KR20170091663A - 수분 배리어 층을 갖는 부직포 연마 휠 - Google Patents
수분 배리어 층을 갖는 부직포 연마 휠 Download PDFInfo
- Publication number
- KR20170091663A KR20170091663A KR1020177017480A KR20177017480A KR20170091663A KR 20170091663 A KR20170091663 A KR 20170091663A KR 1020177017480 A KR1020177017480 A KR 1020177017480A KR 20177017480 A KR20177017480 A KR 20177017480A KR 20170091663 A KR20170091663 A KR 20170091663A
- Authority
- KR
- South Korea
- Prior art keywords
- nonwoven
- wheel
- abrasive
- major surface
- moisture barrier
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 230000004888 barrier function Effects 0.000 title claims abstract description 32
- 238000004519 manufacturing process Methods 0.000 claims abstract description 8
- 239000010410 layer Substances 0.000 claims description 56
- 239000011230 binding agent Substances 0.000 claims description 41
- 238000005498 polishing Methods 0.000 claims description 33
- 239000002245 particle Substances 0.000 claims description 30
- 239000000463 material Substances 0.000 claims description 29
- 239000000203 mixture Substances 0.000 claims description 28
- 238000000227 grinding Methods 0.000 claims description 23
- 239000011104 metalized film Substances 0.000 claims description 14
- 238000000034 method Methods 0.000 claims description 13
- 239000004745 nonwoven fabric Substances 0.000 claims description 9
- -1 polyethylene terephthalate Polymers 0.000 claims description 9
- 229920000642 polymer Polymers 0.000 claims description 7
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 7
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims description 6
- 239000000853 adhesive Substances 0.000 claims description 6
- 230000001070 adhesive effect Effects 0.000 claims description 6
- 229910052751 metal Inorganic materials 0.000 claims description 6
- 239000002184 metal Substances 0.000 claims description 6
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 claims description 6
- 229920000728 polyester Polymers 0.000 claims description 6
- 239000011140 metalized polyester Substances 0.000 claims description 5
- 229920006267 polyester film Polymers 0.000 claims description 5
- 239000012790 adhesive layer Substances 0.000 claims description 4
- 239000010408 film Substances 0.000 claims description 4
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 claims description 3
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 3
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 claims description 3
- 229910052782 aluminium Inorganic materials 0.000 claims description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 3
- 230000005540 biological transmission Effects 0.000 claims description 3
- 239000011651 chromium Substances 0.000 claims description 3
- 229910052804 chromium Inorganic materials 0.000 claims description 3
- 239000010949 copper Substances 0.000 claims description 3
- 229910052802 copper Inorganic materials 0.000 claims description 3
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 claims description 3
- 229910052737 gold Inorganic materials 0.000 claims description 3
- 239000010931 gold Substances 0.000 claims description 3
- 229910052759 nickel Inorganic materials 0.000 claims description 3
- 229920006255 plastic film Polymers 0.000 claims description 3
- 239000002985 plastic film Substances 0.000 claims description 3
- 229910052697 platinum Inorganic materials 0.000 claims description 3
- 229920000139 polyethylene terephthalate Polymers 0.000 claims description 3
- 239000005020 polyethylene terephthalate Substances 0.000 claims description 3
- 229910052709 silver Inorganic materials 0.000 claims description 3
- 239000004332 silver Substances 0.000 claims description 3
- 238000007655 standard test method Methods 0.000 claims description 3
- 239000003522 acrylic cement Substances 0.000 claims description 2
- 238000001465 metallisation Methods 0.000 claims description 2
- 230000035699 permeability Effects 0.000 claims description 2
- 239000003082 abrasive agent Substances 0.000 claims 1
- 229920006254 polymer film Polymers 0.000 claims 1
- 239000000835 fiber Substances 0.000 description 29
- 150000003077 polyols Chemical class 0.000 description 27
- 239000002243 precursor Substances 0.000 description 24
- 239000005056 polyisocyanate Substances 0.000 description 13
- 229920001228 polyisocyanate Polymers 0.000 description 13
- 239000004593 Epoxy Substances 0.000 description 11
- 239000011248 coating agent Substances 0.000 description 11
- 238000000576 coating method Methods 0.000 description 11
- 239000000178 monomer Substances 0.000 description 10
- 239000000126 substance Substances 0.000 description 10
- 229920000647 polyepoxide Polymers 0.000 description 9
- 150000001412 amines Chemical class 0.000 description 8
- 239000003795 chemical substances by application Substances 0.000 description 8
- 125000004386 diacrylate group Chemical group 0.000 description 7
- 229920001568 phenolic resin Polymers 0.000 description 7
- 239000005011 phenolic resin Substances 0.000 description 7
- 229920005989 resin Polymers 0.000 description 7
- 239000011347 resin Substances 0.000 description 7
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 6
- WSFSSNUMVMOOMR-UHFFFAOYSA-N Formaldehyde Chemical compound O=C WSFSSNUMVMOOMR-UHFFFAOYSA-N 0.000 description 6
- 150000001875 compounds Chemical class 0.000 description 6
- 125000003700 epoxy group Chemical group 0.000 description 6
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 5
- ZFSLODLOARCGLH-UHFFFAOYSA-N isocyanuric acid Chemical compound OC1=NC(O)=NC(O)=N1 ZFSLODLOARCGLH-UHFFFAOYSA-N 0.000 description 5
- 150000003673 urethanes Chemical class 0.000 description 5
- 239000006061 abrasive grain Substances 0.000 description 4
- 239000000654 additive Substances 0.000 description 4
- 239000002131 composite material Substances 0.000 description 4
- 239000012948 isocyanate Chemical class 0.000 description 4
- 150000002513 isocyanates Chemical class 0.000 description 4
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 4
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N phenol group Chemical group C1(=CC=CC=C1)O ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 4
- KUBDPQJOLOUJRM-UHFFFAOYSA-N 2-(chloromethyl)oxirane;4-[2-(4-hydroxyphenyl)propan-2-yl]phenol Chemical compound ClCC1CO1.C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 KUBDPQJOLOUJRM-UHFFFAOYSA-N 0.000 description 3
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 3
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 3
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 3
- 125000001931 aliphatic group Chemical group 0.000 description 3
- 229920003180 amino resin Polymers 0.000 description 3
- 239000002981 blocking agent Substances 0.000 description 3
- 125000002915 carbonyl group Chemical group [*:2]C([*:1])=O 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 239000003085 diluting agent Substances 0.000 description 3
- 239000003822 epoxy resin Substances 0.000 description 3
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 3
- 229910052757 nitrogen Inorganic materials 0.000 description 3
- 125000001424 substituent group Chemical group 0.000 description 3
- 239000012209 synthetic fiber Substances 0.000 description 3
- 229920002994 synthetic fiber Polymers 0.000 description 3
- MYRTYDVEIRVNKP-UHFFFAOYSA-N 1,2-Divinylbenzene Chemical compound C=CC1=CC=CC=C1C=C MYRTYDVEIRVNKP-UHFFFAOYSA-N 0.000 description 2
- INQDDHNZXOAFFD-UHFFFAOYSA-N 2-[2-(2-prop-2-enoyloxyethoxy)ethoxy]ethyl prop-2-enoate Chemical compound C=CC(=O)OCCOCCOCCOC(=O)C=C INQDDHNZXOAFFD-UHFFFAOYSA-N 0.000 description 2
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical compound [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 description 2
- KUDUQBURMYMBIJ-UHFFFAOYSA-N 2-prop-2-enoyloxyethyl prop-2-enoate Chemical compound C=CC(=O)OCCOC(=O)C=C KUDUQBURMYMBIJ-UHFFFAOYSA-N 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- 229920001807 Urea-formaldehyde Polymers 0.000 description 2
- 150000001298 alcohols Chemical class 0.000 description 2
- 125000003118 aryl group Chemical group 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 2
- 239000004841 bisphenol A epoxy resin Substances 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- GYZLOYUZLJXAJU-UHFFFAOYSA-N diglycidyl ether Chemical compound C1OC1COCC1CO1 GYZLOYUZLJXAJU-UHFFFAOYSA-N 0.000 description 2
- 239000006185 dispersion Substances 0.000 description 2
- JBKVHLHDHHXQEQ-UHFFFAOYSA-N epsilon-caprolactam Chemical compound O=C1CCCCCN1 JBKVHLHDHHXQEQ-UHFFFAOYSA-N 0.000 description 2
- 125000004185 ester group Chemical group 0.000 description 2
- 125000001033 ether group Chemical group 0.000 description 2
- 229910052736 halogen Inorganic materials 0.000 description 2
- 150000002367 halogens Chemical class 0.000 description 2
- 125000004435 hydrogen atom Chemical group [H]* 0.000 description 2
- 125000004356 hydroxy functional group Chemical group O* 0.000 description 2
- 238000005470 impregnation Methods 0.000 description 2
- 229920003986 novolac Polymers 0.000 description 2
- 125000000466 oxiranyl group Chemical group 0.000 description 2
- 150000002989 phenols Chemical class 0.000 description 2
- 229920000570 polyether Polymers 0.000 description 2
- YPFDHNVEDLHUCE-UHFFFAOYSA-N propane-1,3-diol Chemical compound OCCCO YPFDHNVEDLHUCE-UHFFFAOYSA-N 0.000 description 2
- 238000005507 spraying Methods 0.000 description 2
- LDHQCZJRKDOVOX-UHFFFAOYSA-N trans-crotonic acid Natural products CC=CC(O)=O LDHQCZJRKDOVOX-UHFFFAOYSA-N 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 229920002818 (Hydroxyethyl)methacrylate Polymers 0.000 description 1
- MYWOJODOMFBVCB-UHFFFAOYSA-N 1,2,6-trimethylphenanthrene Chemical compound CC1=CC=C2C3=CC(C)=CC=C3C=CC2=C1C MYWOJODOMFBVCB-UHFFFAOYSA-N 0.000 description 1
- FKTHNVSLHLHISI-UHFFFAOYSA-N 1,2-bis(isocyanatomethyl)benzene Chemical class O=C=NCC1=CC=CC=C1CN=C=O FKTHNVSLHLHISI-UHFFFAOYSA-N 0.000 description 1
- BPXVHIRIPLPOPT-UHFFFAOYSA-N 1,3,5-tris(2-hydroxyethyl)-1,3,5-triazinane-2,4,6-trione Chemical compound OCCN1C(=O)N(CCO)C(=O)N(CCO)C1=O BPXVHIRIPLPOPT-UHFFFAOYSA-N 0.000 description 1
- VZXPHDGHQXLXJC-UHFFFAOYSA-N 1,6-diisocyanato-5,6-dimethylheptane Chemical compound O=C=NC(C)(C)C(C)CCCCN=C=O VZXPHDGHQXLXJC-UHFFFAOYSA-N 0.000 description 1
- DMYOHQBLOZMDLP-UHFFFAOYSA-N 1-[2-(2-hydroxy-3-piperidin-1-ylpropoxy)phenyl]-3-phenylpropan-1-one Chemical compound C1CCCCN1CC(O)COC1=CC=CC=C1C(=O)CCC1=CC=CC=C1 DMYOHQBLOZMDLP-UHFFFAOYSA-N 0.000 description 1
- XQUPVDVFXZDTLT-UHFFFAOYSA-N 1-[4-[[4-(2,5-dioxopyrrol-1-yl)phenyl]methyl]phenyl]pyrrole-2,5-dione Chemical compound O=C1C=CC(=O)N1C(C=C1)=CC=C1CC1=CC=C(N2C(C=CC2=O)=O)C=C1 XQUPVDVFXZDTLT-UHFFFAOYSA-N 0.000 description 1
- PBGPBHYPCGDFEZ-UHFFFAOYSA-N 1-ethenylpiperidin-2-one Chemical compound C=CN1CCCCC1=O PBGPBHYPCGDFEZ-UHFFFAOYSA-N 0.000 description 1
- AROCNZZBLCAOPH-UHFFFAOYSA-N 1-methyl-4-prop-2-enoxybenzene Chemical compound CC1=CC=C(OCC=C)C=C1 AROCNZZBLCAOPH-UHFFFAOYSA-N 0.000 description 1
- VOBUAPTXJKMNCT-UHFFFAOYSA-N 1-prop-2-enoyloxyhexyl prop-2-enoate Chemical compound CCCCCC(OC(=O)C=C)OC(=O)C=C VOBUAPTXJKMNCT-UHFFFAOYSA-N 0.000 description 1
- KGRVJHAUYBGFFP-UHFFFAOYSA-N 2,2'-Methylenebis(4-methyl-6-tert-butylphenol) Chemical compound CC(C)(C)C1=CC(C)=CC(CC=2C(=C(C=C(C)C=2)C(C)(C)C)O)=C1O KGRVJHAUYBGFFP-UHFFFAOYSA-N 0.000 description 1
- LTMRRSWNXVJMBA-UHFFFAOYSA-L 2,2-diethylpropanedioate Chemical compound CCC(CC)(C([O-])=O)C([O-])=O LTMRRSWNXVJMBA-UHFFFAOYSA-L 0.000 description 1
- QTOMCRXZFDHJOL-UHFFFAOYSA-N 2,2-dimethylpentan-1-ol Chemical compound CCCC(C)(C)CO QTOMCRXZFDHJOL-UHFFFAOYSA-N 0.000 description 1
- PUGOMSLRUSTQGV-UHFFFAOYSA-N 2,3-di(prop-2-enoyloxy)propyl prop-2-enoate Chemical compound C=CC(=O)OCC(OC(=O)C=C)COC(=O)C=C PUGOMSLRUSTQGV-UHFFFAOYSA-N 0.000 description 1
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- JAHNSTQSQJOJLO-UHFFFAOYSA-N 2-(3-fluorophenyl)-1h-imidazole Chemical compound FC1=CC=CC(C=2NC=CN=2)=C1 JAHNSTQSQJOJLO-UHFFFAOYSA-N 0.000 description 1
- YIJYFLXQHDOQGW-UHFFFAOYSA-N 2-[2,4,6-trioxo-3,5-bis(2-prop-2-enoyloxyethyl)-1,3,5-triazinan-1-yl]ethyl prop-2-enoate Chemical compound C=CC(=O)OCCN1C(=O)N(CCOC(=O)C=C)C(=O)N(CCOC(=O)C=C)C1=O YIJYFLXQHDOQGW-UHFFFAOYSA-N 0.000 description 1
- ZLBMMLSOPAHLSR-UHFFFAOYSA-N 2-[3,5-bis[2-(2-methylprop-2-enoyloxy)ethyl]-1,3,5-triazinan-1-yl]ethyl 2-methylprop-2-enoate Chemical compound CC(=C)C(=O)OCCN1CN(CCOC(=O)C(C)=C)CN(CCOC(=O)C(C)=C)C1 ZLBMMLSOPAHLSR-UHFFFAOYSA-N 0.000 description 1
- IEVADDDOVGMCSI-UHFFFAOYSA-N 2-hydroxybutyl 2-methylprop-2-enoate Chemical compound CCC(O)COC(=O)C(C)=C IEVADDDOVGMCSI-UHFFFAOYSA-N 0.000 description 1
- OMIGHNLMNHATMP-UHFFFAOYSA-N 2-hydroxyethyl prop-2-enoate Chemical compound OCCOC(=O)C=C OMIGHNLMNHATMP-UHFFFAOYSA-N 0.000 description 1
- SDXAWLJRERMRKF-UHFFFAOYSA-N 3,5-dimethyl-1h-pyrazole Chemical compound CC=1C=C(C)NN=1 SDXAWLJRERMRKF-UHFFFAOYSA-N 0.000 description 1
- RNLHGQLZWXBQNY-UHFFFAOYSA-N 3-(aminomethyl)-3,5,5-trimethylcyclohexan-1-amine Chemical compound CC1(C)CC(N)CC(C)(CN)C1 RNLHGQLZWXBQNY-UHFFFAOYSA-N 0.000 description 1
- GNSFRPWPOGYVLO-UHFFFAOYSA-N 3-hydroxypropyl 2-methylprop-2-enoate Chemical compound CC(=C)C(=O)OCCCO GNSFRPWPOGYVLO-UHFFFAOYSA-N 0.000 description 1
- QZPSOSOOLFHYRR-UHFFFAOYSA-N 3-hydroxypropyl prop-2-enoate Chemical compound OCCCOC(=O)C=C QZPSOSOOLFHYRR-UHFFFAOYSA-N 0.000 description 1
- UPMLOUAZCHDJJD-UHFFFAOYSA-N 4,4'-Diphenylmethane Diisocyanate Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=C(N=C=O)C=C1 UPMLOUAZCHDJJD-UHFFFAOYSA-N 0.000 description 1
- YBRVSVVVWCFQMG-UHFFFAOYSA-N 4,4'-diaminodiphenylmethane Chemical compound C1=CC(N)=CC=C1CC1=CC=C(N)C=C1 YBRVSVVVWCFQMG-UHFFFAOYSA-N 0.000 description 1
- CBEVWPCAHIAUOD-UHFFFAOYSA-N 4-[(4-amino-3-ethylphenyl)methyl]-2-ethylaniline Chemical compound C1=C(N)C(CC)=CC(CC=2C=C(CC)C(N)=CC=2)=C1 CBEVWPCAHIAUOD-UHFFFAOYSA-N 0.000 description 1
- DBCAQXHNJOFNGC-UHFFFAOYSA-N 4-bromo-1,1,1-trifluorobutane Chemical compound FC(F)(F)CCCBr DBCAQXHNJOFNGC-UHFFFAOYSA-N 0.000 description 1
- NDWUBGAGUCISDV-UHFFFAOYSA-N 4-hydroxybutyl prop-2-enoate Chemical compound OCCCCOC(=O)C=C NDWUBGAGUCISDV-UHFFFAOYSA-N 0.000 description 1
- HRPVXLWXLXDGHG-UHFFFAOYSA-N Acrylamide Chemical compound NC(=O)C=C HRPVXLWXLXDGHG-UHFFFAOYSA-N 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 1
- 240000004246 Agave americana Species 0.000 description 1
- QYEXBYZXHDUPRC-UHFFFAOYSA-N B#[Ti]#B Chemical compound B#[Ti]#B QYEXBYZXHDUPRC-UHFFFAOYSA-N 0.000 description 1
- 229910052580 B4C Inorganic materials 0.000 description 1
- 229910052582 BN Inorganic materials 0.000 description 1
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 1
- 244000025254 Cannabis sativa Species 0.000 description 1
- 235000012766 Cannabis sativa ssp. sativa var. sativa Nutrition 0.000 description 1
- 235000012765 Cannabis sativa ssp. sativa var. spontanea Nutrition 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229920013644 Chemigum Polymers 0.000 description 1
- 240000000491 Corchorus aestuans Species 0.000 description 1
- 235000011777 Corchorus aestuans Nutrition 0.000 description 1
- 235000010862 Corchorus capsularis Nutrition 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- 239000004641 Diallyl-phthalate Substances 0.000 description 1
- 229920003261 Durez Polymers 0.000 description 1
- 239000005057 Hexamethylene diisocyanate Substances 0.000 description 1
- 229920013646 Hycar Polymers 0.000 description 1
- WOBHKFSMXKNTIM-UHFFFAOYSA-N Hydroxyethyl methacrylate Chemical compound CC(=C)C(=O)OCCO WOBHKFSMXKNTIM-UHFFFAOYSA-N 0.000 description 1
- 239000005058 Isophorone diisocyanate Substances 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-M Methacrylate Chemical compound CC(=C)C([O-])=O CERQOIWHTDAKMF-UHFFFAOYSA-M 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 1
- BAPJBEWLBFYGME-UHFFFAOYSA-N Methyl acrylate Chemical compound COC(=O)C=C BAPJBEWLBFYGME-UHFFFAOYSA-N 0.000 description 1
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 1
- 229920001730 Moisture cure polyurethane Polymers 0.000 description 1
- WHNWPMSKXPGLAX-UHFFFAOYSA-N N-Vinyl-2-pyrrolidone Chemical compound C=CN1CCCC1=O WHNWPMSKXPGLAX-UHFFFAOYSA-N 0.000 description 1
- 229920002292 Nylon 6 Polymers 0.000 description 1
- 239000002202 Polyethylene glycol Substances 0.000 description 1
- 229920000297 Rayon Polymers 0.000 description 1
- DKGAVHZHDRPRBM-UHFFFAOYSA-N Tert-Butanol Chemical compound CC(C)(C)O DKGAVHZHDRPRBM-UHFFFAOYSA-N 0.000 description 1
- 229920001079 Thiokol (polymer) Polymers 0.000 description 1
- 229910033181 TiB2 Inorganic materials 0.000 description 1
- DAKWPKUUDNSNPN-UHFFFAOYSA-N Trimethylolpropane triacrylate Chemical compound C=CC(=O)OCC(CC)(COC(=O)C=C)COC(=O)C=C DAKWPKUUDNSNPN-UHFFFAOYSA-N 0.000 description 1
- 229920013624 Tylac Polymers 0.000 description 1
- QYKIQEUNHZKYBP-UHFFFAOYSA-N Vinyl ether Chemical class C=COC=C QYKIQEUNHZKYBP-UHFFFAOYSA-N 0.000 description 1
- MCMNRKCIXSYSNV-UHFFFAOYSA-N ZrO2 Inorganic materials O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 description 1
- JUDXBRVLWDGRBC-UHFFFAOYSA-N [2-(hydroxymethyl)-3-(2-methylprop-2-enoyloxy)-2-(2-methylprop-2-enoyloxymethyl)propyl] 2-methylprop-2-enoate Chemical compound CC(=C)C(=O)OCC(CO)(COC(=O)C(C)=C)COC(=O)C(C)=C JUDXBRVLWDGRBC-UHFFFAOYSA-N 0.000 description 1
- HVVWZTWDBSEWIH-UHFFFAOYSA-N [2-(hydroxymethyl)-3-prop-2-enoyloxy-2-(prop-2-enoyloxymethyl)propyl] prop-2-enoate Chemical compound C=CC(=O)OCC(CO)(COC(=O)C=C)COC(=O)C=C HVVWZTWDBSEWIH-UHFFFAOYSA-N 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 239000012615 aggregate Substances 0.000 description 1
- 125000002723 alicyclic group Chemical group 0.000 description 1
- 125000000217 alkyl group Chemical group 0.000 description 1
- 125000003368 amide group Chemical group 0.000 description 1
- 150000001408 amides Chemical class 0.000 description 1
- 239000003429 antifungal agent Substances 0.000 description 1
- 229940121375 antifungal agent Drugs 0.000 description 1
- 239000004599 antimicrobial Substances 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 125000004429 atom Chemical group 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 230000001588 bifunctional effect Effects 0.000 description 1
- QUDWYFHPNIMBFC-UHFFFAOYSA-N bis(prop-2-enyl) benzene-1,2-dicarboxylate Chemical compound C=CCOC(=O)C1=CC=CC=C1C(=O)OCC=C QUDWYFHPNIMBFC-UHFFFAOYSA-N 0.000 description 1
- FPODCVUTIPDRTE-UHFFFAOYSA-N bis(prop-2-enyl) hexanedioate Chemical compound C=CCOC(=O)CCCCC(=O)OCC=C FPODCVUTIPDRTE-UHFFFAOYSA-N 0.000 description 1
- 239000007767 bonding agent Substances 0.000 description 1
- INAHAJYZKVIDIZ-UHFFFAOYSA-N boron carbide Chemical compound B12B3B4C32B41 INAHAJYZKVIDIZ-UHFFFAOYSA-N 0.000 description 1
- NTXGQCSETZTARF-UHFFFAOYSA-N buta-1,3-diene;prop-2-enenitrile Chemical compound C=CC=C.C=CC#N NTXGQCSETZTARF-UHFFFAOYSA-N 0.000 description 1
- MTAZNLWOLGHBHU-UHFFFAOYSA-N butadiene-styrene rubber Chemical compound C=CC=C.C=CC1=CC=CC=C1 MTAZNLWOLGHBHU-UHFFFAOYSA-N 0.000 description 1
- 235000009120 camo Nutrition 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 1
- 150000001735 carboxylic acids Chemical class 0.000 description 1
- 229920002301 cellulose acetate Polymers 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- CETPSERCERDGAM-UHFFFAOYSA-N ceric oxide Chemical compound O=[Ce]=O CETPSERCERDGAM-UHFFFAOYSA-N 0.000 description 1
- 229910000422 cerium(IV) oxide Inorganic materials 0.000 description 1
