KR20190001892U - Adhesive application device for multi-layered plywood - Google Patents
Adhesive application device for multi-layered plywood Download PDFInfo
- Publication number
- KR20190001892U KR20190001892U KR2020180000247U KR20180000247U KR20190001892U KR 20190001892 U KR20190001892 U KR 20190001892U KR 2020180000247 U KR2020180000247 U KR 2020180000247U KR 20180000247 U KR20180000247 U KR 20180000247U KR 20190001892 U KR20190001892 U KR 20190001892U
- Authority
- KR
- South Korea
- Prior art keywords
- adhesive
- paper
- roller
- rollers
- fabric
- Prior art date
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H37/00—Article or web delivery apparatus incorporating devices for performing specified auxiliary operations
- B65H37/02—Article or web delivery apparatus incorporating devices for performing specified auxiliary operations for applying adhesive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C1/00—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating
- B05C1/04—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length
- B05C1/08—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length using a roller or other rotating member which contacts the work along a generating line
- B05C1/0813—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length using a roller or other rotating member which contacts the work along a generating line characterised by means for supplying liquid or other fluent material to the roller
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C1/00—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating
- B05C1/04—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length
- B05C1/08—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length using a roller or other rotating member which contacts the work along a generating line
- B05C1/0826—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length using a roller or other rotating member which contacts the work along a generating line the work being a web or sheets
- B05C1/083—Apparatus in which liquid or other fluent material is applied to the surface of the work by contact with a member carrying the liquid or other fluent material, e.g. a porous member loaded with a liquid to be applied as a coating for applying liquid or other fluent material to work of indefinite length using a roller or other rotating member which contacts the work along a generating line the work being a web or sheets being passed between the coating roller and one or more backing rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C13/00—Means for manipulating or holding work, e.g. for separate articles
- B05C13/02—Means for manipulating or holding work, e.g. for separate articles for particular articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B29/00—Layered products comprising a layer of paper or cardboard
- B32B29/002—Layered products comprising a layer of paper or cardboard as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B29/005—Layered products comprising a layer of paper or cardboard as the main or only constituent of a layer, which is next to another layer of the same or of a different material next to another layer of paper or cardboard layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H37/00—Article or web delivery apparatus incorporating devices for performing specified auxiliary operations
- B65H37/04—Article or web delivery apparatus incorporating devices for performing specified auxiliary operations for securing together articles or webs, e.g. by adhesive, stitching or stapling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/50—Auxiliary process performed during handling process
- B65H2301/51—Modifying a characteristic of handled material
- B65H2301/511—Processing surface of handled material upon transport or guiding thereof, e.g. cleaning
- B65H2301/5113—Processing surface of handled material upon transport or guiding thereof, e.g. cleaning applying adhesive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/50—Auxiliary process performed during handling process
- B65H2301/51—Modifying a characteristic of handled material
- B65H2301/516—Securing handled material to another material
- B65H2301/5161—Binding processes
Abstract
본 고안은 다수의 종이 원단을 동시에 다층으로 공급하여 이들을 접착제로 접착함으로써 다층의 합지로 제조토록 하는 다층 합지기의 접착제 도포장치에 관한 것으로, 더욱 상세하게는 종이 원단을 다층으로 공급함과 동시에 각각의 종이원단이 접면되는 면에 접착제를 도포하여 다수의 종이 원단을 동시에 합지로 제조할 수 있도록 하고, 또한 접착제 도포장치를 상,하 병렬로 구비할 수 있도록 구성함으로써 구조를 간단히 하면서도 공간활용을 최대화하도록 한 것이다.
이는 다수의 종이 원단을 공급부(A)를 통해 각각 공급하여 접착제도포부(B)에서 접착제를 도포한 후, 합지부(C)에서 합지토록 하는 합지기에 있어서, 상기 접착제도포부(B)는 사각 프레임(20)에 상,하 방향을 따라 다수 층으로 병렬 설치되며, 프레임(20)의 상,하단에는 최상단부와 최하단부의 종이 원단이 안내되는 안내로울러(21)(22),(23)(24)가 좌,우 한 쌍으로 각각 구비되고, 상기 안내로울러(21)(22)의 직상부 프레임(20)에는 접착로울러(25)와 지지로울러(26)가 상,하 나란히 접면되면서 전면에는 별도의 전면 도포로울러(27)가 구비됨과 동시에, 다수의 분사노즐(31)을 가지면서 접착제를 접착로울러(25)측으로 공급토록 하는 상부 공급파이프(30)가 설치되어 두 번째 종이 원단의 상부면에 접착제를 도포토록 구비되며, 상기 접착로울러(25)와 지지로울러(26)의 후면에는 후면 도포로울러(29)가 구비됨과 동시에, 다수의 분사노즐(31)을 가지면서 접착제를 지지로울러(26)측으로 공급토록 하는 하부 공급파이프(40)가 설치되어 두 번째 종이 원단의 하부면에 접착제를 도포토록 구비되고, 상기 안내로울러(23)(24)의 직하부 프레임(20)에는 접착로울러(25a)와 지지로울러(26a)가 상,하 나란히 접면되면서 전면에는 별도의 전면 도포로울러(27a)가 구비됨과 동시에, 다수의 분사노즐(31)을 가지면서 접착제를 접착로울러(25)측으로 공급토록 하는 상부 공급파이프(30)가 설치되어 세 번째 종이 원단의 상부면에 접착제를 도포함으로써 최상단 네 번째의 종이 원단과 접착될 수 있도록 구성한 것이다.More particularly, the present invention relates to a multi-layered adhesive applicator for supplying a plurality of paper webs in a multilayer structure and bonding them together with an adhesive, A plurality of paper fabrics can be simultaneously prepared by laminating a plurality of paper fabrics by applying an adhesive to the surface of the paper fabric to be contacted and the adhesive applying device can be provided in parallel with the upper and lower portions to simplify the structure and maximize the space utilization It is.
This is a combination machine in which a plurality of paper webs are supplied through a supply portion A to apply an adhesive agent to the adhesive portion B and then join together at the joint portion C, Guide rollers 21, 22, and 23, which are arranged in parallel on the square frame 20 in the upward and downward directions and are guided at the upper and lower ends of the frame 20, respectively, The adhesive rollers 25 and the support rollers 26 are in contact with each other in the upper and lower frames 20 of the guide rollers 21 and 22, An upper supply pipe 30 is provided for feeding the adhesive to the adhesive roller 25 side while having a plurality of spray nozzles 31 and a separate upper application roller 27 is provided on the upper side of the second paper cloth, And the adhesive roller 25 and the back surface of the support roller 26 Is provided with a rear application roller 29 and a lower supply pipe 40 which has a plurality of injection nozzles 31 and feeds the adhesive to the support roller 26 side, The adhesive rollers 25a and the support rollers 26a are in contact with each other on the lower and upper frames 20 of the guide rollers 23 and 24 so that a front application roller And an upper feed pipe 30 for feeding the adhesive to the adhesive roller 25 side while having a plurality of injection nozzles 31 and applying an adhesive to the upper surface of the third paper fabric, And the fourth paper can be adhered to the fabric.

Description
본 고안은 다수의 종이 원단을 동시에 다층으로 공급하여 이들을 접착제로 접착함으로써 다층의 합지로 제조토록 하는 다층 합지기의 접착제 도포장치에 관한 것으로, 더욱 상세하게는 종이 원단을 다층으로 공급함과 동시에 각각의 종이원단이 접면되는 면에 접착제를 도포하여 다수의 종이 원단을 동시에 합지로 제조할 수 있도록 하고, 또한 접착제 도포장치를 상,하 병렬로 구비할 수 있도록 구성함으로써 구조를 간단히 하면서도 공간활용을 최대화하도록 한 것이다.More particularly, the present invention relates to a multi-layered adhesive applicator for supplying a plurality of paper webs in a multilayer structure and bonding them together with an adhesive, A plurality of paper fabrics can be simultaneously prepared by laminating a plurality of paper fabrics by applying an adhesive to the surface of the paper fabric to be contacted and the adhesive applying device can be provided in parallel with the upper and lower portions to simplify the structure and maximize the space utilization It is.
합지라 함은 골판지, 포장지 등과 같은 종이를 비롯하여 필름, 비닐지, 시트지 등과 같은 다양한 제품들을 적어도 두 개 이상으로 적층, 접착하여 일체화된 하나의 합지로 형성토록 하는 것이다.The term " combined " means that a variety of products such as a cardboard, a wrapping paper, etc., as well as various products such as a film, a vinyl paper, a sheet paper and the like are laminated and adhered to each other so as to form an integrated laminate.
이러한 합지는 다양한 제품을 필요에 따라 대상물 간에 접착 혹은 융착과 같은 방식으로 서로 부착하여 하나의 제품으로 합지하는 전용의 제조장치에 의해 제조되는 것으로, 합지하고자 하는 대상물의 종류나 특성들에 따라 다양한 형태로 제안되어 실제로 널리 사용되고 있다.Such a laminate is manufactured by a dedicated manufacturing apparatus for attaching various products to one another by attaching them to each other in a manner such as adhesion or fusion bonding according to need, and it can be manufactured in various forms And it is widely used.
상기 합지 제조장치의 기본적인 원리는 통상적으로 두 개의 공급로울러에 의해 각각 공급되는 원지들의 사이에 접착제를 도포한 후, 이들을 서로 접면되는 상태로 별도의 상,하 압축로울러의 사이로 통과시켜 로울러와 로울러 사이의 압력에 의해 대상물이 서로 일체형으로 부착되도록 하는 구성이다.The basic principle of the above-described lapping apparatus is that the adhesive is applied between the raw paper sheets fed by the two supply rollers and then passed between the separate upper and lower compression rollers in a state of being in contact with each other, So that the objects are integrally attached to each other.
예를 들어 합지 제조장치와 관련되는 종래의 기술로서는 대한민국 실용신안등록 제20-0241567호의 자동 합지장치를 들 수 있으며, 이는 일정 두께의 종이 원단을 단계적으로 공급하면서 접착제에 의해 다층으로 접착하여 합지하는 구조를 가진다.For example, as a conventional technique related to a lapping apparatus, there is an automatic lapping apparatus of Korean Utility Model Registration No. 20-0241567, which comprises a step of feeding paper fabrics of a predetermined thickness, Structure.
즉, 롤상태의 종이 원단을 이송 공급하는 다수의 원단공급대를 일정 간격으로 다단계로 구비하고, 상기 원단공급대 각각의 사이에는 종이 원단을 가온하는 히터와, 종이 원단의 폭방향 이송위치를 제어하는 폭방향제어부와, 종이 원단의 장력을 장력제어부와, 접착제를 도포 하는 접착제도포부 및 전방의 원단공급대에서 공급되는 종이 원단의 하부로 후방의 원단공급대에서 공급되는 종이 원단을 압압, 접착하면서 이송시키는 한 쌍의 압압로울러를 구비하며, 상기 원단공급대 후방에는 다층으로 압압하여 접착되게 이송되는 합지를 다시 압압하는 압착부와, 상기 합지를 일정 간격으로 절단하는 커팅부로 구성한 것이다.That is, there are provided a plurality of raw material feeding tables for feeding and feeding a raw material of a roll in a multistage manner at predetermined intervals, a heater for heating the raw material of the paper between each of the raw material feeding rollers, A tension control unit for applying a tension of the paper fabric to the tension roller and a pressure roller for pressing and adhering the paper cloth supplied from the rear cloth feed pad to the lower portion of the paper cloth supplied from the cloth feed part and the front cloth feeding pad, And a cutting unit for cutting the laminated paper at a predetermined interval. The pressing unit includes a pair of pressing rollers for feeding the pressing rollers, and a pressing unit for pressing the laminated sheets to be conveyed so as to be pressed by multi-layers.
또한 상기 접착제도포부는 종이 원단과 전면적으로 당접되게 회전 작동하는 도포롤과, 접착제통에 담겨진 상태의 공회전롤을 상하로 맞물려 연동되게 구성하고, 상기 접착제통은 하부의 승하강실린더에 의해 승하강하면서 접착제의 공급량을 조절하도록 구성한 것이다.The adhesive roll is interlocked with an idling roll in a state of being held in an adhesive cylinder by vertically engaging with each other, and the adhesive cylinder is moved upward and downward by a lower lifting cylinder And the supply amount of the adhesive is adjusted.
그러나 상기와 같은 종래의 자동 합지장치에 있어서는 공급되는 종이 원단에 접착제를 접착하는 접착제도포부가 하나의 종이 원단을 공급하는 원단공급대 마다 각각 구비됨으로써 즉, 하나의 원단공급대의 전단에 하나의 접착제도포부가 한 조를 이루어면서 설치되는 직렬의 구조로 구비됨으로써 전체적인 합지장치가 길게 구비되는 구조적인 단점과 더불어 구조가 복잡하고 공간을 많이 차지하게 되는 등의 문제점이 있었다.However, in the conventional automatic laminating apparatus as described above, the adhesive agent for adhering the adhesive agent to the supplied paper sheet is provided for each of the raw material supply units for supplying one paper material, that is, one adhesive agent There is a disadvantage in that the structure is complicated and occupies a large space, in addition to the structural disadvantage that the whole laminating apparatus is long.
또한 종래의 시스템은 접착제가 담겨지는 접착제통에 공회전롤이 담수되는 상태에서 공회전롤이 회전구동되면서 그 표면으로 접착제를 도포하여 종이 원단에 접착하는 방식임으로써 즉, 공회전롤에 의해 접착제를 종이 원단의 하부면에서 도포하는 방식임으로써 접착제가 자중에 의해 하부로 흘러내리게 되어 고른 도포가 이루어지지 않는 문제점이 있었다.The conventional system is a system in which an idle roll is rotationally driven in a state where an idle roll is dewatered in an adhesive tank containing an adhesive, and an adhesive is applied to the surface of the idle roll to adhere to a paper fabric. That is, The adhesive agent flows down to the bottom due to its own weight, and uniform coating is not performed.
본 고안은 상기와 같은 종래의 여러 가지 문제점을 해결하고자 제안된 것으로, 그 목적은 적어도 세 겹 이상의 종이 원단을 다층으로 합지시키도록 하는 합지기에 있어서, 공급되는 각각의 종이 원단을 하나의 공간으로 이루어지는 접착제접착수단에서 동시에 접착제가 도포될 수 있도록 함으로써 구조를 단순화하고 공간을 최소화하며 작동의 원활화를 이룰 수 있도록 하는 다층 합지기의 접착제 도포장치를 제공함에 있다.The present invention has been made to solve the above-mentioned conventional problems, and it is an object of the present invention to provide a papermaking machine in which at least three or more papermaking fabrics are laminated in multiple layers, The present invention provides a multi-layered joining apparatus for applying an adhesive in an adhesive bonding means so that the structure can be simplified, space can be minimized, and operation can be facilitated.
특히 본 고안은 각각의 종이 원단에 접착제를 도포하는 접착제 도포수단을 상,하 병렬로 구비함으로써 설치에 따른 공간활용은 물론이고, 이들을 구동시키는 동력전달에 따른 구조가 그만큼 단순하여 작동성을 향상시킬 수 있게 된다. Particularly, the present invention has an adhesive applying unit for applying an adhesive to each of the paper fabrics in parallel, so that the structure according to the power transmission for driving them is not only utilized but also improves the operability .
또한 본 고안은 접착제를 상부에서 하부로 하향 샤워식으로 분사되게 공급되도록 함으로써 접착제의 고른 도포를 기대할 수 있고, 불필요하게 낭비되는 것을 줄일 수 있는 등 도포효율을 월등히 향상시키도록 하는 다층 합지기의 접착제 도포장치를 제공함에 있다.The present invention also provides a multi-layered joining adhesive capable of uniformly applying the adhesive by spraying the adhesive downward from the upper portion to the lower portion in a shower manner, and further improving the coating efficiency such that unnecessary waste can be reduced, Thereby providing a coating device.
또한 본 고안은 적어도 세 겹 이상의 종이 원단이 합지되는 다층합지기에 매우 유용하게 적용할 수 있는 것으로, 즉 다수로 공급되는 종이 원단에 접착제를 도포할시 최상단과 최하단의 종이 원단에는 접착제를 도포하지 않음으로써 다음 공정인 압축로울러에서 합지로 압축하는 과정에서 뒤틀림이나 처짐을 방지하여 불량률을 줄이도록 하는 다층 합지기의 접착제 도포장치를 제공함에 있는 것이다.In addition, the present invention can be applied to a multi-layer laminate in which at least three layers of papers are laminated, that is, when an adhesive is applied to a plurality of papers, the adhesive is applied to the uppermost and lowermost papers The present invention provides a multi-layered joining apparatus for applying an adhesive of the multi-layer joining machine, which prevents warping or sagging in the process of compressing the joining piece in the subsequent step, that is, the joining process.
상기와 같은 목적을 달성하기 위한 본 고안은 적어도 세 겹 이상의 종이 원단을 자동으로 합지토록 하는 합지기의 접착제 도포장치를 개선함으로써 달성된다.In order to achieve the above object, the present invention is achieved by improving an adhesive applying device of a mating machine that automatically laminates at least three layers of paper fabrics.
본 고안은 다층 합지기의 공급수단에 의해 다수로 공급되는 종이 원단에 접착제를 도포하는 도포수단은 하나의 사각 프레임상에 상,하 방향으로 병렬 설치하되, 최상단과 최하단은 종이 원단이 그냥 프리패스토록 하고, 나머지 다층의 중간부분에 해당되는 종이 원단은 구동로울러 및 종동로울러, 그리고 이들에 접면되어 회전되는 텐션로울러와 구동로울러에 접면되어 회전되는 안내로울러를 한 조로 하는 구조를 다층 합지에 맞게 다수 층으로 형성하며, 상기 구동로울러와 안내로울러의 상부에는 접착제를 상부에서 하부를 향해 샤워식으로 분사토록 공급파이프를 구비함으로써 다수 층으로 공급되는 종이 원단에 접착제를 정확하고도 안정되게 도포할 수 있도록 하는 것을 특징으로 하는 것이다.The present invention is characterized in that the application means for applying adhesive to a plurality of paper fabrics supplied by a supply means of a multi-layered pile joiner are installed in parallel on one rectangular frame in the upward and downward directions, The paper fabric corresponding to the middle portion of the remaining multi-layers includes a driving roller and a driven roller, a tension roller that is rotated in contact with the tension roller, and a guide roller that rotates in contact with the driving roller. And a supply pipe is provided on the upper portion of the driving roller and the guide roller so as to spray the adhesive from the upper portion to the lower portion in a shower manner so that the adhesive can be accurately and stably applied to the paper material supplied in multiple layers .
본 고안은 적어도 세 겹 이상의 종이 원단을 합지토록 하는 합지기에 매우 유용하게 적용하여 사용할 수 있는 특징이 있으며, 즉, 최상단부와 최하단부의 종이 원단에는 접착제를 도포하지 않은 상태에서 나머지 중간부분 종이원단의 해당면에만 접착제를 도포함으로써 다층의 종이 원단이 합지되는 과정에서 뒤틀림이나 처짐을 방지할 뿐만 아니라, 정확하고도 안정된 합지가 이루어지는 효과가 있다.The present invention is characterized in that it can be applied very usefully to a compounding machine in which at least three layers of paper fabrics are joined together. That is, in the state where the adhesive agent is not applied to the uppermost and lowermost paper fabrics, It is possible not only to prevent twisting or sagging in the process of laminating the multi-layered paper fabric, but also to provide an accurate and stable lamination.
또한 본 고안은 접착제를 자동으로 도포하는 수단을 하나의 프레임상에 상,하 방향으로 병렬로 구성함으로써 전체적인 공간을 최소화하여 공간활용의 효율을 향상시키게 됨은 물론이고 구조를 간단히 할 수 있을 뿐만 아니라, 동력전달에 따른 구조도 간편하여 작동성을 향상시키게 되는 효과가 있다.In addition, the present invention can reduce the overall space and improve the efficiency of space utilization by constructing the means for automatically applying the adhesive on one frame in parallel in the upward and downward directions, And the structure according to the power transmission is also simple, which improves the operability.
그리고 본 고안은 공급되는 종이 원단에 접착제를 샤워식으로 분사하여 도포할 수 있도록 구성함으로써 접착제의 적정량을 고르게 도포할 수 있음은 물론이고 낭비요소를 최소화할 수 있는 효과가 있는 것이다.In addition, the present invention is configured such that an adhesive can be sprayed onto a supplied paper fabric by spraying it, so that a proper amount of adhesive can be uniformly applied, and waste factors can be minimized.
도 1은 본 고안이 적용되는 다층 합지기의 전체적인 개략구성도
도 2는 본 고안 도1의 접착제도포부의 구성도
도 3은 본 고안 도2의 요부를 보인 구성도
도 4는 본 고안의 요부를 보인 측면구성도
도 5는 본 고안의 요부를 보인 평면구성도FIG. 1 is a general schematic diagram of a multi-layered joining apparatus to which the present invention is applied
Fig. 2 is a schematic view
Fig. 3 is a block diagram showing the main part of the present invention.
Fig. 4 is a side view showing the main part of the present invention
Fig. 5 is a plan view showing a main part of the present invention
이하에서 본 고안을 실시하기 위한 구체적인 내용을 첨부된 도면에 의하여 상세히 설명하면 다음과 같다.Hereinafter, specific details for carrying out the present invention will be described in detail with reference to the accompanying drawings.
첨부된 도면의 도1은 본 고안이 적용되는 다층 합지기의 개략구성도를 나타내고 있고, 도2 및 도3 에서는 종이 원단에 접착제를 도포하는 접착제도포부의 구성을 상세히 나타내고 있으며, 도4 및 도5에서는 본 고안의 요부를 나타내고 있다.2 and 3 show in detail the structure of an adhesive patch for applying an adhesive to a paper fabric in detail, and FIGS. 4 and 6 5 shows the main part of the present invention.
상기 도면에서 부호 100은 본 고안이 적용되는 다층 합지기를 나타내고 있으며, 이는 종이 원단을 네 겹 이상으로 합지하기 위한 구성으로서, 각각의 종이 원단을 공급하기 위한 공급부(A)와, 공급부(A)를 통하여 다수로 공급되는 종이 원단의 일측 또는 양측면에 접착제를 도포토록 하는 접착제도포부(B)와, 상기 접착제도포부를 통하여 접착제가 도포되는 종이 원단을 하나로 합지시키도록 하는 합지부(C)로 구성되고, 이의 합지부를 통하여 접합된 합지는 다음 공정으로 이송된다.In the figure,
상기 공급부(A)는 프레임(1)의 양측에 각각 두 개를 한 쌍으로 하는 원형지주(10)가 수직방향으로 설치되고, 이의 원형지주(10)에는 사각함체형으로 형성되는 이송체(11)가 각각 설치되어 원형지주(10)에 안내된채로 별도의 모터동력에 의해 상,하 승강작동되며, 또한 상기 이송체(11)에는 횡방향으로 종이 원단의 공급로울러(R)를 양측에서 클램핑하기 위한 클램프(12)가 역시 별도의 모터동력에 의해 전,후 진퇴가능토록 구비되어 종이 원단의 공급로울러(R)를 다수로 설치하여 편리하고도 안전하게 각각 공급할 수가 있게 된다.The supply unit A includes a pair of
본 고안은 상기 공급부(A)를 통하여 이송 공급되는 종이 원단에 접착제를 자동으로 도포하기 위한 접착제도포부(B)의 구조를 개선한 것으로, 이는 첨부된 도면의 도3 내지 도5에서 더욱 상세히 나타내고 있다.The present invention is an improvement of the structure of an adhesive patch B for automatically applying an adhesive to a paper web conveyed and supplied through the supply unit A, which is illustrated in more detail in FIGS. 3 to 5 of the accompanying drawings have.
상기 접착제도포부(B)는 도면에서 참조되듯이 공급부(A)를 통하여 네 겹의 종이 원단이 각각 공급되면, 이들의 일표면 또는 양측 표면에 접착제를 고르게 자동으로 도포토록 하는 기능을 제공하게 되는 것으로, 본 고안의 실시예에서는 네 겹의 종이 원단을 합지토록 하는 합지장치에 적용된다.As shown in the figure, when the four-ply paper webs are supplied through the supply unit A, the adhesive patch B is provided with a function of automatically and automatically applying the adhesive to one surface or both surfaces thereof In the embodiment of the present invention, the present invention is applied to a laminating apparatus for laminating four-ply paper fabrics.
본 고안 접착제도포부(B)는 하나의 사각 프레임(20)에 상,하 방향을 따라 다수 층으로 병렬 설치되는 것이며, 먼저, 최상단부와 최하단부의 종이 원단이 공급되는 프레임(20)에는 좌,우 한 쌍의 안내로울러(21)(22),(23)(24)가 각각 한 조를 이루면서 축으로 설치되어 공급되는 종이 원단을 안정되게 합지부(C)측으로 안내하게 된다.The inventive decorative adhesive beacon B is installed in parallel with a plurality of layers in a single
또한, 상기 최상단부와 최하단부 사이의 중간부분에는 다층 합지의 조건에 맞추어 다수 층으로 공급되는 각각의 종이 원단에 접착제를 도포하기 위한 것으로, 두 번째 종이 원단의 접착제 접착수단과 세 번째 종이 원단의 접착제 접착수단이 다단으로 구비된다.In the middle portion between the uppermost and lowermost portions, an adhesive is applied to each paper sheet supplied to multiple layers according to the condition of the multi-layered paper sheet. The adhesive agent for the second paper sheet and the adhesive for the third paper sheet Adhesive means are provided in multiple stages.
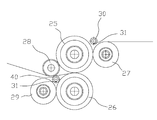
먼저, 두 번째 종이 원단의 접착제 접착수단은 횡방향을 따라 접착로울러(25)와 지지로울러(26)가 상,하 나란히 접면되어 구비되고, 이들 전단에는 접착로울러(25)와 접하는 형태로 별도의 전면 도포로울러(27)가 구비되며, 후면에는 종이 원단의 텐션을 유지토록 하기 위한 별도의 텐션로울러(28)가 구비된다.First, the adhesive means for bonding the second paper web is provided with
상기 접착로울러(25)와 지지로울러(26)는 상,하 방향으로 수직되게 설치되어 이들 사이로 종이 원단이 이송되면서 접착로울러(25)의 외표면과 밀착되므로써 접착제가 상부면에 도포되는 것이며, 상기 접착로울러(25)와 지지로울러(26)는 별도의 동력에 의해 회전구동된다.The
또한 접착로울러(25)의 전면에 설치되는 전면 도포로울러(27)는 접착로울러(25)와 밀착되면서 공회전 가능토록 구비되고, 이들의 상부에는 공급되는 접착제가 담수되는 일정한 공간을 가지게 되며, 이 공간의 상부에는 접착제를 연속적으로 공급하기 위한 상부 공급파이프(30)가 횡방향으로 가로질러 구비된다.Further, the
상기 상부 공급파이프(30)는 하부에 접착제를 샤워식으로 하향 분사하기 위한 분사노즐(31)이 다수로 구비되면서 외부의 공급탱크와 연결되어 접착제를 지속적이고 연속적으로 공급받게 된다.The
이때 분사노즐(31)은 적어도 두 개 이상이 일정한 간격으로 구비됨으로써 크림 형태로 이루어지는 접착제를 고르게 분사공급하여 접착로울러(25)에 고르게 공급하게 된다.At this time, at least two
그리고 상기 접착로울러(25)와 지지로울러(26)의 후면에는 최하단 종이 원단과, 두 번째 종이 원단을 접착하기 위하여 접착제를 지지로울러(26)측으로 공급하는 구조가 제공된다.The lower surface of the
이의 구조는 접착로울러(25)와 지지로울러(26)의 후면에 또다른 별도의 후면 도포로울러(29)가 설치되고, 후면 도포로울러(29)와 지지로울러(26)의 사이에는 역시 접착제를 공급하기 위한 또다른 하부 공급파이프(40)가 전술한 상부 공급파이프(30)와 동일한 구조로 설치되어 지지로울러(26)측으로도 동시에 접착제를 공급하게 된다.In this structure, another separate
따라서 상,하부 공급파이프(30)(40)의 분사노즐(31)을 통하여 공급되는 접착제는 최하단 종이 원단과 접착되는 그 다음의 두 번째 종이 원단의 상,하부면에 각각 접착제를 도포하게 된다.Therefore, the adhesive supplied through the
한편, 상기와 같이 종이 원단의 상부에 접착제를 도포하는 구조는 다층의 종이 원단이 공급되는 과정에서 세 번째 이상의 종이 원단이 다층으로 합지될 경우 연속적으로 설치하여 사용할 수 있다.Meanwhile, in the structure of applying the adhesive to the upper part of the paper fabric as described above, when a plurality of paper fabrics of the third or more layers are laminated in the process of supplying the multi-layer paper fabric, they can be continuously installed.
즉, 두 번째 종이 원단에 접착제를 도포하는 구성의 상부에는 세 번째 종이 원단의 상부면에만 접착제를 도포하기 위한 세 번째 종이 원단의 접착제 접착수단이 구비된다.That is, in the upper part of the configuration for applying the adhesive to the second paper web, there is provided a third paper web adhesive bonding means for applying the adhesive only to the upper side of the third paper web.
이는 또다른 접착로울러(25a)와 지지로울러(26a)가 상,하 나란히 구비되고, 이들의 전면에는 전면 도포로울러(27a)가 축설치되어 공회전 가능토록 구비됨과동시에, 접착로울러(25a)와 도포로울러(27a)의 사이에는 상부 공급파이프(30)가 설치되는 구조를 가진다.This is because the other application rollers 25a and the support rollers 26a are provided side by side so that the
이때 상기 세 번째 종이 원단의 접착수단을 다층으로 더 구비함으로써 네 겹 이상, 즉 다섯 겹의 종이 원단을 합지하는 경우, 세 번째 종이 원단의 접착수단과 동일한 구조를 하나 더 설치함으로써 가능하고, 이와 같은 방법을 다층으로 구비함으로써 그 이상의 다층으로도 동시에 합지가 가능하게 될 것이다.In this case, in the case where four or more sheets of paper, i.e., five-ply paper webs are laminated, by further providing a means for adhering the third paper web to one another, By providing the method in multiple layers, it becomes possible to simultaneously laminate multiple layers.
따라서 상기와 같이 구성되는 본 고안의 실시예에서는 첨부된 도면에서 참조되듯이 네 겹의 종이 원단이 동시에 공급부(A)를 통하여 공급된 후, 접착제도포부(B)에서 각 종이 원단의 해당되는 면에 접착제가 도포되고, 이어서 합지부(C)를 통과하는 과정에서 하나의 단일체로 합지되는 것이다.Therefore, in the embodiment of the present invention configured as described above, as shown in the accompanying drawings, the four-ply paper webs are simultaneously supplied through the supply unit A, and then the adhesive agent is applied to the corresponding side And then joined together as a single body in the process of passing through the joint portion C.
본 고안에서는 공급부(A)에서 각각의 종이 원단이 접착제도포부(B)로 이송 공급되면, 먼저 최하단의 종이 원단은 전,후 안내로울러(21)(22)에 안내되면서 프리패스되어 합지부(C)로 이송된다.In the present invention, when each paper sheet is fed and fed to the adhesive sheet B in the feeding section A, the lowermost paper sheet is first guided by the front and
이때 최하단 종이 원단에는 접착제가 도포되지 않음으로써 합지되는 과정에서 접착제의 중량이나 포함된 수분에 의해 뒤틀리거나 처짐이 방지되어 제조되는 합지의 제품성을 향상시키게 된다.In this case, since the adhesive of the lowermost paper is not applied to the fabric, it is prevented from being twisted or sagged by the weight of the adhesive or moisture contained in the process of laminating, thereby improving the productivity of the laminated paper.
이어서 두 번째로 공급되는 종이 원단은 또다른 안내로울러를 거쳐 접착로울러(25)와 지지로울러(26)의 사이를 통하여 텐션로울러(28)에 지지된채로 합지부(C)로 이송되고, 이렇게 이송되는 과정에서 상,하부면에 각각 접착제가 도포된다.The second supplied paper web is fed to the joint portion C while being supported by the
즉, 접착로울러(25)의 전면에는 별도의 전면 도포로울러(27)와 상부 공급파이프(30)가 설치되어 있음에 따라, 상부 공급파이프(30)를 통하여 공급되는 접착제가 그 하부의 분사노즐(31)를 통하여 분사공급되고, 이렇게 분사공급되는 접착제는 회전구동되는 접착로울러(25)의 외표면에 달라붙은 후, 연속적으로 이송 공급되는 종이 원단의 상부면에 고르게 도포된다.That is, since the front
이와 동시에 하부 공급파이프(40)를 통하여 공급되는 접착제는 지지로울러(26)와 후면 도포로울러(29)의 사이 공간으로 분사공급됨으로써 지지로울러(26)의 외표면에 고르게 달라붙게 되고, 이에 따라 회전구동되는 지지로울러(26)에 의해 종이 원단의 하부면에 도포된다.At the same time, the adhesive supplied through the
즉, 상부 공급파이프(30)를 통하여 공급되는 접착제는 두번 째 종이 원단의 상부면을 도포하게 됨과 동시에, 하부 공급파이프(40)를 통하여 공급되는 접착제는 종이 원단의 하부면을 도포하게 된다.That is, the adhesive supplied through the
따라서 상기와 같이 이송 공급되는 최하단 종이 원단은 두 번째 종이 원단의 하부면과 접착제에 의해 접착되는 것이고, 두 번째 종이 원단의 상부면에 도포되는 접착제는 세 번째 종이 원단의 하부면과 접착된다.Thus, the lowermost paper web fed and fed as described above is adhered to the lower surface of the second paper web by an adhesive, and the adhesive applied to the upper surface of the second paper web is adhered to the lower surface of the third paper web.
이어서 세 번째 종이 원단은 도면의 도1 내지 도3에서 보듯이 상부 공급파이프(30)를 통하여 접착제가 접착로울러(25a) 및 전면 지지로울러(26a)의 사이로 분사공급되고, 이에 따라 세 번째 종이 원단의 상부면에 접착제를 도포하게 된다.Then, as shown in FIGS. 1 to 3 of the drawings, the third paper web is fed and fed through the
이때 상기 세 번째 종이 원단은 상부면에만 접착제가 도포되어 그 상부면은 네 번째 즉, 최상단 종이 원단의 하부면과 접착되는 것이고, 이와 반면에 하부면은 접착제가 도포되지 않았지만 두 번째 종이 원단과 그 상부면에 도포된 접착제로 접착되는 것이다.At this time, the third paper web is coated with an adhesive only on the upper side thereof, and the upper side thereof is adhered to the lower side of the fourth paper, that is, the uppermost paper web, while the lower side is not coated with the adhesive, And adhered with an adhesive applied to the upper surface.
따라서 본 고안은 최상단과 최하단 종이 원단에는 접착제를 도포하지 않더라도 이들 사이에 합지되는 종이 원단의 상,하부면에 각각 접착제를 도포함으로써 원활하고도 안정되게 다층으로 합지할 수 있는 것이고, 또한 본 고안 실시예에서 나타내지 않은 그 이상의 다층으로 합지하고자 하는 경우에는 세 번째 종이 원단의 접착제 접착수단의 구조를 더 구비함으로써 필요로 하는 다층으로 합지할 수가 있게 되는 것이다.Therefore, the present invention can smoothly and stably form a multi-layer laminate by applying an adhesive agent to the top and bottom surfaces of the paper fabric, which are laminated between the uppermost and lowermost paper fabric, without applying the adhesive. In the case where a plurality of layers other than those shown in the drawings are to be laminated, the laminate can be laminated in multiple layers as required by providing the structure of the adhesive bonding means of the third paper fabric.
A:공급부
B:접착제도포부
C:합지부
100:합지기
10:원형지주
11:이송체
12:클램프
20:프레임
21,22,23,24:안내로울러
25,25a:접착로울러
26,26a:지지로울러
27,27a:전면 도포로울러
28:텐션로울러
29:후면 도포로울러
30:상부 공급파이프
31:분사노즐
40:하부 공급파이프A: supply part B: adhesive agent
C: joining portion 100: joining portion
10: Circular support 11: Transfer body
12: clamp 20: frame
21, 22, 23, 24: guide
26, 26a:
28: tension roller 29: rear application roller
30: upper supply pipe 31: injection nozzle
40: Lower feed pipe
Claims (1)
상기 접착제도포부(B)는 사각 프레임(20)에 상,하 방향을 따라 다수 층으로 병렬 설치되며, 프레임(20)의 상,하단에는 최상단부와 최하단부의 종이 원단이 안내되는 안내로울러(21)(22),(23)(24)가 좌,우 한 쌍으로 각각 구비되고,
상기 안내로울러(21)(22)의 직상부 프레임(20)에는 접착로울러(25)와 지지로울러(26)가 상,하 나란히 접면되면서 전면에는 별도의 전면 도포로울러(27)가 구비됨과 동시에, 다수의 분사노즐(31)을 가지면서 접착제를 접착로울러(25)측으로 공급토록 하는 상부 공급파이프(30)가 설치되어 두 번째 종이 원단의 상부면에 접착제를 도포토록 구비되며,
상기 접착로울러(25)와 지지로울러(26)의 후면에는 후면 도포로울러(29)가 구비됨과 동시에, 다수의 분사노즐(31)을 가지면서 접착제를 지지로울러(26)측으로 공급토록 하는 하부 공급파이프(40)가 설치되어 두 번째 종이 원단의 하부면에 접착제를 도포토록 구비되고,
상기 안내로울러(23)(24)의 직하부 프레임(20)에는 접착로울러(25a)와 지지로울러(26a)가 상,하 나란히 접면되면서 전면에는 별도의 전면 도포로울러(27a)가 구비됨과 동시에, 다수의 분사노즐(31)을 가지면서 접착제를 접착로울러(25)측으로 공급토록 하는 상부 공급파이프(30)가 설치되어 세 번째 종이 원단의 상부면에 접착제를 도포함으로써 최상단 네 번째의 종이 원단과 접착될 수 있도록 구성함을 특징으로 하는 다층 합지기의 접착제 도포장치.A plurality of paper webs are supplied through a supply portion A to apply adhesives on the adhesive portion B and then joined together in a joint portion C,
A plurality of guide rollers 21 are installed on the upper and lower ends of the frame 20 to guide the upper and lower end portions of the paper fabric, ) 22, 23 and 24 are provided as a pair of left and right, respectively,
The adhesive rollers 25 and the support rollers 26 are in contact with each other on the upper frame 20 of the guide rollers 21 and 22 so that a separate front coating roller 27 is provided on the front surface, An upper supply pipe (30) having a plurality of injection nozzles (31) and feeding an adhesive to the adhesive roller (25) side is provided, and an adhesive is applied to the upper surface of the second paper fabric,
A back coating roller 29 is provided on the back surface of the adhesive roller 25 and the support roller 26 and a plurality of spray nozzles 31 are provided on the back surface of the adhesive roller 25, (40) is provided to apply adhesive to the lower surface of the second paper fabric,
The adhesive rollers 25a and the support rollers 26a are in contact with each other on the lower frame 20 of the guide rollers 23 and 24 so that a separate front coating roller 27a is provided on the front surface, An upper supply pipe (30) having a plurality of jet nozzles (31) and feeding an adhesive to the adhesive roller (25) side is provided, and an adhesive is applied to the upper surface of the third paper fabric, And the adhesive agent is applied to the adhesive layer.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR2020180000247U KR20190001892U (en) | 2018-01-17 | 2018-01-17 | Adhesive application device for multi-layered plywood |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR2020180000247U KR20190001892U (en) | 2018-01-17 | 2018-01-17 | Adhesive application device for multi-layered plywood |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20190001892U true KR20190001892U (en) | 2019-07-25 |
Family
ID=67439725
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR2020180000247U KR20190001892U (en) | 2018-01-17 | 2018-01-17 | Adhesive application device for multi-layered plywood |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20190001892U (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102067943B1 (en) | 2019-11-20 | 2020-01-17 | 허남총 | Paper Disc Manufacturing Equipment |
| KR102137479B1 (en) * | 2020-03-25 | 2020-08-10 | 주식회사 아이앤티산업 | Fence frame connection device |
| KR102349644B1 (en) * | 2021-08-17 | 2022-01-10 | 박영목 | Adhesive discharge system for film lamination |
| KR102489511B1 (en) * | 2022-02-18 | 2023-01-17 | 주식회사 아이앤티산업 | Multi laminating device for manufacturing food packaging film |
-
2018
- 2018-01-17 KR KR2020180000247U patent/KR20190001892U/en not_active Application Discontinuation
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102067943B1 (en) | 2019-11-20 | 2020-01-17 | 허남총 | Paper Disc Manufacturing Equipment |
| KR102137479B1 (en) * | 2020-03-25 | 2020-08-10 | 주식회사 아이앤티산업 | Fence frame connection device |
| KR102349644B1 (en) * | 2021-08-17 | 2022-01-10 | 박영목 | Adhesive discharge system for film lamination |
| KR102489511B1 (en) * | 2022-02-18 | 2023-01-17 | 주식회사 아이앤티산업 | Multi laminating device for manufacturing food packaging film |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20190001892U (en) | Adhesive application device for multi-layered plywood | |
| WO2018054030A1 (en) | Single boards combined and bonded by hot-melt adhesive film and plywood manufacturing process employing same | |
| CN106182212A (en) | Glued membrane without aldehyde is combined veneer and applies its plywood automatically to arrange board production technology | |
| US4342615A (en) | Plywood layup line | |
| CN114474954A (en) | Three-in-one composite system | |
| CN112248463A (en) | Siphon drain bar three-roller composite non-woven fabric system for sponge engineering | |
| US3325334A (en) | Apparatus for bonding plywood veneers | |
| CN213618427U (en) | Siphon drain bar three-roller composite non-woven fabric system for sponge engineering | |
| EP1738899B1 (en) | Machine for bonding films made of different materials, in multiple layers and the corresponding method | |
| JP3749692B2 (en) | Laminated composite manufacturing apparatus and manufacturing method | |
| US5616211A (en) | Veneered panel continuous lamination machine | |
| EP1666247A1 (en) | Method and apparatus for manufacturing laminate floor panels comprising at least a base layer and a top layer of plastics material, and such laminate floor panel | |
| KR200241567Y1 (en) | A device for automatically pasting and drying a plurality of a thin paper in a form of a layer | |
| KR20150099997A (en) | Sheet supply apparatus for box | |
| JP3610869B2 (en) | Decorative plate manufacturing method | |
| JPH04502131A (en) | Improvement of corrugating machine | |
| JP2010042606A (en) | Lapping device and lapping method | |
| JP4366573B2 (en) | Manufacturing method for flooring | |
| WO2010078717A1 (en) | Bamboo fabric folding honeycomb board and process for manufacturing thereof | |
| KR200176048Y1 (en) | Multi-layer paper providing high tensile strength | |
| KR20130060576A (en) | Speed controlling structure of manufacturing machine for pasteboard | |
| KR200219279Y1 (en) | Multi-layer paper providing high tensile strength and apparatus for manufacturing thereof | |
| JP2007136290A (en) | Adhesive coating method to veneer | |
| JP2002187239A (en) | Grain tape and method of manufacturing the same | |
| JPH0278549A (en) | Production equipment of decorative laminated sheet |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |