KR20170130450A - Method for producing polyethylene-based resin extruded foamed sheet, polyethylene-based resin-extruded foamed sheet and diaper for glass plate using the same - Google Patents
Method for producing polyethylene-based resin extruded foamed sheet, polyethylene-based resin-extruded foamed sheet and diaper for glass plate using the same Download PDFInfo
- Publication number
- KR20170130450A KR20170130450A KR1020177027914A KR20177027914A KR20170130450A KR 20170130450 A KR20170130450 A KR 20170130450A KR 1020177027914 A KR1020177027914 A KR 1020177027914A KR 20177027914 A KR20177027914 A KR 20177027914A KR 20170130450 A KR20170130450 A KR 20170130450A
- Authority
- KR
- South Korea
- Prior art keywords
- antistatic agent
- polyethylene
- foam sheet
- density polyethylene
- melting point
- Prior art date
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D57/00—Internal frames or supports for flexible articles, e.g. stiffeners; Separators for articles packaged in stacks or groups, e.g. for preventing adhesion of sticky articles
- B65D57/002—Separators for articles packaged in stacks or groups, e.g. stacked or nested
- B65D57/003—Separators for articles packaged in stacks or groups, e.g. stacked or nested for horizontally placed articles, i.e. for stacked or nested articles
- B65D57/004—Separators for articles packaged in stacks or groups, e.g. stacked or nested for horizontally placed articles, i.e. for stacked or nested articles the articles being substantially flat panels, e.g. wooden planks
-
- B29C47/0042—
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/04—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent
- C08J9/12—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent by a physical blowing agent
-
- B29C47/0004—
-
- B29C47/0021—
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0012—Combinations of extrusion moulding with other shaping operations combined with shaping by internal pressure generated in the material, e.g. foaming
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/022—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/065—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/30—Containers, packaging elements or packages, specially adapted for particular articles or materials for articles particularly sensitive to damage by shock or pressure
- B65D85/48—Containers, packaging elements or packages, specially adapted for particular articles or materials for articles particularly sensitive to damage by shock or pressure for glass sheets
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/0061—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof characterized by the use of several polymeric components
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/04—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent
- C08J9/06—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent by a chemical blowing agent
- C08J9/08—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent by a chemical blowing agent developing carbon dioxide
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/04—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent
- C08J9/12—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent by a physical blowing agent
- C08J9/14—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent by a physical blowing agent organic
- C08J9/141—Hydrocarbons
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/0008—Organic ingredients according to more than one of the "one dot" groups of C08K5/01 - C08K5/59
- C08K5/0075—Antistatics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92009—Measured parameter
- B29C2948/92114—Dimensions
- B29C2948/92142—Length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/34—Auxiliary operations
- B29C44/36—Feeding the material to be shaped
- B29C44/46—Feeding the material to be shaped into an open space or onto moving surfaces, i.e. to make articles of indefinite length
- B29C44/50—Feeding the material to be shaped into an open space or onto moving surfaces, i.e. to make articles of indefinite length using pressure difference, e.g. by extrusion or by spraying
- B29C44/505—Feeding the material to be shaped into an open space or onto moving surfaces, i.e. to make articles of indefinite length using pressure difference, e.g. by extrusion or by spraying extruding the compound through a flat die
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/04—Polymers of ethylene
- B29K2023/06—PE, i.e. polyethylene
- B29K2023/0608—PE, i.e. polyethylene characterised by its density
- B29K2023/0633—LDPE, i.e. low density polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0005—Condition, form or state of moulded material or of the material to be shaped containing compounding ingredients
- B29K2105/0008—Anti-static agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2423/00—Use of polyalkenes or derivatives thereof as filler
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2471/00—Use of polyethers, e.g. PEEK, i.e. polyether-etherketone or PEK, i.e. polyetherketone or derivatives thereof, as filler
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0003—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular electrical or magnetic properties, e.g. piezoelectric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0063—Density
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0091—Damping, energy absorption
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0094—Geometrical properties
- B29K2995/0097—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
- B29L2031/7138—Shock absorbing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/02—2 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/102—Oxide or hydroxide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/104—Oxysalt, e.g. carbonate, sulfate, phosphate or nitrate particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0207—Materials belonging to B32B25/00
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/0221—Vinyl resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/0221—Vinyl resin
- B32B2266/0228—Aromatic vinyl resin, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/025—Polyolefin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/20—Properties of the layers or laminate having particular electrical or magnetic properties, e.g. piezoelectric
- B32B2307/21—Anti-static
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/306—Resistant to heat
- B32B2307/3065—Flame resistant or retardant, fire resistant or retardant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/308—Heat stability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/402—Coloured
- B32B2307/4026—Coloured within the layer by addition of a colorant, e.g. pigments, dyes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/712—Weather resistant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/718—Weight, e.g. weight per square meter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/72—Density
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2323/00—Polyalkenes
- B32B2323/04—Polyethylene
- B32B2323/046—LDPE, i.e. low density polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/20—Displays, e.g. liquid crystal displays, plasma displays
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/20—Displays, e.g. liquid crystal displays, plasma displays
- B32B2457/202—LCD, i.e. liquid crystal displays
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/20—Displays, e.g. liquid crystal displays, plasma displays
- B32B2457/204—Plasma displays
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2201/00—Foams characterised by the foaming process
- C08J2201/02—Foams characterised by the foaming process characterised by mechanical pre- or post-treatments
- C08J2201/03—Extrusion of the foamable blend
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2203/00—Foams characterized by the expanding agent
- C08J2203/02—CO2-releasing, e.g. NaHCO3 and citric acid
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2203/00—Foams characterized by the expanding agent
- C08J2203/14—Saturated hydrocarbons, e.g. butane; Unspecified hydrocarbons
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2203/00—Foams characterized by the expanding agent
- C08J2203/20—Ternary blends of expanding agents
- C08J2203/204—Ternary blends of expanding agents of chemical foaming agent and physical blowing agents
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2323/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2323/04—Homopolymers or copolymers of ethene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2453/00—Characterised by the use of block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Derivatives of such polymers
Abstract
저밀도 폴리에틸렌, 물리 발포제 및 대전 방지제를 혼련하여 이루어지는 발포성 용융 수지 조성물을 압출하고 발포시켜서 폴리에틸렌계 수지 압출 발포 시트를 제조하는 방법으로서, 발포 시트의 두께가 0.05~0.5㎜의 범위 내이고, 대전 방지제로서 저밀도 폴리에틸렌과의 융점차가 -10~+10℃의 범위 내인 융점을 갖고, 또한 멜트 플로우 레이트가 10g/10분 이상인 고분자형 대전 방지제를 사용하는 것을 특징으로 하는 폴리에틸렌계 수지 압출 발포 시트의 제조 방법이 제공된다. 이것에 의해, 두께가 매우 얇음에도 불구하고, 중장기의 연속 생산에 있어서도 작은 구멍이나 관통 구멍의 발생이 방지·억제된 고품질이고 우수한 강도와 완충성을 겸비하고, 또한 대전 방지 성능도 충분하게 발현하는 유리판용 간지로서 적합한 신규한 폴리에틸렌계 수지 압출 발포 시트가 얻어지게 된다. A method for producing a polyethylene resin extruded foamed sheet by extruding and expanding a foamable molten resin composition obtained by kneading a low density polyethylene, a physical foaming agent and an antistatic agent, wherein the foamed sheet has a thickness in the range of 0.05 to 0.5 mm, A method of producing a polyethylene-based resin extruded foam sheet characterized by using a high-molecular-weight antistatic agent having a melting point difference in a range of -10 to +10 DEG C with a low-density polyethylene and having a melt flow rate of 10 g / / RTI > As a result, even though the thickness is very thin, it is possible to provide a high-quality, high-strength, and buffering property that prevents or suppresses the occurrence of small holes or through holes even in the continuous production of the medium- A novel polyethylene-based resin extruded foam sheet suitable as a separator for a glass plate can be obtained.
Description
본 발명은 신규한 폴리에틸렌계 수지 압출 발포 시트의 제조 방법, 신규한 폴리에틸렌계 수지 압출 발포 시트 및 그것을 사용한 유리판용 간지에 관한 것이다. The present invention relates to a process for producing a novel polyethylene-based resin extruded foamed sheet, a novel polyethylene-based resin-extruded foamed sheet and a sheet for a glass plate using the same.
폴리에틸렌계 수지 압출 발포 시트(이하, 발포 시트라고도 한다)는 대전 방지 기능, 유연성 및 완충성이 풍부하여 피포장물의 손상, 파손을 방지할 수 있기 때문에 가전제품, 유리기구, 도기 등의 포장 재료로서 널리 사용되어 왔다. 또한, 최근 박형 TV 등의 개발, 수요 확대에 따라 액정 디스플레이, 플라즈마 디스플레이, 일렉트로루미네선스 디스플레이 등의 화상 표시 장치용의 유리 기판의 곤포나 반송시에 있어서의, 유리 기판의 표면의 손상을 방지하기 위해서 유리판 사이에 배치되는 간지로서 대전 방지 성능을 구비한 발포 시트가 사용되고 있다(특허문헌 1, 특허문헌 2) A polyethylene-based resin-extruded foam sheet (hereinafter also referred to as a foam sheet) is excellent in antistatic function, flexibility and buffering property to prevent damage and breakage of the article to be wrapped, and therefore can be used as a packaging material for household appliances, Has been widely used. In addition, with the recent development and demand for thin type TVs and the like, it is possible to prevent the surface of the glass substrate from being damaged when the glass substrate for an image display device such as a liquid crystal display, a plasma display or an electroluminescence display is packed or transported A foaming sheet having an antistatic property is used as a separator disposed between the glass plates (Patent Document 1, Patent Document 2)
지금까지, 액정 패널 등의 화상 표시 기기용의 유리판으로서 여러가지 두께의 것이 개발되어 왔지만, 경량화, 에너지 절약이나 생산 비용 등의 면에서 최근에는 두께가 0.5㎜ 정도 이하라고 하는 매우 얇은 유리판도 생산되게 되었다. 이러한 얇은 유리판의 간지로서, 종래와 같은 두께가 1㎜~2㎜ 정도인 두꺼운 발포 시트를 사용하면, 적재 효율이 저하될 뿐만 아니라 유리판에 대하여 간지의 두께가 지나치게 두꺼워지기 때문에 하중이 걸리는 쪽에 따라서는 유리판이 파손될 우려도 있었다. Up to now, various thicknesses have been developed as glass plates for image display devices such as liquid crystal panels, but in recent years, very thin glass plates having a thickness of about 0.5 mm or less have been produced in terms of weight reduction, energy saving, and production cost . If a thick foamed sheet having a thickness of about 1 mm to 2 mm is used as a separator of such a thin glass plate, not only the stacking efficiency is lowered but also the thickness of the separator becomes excessively thick with respect to the glass plate, The glass plate might be broken.
이 때문에, 두께가 얇은 유리판에 대응하는 간지로서, 두께가 얇은 발포 시트의 개발이 진행되고 있지만, 두께가 얇은 발포 시트를 제조하고자 하면 발포 시트에 작은 구멍이나 관통 구멍이 발생되기 쉬워진다고 하는 문제가 발생했다. For this reason, development of a foaming sheet having a thin thickness as a separator corresponding to a thin glass plate is progressing. However, if a foaming sheet having a small thickness is to be produced, a problem that a small hole or a through hole is liable to be generated in the foaming sheet happened.
이러한 문제에 대처하기 위해서, 본 발명자들은 먼저 특유한 기포 조정제 등을 사용함으로써 평균 두께가 0.5㎜ 이하인 폴리에틸렌계 수지 압출 발포 시트를 개발했다(특허문헌 3, 특허문헌 4). In order to cope with this problem, the inventors of the present invention first developed a polyethylene resin extruded foamed sheet having an average thickness of 0.5 mm or less by using a specific foam modifier or the like (Patent Document 3, Patent Document 4).
이들 폴리에틸렌계 수지 압출 발포 시트는 평균 두께가 0.5㎜ 이하라도, 작은 구멍이나 관통 구멍의 발생이 방지·억제된 고품질의 것이며, 우수한 대전 방지 성능과 완충성을 갖는 것이다. These polyethylene-based resin-extruded foamed sheets have high quality, which prevents or suppresses the occurrence of small holes and through holes even when the average thickness is 0.5 mm or less, and has excellent antistatic performance and buffering properties.
상기 폴리에틸렌계 수지 압출 발포 시트는 두께가 얇은 유리판의 간지로서 적합한 것이라고 할 수 있지만, 또한 2일~7일 등에 걸친 중장기의 연속 생산에 있어서도 안정적으로 작은 구멍이나 관통 구멍 등의 발생이 방지·억제된 고품질이고 우수한 대전 방지 성능을 발현하는 폴리에틸렌계 수지 압출 발포 시트의 개발이 강하게 요구된다. The polyethylene-based resin-extruded foamed sheet can be said to be suitable as a separator of a thin glass plate. In addition, even in continuous production over a long period of 2 to 7 days or more, occurrence of small holes, through holes and the like is prevented / There is a strong demand for the development of a polyethylene resin extruded foam sheet which exhibits high quality and excellent antistatic performance.
본 발명은 상기한 사정을 감안하여 이루어진 것이며, 두께가 매우 얇음에도 불구하고 중장기의 연속 생산에 있어서도 작은 구멍이나 관통 구멍의 발생이 방지·억제된 고품질이며 우수한 강도와 완충성을 겸비하고, 또한 대전 방지 성능도 충분히 발현하는, 유리판용 간지로서 적합한 신규한 폴리에틸렌계 수지 압출 발포 시트의 제조 방법, 신규한 폴리에틸렌계 수지 발포 시트 및 그것을 사용한 유리판용 간지를 제공하는 것을 목적으로 한다. The present invention has been made in view of the above circumstances, and it is an object of the present invention to provide a high quality, high strength, and a buffering property which are prevented or suppressed from occurring in small holes or through holes even in continuous production in the medium and long term, The present invention also provides a novel polyethylene-based resin foam sheet and a glass sheet for a glass plate using the novel polyethylene-based resin foam sheet.
본 발명은 이하에 기재된 신규한 폴리에틸렌계 수지 압출 발포 시트의 제조 방법, 신규한 폴리에틸렌계 수지 압출 발포 시트 및 그것을 사용한 유리판용 간지를 제공한다. The present invention provides a process for producing a novel polyethylene-based resin extruded foam sheet described below, a novel polyethylene-based resin-extruded foam sheet, and a sheet for a glass plate using the same.
<1> 저밀도 폴리에틸렌, 물리 발포제 및 대전 방지제를 함유하는 발포성 용융 수지 조성물을 압출하고 발포시켜서 폴리에틸렌계 수지 압출 발포 시트를 제조하는 방법으로서, 발포 시트의 두께가 0.05~0.5㎜의 범위 내이며, 대전 방지제로서 저밀도 폴리에틸렌과의 융점차가 -10~+10℃의 범위 내의 융점을 갖고, 또한 멜트 플로우 레이트가 10g/10분 이상인 고분자형 대전 방지제를 사용하는 것을 특징으로 하는 폴리에틸렌계 수지 압출 발포 시트의 제조 방법. A method for producing a polyethylene resin extruded foamed sheet by extruding and expanding a foamable molten resin composition containing low density polyethylene, a physical foaming agent and an antistatic agent, wherein the foamed sheet has a thickness in the range of 0.05 to 0.5 mm, And a high-molecular-weight antistatic agent having a melting point difference from the low-density polyethylene as an inhibitor in the range of -10 to + 10 ° C and a melt flow rate of 10 g / 10 min or more is used. Way.
<2> <1>에 있어서,≪ 2 > The method according to < 1 &
상기 고분자형 대전 방지제의 융점이 120℃ 이하인 것을 특징으로 하는 폴리에틸렌계 수지 압출 발포 시트의 제조 방법. Wherein the polymeric antistatic agent has a melting point of 120 占 폚 or less.
<3> <1> 또는 <2>에 있어서,≪ 3 > The method according to < 1 > or < 2 &
고분자형 대전 방지제의 멜트 플로우 레이트에 대한 저밀도 폴리에틸렌의 멜트 플로우 레이트의 비(저밀도 폴리에틸렌의 멜트 플로우 레이트/고분자형 대전 방지제의 멜트 플로우 레이트)가 2 이하인 것을 특징으로 하는 폴리에틸렌계 수지 압출 발포 시트의 제조 방법. Wherein the ratio of the melt flow rate of the low density polyethylene to the melt flow rate of the high molecular weight antistatic agent (melt flow rate of the low density polyethylene / melt flow rate of the high molecular weight type antistatic agent) is 2 or less. Way.
<4> <1> 내지 <3> 중 어느 한 항에 있어서,≪ 4 > A method according to any one of < 1 > to < 3 &
상기 저밀도 폴리에틸렌 100질량부에 대하여, 고분자형 대전 방지제가 3~25질량부 배합되어 있는 것을 특징으로 하는 폴리에틸렌계 수지 압출 발포 시트의 제조 방법. Wherein the polymeric antistatic agent is blended in an amount of 3 to 25 parts by mass based on 100 parts by mass of the low-density polyethylene.
<5> 대전 방지제를 함유하고, 기재 수지가 저밀도 폴리에틸렌인 저밀도 폴리에틸렌계 수지 압출 발포 시트로서, 두께가 0.05㎜~0.5㎜의 범위 내, 겉보기 밀도가 20~450kg/㎥의 범위 내이며, 대전 방지제가 저밀도 폴리에틸렌과의 융점차가 -10℃~+10℃의 범위 내의 융점을 갖고, 또한 멜트 플로우 레이트가 10g/10분 이상인 고분자형 대전 방지제인 것을 특징으로 하는 폴리에틸렌계 수지 압출 발포 시트. <5> A low-density polyethylene resin extruded foamed sheet containing an antistatic agent and a base resin having a low density polyethylene, the extruded foam sheet having a thickness within a range of 0.05 mm to 0.5 mm and an apparent density within a range of 20 to 450 kg / Is a high molecular weight type antistatic agent having a melting point difference from low-density polyethylene of -10 占 폚 to +10 占 폚 and a melt flow rate of 10 g / 10 min or more.
<6> <5>에 기재된 폴리에틸렌계 수지 압출 발포 시트로 이루어지는 유리판용 간지. ≪ 6 > A glass sheet for a glass plate comprising a polyethylene resin extruded foam sheet according to < 5 >.
(발명의 효과) (Effects of the Invention)
본 발명의 제조 방법에 의하면, 수 시간과 같은 단기간은 물론, 수 일간에 걸친 중장기간의 연속 생산에 있어서도, 작은 구멍이나 관통 구멍의 발생이 방지·억제된 고품질이며 두께가 매우 얇고 우수한 대전 방지 성능을 발현하는 폴리에틸렌계 수지 발포 시트를 얻을 수 있다. According to the manufacturing method of the present invention, it is possible to provide a high-quality, low-thickness and excellent antistatic performance that prevents or suppresses the occurrence of small holes or through holes in continuous production over a long period of time over several days as well as a short- A polyethylene-based resin foam sheet can be obtained.
또한, 본 발명에 의한 신규한 폴리에틸렌계 수지 발포 시트는 두께가 매우 얇음에도 불구하고, 작은 구멍이나 관통 구멍의 발생이 방지·억제된 고품질인 것이며, 또한 충분한 대전 방지 성능을 발현한다. In addition, the novel polyethylene-based resin foam sheet according to the present invention is of high quality, which prevents or suppresses the occurrence of small holes or through-holes even though the thickness is extremely small, and exhibits sufficient antistatic performance.
따라서, 본 발명의 신규한 폴리에틸렌계 수지 발포 시트는 대전 방지 기능 등이 강하게 요구되는 분야, 특히 액정 디스플레이, 플라즈마 디스플레이, 일렉트로루미네선스 디스플레이 등의 화상 표시 장치용의 박형 유리판의 반송이나 곤포시의 손상을 방지하기 위한 유리판용 간지로서 널리 그 수요가 예견된다. Therefore, the novel polyethylene-based resin foam sheet of the present invention is suitable for use in applications in which an antistatic function or the like is strongly required, particularly in the transporting and packing of thin glass plates for image display devices such as liquid crystal displays, plasma displays, and electroluminescence displays The demand for glass plates for preventing damage is widely expected.
또한, 본 발명의 신규한 폴리에틸렌계 수지 발포 시트는 중장기에 걸쳐서 연속적으로 제조하는 것이 가능하여, 공업적으로 매우 생산 효율이 높은 발포 시트이다. Further, the novel polyethylene-based resin foam sheet of the present invention can be continuously produced over a medium-to-long term, and is a foam sheet which is industrially very high production efficiency.
본 발명의 폴리에틸렌계 수지 압출 발포 시트(이하, 단지 발포 시트라고도 함)의 제조 방법은 저밀도 폴리에틸렌, 물리 발포제 및 대전 방지제를 함유하는 발포성 용융 수지 조성물을 압출하여 발포시켜서 폴리에틸렌계 수지 압출 발포 시트를 제조하는 방법으로서, 발포 시트의 두께가 0.05~0.5㎜의 범위 내이며, 대전 방지제로서 저밀도 폴리에틸렌과의 융점차가 -10~+10℃의 범위 내의 융점을 갖고, 또한 멜트 플로우 레이트가 10g/10분 이상인 고분자형 대전 방지제를 사용하는 것을 특징으로 하고 있다. The method for producing a polyethylene-based resin extruded foam sheet (hereinafter, simply referred to as a foam sheet) of the present invention comprises extruding and expanding a foamable molten resin composition containing low-density polyethylene, a physical foaming agent and an antistatic agent to produce a polyethylene- Wherein the thickness of the foam sheet is in the range of 0.05 to 0.5 mm and the difference in melting point from the low density polyethylene as the antistatic agent has a melting point in the range of -10 to +10 DEG C and the melt flow rate is 10 g / And a polymer type antistatic agent is used.
(발포 시트의 제조 방법) (Production method of foam sheet)
본 발명의 발포 시트의 제조 방법은 발포 시트를 성형하기 위한 재료인 저밀도 폴리에틸렌, 대전 방지제, 기타 필요에 따라서 첨가되는 기포 조정제 등의 첨가제를 압출기에 공급하여 200℃ 정도로 가열 혼련하여 용융 수지 조성물로 한다. 계속해서, 이 용융 수지 조성물에 물리적 발포제를 압입하고 또한 혼련하여 압출기 내에서 발포성 용융 수지 조성물로 한다. 계속해서, 이 발포성 용융 수지 조성물을 발포 적정 온도로 냉각한다. In the method for producing a foamed sheet of the present invention, an additive such as low density polyethylene, an antistatic agent and an air bubble adjusting agent, which is a material for forming a foam sheet, is added to an extruder and heated and kneaded at about 200 캜 to obtain a molten resin composition . Subsequently, the physical foaming agent is pressed into the molten resin composition and kneaded to obtain a foamable molten resin composition in the extruder. Subsequently, the foamable molten resin composition is cooled to a temperature suitable for foaming.
여기서, 발포성 용융 수지 조성물의 발포 적정 온도란 발포층이 용이하게 얻어지는 온도인 것이며, 저밀도 폴리에틸렌의 [융점+0℃]~[융점+15℃]의 범위로 하는 것이 바람직하고, 보다 바람직하게는 [융점+2℃]~[융점+10℃]의 범위이다. Here, the proper foaming temperature of the expandable molten resin composition is a temperature at which the foam layer can be easily obtained, and it is preferably in the range of [melting point + 0 deg. C] - [melting point + 15 deg. C] of low density polyethylene, Melting point + 2 占 폚] to melting point + 10 占 폚.
그리고, 상기 발포성 용융 수지 조성물을 환상 다이 내에 도입하고, 그 다이 선단 립부로부터 대기 중으로 압출해서 발포성 용융 수지 조성물을 발포시킴으로써 통 형상 압출 발포체를 제조하고, 이 통 형상 압출 발포체를 맨드릴로 확장(블로우 업)하면서 인수하면서 압출 방향을 따라서 절개함으로써 발포 시트를 얻을 수 있다. Then, the foamable molten resin composition is introduced into an annular die, extruded from the die end lip portion into the atmosphere to foam the expandable molten resin composition to produce a tubular extruded foam, and the tubular extruded foam is expanded to a mandrel ), And the foam sheet is cut along the extrusion direction while being acquired.
(발포 시트의 형성 재료) (Material for forming foam sheet)
본 발명의 제조 방법에 있어서는 상기한 바와 같이 저밀도 폴리에틸렌, 대전 방지제, 물리 발포제, 필요에 따라서 기포 조정제 및 기타 첨가제를 배합한 발포성 용융 수지 조성물을 압출 발포시킴으로써 형성한다. 이하에, 발포 시트를 성형하기 위해서 사용하는 재료에 대해서 상세하게 설명한다. In the production process of the present invention, a foamable molten resin composition containing low density polyethylene, an antistatic agent, a physical foaming agent, a foam modifier and other additives as described above is formed by extrusion foaming. Hereinafter, the materials used for forming the foam sheet will be described in detail.
(저밀도 폴리에틸렌) (Low density polyethylene)
저밀도 폴리에틸렌으로서는 장쇄 분기 구조를 갖는, 밀도가 900kg/㎥ 이상 930kg/㎥ 미만인 폴리에틸렌을 사용할 수 있다. 상기 수지는 양호한 발포성을 나타내고, 얻어지는 발포 시트는 완충 특성에 있어서 우수한 것으로 된다. 상기 관점에서 저밀도 폴리에틸렌의 밀도는 910kg/㎥ 이상 925kg/㎥ 이하인 것이 바람직하다. 상기 저밀도 폴리에틸렌의 융점은 100~120℃가 바람직하고, 105~115℃가 더욱 바람직하다. 상기 저밀도 폴리에틸렌의 융점은 JIS K7121-1987에 준거하는 방법에 의해 측정할 수 있다. 구체적으로는, 시차 주사 열량계를 사용하여 40℃에서 200℃까지 10℃/분으로 승온함으로써 가열 용융시키고, 그 온도로 10분간 유지한 후 40℃까지 10℃/분으로 냉각하는 열처리 후, 다시 가열 속도 40℃에서 200℃까지 10℃/분으로 승온함으로써 융해 피크를 얻는다. 그리고, 얻어진 융해 피크 중 가장 큰 융해 피크의 정점의 온도를 융점으로 한다. As the low-density polyethylene, polyethylene having a long-chain branch structure and a density of 900 kg / m 3 or more and less than 930 kg / m 3 can be used. The resin exhibits good foamability, and the obtained foam sheet is excellent in buffering characteristics. From this viewpoint, the density of the low-density polyethylene is preferably 910 kg / m 3 or more and 925 kg / m 3 or less. The melting point of the low-density polyethylene is preferably 100 to 120 ° C, more preferably 105 to 115 ° C. The melting point of the low-density polyethylene can be measured by a method in accordance with JIS K7121-1987. Concretely, heat treatment is performed by heating and melting by raising the temperature from 40 占 폚 to 200 占 폚 at 10 占 폚 / min by using a differential scanning calorimeter, maintaining the temperature at 10 占 폚 for 10 minutes, cooling to 40 占 폚 at 10 占 폚 / The melting peak is obtained by raising the temperature from 40 ° C to 200 ° C at 10 ° C / min. The melting point is the temperature at the peak of the largest melting peak among the obtained melting peaks.
또한, 저밀도 폴리에틸렌의 멜트 플로우 레이트는 5g/10분 이상인 것이 바람직하고, 10g/10분 이상인 것이 보다 바람직하고, 15g/10분 이상인 것이 더욱 바람직하다. 상기 멜트 플로우 레이트는 JIS K7210-1:2014에 따라 온도 190℃, 하중 2.16kg에서 측정되는 값이다. The melt flow rate of the low-density polyethylene is preferably 5 g / 10 min or more, more preferably 10 g / 10 min or more, still more preferably 15 g / 10 min or more. The melt flow rate is a value measured at a temperature of 190 占 폚 under a load of 2.16 kg in accordance with JIS K7210-1: 2014.
또한, 저밀도 폴리에틸렌이 2종 이상의 혼합물인 경우, 그 혼합물의 융점 및 멜트 플로우 레이트는 압출기에서 미리 용융 혼련한 것에 대해서 측정되는 융점 및 멜트 플로우 레이트로 특정된다. When the low-density polyethylene is a mixture of two or more kinds, the melting point and the melt flow rate of the mixture are specified by the melting point and the melt flow rate measured for the melt-kneaded in advance in the extruder.
본 발명에서 바람직하게 사용되는 저밀도 폴리에틸렌의 시판품으로서는, 예를 들면 NUC사제의 「제품명 NUC8321」(멜트 플로우 레이트 1.9g/10분, 융점 112℃) 등이 예시된다. Examples of commercially available low-density polyethylene that is preferably used in the present invention include "NUC8321" (melt flow rate: 1.9 g / 10 min., Melting point 112 캜) manufactured by NUC Corporation.
상기 저밀도 폴리에틸렌에는 본 발명의 목적 및 효과를 저해하지 않는 범위에 있어서, 다른 폴리에틸렌계 수지나 폴리프로필렌계 수지, 폴리스티렌계 수지 등의 열가소성 수지나 에틸렌프로필렌 고무, 스티렌-부타디엔-스티렌 블록 공중합체 등의 엘라스토머 등을 포함해도 좋다. The low-density polyethylene may contain other thermoplastic resins, such as polyethylene resins, polypropylene resins and polystyrene resins, ethylene-propylene rubber, styrene-butadiene-styrene block copolymer, and the like, to the extent that the objects and effects of the present invention are not impaired. An elastomer and the like.
상기 다른 폴리에틸렌계 수지로서는 에틸렌 성분 단위가 50몰% 이상인 수지이며, 구체적으로는 고밀도 폴리에틸렌, 직쇄상 저밀도 폴리에틸렌, 초저밀도 폴리에틸렌, 에틸렌-아세트산 비닐 공중합체, 에틸렌-메타크릴산 메틸 공중합체, 에틸렌-아크릴산 에틸 공중합체 등이나, 또한 그것들의 2종 이상의 혼합물이 예시된다. The other polyethylene resin is a resin having an ethylene component unit of 50 mol% or more. Specific examples thereof include high density polyethylene, linear low density polyethylene, ultra low density polyethylene, ethylene-vinyl acetate copolymer, ethylene-methyl methacrylate copolymer, Ethyl acrylate copolymer, and mixtures of two or more thereof.
저밀도 폴리에틸렌 이외의 수지나 엘라스토머의 배합량은 저밀도 폴리에틸렌 100질량부에 대하여 20질량부 이하가 바람직하고, 10질량부 이하가 보다 바람직하고, 5질량부 이하가 특히 바람직하다. 저밀도 폴리에틸렌과 함께 상기 저밀도 폴리에틸렌 이외의 수지나 엘라스토머를 혼련하여 발포성 용융 수지 조성물을 구성하는 기재 수지로 할 수 있다. The amount of the resin or elastomer other than low-density polyethylene is preferably 20 parts by mass or less, more preferably 10 parts by mass or less, and particularly preferably 5 parts by mass or less, based on 100 parts by mass of the low-density polyethylene. The resin and the elastomer other than the low-density polyethylene may be kneaded together with the low-density polyethylene to obtain a base resin constituting the expandable molten resin composition.
(대전 방지제) (Antistatic agent)
본 발명의 제조 방법에 있어서는 대전 방지제로서 고분자형 대전 방지제를 사용하는 것이 필요하다. 이 고분자형 대전 방지제는 상기 저밀도 폴리에틸렌과의 융점차가 -10℃~+10℃의 범위 내이며, 또한 멜트 플로우 레이트가 10g/10분 이상인 것이다. In the production method of the present invention, it is necessary to use a high molecular weight antistatic agent as an antistatic agent. The polymer type antistatic agent has a melting point difference from the low-density polyethylene of -10 ° C to + 10 ° C and a melt flow rate of 10 g / 10 min or more.
이러한 고분자형 대전 방지제를 사용하면 중장기에 걸친 연속 생산에 있어서도 작은 구멍이나 관통 구멍 등의 발생이 방지·억제된 고품질이며 우수한 대전 방지 기능을 발현하는 폴리에틸렌계 수지 압출 발포 시트를 얻을 수 있다. When such a polymeric antistatic agent is used, it is possible to obtain a polyethylene-based resin extruded foam sheet exhibiting high quality and excellent antistatic function that prevents or suppresses occurrence of small holes and through holes even in continuous production over a long period of time.
이 정확한 이유는 현 시점에서는 확실하지 않지만, 후술하는 바와 같이 본 발명에서 사용하는 고분자형 대전 방지제는 융점이 낮고 멜트 플로우 레이트가 높기 때문에, 종래의 융점이 높은 고분자형 대전 방지제와 같이 환상 다이 내에서의 작은 구멍이나 관통 구멍의 발생 원인이 되는 결정의 석출이 방지·억제되는 것에 의한 것으로 생각하고 있다. The precise reason for this is not clear at this point, but as described later, the polymeric antistatic agent used in the present invention has a low melting point and a high melt flow rate, so that the polymeric antistatic agent having a high melting point It is believed that the precipitation of crystals, which is a cause of generation of small holes or through holes in the substrate, is prevented or suppressed.
본 발명에서 사용하는 고분자형 대전 방지제의 융점과, 상기 저밀도 폴리에틸렌의 융점의 차([저밀도 폴리에틸렌의 융점]-[고분자형 대전 방지제의 융점])가 -10℃~+10℃의 범위 내이지만, 또한 연속 운전에 있어서도 고품질의 것을 얻는 관점에서 상기 융점차는 바람직하게는 -8℃~+8℃이며, 더욱 바람직하게는 -7℃~+7℃이다. 또한, 고분자형 대전 방지제의 융점은 125℃ 이하인 것이 바람직하고, 120℃ 이하인 것이 보다 바람직하다. 한편, 융점의 하한은 대략 100℃ 정도이다. (Melting point of low density polyethylene - [melting point of polymeric antistatic agent]) of the melting point of the polymeric antistatic agent used in the present invention and the melting point of the low density polyethylene is in the range of -10 ° C to + 10 ° C, Also, in continuous operation, the melting point difference is preferably -8 ° C to + 8 ° C, more preferably -7 ° C to + 7 ° C, from the viewpoint of obtaining a high-quality one. The melting point of the polymeric antistatic agent is preferably 125 캜 or lower, and more preferably 120 캜 or lower. On the other hand, the lower limit of the melting point is about 100 캜.
또한, 고분자형 대전 방지제의 융점은 상기 저밀도 폴리에틸렌과 마찬가지의 방법에 의해서 구해진다. The melting point of the polymer-type antistatic agent is determined by the same method as that of the low-density polyethylene.
마찬가지의 이유에 의해, 본 발명에서 사용하는 고분자형 대전 방지제의 멜트 플로우 레이트가 10g/10분 이상이지만, 바람직하게는 20g/10분 이상이며, 더욱 바람직하게는 30g/10분 이상이다. 한편, 그 상한은 대략 100g/10분 정도인 상기 범위이면, 대전 방지제가 유동성이 우수해, 보다 효과적으로 대전 방지 성능을 발휘하기 때문에 바람직하다. 또한, 고분자형 대전 방지제의 멜트 플로우 레이트는 JIS K7210-1:2014에 따라서 온도 190℃, 하중 2.16kg에서 측정되는 값이다. For the same reason, the polymer type antistatic agent used in the present invention has a melt flow rate of 10 g / 10 min or more, preferably 20 g / 10 min or more, more preferably 30 g / 10 min or more. On the other hand, if the upper limit of the above range is about 100 g / 10 min, the antistatic agent is preferable because it has excellent fluidity and exhibits antistatic performance more effectively. The melt flow rate of the polymeric antistatic agent is a value measured at a temperature of 190 占 폚 under a load of 2.16 kg in accordance with JIS K7210-1: 2014.
또한, 고분자형 대전 방지제의 멜트 플로우 레이트에 대한 저밀도 폴리에틸렌 B의 멜트 플로우 레이트의 비(저밀도 폴리에틸렌의 멜트 플로우 레이트/고분자형 대전 방지제의 멜트 플로우 레이트)는 2 이하인 것이 바람직하고, 1 이하인 것이 보다 바람직하고, 0.8 이하인 것이 더욱 바람직하다. 상기 비가 상기 범위이면, 고분자형 대전 방지제가 망 형상 또는 층 형상으로 분산되어 우수한 대전 방지 성능을 보다 효과적으로 발휘할 수 있다. 한편, 상기 비의 하한은 대략 0.01 이상인 것이 바람직하다. The ratio of the melt flow rate of the low density polyethylene B (melt flow rate of the low density polyethylene / melt flow rate of the high molecular weight antistatic agent) to the melt flow rate of the polymer type antistatic agent is preferably 2 or less, more preferably 1 or less , And more preferably 0.8 or less. When the ratio is in the above range, the polymeric antistatic agent is dispersed in the form of a net or a layer so that excellent antistatic performance can be exhibited more effectively. On the other hand, the lower limit of the ratio is preferably about 0.01 or more.
본 발명에서 바람직하게 사용되는 고분자형 대전 방지제로서는 폴리에테르와 폴리올레핀의 블록 공중합체로 이루어지는 것이며, 시판품으로서는 예를 들면 산요카세이고교가부시키가이샤제의 펠렉트론 LMP(융점 114℃, 멜트 플로우 레이트 30g/10분) 등을 예시할 수 있다. As the polymer type antistatic agent preferably used in the present invention, a block copolymer of polyether and polyolefin is used. Commercially available products include PELECTRON LMP (melting point 114 DEG C, melt flow rate 30 g, manufactured by Sanyo Chemical Industries, Ltd.) / 10 minutes).
본 발명에 있어서 사용되는 고분자형 대전 방지제의 수 평균 분자량으로서는 2,000 이상이 바람직하고, 보다 바람직하게는 2,000~100,000, 더욱 바람직하게는 5,000~80,000이다. 또한, 상기 고분자형 대전 방지제의 수 평균 분자량의 상한은 대략 500,000이다. 고분자형 대전 방지제의 수 평균 분자량을 상기 범위로 함으로써, 대전 방지 성능이 습도 등의 환경에 좌우되지 않고 보다 안정적으로 발현된다. The number average molecular weight of the polymeric antistatic agent used in the present invention is preferably 2,000 or more, more preferably 2,000 to 100,000, and still more preferably 5,000 to 80,000. The upper limit of the number average molecular weight of the polymeric antistatic agent is about 500,000. By setting the number average molecular weight of the polymeric antistatic agent within the above range, the antistatic performance is more stably expressed regardless of the environment such as humidity.
상기 수 평균 분자량은 고온 겔퍼미에이션 크로마토그래피를 사용해서 구해진다. 예를 들면, 고분자형 대전 방지제가 폴리에테르에스테르아미드나 폴리에테르를 주성분으로 하는 것인 경우에는 오르토디클로로벤젠을 용매로 해서 시료 농도 3mg/ml로 하고, 폴리스티렌을 기준 물질로 해서 컬럼 온도 135℃의 조건에서 측정되는 값이다. 또한, 상기 용매의 종류, 컬럼 온도는 고분자형 대전 방지제의 종류에 따라서 적절하게 변경한다. The number average molecular weight is determined using high temperature gel permeation chromatography. For example, when the polymeric antistatic agent is polyetheresteramide or polyether as a main component, orthodichlorobenzene is used as a solvent to adjust the concentration of the sample to 3 mg / ml, and polystyrene as a reference material at a column temperature of 135 캜 It is the value measured in the condition. The kind of the solvent and the temperature of the column are appropriately changed according to the type of the high molecular weight antistatic agent.
(대전 방지제의 배합량) (Mixing amount of antistatic agent)
고분자형 대전 방지제의 발포체에 대한 배합량은 충분한 대전 방지 특성을 갖고 또한 고품질의 발포 시트를 얻는 점에서, 상기 발포체를 구성하는 저밀도 폴리에틸렌 100질량부에 대하여 2~30질량부인 것이 바람직하고, 보다 바람직하게는 3~25질량부, 더욱 바람직하게는 5~20질량부이다. The blending amount of the polymeric antistatic agent in the foam is preferably 2 to 30 parts by mass based on 100 parts by mass of the low-density polyethylene constituting the foam in view of obtaining a foam sheet having a sufficient antistatic property and a high quality, Is 3 to 25 parts by mass, more preferably 5 to 20 parts by mass.
(발포 시트의 표면 저항률) (Surface resistivity of foam sheet)
본 발명 방법에 있어서는 상기 고분자형 대전 방지제를 첨가함으로써, 발포 시트의 표면의 표면 저항률을 1×107~1×1013Ω으로 할 수 있다. 상기 표면 저항률이 상기 범위 내이면 발포 시트는 충분한 대전 방지 특성을 나타내는 것으로 된다. 상기 관점에서는 상기 표면 저항률은 5×1012Ω 이하가 바람직하고, 1×1012Ω 이하가 더욱 바람직하다. In the method of the present invention, the surface resistivity of the surface of the foam sheet can be adjusted to 1 × 10 7 to 1 × 10 13 Ω by adding the polymeric antistatic agent. If the surface resistivity is within the above range, the foam sheet exhibits sufficient antistatic properties. From the above viewpoint, the surface resistivity is preferably 5 x 10 12 ? Or less, and more preferably 1 x 10 12 ? Or less.
본 발명에 있어서의 표면 저항률은 하기 시험편의 상태 조절을 행한 후, JIS K6271:2008에 준거해서 측정된다. 구체적으로는, 측정 대상물인 발포 시트로부터 잘라낸 시험편(세로 100㎜×가로 100㎜×두께: 측정 대상물 두께)을 온도 20℃, 상대습도 30%의 분위기 하에 36시간 방치함으로써 시험편의 상태 조절을 행한다. 이어서, 온도 20℃, 상대습도 30%의 분위기 하에 있어서 인가 전압 500V의 조건에서 시험편에 전압을 인가한다. 전압 인가를 개시하고, 1분 경과 후의 표면 저항률을 측정한다. The surface resistivity in the present invention is measured according to JIS K6271: 2008 after the state of the following test pieces is adjusted. Specifically, the state of the test piece is adjusted by leaving a test piece (100 mm long × 100 mm × thickness: measured object thickness) cut out from a foam sheet as a measurement object for 36 hours under an atmosphere of a temperature of 20 ° C. and a relative humidity of 30%. Subsequently, a voltage is applied to the test piece under the condition of an applied voltage of 500 V under an atmosphere of a temperature of 20 캜 and a relative humidity of 30%. Voltage application is started, and the surface resistivity after 1 minute is measured.
(물리 발포제) (Physical foaming agent)
본 발명 방법에 있어서는 저밀도 폴리에틸렌을 압출기에 공급하고, 가열, 혼련하여 용융 수지로 하고, 이어서 물리 발포제를 압입하고 또한 혼련함으로써 발포성 용융 수지 조성물을 형성한다. 물리 발포제는 유기계 또는 무기계 물리 발포제여도 좋다. 유기계 물리 발포제로서는, 예를 들면 프로판, 노말 부탄, 이소부탄, 노말 펜탄, 이소펜탄, 노말 헥산, 이소헥산 등의 지방족 탄화수소, 시클로펜탄, 시클로헥산 등의 지환식 탄화수소, 염화메틸, 염화에틸 등의 염화탄화수소, 1,1,1,2-테트라플루오로에탄, 1,1-디플루오로에탄 등의 불화탄화수소, 디메틸에테르, 메틸에틸에테르 등의 에테르류, 메탄올, 에탄올 등의 알코올류가 예시된다. In the method of the present invention, a low-density polyethylene is fed to an extruder, heated and kneaded to make a molten resin, and then a physical foaming agent is pressed and kneaded to form a foamable molten resin composition. The physical foaming agent may be an organic or inorganic physical foaming agent. Examples of the organic physical foaming agent include aliphatic hydrocarbons such as propane, n-butane, isobutane, n-pentane, isopentane, n-hexane and isohexane; alicyclic hydrocarbons such as cyclopentane and cyclohexane; There may be mentioned fluorinated hydrocarbons such as chlorinated hydrocarbons, 1,1,1,2-tetrafluoroethane and 1,1-difluoroethane, ethers such as dimethyl ether and methyl ethyl ether, and alcohols such as methanol and ethanol .
무기계 물리 발포제로서는, 예를 들면 산소, 질소, 이산화탄소, 공기, 물이 예시된다. 이들 물리 발포제는 2종 이상을 혼합하여 사용하는 것이 가능하다. 이들 중, 발포성의 관점에서 유기계 물리 발포제가 바람직하고, 그 중에서도 노말 부탄, 이소부탄, 또는 이것들의 혼합물을 주성분으로 하는 것이 특히 적합하다. Examples of the inorganic physical foaming agent include oxygen, nitrogen, carbon dioxide, air, and water. These physical foaming agents can be used by mixing two or more kinds thereof. Among them, an organic physical foaming agent is preferable from the viewpoint of foaming property, and it is particularly preferable to use, as the main component, n-butane, isobutane, or a mixture thereof.
상기 물리 발포제의 첨가량은 그 종류, 목적으로 하는 발포 시트의 겉보기 밀도에 따라서 조정한다. 예를 들면, 물리 발포제로서 이소부탄 30중량%와 노말 부탄 70질량%의 부탄 혼합물 등의 물리 발포제를 사용하여 겉보기 밀도 20~450kg/㎥의 발포 시트를 얻는 경우, 발포성 용융 수지 조성물을 구성하는 기재 수지 100질량부에 대하여 4~35질량부, 바람직하게는 5~30질량부, 보다 바람직하게는 6~25질량부이다. The amount of the physical foaming agent to be added is adjusted in accordance with the kind and the apparent density of the intended foam sheet. For example, when a foamed sheet having an apparent density of 20 to 450 kg / m 3 is obtained by using a physical foaming agent such as a butane mixture of 30% by weight of isobutane and 70% by weight of n-butane as a physical foaming agent, Is 4 to 35 parts by mass, preferably 5 to 30 parts by mass, and more preferably 6 to 25 parts by mass based on 100 parts by mass of the resin.
(기포 조정제) (Foam modifier)
본 발명 방법에 있어서는 상기 저밀도 폴리에틸렌과 함께 기포 조정제를 압출기에 공급할 수 있다. 기포 조정제로서는 무기 분체나 화학 발포제를 사용할 수 있다. 상기 무기 분체로서는 탈크, 제올라이트, 실리카, 탄산칼슘 등이 예시된다. In the method of the present invention, the foam modifier may be supplied to the extruder together with the low-density polyethylene. An inorganic powder or a chemical foaming agent may be used as the air bubble adjusting agent. Examples of the inorganic powder include talc, zeolite, silica, calcium carbonate, and the like.
상기 화학 발포제로서는 아조디카본아미드, 히드라조디카본아미드, 아조비스이소부티로니트릴, 탄산수소나트륨(중조)이나, 탄산수소나트륨과 구연산 또는 구연산-나트륨 등의 구연산모노알칼리 금속염의 혼합물인 중조-구연산계 화학 발포제 등이 예시된다. 상기 화학 발포제 중에서도, 기포 지름이 작고, 완충성이 우수한 발포 시트를 얻기 위해서는 중조-구연산계 화학 발포제가 바람직하다. Examples of the chemical foaming agent include azodicarbonamide, hydrazodicarbonamide, azobisisobutyronitrile, sodium hydrogencarbonate (sodium bicarbonate), or a mixture of sodium bicarbonate and citric acid mono alkali metal salts such as citric acid-sodium Based chemical foaming agent, and the like. Of the above-mentioned chemical foaming agents, a bioretention-citric acid-based chemical foaming agent is preferable in order to obtain a foam sheet having a small cell diameter and excellent buffer properties.
특히, 평균 입자 지름 3~8㎛의 중조-구연산계 화학 발포제를 사용하면 발포 시트를 관통하는 관통 구멍의 발생을 보다 효과적으로 방지할 수 있기 때문에 바람직하다. 이러한 관점에서, 상기 평균 입자 지름은 4~7㎛인 것이 보다 바람직하다. 또한, 화학 발포제의 최대 입자 지름은 100㎛ 이하인 것이 바람직하고, 80㎛ 이하인 것이 보다 바람직하다. 상기 평균 입자 지름이란 레이저 회절 산란식 입도 분포 측정에 의해 측정되는 메디안 지름(d50)을 의미한다. 또한, 상기 화학 발포제의 최대 입자 지름은 화학 발포제로부터 무작위로 샘플링한 약 1~3mg 정도의 입자군을 광학 현미경 등으로 확대 관찰하고, 입자군 중에서 가장 장축 지름이 긴 입자의 장축 지름을 화학 발포제의 최대 입자 지름으로 한다. Particularly, the use of a neutral-citric acid type chemical foaming agent having an average particle diameter of 3 to 8 탆 is preferable because the occurrence of through-holes passing through the foam sheet can be prevented more effectively. From this viewpoint, it is more preferable that the average particle diameter is 4 to 7 mu m. The maximum particle diameter of the chemical foaming agent is preferably 100 m or less, more preferably 80 m or less. The average particle diameter means a median diameter (d50) measured by laser diffraction scattering particle size distribution measurement. Further, the maximum particle diameter of the chemical foaming agent was observed by a light microscope or the like with a particle group of about 1 to 3 mg randomly sampled from a chemical foaming agent, and the major axis diameter of the particles having the longest major axis diameter Maximum particle diameter shall be used.
상기 기포 조정제의 첨가량은 발포성 용융 수지 조성물을 구성하는 기재 수지 100질량부에 대하여 0.1~3질량부인 것이 바람직하고, 보다 바람직하게는 0.2~2질량부이다. 상기 첨가량이 상기 범위이면, 기포 지름을 소망의 범위로 조정하기 쉽기 때문에 바람직하다. The amount of the foam modifier added is preferably 0.1 to 3 parts by mass, more preferably 0.2 to 2 parts by mass, based on 100 parts by mass of the base resin constituting the foamable molten resin composition. When the amount added is within the above range, the bubble diameter can be easily adjusted to a desired range.
(기타 첨가제) (Other additives)
본 발명 방법에 있어서는 상기 성분 외에 본 발명의 효과를 손상시키지 않는 범위에서 각종 첨가제를 첨가할 수 있다. 첨가제로서는, 예를 들면 산화 방지제, 열안정제, 내후제, 자외선 흡수제, 난연제, 무기 충전제, 항균제, 착색제 등이 예시된다. In the method of the present invention, various additives may be added in addition to the above components within a range not to impair the effects of the present invention. Examples of the additives include antioxidants, heat stabilizers, endurance agents, ultraviolet absorbers, flame retardants, inorganic fillers, antibacterial agents, colorants and the like.
본 발명의 제조 방법에 있어서, 중장기 연속 생산에 있어서도 작은 구멍이나 관통 구멍의 발생이 방지·억제되고, 또한 대전 방지 성능도 충분히 발현하는 발포 시트가 얻어지는 이유는 현 시점에서는 확실하지 않지만 다음과 같이 추측하고 있다. In the production method of the present invention, the reason why the occurrence of small holes or through holes is prevented or suppressed even in continuous continuous production for a long period of time, and a foam sheet capable of sufficiently exhibiting antistatic performance is obtained is not clear at this point, .
종래, 이 종류의 대전 방지제를 함유하는 폴리에틸렌계 수지 압출 발포 시트에 있어서는, 대전 방지제로서는 후기 비교예에서 보여지는 바와 같이 기재 수지인 저밀도 폴리에틸렌과의 융점차가 +20℃ 이상인 융점 135℃ 정도의 고분자형 대전 방지제가 사용되고 있다. 이러한 종래의 고분자형 대전 방지제를 사용한 경우, 상기한 바와 같이 압출기 내의 온도는 200℃ 이상 정도의 고온으로 유지되고 있으므로, 상기 고분자형 대전 방지제는 발포성 용융 수지 조성물 중에 완전히 용융되어 미용융의 고분자형 대전 방지제의 결정은 석출되지 않는다. Conventionally, in a polyethylene resin extruded foamed sheet containing an antistatic agent of this kind, as the antistatic agent, as shown in a later comparative example, a polymer having a melting point difference of +20 DEG C or more and a melting point of 135 DEG C An antistatic agent is used. When such a conventional polymeric antistatic agent is used, since the temperature in the extruder is maintained at a high temperature of about 200 DEG C or higher as described above, the polymeric antistatic agent is completely melted in the foamable molten resin composition to form an unmelted high molecular weight antistatic agent Crystals are not precipitated.
그러나, 이 발포성 용융 수지 조성물은 상기한 바와 같이 환상 다이에 도입될 때 발포 적정 온도로 되도록 냉각되고, 구체적으로는 120℃ 정도(저밀도 폴리에틸렌계 수지의 융점+10℃ 이하 정도)로 냉각된다. 종래의 고분자형 대전 방지제는 135℃ 정도이기 때문에, 이러한 냉각 온도 하에 있어서는 압출기 내에서 용융하고 있던 고분자형 대전 방지제의 일부가 결정화해서 석출되어 버리는 것으로 생각된다. However, when the foamable molten resin composition is introduced into the annular die as described above, it is cooled to a temperature suitable for foaming, and specifically cooled to about 120 캜 (melting point of the low density polyethylene resin + about 10 캜 or less). Since the conventional polymeric antistatic agent has a temperature of about 135 캜, it is considered that under such a cooling temperature, a part of the polymeric antistatic agent which has been melted in the extruder is crystallized and precipitated.
그리고, 이 석출 결정을 포함하는 발포성 용융 수지 조성물을 환상 다이 내에서 압출하면, 석출 결정이 환상 다이 내의 벽면에 체류 부착하기 시작한다. 초기의 단계(수 시간)에서는 이 잔류 결정의 체류 부착량은 적으므로, 발포체의 표면에 대한 영향은 작지만, 예를 들면 2일간의 연속 생산, 또한 7일간이라고 한 장기에 걸친 연속 생산의 경우에는 상기 잔류 결정의 체류량이나 부착량이 비약적으로 증대하고, 마침내는 발포체의 표면에 접촉, 낙하하여 발포 시트에 작은 구멍이나 관통 구멍이 발생되어 고품질의 발포 시트를 얻을 수 없다. When the expandable molten resin composition containing the precipitated crystals is extruded in the annular die, the precipitated crystals start to stick to the wall surface in the annular die. In the initial stage (several hours), the retention amount of the residual crystals is small, so the influence on the surface of the foam is small. However, in the case of continuous production for two days, for example, The retention amount or deposition amount of the residual crystals drastically increases, and eventually a small hole or a through hole is formed in the foam sheet due to contact with or falling on the surface of the foam, and a high-quality foam sheet can not be obtained.
이것에 대하여, 본 발명에 있어서는 대전 방지제로서 저밀도 폴리에틸렌계 수지와의 융점차가 -10℃~+10℃의 범위 내인 융점을 갖고, 멜트 플로우 레이트가 10g/10분 이상인 고분자형 대전 방지제를 사용했기 때문에, 압출기에 있어서는 종래의 고분자형 대전 방지제와 마찬가지로 발포성 용융 수지 조성물 중에 완전히 용융되어 미용융의 고분자형 대전 방지제의 결정은 석출되지 않는다. On the other hand, in the present invention, since a high-molecular weight antistatic agent having a melting point difference within a range of -10 ° C to + 10 ° C and a melt flow rate of 10 g / 10 min or more is used as an antistatic agent in a low-density polyethylene- In the extruder, as in the conventional polymeric antistatic agent, it is completely melted in the foamable molten resin composition and crystals of the unmelted polymeric antistatic agent are not precipitated.
또한, 이 발포성 용융 수지 조성물은 상기한 바와 같이 발포 적정 온도로 되도록 냉각되고, 구체적으로는 저밀도 폴리에틸렌계 수지의 융점+10℃ 정도, 예를 들면 120℃로 냉각된다. 여기서, 본 발명에서 사용하는 고분자형 대전 방지제는 저밀도 폴리에틸렌과의 융점차가 -10℃~+10℃의 범위 내인 융점을 갖는 것이기 때문에, 이러한 냉각 온도 하에 있어서는 압출기 내와 마찬가지로 환상 다이 내에 있어서도 완전히 용융되어 미용융의 고분자형 대전 방지제의 결정화가 방지·억제되는 것으로 생각된다. The foamable molten resin composition is cooled to a temperature suitable for foaming as described above, and specifically cooled to a melting point + 10 占 폚 of, for example, 120 占 폚 of a low-density polyethylene-based resin. Here, since the polymeric antistatic agent used in the present invention has a melting point difference in the range of -10 DEG C to + 10 DEG C with respect to the low-density polyethylene, under such a cooling temperature, completely melted in the annular die as in the extruder It is considered that the crystallization of the polymer type antistatic agent of the present invention is prevented or suppressed.
따라서, 본 발명에 있어서는 종래의 고분자형 대전 방지제를 사용한 경우와는 달리 두께가 얇음에도 불구하고, 수 시간의 단기간은 물론이고, 수 일간의 중장기간에 걸친 연속 생산에 있어서도, 고분자형 대전 방지제에 기인한다고 생각되는 작은 구멍이나 관통 구멍의 발생이 방지·억제된 고품질이며 우수한 강도와 완충 성을 겸비하고, 또한 대전 방지 성능도 충분히 발현하는 발포 시트를 얻을 수 있다. Therefore, in the present invention, although the thickness is thin, unlike the case of using the conventional polymeric antistatic agent, it is difficult to obtain a polymeric antistatic agent for a long period of time, It is possible to obtain a foam sheet having a high quality which is prevented and suppressed from occurring, and which has excellent strength and buffering property and which sufficiently exhibits antistatic performance.
상기한 바와 같이, 본 발명의 발포 시트의 제조 방법은 수 시간이라고 한 단기간은 물론이고, 수 일간의 중장기간에 있어서도 작은 구멍이나 관통 구멍의 발생이 방지·억제된 것이기 때문에 연속 생산성이 우수한 것이 된다. 따라서, 본 발명의 발포 시트의 제조에 있어서는 두께, 폭 방향 길이에 따라서도 다르지만, 제조시에 100m 이상, 바람직하게는 300m 이상의 길이의 롤 형상으로서 발포 시트를 권취할 수 있다. As described above, the method of producing a foamed sheet of the present invention is excellent in continuous productivity because it is prevented and suppressed in the generation of small holes and through holes, not only for a short period of several hours but also for a medium period of several days. Therefore, in the production of the foamed sheet of the present invention, the foam sheet can be wound in a roll shape having a length of 100 m or more, preferably 300 m or more at the time of manufacturing, though it differs depending on the thickness and width direction.
이것에 대하여, 종래의 제조 방법에 있어서는 수 일간이라고 하는 중장기간에 걸친 연속 제조를 행했을 때에 발포 시트에 작은 구멍이나 관통 구멍의 결함이 발생할 우려가 있고, 이 경우 한번 발포 시트를 롤로부터 분리하여 결함 부분을 제거한 후에, 다시 발포 시트를 롤 형상으로 권취하는 작업이 필요해지기 때문에 생산 효율이 현저하게 저하되어 버린다. On the other hand, in the conventional production method, when continuous production is carried out over a medium period of several days, that is, several days, defects of small holes or through holes may occur in the foam sheet. In this case, It is necessary to take up the foam sheet again in the form of a roll after removing the portion, and the production efficiency is remarkably lowered.
상기 관점에서, 본 발명에 있어서는 폴리에틸렌계 수지 압출 발포 시트에 존재하는 지름 1㎜ 이상의 관통 구멍의 수가 적을수록 바람직하다. 구체적으로는, 제조 개시로부터 2일, 7일 경과 후, 1시간에 발생하는 1㎜ 이상의 관통 구멍의 수가 3개 미만인 것이 바람직하다. From the above viewpoint, in the present invention, the smaller the number of through holes having a diameter of 1 mm or more present in the polyethylene-based resin extruded foam sheet, the more preferable. Concretely, it is preferable that the number of through holes of 1 mm or more occurring in 1 hour after 2 days or 7 days from the start of production is less than 3.
(발포 시트의 두께) (Thickness of foam sheet)
본 발명의 제조 방법에서 얻어지는 발포 시트의 두께(평균 두께)는 0.05㎜ 이상 0.5㎜ 이하이다. 간지로서의 완충성과 사용 가능성의 관점에서, 평균 두께의 하한은 바람직하게는 0.07㎜, 보다 바람직하게는 0.1㎜, 더욱 바람직하게는 0.15㎜이다. 한편, 평균 두께의 상한은 바람직하게는 0.4㎜, 보다 바람직하게는 0.35㎜, 더욱 바람직하게는 0.3㎜ 이다. The thickness (average thickness) of the foam sheet obtained by the production method of the present invention is 0.05 mm or more and 0.5 mm or less. The lower limit of the average thickness is preferably 0.07 mm, more preferably 0.1 mm, and still more preferably 0.15 mm from the viewpoints of buffering property and usability as a separator. On the other hand, the upper limit of the average thickness is preferably 0.4 mm, more preferably 0.35 mm, and still more preferably 0.3 mm.
발포 시트의 평균 두께는 가부시키가이샤 야마분덴키제 오프라인 두께 측정기 TOF-4R 등을 사용하여 측정할 수 있다. 우선, 발포 시트의 전체 폭에 대해서, 1㎝ 간격으로 두께의 측정을 행한다. 이 1㎝ 간격으로 측정되는 발포 시트의 두께를 바탕으로 전체 폭의 산술 평균 두께를 구한다. 또한, 상기 측정에 사용되는 발포 시트는 온도 23±5℃, 상대습도 50%의 조건 하에서 24시간 이상 상태 조정한 것을 사용한다. The average thickness of the foamed sheet can be measured using an off-line thickness measuring instrument TOF-4R manufactured by YAMAHA CHEMICAL INDUSTRIES, LTD. First, the entire thickness of the foam sheet is measured at intervals of 1 cm. Based on the thickness of the foam sheet measured at intervals of 1 cm, the arithmetic mean thickness of the entire width is obtained. The foam sheet to be used for the measurement is conditioned under conditions of a temperature of 23 ± 5 ° C and a relative humidity of 50% for 24 hours or more.
(발포 시트의 겉보기 밀도) (Apparent density of foam sheet)
본 발명의 제조 방법에서 얻어지는 발포 시트의 겉보기 밀도는 바람직하게는 20~450kg/㎥의 범위 내이다. 상기 겉보기 밀도가 상기 범위이면, 간지 등의 포장재로서 완충성이 우수한 것으로 되기 때문에 바람직하다. 이러한 관점에서, 상기 겉보기 밀도는 30~300kg/㎥가 보다 바람직하고, 더욱 바람직하게는 50~200kg/㎥이다. The apparent density of the foam sheet obtained by the production method of the present invention is preferably in the range of 20 to 450 kg / m 3. If the apparent density is within the above range, it is preferable that the packaging material such as paperboard is excellent in bufferability. From this viewpoint, the apparent density is more preferably 30 to 300 kg / m 3, and more preferably 50 to 200 kg / m 3.
또한, 발포 시트의 겉보기 밀도는 발포 시트의 단위 면적당의 중량(g/㎡)을 발포 시트의 평균 두께로 나눗셈하고, 또한 [kg/㎥]로 단위 환산함으로써 구할 수 있다. Further, the apparent density of the foam sheet can be obtained by dividing the weight per unit area of the foam sheet (g / m 2) by the average thickness of the foam sheet, and by unit conversion into [kg / m 3].
또한, 환상 다이의 토출구 지름과 맨드릴의 직경의 비(블로우업비: 맨드릴의 직경/환상 다이의 립부 직경)는 2.2~3.8로 하는 것이 바람직하다. 상기 범위이면, 발포에 따른 원주 방향으로의 물결 현상이 없어 두께 정밀도가 우수하고, 또한 기포가 폭 방향으로의 과도한 편평화가 없이 양호한 발포 시트가 얻어지기 때문에 바람직하다. The ratio of the diameter of the discharge port of the annular die to the diameter of the mandrel (blow-up ratio: diameter of the mandrel / diameter of the lip of the annular die) is preferably 2.2 to 3.8. Within the above range, there is no waving phenomenon in the circumferential direction due to foaming, which is preferable because the thickness precision is excellent and the bubble is prevented from being excessively flattened in the width direction to obtain a good foam sheet.
(발포 시트) (Foam sheet)
본 발명에 의한 신규한 폴리에틸렌계 수지 압출 발포 시트는 상기한 바와 같이 두께가 매우 얇음에도 불구하고, 작은 구멍이나 관통 구멍의 발생이 방지·억제된 고품질의 것이며 또한 충분한 대전 방지 성능을 발현한다. The novel polyethylene-based resin extruded foamed sheet according to the present invention is of high quality, which prevents or suppresses the occurrence of small holes and through-holes, and exhibits sufficient antistatic performance even though the thickness is extremely small as described above.
따라서, 본 발명의 신규한 폴리에틸렌계 수지 압출 발포 시트는 대전 방지 기능 등이 강하게 요구되는 분야, 특히 액정 디스플레이, 플라즈마 디스플레이, 일렉트로루미네선스 디스플레이 등의 화상 표시 기기용의 박형 유리판의 반송이나 곤포시의 손상을 방지하기 위한 유리판용 간지로서 널리 매우 유용한 것이다. 또한, 중장기에 걸쳐서 연속적으로 제조하는 것이 가능하고, 공업적으로 매우 생산 효율이 높은 발포 시트이다. Therefore, the novel polyethylene-based resin extruded foamed sheet of the present invention is suitable for use in fields in which an antistatic function or the like is strongly demanded, and particularly when a thin glass sheet for image display devices such as a liquid crystal display, a plasma display and an electroluminescence display is transported or packed Which is widely used as a glass sheet for preventing the glass sheet from being damaged. Further, it can be continuously produced over a medium to long term, and is a foam sheet which is industrially very high production efficiency.
실시예 Example
이하, 실시예 및 비교예에서 본 발명을 더욱 상세하게 설명한다. 단, 본 발명은 실시예에 한정되는 것은 아니다. Hereinafter, the present invention will be described in more detail in the following Examples and Comparative Examples. However, the present invention is not limited to the embodiments.
[저밀도 폴리에틸렌] [Low density polyethylene]
실시예 및 비교예에서 사용한 저밀도 폴리에틸렌을 표 1 에 나타낸다.Table 1 shows the low-density polyethylene used in Examples and Comparative Examples.

실시예 및 비교예에서 사용한 대전 방지제를 표 2에 나타낸다. The antistatic agents used in Examples and Comparative Examples are shown in Table 2.

[기포 조정제] [Bubble Conditioning Agent]
실시예 및 비교예에서 사용한 기포 조정제는 탄산수소나트륨과 구연산-나트륨의 중량비 1:1이 혼합물이며, 평균 입자 지름(d50) 6㎛, 최대 입자 지름 30㎛의 화학 발포제를 사용했다.A foam stabilizer used in Examples and Comparative Examples was a mixture of sodium hydrogen carbonate and citric acid-sodium in a weight ratio of 1: 1, and a chemical foaming agent having an average particle diameter (d50) of 6 mu m and a maximum particle diameter of 30 mu m was used.
[장치] [Device]
발포 시트 제조 장치로서, 발포층 형성용의 배럴 내경 115㎜의 압출기와 그 하류측에 배럴 내경 150㎜의 압출기가 연결된 제 1 압출기(탠덤 압출기)를 사용했다. 또한, 다이의 립부 금형의 온도 조절은 립부 금형을 8분할하여 분할된 부분마다 행했다.As the foam sheet manufacturing apparatus, a first extruder (tandem extruder) connected with an extruder having a barrel inner diameter of 115 mm for forming a foam layer and an extruder having a barrel inner diameter of 150 mm on the downstream side thereof was used. In addition, temperature control of the lip part mold of the die was performed for each of the divided parts by dividing the lip part mold into eight parts.
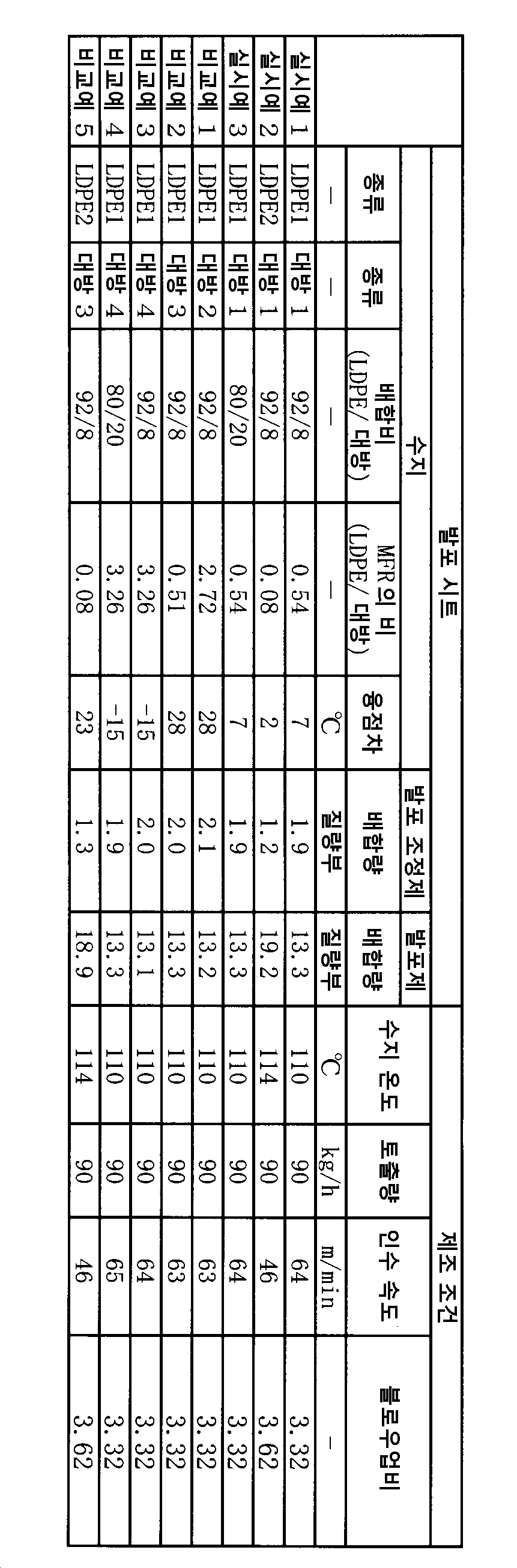
실시예 1~실시예 3, 비교예 1~비교예 5 Examples 1 to 3, Comparative Examples 1 to 5
표 3에 나타내는 저밀도 폴리에틸렌계 수지, 대전 방지제 및 기포 조정제를 표 3에 나타내는 배합으로 압출기의 원료 투입구에 공급하고, 가열 혼련하여 200℃로 조정된 수지 용융물로 했다. 상기 수지 용융물에 물리 발포제로서 노말 부탄 70질량%와 이소부탄 30질량%의 혼합 부탄을, 폴리에틸렌계 수지 100질량부에 대하여 표 3에 나타내는 배합량으로 되도록 압입하고 가열 혼련하고, 이어서 냉각하여 표 3에 나타내는 수지 온도의 발포성 용융 수지 조성물로 하고, 상기 발포성 용융 수지 조성물을 압출용 환상 다이에 도입했다. The low density polyethylene resin, the antistatic agent and the cell modifier shown in Table 3 were supplied to the raw material inlet of the extruder in the form shown in Table 3 and heated and kneaded to obtain a resin melt adjusted to 200 캜. Mixed butane of 70% by mass of n-butane and 30% by mass of isobutane as a physical foaming agent were pressed into the resin melt and mixed with 100 parts by mass of the polyethylene-based resin so as to obtain a blending amount shown in Table 3, , And the foamable molten resin composition was introduced into a ring-shaped die for extrusion.
이어서, 다이의 립을 통해서 대기 중에 압출하여 대전 방지제를 함유하는 단층 구성의 통 형상 발포체를 형성했다. 상기 통 형상 발포체를 맨드릴로 표 3에 나타내는 블로우업비로 확경하면서 표 3에 나타내는 속도로 인수하고, 또한 압출 방향을 따라서 절개하여 소정 길이의 롤체에 권취하여 대전 방지제를 함유하는 단층의 발포 시트를 얻었다. Then, the mixture was extruded through a lip of the die into the air to form a tubular foam having a single-layer structure containing an antistatic agent. The tubular foam was taken in a mandrel at a blow-up ratio shown in Table 3 at a rate shown in Table 3, cut along the extrusion direction, and wound up on a roll having a predetermined length to obtain a single-layer foam sheet containing an antistatic agent .
또한, 표 3에 있어서의 대전 방지제, 기포 조정제 및 물리 발포제의 배합량은 발포층을 구성하는 수지 100질량부에 대한 대전 방지제, 기포 조정제 및 물리 발포제의 질량부를 나타낸다. The blending amounts of the antistatic agent, the foam modifier and the physical foaming agent in Table 3 represent the mass parts of the antistatic agent, the foam modifier and the physical foaming agent with respect to 100 parts by mass of the resin constituting the foam layer.
실시예, 비교예에서 얻어진 발포 시트의 물성을 표 4에 나타낸다. Table 4 shows the physical properties of the foam sheet obtained in Examples and Comparative Examples.

(표 4의 검토 결과) (Table 4)
표 4로부터, 실시예 1~실시예 3에서 얻어지는 발포 시트는 저밀도 폴리에틸렌과의 융점차가 +7℃인 특유의 고분자형 대전 방지제(대방 1: 융점 114℃)를 사용했기 때문에 48시간(2일간)이라고 하는 중기 연속 생산에 있어서는 물론 168시간(7 일간)이라고 하는 장기의 연속 생산에 있어서도, 그 표면에 관통 구멍의 발생이 방지·억제된 것이며, 또한 대전 방지 성능이 충분히 발현하는 것이다. 따라서, 본 발명의 발포 시트는 대전 방지 성능을 갖고, 또한 안정적이고 또한 대량으로 생산할 수 있는 산업적으로 매우 가치가 있는 발포 시트인 것을 알 수 있다. As can be seen from Table 4, since the foam sheet obtained in Examples 1 to 3 had a specific high molecular weight type antistatic agent having a melting point difference of + 7 ° C from the low density polyethylene (Daver 1: melting point 114 ° C) The occurrence of through holes on the surface is prevented and suppressed even in the continuous production of organ for 168 hours (7 days) as well as in the continuous production of medium term such as " Therefore, it can be seen that the foam sheet of the present invention is an industrially very valuable foam sheet which has antistatic properties, is stable, and can be mass-produced.
이것에 대하여, 비교예 1~비교예 2에서 얻어지는 발포 시트는 저밀도 폴리에틸렌과의 융점차가 28℃인 고융점(135℃)의 고분자형 대전 방지제(대방 2, 대방 3) 를 사용한 것이지만, 48시간(2일간)이라고 하는 중기 연속 생산에 있어서 이미 관통 구멍의 발생이 보이며, 168시간(7일간)이라고 하는 장기의 연속 생산에 있어서는 더욱 관통 구멍의 발생이 현저한 것이며, 생산 효율이 낮은 것인 것을 알 수 있다. On the other hand, the foam sheet obtained in Comparative Examples 1 to 2 was a high molecular weight type antistatic agent having a high melting point (135 占 폚) having a melting point difference of 28 占 폚 with low density polyethylene (Daad 2, Daad 3) 2 days), the generation of through holes was observed in the continuous production in the medium term, and in the continuous production of the organ for 168 hours (7 days), the generation of the through holes was remarkable and the production efficiency was low have.
비교예 3에서 얻어지는 발포 시트는 저밀도 폴리에틸렌과의 융점차가 -15℃ 인 고분자 대전 방지제(대방 4: 융점 92℃)를 사용한 것이지만, 배합량이 소량인 경우에는 작은 구멍이나 관통 구멍이 없는 고품질의 발포 시트가 얻어지지만, 충분한 대전 방지 성능이 발현되지 않는다. 그래서, 비교예 4와 같이, 대전 방지능을 충분히 발현시키고자 해서 그 배합량을 많게 하면, 이번에는 멜트 플로우 레이트가 낮은 대방 4가 다량이기 때문에 발포 시트를 안정적으로 제조하는 것이 곤란했다. The foam sheet obtained in Comparative Example 3 was a high molecular weight antistatic agent having a melting point difference of -15 DEG C from the low density polyethylene (Daughter 4: melting point 92 DEG C). When the blending amount was small, a high quality foam sheet But sufficient antistatic performance is not exhibited. Thus, as in Comparative Example 4, if the mixing amount is increased in order to sufficiently express the antistatic function, it is difficult to stably produce the foamed sheet because the large number of tetraols 4 having a low melt flow rate is large.
비교예 5에서 얻어지는 발포 시트는 실시예 2와 대비되는 것이며, 저밀도 폴리에틸렌계 수지와의 융점차가 큰 대전 방지제에서는 장기 연속 생산에 적합하지 않은 것을 알 수 있다. The foam sheet obtained in Comparative Example 5 is in contrast to Example 2, and it can be seen that the antistatic agent having a large difference in melting point from the low density polyethylene resin is not suitable for long-term continuous production.
또한, 표 4에 있어서 각종 물성은 이하와 같이 측정했다. In Table 4, various physical properties were measured as follows.
(발포 시트의 두께) (Thickness of foam sheet)
발포 시트의 평균 두께는 가부시키가이샤 야마분덴키제 오프라인 두께 측정기 TOF-4R을 사용하여 측정했다. 우선, 발포 시트 전체 폭에 대해서, 1㎝ 간격으로 두께의 측정을 행했다. 이 1㎝ 간격으로 측정되는 발포 시트 두께를 바탕으로, 전체 폭의 산술 평균 두께를 구했다. 또한, 상기 측정에 사용하는 발포 시트는 온도 23±5℃, 상대습도 50%의 조건 하에서 48시간 상태 조정한 것을 사용했다.The average thickness of the foam sheet was measured using an off-line thickness gauge TOF-4R manufactured by YAMAHA CHEMICAL INDUSTRIES, LTD. First, the thickness of the entire foam sheet was measured at intervals of 1 cm. Based on the thickness of the foam sheet measured at intervals of 1 cm, the arithmetic average thickness of the entire width was obtained. The foam sheet used for the measurement was conditioned for 48 hours under conditions of a temperature of 23 占 폚 and a relative humidity of 50%.
(발포 시트의 평량) (Basis weight of the foam sheet)
발포 시트의 평량은 발포 시트 전체 폭에 걸쳐서 폭 250㎜의 직사각 형상의 시험편을 잘라내고, 상기 시험편의 중량(g)을 상기 시험편의 면적(시트 폭(㎜)×250㎜) 으로 나눗셈하여, 1㎡당의 발포 시트의 중량(g)으로 환산하고, 이것을 발포 시트 의 평량(g/㎡)으로 했다.The basis weight of the foam sheet was determined by cutting out a rectangular test piece having a width of 250 mm over the entire width of the foam sheet and dividing the weight (g) of the test piece by the area (sheet width (mm) x 250 mm) (G) of the foam sheet per m < 2 >, and this was regarded as the basis weight (g / m < 2 >) of the foam sheet.
(발포 시트의 겉보기 밀도) (Apparent density of foam sheet)
발포 시트의 겉보기 밀도는 상기 방법에 의해 구한 발포 시트의 평량(g/㎡)을 상기에 의해 구한 발포 시트의 평균 두께로 나눗셈하여 구했다.The apparent density of the foam sheet was obtained by dividing the basis weight (g / m 2) of the foam sheet obtained by the above method by the average thickness of the foam sheet obtained as described above.
(관통 구멍 등의 발생) (Occurrence of through holes and the like)
(단기) (short-term)
발포 시트 제조시에 결점 검출기를 사용하여 발포 시트의 표면을 제조 개시 48시간 경과 후, 1시간 관찰하여 다음의 기준에 의해 평가했다. The surface of the foam sheet was observed for one hour after 48 hours from the start of production by using a defect detector at the time of producing the foam sheet, and evaluated according to the following criteria.
good: 48시간 경과 후, 1시간에 발생된 1㎜ 이상의 관통 구멍의 수가 3개 미만 good: After 48 hours, the number of through holes of 1 mm or more generated in 1 hour is less than 3
poor: 48시간 경과 후, 1시간에 발생된 1㎜ 이상의 관통 구멍의 수가 3개 이상 5개 미만 poor: After 48 hours, the number of through holes of 1 mm or more generated in 1 hour was 3 or more and less than 5
bad: 48시간 경과 후, 1시간에 발생된 1㎜ 이상의 관통 구멍의 수가 5개 이상 bad: After 48 hours, the number of through holes of 1 mm or more generated in one hour was 5 or more
(장기) (long time)
발포 시트 제조시에 결점 검출기를 사용하여 발포 시트의 표면을 제조 개시 168시간 경과 후 1시간 관찰하고, 다음의 기준에 의해 평가했다. The surface of the foam sheet was observed for one hour after the start of production of 168 hours using the defect detector at the time of manufacturing the foam sheet, and evaluated according to the following criteria.
good: 168시간 경과 후, 1시간에 발생된 1㎜ 이상의 관통 구멍의 수가 3개 미만 good: After 168 hours, the number of through holes of 1 mm or more generated in 1 hour is less than 3
poor: 168시간 경과 후, 1시간에 발생된 1㎜ 이상의 관통 구멍의 수가 3개 이상 5개 미만 poor: After 168 hours, the number of through holes of 1 mm or more generated in one hour was 3 or more and less than 5
bad: 168시간 경과 후, 1시간에 발생된 1㎜ 이상의 관통 구멍의 수가 5개 이상 bad: After 168 hours, the number of through holes of 1 mm or more generated in one hour was 5 or more
-: 평가 불가능(발포 시트를 형성할 수 없음) -: Unable to evaluate (foam sheet can not be formed)
(표면 저항률) (Surface resistivity)
표면 저항률은 하기 시험편의 상태 조절을 행한 후, JIS K6271: 2008에 준거해서 측정했다. 구체적으로는, 측정 대상물인 발포 시트로부터 무작위로 잘라낸 5편의 시험편(세로 100㎜×가로 100㎜×두께: 측정 대상물 두께)을 온도 23℃, 상대습도 50%의 분위기 하에 36시간 방치함으로써 시험편의 상태 조절을 행했다. 이어서, 각각의 시험편의 양면에 대하여 온도 23℃, 상대습도 50%의 분위기 하에서 인가 전압 500V의 조건에서 시험편에 전압을 인가했다. 전압 인가를 개시하고 1분 경과 후의 표면 저항률을 측정하고, 그것들의 산술 평균값(시험편 5편×양면[n=10])을 적층 발포 시트의 표면 저항률로 했다.The surface resistivity was measured according to JIS K6271: 2008 after adjusting the conditions of the following test pieces. Specifically, five specimens (100 mm long × 100 mm wide × thickness: measured object thickness) randomly cut out from a foam sheet as an object to be measured were allowed to stand for 36 hours in an atmosphere at a temperature of 23 ° C. and a relative humidity of 50% Adjustment was made. Subsequently, voltage was applied to both surfaces of each test piece under the condition of a temperature of 23 DEG C and a relative humidity of 50% under an applied voltage of 500V. The surface resistivity was measured after 1 minute from the initiation of voltage application, and their arithmetic mean values (5 pieces of test piece x 2 sides [n = 10]) were determined as the surface resistivity of the laminated foam sheet.
Claims (6)
발포 시트의 두께가 0.05~0.5㎜의 범위 내이며, 대전 방지제로서 저밀도 폴리에틸렌과의 융점차가 -10~+10℃의 범위 내의 융점을 갖고, 또한 멜트 플로우 레이트가 10g/10분 이상인 고분자형 대전 방지제를 사용하는 것을 특징으로 하는 폴리에틸렌계 수지 압출 발포 시트의 제조 방법.A method for producing a polyethylene resin extruded foam sheet by extruding and expanding a foamable molten resin composition containing low density polyethylene, a physical foaming agent and an antistatic agent,
Wherein the thickness of the foam sheet is within the range of 0.05 to 0.5 mm and the melting point difference from the low density polyethylene as the antistatic agent is within the range of -10 to +10 占 폚 and the melt flow rate is 10 g / Based resin extruded foamed sheet.
상기 고분자형 대전 방지제의 융점이 120℃ 이하인 것을 특징으로 하는 폴리에틸렌계 수지 압출 발포 시트의 제조 방법. The method according to claim 1,
Wherein the polymeric antistatic agent has a melting point of 120 占 폚 or less.
고분자형 대전 방지제의 멜트 플로우 레이트에 대한 저밀도 폴리에틸렌의 멜트 플로우 레이트의 비(저밀도 폴리에틸렌의 멜트 플로우 레이트/고분자형 대전 방지제의 멜트 플로우 레이트)가 2 이하인 것을 특징으로 하는 폴리에틸렌계 수지 압출 발포 시트의 제조 방법. 3. The method according to claim 1 or 2,
Wherein the ratio of the melt flow rate of the low density polyethylene to the melt flow rate of the high molecular weight antistatic agent (melt flow rate of the low density polyethylene / melt flow rate of the high molecular weight type antistatic agent) is 2 or less. Way.
상기 저밀도 폴리에틸렌 100질량부에 대하여, 고분자형 대전 방지제가 3~25질량부의 범위 내에서 배합되어 있는 것을 특징으로 하는 폴리에틸렌계 수지 압출 발포 시트의 제조 방법. 4. The method according to any one of claims 1 to 3,
Wherein the polymeric antistatic agent is blended in an amount of 3 to 25 parts by mass based on 100 parts by mass of the low-density polyethylene.
두께가 0.05㎜~0.5㎜의 범위 내, 겉보기 밀도가 20~450kg/㎥의 범위 내이며, 대전 방지제가 저밀도 폴리에틸렌과의 융점차가 -10℃~+10℃의 범위 내인 융점을 갖고, 또한 멜트 플로우 레이트가 10g/10분 이상인 고분자형 대전 방지제인 것을 특징으로 하는 폴리에틸렌계 수지 압출 발포 시트.A polyethylene resin extruded foamed sheet comprising an antistatic agent and a base resin having a low density polyethylene,
Wherein the antistatic agent has a melting point within a range of from 0.05 mm to 0.5 mm and an apparent density within a range of from 20 to 450 kg / m 3 and the difference in melting point of the antistatic agent from the low density polyethylene is in the range of from -10 ° C to + 10 ° C, And the rate is 10 g / 10 min or more.
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015064121 | 2015-03-26 | ||
| JPJP-P-2015-064121 | 2015-03-26 | ||
| JPJP-P-2015-108856 | 2015-05-28 | ||
| JP2015108856A JP6506619B2 (en) | 2015-03-26 | 2015-05-28 | Method for producing extruded extruded polyethylene resin sheet, extruded extruded polyethylene resin sheet, and interlayer for glass plate |
| PCT/JP2016/059055 WO2016152878A1 (en) | 2015-03-26 | 2016-03-22 | Production method for polyethylene-based resin extruded foam sheets, polyethylene-based resin extruded foam sheet, and interleaving paper for glass plates using same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170130450A true KR20170130450A (en) | 2017-11-28 |
| KR102392965B1 KR102392965B1 (en) | 2022-05-02 |
Family
ID=56978504
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177027914A KR102392965B1 (en) | 2015-03-26 | 2016-03-22 | The manufacturing method of polyethylene-type resin extrusion foam seat|seet, polyethylene-type resin extrusion foam seat|seet, and the slip sheet for glass plates using the same |
Country Status (2)
| Country | Link |
|---|---|
| KR (1) | KR102392965B1 (en) |
| WO (1) | WO2016152878A1 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11161328B2 (en) | 2019-02-04 | 2021-11-02 | Jsp Corporation | Process for producing laminated foam sheet and extruded laminated foam sheet |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6462101B1 (en) * | 2001-09-10 | 2002-10-08 | Sealed Air Corporation (Us) | Foam comprising a blend of low density polyethylene and high melt tension polypropylene |
| US20050238867A1 (en) * | 2003-10-31 | 2005-10-27 | Toshio Nakano | Antistatic film, antistatic foam sheet and antistatic bubble sheet |
| JP2007262409A (en) | 2007-04-02 | 2007-10-11 | Jsp Corp | Spacing sheet for glass substrate |
| US20100196641A1 (en) * | 2007-05-31 | 2010-08-05 | Saudi Basic Industries Corporation | Polyethylene foam |
| JP2012020766A (en) | 2010-07-14 | 2012-02-02 | Jsp Corp | Interleaf for glass substrate |
| WO2014030513A1 (en) | 2012-08-23 | 2014-02-27 | 株式会社ジェイエスピー | Polyethylene resin extrusion-foamed sheet, and interleaving paper for glass plates |
| JP2014043553A (en) | 2012-08-03 | 2014-03-13 | Jsp Corp | Method for producing polyethylene resin foam sheet |
| KR20140044741A (en) * | 2012-10-05 | 2014-04-15 | 가부시키가이샤 제이에스피 | Multi-layer polyolefin resin foam sheet |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10226729A (en) * | 1997-02-14 | 1998-08-25 | Sekisui Plastics Co Ltd | Polyethylene resin mixture foam and production thereof |
| JP2005194433A (en) * | 2004-01-08 | 2005-07-21 | Jsp Corp | Manufacturing method of polyolefin resin foamed body and polyolefin resin foamed body |
| JP5294369B2 (en) * | 2006-06-30 | 2013-09-18 | 株式会社ジェイエスピー | Method for producing polyolefin resin foam |
| JP2009155423A (en) * | 2007-12-26 | 2009-07-16 | Jsp Corp | Extrusion-foamed polyolefin resin sheet and method for producing the same |
| JP5688360B2 (en) * | 2011-06-30 | 2015-03-25 | 積水化成品工業株式会社 | Polyolefin resin foam sheet |
| JP5388256B2 (en) * | 2013-06-19 | 2014-01-15 | 株式会社ジェイエスピー | Polyolefin resin extruded foam sheet |
| JP6302731B2 (en) * | 2014-03-31 | 2018-03-28 | 株式会社ジェイエスピー | Polyethylene resin foam sheet |
-
2016
- 2016-03-22 WO PCT/JP2016/059055 patent/WO2016152878A1/en active Application Filing
- 2016-03-22 KR KR1020177027914A patent/KR102392965B1/en active IP Right Grant
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6462101B1 (en) * | 2001-09-10 | 2002-10-08 | Sealed Air Corporation (Us) | Foam comprising a blend of low density polyethylene and high melt tension polypropylene |
| US20050238867A1 (en) * | 2003-10-31 | 2005-10-27 | Toshio Nakano | Antistatic film, antistatic foam sheet and antistatic bubble sheet |
| JP2007262409A (en) | 2007-04-02 | 2007-10-11 | Jsp Corp | Spacing sheet for glass substrate |
| US20100196641A1 (en) * | 2007-05-31 | 2010-08-05 | Saudi Basic Industries Corporation | Polyethylene foam |
| JP2012020766A (en) | 2010-07-14 | 2012-02-02 | Jsp Corp | Interleaf for glass substrate |
| JP2014043553A (en) | 2012-08-03 | 2014-03-13 | Jsp Corp | Method for producing polyethylene resin foam sheet |
| WO2014030513A1 (en) | 2012-08-23 | 2014-02-27 | 株式会社ジェイエスピー | Polyethylene resin extrusion-foamed sheet, and interleaving paper for glass plates |
| KR20150021591A (en) * | 2012-08-23 | 2015-03-02 | 가부시키가이샤 제이에스피 | Polyethylene resin extrusion-foamed sheet, and interleaving paper for glass plates |
| US20150218332A1 (en) * | 2012-08-23 | 2015-08-06 | Jsp Corporation | Extruded polyethylene-based resin foam sheet and interleaf sheet for glass plates |
| KR20140044741A (en) * | 2012-10-05 | 2014-04-15 | 가부시키가이샤 제이에스피 | Multi-layer polyolefin resin foam sheet |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2016152878A1 (en) | 2016-09-29 |
| KR102392965B1 (en) | 2022-05-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170130471A (en) | A method for producing a polyethylene-based resin laminated foam sheet, a laminated foam sheet for a polyethylene-based resin, and a separator for a glass plate using the foamed sheet | |
| JP5498162B2 (en) | Polypropylene resin foamed particles and molded articles thereof | |
| JP6146768B2 (en) | Method for producing polyethylene resin foam sheet | |
| KR101521410B1 (en) | Polyethylene resin extrusion-foamed sheet, and interleaving paper for glass plates | |
| JP6627010B2 (en) | Extruded polyethylene resin foam sheet | |
| EP2285872B1 (en) | Physically blown polyethylene foam | |
| WO2013137411A1 (en) | Polypropylene resin foam particles, in-mold foam molded body comprising polypropylene resin foam particles, and method for producing same | |
| JP2009067948A (en) | Polypropylene-based resin extruded foam and method for producing the same | |
| EP2746307B1 (en) | Polyvinylidene fluoride resin expanded beads, method for producing polyvinylidene fluoride resin expanded beads, and molded articles of polyvinylidene fluoride resin expanded beads | |
| JP2005290329A (en) | Ethylene-based resin foamed sheet, formed product and method for producing the ethylene-based resin foamed sheet | |
| KR20170130450A (en) | Method for producing polyethylene-based resin extruded foamed sheet, polyethylene-based resin-extruded foamed sheet and diaper for glass plate using the same | |
| EP2407504B1 (en) | Polyvinylidene fluoride resin expanded beads, and molded articles of polyvinylidene fluoride resin expanded beads | |
| WO2016147775A1 (en) | Polyethylene resin foam particles having antistatic performance, and polyethylene resin in-mold foam-molded article and method for manufacturing same | |
| JP2002146080A (en) | Polyolefin-based resin extruded foam and method for producing the same | |
| JP2002047369A (en) | Polyolefine resin extrusion-foamed molding | |
| JP2015183137A (en) | Polyvinylidene fluoride-based resin expanded particle, production method and molded product thereof | |
| JP2022184543A (en) | Production method of non-crosslinked foam sheet and non-crosslinked foam sheet |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |