KR20170129209A - 잔금 발생 저항성 코팅물 및 방법 - Google Patents
잔금 발생 저항성 코팅물 및 방법 Download PDFInfo
- Publication number
- KR20170129209A KR20170129209A KR1020177029665A KR20177029665A KR20170129209A KR 20170129209 A KR20170129209 A KR 20170129209A KR 1020177029665 A KR1020177029665 A KR 1020177029665A KR 20177029665 A KR20177029665 A KR 20177029665A KR 20170129209 A KR20170129209 A KR 20170129209A
- Authority
- KR
- South Korea
- Prior art keywords
- coating
- lens
- antireflective
- antireflective coating
- optical surface
- Prior art date
Links
Images




Classifications
-
- G—PHYSICS
- G02—OPTICS
- G02C—SPECTACLES; SUNGLASSES OR GOGGLES INSOFAR AS THEY HAVE THE SAME FEATURES AS SPECTACLES; CONTACT LENSES
- G02C7/00—Optical parts
- G02C7/02—Lenses; Lens systems ; Methods of designing lenses
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
- C09D5/004—Reflecting paints; Signal paints
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B1/00—Optical elements characterised by the material of which they are made; Optical coatings for optical elements
- G02B1/10—Optical coatings produced by application to, or surface treatment of, optical elements
- G02B1/11—Anti-reflection coatings
- G02B1/113—Anti-reflection coatings using inorganic layer materials only
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B1/00—Optical elements characterised by the material of which they are made; Optical coatings for optical elements
- G02B1/10—Optical coatings produced by application to, or surface treatment of, optical elements
- G02B1/14—Protective coatings, e.g. hard coatings
-
- G—PHYSICS
- G02—OPTICS
- G02C—SPECTACLES; SUNGLASSES OR GOGGLES INSOFAR AS THEY HAVE THE SAME FEATURES AS SPECTACLES; CONTACT LENSES
- G02C7/00—Optical parts
- G02C7/10—Filters, e.g. for facilitating adaptation of the eyes to the dark; Sunglasses
- G02C7/107—Interference colour filters
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Ophthalmology & Optometry (AREA)
- Health & Medical Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Inorganic Chemistry (AREA)
- Surface Treatment Of Optical Elements (AREA)
- Eyeglasses (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Wood Science & Technology (AREA)
- Organic Chemistry (AREA)
Abstract
반사 방지 코팅 시스템은 인가된 압력에 기인한 잔금 발생에 저항하도록 구성되고, 광학 제품은 반사 방지 코팅 시스템 및 이의 형성 방법 사용한다. 본 발명은, 잔금 발생 및 손상을 유도하는 응력의 다른 형태에 대한 증가된 저항성을 가지거나, 효과적으로 제거하는, 특히, UV 경화된 하드-코팅물에 가해진 반사 방지 코팅물의 잔금 발생에 증가된 저항성을 가진 반사 방지 코팅 시스템 및 방법을 제공한다.
Description
관련 출원
본 출원은, 잔금 발생 Resistant Coating and Method Thereof라는 명칭으로, 2015년 3월 18일에 출원되고, 본 명세서에 참조로서 포함되는 미국 가출원 일련 번호 제62/135,069호에 우선권을 주장한다.
기술 분야
본 발명은 광학 렌즈의 코팅물에 관한 것으로서, 좀 더 상세히는, 잔금 발생(crazing)에 저항하는 반사 방지 코팅물 시스템 및 이의 형성 방법에 관한 것이다.
눈의 렌즈와 같은 광학 제품은 전형적으로, 광학 제품의 요청된 광학 및 미적인 특징을 전하거나 개선하는 다양한 코팅물로 제조되고 판매된다. 하드 코팅물과 반사 방지 코팅물은, 광학 제품의 단일 표면상에 서로 함께 종종 사용되는 두 개의 코팅물이다. 하드 코팅물은 딥 또는 스핀 코팅에 의해 형성될 수 있고, 유기 실록산 화학에 기초할 수 있다. 하드 코팅물은 개선된 내마모성, 개선된 기계적 내구성 및 반사 방지 코팅물과의 호환성을 제공할 수 있다.
반사 방지 코팅물은 눈의 렌즈의 전면 및/또는 후면의 반사율을 감소시켜서, 개선된 광 투과성, 가시성 및 심미성을 가진 안경을 생산하는데 바람직하다. 전형적으로, 이러한 반사 방지 코팅물은 서로 다른 반사율을 가진 서로 다른 물질의 일련의 층으로 된다. 이러한 층의 시스템은 종종 "스택"으로 언급된다. 반사 방지 코팅물은, 물리적 증기 증착 기술 및 스퍼터 코팅 시스템과 기계와 같은 기계를 통해 광학 표면에 가해진다.
도 1은 전방 볼록측면(12)과 후방 오목측면(14)을 가진 벌크 렌즈 재료(8)을 가진 눈의 렌즈(10)의 단면도를 나타낸다. 렌즈(10)는 볼록측면(12)과 오목측면(14)에 형성된 하드 코팅물(16)을 가질 수 있다. 하드 코팅물(16)은 대략 수 마이크론 두께이다. 렌즈 제조자는 렌즈(10)의 볼록측면(12)와 오목측면(14) 모두에 열적으로 경화된 하드 코팅물이 있는 렌즈를 제공할 수 있다.
반사 방지 코팅물(18)은, 제조자나 처방 실험실에 의해, 렌즈(10)의 볼록측면(14)과 오목측면(14) 모두 위의 하드 코팅물(16) 위에 가해질 수 있다. 반사 방지 코팅물이나 스택(18)의 볼록측면(12)과 오목측면(14)은 동일하거나 실질적으로 동일한 방식으로 형성된다. 다시 말해, 반사 방지 코팅물(18)의 볼록측면(12)와 오목측면(14)은 동일한 명목 두께를 가진 동일한 수의 층을 가지고 동일한 물질로 형성된다.
처방 실험실에서, 렌즈(10)의 오목측면(14)은 종종 그라운드화 또는 표면화되어서, 준-완성된 눈의 렌즈로부터 원하는 곡률과 처방을 생성한다. 이러한 프로세스는 열적으로 경화된 하드 코팅물의 후면에 가해진 팩토리(factory)를 제거한다. 렌즈 제조자에 의해 가해진 열적으로 경화된 하드 코팅물의 제거에 의해 잃어버린 렌즈의 그라운드 오목측면에 대한 내마모성과 기계적 특징의 일부를 복원하기 위하여, 처방 실험실은 자외선, UV, 경화된 하드 코팅물을 종종 인가할 것이다. 그리고 나서, 상기-기술된 오목측면 반사 방지 코팅물(18)은 오목측면 UV 경화된 하드 코팅물(16) 위에 인가된다.
상기 기술된 바와 같이 형성된, 종래의 반사 방지 코팅된 눈의 렌즈에서 종종 관측되는 한가지 문제점은, 오목측면 반사 방지 코팅물이 잔금 발생이나 크랙킹에 취약하다는 것이다. 렌즈 에징 프로세스 동안 및 렌즈 프레임으로 에지된 렌즈의 삽입 동안에, 눈의 렌즈에 가해지는 힘과 압력이 오목측면 반사 방지 코팅물의 잔금 발생으로 이어진다고 생각된다.
기술 분야에서 요구되는 것은, 잔금 발생 및 손상을 유도하는 응력의 다른 형태를 효과적으로 제거하거나 개선된 저항성을 가지는 반사 방지 코팅 시스템 및 이를 적용하는 방법이다.
본 발명은, 잔금 발생 및 손상을 유도하는 응력의 다른 형태에 대한 증가된 저항성을 가지거나, 효과적으로 제거하는, UV 경화된 하드-코팅물에 가해진 반사 방지 코팅물의 잔금 발생에 증가된 저항성을 가진 반사 방지 코팅 시스템 및 방법을 제공한다. 이러한 목적은, 제1 및 제2 광학 표면을 가진 벌크 재료(bulk material)와, 제1 광학 표면 위에 도포되고 복수의 층으로 형성된 제1 반사 방지 코팅물과, 제2 광학 표면 위에 도포되고 복수의 층으로 형성된 제2 반사 방지 코팅물을 포함하되, 제2 반사 방지 코팅물의 반사율은 제1 반사 방지 코팅물의 반사율과 실질적으로 동일하고, 제2 반사 방지 코팅물의 기계적 특성은 제1 반사 방지 코팅물의 기계적 특성과 구별되는, 반사 방지 특성을 가진 광학 제품을 제공함에 의해 부분적으로 달성된다.
또한, 이들 목적은, 볼록 표면과 오목 표면을 가진 벌크 렌즈 재료와, 볼록 제1 표면 위에 형성된 복수의 층을 가진 제1 반사 방지 코팅물 - 복수의 층들 중 적어도 하나는 100 나노미터보다 큰 두께를 가짐 - 과, 오목 표면 위에 형성된 복수의 높은 굴절률 재료 층들을 가진 제2 반사 방지 코팅물 - 제2 반사 방지 코팅물의 복수의 높은 굴절률 재료 층들의 각각은 70 나노미터보다 작은 두께를 가짐 - 을 포함하는, 반사 방지 특성을 가진 눈의 렌즈를 제공함에 의해 부분적으로 달성된다.
또한, 이들 목적은, 광학 제품의 제1 및 제2 광학 표면상에 하드 코팅물을 도포하는 단계와, 제1 광학 표면의 하드 코팅물 위에 제1 반사 방지 코팅물을 형성하는 단계 - 제1 반사 방지 코팅물은 가시 스펙트럼 위의 반사율과 기계적 특성을 가짐 - 와, 제2 광학 표면의 하드 코팅물 위에 제2 반사 방지 코팅물을 형성하는 단계 - 제2 반사 방지 코팅물은 제1 반사 방지 코팅물의 반사율과 실질적으로 동일한 가시 스펙트럼 위의 반사율을 가지고, 제1 반사 방지 코팅물의 기계적 특성과 구별되는 기계적 특성을 가짐 - 를 포함하는, 반사 방지 특성을 가진 광학 제품을 형성하기 위한 방법을 제공함에 의해 부분적으로 달성된다.
본 발명의 실시예의 양태, 특징 및 이점은 첨부 도면을 참조하여, 본 발명의 실시예의 이하의 설명으로부터 명백해지고 밝혀질 것이다.
도 1은 코팅된 렌즈의 단면도이다.
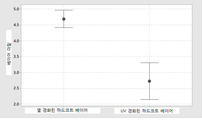
도 2는 열 경화된 하드-코팅물과 자외선 경화된 하드-코팅물의 베이어 마찰(Bayer Abrasion)의 비교를 나타내는 차트이다.
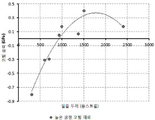
도 3a는 높은 지수 코팅 물질의 필름이나 층의 두께에 대한 코팅 응력을 나타내는 차트이다.
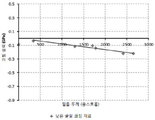
도 3b는 낮은 지수 코팅 물질의 필름이나 층의 두께에 대한 코팅 응력을 나타내는 차트이다.
도 4는 본 발명의 일 실시예에 따른 코팅물을 사용하는 광학 제품의 단면도이다.
도 5는 본 발명의 일 실시예에 따른 코팅물을 사용하는 광학 제품의 단면도이다.
도 6은 본 발명의 일 실시예에 따른 코팅물의 반사율을 나타내는 차트이다.
도 7은 본 발명의 일 실시예에 따른 코팅물의 반사율을 나타내는 차트이다.
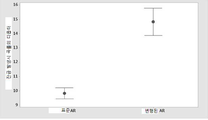
도 8은 본 발명의 특정한 실시예에 따른 코팅물에 있어서, 잔금 발생에 대한 저항성을 나타내는 차트이다.
도 1은 코팅된 렌즈의 단면도이다.
도 2는 열 경화된 하드-코팅물과 자외선 경화된 하드-코팅물의 베이어 마찰(Bayer Abrasion)의 비교를 나타내는 차트이다.
도 3a는 높은 지수 코팅 물질의 필름이나 층의 두께에 대한 코팅 응력을 나타내는 차트이다.
도 3b는 낮은 지수 코팅 물질의 필름이나 층의 두께에 대한 코팅 응력을 나타내는 차트이다.
도 4는 본 발명의 일 실시예에 따른 코팅물을 사용하는 광학 제품의 단면도이다.
도 5는 본 발명의 일 실시예에 따른 코팅물을 사용하는 광학 제품의 단면도이다.
도 6은 본 발명의 일 실시예에 따른 코팅물의 반사율을 나타내는 차트이다.
도 7은 본 발명의 일 실시예에 따른 코팅물의 반사율을 나타내는 차트이다.
도 8은 본 발명의 특정한 실시예에 따른 코팅물에 있어서, 잔금 발생에 대한 저항성을 나타내는 차트이다.
본 발명의 특정한 실시예는 첨부 도면을 참조하여 이제 기술될 것이다. 그러나, 본 발명은 많고 다양한 형태로 구현될 수 있고, 본 명세서에 제시된 실시예로 제한되어 해석되어서는 아니되며, 그보다는, 이들 실시예가 제공되어서, 본 개시물이 완전해지고, 완벽해지며, 기술 분야의 당업자에게 본 발명의 범위를 완전히 전달할 것이다. 첨부 도면에 도시된 실시예의 세부 기술에서 사용된 용어는 본 발명의 한계로 의도되지 않는다. 도면에서, 유사한 숫자는 유사한 요소를 말한다.
개략적으로 말하면, 본 발명은 반사 방지 코팅물의 잔금 발행에 대한 저항성을 증가시키거나 효과적으로 제거하는 반사 방지 코팅 시스템 및 방법을 제공한다. 본 발명은, 광학 제품의 특정한 표면 형상과 이와 관련된 재료 응력에 최적화된 반사 방지 코팅 시스템을 제공함에 의해, 부분적으로 이들 목적을 달성한다. 가령, 본 발명은 눈의 볼록측면이나 오목측면에 대해, 렌즈의 각각의 측면이 안경의 처리나 조립 동안에 겪을 수 있는 응력에 최적화된 반사 방지 코팅물을 제공한다.
발명자는 하드 코팅물 위에 도포된 반사 방지 코팅물의 잔금 발생이나 오류의 문제가 부분적으로 자외선 경화된 하드 코팅물의 사용과 관련 및/또는 악화된다는 것을 발견하였다. 열 및 UV 경화된 하드 코팅물은 소프트 중합 상(soft polymeric phase) 및 하드 유리 상(hard glass phase)의 혼합물로서 기계적으로 고려될 수 있는 유기 실록산 화학에 기초한다(가령, 실리콘-산소 본딩). UV 개시된 크로스 링킹을 허용하기 위해, UV 경화된 하드 코팅물 내의 유기 함량은 열적으로 경화된 하드 코팅물의 유기 함량보다 크다. 이론에 의해 제한됨 없이, 발명자는, 이러한 증가된 유기 함량이 열적으로 경화된 하드 코팅물에 비해 UV 경화된 하드 코팅물의 기계적 내구성을 감소시킨다고 믿고 있다. 일반적으로, UV 경화된 하드 코팅물은 원래 열적으로 경화된 하드 코팅물보다 성능이 덜 우수하고, 반사 방지 코팅물과 덜 호환된다.
이러한 가설의 가치는 일반적인 열적으로 경화된 하드 코팅물과 일반적인 UV 경화된 하드 코팅물에 대한 베이어 테스트(Bayer test) 결과를 나타내는 도 2에서 증명된다. 베이어 테스트는 마찰 매체에 의해 손상에 대한 재료의 내구성을 측정한다. 더 높은 숫자는 증가된 마찰 저항성을 나타낸다. 증가된 베이어 마찰은 증가된 경화도 및 탄성률과 상관된다. 증가된 경화도와 탄성률은 더 우수한 베이스 층 또는 기반의 형성을 낳고, 가령, 비교적으로 연성이거나 순응하는 중합 벌크 렌즈 재료와 같은 벌크 렌즈 재료와 반사 방지 코팅물의 비교적 단단하고 및/또는 비유연성 재료 층, 즉 반사 방지 코팅물의 옥사이드 금속, 금속로이드 및 트랜스-금속 옥사이드 층 사이에 개선된 천이(transition)를 제공함에 의해 반사 방지 코팅물을 형성한다.
UV 경화된 하드 코팅물이 열적으로 경화된 코팅물에 비해 기계적 강건성에서 한계를 가지는 한편, UV 경화된 하드 코팅물은 저렴한 가격과 도포의 편의성이라는 이점을 제공한다. 이들 이점들은 작거나 중간의 처방 안경 실험 설정에 널리 사용하기 위한 동기를 제공한다. 그러므로, UV 경화된 후면 하드 코팅물과 개선된 호환성을 제공하는 반사 방지 코팅물을 제공하는 것이 매우 바람직하다.
안경의 처리나 조립 동안에, 렌즈에 가해지는 변형 방향은 전형적으로, 렌즈의 전체적인 곡률에 의할 것인데, 즉, 변형은 렌즈의 오목측면의 곡선의 반지름을 감소시킬 방향일 것이다. 가령, 도 1에 도시된 화살표(20)는 안경의 처리와 조립 동안에 렌즈(10)의 변형 방향을 나타낸다. 따라서, 렌즈(10)의 변형은 인장 응력에 처한 렌즈(10)의 볼록측면(12)상에 형성된 가령 반사 방지 코팅물과 같은 코팅물 및 압축 응력에 처한 렌즈(10)의 오목측면(14)상에 형성된 반사 방지 코팅물과 같은 코팅물을 야기할 것이다. 에징(edging)이나 쉐이핑(shaping)과 같은 실험실 처리 동안의 변형은 인장과 압축 모두의 넓은 범위의 응력 상태를 제공한다. 잔금 발생에 대한 반사 방지 코팅물의 저항성과 결합된, 이들 변형 동안의 반사 방지 코팅물에 대한 지지도를 제공하기 위한 하드 코팅물의 능력은 잔금 발생에 의한 렌즈 오류의 위험을 결정한다. UV 경화된 하드 코팅물의 기계적 손실 때문에, 잔금 발생 오류의 위험은 렌즈의 후면에서 증가된다.
렌즈 변형의 효과를 제외하고, 하나의 반사 방지 코팅물 내의 다양한 코팅물과 다양한 층들은 다양한 내제적 응력을 가진다는 것이 발견되었다. 가령, 높은 굴절률 층의 응력은 도 3a에 도시되고, 낮은 굴절률 층의 응력은 도 3b에 도시된다. 높은 굴절률 층 응력은 높은 굴절률 층의 두께에 의존하고, 층의 두께가 증가하면서, 압축으로부터 인장까지의 넓은 범위에 걸친다. 잔금 발생 오류는 인장 응력과 강하게 상관되어 있다. 그러므로, 잔금 발생 오류가 관측되는 상황에서, 층 설계에서 어떠한 누적되는 인장 응력을 해결하는 것이 바람직하다. 비교하면, 층 두께가 증가하면서, 낮은 굴절률 재료 응력은 응력에 있어서 훨씬 더 작은 변동을 가지고, 두께 분석에 대해, 응력은 항상 압축성으로 유지된다. 발명자는 이러한 응력 특성이 반사 방지 스택의 설계, 사용된 코팅 프로세스, 및 코팅물을 형성하는데 사용되는 정확한 재료 또는 재료들을 조작함에 의해 제어될 수 있다는 것을 발견하였다.
반사 방지 코팅물의 잔금 발생을 제거하기 위해, 또는 반사 방지 코팅물의 잔금 발생에 대한 저항성을 증가시키기 위해, 본 발명의 특정한 실시예에서, 반사 방지 코팅물의 기계적 특성은, 반사 방지 코팅물을 형성하는 하나 이상의 재료 층들의 두께를 조절함에 의해 조작된다. 가령, 반사 방지 코팅물의 잔금 발생 오류는, 처방 또는 광학 실험실에서 표면화되고 이후에 UV 경화된 하드 코팅물로 코팅되는 처방 렌즈의 후면에서 종종 관측된다. 이러한 코팅물은 UV 경화된 하드 코팅물 위에 도포된 반사 방지 코팅물의 잔금 발생의 증가된 위험으로 이어질 수 있는 열 코팅물에 가해진 팩토리보다 기계적으로 열등하다. 잔금 발생의 위험을 감소시키기 위해, 특정한 실시예에서, 층 스택이 조절되어서, 잔금 발생을 야기시킬 것 같은 인장 응력 받은 층들을 제거한다. 그러나, 이러한 접근법은, 코팅물의 벗겨짐에 의한 오류를 낳기 위한 너무 큰 순 압축 응력을 생성하는 것에 대해 균형을 맞춘다.
본 발명의 특정한 실시예에서, 코팅물의 기계적 특성은 코팅 시스템 내의 층들의 수를 최적화시킴에 의해 조작된다. 본 발명의 특정한 실시예에서, 코팅물의 기계적 특성은 코팅 시스템의 층들의 두께와 코팅 시스템의 층들의 수를 조절함에 의해 조작된다.
본 발명의 특정한 실시예에서, 코팅물이나 개개의 층의 기계적 특성은 코팅 처리 조건의 조작에 의해 최적화된다. 가령, 스퍼터 코팅 처리를 통해 형성된 반사 방지 코팅물에 있어서, 압력, 가스 흐름 속도, 증착 속도 및/또는 특정한 재료의 선택은 원하는 기계적 특성을 달성하기 위해 조작될 수 있다. 많은 경우에, 처리에 대한 이러한 조절하는 능력은 증착 장비의 한계에 의해 제한된다. 물리적 공간 제한이 가능한 펌핑 속도와 실행가능한 증착력을 제한하는 작은 배치 크기의 스퍼터 코터(coater)에서 특히 사실이다. 또한, 처리는 쓰루풋 요구사항을 충족하기 위한 사이클 시간에 대한 요구사항에 의해 제한되다.
더구나, 가령 실리콘이나 지르코늄의 흡수층은 반사 방지 스택 내로 통합될 수 있다. 본 발명의 특정한 실시예에서, 이들 흡수층의 수 및/또는 두께는 렌즈의 볼록측면이나 오목측면 상의 특정한 도포를 위해, 전체로서 코팅 시스템의 물리적 특성을 최적화시키기 위해 조작된다.
특정한 실시예에서, 본 발명의 코팅 시스템은, 낮은, 중간 및 높은 굴절률 재료의 교호하는 투명한 층을 사용함에 의해, 부분적으로 반사 방지 특성을 준다. 이와 관련하여, 높은 굴절률은 가령 약 550 나노미터의 파장과 같은 기준 파장에서 약 1.9 보다 대략 큰 굴절률을 의미한다. 낮은 굴절률은 가령 약 550 나노미터의 파장과 같은 기준 파장에서 약 1.5 보다 대략 작은 굴절률을 의미한다. 중간 굴절률은 가령 약 550 나노미터의 파장과 같은 기준 파장에서 대략적으로 약 1.5 내지 약 1.9인 굴절률을 의미한다. 낮은 굴절률 재료는, 가령, 실리콘 다이옥사이드를 포함한다. 중간 굴절률 재료는, 가령, 실리콘 옥시니트라이드나 알루미늄 옥사이드를 포함하고, 높은 굴절률 재료는, 가령 타이타늄 다이옥사이드, 탄탈륨 펜톡사이드 및 지르코늄 다이옥사이드를 포함한다.
본 발명의 특정한 실시예에 따르면, 도 4에 도시된 바와 같이, 렌즈나 광학 제품(10)은 하드 코팅물(16)과 반사 방지 코팅물이나 스택(110)을 가진다. 간결성을 위해, 본 명세서에서 개시된 코팅물이나 스택은 아래에서 위로 기술될 것이다. 다시 말해, 코팅물이나 스택의 다양한 층들은 광학 기판에 직접 또는 하드 코팅물 상에 직접 도포되는 스택의 제1 또는 하부 층으로부터 시작하여, 스택의 각각의 이후의 층이 도포되도록 진행된다. 이러한 방식에서, 코팅물이나 스택의 "상부 층"은 코팅 공정 동안에 도포되는 관련 코팅물이나 스택의 마지막 층이다.
본 발명에 따른 반사 방지 스택(110)은 가령, 광학 기판(8)의 표면상에 직접 도포되는 하드 코팅물(16)의 표면에 직접 도포되는 접착 층(114)을 가진다. 제1 높은 굴절률 층(116)은 접착 층(114)의 상부에 직접 도포된다. 제1 낮은 굴절률 층(118)은 제1 높은 굴절률 층(116)의 상부에 직접 도포된다. 제2 높은 굴절률 층(120)은 제1 낮은 굴절률 층(118)의 상부에 직접 도포되고, 제2 낮은 굴절률 층(122)은 제2 높은 굴절률 층(120)의 상부에 직접 도포된다.
가령, 접착 층(114)은 실리콘, 실리콘 옥사이드 SiOx,(x는 2 이하임), 지르코늄, 및/또는 지르코늄 옥사이드, ZrOx,(x는 2 이하임)의 형태이고, 가령, 대략 1 나노미터 이하의 두께를 가진다. 제1 높은 굴절률 층(116)은, 가령 지르코늄 다이옥사이드의 형태이고, 대략 5 내지 15 나노미터의, 가령 12.5 나노미터의 두께를 가진다. 제1 낮은 굴절률 층(118)은, 가령 실리콘 다이옥사이드의 형태이고, 대략 20 내지 40 나노미터의, 가령 28.7 나노미터의 두께를 가진다. 제2 높은 굴절률 층(120)은, 가령 지르코늄 다이옥사이드의 형태이고, 대략 100 내지 150 나노미터의, 가령 115.42 나노미터의 두께를 가진다. 제2 낮은 굴절률 층(122)은, 가령 실리콘 다이옥사이드의 형태이고, 대략 60 내지 100 나노미터의, 가령 85.5 나노미터의 두께를 가진다.
상기 기술된 반사 방지 스택(110)은 1.5 보다 큰 베이어 마찰 저항성의 바람직한 특성을 제공하고, L* = 2.94, a* = -3.3, b* = 1.20의 반사된 컬러와 결합된 열적으로 경화된 하드 코팅물(렌즈 전방) 상의 잔금 발생에 대한 저항성은 작은 배치 스퍼터 코터를 통해 달성된다. 반사 방지 스택(110)에 대한 광학 곡선은 도 6에 도시된다(단일 표면 반사, 후면 아님). 이러한 달성된 기계적 및 광학적 특성은 특정한 층 두께와 반사 방지 스택(110)의 순서의 함수이다. 오류나 약함의 가능성은 부분적으로, 제2 높은 굴절률 층(120)의 상대적인 두께와 관련된다는 것이 발견되었다.
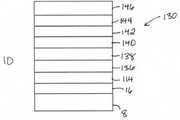
화살표(20)의 방향으로 렌즈(10)의 변형 동안에 렌즈(10)의 오목측면(14) 상에서 발생할 수 있는 반사 방지 코팅물 오류의 가능성을 피하거나 줄이기 위해, 본 발명의 특정한 실시예에 따르면, 도 5에 도시된 바와 같이, 반사 방지 스택(130)이 사용된다. 가령, 반사 방지 스택(130)은 광학 기판(8)의 표면상에 직접 도포된 하드 코팅물(16)의 표면에 직접 도포되는 접착 층(114)을 가진다. 제1 높은 굴절률 층(136)은 접착 층(114)의 상부에 직접 도포된다. 제1 낮은 굴절률 층(138)은 제1 높은 굴절률 층(136)의 상부에 직접 도포된다. 제2 높은 굴절률 층(140)은 제1 낮은 굴절률 층(138)의 상부에 직접 도포된다. 제2 낮은 굴절률 층(142)은 제2 높은 굴절률 층(140)의 상부에 직접 도포된다. 제3 높은 굴절률 층(144)은 제2 낮은 굴절률 층(142)의 상부에 직접 도포된다. 제3 낮은 굴절률 층(146)은 제3 높은 굴절률 층(144)의 상부에 직접 도포된다.
반사 방지 스택(130)에서, 접착 층(114)은 반사 방지 스택(110)과 관련하여 기술된 것과 같다. 가령, 제1 높은 굴절률 층(136)은 가령 지르코늄 다이옥사이드의 형태이고, 대략 8 내지 18 나노미터의, 가령 12.6 나노미터의 두께를 가진다. 제1 낮은 굴절률 층(138)은, 가령 실리콘 다이옥사이드의 형태이고, 대략 20 내지 40 나노미터의, 가령 32.1 나노미터의 두께를 가진다. 제2 높은 굴절률 층(140)은, 가령 지르코늄 다이옥사이드의 형태이고, 대략 35 내지 75 나노미터의, 가령 47.4 나노미터의 두께를 가진다. 제2 낮은 굴절률 층(142)은, 가령 실리콘 다이옥사이드의 형태이고, 대략 6 내지 18 나노미터의, 가령 11 나노미터의 두께를 가진다. 제3 높은 굴절률 층(144)은, 가령 지르코늄 다이옥사이드의 형태이고, 대략 20 내지 70 나노미터의, 가령 46.1 나노미터의 두께를 가진다. 제3 낮은 굴절률 층(146)은, 가령 실리콘 다이옥사이드의 형태이고, 대략 60 내지 100 나노미터의, 가령 90.2 나노미터의 두께를 가진다.
상기 기술된 반사 방지 스택(130)은, 도 1에 도시된 바와 같이, 화살표(20)의 방향으로 렌즈(10)의 변형 동안에, 렌즈(10)의 오목측면(14) 상에서 경험되는 변형 응력에 의한 잔금 발생에 저항할 비교적 감소된 응력의 코팅 시스템을 부분적으로 제공한다. 상기 기술된 반사 방지 코팅물(110)에 비하여, 반사 방지 스택(110)의 제2 높은 굴절률 층(120)을 실질적으로 더 얇은 두 개의 높은 굴절률 층, 즉, 비교적 얇은 제2 낮은 굴절률 층(142)에 의해 분리된 제2 높은 굴절률 층(140)과 제3 높은 굴절률 층(144)으로 본질적으로 분리됨에 의해 부분적으로 달성된다. 이는 잔금 발생의 증가된 위험과 상관되는 코팅 설계에서 인장 응력의 소스를 제거 또는 감소시킨다.
이러한 설계는 UV 경화된 하드 코팅물 위에 도포된 반사 방지 코팅물에서의 잔금 발생의 위험을 감소시킨다. 따라서, 반사 방지 스택(130)에서, 서로 다른 굴절률 재료들의 두께와 개수는 원하는 물리적 특성을 달성하기 위해 조작된다. 렌즈의 후면상의 잔금 발생의 발생을 감소시키는 것에 더하여, 반사 방지 스택(130)은 상기 기술된 반사 방지 코팅물(110)의 광학 성능에도 매우 부합된다. 반사 방지 스택(130)에 대한 광학 곡선은 도 7에 도시된다. 반사 방지 스택(130)의 결과로 나온 칼라, L* = 3.17, a* = -3.1, 및 b* = 1.26는 관측자가 알아차릴 수 없는 어떤 차이를 가진 스택(110)에 대해 계산된 칼라와 매우 매칭된다.
상기 기술된 반사 방지 스택은 본 발명에 따른 반사 방지 스택의 특정한 예시일 뿐이고, 층들의 개수에서의 변형, 서로 다른 층들의 개개의 두께, 및 서로 다른 층들이 형성되는 다양한 재료들은 본 발명의 범위 내에 있고, 그 안에서 고려된다는 것을 인식할 것이다. 본 발명의 특정한 실시예에서, 접착 층(14)은 코팅 시스템(110) 및/또는 코팅 시스템(130)에서 생략된다.
본 발명에 따르면, 광학 표면상의 반사 방지 스택(110) 및 제2의 서로 다른 광학 표면상의 반사 방지 스택(130)을 사용하는 눈의 렌즈의 특정한 실시예에서, 그럼에도, 서로 다른 반사 방지 코팅물을 가진 두 개의 렌즈 표면은 가시 광 스펙트럼의 전부 또는 실질적인 부분 상에서의 반사율과 같이, 실질적으로 동일한 광학 특징을 가진다. 이는 도 6 및 7에서 도시된다. 중요하게, 두 개의 서로 다른 반사 방지 코팅물이나 스택의 실질적으로 동일한 광학 특징은, 하드 코팅물의 서로 다른 타입 및 서로 다른 형상을 가진 렌즈 표면 위에 도포하기에 최적화된 서로 다른 기계적 특성을 가진 두 개의 서로 다른 반사 방지 코팅물이나 스택의 이익과 함께 달성된다. 가령, 스택(110)은 볼록한 광학 표면에 도포된 열적으로 경화된 하드 코팅물 위의 도포에 최적화되고, 스택(130)은 오목한 광학 표면에 도포된 UV 경화된 하드 코팅물 위의 도포에 최적화된다.
스택(110)과 스택(130) 간의 반사율의 차이의 정도는, 도 6 및 7에 도시된 바와 같이, 육안으로 구별 가능한 차이의 범위 내로 생각되지 않는다는 것을 인식할 것이다. 마찬가지로, 가령, L*, a*, 및 b*와 같은, 상기 기술된 칼라의 차이의 정도는 육안으로 구별 가능한 차이의 범위 내로 생각되지 않는다. 따라서, 간결성을 위해, 기술 분야에서의 당업자는 스택(110)과 스택(130)의 반사율과 칼라 특성이 실질적으로 동일 또는 실질적으로 같게 고려할 것이다.
더구나, 렌즈(10)는 반사 방지 스택의 상부에 또는 위에 도포된 추가적인 코팅물 및 트리트먼트에 의해 전해진 추가적인 기능 특성, 가령, 세척 용이성 및/또는 소수성 코팅물을 더 사용할 수 있다. 눈에 적용을 위해, 특정한 실시예에서, 별도의 소수성 또는 안티-파울링(anti-fouling) 층 또는 코팅물은 낮은, 중간 및 높은 굴절류 재료의 상기 기술된 교호하는 층의 상부에 도포될 수 있다. 이러한 소수성 또는 안티-파울링 층 또는 코팅물은 눈의 렌즈의 더 용이한 세척과 유지를 위해 제공된다. 필름에 도포된 스퍼터에 있어서, 안티-파울링 층이나 코팅물의 소수성은 보통 딥 프로세스에 의해 도포되는데, 이는 코팅물에 더 낮은 표면 에너지를 달성, 즉, 100도 보다 큰 수분 접촉 각도를 달성한다. 이러한 소수성 또는 안티-파울링 층 또는 코팅물은 대략 5 내지 10 나노미터의 범위의 두께를 가진다.
더구나, 특정한 실시예에서, 흡수층, 가령, 실리콘의 층이나 금속 층은 상기 기술된 반사 방지 스택 하부, 내에 또는 그 위에 통합될 수 있다. 본 발명의 특정한 실시예에서, 이들 흡수층의 개수 및/또는 두께는, 렌즈의 볼록측면이나 오목측면에 특정한 도포를 위해, 및/또는 전체로서 코팅 시스템의 물리적 특성을 최적화,하기 위해, 조작된다.
본 발명의 특정한 실시예에서, 렌즈의 볼록 및 오목 측면 반사 방지 코팅물은, 원하는 광학 저항성, 마찰 저항성 및/또는 기계적 강건성을 달성하면서, 개개의 코팅물이 마주칠 수 있는 다양한 유형의 응력에 의해 야기된 손상에 저항하기 위하여, 독립적으로 및 서로 구별되게 설계 또는 구성된다.
본 발명의 특정한 실시예에서, 렌즈 상의 볼록 및 오목 측면 반사 방지 코팅물은, 기본이 되는 볼록 및 오목측면 하드 코팅물의 기계적 특성에 가장 적합하여서, 광학 성능, 마찰 저항성 및/또는 기계적 강건성의 최적 조합을 제공하기 위하여, 독립적으로 및 서로 구별되게 설계 또는 구성된다.
간결성을 위해, 본 발명의 구별 및/또는 최적화된 볼록측면 및 오목측면 반사 방지 코팅물 컨피규레이션은 개별적으로 사용될 수 있는데, 즉, 렌즈는 본 발명에 따라, 오직 볼록측면 또는 오직 오목측면 특정한 코팅 시스템을 사용할 수 있고, 또는 본 발명의 구별되는 볼록측면 및 오목측면 코팅 컨피규레이션은 단일 렌즈의 서로 다른 광학 표면 상에 서로 함께 사용될 수 있다.
본 발명에 따른 코팅 방법의 한 실시예에서, 플라스틱 렌즈는 작은 처방 처리 실험실에서 사용에 적합한 작은 족적(footprint)으로 설계된 스퍼터 공구를 사용하여 코팅된다. 이러한 스퍼터 시스템의 양태는 양수인의 미국 공개 번호 2014/0174912에 서술되는데, 이는 그 전체가 본 명세서에 참조로서 포함된다. 이러한 기계의 비교적 작은 족적은 스퍼터 타겟, 또는 재료의 개수를 최대 두 개로 제한한다. 타겟은 금속성-타입 재료의 형태이고, 프로세싱 동안에 산소가 추가되어서, 낮은, 중간, 및/또는 높은 굴절률 옥사이드 재료의 원하는 실질적으로 투명한 유전층을 형성한다. 하나의 타겟이 사용되어서, 산소 가스에 노출된 실리콘 타겟으로부터 실리콘 다이옥사이드와 같은 낮은 굴절률 재료를 형성한다. 다른 타겟이 사용되어서, 산소 가스에 노출된 지르코늄 타겟으로부터 지르코늄 다이옥사이드와 같은 높은 굴절률 재료를 형성한다. 시스템에서의 플라즈마 소스는 흡수성 자유 옥사이드 층의 형성을 돕기 위해 활성화된 산소 플라즈마를 제공한다.
스퍼터 프로세스의 시작점에서, 코팅될 렌즈는 코팅 챔버내로 이송된다. 보통 5x10-5 mbar 이하로 선택된 압력에서, 아르곤 및 산소의 혼합물은 대량 흐름 컨트롤러에 의해 챔버내로 들어온다. 플라즈마 소스가 활성화되어서, 필름 재료를 렌즈에 증착하는 부착력을 증가시키는 렌즈 표면 처리를 위한, 플라즈마를 형성한다. 플라즈마 세척 이후에, 실리콘의 부착 층은, 분당 40 표준 세제곱 센티미터의 아르곤 흐름으로, 및 1500 와트의 전력에서 증착된다. 최소의 산소가 포함된 실리콘 필름을 형성하기 위해, 산소가 이 프로세스 내로 추가되지 않는다. 이러한 층의 두께는 증착 시간에 의해 설정된다. 보통 1 나노미터 미만의 필름 두께가 증착된다. 이러한 층의 상부에, 낮은 굴절률 재료와 높은 굴절률의 교호하는 층들이, 펄스형 직류 반응성 스퍼터링과 같은 적절한 프로세스를 사용하여 처방된 두께로 증착된다.
낮은 및 높은 굴절률 재료는, 렌즈의 원치 않은 가열을 야기하지 않으면서, 원하는 사이클 시간을 달성하기에 충분한 전력에서 증착된다. 전형적인 전력 레벨은, 대략 타겟으로 직경 6 인치에 대해 1458 와트이다. 실리콘 타겟으로부터 실리콘 다이옥사이드 필름 형성을 위해, 산소의 16 SCCM이, 거의 250의 전압에서 300 밀리암페어의 방전 전류를 실행하는 플라즈마 소스에 추가된다. 아르곤이 10 SCCM의 흐름 속도로 스퍼터 헤드로 공급된다. 대부분의 플라스틱 렌즈와 호환가능한 프로세스를 사용하여, 결과는 고품질의 투명한 실리콘 다이옥사이드이다. 지르코늄 타겟으로부터 지르코늄 다이옥사이드 필름 형성을 위해, 산소의 20 SCCM이, 거의 250의 전압에서 300 밀리암페어의 방전 전류를 실행하는 플라즈마 소스에 추가된다. 아르곤이 20 SCCM의 흐름 속도로 스퍼터 헤드로 공급된다. 대부분의 플라스틱 렌즈와 호환가능한 프로세스를 사용하여, 결과는 고품질의 투명한 지르코늄 다이옥사이드이다. 개개의 층 두께는 기술 분야에서의 당업자가 이해하는 바와 같은, 코팅 설계에 의해 설정된다. 이러한 두께는 원하는 설계에 의존하여 가변할 수 있고, 층의 개수는 보통 4개 내지 7개인데, 이는 200 내지 500 나노미터의 두께인 전체 코팅물에 따라 가변할 수 있다. 상기 기술된 프로세스 조건은 단지 참조를 위한 예시를 제공하는 것이고, 사용된 재료, 원하는 필름 특성 및 사용된 코팅 기계에 의존하여 가변할 수 있다.
특정한 실시예에서, 본 발명의 코팅 시스템은, 코팅 시스템을 형성하는데 사용되는 증착 조건을 조작함에 의해, 특정한 응용예에 대해 최적화되고 형성된다. 가령, 각각의 서로 다른 타겟 재료의 증착 조건은, 결과로 나오는 코팅 시스템의 원하는 반사율, 투과성, 흡수성, 정전기 방지 및 기계적 특성을 달성하기 위해 가변된다. 특정한 코팅 응력은, 스퍼터 가스, 압력, 증착 속도, 가령 서브옥사이드의 형성과 같은 산화 상태 및 온도를 포함하지만 이에 제한되지 않는 많은 코팅 프로세스 요소의 수를 제어함에 의해 조작되거나 최적화될 수 있다. 종종 다른 제약조건이 접근가능한 범위의 파라미터를 제한한다. 가령, 플라스틱과 같은 많은 기판 재료는 증가된 압력에서 증착에서 견디지 못하고, 펌핑 속도는 접근가능한 압력 범위를 제한할 수 있으며, 마그네트론 설계는 냉각, 그래서 전력 제한을 결정할 수 있고, 비용은, 최대로 얻을수 있는 증착 속도를 제한하는 가능한 전력 공급을 제한할 것이다.
증착 조건이나 파라미터는 다양한 스퍼터링 기법과 기계에 대해 다수이고, 의미 있는 증착 파라미터 및/또는 숫자는 주어진 증착 시스템이나 기계에 대해서만 종종 공급될 수 있다는 것을 인식할 것이다. 따라서, 임의의 주어진 시스템에 대하여, 숙련된 작업자는, 사용된 증착 기계의 특정한 증착 조건에 따라, 코팅의 원하는 특성의 변형을 결정할 필요가 있을 것이다. 기계마다 변할 수 있는 시스템 파라미터는, 증착 챔버의 기하형상, 타겟 크기, 타겟에 가해지는 전력, 타겟 전압, 기판과 타겟 간의 거리, 타겟 조성, 가스 흐름-속도, 펌핑 속력, 전체 압력 등을 포함한다.
특정한 실시예에서, 본 발명에 따른 코팅물은 광학 기판 및 가령 눈의 렌즈와 같은 제품, 창, 보안 고글, 쉴드 및 선글라스에 적용된다. 본 발명의 코팅 시스템은 광학 제품의 전방, 후방 또는 전후방 표면에 적용된다. 눈의 렌즈는, 가령, 완성되거나 미완성된 렌즈, 및/또는 단초점 또는 다초점 렌즈일 수 있다. 가령, 광학 제품은 유리, 결정질 석영, 용융된 실리카 또는 소다-라임 실리케이드 유리일 수 있다. 대안적인 실시예에서, 광학 제품은 개스트나 주입 몰딩에 적합한 플라스틱 벌크 재료 또는 레진으로 형성된다. 가령, 이러한 재료는 알릴 다이글리콜 카보네이트 모노머에 기초한 폴리머(PPG Industries, Inc. 및 SPECTRALITE 및 FINALITE Sola International Inc.에서 시판되는 CR-39)를 포함한다.
이러한 광학 제품은 투명하거나, 또는 벌크 재료나 레진(resin)으로 직접 혼합되는 활성 또는 정적인 칼라링 기판을 사용할 수 있다. 이러한 광학 제품은 코팅물, 라미네이트, 얇은 필름 삽입제, 및/또는 필름 라미네이트의 형태인 추가적인 기능성 특징을 추가로 사용할 수 있다. 이러한 필름, 라미네이트 또는 코팅물의 기능적인 속성은, 가령, 착색, 틴팅, 하드 코팅, 편광, 광변색(photochromism), 통전변색(electrochromism), UV 흡수, 좁은 밴드 필터링, 세척 용이성, 소수성 및 정전기 방지를 포함할 수 있다.
예시
본 발명의 이점을 평가하기 위해, 렌즈의 오목측면에 도포된 반사 방지 스택(110)이 있는 9개의 렌즈가 준비되었고, 렌즈의 오목측면에 도포된 반사방지(130)이 있는 6개의 렌즈의 두번째 세트가 준비되었다. 모든 경우에, 전력 없이 동일한 6개의 기본 렌즈였다(즉, 6개의 기본 전면 및 후면). 렌즈의 중심 두께는 대략 1.7 mm였다. 반사 방지 스택(110 및 130)은 UV 경화된 하드 코팅물 위에 직접 도포되었다. 렌즈는 도 1에 도시된 화살표(20)의 일반적인 방향으로 렌즈의 외주 주위의 압력이 증가되었다. 렌즈의 오목측면 반사 방지 코팅물에서 잔금 발생이 관측될 때까지, 일정한 압력이 각각의 렌즈에 가해졌다. 변형 동안에, 각각의 렌즈의 최대 국부적 곡률이 렌즈 클록을 사용하여 측정되고 기록되었다. 렌즈가 모두 동일한 지름 및 두께이기 때문에, 잔금 발생의 시점에서 렌즈의 더 크게 기록된 곡률은 렌즈에 가해진 더 큰 힘과 상관되어서 곡률을 생성한다. 그러므로, 이러한 시험은, 렌즈의 프로세싱 및 처방 실험실에서 안경의 조립 동안, 가령, 렌즈의 에징이나 프레임 내로 렌즈의 삽입 동안에 발생할 수 있는 조건하에서, 다양한 코팅물이지만 유사한 렌즈의 잔금 발생 저항성을 비교하기 위한 측정 기준을 제공한다.
도 8은 시험되는 두 개의 샘플 렌즈 세트의 평균 결과를 나타낸다. 결과에 의해 명백하게 나타난 바와 같이, 반사 방지 스택이나 코팅 시스템(110 및 130)은 잔금 발생에 현저히 구별되는 저항성ㅇ르 나타낸다. 좀 더 구체적으로, 반사 방지 스택(130)은 반사 방지 스택(110)보다 잔금 발생에 대한 더 우수한 저항성을 나타냈다. 그러므로, 압축력을 받는 광학 제품의 표면에 사용될 때, 반사 방지 스택(130)은 잔금 발생에 개선된 저항성을 바람직하게 제공한다.
본 발명이 특정한 실시예와 적용예와 관련하여 기술되었지만, 기술 분야의 당업자는 이러한 개시와 관련하여, 청구된 본 발명의 범위의 사상을 벗어나거나 초과함 없이, 추가적인 실시예와 수정예를 만들 수 있다. 따라서, 본 명세서의 도면과 설명은 본 발명의 이해를 돕기 위한 예시로서 제공되는 것이지 본 발명의 범위를 제한하는 것으로 해석되어서는 아니된다.
Claims (20)
- 제1 및 제2 광학 표면을 가진 벌크 재료(bulk material)와,
제1 광학 표면 위에 도포되고 복수의 층으로 형성된 제1 반사 방지 코팅물과,
제2 광학 표면 위에 도포되고 복수의 층으로 형성된 제2 반사 방지 코팅물을 포함하되,
제2 반사 방지 코팅물의 반사율은 제1 반사 방지 코팅물의 반사율과 실질적으로 동일하고, 제2 반사 방지 코팅물의 기계적 특성은 제1 반사 방지 코팅물의 기계적 특성과 구별되는, 반사 방지 특성을 가진 광학 제품. - 제 1 항에 있어서, 벌크 재료는 캐스트 또는 몰딩된 렌즈인, 렌즈.
- 제 1 항에 있어서, 벌크 재료는 기능성 라미네이트(laminate)를 포함하는, 렌즈.
- 제 1 항에 있어서, 제1 광학 표면은 볼록한, 렌즈.
- 제 1 항에 있어서, 제2 광학 표면은 오목한, 렌즈.
- 제 1 항에 있어서, 제1 반사 방지 코팅물은 높은 굴절률 재료, 중간 굴절률 재료 및/또는 낮은 굴절률 재료의 전체 4개의 층을 포함하는, 렌즈.
- 제 1 항에 있어서, 제1 반사 방지 코팅물은 대략 100 나노미터보다 큰 두께를 가진 높은 굴절률 물질의 형태인 적어도 하나의 층을 포함하는, 렌즈.
- 제 1 항에 있어서, 제2 반사 방지 코팅물은 높은 굴절률 재료, 중간 굴절률 재료 및/또는 낮은 굴절률 재료의 전체 6개의 층을 포함하는, 렌즈.
- 제 1 항에 있어서, 제1 및 제2 광학 표면상에 직접적으로 도포된 하드 코팅물을 더 포함하는, 렌즈.
- 제 1 항에 있어서, 제2 반사 방지 코팅물은, 광학 표면에 가해지는 압력에 의해 5 디옵터보다 큰 디옵터의 변화에 대해 제2 광학 표면이 노출될 때, 잔금 발생을 실질적으로 저항하는, 렌즈.
- 제 1 항에 있어서, 제2 광학 표면상에 직접적으로 도포된 UV 경화된 하드 코팅물을 더 포함하는, 렌즈.
- 볼록 표면과 오목 표면을 가진 벌크 렌즈 재료와,
볼록 제1 표면 위에 형성된 복수의 층을 가진 제1 반사 방지 코팅물 - 복수의 층들 중 적어도 하나는 100 나노미터보다 큰 두께를 가짐 - 과,
오목 표면 위에 형성된 복수의 높은 굴절률 재료 층들을 가진 제2 반사 방지 코팅물 - 제2 반사 방지 코팅물의 복수의 높은 굴절률 재료 층들의 각각은 70 나노미터보다 작은 두께를 가짐 - 을 포함하는, 반사 방지 특성을 가진 눈의 렌즈. - 제 12 항에 있어서, 제2 반사 방지 코팅물은, 광학 표면에 가해지는 압력에 의해 5 디옵터보다 큰 디옵터의 변화에 대해 오목 표면이 노출될 때, 잔금 발생을 실질적으로 저항하는, 반사 방지 코팅물.
- 제 12 항에 있어서, 제2 반사 방지 코팅물은, 광학 표면에 가해지는 압력에 의해 5 디옵터보다 큰 디옵터의 변화에 대해 렌즈가 노출될 때, 잔금 발생을 실질적으로 저항하는, 반사 방지 코팅물.
- 광학 제품의 제1 및 제2 광학 표면상에 하드 코팅물을 도포하는 단계와,
제1 광학 표면의 하드 코팅물 위에 제1 반사 방지 코팅물을 형성하는 단계 - 제1 반사 방지 코팅물은 가시 스펙트럼 위의 반사율과 기계적 특성을 가짐 - 와,
제2 광학 표면의 하드 코팅물 위에 제2 반사 방지 코팅물을 형성하는 단계 - 제2 반사 방지 코팅물은 제1 반사 방지 코팅물의 반사율과 실질적으로 동일한 가시 스펙트럼 위의 반사율을 가지고, 제1 반사 방지 코팅물의 기계적 특성과 구별되는 기계적 특성을 가짐 - 를 포함하는, 반사 방지 특성을 가진 광학 제품을 형성하기 위한 방법. - 제 15 항에 있어서, 광학 제품의 광학 표면상에 하드 코팅물을 도포하는 단계는, 제2 오목한 광학 표면 위에 UV 경화된 하드 코팅물을 도포하는 단계를 포함하는, 반사 방지 특성을 가진 광학 제품을 형성하기 위한 방법.
- 제 15 항에 있어서, 제1 광학 표면의 하드 코팅물 위에 제1 반사 방지 코팅물을 형성하는 단계는, 100 나노미터보다 큰 두께를 가진 지르코늄 다이옥사이드의 층을 도포하는 단계를 포함하는, 반사 방지 특성을 가진 광학 제품을 형성하기 위한 방법.
- 제 15 항에 있어서, 제2 광학 표면의 하드 코팅물 위에 제2 반사 방지 코팅물을 형성하는 단계는, 복수의 지르코늄 다이옥사이드의 층을 도포하는 단계를 포함하되, 복수의 지르코늄 다이옥사이드의 각각의 층은 75 나노미터보다 작은 두께를 가지는, 반사 방지 특성을 가진 광학 제품을 형성하기 위한 방법.
- 제 15 항에 있어서, 제2 광학 표면의 하드 코팅물 위에 제2 반사 방지 코팅물을 형성하는 단계는, 광학 표면에 가해지는 압력에 의해 5 디옵터보다 큰 디옵터의 변화에 대해 제2 광학 표면이 노출될 때, 잔금 발생을 실질적으로 저항하는 제2 반사 방지 코팅물을 형성하는 단계를 포함하는, 반사 방지 특성을 가진 광학 제품을 형성하기 위한 방법.
- 제 15 항에 있어서, 제2 광학 표면의 하드 코팅물 위에 제2 반사 방지 코팅물을 형성하는 단계는, 높은 굴절률 재료, 중간 굴절률 재료 및/또는 낮은 굴절률 재료의 전체 6개의 층을 가진 제2 반사 방지 코팅물을 형성하는 단계를 포함하는, 반사 방지 특성을 가진 광학 제품을 형성하기 위한 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201562135069P | 2015-03-18 | 2015-03-18 | |
| US62/135,069 | 2015-03-18 | ||
| PCT/US2016/023206 WO2016149644A1 (en) | 2015-03-18 | 2016-03-18 | Crazing resistant coating and method thereof |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170129209A true KR20170129209A (ko) | 2017-11-24 |
Family
ID=56920220
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177029665A KR20170129209A (ko) | 2015-03-18 | 2016-03-18 | 잔금 발생 저항성 코팅물 및 방법 |
Country Status (13)
| Country | Link |
|---|---|
| US (2) | US10317701B2 (ko) |
| EP (1) | EP3271755B1 (ko) |
| KR (1) | KR20170129209A (ko) |
| CN (1) | CN107533154B (ko) |
| AU (2) | AU2016232772B2 (ko) |
| BR (1) | BR112017019949B1 (ko) |
| CA (1) | CA2980015C (ko) |
| CL (1) | CL2017002347A1 (ko) |
| CO (1) | CO2017010000A2 (ko) |
| MX (2) | MX2021009260A (ko) |
| PE (1) | PE20171673A1 (ko) |
| WO (1) | WO2016149644A1 (ko) |
| ZA (1) | ZA201706863B (ko) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3268775B1 (en) * | 2015-03-09 | 2021-04-28 | Vision Ease, LP | Anti-static, anti-reflective optical lens |
| PE20180980A1 (es) | 2015-10-13 | 2018-06-19 | Vision Ease Lp | Filtro optico con transmitancia y reflectancia selectivas |
| CN108424007B (zh) * | 2018-06-13 | 2021-03-02 | 宁波纳诺特新材料科技有限公司 | 一种光伏玻璃减反膜 |
| JP2022523261A (ja) * | 2019-03-27 | 2022-04-21 | コーニング インコーポレイテッド | 非平面基体の光学コーティングおよびその製造方法 |
| EP3816677B1 (en) * | 2020-04-23 | 2023-02-15 | Essilor International | Lens with surface microstructures encapsulated by a self-stratified coating |
| CN112014831B (zh) * | 2020-09-25 | 2024-04-26 | 闪耀现实(无锡)科技有限公司 | 传感装置、智能眼镜及用于传感装置的镜片 |
| EP4047412A1 (en) * | 2021-02-18 | 2022-08-24 | Carl Zeiss Vision International GmbH | Coated lens based on a lens substrate comprising different optical materials or a single optical material |
Family Cites Families (59)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2333051A (en) | 1941-11-24 | 1943-10-26 | Univis Lens Co | Thickness-shrinkage-controlled die assembly |
| JPS5195858A (en) * | 1975-01-14 | 1976-08-23 | ****** *** *ku***chi*se*ku*******ka*****************chi***ne******** | |
| US4108827A (en) | 1976-12-13 | 1978-08-22 | American Optical Corporation | Colorless allyl diglycol carbonate |
| US4422721A (en) | 1982-08-09 | 1983-12-27 | Optical Coating Laboratory, Inc. | Optical article having a conductive anti-reflection coating |
| EP0145201A1 (en) | 1983-11-10 | 1985-06-19 | Optical Coating Laboratory, Inc. | Antireflection optical coating with antistatic properties |
| US5177509A (en) | 1987-02-26 | 1993-01-05 | Suntiger, Inc. | Ultraviolet radiation and blue light blocking polarizing lens |
| US4793669A (en) | 1987-09-11 | 1988-12-27 | Coherent, Inc. | Multilayer optical filter for producing colored reflected light and neutral transmission |
| USRE33729E (en) | 1987-09-11 | 1991-10-29 | Coherent, Inc. | Multilayer optical filter for producing colored reflected light and neutral transmission |
| US4896928A (en) | 1988-08-29 | 1990-01-30 | Coherent, Inc. | Chromatically invariant multilayer dielectric thin film coating |
| US5059561A (en) | 1990-03-16 | 1991-10-22 | Schott Glass Technologies, Inc. | UV attenuated colored glasses |
| US5371138A (en) | 1990-07-24 | 1994-12-06 | Tru Vue, Inc. | Ultraviolet blocking polysiloxane resin and process for making the same |
| US5182588A (en) | 1991-07-01 | 1993-01-26 | Maurer Robert D | Lens for filtering visible and ultraviolet electromagnetic waves during dental procedures |
| US5798182A (en) | 1993-11-08 | 1998-08-25 | Optical Coating Laboratory, Inc. | Wear resistant thin film coating and combination |
| US5521765A (en) | 1994-07-07 | 1996-05-28 | The Boc Group, Inc. | Electrically-conductive, contrast-selectable, contrast-improving filter |
| US5719705A (en) | 1995-06-07 | 1998-02-17 | Sola International, Inc. | Anti-static anti-reflection coating |
| US5922246A (en) | 1995-07-28 | 1999-07-13 | Kyowa Hakko Kogyo Co., Ltd | Eyeglass lens and molded material of synthetic resin having transmittance minimum no greater than 25% at 550-585 nm |
| AU715653B2 (en) | 1996-02-13 | 2000-02-10 | Sola International Inc. | Color-neutral UV blocking coating for plastic lens |
| US5751481A (en) * | 1996-04-05 | 1998-05-12 | Polaroid Corporation | Laminar light-polarizing lens blank for producing prescription lens |
| US5989462A (en) | 1997-07-31 | 1999-11-23 | Q2100, Inc. | Method and composition for producing ultraviolent blocking lenses |
| EP0913712A1 (en) * | 1997-10-29 | 1999-05-06 | N.V. Bekaert S.A. | Multilayer electrically conductive anti-reflective coating |
| US6416307B1 (en) | 1998-09-25 | 2002-07-09 | Q2100, Inc. | Plastic lens systems, compositions, and methods |
| US6419873B1 (en) | 1999-03-19 | 2002-07-16 | Q2100, Inc. | Plastic lens systems, compositions, and methods |
| JP3868683B2 (ja) | 1999-11-05 | 2007-01-17 | 株式会社アサヒオプティカル | プラスチック基材 |
| EP1106627B1 (en) | 1999-12-08 | 2003-10-29 | Ciba SC Holding AG | Novel phosphine oxide photoinitiator systems and curable compositions with low color |
| US6960312B2 (en) | 2000-03-30 | 2005-11-01 | Q2100, Inc. | Methods for the production of plastic lenses |
| US6632535B1 (en) | 2000-06-08 | 2003-10-14 | Q2100, Inc. | Method of forming antireflective coatings |
| JP2002296406A (ja) * | 2001-03-29 | 2002-10-09 | Sumitomo Chem Co Ltd | 反射干渉色の少ない反射防止基材 |
| US6641261B2 (en) | 2001-10-06 | 2003-11-04 | Stryker Corporation | Lens for vision enhancement |
| US7044429B1 (en) | 2002-03-15 | 2006-05-16 | Q2100, Inc. | Methods and systems for coating eyeglass lens molds |
| US6464484B1 (en) | 2002-03-30 | 2002-10-15 | Q2100, Inc. | Apparatus and system for the production of plastic lenses |
| ES2298514T3 (es) | 2002-04-15 | 2008-05-16 | Solvay Advanced Polymers, Llc | Composiciones de polisulfona que presentan muy poco color y propiedades de transmitancia de luz elevada y articulos obtenidos a partir de ellas. |
| WO2004056495A1 (en) | 2002-12-17 | 2004-07-08 | Vision-Ease Lens, Inc. | Rapid, thermally cured, back side mar resistant and antireflective coating for ophthalmic lenses |
| JP4660481B2 (ja) | 2003-05-13 | 2011-03-30 | エシロール アテルナジオナール カンパニー ジェネラーレ デ オプティック | レンズコーティングの硬化方法 |
| DE60326121D1 (de) | 2003-05-20 | 2009-03-26 | Dsm Ip Assets Bv | Verfahren zur Herstellung von Nanostrukturierten Oberflächenbeschichtungen, deren Beschichtungen und Gegenständen enthaltend die Beschichtung |
| US7217440B2 (en) | 2003-06-13 | 2007-05-15 | Essilor International Compagnie Generale D'optique | Process for replacing an initial outermost coating layer of a coated optical lens with a different coating layer or by depositing thereon a different coating layer |
| JP2005215038A (ja) * | 2004-01-27 | 2005-08-11 | Seiko Epson Corp | 眼鏡レンズ |
| US7278737B2 (en) | 2004-04-30 | 2007-10-09 | Advanced Medical Optics, Inc. | Ophthalmic devices having a highly selective violet light transmissive filter and related methods |
| US8000013B2 (en) | 2004-09-07 | 2011-08-16 | Ophthonix, Inc. | Tinted lenses that correct for high order aberrations |
| ES2323184T3 (es) | 2004-10-29 | 2009-07-08 | Alcon Inc. | Filtro de seguridad retiniana de compensacion de color. |
| ATE457823T1 (de) | 2005-05-20 | 2010-03-15 | Aquaporin Aps | Membran zum filtrieren von wasser |
| US7520608B2 (en) * | 2006-03-20 | 2009-04-21 | High Performance Optics, Inc. | Color balanced ophthalmic system with selective light inhibition |
| ES2407821T3 (es) * | 2006-05-09 | 2013-06-14 | Carl Zeiss Vision Australia Holdings Ltd. | Métodos para formar elementos ópticos recubiertos de alto índice |
| WO2008028217A1 (en) | 2006-09-06 | 2008-03-13 | Carl Zeiss Vision Australia Holdings Limited | Ultraviolet light absorbing optical elements and compositions and methods for manufacture |
| JP2009128820A (ja) * | 2007-11-27 | 2009-06-11 | Hoya Corp | 多層反射防止膜を有するプラスチックレンズおよびその製造方法 |
| JP2010026183A (ja) | 2008-07-17 | 2010-02-04 | Hoya Corp | プラスチックレンズ及びその製造方法 |
| US8133414B2 (en) | 2008-11-17 | 2012-03-13 | Photoprotective Technologies, Inc. | Light filters using yellow melanin and melanin-like oligomers and photochromic dyes |
| WO2011044519A2 (en) | 2009-10-09 | 2011-04-14 | Yazaki Corporation | Durable anti-reflection coatings |
| FR2954832A1 (fr) | 2009-12-31 | 2011-07-01 | Essilor Int | Article d'optique comportant un revetement antibuee temporaire ayant une durabilite amelioree |
| GB201014024D0 (en) | 2010-08-20 | 2010-10-06 | Oxford Energy Technologies Ltd | Optical coating |
| JP2012093689A (ja) * | 2010-09-29 | 2012-05-17 | Nikon-Essilor Co Ltd | 光学部品およびその製造方法 |
| US8469512B2 (en) | 2011-05-31 | 2013-06-25 | Gunnar Optiks, Llc | Computer eyewear with spectral filtering |
| AU2012263344A1 (en) * | 2011-06-03 | 2014-01-23 | Hoya Corporation | Plastic lens |
| US10014163B2 (en) | 2011-06-07 | 2018-07-03 | Vision Ease, Lp | Application of coating materials |
| WO2013122253A1 (ja) | 2012-02-17 | 2013-08-22 | 株式会社ニコン・エシロール | 光学部品、眼鏡レンズおよびその製造方法 |
| WO2013169987A1 (en) | 2012-05-10 | 2013-11-14 | Oakley, Inc. | Eyewear with laminated functional layers |
| JP6257897B2 (ja) * | 2013-01-30 | 2018-01-10 | イーエイチエス レンズ フィリピン インク | 光学物品およびその製造方法 |
| US9057887B1 (en) | 2014-05-06 | 2015-06-16 | Blue Light Eye Protection, Inc. | Materials and methods for mitigating the harmful effects of blue light |
| EP3268775B1 (en) | 2015-03-09 | 2021-04-28 | Vision Ease, LP | Anti-static, anti-reflective optical lens |
| PE20180980A1 (es) | 2015-10-13 | 2018-06-19 | Vision Ease Lp | Filtro optico con transmitancia y reflectancia selectivas |
-
2016
- 2016-03-18 CN CN201680026688.8A patent/CN107533154B/zh active Active
- 2016-03-18 WO PCT/US2016/023206 patent/WO2016149644A1/en active Application Filing
- 2016-03-18 MX MX2021009260A patent/MX2021009260A/es unknown
- 2016-03-18 AU AU2016232772A patent/AU2016232772B2/en active Active
- 2016-03-18 KR KR1020177029665A patent/KR20170129209A/ko not_active Application Discontinuation
- 2016-03-18 MX MX2017011995A patent/MX2017011995A/es unknown
- 2016-03-18 CA CA2980015A patent/CA2980015C/en active Active
- 2016-03-18 EP EP16765845.9A patent/EP3271755B1/en active Active
- 2016-03-18 PE PE2017001554A patent/PE20171673A1/es active IP Right Grant
- 2016-03-18 US US15/074,149 patent/US10317701B2/en active Active
- 2016-03-18 BR BR112017019949-1A patent/BR112017019949B1/pt active IP Right Grant
-
2017
- 2017-09-15 CL CL2017002347A patent/CL2017002347A1/es unknown
- 2017-10-02 CO CONC2017/0010000A patent/CO2017010000A2/es unknown
- 2017-10-11 ZA ZA2017/06863A patent/ZA201706863B/en unknown
-
2019
- 2019-05-07 US US16/405,331 patent/US11112620B2/en active Active
-
2021
- 2021-09-23 AU AU2021236531A patent/AU2021236531B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US11112620B2 (en) | 2021-09-07 |
| EP3271755A4 (en) | 2018-10-31 |
| US10317701B2 (en) | 2019-06-11 |
| CL2017002347A1 (es) | 2018-05-25 |
| ZA201706863B (en) | 2020-01-29 |
| CN107533154B (zh) | 2022-07-01 |
| AU2021236531B2 (en) | 2022-04-07 |
| PE20171673A1 (es) | 2017-11-21 |
| CA2980015C (en) | 2023-08-22 |
| WO2016149644A1 (en) | 2016-09-22 |
| MX2017011995A (es) | 2018-01-30 |
| AU2016232772B2 (en) | 2021-07-01 |
| CA2980015A1 (en) | 2016-09-22 |
| BR112017019949A2 (pt) | 2018-07-03 |
| US20190265512A1 (en) | 2019-08-29 |
| CO2017010000A2 (es) | 2018-01-05 |
| EP3271755B1 (en) | 2023-05-03 |
| AU2016232772A1 (en) | 2017-10-12 |
| CN107533154A (zh) | 2018-01-02 |
| AU2021236531A1 (en) | 2021-10-28 |
| US20160274276A1 (en) | 2016-09-22 |
| BR112017019949B1 (pt) | 2020-11-10 |
| MX2021009260A (es) | 2022-06-30 |
| EP3271755A1 (en) | 2018-01-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| AU2021236531B2 (en) | Crazing resistant coating and method thereof | |
| JP7547412B2 (ja) | 紫外領域及び可視領域の両方において低い反射性を持つ反射防止膜を有する光学部品 | |
| CN109716173B (zh) | 包括在近红外区(nir)中具有高反射的干涉涂层的光学制品 | |
| EP3268775B1 (en) | Anti-static, anti-reflective optical lens | |
| US11397285B2 (en) | Optical article having an abrasion and temperature resistant interferential coating with an optimized thickness ratio of low and high refractive index layers | |
| CN109073785B (zh) | 包括在近红外区(nir)中具有高反射的减反射涂层的光学制品 | |
| CN107111000B (zh) | 包括在紫外区域具有高反射率的干涉涂层的光学物品 | |
| CN113039461B (zh) | 具有干涉涂层和用于改善耐磨性的多层系统的光学镜片 | |
| CN113167926B (zh) | 具有反射镜涂层和用于改善耐磨性的多层系统的光学镜片 | |
| CN112867945B (zh) | 耐磨性得到改善的具有干涉涂层的光学制品 | |
| CN113167927A (zh) | 具有增强型干涉涂层和用于改善耐磨性的多层系统的光学镜片 | |
| CN107430211A (zh) | 具有低Rv和低Ruv的减反射溅射叠层 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |