KR20200047625A - 열연 강판 및 그 제조 방법 - Google Patents
열연 강판 및 그 제조 방법 Download PDFInfo
- Publication number
- KR20200047625A KR20200047625A KR1020207008951A KR20207008951A KR20200047625A KR 20200047625 A KR20200047625 A KR 20200047625A KR 1020207008951 A KR1020207008951 A KR 1020207008951A KR 20207008951 A KR20207008951 A KR 20207008951A KR 20200047625 A KR20200047625 A KR 20200047625A
- Authority
- KR
- South Korea
- Prior art keywords
- less
- rolling
- ferrite
- hot
- steel sheet
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Heat Treatment Of Steel (AREA)
Abstract
소정의 조성을 갖고, 동일 입자 내의 평균 방위 차가 0.5 내지 5.0°인 페라이트를 30 내지 70체적% 포함하고, 상기 페라이트와 마르텐사이트를 합계로 90체적% 이상 포함하고, 잔부 조직이 10체적% 이하이고, 상기 페라이트의 평균 결정 입경이 0.5 내지 5.0㎛이고, 마르텐사이트와 잔부 조직의 평균 결정 입경이 1.0 내지 10㎛인 열연 강판이 제공된다. 최종 패스를 포함하는 2 패스 이상의 연속한 압연이 압연 온도: A점 이상 Ae3점 미만, 변형 속도: 1.0 내지 50/초, 및 패스간 시간: 10초 이내의 조건 하에서 행해지고, 상기 조건을 만족시키는 모든 패스의 총 변형량이 1.4 내지 4.0인 공정, 20℃/초 이상의 평균 냉각 속도로 냉각하는 공정, 그리고 강판을 실온 이상 300℃ 미만에서 권취하는 공정을 포함하는 열연 강판의 제조 방법이 제공된다.
Description
본 발명은, 자동차의 구조 부품이나 골격, 휠 디스크의 소재로서 적합한, 피로 특성과 신장 플랜지성이 우수한 인장 강도 590MPa 이상의 열연 강판 및 그 제조 방법에 관한 것이다.
자동차용 강재의 기계적 성질을 높이는 방법으로서, 그 강재의 조직 중의 결정립을 미세화하는 것이 유효한 것이 알려져 있다. 결정립의 미세화에 대해서는 여러가지 연구·개발이 행하여지고 있다.
예를 들어, 특허문헌 1에는, C: 0.01 내지 0.20중량%, Si: 1.00중량% 이하, Mn: 2.00중량% 이하, Al: 0.10중량% 이하, N: 0.0070중량% 이하, Nb: 0.005 내지 0.15중량%를 포함하는 강괴 또는 슬래브를, Nb≤0.015중량%의 경우, Tc=850+139000×〔Nb중량%〕×〔C중량%+12/14N중량%〕 이하로 가열하고, Nb>0.015중량%의 경우, Tc=961+51000×〔Nb질량%〕×〔C질량%+12/14N질량%〕 이하로 가열하고, 850 내지 Ar3-50℃의 온도 범위에서 열간 압연 후, 냉각 속도 30℃/초 이상으로 냉각한 후, 450℃ 내지 150℃의 온도 범위에서 권취함으로써, 평균 입경이 2 내지 3㎛의 미세 페라이트가 면적률로 70% 이상, 베이나이트와 마르텐사이트를 포함하는 조직의 면적률이 20% 이하이며, 잔부의 면적률이 평균 입경 10㎛ 이하의 페라이트 혼립 조직으로 이루어지는 강도, 연성, 인성 및 피로 특성이 우수한 열연 고장력 강판을 제조하는 것이 제안되어 있다.
또한, 특허문헌 2에는, 성분이 wt%로, C: 0.01 내지 0.10%, Si: 1.5% 이하, Mn: 1.0 초과 내지 2.5%, P: 0.15% 이하, S: 0.008% 이하, Al: 0.01 내지 0.08%, Ti, Nb의 1종 또는 2종의 합계: 0.32 내지 0.60%, 잔부 Fe 및 불가피적 불순물로 이루어지는 연속 주조 슬래브를 1100℃ 초과의 온도로 가열한 후, 마무리 압연 온도를 Ar3점 이상으로 하여 열간 압연한 후, 10 내지 150℃/s의 냉각 속도로 냉각하고, 권취 온도를 500 내지 700℃로 하여 권취함으로써, 페라이트양이 면적률로 95% 이상이고, 또한 페라이트의 평균 결정 입경이 2.0 내지 10.0㎛이고, 조직 중에 마르텐사이트 및 잔류 오스테나이트를 포함하지 않고, 인장 강도가 490MPa 이상인 신장 플랜지성이 우수한 초미세 페라이트 조직 고강도 열연 강판을 제조하는 것이 제안되어 있다.
또한, 특허문헌 3에는, 질량%로, C: 0.03 내지 0.9%, Si: 0.01 내지 1.0%, Mn: 0.01 내지 5.0%, Al: 0.001 내지 0.5%, N: 0.001 내지 0.1%, Nb: 0.003 내지 0.5%, Ti: 0.003 내지 0.5%를 함유하고, 잔부가 Fe 및 불가피적 불순물로 이루어지고, 또한, C%+(12/14)N%≥(12/48)Ti%+(12/48)Nb%+0.03%를 만족시키는 강편을 주조 상태로, 압연하거나 혹은 압연하지 않고 그대로 한번 500℃ 내지 실온까지의 온도로 냉각한 후에, Ac3점-100℃ 내지 Ac3점 미만의 온도로 가열하고, 압연하거나 혹은 압연하지 않고 그대로 500℃ 내지 실온까지의 온도로 냉각 속도를 0.1 내지 50℃/초로 하여 냉각하고, 다시 700℃ 이하 550℃ 이상의 온도로 가열하고, 700℃ 이하 550℃ 이상의 온도에서 열간 압연을 행할 때에, 1 패스의 압하율을 20% 이상으로 하여 1 패스 또는 패스간 시간을 10초 이내로 한 연속하는 2 패스 이상의 가공을, 변형 속도를 1 내지 200/초, 총 변형량을 0.8 이상 5 이하로 되는 조건에서 행한 후, 방랭하는 것을 특징으로 하는 결정립이 미세한 고장력강의 제조 방법이 제안되어 있다. 특허문헌 3의 실시예에서는, 이 방법에 의해, 페라이트의 결정 입경이 최소로 0.6㎛까지 미세화되는 것이 구체적으로 나타나 있다.
재료의 고강도화는 일반적으로 피로 특성이나 신장 플랜지성 등의 재료 특성을 열화시키기 때문에, 이들의 재료 특성을 열화시키지 않고 고강도화를 도모하는 것이 고강도의 열연 강판을 개발하는 데 있어서 중요해진다.
그러나, 특허문헌 1에 기재된 열연 고장력 강판에서는, 조직이 페라이트와 마르텐사이트 및 베이나이트의 복합 조직으로 되어 있고, 조직간의 경도 차에 기인하여 신장 플랜지성이 낮다는 과제가 있었다.
또한, 특허문헌 2에 기재된 초미세 페라이트 조직 고강도 열연 강판에서는, 페라이트가 주상 때문에 강도가 낮고, 또한, Nb 및 Ti의 함유량이 많기 때문에, 경제성이 나쁘다는 과제가 있었다.
또한, 특허문헌 3에 기재된 고장력강의 제조 방법에서는, 압연 전에 냉각 공정을 사이에 넣음으로써 탄화물 등의 석출이 촉진될 우려가 있고, 그 후의 재가열 공정도 Ac3점-100℃ 내지 Ac3점 미만의 비교적 낮은 온도이기 때문에, 이러한 석출물이 석출한 경우에는 그 고용이 어렵고, 최종적으로 얻어지는 조직에 있어서 조대한 석출물이 잔류하여, 결과로서 반드시 충분히 높은 신장 플랜지성을 달성할 수는 없는 경우가 있었다.
본 발명은, 상기한 종래 기술의 문제를 해결하고, 피로 특성과 신장 플랜지성이 우수한 인장 강도 590MPa 이상의 열연 강판 및 그 제조 방법을 제공하는 것을 목적으로 한다.
본 발명자들은, 상기한 목적을 달성하기 위해서, 열연 강판 중의 페라이트와 잔부 조직의 경도 차를 저감시키는 방법, 또한 경제성을 고려하여 Nb 및 Ti를 필수적인 성분으로 하지 않는 결정립의 미세화 방법에 대해서도 예의 연구하였다. 그 결과, 페라이트와 마르텐사이트와 같이 조직간의 경도 차가 큰 복상 조직강에 있어서도, 동일 입자 내의 페라이트의 평균 방위 차가 큰 경우에는, 신장 플랜지성이 개선되는 것을 발견하였다. 또한, Nb 및 Ti를 함유하고 있지 않아도, 열연 강판의 제조 프로세스에 있어서 압연 온도, 변형 속도, 패스간 시간 및 총 변형량을 최적화함으로써, 압연 중에 페라이트 변태를 발생시켜서 페라이트의 평균 결정 입경을 5.0㎛ 이하까지 미세화할 수 있는 것을 발견하였다. 그리고, 이와 같이 하여 발생한 페라이트 중에는 고밀도의 전위가 도입되어 있기 때문에 전위 강화가 발생하고, 동일 입자 내의 페라이트의 평균 방위 차도 크기 때문에, 고강도를 갖고, 피로 특성과 신장 플랜지성도 우수한 열연 강판을 얻는 것이 가능하게 되는 것을 또한 발견하였다.
본 발명은, 이러한 지견에 기초하고, 또한 검토를 거듭하여 완성된 것이다. 즉, 본 발명의 요지는 다음과 같다.
[1] 질량%로,
C: 0.01% 이상 0.20% 이하,
Si: 1.0% 이하,
Mn: 3.0% 이하,
P: 0.040% 이하,
S: 0.004% 이하,
Al: 0.10% 이하,
N: 0.004% 이하를
함유하고, 잔부가 Fe 및 불순물로 이루어지는 조성을 갖고,
동일 입자 내의 평균 방위 차가 0.5° 이상 5.0° 이하인 페라이트를 30체적% 이상 70체적% 이하 포함하고,
상기 페라이트와 마르텐사이트를 합계로 90체적% 이상 포함하고,
잔부 조직이 10체적% 이하이고,
상기 페라이트의 평균 결정 입경이 0.5㎛ 이상 5.0㎛ 이하이고, 상기 마르텐사이트의 평균 결정 입경이 1.0㎛ 이상 10㎛ 이하이고, 상기 잔부 조직이 존재하는 경우, 상기 잔부 조직의 평균 결정 입경이 1.0㎛ 이상 10㎛ 이하인 것을 특징으로 하는, 열연 강판.
[2] 또한, 질량%로,
Nb: 0.01% 이상 0.20% 이하,
Ti: 0.01% 이상 0.15% 이하,
Mo: 0.01% 이상 1.0% 이하,
Cu: 0.01% 이상 0.5% 이하, 및
Ni: 0.01% 이상 0.5% 이하
중에서 선택되는 1종 또는 2종 이상을 함유하는 것을 특징으로 하는, 상기 [1]에 기재된 열연 강판.
[3] (a) 상기 [1] 또는 [2]에 기재된 조성을 갖는 강 소재를 주조 후 냉각하지 않고 그대로 열간 압연하거나 또는 일단 실온까지 냉각하고, 이어서 1100℃ 이상 1350℃ 이하로 가열하여 열간 압연하는 열간 압연 공정이며, 상기 열간 압연 공정이 주조 후의 강 소재를 복수의 압연 스탠드에 연속하여 통과시킴으로써 마무리 압연하는 것을 포함하고, 상기 마무리 압연의 모든 압연 스탠드에 있어서의 압연 온도가 A점 이상이고, 또한 상기 마무리 압연의 최종 패스를 포함하는 2 패스 이상의 연속한 압연이, 압연 온도: A점 이상 Ae3점 미만, 변형 속도: 1.0 내지 50/초, 및 패스간 시간: 10초 이내의 조건 하에서 행해지고, 상기 조건을 만족시키는 모든 패스의 총 변형량이 1.4 이상 4.0 이하인 열간 압연 공정,
(b) 마무리 압연된 강판을 20℃/초 이상의 평균 냉각 속도로 냉각하는 냉각 공정이며, 상기 냉각이 상기 열간 압연 공정 후 10초 이내에 개시되는 냉각 공정, 그리고
(c) 상기 강판을 실온 이상 300℃ 미만의 온도 범위에서 권취하는 권취 공정을 포함하는 것을 특징으로 하는, 열연 강판의 제조 방법.
여기서, A점은 하기(식 1)에서 구해지는 온도이고, Ae3점은 하기(식 2)에서 구해지는 온도이다.
A(℃)=910-310C-80Mn-20Cu-55Ni-80Mo (식 1)
Ae3(℃)=919-266C+38Si-28Mn-27Ni+12Mo (식 2)
식 중, C, Si, Mn, Cu, Ni 및 Mo는 각 원소의 함유량(질량%)이다.
본 발명에 따르면, 고강도이고 또한 극히 양호한 신장 플랜지성과 피로 특성을 갖는 열연 강판을 얻을 수 있고, 본 발명을 자동차의 구조 부품 등에 적용하면, 자동차의 안전성을 확보하면서 차체 중량을 경감할 수 있고, 환경 부하를 저감하는 것이 가능하게 된다.
<열연 강판>
본 발명의 열연 강판은, 소정의 조성을 갖고, 동일 입자 내의 평균 방위 차가 0.5° 이상 5.0° 이하인 페라이트를 30체적% 이상 70체적% 이하 포함하고, 상기 페라이트와 마르텐사이트를 합계로 90체적% 이상 포함하고, 잔부 조직이 10체적% 이하이고, 상기 페라이트의 평균 결정 입경이 0.5㎛ 이상 5.0㎛ 이하이고, 상기 마르텐사이트의 평균 결정 입경이 1.0㎛ 이상 10㎛ 이하이고, 상기 잔부 조직이 존재하는 경우, 상기 잔부 조직의 평균 결정 입경이 1.0㎛ 이상 10㎛ 이하인 것을 특징으로 하고 있다.
이하, 본 발명의 열연 강판에 대하여 구체적으로 설명한다. 먼저, 본 발명의 열연 강판의 화학 성분(조성)의 한정 이유에 대하여 설명한다. 또한, 이하의 화학 성분을 나타내는 %는, 모두 질량%를 의미한다.
[C: 0.01% 이상 0.20% 이하]
C는, 고용 강화와, ?칭성을 향상시켜, 잔부 조직에 저온 변태 상인 마르텐사이트를 생성시켜서 열연 강판의 강도를 확보하기 위하여 필요한 원소이고, 그를 위해서는 최저에서도 0.01% 이상이 필요하다. C 함유량은 0.02% 이상, 0.04% 이상 또는 0.05% 이상이어도 된다. 한편, 0.20%를 초과하는 C는, 가공성 및 용접성을 열화시킨다. 따라서, C 함유량은 0.20% 이하로 한다. C 함유량은 0.18% 이하, 0.16% 이하 또는 0.15% 이하여도 된다.
[Si: 1.0% 이하]
Si는 인성을 열화시키는 조대한 산화물이나 시멘타이트를 억제하고, 고용 강화에도 기여하는 원소이지만, 함유량이 1.0%를 초과하면 열연 강판의 표면 성상이 현저하게 열화되고, 화성 처리성이나 내식성의 저하를 초래한다. 따라서, Si 함유량은 1.0% 이하로 한다. 바람직하게는 0.9% 이하 또는 0.8% 이하이다. Si 함유량은 0%여도 되고, 예를 들어 0.01% 이상, 0.02% 이상 또는 0.4% 이상이어도 된다.
[Mn: 3.0% 이하]
Mn은, 고용되어 강의 강도 증가에 기여함과 함께, ?칭성을 높이는 원소이다. 한편, Mn이 3.0%를 초과하면, 그 효과가 포화할뿐만 아니라, 응고 편석에 의한 밴드상 조직을 형성하여 가공성 및 내지연 파괴 특성을 열화시킨다. 따라서, Mn 함유량은 3.0% 이하로 한다. 바람직하게는 2.8% 이하 또는 2.0% 이하로 한다. Mn 함유량은 0%여도 되고, 예를 들어 0.5% 이상, 1.0% 이상 또는 1.4% 이상이어도 된다.
[P: 0.040% 이하]
P는, 고용되어 강의 강도 증가에 기여하는 원소이지만, 입계, 특히 구 오스테나이트 입계에 편석하고, 저온 인성이나 가공성의 저하를 초래하는 원소이기도 하다. 이 때문에, P 함유량은 최대한 저감하는 것이 바람직하지만, 0.040%까지의 함유는 허용할 수 있다. 따라서, P 함유량은 0.040% 이하로 한다. 바람직하게는 0.030% 이하, 보다 바람직하게는 0.020% 이하이다. P 함유량은 0%여도 되지만, 과도하게 저감해도 정련 비용의 증대에 상응하는 효과가 얻어지지 않기 때문에, 바람직하게는 0.001%, 0.002% 이상, 0.003% 이상 또는 0.005% 이상이다.
[S: 0.004% 이하]
S는, Mn과 결합하여 조대한 황화물을 형성하고, 열연 강판의 가공성을 저하시킨다. 그 때문에, S 함유량은 최대한 저감하는 것이 바람직하지만, 0.004%까지의 함유는 허용할 수 있다. 따라서, S 함유량은 0.004% 이하로 한다. 바람직하게는 0.003% 이하, 보다 바람직하게는 0.002% 이하이다. S 함유량은 0%여도 되지만, 과도하게 저감해도 정련 비용의 증대에 상응하는 효과가 얻어지지 않기 때문에, 바람직하게는 0.0003% 이상, 0.0005% 이상 또는 0.001% 이상이다.
[Al: 0.10% 이하]
Al은, 탈산제로서 작용하고, 강의 청정도를 향상시키는 데 유효한 원소이다. 그러나, Al의 과잉의 추가는 산화물계 개재물의 증가를 초래하여, 열연 강판의 인성을 저하시킴과 함께, 흠집 발생의 원인으로 된다. 따라서, Al 함유량은 0.10% 이하로 한다. 바람직하게는 0.09% 이하, 보다 바람직하게는 0.08% 이하이다. Al 함유량은 0%여도 되지만, 과도하게 저감해도 정련 비용의 증대에 상응하는 효과가 얻어지지 않기 때문에, 바람직하게는 0.005% 이상, 0.008% 이상 또는 0.01% 이상이다.
[N: 0.004% 이하]
N은, 질화물 형성 원소와 결합함으로써 질화물로서 석출하고, 결정립의 미세화에 기여한다. 그러나, 0.004%를 초과하면, 고용 N으로서 존재하게 되고, 인성을 저하시킨다. 이 때문에, N 함유량은 0.004% 이하로 한다. 바람직하게는 0.003% 이하이다. N 함유량은 0%여도 되지만, 과도하게 저감해도 정련 비용의 증대에 상응하는 효과가 얻어지지 않기 때문에, 바람직하게는 0.0005% 이상, 0.0008% 이상 또는 0.001% 이상이다.
이상이 본 발명의 열연 강판 기본 성분이지만, 본 발명의 열연 강판은, 예를 들어 인성 향상이나 고강도화 등을 목적으로 하여, 필요에 따라, Nb: 0.01% 이상 0.20% 이하, Ti: 0.01% 이상 0.15% 이하, Mo: 0.01% 이상 1.0% 이하, Cu: 0.01% 이상 0.5% 이하 및 Ni: 0.01% 이상 0.5% 이하 중에서 선택되는 1종 또는 2종 이상을 함유할 수 있다.
[Nb: 0.01% 이상 0.20% 이하]
Nb는, 탄질화물의 형성을 통해 강판의 강도와 피로 강도의 증가에 기여하는 원소이다. 이러한 효과를 발현시키기 위해서는, Nb 함유량을 0.01% 이상으로 할 필요가 있다. 예를 들어, Nb 함유량은 0.02% 이상 또는 0.03% 이상이어도 된다. 한편, Nb 함유량이 0.20%를 초과하면, 변형 저항이 증가하기 때문에, 열연 강판의 제조 시의 열간 압연의 압연 하중이 증가하고, 압연기로의 부담이 너무 커져서 압연 조업 그 자체가 곤란해질 우려가 있다. 또한, Nb 함유량이 0.20%를 초과하면, 조대한 석출물을 형성하여 열연 강판의 인성이 저하되는 경향이 있다. 따라서, Nb 함유량은 0.20% 이하로 한다. 예를 들어, Nb 함유량은 0.15% 이하 또는 0.10% 이하여도 된다.
[Ti: 0.01% 이상 0.15% 이하]
Ti는, 미세한 탄질화물을 형성하여 결정립을 미세화함으로써, 강판의 강도와 피로 강도를 향상시킨다. 이와 같은 효과를 발현시키기 위해서는, Ti 함유량을 0.01% 이상으로 할 필요가 있다. 예를 들어, Ti 함유량은 0.02% 이상, 0.04% 이상 또는 0.05% 초과여도 된다. 한편, Ti 함유량이 0.15%를 초과하여 과잉이 되면, 상기한 효과가 포화하는 데다가, 조대한 석출물의 증가를 초래하여, 강판의 인성 저하를 초래한다. 따라서, Ti 함유량은 0.15% 이하로 한다. 바람직하게는 0.14% 이하 또는 0.10% 이하이다.
[Mo: 0.01% 이상 1.0% 이하]
Mo는, ?칭성을 높여, 강판의 고강도화에 기여하는 원소이다. 이러한 효과를 얻기 위해서는 Mo 함유량을 0.01% 이상으로 할 필요가 있다. 예를 들어, Mo 함유량은 0.02% 이상 또는 0.03% 이상이어도 된다. 그러나, Mo는, 합금 비용이 높고, 1.0%를 초과하면 용접성을 열화시킨다. 따라서, Mo 함유량은 1.0% 이하로 한다. 바람직하게는 0.5% 이하 또는 0.4% 이하이다.
[Cu: 0.01% 이상 0.5% 이하]
Cu는, 고용되어 강의 강도 증가에 기여하는 원소이다. 또한, Cu는, ?칭성을 향상시킨다. 이들 효과를 얻기 위해서는, Cu 함유량을 0.01% 이상으로 할 필요가 있다. 예를 들어, Cu 함유량은 0.05% 이상 또는 0.1% 이상이어도 된다. 그러나, Cu 함유량이 0.5%를 초과하면 열연 강판의 표면 성상의 저하를 초래한다. 따라서, Cu 함유량은 0.5% 이하로 한다. 바람직하게는 0.4% 이하 또는 0.3% 이하이다.
[Ni: 0.01% 이상 0.5% 이하]
Ni는, 고용되어 강의 강도 증가에 기여하고, 또한, ?칭성을 향상시키는 원소이다. 이들 효과를 얻기 위해서는, Ni 함유량을 0.01% 이상으로 할 필요가 있다. 예를 들어, Ni 함유량은 0.02% 이상 또는 0.1% 이상이어도 된다. 그러나, Ni는, 합금 비용이 높고, 0.5%를 초과하면 용접성을 열화시킨다. 따라서, Ni 함유량은 0.5% 이하로 한다. 바람직하게는 0.4% 이하 또는 0.3% 이하이다.
그 밖의 원소에 대해서는, 본 발명의 효과를 방해하지 않는 범위에서 포함되어 있어도 된다. 즉 잔부가 실질적으로 철이면 된다. 예를 들어 내지연 파괴 특성의 향상을 목적으로, Ca, REM(희토류 금속: Rare-Earth Metal) 등을 각각 0.005% 이하 함유해도 된다. 열간 가공성을 향상시키는 미량 원소 등을 함유할 수도 있다.
본 발명의 열연 강판에 있어서, 상기 성분 이외의 잔부는, Fe 및 불순물로 이루어진다. 여기서, 불순물이란, 열연 강판을 공업적으로 제조할 때에, 광석이나 스크랩 등과 같은 원료를 비롯하여, 제조 공정의 다양한 요인에 의해 혼입되는 성분이며, 본 발명의 열연 강판에 대하여 의도적으로 추가한 성분이 아닌 것을 포함하는 것이다. 또한, 불순물이란, 위에서 설명한 성분 이외의 원소이며, 당해 원소 특유의 작용 효과가 본 발명에 관한 열연 강판의 특성에 영향을 미치지 않는 레벨에서 당해 열연 강판 중에 포함되는 원소도 포함하는 것이다.
이어서, 본 발명에 관한 열연 강판의 조직의 한정 이유에 대하여 설명한다.
[동일 입자 내의 평균 방위 차 0.5° 이상 5.0° 이하의 페라이트: 30체적% 이상 70체적% 이하]
본 발명의 열연 강판의 조직은, 동일 입자 내의 평균 방위 차가 0.5° 이상 5.0° 이하인 페라이트를 30체적% 이상 70체적% 이하 포함한다.
여기서, 본 발명에 있어서 「동일 입자 내의 평균 방위 차」란, 인접하는 입자의 방위 차가 15° 이상의 것을 1개의 결정립으로 정의한 경우에, 어떤 1개의 결정립 내에 존재하는 결정의 흐트러짐을 나타내는 지표이다. 통상의 페라이트 변태에 의해 발생한 페라이트에서는, 동일 입자 내의 평균 방위 차는 0.0°인 것이 대부분이다. 한편, 본 발명과 같이 압연 중에 페라이트 변태가 발생한 경우, 페라이트에도 가공이 실시되기 때문에, 페라이트 입자 내에 결정의 흐트러짐이 발생하고, 동일 입자 내의 평균 방위 차가 커진다. 마르텐사이트와의 경도 차를 저감시키기 위해서는, 동일 입자 내의 평균 방위 차가 0.5° 이상일 필요가 있다. 한편, 동일 입자 내의 평균 방위 차가 5.0°를 초과하면, 페라이트의 연성이 열화된다. 따라서, 동일 입자 내의 평균 방위 차는 0.5° 이상 5.0° 이하로 한다. 보다 바람직하게는 0.7° 이상 3.5° 이하이다.
본 발명에 관한 열연 강판에 있어서, 동일 입자 내의 평균 방위 차가 0.5° 이상 5.0° 이하인 페라이트가 30체적%보다도 적어지면, 세립 조직의 분율이 저하되고, 충분한 피로 특성을 확보하는 것이 곤란해지기 때문에, 상기 페라이트의 체적률은 30체적% 이상으로 한다. 또한, 상기 페라이트의 체적률을 증가시키기 위해서는 열간 압연 시의 압하율을 올리거나 또는 열간 압연 시의 온도를 낮게 할 필요가 있지만, 70체적%를 초과하는 것과 같은 조건으로 한 경우에는, 동일 입자 내의 평균 방위 차가 5.0°를 초과할 가능성이 높아져, 페라이트의 연성이 열화되고, 신장 플랜지성이 저하될 우려가 있다. 따라서, 동일 입자 내의 평균 방위 차가 0.5° 이상 5.0° 이하인 페라이트의 체적률은 30체적% 이상 70체적% 이하로 한다. 바람직하게는 35체적% 이상 또는 40체적% 이상이고, 및/또는 65체적% 이하 또는 60체적% 이하이다.
[동일 입자 내의 평균 방위 차 0.5° 이상 5.0° 이하의 페라이트와 마르텐사이트의 합계 90체적% 이상, 및 잔부 조직 10체적% 이하]
본 발명에 관한 열연 강판은, 동일 입자 내의 평균 방위 차가 0.5° 이상 5.0° 이하인 페라이트와 마르텐사이트를 합계로 90체적% 이상, 바람직하게는 95체적% 이상 또는 100체적% 포함한다. 잔부 조직은, 특별히 한정되지 않지만, 예를 들어 베이나이트, 동일 입자 내의 평균 방위 차가 0.5° 미만의 페라이트 및 잔류 오스테나이트의 1종 혹은 2종 이상을 포함하거나, 또는 베이나이트, 동일 입자 내의 평균 방위 차가 0.5° 미만의 페라이트 및 잔류 오스테나이트의 1종 혹은 2종 이상으로 이루어진다. 잔부 조직이 10체적%보다도 많아지면, 원하는 강도 및/또는 신장 플랜지성을 달성하는 것이 어려워지기 때문에, 잔부 조직은 10체적% 이하로 한다. 보다 바람직하게는, 잔부 조직은 5체적% 이하이고, 0체적%여도 된다. 또한, 잔부 조직이 10체적% 초과이고, 당해 잔부 조직의 베이나이트 분율이 비교적 높은 경우에는, 피로 특성이 저하되는 경우가 있다.
[동일 입자 내의 평균 방위 차 0.5° 이상 5.0° 이하의 페라이트 평균 결정 입경: 0.5㎛ 이상 5.0㎛ 이하]
본 발명에 있어서 「평균 결정 입경」이란, 인접하는 입자의 방위 차가 15° 이상인 것을 1개의 결정립으로 정의한 경우에 산출되는 값으로 한다. 동일 입자 내의 평균 방위 차가 0.5° 이상 5.0° 이하인 페라이트의 평균 결정 입경이 5.0㎛를 초과하면, 피로 강도나 인성이 열화되기 때문에, 평균 결정 입경은 5.0㎛ 이하일 필요가 있다. 한편, 평균 결정 입경을 0.5㎛보다도 작게 하기 위해서는, 압연 시에 대변형 가공이 필요해지고, 압연기에 큰 부하가 걸림과 함께, 동일 입자 내의 평균 방위 차가 5.0°를 초과할 가능성이 높아진다. 이 때문에, 평균 결정 입경은 0.5㎛ 이상으로 한다. 따라서, 동일 입자 내의 평균 방위 차가 0.5° 이상 5.0° 이하인 페라이트의 평균 결정 입경은 0.5㎛ 이상 5.0㎛ 이하이고, 바람직하게는 0.7㎛ 이상 또는 1.0㎛ 이상이고, 및/또는 4.5㎛ 이하 또는 4.0㎛ 이하이다.
[마르텐사이트와 잔부 조직의 평균 결정 입경: 1.0㎛ 이상 10㎛ 이하]
마르텐사이트 및 존재하는 경우에는 잔부 조직의 평균 결정 입경은, 1.0㎛보다도 작아지면 마르텐사이트나 잔부 조직에 포함되는 베이나이트 등이 고강도화하고, 상기 페라이트와의 경도 차가 커지고, 신장 플랜지성이 열화된다. 또한, 10㎛보다도 커지면, 피로 특성과 인성의 열화가 염려된다. 따라서, 마르텐사이트와 잔부 조직, 특히 베이나이트의 평균 결정 입경은 1.0㎛ 이상 10㎛ 이하이고, 바람직하게는 1.5㎛ 이상 혹은 2.0㎛ 이상이고, 및/또는 8.0㎛ 이하 혹은 5.0㎛ 이하이다.
각 상 또는 조직의 동정이나 평균 결정 입경의 산출은, 주사형 전자 현미경으로 촬상한 조직 사진을 사용한 화상 처리나 후방 산란 전자 회절상 해석(EBSP 또는 EBSD)에 의해 행할 수 있다.
보다 구체적으로는, 동일 입자 내의 평균 방위 차가 0.5° 이상 5.0° 이하의 페라이트의 체적률은, 이하와 같이 하여 결정된다. 강판의 판 폭을 W로 한 때, 강판의 폭 방향에서 편단으로부터 1/4W(폭) 또는 3/4W(폭) 위치에 있어서, 강판의 폭 방향을 압연 방향으로부터 본 단면(폭 방향 단면)이 관찰면으로 되도록 시료를 채취하고, 강판 표면으로부터 판 두께의 1/4 깊이 위치에서, 강판의 폭 방향 200㎛×두께 방향 100㎛의 직사각형 영역을 0.2㎛의 측정 간격으로 EBSD 해석한다. 여기서 EBSD 해석은, 예를 들어 서멀 전계 방사형 주사 전자 현미경과 EBSD 검출기로 구성된 장치를 사용하여, 200 내지 300점/초의 해석 속도로 실시한다. 여기서, 방위 차는, 상기에 의해 측정한 각 측정점의 결정 방위 정보에 기초하여, 인접하는 측정점끼리의 결정 방위의 차를 구한 것이다. 이 방위 차가 15° 이상일 때, 인접하는 측정점끼리의 중간을 입계라고 판단하고, 이 입계에 의해 둘러싸인 영역을 본 발명에 있어서 결정립이라고 정의한다. 이 결정립의 동일 입자 내의 방위 차를 단순 평균하여 평균 방위 차를 계산한다. 그리고, 동일 입자 내의 평균 방위 차가 0.5° 이상 5.0° 이하인 페라이트의 결정립 면적률을 구하고, 이것을 동일 입자 내의 평균 방위 차가 0.5° 이상 5.0° 이하인 페라이트의 체적률로 한다. 또한, 동일 입자 내의 평균 방위 차의 산출은, EBSD 해석 장치에 부속의 소프트웨어를 사용하여 구할 수 있다. 또한, 마르텐사이트도 동일 입자 내의 평균 방위 차가 0.5° 이상으로 될 가능성이 있지만, 마르텐사이트는 형상이 라스상의 조직을 나타내는 점에서, SEM상에 있어서 라스상의 조직을 갖는 것은 마르텐사이트로 하고, 그 면적률을 마르텐사이트의 체적률로 한다.
본 발명에 있어서의 「동일 입자 내의 평균 방위 차 0.5° 이상 5.0° 이하의 페라이트」, 「마르텐사이트」 및 「잔부 조직」의 각각의 평균 결정 입경은, 상기의 EBSD 해석에 의해 구한 값을 사용하여 결정된다. 구체적으로는, 방위 차 15° 이상의 경계를 입계로 하여, 하기 식에서 산출되는 값을 평균 결정 입경으로 한다. 식 중, N은 평균 결정 입경의 평가 영역에 포함되는 결정립의 수, Ai는 i번째(i=1, 2, ··, N)의 입자의 면적, di는 i번째의 결정립의 원 상당 직경을 나타낸다. 이들의 데이터는 EBSD 해석에 의해 용이하게 구해진다.

본 발명에 따르면, 상기의 화학 성분(조성) 및 조직을 만족시킴으로써, 고강도이고 또한 피로 특성과 신장 플랜지성이 우수한 열연 강판을 얻을 수 있다. 따라서, 본 발명에 관한 열연 강판을 자동차의 구조 부품 등에 적용한 경우에는, 필요한 강도를 확보한 채 판 두께를 얇게 할 수 있고, 자동차의 연비 향상에 공헌할 수 있게 된다.
<열연 강판의 제조 방법>
이어서, 본 발명에 관한 열연 강판의 제조 방법에 대하여 설명한다.
본 발명에 관한 열연 강판의 제조 방법은,
(a) 위에서 설명한 화학 성분(조성)을 갖는 강 소재를 주조 후 냉각하지 않고 그대로 열간 압연하거나 또는 일단 실온까지 냉각하고, 이어서 1100℃ 이상 1350℃ 이하로 가열하여 열간 압연하는 열간 압연 공정이며, 상기 열간 압연 공정이 주조 후의 강 소재를 복수의 압연 스탠드에 연속하여 통과시킴으로써 마무리 압연하는 것을 포함하고, 상기 마무리 압연의 모든 압연 스탠드에 있어서의 압연 온도가 A점 이상이고, 또한 상기 마무리 압연의 최종 패스를 포함하는 2 패스 이상의 연속한 압연이, 압연 온도: A점 이상 Ae3점 미만, 변형 속도: 1.0 내지 50/초, 및 패스간 시간: 10초 이내의 조건 하에서 행해지고, 상기 조건을 만족시키는 모든 패스의 총 변형량이 1.4 이상 4.0 이하인 열간 압연 공정,
(b) 마무리 압연된 강판을 20℃/초 이상의 평균 냉각 속도로 냉각하는 냉각 공정이며, 상기 냉각이 상기 열간 압연 공정 후 10초 이내에 개시되는 냉각 공정, 그리고
(c) 상기 강판을 실온 이상 300℃ 미만의 온도 범위에서 권취하는 권취 공정을 포함하는 것을 특징으로 하고 있다.
여기서, A점은 하기(식 1)에서 구해지는 온도이고, Ae3점은 하기(식 2)에서 구해지는 온도이다.
A(℃)=910-310C-80Mn-20Cu-55Ni-80Mo (식 1)
Ae3(℃)=919-266C+38Si-28Mn-27Ni+12Mo (식 2)
식 중, C, Si, Mn, Cu, Ni 및 Mo는 각 원소의 함유량(질량%)이다.
이하, 본 발명의 제조 방법에 대하여 상세하게 설명한다.
[(a) 열간 압연 공정]
열간 압연 공정은, 위에서 설명한 화학 성분(조성)을 갖는 주조 후의 강 소재를 복수의 압연 스탠드에 연속하여 통과시킴으로써 마무리 압연하는 것을 포함한다. 또한, 마무리 압연 전 또는 마무리 압연에 있어서의 압연 스탠드간의 압연 도중에 디스케일링을 행해도 된다. 본 발명의 방법에서는, 마무리 압연은, 나중에 설명한 바와 같이, 압연 중에 페라이트 변태를 발생시키기 때문에 저변형 속도로 행하여진다. 따라서, 마무리 압연은, 이러한 저변형 속도에서의 압연이 용이한 연속 주조와 마무리 압연을 연결한 직송 압연에 의해 행하는 것이 바람직하다. 그러나, 일반적인 열연 방법인 슬래브의 재가열-조압연-마무리 압연과 같은 방법을 취해도 된다. 그 경우, 슬래브 가열 온도는, 슬래브의 균질화를 위해 1100℃ 이상으로 하고, 오스테나이트 입경의 조대화를 방지하기 위해서 1350℃ 이하로 한다. 또한, 강 소재의 제조 방법은, 특정한 방법에는 한정되지 않고, 상기한 화학 성분을 갖는 용강을, 전로 등에서 용제하고, 연속 주조 등의 주조 방법으로 슬래브 등의 강 소재로 하는 상용의 방법 모두 적용할 수 있다.
(마무리 압연의 모든 압연 스탠드에 있어서의 압연 온도: A점 이상)
본 발명의 방법에서는, 마무리 압연은, 주조한 채의 강 소재 즉 주조 직후의 강 소재 또는 가열 후의 강 소재를 복수의 압연 스탠드에 연속하여 통과시킴으로써행해지고, 마무리 압연의 모든 압연 스탠드에 있어서의 압연 온도가 하기(식1)로 구해지는 A점 이상이다.
A(℃)=910-310C-80Mn-20Cu-55Ni-80Mo (식 1)
식 중, C, Mn, Cu, Ni 및 Mo는 각 원소의 함유량(질량%)이다.
A점 미만이 되면, 압연 중의 페라이트 변태에 더하여, 온도의 저온화에 수반하는 페라이트 변태가 발생하게 된다. 후자의 페라이트 변태에 의해 발생하는 페라이트는 결정 입경이 크고, 인장 강도나 피로 강도의 저하를 초래한다. 또한, 이러한 페라이트가 발생함으로써 조직 분율의 제어도 곤란해진다. 따라서, 모든 압연 스탠드에 있어서의 온도는 A점 이상일 필요가 있다. 예를 들어, 모든 압연 스탠드에 있어서의 온도는 1100℃ 이하여도 된다.
(마무리 압연의 최종 패스를 포함하는 2 패스 이상의 연속한 압연의 압연 온도: A점 이상 Ae3점 미만)
이 압연 온도가 하기(식 2)에서 구해지는 Ae3점 이상이 되면, 압연 중에 페라이트 변태를 시키는 것이 곤란해지기 때문에, Ae3점 미만으로 한다.
Ae3(℃)=919-266C+38Si-28Mn-27Ni+12Mo (식 2)
식 중, C, Si, Mn, Ni 및 Mo는 각 원소의 함유량(질량%)이다.
또한, A점 미만이 되면, 압연 중의 페라이트 변태에 추가하여, 온도의 저온화에 수반하는 페라이트 변태가 발생하게 된다. 후자의 페라이트 변태에 의해 발생하는 페라이트는 결정 입경이 크고, 인장 강도나 피로 강도의 저하를 초래한다. 또한, 이러한 페라이트가 발생함으로써 조직 분율의 제어도 곤란해진다. 따라서, 마무리 압연의 최종 패스를 포함하는 2 패스 이상의 연속한 압연의 압연 온도는 A점 이상 Ae3점 미만으로 한다.
(마무리 압연의 최종 패스를 포함하는 2 패스 이상의 연속한 압연의 변형 속도: 1.0 내지 50/초)
압연 중에 페라이트 변태를 발생시키기 위해서는, 변형 속도가 저속인 쪽이 바람직하다. 변형 속도가 50/초를 초과한 경우, 페라이트 변태를 시키는데 필요한 압하량이 커지고, 압연기로의 부하가 증가한다. 또한, 가공 발열이 커지고, 압연 온도가 Ae3점 이상으로 될 가능성이 높아진다. 따라서, 변형 속도는 50/초 이하로 한다. 또한, 변형 속도가 1.0/초 미만인 경우, 압연기의 롤에 의한 히트 싱크의 영향이 커지고, 압연 온도가 A점 미만으로 될 가능성이 높아진다. 따라서, 변형 속도는 1.0/초 이상 50/초 이하로 한다. 보다 바람직하게는 1.5/초 이상, 30/초 이하이다.
(마무리 압연의 최종 패스를 포함하는 2 패스 이상의 연속한 압연의 패스간 시간: 10초 이내)
패스간 시간은, 압연 스탠드간에서의 변형의 회복이나 재결정 거동에 영향을 미친다. 패스간 시간이 10초를 초과하면, 스탠드간에서의 변형의 회복 및 재결정이 발생하고, 전의 압연 패스에서 축적한 변형이 해방되어 버리기 때문에, 압연 중에 페라이트 변태를 발생시키는 것이 곤란해진다. 따라서, 패스간 시간은 10초 이내로 한다. 바람직하게는 8.5초 이내, 7초 이내 또는 5초 이내이다. 예를 들어, 패스간 시간은 1초 이상이어도 된다.
(총 변형량: 1.4 이상 4.0 이하)
상기 마무리 압연의 최종 패스를 포함하는 2 패스 이상의 연속한 압연이, 압연 온도: A점 이상 Ae3점 미만, 변형 속도: 1.0 내지 50/초, 및 패스간 시간: 10초 이내의 조건을 만족시키는 모든 패스의 총 변형량은 1.4 이상 4.0 이하로 한다. 이 총 변형량은 압연 중에 발생하는 페라이트 변태량과 그 페라이트 입자 내의 평균 방위 차 및 마르텐사이트의 미세화에 큰 영향을 미친다. 총 변형량이 1.4 미만이면, 충분한 양의 페라이트 변태를 발생시키는 것이 곤란하고, 또한, 마르텐사이트 결정 입경이 조대화한다. 한편, 총 변형량이 4.0을 초과하면, 압연 중에 발생한 페라이트의 동일 입자 내의 평균 방위 차가 5.0을 초과하고, 페라이트의 연성이 저하된다. 그 외에, 압연 중의 페라이트 변태량이 커지고, 마르텐사이트 양이 감소하기 때문에 강도 부족을 초래한다. 따라서, 당해 총 변형량은 1.4 이상 4.0 이하로 한다. 바람직하게는 1.6 이상 3.5 이하이다.
상기의 압연 조건이 연속하지 않는 경우에는, 압연 중에 페라이트 변태를 발생시킬 수 없게 되거나 및/또는 압연 중에 발생한 페라이트가 오스테나이트로 역변태를 일으키고, 결과로서 최종 조직의 페라이트 분율이 작아져, 얻어지는 열연 강판의 신장이 저하된다. 또한, 최종 패스가 압연 조건을 만족시키지 않는 경우에는, 최종 패스에서 페라이트로부터 오스테나이트로의 역변태가 발생하고, 최종 조직의 페라이트 분율이 감소하여 신장이 저하되거나 및/또는 페라이트가 회복하여 마르텐사이트와의 경도 차가 커지고, 신장 플랜지성이 저하된다. 혹은, 최종 패스의 압연 온도가 A점 미만이 되면, 압연 중의 페라이트 변태에 추가하여, 온도의 저온화에 수반하는 페라이트 변태가 발생하게 되고, 후자의 페라이트 변태에 의해 발생하는 페라이트는 결정 입경이 크고, 인장 강도나 피로 강도의 저하를 초래한다. 따라서, 마무리 압연의 최종 패스를 포함하는 2 패스 이상의 연속한 압연은, 압연 온도: A점 이상 Ae3점 미만, 변형 속도: 1.0 내지 50/초, 및 패스간 시간: 10초 이내의 조건 하에서 또한 당해 조건을 만족시키는 모든 패스의 총 변형량이 1.4 이상 4.0 이하로 되도록 행할 필요가 있다.
(조압연)
본 발명의 방법에서는, 예를 들어 판 두께 조정 등을 위해서, 마무리 압연 전에 강 소재에 대하여 조압연을 행해도 된다. 조압연은, 원하는 시트바 치수를 확보할 수 있으면 되고, 그 조건은 특별히 한정되지 않는다.
[(b) 냉각 공정]
본 발명의 방법에 의하면, 마무리 압연된 강판은, 냉각 공정에 있어서, 20℃/초 이상의 평균 냉각 속도로 냉각되고, 당해 냉각은 상기의 열간 압연 공정 후 10초 이내에 개시된다. 열간 압연 공정 종료 후로부터 냉각 개시까지 10초를 초과하면, 페라이트의 회복이 발생하여 마르텐사이트와의 경도 차가 커지고, 얻어지는 열연 강판의 신장 플랜지성이 저하된다. 바람직하게는, 냉각은 열간 압연 공정 후 9초 이내 또는 8초 이내에 개시된다. 또한, 평균 냉각 속도가 20℃/초 미만이면, 페라이트 중의 변형이 회복하여 연화되고, 마르텐사이트와의 경도 차가 커지고, 신장 플랜지성의 저하가 발생한다. 따라서, 열간 압연 공정 후의 냉각 평균 냉각 속도는 20℃/초 이상으로 한다. 바람직하게는 40℃/초 이상이다. 평균 냉각 속도의 상한은, 특별히 한정되지 않지만, 예를 들어 100℃/초 이하여도 된다.
[(c) 권취 공정]
상기 냉각 공정에 있어서 냉각 정지 온도까지 냉각된 강판은, 권취 공정에 있어서 실온 이상 300℃ 미만의 온도 범위에서 권취된다. 냉각 공정 후에 즉시 강판의 권취가 행해지기 때문에, 권취 온도는 냉각 정지 온도와 거의 동등하다. 권취 온도가 300℃ 이상이 되면, 폴리고날페라이트 또는 베이나이트가 다량으로 생성되기 때문에, 인장 강도 및 피로 강도가 저하된다. 따라서, 냉각 정지 온도로 되는 권취 온도는 300℃ 미만으로 한다. 예를 들어, 권취 온도는 250℃ 이하 또는 200℃ 이하여도 된다.
또한, 권취 후, 열연 강판에는 통상법에 따라서 조질 압연을 실시해도 되고, 또한, 산세를 실시하여 표면에 형성된 스케일을 제거해도 된다. 혹은, 용융 아연 도금, 전기 아연 도금 등의 도금 처리나, 화성 처리를 실시해도 된다.
본 발명의 열연 강판에 대하여 설명한 것과 동일한 조성을 갖는 강 소재를 주조 후, 위에서 설명한 바와 같이 열간 압연, 그 후의 냉각 및 권취 조작을 실시함으로써, 동일 입자 내의 평균 방위 차가 0.5° 이상 5.0° 이하인 페라이트를 30체적% 이상 70체적% 이하 포함하고, 상기 페라이트와 마르텐사이트를 합계로 90체적% 이상 포함하고, 잔부 조직이 10체적% 이하이고, 상기 페라이트의 평균 결정 입경이 0.5㎛ 이상 5.0㎛ 이하이고, 상기 마르텐사이트의 평균 결정 입경이 1.0㎛ 이상 10㎛ 이하이고, 상기 잔부 조직이 존재하는 경우, 상기 잔부 조직의 평균 결정 입경이 1.0㎛ 이상 10㎛ 이하인 열연 강판을 확실하게 제조할 수 있다. 그 때문에, 상기의 제조 방법에 의하면, 피로 특성과 신장 플랜지성이 우수한 인장 강도 590MPa 이상의 열연 강판을 제공하는 것이 가능하다.
이하, 실시예에 의해 본 발명을 보다 상세하게 설명하지만, 본 발명은 이들 실시예에 전혀 한정되는 것은 아니다.
실시예
표 1에 나타내는 화학 성분의 용강을 전로에서 용제하였다. 이어서, 이들의 강 소재를 표 2에 나타내는 열간 압연, 냉각 및 권취 조건에 의해 판 두께 3.0mm의 열연 강판을 제조하였다. 표 1에 나타내는 성분 이외의 잔부는 Fe 및 불순물이다. 또한, 제조한 열연 강판으로부터 채취한 시료를 분석한 성분 조성은, 표 1에 나타내는 강의 성분 조성과 동등하였다.
[표 1]

[표 2-1]

[표 2-2]
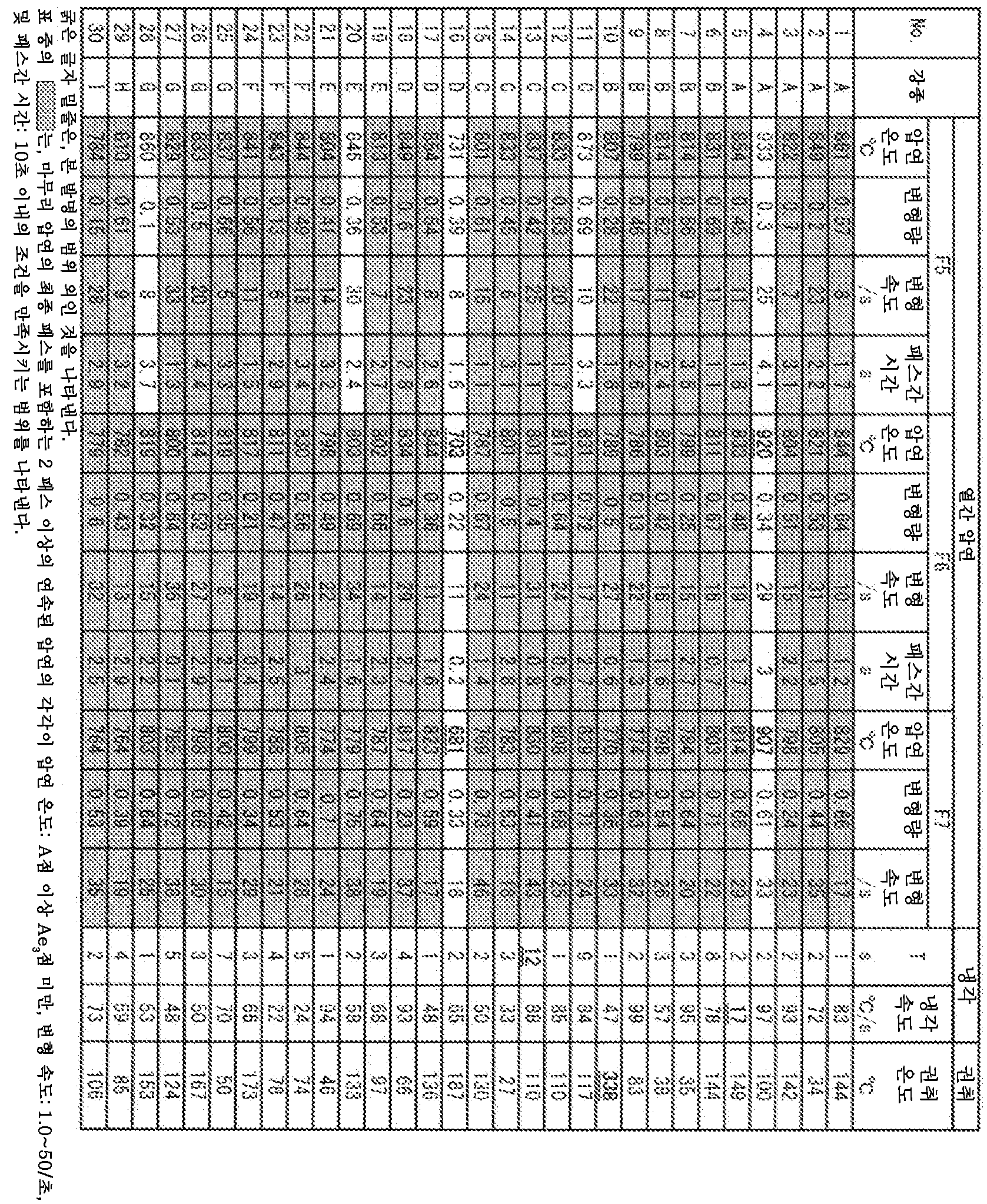
표 2 중의 「가열 온도」는 슬래브를 재가열하는 경우의 온도이고, 「직송」은 연속 주조와 마무리 압연을 연결시킨 직송 압연으로 마무리 압연을 실시한 것을 나타낸다. 또한, 「F1」 내지 「F7」은 마무리 압연에 있어서의 압연 스탠드를 나타내고 있고, 각 란에 있어서의 「압연 온도」는 스탠드 입측의 온도를 나타내고 있고, 「패스간 시간」은 당해 스탠드를 나온 직후로부터, 다음 스탠드에 도달할 때까지의 시간을 나타낸다. 또한, 「T」는 열간 압연 공정 후(마무리 압연 종료 후)로부터 냉각 개시까지의 시간을 나타낸다. 또한, 마무리 압연 후의 냉각은 수랭에 의한 것으로 하고, 도중에 공랭 구간을 갖지 않는 수랭 설비에 강판을 통과시킴으로써 행하였다. 냉각 시의 냉각 속도는, 수랭 설비 도입 시로부터 수랭 설비 도출 시에 이르기까지의 강판의 온도 강하 폭을, 수랭 설비에 대한 강판의 소요 통과 시간으로 제산한 평균 속도로 나타낸다.
얻어진 열연 강판으로부터 시험편을 채취하고, 조직 관찰(주사형 전자 현미경 및 EBSD), 인장 시험, 구멍 확장 시험, 그리고 양진동 평면 굽힘 시험법에 의한 피로 시험을 행하였다. 조직 관찰은, 서멀 전계 방사형 주사 전자 현미경(JEOL제 JSM-7001F)과 EBSD 검출기(TSL제 HIKARI 검출기)로 구성된 장치를 사용하여, 200 내지 300점/초의 해석 속도로 실시하고, 동일 입자 내의 평균 방위 차의 산출은, EBSD 해석 장치에 부속의 소프트웨어(OIM AnalysisTM)를 사용하여 구하였다. 또한, 상기 구멍 확장 시험은, 시험편에 10mmφ의 펀칭 구멍(초기 구멍: 구멍 직경 d0=10mm)을 열어, 버를 위로 하여 꼭지각 60도의 원추 펀치로 판 두께를 관통하는 균열이 발생할 때까지 초기 구멍을 밀어 올려, 균열 발생 시의 구멍계 d1mm을 측정하고, 하기 식에서 구멍 확장률 λ(%)를 구하는 것이다. 이들의 결과를 표 3에 나타내었다.
λ=100×(d1-d0)/d0
[표 3]

표 3 중의 「α1상」은 동일 입자 내의 평균 방위 차가 0.5° 이상 5.0° 이하의 페라이트를 나타내고, 「M상」은 마르텐사이트를 나타낸다. 또한, 「잔부 조직」으로서는 베이나이트를 포함하고, 그 밖에 동일 입자 내의 평균 방위 차가 0.5° 미만의 페라이트 및/또는 잔류 오스테나이트를 포함하고 있었다. 표 3으로부터, 실시예의 열연 강판은, 모두 인장 강도가 590MPa 이상이며 신장 플랜지성과 피로 특성이 우수한 것을 알 수 있다. 또한, 여기에서 말하는 신장 플랜지성이 우수하다란, λ가 90% 이상을 의미하고, 피로 특성이 우수하다란 피로 한도비(피로 강도/인장 강도)가 0.50 이상인 것을 의미한다.
한편, 본 발명의 범위를 벗어나는 비교예의 열연 강판은, 신장 플랜지성 및/또는 피로 특성이 열화되어 있다. 비교예 4는, 마무리 압연의 최종 패스 등의 압연 온도가 Ae3점 이상이기 때문에 압연 중에 페라이트 변태가 발생하지 않았다. 결과로서, 페라이트의 세립 조직(동일 입자 내의 평균 방위 차 0.5° 이상 5.0° 이하의 페라이트: 30체적% 이상 70체적% 이하, 그리고 당해 페라이트의 평균 결정 입경: 0.5㎛ 이상 5.0㎛ 이하)이 얻어지지 않기 때문에, 신장 플랜지성과 함께 피로 특성이 열화되어 있다. 비교예 5는, 냉각 속도가 20℃/초보다도 늦기 때문에, 동일 입자 내의 평균 방위 차가 0.5° 이상 5.0° 이하의 페라이트에 회복이 발생하고, 잔부 조직의 분율이 증가하고, 결과로서 마르텐사이트와의 경도 차가 증가하여 신장 플랜지성이 열화되어 있다. 비교예 10은, 권취 온도(냉각 정지 온도)가 300℃ 이상이기 때문에, 잔부 조직의 베이나이트 분율이 증가하고, 즉 잔부 조직이 10체적%를 초과하여 증가하고, 결과로서 인장 강도 및 피로 특성이 열화되어 있다. 비교예 13은, 열간 압연 공정 후(마무리 압연 완료)로부터 냉각 개시까지 10초 초과 경과하고 있고, 동일 입자 내의 평균 방위 차가 0.5° 이상 5.0° 이하의 페라이트에 회복이 발생하여 잔부 조직의 분율이 증가하고, 인장 강도가 저하됨과 함께, 마르텐사이트와의 경도 차가 증가하여 신장 플랜지성이 열화되어 있다.
비교예 16은, 마무리 압연 중에 압연 온도가 A점 미만이 되고 있고, 압연 중에 온도 저하에 수반하는 페라이트가 생성되었기 때문에, 동일 입자 내의 평균 방위 차가 0.5° 이상 5.0° 이하의 페라이트의 입경이 5.0㎛를 초과하여 커지고 있고, 피로 특성이 저하되고 있다. 비교예 28은, 총 변형량이 1.4 미만으로 되고 있고, 동일 입자 내의 평균 방위 차가 0.5° 이상 5.0° 이하의 페라이트 체적률이 30체적% 미만으로 감소하고, 세립 조직의 분율이 적고, 또한, 마르텐사이트의 결정 입경도 조대화하고 있기 때문에, 피로 특성이 열화되어 있다. 비교예 29는, 열간 압연, 냉각 및 권취의 각 조건은 만족시키고 있지만, C양이 많기 때문에, 조직 중의 시멘타이트 양이 많아지고, 구멍 확장성이 저하되고 있고, 신장 플랜지성이 열화되어 있다. 마찬가지로, 비교예 30은, 열간 압연, 냉각 및 권취의 각 조건은 만족시키고 있지만, Mn양이 많기 때문에, 조직 중에 밴드 조직이 형성되어, 구멍 확장성이 저하되고 있고, 신장 플랜지성이 열화되어 있다.
Claims (3)
- 질량%로,
C: 0.01% 이상 0.20% 이하,
Si: 1.0% 이하,
Mn: 3.0% 이하,
P: 0.040% 이하,
S: 0.004% 이하,
Al: 0.10% 이하,
N: 0.004% 이하를
함유하고, 잔부가 Fe 및 불순물로 이루어지는 조성을 갖고,
동일 입자 내의 평균 방위 차가 0.5° 이상 5.0° 이하인 페라이트를 30체적% 이상 70체적% 이하 포함하고,
상기 페라이트와 마르텐사이트를 합계로 90체적% 이상 포함하고,
잔부 조직이 10체적% 이하이고,
상기 페라이트의 평균 결정 입경이 0.5㎛ 이상 5.0㎛ 이하이고, 상기 마르텐사이트의 평균 결정 입경이 1.0㎛ 이상 10㎛ 이하이고, 상기 잔부 조직이 존재하는 경우, 상기 잔부 조직의 평균 결정 입경이 1.0㎛ 이상 10㎛ 이하인 것을 특징으로 하는, 열연 강판. - 제1항에 있어서, 또한, 질량%로,
Nb: 0.01% 이상 0.20% 이하,
Ti: 0.01% 이상 0.15% 이하,
Mo: 0.01% 이상 1.0% 이하,
Cu: 0.01% 이상 0.5% 이하, 및
Ni: 0.01% 이상0.5% 이하
중에서 선택되는 1종 또는 2종 이상을 함유하는 것을 특징으로 하는, 열연 강판. - (a) 제1항 또는 제2항에 기재된 조성을 갖는 강 소재를 주조 후 냉각하지 않고 그대로 열간 압연하거나 또는 일단 실온까지 냉각하고, 이어서 1100℃ 이상 1350℃ 이하로 가열하여 열간 압연하는 열간 압연 공정이며, 상기 열간 압연 공정이 주조 후의 강 소재를 복수의 압연 스탠드에 연속하여 통과시킴으로써 마무리 압연하는 것을 포함하고, 상기 마무리 압연의 모든 압연 스탠드에 있어서의 압연 온도가 A점 이상이고, 또한 상기 마무리 압연의 최종 패스를 포함하는 2 패스 이상의 연속한 압연이, 압연 온도: A점 이상 Ae3점 미만, 변형 속도: 1.0 내지 50/초, 및 패스간 시간: 10초 이내의 조건 하에서 행해지고, 상기 조건을 만족시키는 모든 패스의 총 변형량이 1.4 이상 4.0 이하인 열간 압연 공정,
(b) 마무리 압연된 강판을 20℃/초 이상의 평균 냉각 속도로 냉각하는 냉각 공정이며, 상기 냉각이 상기 열간 압연 공정 후 10초 이내에 개시되는 냉각 공정, 그리고
(c) 상기 강판을 실온 이상 300℃ 미만의 온도 범위에서 권취하는 권취 공정을
포함하는 것을 특징으로 하는, 열연 강판의 제조 방법.
여기서, A점은 하기(식 1)에서 구해지는 온도이고, Ae3점은 하기(식 2)에서 구해지는 온도이다.
A(℃)=910-310C-80Mn-20Cu-55Ni-80Mo (식 1)
Ae3(℃)=919-266C+38Si-28Mn-27Ni+12Mo (식 2) 식 중, C, Si, Mn, Cu, Ni 및 Mo는 각 원소의 함유량(질량%)이다.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2017-225763 | 2017-11-24 | ||
| JP2017225763 | 2017-11-24 | ||
| PCT/JP2018/043274 WO2019103121A1 (ja) | 2017-11-24 | 2018-11-22 | 熱延鋼板及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200047625A true KR20200047625A (ko) | 2020-05-07 |
| KR102374941B1 KR102374941B1 (ko) | 2022-03-16 |
Family
ID=66630639
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207008951A KR102374941B1 (ko) | 2017-11-24 | 2018-11-22 | 열연 강판 및 그 제조 방법 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US11512359B2 (ko) |
| EP (1) | EP3715492B1 (ko) |
| JP (1) | JP6866933B2 (ko) |
| KR (1) | KR102374941B1 (ko) |
| CN (1) | CN111094612B (ko) |
| BR (1) | BR112020005027A2 (ko) |
| CA (1) | CA3078690A1 (ko) |
| MX (1) | MX2020004626A (ko) |
| TW (1) | TWI661056B (ko) |
| WO (1) | WO2019103121A1 (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20220039946A (ko) | 2020-09-22 | 2022-03-30 | 주식회사 포스코 | 충돌성능이 우수한 열연강판 및 그 제조방법 |
| KR20220061328A (ko) | 2020-11-05 | 2022-05-13 | 주식회사 포스코 | 성형성이 우수한 열연강판 및 그 제조방법 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019103120A1 (ja) * | 2017-11-24 | 2019-05-31 | 日本製鉄株式会社 | 熱延鋼板及びその製造方法 |
| KR20230151527A (ko) * | 2021-03-30 | 2023-11-01 | 제이에프이 스틸 가부시키가이샤 | 고강도 열연 강판 및 그 제조 방법 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR970005202A (ko) * | 1995-07-21 | 1997-02-19 | 배순훈 | 진공청소기 흡음방의 진동흡수구조 |
| JP2000297349A (ja) * | 1999-04-13 | 2000-10-24 | Kawasaki Steel Corp | 伸びフランジ性と疲労特性に優れる高張力熱延鋼板およびその製造方法 |
| JP3725367B2 (ja) | 1999-05-13 | 2005-12-07 | 株式会社神戸製鋼所 | 伸びフランジ性に優れた超微細フェライト組織高強度熱延鋼板およびその製造方法 |
| KR100543956B1 (ko) * | 2000-09-21 | 2006-01-23 | 신닛뽄세이테쯔 카부시키카이샤 | 형상 동결성이 우수한 강판 및 그 제조방법 |
| KR20130008622A (ko) * | 2010-04-28 | 2013-01-22 | 신닛테츠 스미킨 가부시키가이샤 | 동적 강도가 뛰어난 복상 열연강판 및 그 제조 방법 |
| KR20150013891A (ko) * | 2012-07-20 | 2015-02-05 | 신닛테츠스미킨 카부시키카이샤 | 강재 |
| KR20150121161A (ko) * | 2013-04-15 | 2015-10-28 | 신닛테츠스미킨 카부시키카이샤 | 열연 강판 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0247524B2 (ja) * | 1985-01-08 | 1990-10-22 | Nippon Steel Corp | Kakoyonetsuenkohannoseizohoho |
| JPH0629480B2 (ja) | 1986-12-09 | 1994-04-20 | 川崎製鉄株式会社 | 強度、延性、靱性及び疲労特性に優れた熱延高張力鋼板及びその製造方法 |
| JP4006112B2 (ja) | 1998-09-28 | 2007-11-14 | 新日本製鐵株式会社 | 結晶粒の微細な高張力鋼の製造方法 |
| JP2000290748A (ja) * | 1999-04-08 | 2000-10-17 | Kawasaki Steel Corp | 耐切欠き疲労特性に優れる加工用熱延鋼板およびその製造方法 |
| JP2008138231A (ja) | 2006-11-30 | 2008-06-19 | Nippon Steel Corp | 穴広げ性に優れた熱延複合組織鋼板およびその製造方法 |
| CN101886221B (zh) * | 2010-07-16 | 2012-03-21 | 攀钢集团钢铁钒钛股份有限公司 | 微合金超细晶粒热轧钢板及其生产方法 |
| JP6260087B2 (ja) * | 2013-03-11 | 2018-01-17 | 新日鐵住金株式会社 | 加工性と疲労特性に優れた高強度熱延鋼板及びその製造方法 |
| JP5783229B2 (ja) * | 2013-11-28 | 2015-09-24 | Jfeスチール株式会社 | 熱延鋼板およびその製造方法 |
| JP5858032B2 (ja) * | 2013-12-18 | 2016-02-10 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
| ES2793938T3 (es) * | 2014-05-28 | 2020-11-17 | Nippon Steel Corp | Chapa de acero laminada en caliente y método de producción de la misma |
| PL3196326T3 (pl) * | 2014-09-17 | 2020-09-21 | Nippon Steel Corporation | Blacha stalowa cienka walcowana na gorąco |
| JP6791838B2 (ja) | 2015-02-24 | 2020-11-25 | 日本製鉄株式会社 | 冷延鋼板及びその製造方法 |
| MX2017010031A (es) * | 2015-04-22 | 2017-10-27 | Nippon Steel & Sumitomo Metal Corp | Hoja de acero laminada en caliente, miembro de acero, y metodo para fabricar hoja de acero laminada en caliente. |
| US10301697B2 (en) | 2015-11-19 | 2019-05-28 | Nippon Steel & Sumitomo Metal Corporation | High strength hot rolled steel sheet and manufacturing method thereof |
| CN106086704B (zh) * | 2016-08-19 | 2017-09-22 | 攀钢集团江油长城特殊钢有限公司 | 一种热轧钢板及其制备方法和应用 |
-
2018
- 2018-11-22 US US16/648,976 patent/US11512359B2/en active Active
- 2018-11-22 EP EP18882060.9A patent/EP3715492B1/en active Active
- 2018-11-22 BR BR112020005027-0A patent/BR112020005027A2/pt not_active IP Right Cessation
- 2018-11-22 JP JP2019555380A patent/JP6866933B2/ja active Active
- 2018-11-22 MX MX2020004626A patent/MX2020004626A/es unknown
- 2018-11-22 CA CA3078690A patent/CA3078690A1/en not_active Abandoned
- 2018-11-22 WO PCT/JP2018/043274 patent/WO2019103121A1/ja unknown
- 2018-11-22 CN CN201880058805.8A patent/CN111094612B/zh active Active
- 2018-11-22 KR KR1020207008951A patent/KR102374941B1/ko active IP Right Grant
- 2018-11-23 TW TW107141920A patent/TWI661056B/zh not_active IP Right Cessation
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR970005202A (ko) * | 1995-07-21 | 1997-02-19 | 배순훈 | 진공청소기 흡음방의 진동흡수구조 |
| JP2000297349A (ja) * | 1999-04-13 | 2000-10-24 | Kawasaki Steel Corp | 伸びフランジ性と疲労特性に優れる高張力熱延鋼板およびその製造方法 |
| JP3725367B2 (ja) | 1999-05-13 | 2005-12-07 | 株式会社神戸製鋼所 | 伸びフランジ性に優れた超微細フェライト組織高強度熱延鋼板およびその製造方法 |
| KR100543956B1 (ko) * | 2000-09-21 | 2006-01-23 | 신닛뽄세이테쯔 카부시키카이샤 | 형상 동결성이 우수한 강판 및 그 제조방법 |
| KR20130008622A (ko) * | 2010-04-28 | 2013-01-22 | 신닛테츠 스미킨 가부시키가이샤 | 동적 강도가 뛰어난 복상 열연강판 및 그 제조 방법 |
| KR20150013891A (ko) * | 2012-07-20 | 2015-02-05 | 신닛테츠스미킨 카부시키카이샤 | 강재 |
| KR20150121161A (ko) * | 2013-04-15 | 2015-10-28 | 신닛테츠스미킨 카부시키카이샤 | 열연 강판 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20220039946A (ko) | 2020-09-22 | 2022-03-30 | 주식회사 포스코 | 충돌성능이 우수한 열연강판 및 그 제조방법 |
| WO2022065772A1 (ko) | 2020-09-22 | 2022-03-31 | 주식회사 포스코 | 충돌성능이 우수한 열연강판 및 그 제조방법 |
| KR20220061328A (ko) | 2020-11-05 | 2022-05-13 | 주식회사 포스코 | 성형성이 우수한 열연강판 및 그 제조방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN111094612A (zh) | 2020-05-01 |
| EP3715492B1 (en) | 2024-05-29 |
| MX2020004626A (es) | 2020-08-13 |
| US11512359B2 (en) | 2022-11-29 |
| US20210025019A1 (en) | 2021-01-28 |
| WO2019103121A1 (ja) | 2019-05-31 |
| JPWO2019103121A1 (ja) | 2020-10-08 |
| JP6866933B2 (ja) | 2021-04-28 |
| BR112020005027A2 (pt) | 2020-09-15 |
| TW201925494A (zh) | 2019-07-01 |
| TWI661056B (zh) | 2019-06-01 |
| CN111094612B (zh) | 2021-09-03 |
| CA3078690A1 (en) | 2019-05-31 |
| EP3715492A4 (en) | 2021-03-31 |
| EP3715492A1 (en) | 2020-09-30 |
| KR102374941B1 (ko) | 2022-03-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8657970B2 (en) | Hot-rolled steel sheet excellent in fatigue properties and stretch-flange formability and method for manufacturing the same | |
| KR102495090B1 (ko) | 고강도 열연 강판 및 그의 제조 방법 | |
| US20230065607A1 (en) | Steel sheet and producing method therefor | |
| CN111684091B (zh) | 高强度冷轧钢板、高强度镀敷钢板以及它们的制造方法 | |
| CN112088225B (zh) | 热轧钢板及其制造方法 | |
| KR20210108461A (ko) | 용융 아연 도금 강판 및 그 제조 방법 | |
| KR102374941B1 (ko) | 열연 강판 및 그 제조 방법 | |
| JP6866932B2 (ja) | 熱延鋼板及びその製造方法 | |
| KR102378147B1 (ko) | 열연 강판 및 그 제조 방법 | |
| KR20220088903A (ko) | 강판 및 도금 강판 | |
| JP5821810B2 (ja) | 細粒鋼板の製造方法 | |
| KR20220146419A (ko) | 열간 압연 강판 | |
| JP6098537B2 (ja) | 高強度冷延鋼板およびその製造方法 | |
| JP4207527B2 (ja) | 熱延鋼板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right |