KR20180098102A - 삼차원 프린터 - Google Patents
삼차원 프린터 Download PDFInfo
- Publication number
- KR20180098102A KR20180098102A KR1020170032548A KR20170032548A KR20180098102A KR 20180098102 A KR20180098102 A KR 20180098102A KR 1020170032548 A KR1020170032548 A KR 1020170032548A KR 20170032548 A KR20170032548 A KR 20170032548A KR 20180098102 A KR20180098102 A KR 20180098102A
- Authority
- KR
- South Korea
- Prior art keywords
- bed
- metal material
- polymer material
- blade
- storage part
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/153—Processes of additive manufacturing using only solid materials using layers of powder being selectively joined, e.g. by selective laser sintering or melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/40—Radiation means
- B22F12/41—Radiation means characterised by the type, e.g. laser or electron beam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/10—Formation of a green body
- B22F10/16—Formation of a green body by embedding the binder within the powder bed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/40—Radiation means
- B22F12/44—Radiation means characterised by the configuration of the radiation means
- B22F12/45—Two or more
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/50—Means for feeding of material, e.g. heads
- B22F12/55—Two or more means for feeding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/60—Planarisation devices; Compression devices
- B22F12/67—Blades
-
- B22F3/1055—
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/205—Means for applying layers
- B29C64/209—Heads; Nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/205—Means for applying layers
- B29C64/214—Doctor blades
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/245—Platforms or substrates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/264—Arrangements for irradiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
- B29C64/393—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y40/00—Auxiliary operations or equipment, e.g. for material handling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y40/00—Auxiliary operations or equipment, e.g. for material handling
- B33Y40/20—Post-treatment, e.g. curing, coating or polishing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
-
- B22F2003/1056—
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Health & Medical Sciences (AREA)
- Toxicology (AREA)
- General Health & Medical Sciences (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
Abstract
따라서, 하나의 소재가 아닌 서로 다른 소재를 이용하여 조형물을 출력할 수 있어 소재의 활용성을 향상시킬 수 있고, 서로 다른 소재를 다른 파장을 가지는 레이저로 소결하면서 적층하여 조형물로 출력할 수 있어 하나의 기기에서 다른 방식의 삼차원 프린터 방법을 사용할 수 있어 효율성 및 실용성을 향상시킬 수 있다.
Description
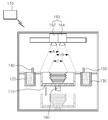
도 2 및 도 3은 도 1에 도시된 제1블레이드 및 제2블레이드가 동작하는 상태를 도시한 도면이다.
도 4는 도 1에 도시된 베드가 승하강기구에 의해 상하로 이동된 상태를 도시한 도면이다.
120 : 메탈 소재 저장부 130 : 폴리머 소재 저장부
140 : 제1블레이드 150 : 제2블레이드
160 : 레이저 조사부 162 : 제1레이저 조사 헤드
164 : 제2레이저 조사 헤드 170 : 제어부
180 : 승하강기구
Claims (5)
- 상하로 이동가능하며 공급되는 소재가 소결되면서 적층되어 조형물로 출력되는 베드;
상기 베드로 공급되는 메탈 소재가 저장되는 메탈 소재 저장부;
상기 베드를 중심으로 상기 메탈 소재 저장부와 이격되게 위치하며, 상기 베드로 공급되는 폴리머 소재가 저장되는 폴리머 소재 저장부;
상기 메탈 소재 저장부에 저장된 메탈 소재를 흡입하여 상기 베드의 상부로 공급하면서 도포하는 제1블레이드;
상기 폴리머 소재 저장부에 저장된 폴리머 소재를 흡입하여 상기 베드의 상부로 공급하면서 도포하는 제2블레이드;
상기 베드에 도포된 메탈 소재 및 폴리머 소재를 소결시키기 위해 레이저를 조사하는 레이저 조사부; 및
상기 제1블레이드, 상기 제2블레이드, 및 상기 레이저 조사부의 동작을 제어하는 제어부를 포함하는 삼차원 프린터.
- 청구항 1에 있어서,
상기 레이저 조사부는,
상기 메탈 소재 저장부에서 공급되어 상기 베드 상에 도포된 메탈 소재를 소결하기 위해 레이저를 조사하는 제1레이저 조사 헤드와,
상기 제1레이저 조사 헤드와 이격되게 구비되며 상기 폴리머 소재 저장부에서 공급되어 상기 베드 상에 도포된 폴리머 소재를 소결하기 위해 레이저를 조사하는 제2레이저 조사 헤드를 포함하는 삼차원 프린터.
- 청구항 2에 있어서,
상기 베드에는 상기 제1레이저 조사 헤드에서 조사하는 레이저가 조사되는 제1영역과 상기 제2레이저 조사 헤드에서 조사되는 레이저가 조사되는 제2영역이 중복되는 제3영역이 형성되며,
상기 제3영역에 상기 메탈 소재 및 상기 폴리머 소재가 소결되어 적층되는 것을 특징으로 하는 삼차원 프린터.
- 청구항 1에 있어서,
상기 베드의 하부에 설치되며 상기 베드를 상하로 이동시키는 승하강기구를 더 포함하며,
상기 승하강기구의 구동은 상기 제어부에 의해 제어되는 것을 특징으로 하는 삼차원 프린터.
- 청구항 4에 있어서,
상기 제어부는 상기 베드의 상면에 메탈 소재와 폴리머 소재가 소결되어 적층 시 상기 승하강기구를 제어하여 메탈 소재와 폴리머 소재가 적층된 높이만큼 상기 베드를 하부로 이동시키는 것을 특징으로 하는 삼차원 프린터.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR20170024799 | 2017-02-24 | ||
| KR1020170024799 | 2017-02-24 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20180098102A true KR20180098102A (ko) | 2018-09-03 |
| KR101896918B1 KR101896918B1 (ko) | 2018-09-12 |
Family
ID=63593272
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020170032548A Expired - Fee Related KR101896918B1 (ko) | 2017-02-24 | 2017-03-15 | 삼차원 프린터 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR101896918B1 (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112222357A (zh) * | 2020-09-28 | 2021-01-15 | 武汉阿尔法激光有限公司 | 一种高速3d打印结构及打印方法 |
| KR102286444B1 (ko) | 2020-02-05 | 2021-08-04 | 경북대학교 산학협력단 | 3d 프린팅 방법, 그로부터 제조된 소프트 센서 및 그 용도 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20160013101A (ko) * | 2013-05-23 | 2016-02-03 | 아르켐 에이비 | 적층 가공을 위한 방법 및 장치 |
| KR20170002855A (ko) * | 2015-06-30 | 2017-01-09 | (주)센트롤 | 분말재료 적층장치를 포함하는 3차원 조형물 제조장치 및 방법 |
-
2017
- 2017-03-15 KR KR1020170032548A patent/KR101896918B1/ko not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20160013101A (ko) * | 2013-05-23 | 2016-02-03 | 아르켐 에이비 | 적층 가공을 위한 방법 및 장치 |
| KR20170002855A (ko) * | 2015-06-30 | 2017-01-09 | (주)센트롤 | 분말재료 적층장치를 포함하는 3차원 조형물 제조장치 및 방법 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102286444B1 (ko) | 2020-02-05 | 2021-08-04 | 경북대학교 산학협력단 | 3d 프린팅 방법, 그로부터 제조된 소프트 센서 및 그 용도 |
| CN112222357A (zh) * | 2020-09-28 | 2021-01-15 | 武汉阿尔法激光有限公司 | 一种高速3d打印结构及打印方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101896918B1 (ko) | 2018-09-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5724317B2 (ja) | 3次元造形装置 | |
| JP6384826B2 (ja) | 三次元積層造形装置、三次元積層造形方法および三次元積層造形プログラム | |
| JP6510179B2 (ja) | 3次元プリンタ、及び、3次元造形物製造方法 | |
| KR101407050B1 (ko) | 가변형 수조 적층방식을 이용한 3차원 프린터 및 이를 이용한 조형방법 | |
| JP6955291B2 (ja) | 音波浮揚を利用したプリンタ装置 | |
| KR101912311B1 (ko) | 삼차원 프린터 | |
| KR101872212B1 (ko) | 3차원 프린터 | |
| KR101896918B1 (ko) | 삼차원 프린터 | |
| KR101876803B1 (ko) | 삼차원 프린터 | |
| KR101912312B1 (ko) | 삼차원 프린터 | |
| KR101990309B1 (ko) | 삼차원 프린터 | |
| KR102476579B1 (ko) | 3차원 프린터 | |
| JP2016002714A (ja) | インクジェット立体形状印刷装置および当該インクジェット立体形状印刷装置によるインクジェット立体形状印刷方法 | |
| KR101876779B1 (ko) | 삼차원 프린터 | |
| KR101679737B1 (ko) | 광경화기를 구비하는 3차원 프린팅 헤드 조립체 | |
| JP6430748B2 (ja) | 3次元造形物の製造方法 | |
| KR101990304B1 (ko) | 3차원 프린터 | |
| KR101872213B1 (ko) | 3차원 프린터 | |
| KR20190036838A (ko) | 삼차원 프린터 | |
| JP2021094821A (ja) | 造形装置及び造形方法 | |
| KR101876799B1 (ko) | 3차원 프린터 | |
| KR101887620B1 (ko) | 삼차원 프린터 | |
| KR20180098103A (ko) | 삼차원 프린터 | |
| KR101887136B1 (ko) | 삼차원 프린터 | |
| JP5928631B2 (ja) | 3次元造形装置及び3次元造形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U11-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| P14-X000 | Amendment of ip right document requested |
St.27 status event code: A-5-5-P10-P14-nap-X000 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: A-4-4-U10-U13-oth-PC1903 Not in force date: 20210905 Payment event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: N-4-6-H10-H13-oth-PC1903 Ip right cessation event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE Not in force date: 20210905 |