- 235000005607 chanvre indien Nutrition 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 239000011246 composite particle Substances 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- LDHQCZJRKDOVOX-NSCUHMNNSA-N crotonic acid Chemical compound C\C=C\C(O)=O LDHQCZJRKDOVOX-NSCUHMNNSA-N 0.000 description 1
- 230000002939 deleterious effect Effects 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 239000000539 dimer Substances 0.000 description 1
- BEPAFCGSDWSTEL-UHFFFAOYSA-N dimethyl malonate Chemical compound COC(=O)CC(=O)OC BEPAFCGSDWSTEL-UHFFFAOYSA-N 0.000 description 1
- 150000002009 diols Chemical class 0.000 description 1
- 238000001548 drop coating Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 229910001651 emery Inorganic materials 0.000 description 1
- 239000000839 emulsion Substances 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- SUPCQIBBMFXVTL-UHFFFAOYSA-N ethyl 2-methylprop-2-enoate Chemical compound CCOC(=O)C(C)=C SUPCQIBBMFXVTL-UHFFFAOYSA-N 0.000 description 1
- STVZJERGLQHEKB-UHFFFAOYSA-N ethylene glycol dimethacrylate Substances CC(=C)C(=O)OCCOC(=O)C(C)=C STVZJERGLQHEKB-UHFFFAOYSA-N 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- SLGWESQGEUXWJQ-UHFFFAOYSA-N formaldehyde;phenol Chemical compound O=C.OC1=CC=CC=C1 SLGWESQGEUXWJQ-UHFFFAOYSA-N 0.000 description 1
- 229920001002 functional polymer Polymers 0.000 description 1
- 239000002223 garnet Substances 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 239000011487 hemp Substances 0.000 description 1
- RRAMGCGOFNQTLD-UHFFFAOYSA-N hexamethylene diisocyanate Chemical compound O=C=NCCCCCCN=C=O RRAMGCGOFNQTLD-UHFFFAOYSA-N 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- LDHQCZJRKDOVOX-IHWYPQMZSA-N isocrotonic acid Chemical compound C\C=C/C(O)=O LDHQCZJRKDOVOX-IHWYPQMZSA-N 0.000 description 1
- IQPQWNKOIGAROB-UHFFFAOYSA-N isocyanate group Chemical group [N-]=C=O IQPQWNKOIGAROB-UHFFFAOYSA-N 0.000 description 1
- NIMLQBUJDJZYEJ-UHFFFAOYSA-N isophorone diisocyanate Chemical compound CC1(C)CC(N=C=O)CC(C)(CN=C=O)C1 NIMLQBUJDJZYEJ-UHFFFAOYSA-N 0.000 description 1
- 150000003951 lactams Chemical class 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 239000004816 latex Substances 0.000 description 1
- 229920000126 latex Polymers 0.000 description 1
- CDOSHBSSFJOMGT-UHFFFAOYSA-N linalool Chemical compound CC(C)=CCCC(C)(O)C=C CDOSHBSSFJOMGT-UHFFFAOYSA-N 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- FQPSGWSUVKBHSU-UHFFFAOYSA-N methacrylamide Chemical compound CC(=C)C(N)=O FQPSGWSUVKBHSU-UHFFFAOYSA-N 0.000 description 1
- LVHBHZANLOWSRM-UHFFFAOYSA-N methylenebutanedioic acid Natural products OC(=O)CC(=C)C(O)=O LVHBHZANLOWSRM-UHFFFAOYSA-N 0.000 description 1
- WHIVNJATOVLWBW-SNAWJCMRSA-N methylethyl ketone oxime Chemical compound CC\C(C)=N\O WHIVNJATOVLWBW-SNAWJCMRSA-N 0.000 description 1
- 239000003607 modifier Substances 0.000 description 1
- HAERDWTUYGZBLH-UHFFFAOYSA-N n'-(3,3,5-trimethylcyclohexyl)methanediamine Chemical compound CC1CC(NCN)CC(C)(C)C1 HAERDWTUYGZBLH-UHFFFAOYSA-N 0.000 description 1
- 229940088644 n,n-dimethylacrylamide Drugs 0.000 description 1
- YLGYACDQVQQZSW-UHFFFAOYSA-N n,n-dimethylprop-2-enamide Chemical compound CN(C)C(=O)C=C YLGYACDQVQQZSW-UHFFFAOYSA-N 0.000 description 1
- YPHQUSNPXDGUHL-UHFFFAOYSA-N n-methylprop-2-enamide Chemical compound CNC(=O)C=C YPHQUSNPXDGUHL-UHFFFAOYSA-N 0.000 description 1
- 125000000449 nitro group Chemical group [O-][N+](*)=O 0.000 description 1
- 125000004433 nitrogen atom Chemical group N* 0.000 description 1
- QJGQUHMNIGDVPM-UHFFFAOYSA-N nitrogen group Chemical group [N] QJGQUHMNIGDVPM-UHFFFAOYSA-N 0.000 description 1
- 239000002667 nucleating agent Substances 0.000 description 1
- 238000010899 nucleation Methods 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 125000004430 oxygen atom Chemical group O* 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 125000002467 phosphate group Chemical group [H]OP(=O)(O[H])O[*] 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920003192 poly(bis maleimide) Polymers 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- ODGAOXROABLFNM-UHFFFAOYSA-N polynoxylin Chemical compound O=C.NC(N)=O ODGAOXROABLFNM-UHFFFAOYSA-N 0.000 description 1
- 229920005862 polyol Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 229920000131 polyvinylidene Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 150000003141 primary amines Chemical class 0.000 description 1
- HJWLCRVIBGQPNF-UHFFFAOYSA-N prop-2-enylbenzene Chemical compound C=CCC1=CC=CC=C1 HJWLCRVIBGQPNF-UHFFFAOYSA-N 0.000 description 1
- 150000003217 pyrazoles Chemical class 0.000 description 1
- 239000002964 rayon Substances 0.000 description 1
- 229920003987 resole Polymers 0.000 description 1
- 238000007142 ring opening reaction Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 229910010271 silicon carbide Inorganic materials 0.000 description 1
- 125000005373 siloxane group Chemical group [SiH2](O*)* 0.000 description 1
- 239000002002 slurry Substances 0.000 description 1
- 238000007581 slurry coating method Methods 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 150000005846 sugar alcohols Polymers 0.000 description 1
- 125000001273 sulfonato group Chemical group [O-]S(*)(=O)=O 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- DJZKNOVUNYPPEE-UHFFFAOYSA-N tetradecane-1,4,11,14-tetracarboxamide Chemical compound NC(=O)CCCC(C(N)=O)CCCCCCC(C(N)=O)CCCC(N)=O DJZKNOVUNYPPEE-UHFFFAOYSA-N 0.000 description 1
- 239000004753 textile Substances 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 150000003573 thiols Chemical class 0.000 description 1
- DVKJHBMWWAPEIU-UHFFFAOYSA-N toluene 2,4-diisocyanate Chemical compound CC1=CC=C(N=C=O)C=C1N=C=O DVKJHBMWWAPEIU-UHFFFAOYSA-N 0.000 description 1
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 1
- 239000013638 trimer Substances 0.000 description 1
- 229940096522 trimethylolpropane triacrylate Drugs 0.000 description 1
- MBYLVOKEDDQJDY-UHFFFAOYSA-N tris(2-aminoethyl)amine Chemical compound NCCN(CCN)CCN MBYLVOKEDDQJDY-UHFFFAOYSA-N 0.000 description 1
- XSQUKJJJFZCRTK-UHFFFAOYSA-N urea group Chemical group NC(=O)N XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
- 210000002268 wool Anatomy 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/02—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D18/00—Manufacture of grinding tools or other grinding devices, e.g. wheels, not otherwise provided for
- B24D18/0045—Manufacture of grinding tools or other grinding devices, e.g. wheels, not otherwise provided for by stacking sheets of abrasive material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/02—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent
- B24D3/20—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially organic
- B24D3/28—Resins or natural or synthetic macromolecular compounds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D5/00—Bonded abrasive wheels, or wheels with inserted abrasive blocks, designed for acting only by their periphery; Bushings or mountings therefor
- B24D5/02—Wheels in one piece
- B24D5/04—Wheels in one piece with reinforcing means
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Polishing Bodies And Polishing Tools (AREA)
- Laminated Bodies (AREA)
- Nonwoven Fabrics (AREA)
Abstract
부직포 연마 휠은, 서로 반대편에 있는 제1 주 표면 및 제2 주 표면을 갖는 부직포 연마체 및 제1 주 표면 및 제2 주 표면 중 적어도 하나에 배열된 수분 배리어 층을 포함한다. 제조 방법이 또한 기재된다.
Description
본 발명은 부직포 연마 물품, 예를 들어 유니타이즈드 연마 휠(unitized abrasive wheel) 및 컨볼루트 연마 휠(convolute abrasive wheel)에 관한 것이다. 더욱 특히, 본 발명은 수분 배리어 층(moisture barrier layer)을 갖는 부직포 연마 물품, 및 수분 배리어 층을 갖는 부직포 연마 물품의 제조 방법에 관한 것이다.
연마 작업에 유용한 부직포 연마 물품은 일반적으로 부직포 섬유 웨브 (예를 들어, 로프티 개방 섬유 웨브(lofty open fiber web)), 연마 입자, 및 섬유들을 서로 접합하고 연마 입자를 섬유 웨브에 고정하는 결합제 재료 (보통 "결합제"라고 함)를 갖는다. 부직포 연마 물품의 예에는 미국 미네소타주 세인트 폴 소재의 쓰리엠 컴퍼니(3M Company)에 의해 상표명 "스카치-브라이트(SCOTCH-BRITE)"로 시판되는 것들과 같은 부직포 연마 핸드 패드(hand pad)가 포함된다. 연마 물품의 다른 예에는 컨볼루트 연마 휠 및 유니타이즈드 연마 휠이 포함된다. 부직포 연마 휠은 전형적으로 결합제 재료에 의해 함께 접합된 부직포 섬유 웨브의 층들 전반에 분포된 연마 입자를 갖는데, 결합제 재료는 부직포 섬유 웨브의 층들을 함께 접합하고 마찬가지로 연마 입자를 부직포 섬유 웨브에 접합한다. 유니타이즈드 연마 휠은, 중공 축방향 코어(hollow axial core)를 갖는 실린더를 형성하도록 병렬 형태로 배열된 부직포 섬유 웨브의 개개의 디스크를 갖는다. 대안적으로, 컨볼루트 연마 휠은 코어 부재에 나선형으로 배치되고 부착된 부직포 섬유 웨브를 갖는다.
예를 들어, 습기 형태의 수분이 그러한 부직포 연마 물품의 성능에 악영향을 줄 수 있다. 더욱 구체적으로, 습기는 부직포 연마 물품의 수명 및/또는 절삭 속도(cut rate)를 감소시킬 수 있다. 이러한 문제를 다루기 위해, 부직포 연마 물품을 저습 환경에서 보관하거나, 예를 들어, 데시케이터(desiccator)에 넣을 수 있다.
상기에 언급된 단점들을 극복한 부직포 연마 물품에 대한 필요성이 존재한다. 즉, 습기 및 수분의 영향을 견뎌내어, 특별한 취급이 필요 없이 그리고 저습 조건에서 부직포 연마 물품을 보관하지 않고서도, 고습 환경에서 장기간의 수명 및 높은 수준의 연마 성능을 유지하는 부직포 연마 물품, 예를 들어 유니타이즈드 휠 또는 컨볼루트 휠을 제공하는 것이 바람직할 것이다.
일 태양에서, 본 발명은, 서로 반대편에 있는 제1 주 표면(major surface) 및 제2 주 표면을 가지며, 부직포 섬유 웨브, 연마 입자, 및 결합제 재료를 포함하는 부직포 연마체(nonwoven abrasive body); 및 제1 주 표면 및 제2 주 표면 중 적어도 하나에 배열된 수분 배리어 층을 포함하는 부직포 연마 휠을 제공한다.
다른 태양에서, 본 발명은 부직포 연마 휠의 제조 방법을 제공하는데, 이 방법은 부직포 연마 휠을 제공하는 단계, 수분 배리어 층을 제공하는 단계, 및 부직포 연마 휠의 적어도 하나의 주 표면에 수분 배리어 층을 부착하는 단계를 포함한다. 수분 배리어 층은, 연마 휠의 형성 동안 또는 연마 휠이 형성된 후 중 어느 하나에 부직포 연마 휠에 부착될 수 있다.
다른 태양에서, 본 발명은 컨볼루트 연마 휠의 제조 방법을 제공하는데, 이 방법은 섬유 웨브를 경화성 결합제 조성물로 함침시키는 단계, 함침된 섬유 웨브를 코어 부재의 둘레에 나선형으로 감아서 경화성 예비성형품(preform)을 형성하는 단계, 경화성 예비성형품을 경화시켜 컨볼루트 연마 휠을 제공하는 단계, 및 다층 복합 배리어의 적어도 하나의 층을 컨볼루트 연마 휠의 적어도 하나의 주 표면에 부착하는 단계를 포함한다.
다른 태양에서, 본 발명은 중공 축방향 코어를 갖는 실린더를 형성하는 부직포 섬유 웨브의 디스크, 연마 입자, 및 연마 입자를 부직포 섬유 웨브의 층의 섬유에 결합시키고 부직포 섬유 웨브의 층들을 서로 결합시키는 결합제를 포함하는 유니타이즈드 연마 휠을 제공하며, 다층 복합 배리어의 적어도 하나의 층이 상기 유니타이즈드 부직포 연마 휠의 적어도 하나의 주 표면에 부착된다.
다른 태양에서, 본 발명은 중공 축방향 코어를 갖는 유니타이즈드 연마 휠의 제조 방법을 제공하는데, 이 방법은 경화성 결합제 조성물로 함침된 부직포 섬유 웨브의 층들을 제공하는 단계; 경화성 조성물로 함침된 부직포 섬유 웨브의 층들을 압축하여 경화성 예비성형품을 제공하는 단계, 경화성 예비성형품을 경화시켜 경화된 예비성형품을 제공하는 단계, 경화된 예비성형품을 유니타이즈드 연마 휠로 성형하는 단계, 및 다층 복합 배리어의 적어도 하나의 층을 상기 유니타이즈드 부직포 연마 휠의 적어도 하나의 주 표면에 부착하는 단계를 포함한다.
전술한 연마 물품 및 그의 제조 방법에서, 부직포 섬유 웨브는 예비접합 수지(pre-bond resin)를 그 상에 가질 수 있다.
놀랍게도, 상응하는 종래 기술의 부직포 연마 물품과 비교하면, 본 발명에 따른 부직포 연마 물품은, 본 명세서에 제시된 시험 방법에 따라 평가할 때 절삭 성능의 상당한 개선을 나타내는 것으로 밝혀졌다.
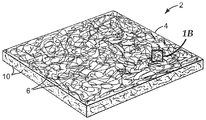
도 1a는 종래 기술에 따른 예시적인 부직포 연마 물품의 사시도이다.
도 1b는 도 1a의 부직포 연마 물품의 소정 영역의 확대도이다.
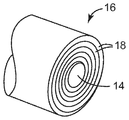
도 2는 종래 기술에 따른 예시적인 컨볼루트 연마 휠의 사시도이다.
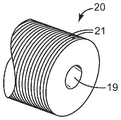
도 3은 종래 기술에 따른 예시적인 유니타이즈드 연마 휠의 개략 사시도이다.
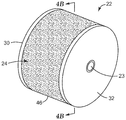
도 4a는 본 발명의 일 실시 형태에 따른 컨볼루트 연마 휠의 사시도이다.
도 4b는 도 4a의 선 4B-4B를 따라 취한 단면도이다.
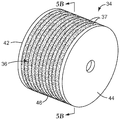
도 5a는 본 발명의 일 실시 형태에 따른 유니타이즈드 연마 휠의 사시도이다.
도 5b는 도 5a의 선 5B-5B를 따라 취한 단면도이다.
도 1b는 도 1a의 부직포 연마 물품의 소정 영역의 확대도이다.
도 2는 종래 기술에 따른 예시적인 컨볼루트 연마 휠의 사시도이다.
도 3은 종래 기술에 따른 예시적인 유니타이즈드 연마 휠의 개략 사시도이다.
도 4a는 본 발명의 일 실시 형태에 따른 컨볼루트 연마 휠의 사시도이다.
도 4b는 도 4a의 선 4B-4B를 따라 취한 단면도이다.
도 5a는 본 발명의 일 실시 형태에 따른 유니타이즈드 연마 휠의 사시도이다.
도 5b는 도 5a의 선 5B-5B를 따라 취한 단면도이다.
몇몇 도면의 전반에서 같은 도면 부호는 같거나 상응하는 특징부를 지칭하는 도면을 이제 참조하면, 도 1a 및 도 1b는 결합제 재료(8)에 의해 함께 유지되는 인탱글링된(entangled) 필라멘트들 또는 섬유들(6)로 형성된 개방 저밀도 섬유질 웨브(4)를 포함하는 로프티 부직포 연마 물품(2)을 나타낸다. 연마 입자(10)는 섬유질 웨브(4) 전반에 분산되고 결합제 재료(8)에 의해 섬유질 웨브(4)에 고정된다. 결합제 재료(8)는 필라멘트(6)의 부분들을 코팅하며, 필라멘트(6)의 표면에 접착하고/하거나 접촉하는 필라멘트(6)들의 교차점에 모인 작은 구체(globule; 12)를 형성하며, 이로써 부직포 연마 물품(2)의 전반에 걸쳐 연마 부위를 제공하게 된다.
도 1a 및 도 1b에 기재된 로프티 부직포 연마 물품(2)을 사용하여, 도 2에 나타나 있는 컨볼루트 연마 휠 및 도 3에 나타나 있는 유니타이즈드 연마 휠을 포함하는, 본 발명에 따른 다양한 예시적인 부직포 연마 물품을 제조할 수 있다. 하기에 더욱 상세하게 기재된 바와 같이, 컨볼루트 연마 휠 또는 유니타이즈드 연마 휠의 형성에 있어서, 로프티 부직포 연마 물품(2)을 각각 나선 배열 또는 적층 배열 중 어느 하나로 배열하고, 이어서 압축한다 (즉, 치밀화한다(densified)).
컨볼루트 연마 휠 및 유니타이즈드 연마 휠은, 부직포 섬유 웨브(4)를 결합제 전구체 및 연마 입자로 코팅하는 단계, (컨볼루트 휠의 경우) 코팅된 부직포 섬유 웨브(4)를 나선 구조로 감싸거나 또는 (유니타이즈드 휠의 경우) 복수의 디스크를 적층 구조로 배열하는 단계, 웨브(4)를 압축하는 단계, 및 결합제 전구체를 경화시켜, 연마 입자(10)를 층상 부직포 연마재에 결합시키는 역할을 하는 경화된 결합제(8)를 제공하는 단계를 일반적으로 포함하는 공지의 기술을 사용하여 제조될 수 있다. 부직포 섬유 웨브(4)는, 결합제 전구체를 섬유 웨브(4)에 먼저 적용하고 이어서 연마 입자(10)를 전구체 상에 적용하는 드롭 코팅(drop coating), 또는 연마 입자(10)를 결합제 전구체와 먼저 혼합하고 이어서 슬러리 혼합물을 섬유 웨브(4)에 적용하는 슬러리 코팅(slurry coating)을 포함하는 공지의 코팅 기술을 사용하여 코팅될 수 있다.
예시적인 컨볼루트 연마 휠(16)이 도 2에 나타나 있다. 컨볼루트 연마 휠은, 부직포 연마 웨브(4)의 층들이 압축되도록 부직포 연마 웨브(4)를 장력 하에 코어 부재(14) (예를 들어, 이를테면 종이, 페놀계 재료 또는 합성 플라스틱 재료로 형성된 관형 또는 막대 형상 코어 부재)의 둘레에 감고, 이어서 (예를 들어, 열을 사용하여) 결합제 전구체를 경화시켜, 연마 입자(10)를 층상 부직포 연마재에 결합시키는 역할을 하는 경화된 결합제를 제공함으로써 제조될 수 있다. 이러한 방식으로, 연마 입자(10)를 층상 부직포 섬유 웨브에 결합시키고 층상 부직포 섬유 웨브의 층들을 서로 결합시키는 결합제 재료(8)로 코팅된 층상 부직포 섬유 웨브(18)를 코어 부재(14)의 둘레에 나선형으로 배치하고 부착한다. 이어서, 연마 휠을 원하는 두께로 절단한다. 원하는 경우, 연마재 분야에 공지된 방법을 사용하여, 컨볼루트 연마 휠을 사용 전에 드레싱(dressing)하여 표면 요철(surface irregularity)을 제거할 수 있다.
예시적인 유니타이즈드 연마 휠(20)이 도 3에 나타나 있다. 유니타이즈드 연마 휠은, 예를 들어, 연속 웨브로서 또는 시트들 또는 디스크들(21)의 적층체로서 상기에 기재된 경화되지 않은 함침된 부직포 섬유 웨브(4)를 층화시키고, 부직포 섬유 층들을 압축하고, (예를 들어, 열을 사용하여) 결합제 전구체를 경화시키고, 중공 축방향 관통 보어 또는 개구를 갖는 유니타이즈드 연마 휠을 제공하도록 결과적인 연마 물품을 다이 컷팅함으로써 제공될 수 있다. 유니타이즈드 연마 휠(20)은 이러한 방식으로 형성되므로 개별적인 코어 부재를 필요로 하지 않는다.
함침된 부직포 섬유 웨브의 층들을 압축할 때, 층들 (즉, 나선형 랩(spiral wrap)에 의해 형성된 층들(18) 또는 디스크들에 의해 형성된 층들(21))은 전형적으로 압축되어 비압축 상태에서의 층들의 밀도의 1 내지 20배인 밀도를 갖는 슬래브(slab)를 형성한다. 이어서, 슬래브를, 전형적으로 결합제 전구체 및 슬래브 크기에 따라, (예를 들어, 2 내지 20시간 동안) 승온에서 (예를 들어, 135℃에서) 전형적으로 열 성형한다.
이제 도 4a 및 도 4b를 참조하면, 본 발명의 일 실시 형태에 따른 컨볼루트 휠(22)이 나타나 있다. 컨볼루트 휠(22)은 코어(23), 및 코어(23)의 둘레에 감싸진 나선형으로 감긴 연마 부직포 웨브의 형태의 부직포 연마체(24)를 포함하며, 이로써 복수의 방사상으로 배열된 연마 층(25)을 형성한다. 연마체(24)는 서로 반대편에 있는 제1 주 표면(26) 및 제2 주 표면(28), 및 각각 제1 주 표면(26) 및 제2 주 표면(28) 상에 배열된 한 쌍의 수분 배리어 층(30, 32)을 갖는다. 예시된 실시 형태에서, 컨볼루트 휠(22)은 주위 조건에 노출된 채로 남아 있을 수 있는 외주 에지(outer circumferential edge; 46)를 포함한다. 부직포 연마체(24)는 도 1a 및 도 1b를 참조하여 상기에 기재된 바와 같은 연마 입자 및 결합제 재료를 갖는 부직포 섬유 웨브를 일반적으로 포함한다.
이제 도 5a 및 도 5b를 참조하면, 본 발명의 다른 실시 형태에 따른 유니타이즈드 휠(34)이 나타나 있다. 유니타이즈드 휠(34)은 복수의 축방향으로 배열된 부직포 디스크(37)로 형성된 부직포 연마체(36)를 포함한다. 연마체(36)는 서로 반대편에 있는 제1 주 표면(38) 및 제2 주 표면(40), 및 각각 제1 주 표면(38) 및 제2 주 표면(40) 상에 배열된 한 쌍의 수분 배리어 층(42, 44)을 갖는다. 도 4a 및 도 4b를 참조하여 기재된 컨볼루트 휠(22)의 경우에서와 같이, 유니타이즈드 휠(34)은 주위 조건에 노출된 채로 남아 있을 수 있는 외주 에지(46)를 포함하고, 부직포 연마체(36)는 도 1a 및 도 1b를 참조하여 상기에 기재된 바와 같은 연마 입자 및 결합제 재료를 갖는 부직포 섬유 웨브를 포함한다.
놀랍게도, 부직포 연마 휠의 제1 주 표면 및 제2 주 표면 중 적어도 하나에 수분 배리어 층을 제공함으로써, 연마 휠의 성능에 대한 습기 및 수분의 해로운 영향이 상당히 감소될 수 있는 것으로 밝혀졌다. 부직포 연마 휠은 부직포 연마체를 포함하기 때문에, 습기 및 수분이 연마체에 급속히 침투하며, 수분 배리어를 갖지 않는 부직포 연마 휠에 의해 생성된 결과와 유사한 결과를 도출할 것으로 예상되었다. 따라서, 개선된 성능은 놀랍고 예기치 않은 것이었다.
본 발명의 구체적인 태양에서, 컨볼루트 휠(22)의 부직포 연마체(24) 및 유니타이즈드 휠(34)의 부직포 연마체(36)는 밀도가 약 1 그램/인치3 이상, 약 2 그램/인치3 이상, 또는 약 4 그램/인치3 이상이고, 밀도가 약 35 그램/인치3 이하, 약 50 그램/인치3 이하, 또는 약 75 그램/인치3 이하이다.
일 실시 형태에서, 수분 배리어 층(30, 32, 42, 44)은 금속화 필름을 포함할 수 있다. 예를 들어, 연마 휠을 생성할 때 금속화 필름을 연마체(24, 36)에 대고 압착함으로써, 접착제 없이 금속화 필름을 부직포 연마 휠의 연마체에 직접 부착할 수 있다. 대안적으로, 연마체(24, 36)를 생성한 후에, 금속화 필름을 연마체(24, 36)에 접착제로 접합할 수 있다.
일 실시 형태에서, 금속화 필름은 중합체 층 및 금속 층을 포함할 수 있다. 예시된 실시 형태에서, 수분 배리어 층(30, 32, 42, 44)은 금속 층(32a, 44a), 중합체 층(32b, 44b), 및 접착제 층(32c)을 포함한다. 이러한 방식으로, 수분 배리어 층(20, 32, 42, 44)은 각각 컨볼루트 휠(22) 및 유니타이즈드 휠(34)의 서로 반대편에 있는 주 표면(26, 28, 38, 40)에 접착제로 각각 접합될 수 있는 금속화 필름 테이프의 형태로 제공된다.
구체적인 실시 형태에서, 금속 층(32a, 44a)은, 예를 들어, 알루미늄, 니켈, 크롬, 구리, 금, 백금, 은, 및 이들의 혼합물을 포함할 수 있고, 중합체 층(32b, 44b)은 폴리에스테르 필름 층 (즉, 폴리에틸렌 테레프탈레이트)을 포함할 수 있고, 접착제 층은 아크릴 접착제를 포함할 수 있다.
일 태양에서, 금속화 필름은 두께가 약 0.5 밀(mil) 이상, 약 1.0 밀 이상, 또는 약 1.5 밀 이상일 수 있고, 두께가 약 6 밀 이하, 약 4 밀 이하, 약 3 밀 이하일 수 있다.
다른 태양에서, 금속화 필름은 ASTM F1249-01 (모듈화 적외선 센서를 사용하는 플라스틱 필름 및 시팅을 통한 수증기 투과율에 대한 표준 시험 방법(Standard Test Method for Water Vapor Transmission Rater Through Plastic Film and Sheeting Using a Modulated Infrared Sensor))에 따라 측정할 때, 수증기 투과율이 약 0.05 g/100 인치2/24시간 미만, 약 0.04 g/100 인치2/24시간 미만, 또는 약 0.03 g/100 인치2/24시간 미만일 수 있다.
구체적인 태양에서, 수분 배리어 층(30, 32, 42, 44)은 제1 주 표면(26, 38) 및 제2 주 표면(28, 40) 중 적어도 하나의 전체에 접착제로 접합된 금속화 폴리에스테르 필름 테이프를 포함한다. 그러나, 원하는 수분 보호 수준에 따라, 수분 배리어 층(30, 32, 42, 44)은 제1 주 표면(26, 38) 및 제2 주 표면(28, 40)의 전체보다 적게 제공될 수 있음이 인식될 것이다. 예시된 실시 형태에서, 수분 배리어 층(30, 32, 42, 44)은 제1 주 표면(26, 38) 및 제2 주 표면(42, 44)의 각각에 제공된다. 그러나, 원하는 수분 보호 수준에 따라, 수분 배리어 층은 제1 주 표면(26, 38, 42, 44) 및 제2 주 표면 중 오직 하나에만 제공될 수 있다.
수분 배리어 층(30, 32, 42, 44)에 적합한 재료에는 미국 테네시주 내쉬빌 소재의 테크니컬 테입스 앤드 솔루션즈(Technical Tapes and Solutions)로부터 입수가능한 금속화 폴리에스테르 필름 테이프 (MMYP-1을 포함), 캐나다 온타리오주 토론토 소재의 켈플라스트 메탈라이즈드 프로덕츠 리미티드(Celplast Metallized Products Ltd)로부터 입수가능한 금속화 폴리에스테르 필름 (48 ga 포일메트 플러스 폴리에스테르 (FOILMET PLUS POLYESTER) 금속화 폴리에스테르 필름을 포함), 및 미국 일리노이주 버팔로 그로브 소재의 조로(Zoro)로부터 입수가능한 밸류 브랜드(Value Brand) 금속화 필름 테이프가 포함된다.
유용한 결합제 전구체에는, 예를 들어, 경화성 폴리우레탄 예비중합체, 유효량의 아민 경화제, 및 페놀 수지를 포함하는 폴리우레탄 조성물이 포함된다. 결합제 전구체는 선택적인 첨가제를 추가로 포함할 수 있다.
전술한 연마 물품에 사용하기에 적합한 부직포 섬유 웨브(4)는 연마재 분야에 공지되어 있다. 전형적으로, 부직포 섬유 웨브(4)는 필라멘트 또는 섬유(6)의 인탱글링된 웨브를 포함한다. 섬유(6)는 연속 섬유, 스테이플 섬유, 또는 이들의 조합을 포함할 수 있다. 예를 들어, 섬유 웨브(4)는 약 20 밀리미터(mm) 이상, 약 30 mm 이상, 또는 약 40 mm 이상, 및 약 110 mm 미만, 약 85 mm 미만, 또는 약 65 mm 미만의 길이를 갖는 스테이플 섬유를 포함할 수 있지만, 더 짧은 섬유 및 더 긴 섬유 (예를 들어, 연속 필라멘트)가 또한 유용할 수 있다. 섬유는 약 1.7 데시텍스(dtex, 즉 그램/10000 미터) 이상, 약 6 dtex 이상, 또는 약 17 dtex 이상, 및 약 560 dtex 미만, 약 280 dtex 미만, 또는 약 120 dtex 미만의 섬도(fineness) 또는 선밀도(linear density)를 가질 수 있지만, 더 작은 선밀도 및/또는 더 큰 선밀도를 갖는 섬유가 또한 유용할 수 있다. 상이한 선밀도를 갖는 섬유들의 혼합물은, 예를 들어, 사용 시에 특히 바람직한 표면 마감(surface finish)을 가져오는 연마 물품을 제공하는 데 유용할 수 있다. 스펀본드 부직포(spunbond nonwoven)가 사용되는 경우, 필라멘트는 실질적으로 더 큰 직경, 예를 들어, 최대 2 mm 이상의 직경을 가질 수 있다.
섬유 웨브(4)는 예를 들어, 통상적인 에어 레이드(air laid), 카디드(carded), 스티치 본드(stitch bonded), 스펀 본드(spun bonded), 웨트 레이드(wet laid), 및/또는 멜트 블로운(melt blown) 절차에 의해 제조될 수 있다. 에어 레이드 섬유 웨브는, 예를 들어, 미국 뉴욕주 마케돈 소재의 란도 머신 컴퍼니(Rando Machine Company)로부터 구매가능한 상표명 "란도 웨버(RANDO WEBBER)"로 입수가능한 것과 같은 장비를 사용하여 제조될 수 있다.
부직포 섬유 웨브는 접착하는 결합제 및 연마 입자와 적합하게 상용성(compatible)이면서 또한 물품의 다른 구성요소와 조합하여 가공될 수 있도록 전형적으로 선택되고, 결합제 전구체의 적용 및 경화 동안 이용되는 것들과 같은 가공 조건 (예를 들어, 온도)을 전형적으로 견뎌낼 수 있다. 섬유는 연마 물품의 특성, 예를 들어, 가요성, 탄성, 내구성 또는 수명, 마모성, 및 마감 특성에 영향을 주도록 선택될 수 있다. 적합할 수 있는 섬유의 예에는 천연 섬유, 합성 섬유, 및 천연 섬유 및/또는 합성 섬유의 혼합물이 포함된다. 합성 섬유의 예에는 폴리에스테르 (예를 들어, 폴리에틸렌 테레프탈레이트), 나일론 (예를 들어, 헥사메틸렌 아디프아미드, 폴리카프로락탐), 폴리프로필렌, 아크릴로니트릴 (즉, 아크릴), 레이온, 셀룰로오스 아세테이트, 폴리비닐리덴 클로라이드-비닐 클로라이드 공중합체, 및 비닐 클로라이드-아크릴로니트릴 공중합체로부터 제조된 것들이 포함된다. 적합한 천연 섬유의 예에는 아가베(agave), 면, 모, 황마, 및 대마가 포함된다. 섬유는 초기 재료(virgin material)의 것일 수 있거나, 또는 예를 들어, 의복 재단, 카펫 제조, 섬유 제조, 또는 텍스타일(textile) 가공으로부터 재생되는 재활용 재료 또는 폐기 재료의 것일 수 있다. 섬유는 균질할 수 있거나, 또는 2성분 섬유 (예를 들어, 코-스펀 시스-코어 섬유(co-spun sheath-core fiber))와 같은 복합재일 수 있다. 섬유는 인장 및 권축될 수 있지만, 또한 압출 방법에 의해 형성된 것과 같이 연속 필라멘트일 수 있다. 섬유들의 조합도 또한 사용될 수 있다.
결합제 전구체로 함침시키기 전에, 부직포 섬유 웨브는, (예를 들어, 경화성 조성물 또는 선택적인 예비접합 수지에 의한) 임의의 코팅 전에 측정할 때, 전형적으로 단위 면적당 중량 (즉, 평량)이 약 50 gsm (gram per square meter) 이상, 약 100 gsm 이상, 또는 약 200 gsm 이상, 및/또는 약 400 gsm 미만, 약 350 gsm 미만, 또는 약 300 gsm 미만이지만, 더 큰 평량 및 더 작은 평량도 또한 사용될 수 있다. 추가로, 경화성 조성물로 함침시키기 이전에, 섬유 웨브는 전형적으로 두께가 약 5 mm 이상, 약 6 mm 이상, 또는 약 10 mm 이상, 및/또는 약 200 mm 미만, 약 75 mm 미만, 또는 약 30 mm 미만이지만, 더 큰 두께 및 더 작은 두께가 또한 유용할 수 있다.
부직포 연마 물품, 연마 휠 및 그 제조 방법에 관한 추가의 상세 내용은, 예를 들어, 미국 특허 제2,958,593호 (후버(Hoover) 등); 제5,591,239호 (라슨(Larson) 등); 제6,017,831호 (비어드즐리(Beardsley) 등); 및 미국 특허 제7,189,784호(바버, 주니어(Barber, Jr))에서 찾아볼 수 있으며, 이들의 전체 내용은 본 명세서에 참고로 포함된다.
종종, 연마재 분야에 공지된 바와 같이, 결합제 전구체로 코팅하기 전에, 부직포 섬유 웨브에 예비접합 수지를 적용하는 것이 유용하다. 예비접합 수지는, 예를 들어, 취급 동안 부직포 섬유 웨브 완전성(integrity)을 유지하는 데 도움을 주는 역할을 하며, 결합제 전구체를 부직포 섬유 웨브에 접합하는 것을 또한 용이하게 할 수 있다. 예비접합 수지의 예에는 페놀 수지, 우레탄 수지, 아교(hide glue), 아크릴 수지, 우레아-포름알데하이드 수지, 멜라민-포름알데하이드 수지, 에폭시 수지 및 이들의 조합이 포함된다. 이러한 방식으로 사용되는 예비접합 수지의 양은 전형적으로 섬유들을 그들의 교차 접촉점에서 함께 접합하는 것에 따른 최소량으로 조정된다. 부직포 섬유 웨브가 열 접합성 섬유를 포함하는 그러한 경우에, 부직포 섬유 웨브의 열 접합이 가공 동안 웨브 완전성을 유지하는 데 또한 도움을 줄 수 있다.
유용한 연마 입자의 예에는 연마재 분야에 공지된 임의의 연마 입자가 포함된다. 예시적인 유용한 연마 입자에는 융해된(fused) 산화알루미늄계 재료, 예를 들어 산화알루미늄, 세라믹 산화알루미늄 (하나 이상의 금속 산화물 개질제 및/또는 시딩제(seeding agent) 또는 핵화제(nucleating agent)를 포함할 수 있음), 및 열처리된 산화알루미늄, 탄화규소, 공-융해된(co-fused) 알루미나-지르코니아, 다이아몬드, 세리아(ceria), 이붕화티타늄, 입방정 질화붕소, 탄화붕소, 가닛(garnet), 플린트(flint), 에머리(emery), 졸-젤(sol-gel) 유도된 연마 입자 및 이들의 혼합물이 포함된다. 연마 입자는, 예를 들어, 개개의 입자, 응집체, 복합 입자, 성형된 연마 입자, 및 이들의 혼합물의 형태일 수 있다.
연마 입자는, 예를 들어, 약 0.1 마이크로미터 이상, 약 1 마이크로미터 이상, 또는 약 10 마이크로미터 이상, 및 약 2000 마이크로미터 미만, 약 1300 마이크로미터 미만, 또는 약 1000 마이크로미터 미만의 평균 직경을 가질 수 있지만, 더 큰 연마 입자 및 더 작은 연마 입자도 또한 사용될 수 있다. 예를 들어, 연마 입자는 연마재 산업에 규정된 공칭 등급을 가질 수 있다. 그러한 연마재 산업에서 승인된 등급 표준에는 미국 규격 협회(American National Standards Institute, Inc.; ANSI) 표준, 연마 제품의 유럽 생산자 연맹(Federation of European Producers of Abrasive Products; FEPA) 표준 및 일본 공업 규격(Japanese Industrial Standard; JIS) 표준으로 알려진 것들이 포함된다. 예시적인 ANSI 등급 명칭 (즉, 규정된 공칭 등급)은 ANSI 4, ANSI 6, ANSI 8, ANSI 16, ANSI 24, ANSI 36, ANSI 40, ANSI 50, ANSI 60, ANSI 80, ANSI 100, ANSI 120, ANSI 150, ANSI 180, ANSI 220, ANSI 240, ANSI 280, ANSI 320, ANSI 360, ANSI 400, 및 ANSI 600을 포함한다. 예시적인 FEPA 등급 명칭은 P8, P12, P16, P24, P36, P40, P50, P60, P80, P100, P120, P150, P180, P220, P320, P400, P500, 600, P800, P1000 및 P1200을 포함한다. 예시적인 JIS 등급 명칭은 HS8, JIS12, JIS16, JIS24, JIS36, JIS46, JIS54, JIS60, JIS80, JIS100, JIS150, JIS180, JIS220, JIS240, JIS280, JIS320, JIS360, JIS400, JIS400, JIS600, JIS800, JIS1000, JIS1500, JIS2500, JIS4000, JIS6000, JIS8000, 및 JIS10000을 포함한다.
전형적으로, (결합제 전구체 내의 다른 성분과 독립적인) 연마 입자의 코팅 중량은, 예를 들어, 사용되는 특정 결합제 전구체, 연마 입자를 적용하는 방법, 및 연마 입자의 크기에 따라 좌우될 수 있다. 예를 들어, (임의의 압축 전의) 부직포 섬유 웨브 상의 연마 입자의 코팅 중량은 200 그램/제곱미터(g/m2) 이상, 600 g/m2 이상, 또는 800 g/m2 이상; 및/또는 2000 g/m2 미만, 약 1600 g/m2 미만, 또는 약 1200 g/m2 미만일 수 있지만, 더 큰 코팅 중량 또는 더 작은 코팅 중량도 또한 사용될 수 있다.
적합한 가교결합성 결합제 전구체는 축합 경화성 재료 또는 부가 중합성 재료 중 어느 하나를 포함할 수 있다. 부가 중합성 재료는 에틸렌계 불포화 단량체 및/또는 올리고머일 수 있다. 가교결합성 재료의 예에는 페놀 수지, 비스말레이미드 결합제, 비닐 에테르, 펜던트 알파, 베타 불포화 카르보닐 기를 갖는 아미노플라스트, 우레탄, 에폭시, 아크릴레이트, 아크릴화 아이소시아누레이트, 우레아-포름알데하이드, 아이소시아누레이트, 아크릴화 우레탄, 아크릴화 에폭시, 또는 임의의 전술한 것들의 혼합물이 포함된다.
페놀계 재료는 그의 열적 특성, 입수가능성, 비용 및 취급 용이성으로 인해 바람직한 결합제 전구체일 수 있다. 레졸 페놀 수지는 포름알데하이드 대 페놀의 몰 비가 1 이상, 전형적으로 1.5:1.0 내지 3.0:1.0의 범위이다. 노볼락 페놀 수지는 포름알데하이드 대 페놀의 몰 비가 1.0:1.0 미만이다. 구매가능한 페놀 수지의 예에는 옥시덴탈 케미칼즈 코포레이션(Occidental Chemicals Corp.)으로부터의 상표명 "두레즈(DUREZ)" 및 "바르쿰(VARCUM)"; 몬산토(Monsanto)로부터의 상표명 "레지녹스(RESINOX)"; 애쉬랜드 케미칼 컴퍼니(Ashland Chemical Co.)로부터의 상표명 "아로펜(AROFENE)"; 및 애쉬랜드 케미칼 컴퍼니로부터의 상표명 "아로탭(AROTAP)"으로 공지된 것들이 포함된다.
일부 결합제 전구체는 라텍스와 혼합된 페놀 수지를 포함한다. 그러한 라텍스의 예에는 아크릴로니트릴 부타다이엔, 아크릴, 부타다이엔, 부타다이엔-스티렌, 및 이들의 조합을 함유하는 재료가 포함된다. 이들 라텍스는 다수의 다양한 공급처로부터 구매가능하고, 롬 앤드 하스 컴퍼니(Rohm and Haas Company)로부터 구매가능한 상표명 "로플렉스(RHOPLEX)" 및 "아크릴졸(ACRYLSOL)", 에어 프로덕츠 앤드 케미칼즈 인크.(Air Products & Chemicals Inc.)로부터 구매가능한 상표명 "플렉스크릴(FLEXCRYL)" 및 "발탁(VALTAC)", 레이촐드 케미칼 컴퍼니(Reichold Chemical Co.)로부터 구매가능한 상표명 "신테멀(SYNTHEMUL)", "타이크릴(TYCRYL)" 및 "타일락(TYLAC)", 비.에프. 굿리치(B.F. Goodrich)로부터 구매가능한 상표명 "하이카(HYCAR)" 및 "굿라이트(GOODRITE)", 굿이어 타이어 앤드 러버 컴퍼니(Goodyear Tire and Rubber Co.)로부터 구매가능한 상표명 "케미검(CHEMIGUM)", 아이씨아이(ICI)로부터 구매가능한 상표명 "네오크릴(NEOCRYL)", 바스프(BASF)로부터 구매가능한 상표명 "부타폰(BUTAFON)" 및 유니온 카바이드(Union Carbide)로부터 구매가능한 상표명 "레스(RES)"로 입수가능한 것들을 포함한다.
에폭시, 즉, 개환에 의해 중합될 수 있는 옥시란 기를 갖는 재료가 단량체 화합물로서 또는 중간 분자량 또는 고분자량 이량체, 삼량체, 올리고머, 예비중합체, 중합체 등으로서 결합제 전구체 내에서 유용할 수 있다. 에폭시 화합물은 그의 골격 및 치환기의 속성이 매우 다양할 수 있다. 예를 들어, 골격은 보통 에폭시-작용성 중합체와 관련된 임의의 유형의 것일 수 있으며 골격 상의 치환기는 실온에서 옥시란 기와 반응성인 활성 수소 원자가 없는 임의의 기일 수 있다. 허용가능한 치환기의 대표적인 예에는 할로겐, 에스테르 기, 에테르 기, 설포네이트 기, 실록산 기, 니트로 기 및 포스페이트 기가 포함된다. 일부 바람직한 에폭시 재료의 예에는 비스페놀 A의 다이글리시딜 에테르를 함유하는 조성물뿐만 아니라, 쉘 케미칼 컴퍼니(Shell Chemical Co.)로부터 입수가능한 상표명 에폰(EPON) 828, 에폰 1004, 및 에폰 1001F, 다우 케미칼 컴퍼니(Dow Chemical Co.)로부터 입수가능한 상표명 DER-331, DER-332, 및 DER-334로 구매가능한 재료가 포함된다. 다른 적합한 에폭시에는 페놀 포름알데하이드 노볼락의 글리시딜 에테르 (예를 들어, 다우 케미칼 컴퍼니로부터 입수가능한 DEN-431 및 DEN-428)가 포함된다.
에틸렌계 불포화 결합제 전구체의 예에는 펜던트 알파, 베타 불포화 카르보닐 기를 갖는 아미노플라스트 단량체 또는 올리고머, 에틸렌계 불포화 단량체 또는 올리고머, 아크릴화 아이소시아누레이트 단량체, 아크릴화 우레탄 올리고머, 아크릴화 에폭시 단량체 또는 올리고머, 에틸렌계 불포화 단량체 또는 희석제, 아크릴레이트 분산물, 또는 이들의 혼합물이 포함된다.
아미노플라스트 결합제 전구체는 분자 또는 올리고머당 적어도 하나의 펜던트 알파, 베타-불포화 카르보닐 기를 갖는다. 이들 재료는 미국 특허 제4,903,440호 및 제5,236,472호에 추가로 기재되어 있으며, 이들의 전체 내용은 본 명세서에 참고로 포함된다.
에틸렌계 불포화 단량체 또는 올리고머는 1작용성, 2작용성, 3작용성, 또는 4작용성일 수 있거나, 또는 훨씬 더 높은 작용성일 수 있다. 본 명세서에 사용되는 바와 같이 용어 "아크릴레이트"는 아크릴레이트 및 메타크릴레이트 둘 모두를 포함하도록 의도된다. 에틸렌계 불포화 결합제 전구체에는, 탄소, 수소 및 산소, 그리고 선택적으로, 질소 및 할로겐의 원자를 함유하는 단량체 화합물, 올리고머 화합물, 및 중합체 화합물이 포함된다. 산소 원자 또는 질소 원자 또는 이들 둘 모두는 일반적으로 에테르 기, 에스테르 기, 우레탄 기, 아미드 기, 또는 우레아 기에 존재한다. 에틸렌계 불포화 화합물은 바람직하게는 분자량이 약 4,000 미만이고, 바람직하게는 지방족 모노하이드록시 기 또는 지방족 폴리하이드록시 기를 함유하는 화합물과 불포화 카르복실산, 예를 들어, 아크릴산, 메타크릴산, 이타콘산, 크로톤산, 아이소크로톤산, 말레산 등의 반응으로부터 제조되는 에스테르이다. 에틸렌계 불포화 단량체의 대표적인 예에는 메틸 메타크릴레이트, 에틸 메타크릴레이트, 스티렌, 다이비닐벤젠, 하이드록시 에틸 아크릴레이트, 하이드록시 에틸 메타크릴레이트, 하이드록시 프로필 아크릴레이트, 하이드록시 프로필 메타크릴레이트, 하이드록시 부틸 아크릴레이트, 하이드록시 부틸 메타크릴레이트, 비닐 톨루엔, 에틸렌 글리콜 다이아크릴레이트, 폴리에틸렌 글리콜 다이아크릴레이트, 에틸렌 글리콜 다이메타크릴레이트, 헥산다이올 다이아크릴레이트, 트라이에틸렌 글리콜 다이아크릴레이트, 트라이메틸올프로판 트라이아크릴레이트, 글리세롤 트라이아크릴레이트, 펜타에리트리톨 트라이아크릴레이트, 펜타에리트리톨 트라이메타크릴레이트, 펜타에리트리톨 테트라아크릴레이트, 및 펜타에리트리톨 테트라메타크릴레이트가 포함된다. 다른 에틸렌계 불포화 수지에는 카르복실산의 모노알릴, 폴리알릴, 및 폴리메트알릴 에스테르 및 아미드, 예를 들어 다이알릴 프탈레이트, 다이알릴 아디페이트, 및 N,N-다이알릴아디프아미드가 포함된다. 또 다른 것에는 질소-함유 화합물, 예를 들어 트리스(2-아크릴-옥시에틸)아이소시아누레이트, 1,3,5-트라이(2-메티아크릴옥시에틸)-s-트라이아진, 아크릴아미드, 메틸아크릴아미드, N-메틸-아크릴아미드, N,N-다이메틸아크릴아미드, N-비닐-피롤리돈, 및 N-비닐-피페리돈이 포함된다.
적어도 하나의 펜던트 아크릴레이트 기를 갖는 아이소시아누레이트 유도체 및 적어도 하나의 펜던트 아크릴레이트 기를 갖는 아이소시아네이트 유도체가 미국 특허 제4,652,274호에 추가로 기재되어 있으며, 이의 전체 내용은 본 명세서에 참고로 포함된다. 바람직한 아이소시아누레이트 재료는 트리스(하이드록시 에틸)아이소시아누레이트의 트라이아크릴레이트이다.
아크릴화 우레탄의 예에는 하이드록시 종결된 아이소시아네이트 연장된 폴리에스테르 또는 폴리에테르의 다이아크릴레이트 에스테르가 포함된다. 구매가능한 아크릴화 우레탄의 예에는 모르톤 케미칼(Morton Chemical)로부터 입수가능한 상표명 유비탄(UVITHANE) 782, 및 유씨비 래드큐어 스페셜티즈(UCB Radcure Specialties)로부터 입수가능한 상표명 CMD 6600, CMD 8400, 및 CMD 8805로 입수가능한 것들이 포함된다. 아크릴화 에폭시의 예에는 비스페놀 A 에폭시 수지의 다이아크릴레이트 에스테르와 같은, 에폭시 수지의 다이아크릴레이트 에스테르가 포함된다. 구매가능한 아크릴화 에폭시의 예에는 유씨비 래드큐어 스페셜티즈로부터 입수가능한 상표명 CMD 3500, CMD 3600, 및 CMD 3700으로 입수가능한 것들이 포함된다.
아크릴화 우레탄의 예에는 하이드록시 종결된 NCO 연장된 폴리에스테르 또는 폴리에테르의 다이아크릴레이트 에스테르가 포함된다. 구매가능한 아크릴화 우레탄의 예에는 모르톤 티오콜 케미칼(Morton Thiokol Chemical)로부터 입수가능한 유비탄 782, 및 래드큐어 스페셜티즈로부터 입수가능한 CMD 6600, CMD 8400, 및 CMD 8805가 포함된다.
아크릴화 에폭시의 예에는 비스페놀 A 에폭시 수지의 다이아크릴레이트 에스테르와 같은, 에폭시 수지의 다이아크릴레이트 에스테르가 포함된다. 구매가능한 아크릴화 에폭시의 예에는 래드큐어 스페셜티즈로부터 입수가능한 CMD 3500, CMD 3600, 및 CMD 3700이 포함된다.
에틸렌계 불포화 희석제 또는 단량체의 예는 미국 특허 제5,236,472호 (커크(Kirk) 등) 및 제5,667,842호에서 찾아 볼 수 있으며, 이들의 전체 내용은 본 명세서에 참고로 포함된다. 일부 경우에, 이들 에틸렌계 불포화 희석제는 물과 상용성인 경향이 있기 때문에 유용하다.
아크릴레이트 분산물에 관한 추가적인 상세 내용은 미국 특허 제5,378,252호 (폴렌스비(Follensbee))에서 찾아 볼 수 있으며, 이의 전체 내용은 본 명세서에 참고로 포함된다.
유용한 우레탄 예비중합체의 예에는 폴리아이소시아네이트 및 이의 블로킹된 버전이 포함된다. 전형적으로, 블로킹된 폴리아이소시아네이트는 주위 조건 (예를 들어, 약 20℃ 내지 약 25℃ 범위의 온도) 하에서는 아이소시아네이트 반응성 화합물 (예를 들어, 아민, 알코올, 티올 등)에 실질적으로 비반응성이지만, 충분한 열 에너지를 가할 시에 블로킹제(blocking agent)가 해제되고, 그에 의해, 아민 경화제와 반응하는 아이소시아네이트 작용기를 발생시켜 공유 결합을 형성한다.
유용한 폴리아이소시아네이트에는, 예를 들어, 지방족 폴리아이소시아네이트 (예를 들어, 헥사메틸렌 다이아이소시아네이트 또는 트라이메틸헥사메틸렌 다이아이소시아네이트); 지환족 폴리아이소시아네이트 (예를 들어, 수소화 자일릴렌 다이아이소시아네이트 또는 아이소포론 다이아이소시아네이트); 방향족 폴리아이소시아네이트 (예를 들어, 톨릴렌 다이아이소시아네이트 또는 4,4'-다이페닐메탄 다이아이소시아네이트); 다가 알코올 (예를 들어, 다이올, 저분자량 하이드록실 기-함유 폴리에스테르 수지, 물 등)과의 임의의 전술한 폴리아이소시아네이트의 부가물; 전술한 폴리아이소시아네이트의 부가물 (예를 들어, 아이소시아누레이트, 뷰렛); 및 이들의 혼합물이 포함된다.
유용한 구매가능한 폴리아이소시아네이트에는, 예를 들어, 미국 코네티컷주 미들버리 소재의 켐투라 코포레이션(Chemtura Corporation)으로부터 상표명 "아디프렌(ADIPRENE)"으로 입수가능한 것들 (예를 들어, "아디프렌 L 0311", "아디프렌 L 100", "아디프렌 L 167", "아디프렌 L 213", "아디프렌 L 315", "아디프렌 L 680", "아디프렌 LF 1800A", "아디프렌 LF 600D", "아디프렌 LFP 1950A", "아디프렌 LFP 2950A", "아디프렌 LFP 590D", "아디프렌 LW 520", 및 "아디프렌 PP 1095"); 미국 펜실베이니아주 피츠버그 소재의 바이엘 코포레이션(Bayer Corporation)으로부터 상표명 "몬더(MONDUR)"로 입수가능한 폴리아이소시아네이트 (예를 들어, "몬더 1437", "몬더 MP-095", 또는 "몬더 448"); 및 미국 펜실베이니아주 앨런타운 소재의 에어 프로덕츠 앤드 케미칼즈(Air Products and Chemicals)로부터 상표명 "에어탄(AIRTHANE)" 및 "베르사탄(VERSATHANE)"으로 입수가능한 폴리아이소시아네이트 (예를 들어, "에어탄 APC-504", "에어탄 PST-95A", "에어탄 PST-85A", "에어탄 PET-91A", "에어탄 PET-75D", "베르사탄 STE-95A", "베르사탄 STE-P95", "베르사탄 STS-55", "베르사탄 SME-90A", 및 "베르사탄 MS-90A")가 포함된다.
가사 시간(pot-life)을 연장시키기 위해, 예를 들어, 상기에 언급된 것들과 같은 폴리아이소시아네이트를 본 기술 분야에 공지된 다양한 기술에 따라 블로킹제로 블로킹할 수 있다. 예시적인 블로킹제에는 케톡심 (예를 들어, 2-부타논 옥심); 락탐 (예를 들어, 엡실론-카프로락탐); 말론산 에스테르 (예를 들어, 다이메틸 말로네이트 및 다이에틸 말로네이트); 피라졸 (예를 들어, 3,5-다이메틸피라졸); 3차 알코올을 포함하는 알코올 (예를 들어, t-부탄올 또는 2,2-다이메틸펜탄올), 페놀 (예를 들어, 알킬화 페놀), 및 기재된 바와 같은 알코올들의 혼합물이 포함된다.
예시적인 유용한 구매가능한 블로킹된 폴리아이소시아네이트에는 켐투라 코포레이션에 의해 상표명 "아디프렌 BL 11", "아디프렌 BL 16", "아디프렌 BL 31"로 시판되는 것들, 및 영국 아크링톤 소재의 박센덴 케미칼즈, 리미티드(Baxenden Chemicals, Ltd.)에 의해 상표명 "트리젠(TRIXENE)" (예를 들어, "트리젠 BL 7641", "트리젠 BL 7642", "트리젠 BL 7772", 및 "트리젠 BL 7774")으로 시판되는 블로킹된 폴리아이소시아네이트가 포함된다.
전형적으로, 경화성 조성물에 존재하는 우레탄 예비중합체의 양은 경화성 조성물의 총 중량을 기준으로 10 내지 40 중량%의 양, 더욱 전형적으로 15 내지 30 중량%의 양, 그리고 더욱 더 전형적으로 20 내지 25 중량%의 양이지만, 이들 범위를 벗어난 양도 또한 사용될 수 있다.
적합한 아민 경화제에는 방향족, 알킬-방향족, 또는 알킬 다작용성 아민, 바람직하게는 1차 아민이 포함된다. 유용한 아민 경화제의 예에는, 4,4'-메틸렌다이아닐린; 다우 케미칼 컴퍼니로부터 구매가능한 상표명 "큐리탄(CURITHANE) 103", 및 미국 펜실베이니아주 피츠버그 소재의 바이엘 코포레이션으로부터의 상표명 "MDA-85"로 공지된 것들을 포함하는 2.1 내지 4.0의 작용가(functionality)를 갖는 중합체성 메틸렌 다이아닐린; 1,5-다이아민-2-메틸펜탄; 트리스(2-아미노에틸) 아민; 3-아미노메틸-3,5,5-트라이메틸사이클로헥실아민 (즉, 아이소포론다이아민), 트라이메틸렌 글리콜 다이-p-아미노벤조에이트, 비스(o-아미노페닐티오)에탄, 4,4'-메틸렌비스(다이메틸 안트라닐레이트), 비스(4-아미노-3-에틸페닐)메탄 (예를 들어, 일본 도쿄 소재의 니폰 카야쿠 컴퍼니, 리미티드(Nippon Kayaku Company, Ltd.)에 의해 상표명 "카야하드(KAYAHARD) AA"로 시판됨), 및 비스(4-아미노-3,5-다이에틸페닐)메탄 (예를 들어, 스위스 바젤 소재의 론자, 리미티드(Lonza, Ltd.)에 의해 상표명 "론자큐어(LONZACURE) M-DEA"로 시판됨), 및 이들의 혼합물이 포함된다. 원하는 경우, 예를 들어, 의도된 용도에서 필요로 하는 바에 따라 경화 속도를 조절하기 위해 (예를 들어, 지연시키기 위해) 폴리올(들)이 경화성 조성물에 첨가될 수 있다.
아민 경화제는 블로킹된 폴리아이소시아네이트를 의도된 응용에 필요한 정도로 경화시키는 데 효과적인 양으로 존재해야만 하며, 예를 들어, 아민 경화제는 0.8 내지 1.35의 범위; 예를 들어, 0.85 내지 1.20의 범위, 또는 0.90 내지 0.95의 범위의, 아이소시아네이트 (또는 블로킹된 아이소시아네이트)에 대한 경화제의 화학량론적 비로 존재할 수 있지만, 이들 범위를 벗어나는 화학량론적 비도 또한 사용될 수 있다.
전형적으로, 경화성 조성물은 부직포 섬유 웨브 상에 경화성 조성물을 코팅하는 것을 용이하게 하기 위해 적어도 하나의 유기 용매 (예를 들어, 아이소프로필 알코올 또는 메틸 에틸 케톤)를 포함할 것이지만, 이는 필수적인 것은 아니다.
선택적으로, 경화성 조성물은 하나 이상의 첨가제와 혼합될 수 있고/있거나 하나 이상의 첨가제를 포함할 수 있다. 예시적인 첨가제에는 충전제, 가소제, 계면활성제, 윤활제, 착색제 (예를 들어, 안료), 항균제, 항진균제, 연삭 보조제(grinding aid), 및 정전기 방지제가 포함된다.
본 발명에 따른 부직포 연마 물품을 제조하는 한 가지 예시적인 방법에서는, (예를 들어, 롤-코팅 또는 스프레이 코팅에 의해) 부직포 섬유 웨브에 예비접합 코팅을 적용하는 단계, 예비접합 코팅을 경화시키는 단계, (예를 들어, 롤-코팅 또는 스프레이 코팅에 의해) 부직포 섬유 웨브를 결합제 전구체로 함침시키는 단계, 및 경화성 조성물을 경화시키는 단계가, 이러한 순서로, 존재한다.
전형적으로, 경화성 조성물 (존재할 수 있는 임의의 용매를 포함함)은 부직포 섬유 웨브 상에 1120 내지 2080 gsm, 더욱 전형적으로 1280 내지 1920 gsm, 더욱 더 전형적으로 1440 내지 1760 gsm의 양으로 코팅되지만, 이들 범위를 벗어나는 값도 또한 사용될 수 있다.
Claims (20)
- 서로 반대편에 있는 제1 주 표면(major surface) 및 제2 주 표면을 가지며, 부직포 섬유 웨브, 연마 입자, 및 결합제 재료를 포함하는 부직포 연마체(nonwoven abrasive body); 및
제1 주 표면 및 제2 주 표면 중 적어도 하나에 배열된 수분 배리어 층(moisture barrier layer)
을 포함하는 부직포 연마 휠. - 제1항에 있어서, 연마 물품은 유니타이즈드 휠(unitized wheel)인 부직포 연마 휠.
- 제1항에 있어서, 연마 물품은 컨볼루트 휠(convolute wheel)인 부직포 연마 휠.
- 제1항에 있어서, 부직포 연마체는 밀도가 약 1 그램/인치3 이상, 약 2 그램/인치3 이상, 또는 약 4 그램/인치3 이상, 및 약 35 그램/인치3 이하, 50 그램/인치3 이하, 또는 75 그램/인치3 이하인 부직포 연마 휠.
- 제1항에 있어서, 수분 배리어 층은 금속화 필름을 포함하는 부직포 연마 휠.
- 제1항에 있어서, 금속화 필름은 중합체 층 및 금속 층을 포함하는 부직포 연마 휠.
- 제1항에 있어서, 금속화 필름은 접착제 층을 추가로 포함하는 부직포 연마 휠.
- 제1항에 있어서, 중합체 필름 층은 폴리에스테르 (폴리에틸렌 테레프탈레이트)를 포함하는 부직포 연마 휠.
- 제1항에 있어서, 접착제 층은 아크릴 접착제를 포함하는 부직포 연마 휠.
- 제1항에 있어서, 금속화 필름은 알루미늄, 니켈, 크롬, 구리, 금, 백금, 은, 및 이들의 혼합물로 이루어진 군으로부터 선택되는 금속을 포함하는 부직포 연마 휠.
- 제1항에 있어서, 금속화 필름은 두께가 약 0.5 밀 이상, 약 1.0 밀 이상, 또는 약 1.5 밀 이상, 및 약 6 밀 이하, 약 4 밀 이하, 또는 약 3 밀 이하인 부직포 연마 휠.
- 제1항에 있어서, 금속화 필름은, ASTM F1249-01 (모듈화 적외선 센서를 사용하는 플라스틱 필름 및 시팅을 통한 수증기 투과율에 대한 표준 시험 방법(Standard Test Method for Water Vapor Transmission Rater Through Plastic Film and Sheeting Using a Modulated Infrared Sensor))에 따라 측정할 때, 수증기 투과율이 약 0.05 g/100 인치2/24시간 미만, 약 0.04 g/100 인치2/24시간 미만, 또는 약 0.03 g/100 인치2/24시간 미만인 부직포 연마 휠.
- 제1항에 있어서, 수분 배리어 층은 제1 주 표면 및 제2 주 표면 중 적어도 하나의 전체에 접착제로 접합된 금속화 폴리에스테르 필름 테이프를 포함하는 부직포 연마 휠.
- 제1항에 있어서, 수분 배리어 층은 제1 주 표면 및 제2 주 표면의 각각에 제공되는 부직포 연마 휠.
- 제1항에 있어서, 수분 배리어 층은 연마체에 접착제로 접합되는 부직포 연마 휠.
- 제1항에 있어서, 수분 배리어 층은 접착제의 사용 없이 연마체에 부착되는 부직포 연마 휠.
- 서로 반대편에 있는 제1 주 표면 및 제2 주 표면을 가지며, 부직포 섬유 웨브, 연마 입자, 및 결합제 재료를 포함하는 부직포 연마체를 제공하는 단계; 및
연마체의 제1 주 표면 및 제2 주 표면 중 적어도 하나에 수분 배리어 층을 부착하는 단계
를 포함하는 부직포 연마 휠의 제조 방법. - 제17항에 있어서, 부직포 연마 휠은 컨볼루트 연마 휠 및 유니타이즈드 연마 휠 중 적어도 하나이고, 추가로 연마체는 약 1 그램/인치3 이상의 밀도를 갖고 약 75 그램/인치3 이하의 밀도를 갖는 부직포 연마 휠의 제조 방법.
- 제18항에 있어서, 수분 배리어 층은 알루미늄, 니켈, 크롬, 구리, 금, 백금, 은, 및 이들의 혼합물로 이루어진 군으로부터 선택되는 금속 층, 및 폴리에스테르 층을 포함하는 조성 금속화 필름을 포함하는 부직포 연마 휠의 제조 방법.
- 제19항에 있어서, 수분 배리어 필름은 접착제에 의해 연마체에 부착되는 부직포 연마 휠의 제조 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201462085867P | 2014-12-01 | 2014-12-01 | |
| US62/085,867 | 2014-12-01 | ||
| PCT/US2015/062394 WO2016089672A1 (en) | 2014-12-01 | 2015-11-24 | Nonwoven abrasive wheel with moisture barrier layer |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170091663A true KR20170091663A (ko) | 2017-08-09 |
Family
ID=56092262
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177017480A Withdrawn KR20170091663A (ko) | 2014-12-01 | 2015-11-24 | 수분 배리어 층을 갖는 부직포 연마 휠 |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US10668597B2 (ko) |
| EP (1) | EP3227053B1 (ko) |
| JP (1) | JP6990584B2 (ko) |
| KR (1) | KR20170091663A (ko) |
| CN (1) | CN107000169A (ko) |
| BR (1) | BR112017011433A2 (ko) |
| MX (1) | MX2017006885A (ko) |
| WO (1) | WO2016089672A1 (ko) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3478447A4 (en) * | 2016-06-29 | 2020-03-11 | Saint-Gobain Abrasives, Inc. | ABRASIVE TOOLS AND TRAINING METHODS |
| BE1025501B1 (nl) * | 2017-08-22 | 2019-03-27 | Cibo N.V. | Schuurelement en werkwijze voor het vervaardigen van een schuurelement |
| KR20200083648A (ko) * | 2017-12-29 | 2020-07-08 | 생-고뱅 어브레이시브즈, 인코포레이티드 | 연마용 버핑 물품 |
| EP3829816A1 (en) * | 2018-07-30 | 2021-06-09 | 3M Innovative Properties Company | Self-contained buffing articles |
| JP7328529B2 (ja) * | 2019-09-20 | 2023-08-17 | 富士紡ホールディングス株式会社 | 刃物用研磨パッド |
| EP4281389A1 (en) | 2021-01-19 | 2023-11-29 | 3M Innovative Properties Company | Packaging for abrasive articles and methods of using the same |
| EP4341086A1 (en) | 2021-05-19 | 2024-03-27 | 3M Innovative Properties Company | Packaged abrasive articles |
Family Cites Families (60)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2431258A (en) * | 1946-02-05 | 1947-11-18 | Carborundum Co | Coated abrasive article and method of manufacturing the same |
| US2526928A (en) * | 1948-11-18 | 1950-10-24 | Fredrick W Borgerson | Grinding or abrasive machine of the disk type |
| DE1694594C3 (de) * | 1960-01-11 | 1975-05-28 | Minnesota Mining And Manufacturing Co., Saint Paul, Minn. (V.St.A.) | Reinigungs- und Polierkörper |
| US3016294A (en) * | 1959-04-21 | 1962-01-09 | Norton Co | Abrasive product |
| US4331453A (en) * | 1979-11-01 | 1982-05-25 | Minnesota Mining And Manufacturing Company | Abrasive article |
| US4652274A (en) | 1985-08-07 | 1987-03-24 | Minnesota Mining And Manufacturing Company | Coated abrasive product having radiation curable binder |
| US4903440A (en) | 1988-11-23 | 1990-02-27 | Minnesota Mining And Manufacturing Company | Abrasive product having binder comprising an aminoplast resin |
| CA2083868A1 (en) * | 1990-11-14 | 1993-06-12 | Chong Soo Lee | Coated abrasive having a coating of an epoxy resin coatable from water |
| US5236472A (en) | 1991-02-22 | 1993-08-17 | Minnesota Mining And Manufacturing Company | Abrasive product having a binder comprising an aminoplast binder |
| US5487940A (en) * | 1991-12-23 | 1996-01-30 | Mobil Oil Corp. | Oxygen and moisture barrier metallized film structure |
| US5604042A (en) * | 1991-12-23 | 1997-02-18 | Mobil Oil Corporation | Cellulose material containing barrier film structures |
| US5753343A (en) * | 1992-08-04 | 1998-05-19 | Minnesota Mining And Manufacturing Company | Corrugated nonwoven webs of polymeric microfiber |
| US5355636A (en) * | 1992-10-01 | 1994-10-18 | Minnesota Mining And Manufacturing Company | Tear resistant coated abrasive article |
| US5631066A (en) * | 1993-01-25 | 1997-05-20 | Chronopol, Inc. | Process for making metalized films and films produced therefrom |
| US5429545A (en) * | 1993-08-30 | 1995-07-04 | Meyer; Josephine R. | Pad for wetcleaning porcelain greenware and method |
| US5378252A (en) | 1993-09-03 | 1995-01-03 | Minnesota Mining And Manufacturing Company | Abrasive articles |
| US5667842A (en) | 1993-10-27 | 1997-09-16 | Minnesota Mining And Manufacturing Company | Abrasive articles incorporating addition polymerizable resins and reactive diluents, and methods of making said abrasive articles |
| US5858140A (en) * | 1994-07-22 | 1999-01-12 | Minnesota Mining And Manufacturing Company | Nonwoven surface finishing articles reinforced with a polymer backing layer and method of making same |
| US5591239A (en) | 1994-08-30 | 1997-01-07 | Minnesota Mining And Manufacturing Company | Nonwoven abrasive article and method of making same |
| US5775984A (en) * | 1994-09-23 | 1998-07-07 | Olson; Jim C. | Removable-resuable fibrous scrubbing pad for use in wet power orbital scuffing applications |
| US5712210A (en) * | 1995-08-30 | 1998-01-27 | Minnesota Mining And Manufacturing Company | Nonwoven abrasive material roll |
| JP2808261B2 (ja) * | 1995-10-31 | 1998-10-08 | 株式会社コバックス | 研磨シートおよびその製造方法 |
| JPH09215644A (ja) * | 1996-02-07 | 1997-08-19 | Johnson Kk | 自動床洗浄機 |
| DE69627538T2 (de) | 1996-05-03 | 2004-04-08 | Minnesota Mining And Manufacturing Company, St. Paul | Nichtgewebte schleifmittel |
| US5919549A (en) * | 1996-11-27 | 1999-07-06 | Minnesota Mining And Manufacturing Company | Abrasive articles and method for the manufacture of same |
| AU6464698A (en) * | 1997-03-21 | 1998-10-20 | Kimberly-Clark Worldwide, Inc. | Dual-zoned absorbent webs |
| US5851142A (en) * | 1997-03-26 | 1998-12-22 | Unisand Incorporated | Combined grinding and polishing tool |
| US20040261208A1 (en) * | 1998-06-12 | 2004-12-30 | Mckay William D. | Cleaning mat with a plurality of disposable sheets |
| CN1210451C (zh) * | 1998-10-14 | 2005-07-13 | 旭土建株式会社 | 立体构造状网状织物 |
| US6017351A (en) * | 1998-11-17 | 2000-01-25 | Street; Vernon D. | Cosmetic method for removing detritus and foreign matter from the epidermis and a cosmetic abrasive pad for scrubbing the epidermis |
| US6352567B1 (en) * | 2000-02-25 | 2002-03-05 | 3M Innovative Properties Company | Nonwoven abrasive articles and methods |
| US6780096B1 (en) * | 2000-06-21 | 2004-08-24 | 3M Innovative Properties Company | Spiral wound abrasive belt and method |
| US6805722B2 (en) * | 2002-10-01 | 2004-10-19 | 3M Innovative Properties Company | Apparatus and method for forming a spiral wound abrasive article, and the resulting article |
| JP2004142029A (ja) * | 2002-10-24 | 2004-05-20 | Noritake Co Ltd | ビトリファイド研削砥石 |
| US6979713B2 (en) | 2002-11-25 | 2005-12-27 | 3M Innovative Properties Company | Curable compositions and abrasive articles therefrom |
| US20050227599A1 (en) * | 2004-04-08 | 2005-10-13 | 3M Innovative Properties Company | Conversion pad with moisture barrier |
| US7393371B2 (en) * | 2004-04-13 | 2008-07-01 | 3M Innovative Properties Company | Nonwoven abrasive articles and methods |
| US20060003121A1 (en) * | 2004-06-30 | 2006-01-05 | Scheller Joseph A | Abrasive article packaging and method of making same |
| US20060000731A1 (en) * | 2004-06-30 | 2006-01-05 | Hayne Cheryl A | Abrasive article packaging and method of making same |
| WO2006102592A1 (en) * | 2005-03-24 | 2006-09-28 | 3M Innovative Properties Company | Metallized films and articles containing the same |
| US20060222796A1 (en) * | 2005-04-04 | 2006-10-05 | Morris Barry A | Structure comprising metallized film and ethylene copolymer |
| US20060265966A1 (en) * | 2005-05-24 | 2006-11-30 | Rostal William J | Abrasive articles and methods of making and using the same |
| US7661247B2 (en) | 2005-06-30 | 2010-02-16 | 3M Innovative Properties Company | Abrasive article packaging and method of making same |
| US7811342B1 (en) * | 2006-03-08 | 2010-10-12 | Saint-Gobain Abrasives, Inc. | Coated abrasive tools from non-blocked urethane prepolymer |
| US7985269B2 (en) * | 2006-12-04 | 2011-07-26 | 3M Innovative Properties Company | Nonwoven abrasive articles and methods of making the same |
| US20080233850A1 (en) | 2007-03-20 | 2008-09-25 | 3M Innovative Properties Company | Abrasive article and method of making and using the same |
| EP2323808B1 (en) * | 2008-07-18 | 2015-09-30 | 3M Innovative Properties Company | Polishing pad with floating elements and method of making and using the same |
| CN201346747Y (zh) | 2009-01-15 | 2009-11-18 | 武汉法山磨料磨具有限公司 | 一种防潮树脂砂轮 |
| WO2010150611A1 (ja) * | 2009-06-24 | 2010-12-29 | チッソ株式会社 | 表面凹凸構造を有する不織布及びそれを用いた製品 |
| MX2012007289A (es) * | 2009-12-31 | 2012-07-30 | Saint Gobain Abrasives Inc | Articulos abrasivos envasados y metodos para realizar los mismos. |
| CN201685187U (zh) | 2010-04-21 | 2010-12-29 | 宁波大华砂轮有限公司 | 磨削用砂轮 |
| CN102859060B (zh) * | 2010-04-22 | 2016-03-02 | 3M创新有限公司 | 含有化学活性颗粒的非织造纳米纤维幅材以及制造和使用非织造纳米纤维幅材的方法 |
| US8888561B2 (en) * | 2010-06-28 | 2014-11-18 | 3M Innovative Properties Company | Nonwoven abrasive wheel |
| TWI544064B (zh) | 2010-09-03 | 2016-08-01 | 聖高拜磨料有限公司 | 粘結的磨料物品及形成方法 |
| CN103189163B (zh) * | 2010-11-18 | 2016-06-08 | 3M创新有限公司 | 回旋砂轮及制造方法 |
| JP5780770B2 (ja) | 2011-02-01 | 2015-09-16 | スリーエム イノベイティブ プロパティズ カンパニー | 不織布研磨ロール及びその製造方法 |
| PL2697416T3 (pl) | 2011-04-14 | 2017-09-29 | 3M Innovative Properties Company | Artykuł ścierny z włókniny zawierający aglomeraty ukształtowanych ziaren ściernych wiązanych elastomerem |
| US9314903B2 (en) * | 2012-06-27 | 2016-04-19 | 3M Innovative Properties Company | Abrasive article |
| US9486896B2 (en) | 2012-06-28 | 2016-11-08 | Saint-Gobain Abrasives, Inc. | Abrasive article and coating |
| US20160000291A1 (en) * | 2014-07-02 | 2016-01-07 | The Procter & Gamble Company | Nonwoven articles comprising abrasive particles |
-
2015
- 2015-11-24 WO PCT/US2015/062394 patent/WO2016089672A1/en not_active Ceased
- 2015-11-24 JP JP2017528996A patent/JP6990584B2/ja active Active
- 2015-11-24 MX MX2017006885A patent/MX2017006885A/es unknown
- 2015-11-24 BR BR112017011433-0A patent/BR112017011433A2/pt not_active Application Discontinuation
- 2015-11-24 US US15/528,814 patent/US10668597B2/en active Active
- 2015-11-24 EP EP15865980.5A patent/EP3227053B1/en active Active
- 2015-11-24 CN CN201580065409.4A patent/CN107000169A/zh active Pending
- 2015-11-24 KR KR1020177017480A patent/KR20170091663A/ko not_active Withdrawn
-
2020
- 2020-04-02 US US16/838,578 patent/US20200230783A1/en active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017538589A (ja) | 2017-12-28 |
| US20170334038A1 (en) | 2017-11-23 |
| US20200230783A1 (en) | 2020-07-23 |
| BR112017011433A2 (pt) | 2018-04-03 |
| MX2017006885A (es) | 2017-08-14 |
| CN107000169A (zh) | 2017-08-01 |
| US10668597B2 (en) | 2020-06-02 |
| JP6990584B2 (ja) | 2022-01-12 |
| EP3227053B1 (en) | 2021-01-27 |
| EP3227053A1 (en) | 2017-10-11 |
| EP3227053A4 (en) | 2018-08-08 |
| WO2016089672A1 (en) | 2016-06-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20200230783A1 (en) | Nonwoven abrasive wheel with moisture barrier layer | |
| CN101557905B (zh) | 非织造磨料制品及其制备方法 | |
| US10556323B2 (en) | Nonwoven abrasive article and method of making the same | |
| JP5774102B2 (ja) | 不織布研磨ホイール | |
| WO2012141905A2 (en) | Nonwoven abrasive article containing elastomer bound agglomerates of shaped abrasive grain | |
| JP2013530062A5 (ko) | ||
| WO2015038401A1 (en) | Nonwoven abrasive article with wax antiloading compound and method of using the same | |
| CN103189163B (zh) | 回旋砂轮及制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20170626 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| PC1203 | Withdrawal of no request for examination |