent Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- VCUFZILGIRCDQQ-KRWDZBQOSA-N N-[[(5S)-2-oxo-3-(2-oxo-3H-1,3-benzoxazol-6-yl)-1,3-oxazolidin-5-yl]methyl]-2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidine-5-carboxamide Chemical compound O=C1O[C@H](CN1C1=CC2=C(NC(O2)=O)C=C1)CNC(=O)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F VCUFZILGIRCDQQ-KRWDZBQOSA-N 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000000921 elemental analysis Methods 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 238000005498 polishing Methods 0.000 description 2
- AWFYPPSBLUWMFQ-UHFFFAOYSA-N 2-[5-[2-(2,3-dihydro-1H-inden-2-ylamino)pyrimidin-5-yl]-1,3,4-oxadiazol-2-yl]-1-(1,4,6,7-tetrahydropyrazolo[4,3-c]pyridin-5-yl)ethanone Chemical compound C1C(CC2=CC=CC=C12)NC1=NC=C(C=N1)C1=NN=C(O1)CC(=O)N1CC2=C(CC1)NN=C2 AWFYPPSBLUWMFQ-UHFFFAOYSA-N 0.000 description 1
- 229910000851 Alloy steel Inorganic materials 0.000 description 1
- 229910000712 Boron steel Inorganic materials 0.000 description 1
- 229910000975 Carbon steel Inorganic materials 0.000 description 1
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 239000003570 air Substances 0.000 description 1
- 229910021417 amorphous silicon Inorganic materials 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 239000001273 butane Substances 0.000 description 1
- 239000010962 carbon steel Substances 0.000 description 1
- 239000003610 charcoal Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- IJDNQMDRQITEOD-UHFFFAOYSA-N n-butane Chemical compound CCCC IJDNQMDRQITEOD-UHFFFAOYSA-N 0.000 description 1
- OFBQJSOFQDEBGM-UHFFFAOYSA-N n-pentane Natural products CCCCC OFBQJSOFQDEBGM-UHFFFAOYSA-N 0.000 description 1
- 239000003345 natural gas Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000011265 semifinished product Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 238000010301 surface-oxidation reaction Methods 0.000 description 1
Images
















Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/06—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases
- C23C8/08—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases only one element being applied
- C23C8/20—Carburising
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/02—Pretreatment of the material to be coated
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/06—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases
- C23C8/08—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases only one element being applied
- C23C8/20—Carburising
- C23C8/22—Carburising of ferrous surfaces
Abstract
Description
본 발명은 내구성 향상을 위한 침탄 열처리 방법에 관한 것으로, 보다 상세하게는 가스 침탄 열처리 방법의 침탄 가스의 구성 성분을 최적화하여, 가스 침탄 열처리 시 대상 금속 제품 표면에 형성되는 산화피막의 형태를 조절함으로써 내구성을 향상시킬 수 있는 침탄 열처리 방법에 관한 것이다.The present invention relates to a carburizing heat treatment method for improving durability, and more specifically, by optimizing the components of the carburizing gas of the gas carburizing heat treatment method, by controlling the shape of the oxide film formed on the surface of the target metal product during gas carburizing heat treatment. It relates to a carburizing heat treatment method that can improve the durability.
일반적으로 침탄 열처리 방법은 0.2% 수준의 탄소를 포함한 금속 소재에 인위적으로 탄소를 추가적으로 장입시킴으로써 강도 및 경도를 높여 부품의 강도를 획기적으로 개선할 수 있는 열처리 공법이다.In general, the carburizing heat treatment method is a heat treatment method capable of dramatically improving the strength of parts by increasing strength and hardness by artificially adding carbon to a metal material containing 0.2% carbon.
침탄 열처리 방법은 크게 가스 침탄 열처리 방법(이하, '가스 침탄'이라고도 함)과 진공 침탄 열처리 방법(이하, '진공 침탄'이라고도 함)으로 나뉘는데, 생산성이 좋은 가스 침탄이 양산에 주로 적용되고 있다. 지금까지의 일반적인 가스 침탄은 공기와 메탄 혹은 LNG(liquefied natural gas) 및 공기와 프로판 혹은 LPG(liquefied petroleum gas)를 일정 비율로 혼합해서 니켈 촉매를 이용해 1070도 이하의 온도에서 반응 및 안정화시킨 가스를 분위기 가스로 쓰고 있는데, 이와 같은 분위기를 사용하는 경우 침탄 공정 중 피처리 제품의 내피팅성 및 내마모성에 영향을 주는 입계 산화층이 형성되는 것을 막을 수 없다.The carburizing heat treatment method is largely divided into a gas carburizing heat treatment method (hereinafter, also referred to as'gas carburizing') and a vacuum carburizing heat treatment method (hereinafter, also referred to as'vacuum carburizing'). General gas carburization so far is air and methane or liquefied natural gas (LNG) and air and propane or liquefied petroleum gas (LPG) in a certain ratio, and a nickel catalyst is used to react and stabilize the gas at temperatures below 1070 degrees. It is used as an atmosphere gas. In the case of using such an atmosphere, it is impossible to prevent the formation of a grain boundary oxide layer that affects the fitting resistance and abrasion resistance of the product to be treated during the carburizing process.
이러한 입계 산화층의 형성을 억제하기 위해서 진공 침탄을 적용할 수 있으나, 이는 진공을 형성하기 위한 설비 및 비용문제로 광범위한 적용은 어려운 실정이다.Vacuum carburization may be applied to suppress the formation of such a grain boundary oxide layer, but this is a difficult situation for a wide range of applications due to equipment and cost problems for forming a vacuum.
상기와 같은 점을 감안한 본 발명은 가스 침탄 과정 중에서 형성되는 입계 산화층의 형성을 억제하여 가스 침탄으로도 진공 침탄 수준의 표면 품질을 확보할 수 있도록, 분위기 가스의 구성 성분 중 산소(O2), 일산화탄소(CO) 및 이산화탄소(CO2)의 분압을 최적화함으로써, 침탄 열처리 시 금속 제품 표면에 형성되는 산화피막의 형태와 분포를 조절하여 내구성 향상을 위한 침탄 열처리 방법을 제공하는 것을 목적으로 한다.In view of the above, the present invention suppresses the formation of a grain boundary oxide layer formed during a gas carburization process, so that the surface quality of the vacuum carburization level can be secured even with gas carburization, oxygen (O 2 ) among components of the atmospheric gas, By optimizing the partial pressure of carbon monoxide (CO) and carbon dioxide (CO 2 ), it is an object to provide a method of carburizing heat treatment for improving durability by controlling the shape and distribution of an oxide film formed on the surface of a metal product during carburizing heat treatment.
상기와 같은 목적을 달성하기 위해 본 발명의 내구성 향상을 위한 침탄 열처리 방법은, 대상 금속 제품을 침탄조에 투입하여 설정 침탄 온도로 승온시키고, 산소 분압(pO2)이 10-17 내지 10-23 atm이고, 일산화탄소 분압(pCO)과 이산화탄소 분압(pCO2)의 비율인 pCO/pCO2의 값이 1 내지 75로 포함하는 침탄 가스를 공급하여 침탄을 가속하는 침탄 단계, 및 상기 침탄조의 상기 침탄 온도 및 공정 압력을 설정시간 동안 유지하면서 상기 대상 금속 제품에 탄소를 확산시키는 침탄 확산 단계를 포함할 수 있다.In order to achieve the above object, the carburizing heat treatment method for improving the durability of the present invention, the target metal product is introduced into a carburizing tank to raise the temperature to a set carburizing temperature, and the oxygen partial pressure (pO 2 ) is 10 -17 to 10 -23 atm , Carburizing step of accelerating carburization by supplying a carburizing gas containing a value of pCO/pCO 2 which is a ratio of a partial pressure of carbon monoxide (pCO) and a partial pressure of carbon dioxide (pCO 2 ) of 1 to 75, and the carburizing temperature of the carburizing tank and A carburizing diffusion step of diffusing carbon to the target metal product while maintaining the process pressure for a predetermined time may be included.
상기 침탄 가스에서 상기 제시된 일산화탄소 분압(pCO)과 이산화탄소 분압(pCO2)의 비율을 만족하도록 상기 일산화탄소 분압(pCO)은 5 내지 22%이고, 상기 이산화탄소 분압(pCO2)은 0.3 내지 5%인 것이 바람직하다.The carbon monoxide partial pressure (pCO) is 5 to 22% and the carbon dioxide partial pressure (pCO 2 ) is 0.3 to 5% so as to satisfy the ratio of the carbon monoxide partial pressure (pCO) and the carbon dioxide partial pressure (pCO 2 ) indicated in the carburizing gas. desirable.
상기 침탄 단계에서 침탄 온도는 850 내지 1050℃일 수 있으며, 보다 바람직하게는 850 내지 950℃이다.In the carburizing step, the carburizing temperature may be 850 to 1050°C, and more preferably 850 to 950°C.
상기 침탄 가스에서 산소와 탄화수소 연료가 2~6.5 : 1 이하 부피 비율일 수 있으며, 상기 산소와 탄화수소 연료의 적정 혼합비율은 탄화수소 연료의 종류에 따라 달라질 수 있다.In the carburizing gas, oxygen and hydrocarbon fuel may have a volume ratio of 2 to 6.5:1 or less, and an appropriate mixing ratio of the oxygen and hydrocarbon fuel may vary depending on the type of hydrocarbon fuel.
상기 탄화수소 연료가 메탄 혹은 LNG인 경우는, 산소와 메탄 혹은 LNG는 2 : 1 이하 부피 비율인 것이 바람직하고, 상기 탄화수소 연료가 프로판 혹은 LPG인 경우는, 산소와 프로판은 6.5 : 1 이하 부피 비율인 것이 바람직하다.When the hydrocarbon fuel is methane or LNG, oxygen and methane or LNG are preferably in a volume ratio of 2:1 or less. When the hydrocarbon fuel is propane or LPG, oxygen and propane are in a volume ratio of 6.5:1 or less. It is preferred.
상기 침탄 단계는 상기 침탄조에서 설정된 침탄 온도를 유지하면서 60분 내지 90분 동안 수행할 수 있으며, 보다 바람직하게는 90분 동안 수행할 수 있다.The carburizing step may be performed for 60 minutes to 90 minutes while maintaining the carburization temperature set in the carburizing tank, and more preferably for 90 minutes.
상기 침탄 확산 단계는 30분 내지 70분 동안 수행할 수 있으며, 보다 바람직하게는 50분 동안 수행할 수 있다.The carburization diffusion step may be performed for 30 minutes to 70 minutes, more preferably 50 minutes.
그리고 본 발명의 내구성 향상을 위한 침탄 열처리 방법에서 상기 침탄 단계 이전에 대상 금속 제품의 표면에 잔존하는 이물질 제거를 위한 세척하는 등의 전처리 단계를 더 포함할 수 있다.In the carburizing heat treatment method for improving the durability of the present invention, a pretreatment step such as washing to remove foreign substances remaining on the surface of the target metal product may be further included before the carburizing step.
본 발명의 내구성 향상을 위한 참탄 열처리가 수행되는 상기 대상 금속 제품은 내구성 향상이 요구되는 변속기용 부품인 것이 바람직하다.It is preferable that the target metal product to which the charcoal heat treatment for improving the durability of the present invention is performed is a component for a transmission requiring durability improvement.
본 발명의 침탄 열처리 방법은 침탄 가스 내에 산소(O2), 일산화탄소(CO) 및 이산화탄소(CO2)의 분압을 조절하는 간단한 방법으로서 기존 가스 침탄 열처리 방법에서 문제였던 제품의 내구성을 감소시키는 입계 산화층의 형성을 억제하고, 침탄층의 표면에 치밀한 표면 산화층을 형성함으로써 내구성을 향상시키는 효과가 있다.The carburizing heat treatment method of the present invention is a simple method of controlling the partial pressures of oxygen (O 2 ), carbon monoxide (CO) and carbon dioxide (CO 2 ) in carburizing gas, which is a grain boundary oxide layer that reduces the durability of products that were a problem in conventional gas carburizing heat treatment methods. By suppressing the formation of, and forming a dense surface oxide layer on the surface of the carburized layer, there is an effect of improving the durability.
또한, 본 발명의 침탄 열처리 방법은 진공 침탄 열처리 방법과 비교하였을 때 별도의 장비의 필요 없고 기존 가스 침탄 열처리 장치를 활용할 수 있으므로 비용 절감과 취급이 용이하여 다양한 제품으로 적용하는 상용화 되는데 매우 효과적이다.In addition, the carburizing heat treatment method of the present invention is very effective in commercializing to be applied to various products because it is easy to reduce costs and handle since it does not require a separate equipment and can utilize an existing gas carburizing heat treatment device when compared with the vacuum carburizing heat treatment method.
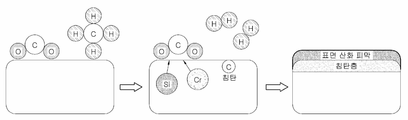
도 1은 기존 가스 침탄 열처리 방법에 따른 입계 산화층 형성 메카니즘의 개략적인 모식도이다.
도 2는 본 발명의 가스 침탄 열처리 방법에 따른 표면 산화 피막 형성 메카니즘의 개략적이 모식도이다.
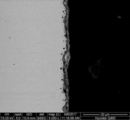
도 3은 본 발명의 실시예 1에 따른 가스 침탄 열처리 방법을 수행한 대상 금속 제품의 단면이다.
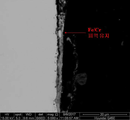
도 4는 본 발명의 비교예 1에 따른 가스 침탄 열치리 방법을 수행한 대상 금속 제품의 단면이다.
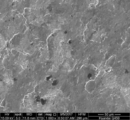
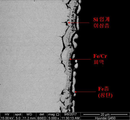
도 5는 침탄 가스에서 pCO/pCO2의 값이 76 이상일 경우, 대상 금속 제품의 단면을 확대하여 관찰한 사진이다.
도 6은 침탄 가스에서 75>pCO/pCO2>40 인 경우, 대상 금속 제품의 단면을 확대하여 관찰한 사진이다.
도 7은 침탄 가스에서 40>pCO/pCO2>1 인 경우, 대상 금속 제품의 단면을 확대하여 관찰한 사진이다.
도 8은 기존 가스 침탄 열처리 방법이 수행된 침탄 제품의 내구시험 후 표면을 관찰한 사진이다.
도 9는 본 발명의 가스 침탄 열처리 방법이 수행된 침탄 제품의 내구시험 후 표면을 관찰한 사진이다.
도 10은 본 발명에 따라 가스 침탄 열처리 방법이 수행된 침탄 제품의 내구시험 전 PCD 표면의 주사전자현미경(SEM)으로 모습이다.
도 11은 본 발명에 따라 가스 침탄 열처리 방법이 수행된 침탄 제품의 내구시험 후 PCD 표면의 주사전자현미경(SEM)으로 모습이다.
도 12는 본 발명에 따라 가스 침탄 열처리 방법이 수행된 침탄 제품의 내구시험 전 PCD 표면의 단면을 확대하여 관찰한 사진이다.
도 13는 본 발명에 따라 가스 침탄 열처리 방법이 수행된 침탄 제품의 내구시험 후 PCD 표면의 단면을 확대하여 관찰한 사진이다.
도 14는 기존 가스 침탄 열처리 방법이 수행된 침탄 제품의 내구시험 전 PCD 표면의 주사전자현미경(SEM)으로 모습이다.
도 15는 기존 가스 침탄 열처리 방법이 수행된 침탄 제품의 내구시험 후 PCD 표면의 주사전자현미경(SEM)으로 모습이다.
도 16은 기존 가스 침탄 열처리 방법이 수행된 침탄 제품의 내구시험 전 PCD 표면의 단면을 확대하여 관찰한 사진이다.
도 17은 기존 가스 침탄 열처리 방법이 수행된 침탄 제품의 내구시험 후 PCD 표면의 단면을 확대하여 관찰한 사진이다.
도 18은 본 발명의 일 실시예에 따른 가스 침탄 열처리 방법이 수행된 제품의 단면이다.
도 19는 상기 도 18의 제품 단면에서 산소(O) 원소 분석을 수행한 결과 이미지이다.
도 20은 기존 가스 침탄 열처리 방법이 수행된 제품의 단면이다.
도 21은 상기 도 20의 제품 단면에서 산소(O) 원소 분석을 수행한 결과 이미지이다.1 is a schematic schematic diagram of a mechanism for forming a grain boundary oxide layer according to a conventional gas carburizing heat treatment method.
Figure 2 is a schematic schematic diagram of the surface oxide coating mechanism according to the gas carburizing heat treatment method of the present invention.
3 is a cross-sectional view of a target metal product subjected to a gas carburizing heat treatment method according to
4 is a cross-sectional view of a target metal product subjected to a gas carburizing heat treatment method according to Comparative Example 1 of the present invention.
FIG. 5 is a photograph of an enlarged cross-section of a target metal product when the value of pCO/pCO 2 in carburizing gas is 76 or more.
FIG. 6 is an enlarged cross-section of a target metal product when 75>pCO/pCO 2 >40 in carburizing gas.
FIG. 7 is an enlarged cross-sectional view of a target metal product when 40>pCO/pCO 2 >1 in carburizing gas.
8 is a photograph of the surface observed after the endurance test of a carburized product in which a conventional gas carburization heat treatment method was performed.
Figure 9 is a photograph of the surface after the endurance test of the carburized product subjected to the gas carburizing heat treatment method of the present invention.
FIG. 10 is a scanning electron microscope (SEM) of the PCD surface before the endurance test of a carburized product in which a gas carburizing heat treatment method was performed according to the present invention.
11 is a scanning electron microscope (SEM) of the PCD surface after the endurance test of a carburized product in which a gas carburization heat treatment method was performed according to the present invention.
12 is an enlarged observation of a cross-section of the PCD surface before the endurance test of a carburized product in which a gas carburizing heat treatment method was performed according to the present invention.
13 is an enlarged observation of a cross-section of a PCD surface after an endurance test of a carburized product in which a gas carburization heat treatment method was performed according to the present invention.
14 is a scanning electron microscope (SEM) of the PCD surface before the endurance test of a carburized product in which a conventional gas carburization heat treatment method was performed.
15 is a scanning electron microscope (SEM) of the PCD surface after the endurance test of a carburized product in which a conventional gas carburization heat treatment method was performed.
16 is an enlarged observation of the cross-section of the PCD surface before the endurance test of the carburized product in which the conventional gas carburization heat treatment method was performed.
17 is an enlarged observation of a cross-section of the PCD surface after the endurance test of a carburized product in which a conventional gas carburization heat treatment method was performed.
18 is a cross-sectional view of a product subjected to a gas carburizing heat treatment method according to an embodiment of the present invention.
19 is an image of a result of oxygen (O) elemental analysis in the cross section of the product of FIG. 18.
20 is a cross-sectional view of a product in which a conventional gas carburization heat treatment method is performed.
FIG. 21 is a result image of oxygen (O) elemental analysis in the cross-section of the product of FIG. 20.
본 발명에서 사용되는 기술적 용어는 단지 특정한 일례를 설명하기 위해 사용된 것으로, 본 발명을 한정하려는 의도가 아님을 유의해야 한다. 또한 본 발명에서 사용되는 기술적 용어는 본 발명에서 특별히 다른 의미로 정의되지 않는 한, 본 발명의 속하는 기술 분야에서 통상의 지식을 가진 자에 의해 일반적으로 이해되는 의미로 해석되어야 하며, 과도하게 포괄적인 의미로 해석되거나, 과도하게 축소된 의미로 해석되지 않아야 한다.It should be noted that the technical terms used in the present invention are only used to describe specific examples, and are not intended to limit the present invention. In addition, the technical terms used in the present invention should be interpreted as meanings generally understood by a person having ordinary knowledge in the technical field to which the present invention pertains, unless defined otherwise. It should not be interpreted as a meaning or an excessively reduced meaning.
또한, 본 발명에서 사용되는 단수의 표현은 문맥상 명백하게 다르게 뜻하지 않는 한, 복수의 표현을 포함한다. 본 명세서에서, "구성된다" 또는 "포함한다" 등의 용어는 명세서 상에 기재된 여러 구성 요소들, 또는 여러 단계 들을 반드시 모두 포함하는 것으로 해석되지 않아야 하며, 그 중 일부 구성 요소들 또는 일부 단계들은 포함되지 않을 수도 있고, 또는 추가적인 구성 요소 또는 단계들을 더 포함할 수 있는 것으로 해석되어야 한다.In addition, the singular expression used in the present invention includes a plural expression unless the context clearly indicates otherwise. In this specification, the terms "consisting of" or "comprising" should not be construed as including all of the various components, or various steps described in the specification, among which some components or some steps It may not be included, or it should be construed to further include additional components or steps.
이하, 실시예 및 비교예를 이용하여 본 발명의 내구성 향상을 위한 침탄 열처리 방법과 종래 가스 침탄 열처리 방법에 대해 첨부된 도면을 참조로 보다 구체적으로 설명한다. 이는 일례로서 본 발명이 속하는 기술 분야에서 통상의 지식을 가진 자가 여러 가지 상이한 형태로 구현될 수 있으므로, 여기에서 설명하는 것에 한정되지 않는다.Hereinafter, a carburizing heat treatment method for improving the durability of the present invention and a conventional gas carburizing heat treatment method using examples and comparative examples will be described in more detail with reference to the accompanying drawings. This is not limited to what is described herein, as one of ordinary skill in the art to which the present invention pertains may be implemented in various different forms as an example.
도 1은 기존 가스 침탄 열처리 방법에 따른 입계 산화층 형성 메커니즘을 나타낸 것이고, 도 2는 본 발명의 가스 침탄 열처리 방법에 따른 표면 산화 피막 형성 메카티즘을 나타낸 것이다.1 shows a mechanism for forming a grain boundary oxide layer according to a conventional gas carburizing heat treatment method, and FIG. 2 shows a surface oxidation film forming mechanism according to a gas carburizing heat treatment method of the present invention.
도 1에 도시된 바와 같이 기존 가스 침탄 열처리 방법은 침탄 반응시에 침탄가스 중 일산화탄소(CO)에 의해 탄소(C)가 대상 금속 제품 표면에 장입되는데 이 때 여분의 산소(O)가 같이 침투 반응하여 표면이 비정질의 입계 산화층을 형성한다.As shown in FIG. 1, in the conventional gas carburizing heat treatment method, carbon (C) is charged to the surface of the target metal product by carbon monoxide (CO) in the carburizing reaction during the carburizing reaction. Thus, an amorphous grain boundary oxide layer is formed on the surface.
그러나 이와 달리 본 발명의 가스 침탄 열처리 방법은 침탄 가스 중 일산화탄소(CO)의 분압을 상대적으로 낮게하고 이산화탄소(CO2)의 분압을 높임으로써, 일산화탄소에 의한 침탄 반응을 최대한 억제하여 도 2에서처럼 침탄층이 형성된 대상 금속 제품 표면에 표면 산화 피막을 형성한다.However, unlike this, in the gas carburizing heat treatment method of the present invention, by reducing the partial pressure of carbon monoxide (CO) in the carburizing gas relatively and increasing the partial pressure of carbon dioxide (CO 2 ), the carburization reaction by carbon monoxide is suppressed as much as possible and the carburizing layer as shown in FIG. 2. A surface oxide film is formed on the surface of the formed metal product.
구체적으로 본 발명의 내구성 향상을 위한 침탄 열처리 방법은, 앞서 살펴본 바와 같이 침탄 처리 대상이 되는 대상 금속 제품을 표면의 이물질 및 스케일을 제거를 위한 세척과정을 수행하는 전처리 단계(S100)를 수행하고, 전처리 단계를 거친 대상 금속 제품을 침탄조에 넣고 침탄 처리하는 침탄 단계(S200), 및 침탄이 대상 금속 제품에 전체적으로 이루어지도록 하는 침탄 확산 단계(S300)을 포함한다.Specifically, the carburizing heat treatment method for improving the durability of the present invention performs a pretreatment step (S100) of performing a washing process for removing foreign substances and scales on the surface of the target metal product to be subjected to the carburizing treatment, as described above, It includes a carburization step (S200) to put the target metal product subjected to the pre-treatment step into a carburizing tank, and carburizing the carburization diffusion step (S300) so that carburization is entirely performed on the target metal product.
본 발명에서, 상기 "금속 제품"는 반제품 및/또는 완제품 등을 포함하며, 이는 예를 들어 볼트나 너트 등의 기계부품 공구, 및 자동차 부품 등의 금속 제품으로서, 그 형상이나 재질 등은 제한되지 않으며, 예를 들어 탄소강, 보론강, 합금강, 및/또는 베어링강 등의 고강도 금속 재질일 수 있다.In the present invention, the "metal product" includes a semi-finished product and/or a finished product, which is, for example, a metal part tool such as a bolt or nut, and a metal product such as an automobile part, the shape or material of which is not limited. It may be, for example, a high-strength metal material such as carbon steel, boron steel, alloy steel, and/or bearing steel.
상기 침탄 단계(S200)는 전처리 단계가 이루어진 대상 금속 제품을 침탄조로 공급한 후 제품 표면에 침탄이 실시되게 한다.In the carburizing step (S200), carburization is performed on the surface of the product after supplying the target metal product having the pre-treatment step to the carburizing tank.
구체적으로 침탄 단계는 대상 금속 제품을 침탄조에 투입하여 850 내지 950℃ 침탄 온도로 승온시키고, 일산화탄소 분압(pCO)과 이산화탄소 분압(pCO2)의 비율인 pCO/pCO2의 값이 1 내지 75가 되도록 조절된 침탄 가스를 공급하여 침탄을 가속하는 한다.Specifically, in the carburizing step, a target metal product is introduced into a carburizing tank, heated to a carburizing temperature of 850 to 950°C, and a value of pCO/pCO 2 which is a ratio of partial pressure of carbon monoxide (pCO) and partial pressure of carbon dioxide (pCO 2 ) is 1 to 75. The carburizing is accelerated by supplying a controlled carburizing gas.
침탄시에 사용되는 분위기 가스는 가스 발생로(변성로)에 의해 제조되는데, 프로판, 부탄 및 천연가스를 원료와 공기를 혼합시킨 후 고온에서 가열하여 얻어지는 것으로 일반적으로 흡열형 가스라고도 하며, 이 가스를 가스 침탄로에 도입하여 침탄 단계를 수행한다.Atmospheric gas used for carburizing is produced by a gas generating furnace (modification furnace), which is obtained by mixing propane, butane and natural gas with high temperature after mixing raw materials and air, and is also commonly called endothermic gas. Is introduced into a gas carburizing furnace to perform a carburizing step.
아래 표 1 및 표 2는 본 발명의 침탄 단계(S200)에서 사용되는 변성가스인 분위기 가스의 형성에 대한 결과를 나타낸 것이다.Tables 1 and 2 below show the results for the formation of the atmosphere gas, which is a modified gas used in the carburizing step (S200) of the present invention.
상기 침탄 단계(S200)는 850 내지 950℃ 침탄 온도 범위에서 산소(O2)에 의한 Fe 산화피막 형성을 억제하고, 동시에 치밀하고 균질한 Cr 산화피막 형성하기 위해서, 산소 분압(pO2) 조건은 Fe 산화피막 형성 조건 이하 및 Cr 산화피막 형성 조건 이상을 만족하는 산소 분압(pO2) 10-17 내지 10-23 atm에서 수행하는 것이 바람직하다.In the carburizing step (S200), in order to suppress the formation of a Fe oxide film by oxygen (O 2 ) in the carburizing temperature range of 850 to 950° C., and at the same time to form a dense and homogeneous Cr oxide film, the oxygen partial pressure (pO 2 ) condition is It is preferable to perform at an oxygen partial pressure (pO 2 ) of 10 -17 to 10 -23 atm that satisfies the conditions for forming the Fe oxide film and the conditions for forming the Cr oxide film.
상기 침탄 가스에서 상기 제시된 일산화탄소 분압(pCO)과 이산화탄소 분압(pCO2)의 비율을 만족하도록 상기 일산화탄소 분압(pCO)은 5 내지 22%이고, 상기 이산화탄소 분압(pCO2)은 0.3 내지 5%인 것이 바람직하다.The carbon monoxide partial pressure (pCO) is 5 to 22% and the carbon dioxide partial pressure (pCO 2 ) is 0.3 to 5% so as to satisfy the ratio of the carbon monoxide partial pressure (pCO) and the carbon dioxide partial pressure (pCO 2 ) indicated in the carburizing gas. desirable.
또한, 상기 침탄 가스에서 산소와 탄화수소 연료의 비율은 탄화수소 연료가 도시가스, 메탄 혹은 LNG(liquid natural gas)인 경우는, 산소와 도시가스, 메탄 혹은 LNG는 2 : 1 이하 부피 비율이고, 상기 탄화수소 연료가 프로판 혹은 LPG(liquid petroleum gas)인 경우는, 산소와 프로판 혹은 LPG는 6.5 : 1이하 부피 비율을 만족하는 것이 바람직하다.In addition, in the carburizing gas, the ratio of oxygen and hydrocarbon fuels is when the hydrocarbon fuel is city gas, methane or liquid natural gas (LNG), and oxygen and city gas, methane or LNG is a volume ratio of 2:1 or less, and the hydrocarbon When the fuel is propane or LPG (liquid petroleum gas), it is preferable that oxygen and propane or LPG satisfy a volume ratio of 6.5:1 or less.
하기 표 3은 종래 가스 침탄 열처리 방법의 침탄 수행 조건 및 본 발명의 침탄 열처리 방법의 침탄 수행 조건을 비교 나타낸 것이다.Table 3 below shows a comparison of the carburization performance conditions of the conventional gas carburization heat treatment method and the carburization performance conditions of the carburization heat treatment method of the present invention.
온도
(℃)reaction
Temperature
(℃)
온도
(℃)Carburizing
Temperature
(℃)
(atm)pO 2
(ATM)
(%)pCO
(%)
(%)pCO 2
(%)
11001050~
1100
7~8:1(프로판)2 to 3: 1 (methane)
7-8:1 (propane)
950850~
950
10-19 10 -17 ~
10 -19
0.250.1~
0.25
표면: XGrain boundary: 5~10㎛
Surface: X
1050850~
1050
6.5:1이하(프로판)2:1 or less (methane)
6.5:1 or less (propane)
950850~
950
10-23 10 -17 ~
10 -23
표면: 연속Grain boundary: 3㎛ or less
Surface: continuous
하기 표 4에 기재된 조건으로 침탄 열처리 방법을 수행하였다.Carburization heat treatment method was performed under the conditions described in Table 4 below.
표 4에서 실시예 1 내지 실시예 5는 본 발명의 침탄 열처리 방법을 수행한 것이고, 비교예 1 내지 비교예 6은 종래 가스 침탄 열처리 방법을 수행한 결과이다.In Table 4, Examples 1 to 5 are performed by the carburizing heat treatment method of the present invention, and Comparative Examples 1 to 6 are the results of performing the conventional gas carburizing heat treatment method.
형성여부Grain boundary oxide layer
Formation
형성여부Oxide film
Formation
표 4와 도 3에 도시된 바와 같이 실시예 1 내지 실시예 5는 대상 금속 제품 표면에 입계 산화층이 형성되지 않았고, 표 4와 도 4에 도시된 바와 같이 비교예 1내지 비교예 6에서는 대상 금속 제품 표면에 입계 산화층이 형성되고 산화피막은 형성되지 않았음을 확인하였다.As shown in Tables 4 and 3, in Examples 1 to 5, a grain boundary oxide layer was not formed on the surface of the target metal product, and as shown in Tables 4 and 4, the target metals in Comparative Examples 1 to 6 It was confirmed that a grain boundary oxide layer was formed on the product surface and no oxide film was formed.
침탄 가스에서 일산화탄소 분압(pCO)과 이산화탄소 분압(pCO2)의 비율인 pCO/pCO2의 값에 따라 입계 산화 및 산화 피막의 형성 여부를 구체적으로 알아보고자 침탄 가스 중 pCO/pCO2의 값이 80(CO=20%, CO2=0.25%)인 조건, pCO/pCO2의 값이 62.5(CO=20%, CO2=0.32%)인 조건, 및 pCO/pCO2의 값이 37.8(CO=20%, CO2=0.25%)인 조건에서 침탄 열처리를 수행하였으며, 그 결과를 각각 도 5 내지 도 7에 나타내었다.The value of pCO/pCO 2 in the carburizing gas is 80 to find out in detail whether intergranular oxidation and the formation of an oxide film are formed according to the value of pCO/pCO 2 , which is the ratio of the partial pressure of carbon monoxide (pCO) and the partial pressure of carbon dioxide (pCO 2 ) in the carburizing gas. (CO=20%, CO 2 =0.25%), pCO/pCO 2 value of 62.5 (CO=20%, CO 2 =0.32%), and pCO/pCO 2 value of 37.8 (CO= Carburization heat treatment was performed under the condition of 20%, CO 2 =0.25%), and the results are shown in FIGS. 5 to 7, respectively.
도 5에서처럼 침탄가스에서 pCO/pCO2의 값이 76 이상일 경우, 대상 금속 제품의 단면을 관찰하였을 때 입계 산화가 발생하고 표면 피막은 미형성됨을 확인하였다.As shown in FIG. 5, when the value of pCO/pCO 2 in the carburized gas was 76 or more, it was confirmed that grain boundary oxidation occurred and the surface film was not formed when the cross section of the target metal product was observed.
도 6에 도시된 바와 같이, 침탄 가스에서 75>pCO/pCO2>40 인 경우, 대상 금속 제품의 단면을 관찰하였을 때 입계 산화가 발생하지 않았고, 표면 피막은 미형성됨을 확인하였다.As shown in FIG. 6, when 75>pCO/pCO 2 >40 in the carburizing gas, intergranular oxidation did not occur when the cross-section of the target metal product was observed, and it was confirmed that the surface coating was not formed.
도 7에 도시된 바와 같이 침탄 가스에서 40>pCO/pCO2>1 인 경우, 대 대상 금속 제품의 단면을 관찰하였을 때 입계 산화가 발생하지 않았고, 표면 피막이 형성됨을 확인하였다.As shown in FIG. 7, when 40>pCO/pCO 2 >1 in carburizing gas, it was confirmed that grain boundary oxidation did not occur and surface coating was formed when the cross-section of the target metal product was observed.
이와 같은 결과를 통해, 임계 산화를 억제하기 위해 침탄 가스에서 일산화탄소 분압(pCO)과 이산화탄소 분압(pCO2)의 비율인 pCO/pCO2의 값이 1 내지 75인 것이 바람직하나, 안정적으로 표면 피막을 형성하는 조건인 pCO/pCO2의 값이 1 내지 40 미만인 것이 보다 바람직함을 확인할 수 있다.Through these results, the value of pCO/pCO 2 , which is the ratio of the partial pressure of carbon monoxide (pCO) and the partial pressure of carbon dioxide (pCO 2 ) in carburizing gas, is preferably 1 to 75 in order to suppress critical oxidation, but it is possible to stably coat the surface. It can be seen that it is more preferable that the value of pCO/pCO 2 which is a condition to be formed is less than 1 to 40.
본 발명의 침탄 열처리 방법이 적용된 대상 금속 제품의 내구 성능을 알아보고자 하기 표 5의 조건으로 침탄 열처리된 실시예 6과 비교예 7의 시편을 파워트레인용 기어내구시험기(제조사: Space Creation)를 이용하여 3000rpm, 토크: ±300N·m, 유량: 1L/분, 25℃ 조건으로 제품을 내구성 시험하였으며, 그 결과를 도 10 내지 도 17에 나타내었다.To examine the durability performance of the target metal product to which the carburizing heat treatment method of the present invention was applied, the specimens of Examples 6 and 7 subjected to carburizing heat treatment under the conditions of Table 5 were used for a power train gear durability tester (manufacturer: Space Creation). The product was tested for durability under conditions of 3000 rpm, torque: ±300 N·m, flow rate: 1 L/min, and 25° C., and the results are shown in FIGS. 10 to 17.
온도
(℃)Carburizing
Temperature
(℃)
(%)pCO
(%)
(%)pCO 2
(%)
확산시간Carburizing time/
Diffusion time
도 10 내지 도 13에 도시된 바와 같이 본 발명에 따른 침탄 열처리 방법이 수행된 침탄 제품은 내구시험 전과 내구시험 후를 비교하였을 때 Fe 산화피막과 Cr 산화피막이 유지되었음을 확인 할 수 있었다.As shown in FIGS. 10 to 13, the carburized products subjected to the carburizing heat treatment method according to the present invention were able to confirm that the Fe oxide film and the Cr oxide film were maintained when the endurance test was compared before and after the endurance test.
이와 달리 기존 가스 침탄 열처리 방법이 수행된 침탄 제품은 표면에 비정질의 Si 입계 이상층이 있는 입계 산화층이 형성되어 있고, 또한 내구시험 후 표면의 연마현상이 발생되어 형성된 산화피막이 제거되었음을 확인하였다.On the other hand, in the carburized products in which the existing gas carburization heat treatment method was performed, it was confirmed that a grain boundary oxide layer having an amorphous Si grain boundary layer was formed on the surface, and also a polishing phenomenon occurred on the surface after the endurance test to remove the formed oxide film.
도 8은 기존 가스 침탄 열처리 방법이 수행된 침탄 제품의 내구시험 후 표면을 관찰한 사진이고, 도 9는 본 발명의 침탄 열처리 방법이 수행된 침탄 제품의 내구시험 후 표면을 관찰한 사진이다.8 is a photograph of the surface observed after the endurance test of the carburized product in which the conventional gas carburization heat treatment method was performed, and FIG. 9 is a photograph of the surface observed after the endurance test of the carburized product subjected to the carburization heat treatment method of the present invention.
도 8에 도시된 바와 같이 기존 가스 침탄 열처리 방법이 수행된 침탄 제품은 표면 연마가 발생되어 7~8㎛ 정도의 치형이 변형되고, 이와 달리 본 발명의 침탄 열처리 방법이 수행된 침탄 제품의 경우 도 9와 같이 표면 연마 현상이 발생되지 않고 치형 변형도 2~3㎛ 정도에 불과하다.As shown in FIG. 8, the carburized product in which the conventional gas carburization heat treatment method is performed is surface polished to deform the tooth shape of about 7 to 8 μm, and in contrast, in the case of a carburized product in which the carburization heat treatment method of the present invention is performed As shown in Fig. 9, the surface polishing phenomenon does not occur, and the tooth deformation is only about 2-3 µm.
도 18은 본 발명의 일 실시예에 따른 침탄 열처리 방법이 수행된 제품의 단면이고, 도 19는 도 18의 제품 단면에서 산소(O) 원소 분석을 수행한 결과 이미지이며, 도시된 바와 같이 본 발명의 따른 침탄 열처리 방법에 수행된 침탄 제품은 침탄층 상부로 산화피막이 형성되고 균일한 산소 분포를 보임을 알 수 있다.18 is a cross-sectional view of a product subjected to a carburizing heat treatment method according to an embodiment of the present invention, and FIG. 19 is an image of a result of oxygen (O) element analysis in the product cross-section of FIG. 18, and the present invention as shown It can be seen that the carburized products performed in the carburizing heat treatment method according to the above have an oxide film formed on the carburizing layer and show a uniform oxygen distribution.
이와 달리 도 20과 도 21에 나타낸 바와 같이 기존 가스 침탄 열처리 방법이 수행된 제품을 살펴보면 균일하게 산소 원소가 분포되어 있지 않고, 침탄층 상부로 산화피막이 형성되어 있지 않음을 확인할 수 있다.On the other hand, as shown in FIGS. 20 and 21, when looking at a product on which a conventional gas carburizing heat treatment method is performed, it can be confirmed that oxygen elements are not uniformly distributed and an oxide film is not formed on the carburizing layer.
앞서 살펴본 바와 같이 본 실시예에 따른 침탄 열처리 방법은 침탄 가스 내에 산소(O2), 일산화탄소(CO) 및 이산화탄소(CO2)의 분압을 조절하는 간단한 방법으로서 기존 가스 침탄 열처리 방법에서 문제였던 제품의 내구성을 감소시키는 입계 산화층의 형성을 억제하고, 침탄층의 표면에 치밀한 표면 산화층을 형성함으로써 내구성을 향상시키는 효과가 있다.As described above, the carburizing heat treatment method according to the present embodiment is a simple method of controlling the partial pressures of oxygen (O 2 ), carbon monoxide (CO), and carbon dioxide (CO 2 ) in carburizing gas. There is an effect of suppressing the formation of a grain boundary oxide layer that reduces durability and improving durability by forming a dense surface oxide layer on the surface of the carburized layer.
상기 실시예는 본 발명이 속하는 기술 분야에서 통상의 지식을 가진자인 당업자가 본 발명을 용이하게 실시할 수 있도록 하는 바람직한 예시일 뿐, 전술한 실시예 및 첨부한 도면에 한정되는 것은 아니므로 이로 인해 본 발명의 권리범위가 한정되는 것은 아니다. 따라서 본 발명의 기술적 사상을 벗어나지 않는 범위 내에서 여러 가지 치환, 변형 및 변경이 가능하다는 것이 당업자에게 있어 명백할 것이며, 당업자에 의해 용이하게 변경 가능한 부분도 본 발명의 권리범위에 포함됨은 자명하다.The above embodiment is only a preferred example to enable those skilled in the art to easily carry out the present invention, those skilled in the art to which the present invention pertains, and is not limited to the above-described embodiments and the accompanying drawings. The scope of the present invention is not limited. Therefore, it will be apparent to those skilled in the art that various substitutions, modifications, and changes are possible without departing from the technical spirit of the present invention, and it is obvious that a part easily changeable by a person skilled in the art is included in the scope of the present invention.
Claims (11)
상기 침탄조의 상기 침탄 온도 및 공정 압력을 설정시간 동안 유지하면서 상기 대상 금속 제품에 탄소를 확산시키는 침탄 확산 단계;를 포함하는 것을 특징으로 하는 내구성 향상을 위한 침탄 열처리 방법.The target metal product is introduced into a carburizing tank, heated to a set carburizing temperature, has an oxygen partial pressure (pO 2 ) of 10 -17 to 10 -23 atm, and a ratio of carbon monoxide partial pressure (pCO) and carbon dioxide partial pressure (pCO 2 ), pCO/pCO. the value of 2 by supplying a carburizing gas containing 1 to 75 carburizing step of carburizing the acceleration; And
Carburizing heat treatment method for improving durability, comprising; carburizing diffusion step of diffusing carbon to the target metal product while maintaining the carburizing temperature and process pressure of the carburizing tank for a set time.
상기 침탄 가스에서 일산화탄소 분압(pCO)은 5 내지 22%인 것을 특징으로 하는 내구성 향상을 위한 침탄 열처리 방법.According to claim 1,
Carbon monoxide partial pressure (pCO) in the carburizing gas is a carburizing heat treatment method for improving durability, characterized in that 5 to 22%.
상기 침탄 가스에서 이산화탄소 분압(pCO2)은 0.3 내지 5%인 것을 특징으로 하는 내구성 향상을 위한 침탄 열처리 방법.According to claim 1,
The carbon dioxide partial pressure (pCO 2 ) in the carburizing gas is a carburizing heat treatment method for improving durability, characterized in that 0.3 to 5%.
상기 침탄 온도는 850 내지 1050℃인 것을 특징으로 하는 내구성 향상을 위한 침탄 열처리 방법.According to claim 1,
The carburization temperature is 850 to 1050 ℃ carburization heat treatment method for improving durability, characterized in that.
상기 침탄 가스에서 산소와 탄화수소 연료가 2~6.5 : 1 이하 부피 비율로 포함하는 것을 특징으로 하는 내구성 향상을 위한 침탄 열처리 방법.According to claim 1,
Carburizing heat treatment method for improving durability, characterized in that the carburizing gas contains oxygen and hydrocarbon fuel in a volume ratio of 2 to 6.5:1 or less.
상기 탄화수소 연료가 메탄인 경우는, 산소와 메탄은 2 : 1 이하 부피 비율인 것을 특징으로 하는 내구성 향상을 위한 침탄 열처리 방법.The method of claim 5,
When the hydrocarbon fuel is methane, carburization heat treatment method for improving durability, characterized in that the volume ratio of oxygen and methane is 2: 1 or less.
상기 탄화수소 연료가 프로판인 경우는, 산소와 프로판은 6.5 : 1 이하 부피 비율인 것을 특징으로 하는 내구성 향상을 위한 침탄 열처리 방법.The method of claim 5,
When the hydrocarbon fuel is propane, oxygen and propane have a volume ratio of 6.5:1 or less.
상기 침탄 단계는 80분 내지 100분 동안 수행하는 것을 특징으로 하는 내구성 향상을 위한 침탄 열처리 방법.According to claim 1,
The carburization step is a carburization heat treatment method for improving durability, characterized in that performed for 80 minutes to 100 minutes.
상기 침탄 확산 단계는 40분 내지 60분 동안 수행하는 것을 특징으로 하는 내구성 향상을 위한 침탄 열처리 방법.According to claim 1,
The carburization diffusion step is a carburization heat treatment method for improving durability, characterized in that performed for 40 minutes to 60 minutes.
상기 침탄 단계 이전에 대상 금속 제품의 표면에 잔존하는 이물질 제거를 위한 세척하는 전처리 단계;를 포함하는 내구성 향상을 위한 침탄 열처리 방법.According to claim 1,
The carburizing heat treatment method for improving durability, including; a pre-treatment step of washing to remove foreign substances remaining on the surface of the target metal product before the carburizing step.
상기 대상 금속 제품은 변속기용 부품인 것을 특징으로 하는 내구성 향상을 위한 침탄 열처리 방법.According to claim 1,
The target metal product is a carburizing heat treatment method for improving durability, characterized in that the transmission parts.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180157153A KR102610325B1 (en) | 2018-12-07 | 2018-12-07 | The method of carburizing for improve durability |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180157153A KR102610325B1 (en) | 2018-12-07 | 2018-12-07 | The method of carburizing for improve durability |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200069745A true KR20200069745A (en) | 2020-06-17 |
| KR102610325B1 KR102610325B1 (en) | 2023-12-06 |
Family
ID=71405436
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020180157153A KR102610325B1 (en) | 2018-12-07 | 2018-12-07 | The method of carburizing for improve durability |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR102610325B1 (en) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR19980071378A (en) * | 1997-02-18 | 1998-10-26 | 하라다 겐조 | Atmosphere control method and apparatus in heat treatment furnace |
| JP6082302B2 (en) | 2013-03-29 | 2017-02-15 | 株式会社神戸製鋼所 | Carburized parts with excellent surface fatigue strength and manufacturing method thereof |
| KR20170052485A (en) * | 2015-10-30 | 2017-05-12 | 한국생산기술연구원 | Low-Temperature Vacuum Carburizing Method |
| JP2017166035A (en) | 2016-03-17 | 2017-09-21 | 株式会社日本テクノ | Gas carburization method and gas carburization apparatus |
-
2018
- 2018-12-07 KR KR1020180157153A patent/KR102610325B1/en active IP Right Grant
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR19980071378A (en) * | 1997-02-18 | 1998-10-26 | 하라다 겐조 | Atmosphere control method and apparatus in heat treatment furnace |
| JP6082302B2 (en) | 2013-03-29 | 2017-02-15 | 株式会社神戸製鋼所 | Carburized parts with excellent surface fatigue strength and manufacturing method thereof |
| KR20170052485A (en) * | 2015-10-30 | 2017-05-12 | 한국생산기술연구원 | Low-Temperature Vacuum Carburizing Method |
| JP2017166035A (en) | 2016-03-17 | 2017-09-21 | 株式会社日本テクノ | Gas carburization method and gas carburization apparatus |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102610325B1 (en) | 2023-12-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4049472A (en) | Atmosphere compositions and methods of using same for surface treating ferrous metals | |
| US20100126632A1 (en) | Manufacturing method for high-concentration carburized steel | |
| US9260775B2 (en) | Low alloy steel carburization and surface microalloying process | |
| EP0465333B1 (en) | Method and installation for the cementation of metallic alloy articles at low pressure | |
| JP2013221203A (en) | Nitrided steel member and method for manufacturing the same | |
| CN113862610B (en) | Pretreatment method for improving corrosion resistance of carburized layer | |
| US8425691B2 (en) | Stainless steel carburization process | |
| EP2706131B1 (en) | Method for manufacturing machine part | |
| JP4629064B2 (en) | Manufacturing method of carburized parts | |
| Wongpanya et al. | Nanomechanical properties and thermal stability of Al–N-co-doped DLC films prepared by filtered cathodic vacuum arc deposition | |
| GB2333782A (en) | Method of production of rolling bearing | |
| JP5599211B2 (en) | Manufacturing method of bearing parts and bearing parts | |
| KR20200069745A (en) | The method of carburizing for improve durability | |
| JP4327781B2 (en) | Manufacturing method of carburized parts | |
| JP2010222636A (en) | Surface treatment method of steel product | |
| JP5548920B2 (en) | Method for carburizing a workpiece having an edge | |
| US20100139812A1 (en) | Case hardening titanium and its alloys | |
| JP2010222649A (en) | Production method of carbon steel material and carbon steel material | |
| KR102494316B1 (en) | Gas carburizing method for reductions of raw materials of carburizing and grain boundary oxidation | |
| CN107532273B (en) | Method and device for processing articles | |
| JP2014105363A (en) | Ferritic surface-modified metal member and method of producing ferritic surface-modified metal member | |
| RU2796338C1 (en) | Method for surface treatment of heat-resistant stainless steel | |
| JP4858071B2 (en) | Steel surface treatment method and surface-treated steel material | |
| US10508331B2 (en) | Method for manufacturing ferritic stainless steel product | |
| RU2790841C1 (en) | Method for surface treatment of heat-resistant stainless steel |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E90F | Notification of reason for final refusal | ||
| E701 | Decision to grant or registration of patent right |