KR20160041971A - 대형 입방체 형상 물건에 대한 잉크젯 프린팅 - Google Patents
대형 입방체 형상 물건에 대한 잉크젯 프린팅 Download PDFInfo
- Publication number
- KR20160041971A KR20160041971A KR1020167005759A KR20167005759A KR20160041971A KR 20160041971 A KR20160041971 A KR 20160041971A KR 1020167005759 A KR1020167005759 A KR 1020167005759A KR 20167005759 A KR20167005759 A KR 20167005759A KR 20160041971 A KR20160041971 A KR 20160041971A
- Authority
- KR
- South Korea
- Prior art keywords
- ral
- ink
- cube
- inkjet
- ultraviolet
- Prior art date
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M7/00—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock
- B41M7/0081—After-treatment of prints, e.g. heating, irradiating, setting of the ink, protection of the printed stock using electromagnetic radiation or waves, e.g. ultraviolet radiation, electron beams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J3/00—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed
- B41J3/407—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed for marking on special material
- B41J3/4073—Printing on three-dimensional objects not being in sheet or web form, e.g. spherical or cubic objects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/0082—Digital printing on bodies of particular shapes
- B41M5/0088—Digital printing on bodies of particular shapes by ink-jet printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D88/00—Large containers
- B65D88/02—Large containers rigid
- B65D88/12—Large containers rigid specially adapted for transport
Abstract
본 발명에 따른 입방체 형상 물건에 대한 자외선 경화성(UV curable) 잉크젯 프린팅 방법은: a) 상기 입방체 형상 물건에 잉크젯 프린팅 장치의 적어도 일부분을 물리적 접촉시켜 유지시키는 단계; 및 b) 상기 입방체 형상 물건의 적어도 하나의 수직 패널에 적어도 한 가지의 자외선 경화성 잉크의 이미지(image)를 분사(jet)하고 자외선 경화시키는 단계;를 포함하고, 상기 입방체 형상 물건은 수송통합 화물 컨테이너, 크레이트(crate), 트럭, 트레일러, 세미-트레일러(semi-trailer), 및 박스카(boxcar)로부터 선택된다.
Description
본 발명은 수송통합 화물 컨테이너(intermodal freight container), 트럭, 및 철도 차량과 같은 대형 입방체 형상의 물건에 대한 잉크젯 프린팅에 관한 것이다.
1990년대 이후, 특히 비-벌크성 원자재(non-bulk commodities)의 해외 시장 및 국내 시장에서 제품들의 발송을 위하여, 컨테이너에 의한 수송통합 운송이 두드러지게 되었다. "수송통합"이라 함은, 컨테이너의 내용물을 풀어 놓거나 다시 적재함 없이 컨테이너가 어떤 하나의 수송 모드(mode of transport)로부터 다른 수송 모드로, 예를 들어 배로부터 철도로 그리고 트럭으로, 이동될 수 있음을 의미한다.
수송통합 화물 컨테이너의 제조는 널리 알려져 있다. 일반적으로, 컨테이너들은 스틸로 만들어지고, 컨테이너의 조립에 있어서는 편평형 또는 주름형 금속 패널들의 생산 및 용접이 필요하다. 예를 들어 US 2010264137 (LAMPE)에 개시된 새로운 기술에 따르면, 열가소성 재료를 성형하여 컨테이너를 제작할 수 있다. 제작 과정의 마무리 단계에서는 용제 기반 페인트(solvent based paint)를 스프레이함에 의하여 컨테이너가 페인팅(painting)된다. 상기 페인팅에는 프라이머(primer)의 적용, 배경 페인트의 적용, 및 소유자 코드(owner code), 컨테이너 식별 코드(container identification code), 제품군 코드(product group code), 최대 하중, 컨테이너 하중, 재화 용량(cubic capacity) 등과 같은 텍스트 정보와 회사 로고의 적용이 포함된다. 상기 프라이머의 적용 및 배경 페인트의 적용은 예를 들어 CN 101480643 (CIMC)에 개시된 바와 같은 자동 페인트 스프레이 장치에 의하여 수행되는 것이 통상적이다. 텍스트 정보와 회사 로고의 페인팅은 접착 마스크의 내측에 페인트를 스프레이한 다음에, 컨테이너 패널 상에 문자들과 상기 로고의 접착 마스크를 적용함으로써 수행된다. 이와 같은 페인팅 과정은, 특히 복수의 색상들이 필요한 경우에 많은 시간이 소요되고 종종 상기 마스크의 적용에서 오류가 발생하여 시간이 추가적인 손실은 물론, 고가의 페인팅 작업을 다시 해야 한다는 문제가 있다.
생산성 향상의 시도로서, 상기 마스크들은 필요한 로고 및/또는 문자들이 미리 프린트된 접착성 장식 필름(adhesive decorative film)(소위 '데칼(decal)'로 호칭됨)으로 대체된바 있다. 이 방법에 의하여 문자 정보와 관련한 오류가 현저히 감소되었다. 그러나, 컨테이너의 강도 증가를 위하여 컨테이너에서 이용되는 주름형 패널들로 인하여, 상기 장식 필름들이 종종 비스듬하게 적용되는 단점이 있다. 참고적으로 EP 2108515 A (BOEING)에는 대형 윤곽 표면 상에 그래픽 이미지를 정밀하게 배치시키고 적용하기 위한 장치가 개시되어 있는바, 상기 장치는 그래픽 이미지가 적용되어야 하는 표면의 일부분 상에 장착된 유연성 레일 배치 시스템(flexible-rail positioning system)을 포함한다.
또한, 시간의 경과에 따라서, 상기 접착에 의한 표시 중 일부가 기상 조건, (예를 들어 바닷물 및 운송 교통 배기가스 등에의 노출과 같은) 운송 조건, 및 파손행위(vandalism) 등으로 인하여 컨테이너의 패널로부터 없어지는 문제가 관찰되었다. US 2010316853 A (AIRBUS)에는 상기 장식 필름을 침식으로부터의 보호하기 위하여, 항공기에 자외선 필터를 함유하는 투명 페인트의 층을 스프레이하는 방안이 개시되어 있다.
US 20070062383 A1 (University de Poitiers)에는 고정된 표면 상에 대형 포맷의 3차원 프린팅을 수행하기 위한 프린트 로봇이 개시되어 있는데, 상기 로봇은 잉크젯 프린팅 조립체, 수개의 축을 따라서 상기 잉크젯 프린팅 조립체를 변위 및 각도변경하기 위한 수단, 상기 수단을 제어하는 적어도 하나의 제어 유닛, 및 상기 표면 상에 스프레이되는 잉크의 건조 장치를 포함하며, 상기 변위 및 각도변경 수단은 병진운동에 있어서 3자유도를 가져서 상기 프린팅 조립체를 수평, 수직, 및 깊이 방향으로 병진운동시켜 배치할 수 있는 캐리어(carrier)와, 2자유도로 회전할 수 있고 상기 프린팅 조립체를 지지하여 상기 프린팅 조립체의 각도변경을 보장함으로써 프린팅 조립체가 두 개의 직교하는 축들(Rx, Ry)을 중심으로 하여 회전할 수 있게 하는 손목부를 포함한다. 상기 프린트 로봇은 상기 고정된 표면과 물리적으로 접촉하지 않는다.
따라서 수송통합 화물 컨테이너와 같은 대형 입방체 형상 물건 상에 로고, 안전 문구, 및 문자 정보를 적용하기 위한 방법을 개선할 필요가 여전히 존재한다.
전술된 문제점들을 해결하기 위하여, 본 발명의 바람직한 실시예들은 청구항 1 에 기재된 잉크젯 프린팅 방법에 의하여 구현된다.
상기 프린팅 방법은 자외선 경화성 잉크 및 자외선 경화를 이용하는 것으로서, 수송통합 화물 컨테이너의 제작을 위한 작업흐름을 단순화시킴으로써 생산성을 제고하며 이로써 제작 공정이 보다 경제적으로 되게 한다.
상기 잉크젯 프린팅 방법의 장점은, 대형 입방체 형상 물건 각각에 다양한 정보 및 이미지가 프린팅될 수 있다는 점이다. 이것은, 컨테이너 제작사들이 상기 대형 표면을 장기간 영속하는 광고용으로 판매함으로써 추가 수입을 올릴 수 있게 한다. 또한 예를 들어 바코드와 QR코드와 같은 컨테이너 식별 코드 또는 소유자 코드에 있어서 오류가 거의 없는 컴퓨터에 의하여 문자 정보가 제어된다는 장점이 있다.
본 발명의 다른 효과 및 목적은 아래의 상세한 설명으로부터 명확히 이해될 것이다.
도 1 에는 종래 기술의 입방체 형상 수송통합 화물 컨테이너가 도시되어 있다.
도 2 에는 표준형 컨테이너 골격(6)의 사시도가 도시되어 있다.
도 3 에는 표준형 컨테이너의 분해도가 도시되어 있다.
도 4 에는 대형 입방체 형상 물건의 예들인, 트럭(25), 트레일러(26), 세미-트레일러(27), 및 박스카(28)가 도시되어 있다.
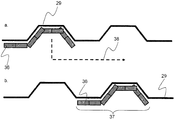
도 5 에는 컨테이너의 주름 표면(29)의 단면이 도시되어 있는데, 상기 주름 표면은 피동형 거리 콘트롤러(passive distance controller)로서의 돌출부(31)들을 구비한 레일(30)을 이용하여 프린팅되고 있으며, 이로써 제1 위치(32)에서의 프린트 헤드와 제2 위치(33)에서의 프린트 헤드가 상기 주름 표면(29)으로부터 대략적으로 동일한 거리를 두고 있게 된다.
도 6 에는 컨테이너의 주름 표면(29)의 단면이 도시되어 있는데, 상기 주름 표면은 능동형 거리 콘트롤러(35)를 이용하여 프린팅되고 있으며, 이로써 제1 위치(32)에서의 프린트 헤드와 제2 위치(33)에서의 프린트 헤드가 상기 주름 표면(29)에 대해 대략적으로 동일한 거리를 두고 있게 된다.
도 7 에는 복수의 개별 프린트 헤드(36)들로 이루어진 프린트 헤드 어레이(print head array; 37)를 이용하여 주름 표면(29)에 대해 프린팅을 수행하는 바람직한 실시예가 도시되어 있다.
도 2 에는 표준형 컨테이너 골격(6)의 사시도가 도시되어 있다.
도 3 에는 표준형 컨테이너의 분해도가 도시되어 있다.
도 4 에는 대형 입방체 형상 물건의 예들인, 트럭(25), 트레일러(26), 세미-트레일러(27), 및 박스카(28)가 도시되어 있다.
도 5 에는 컨테이너의 주름 표면(29)의 단면이 도시되어 있는데, 상기 주름 표면은 피동형 거리 콘트롤러(passive distance controller)로서의 돌출부(31)들을 구비한 레일(30)을 이용하여 프린팅되고 있으며, 이로써 제1 위치(32)에서의 프린트 헤드와 제2 위치(33)에서의 프린트 헤드가 상기 주름 표면(29)으로부터 대략적으로 동일한 거리를 두고 있게 된다.
도 6 에는 컨테이너의 주름 표면(29)의 단면이 도시되어 있는데, 상기 주름 표면은 능동형 거리 콘트롤러(35)를 이용하여 프린팅되고 있으며, 이로써 제1 위치(32)에서의 프린트 헤드와 제2 위치(33)에서의 프린트 헤드가 상기 주름 표면(29)에 대해 대략적으로 동일한 거리를 두고 있게 된다.
도 7 에는 복수의 개별 프린트 헤드(36)들로 이루어진 프린트 헤드 어레이(print head array; 37)를 이용하여 주름 표면(29)에 대해 프린팅을 수행하는 바람직한 실시예가 도시되어 있다.
<정의>
"이미지"라는 용어는, 문자, 숫자, 그래픽, 로고, 사진, (바코드, QR코드 등과 같은) 식별 코드 등을 포함하는 것이다. 이미지는 한 가지 이상의 색상으로 정해질 수 있다.
본원에서 사용되는 "잉크젯 잉크 세트"라는 용어는 잉크젯 프린팅 장치에 연결되는 잉크젯 잉크 세트를 의미한다.
<자외선 경화
잉크젯
프린팅 방법>
본 발명에 따른 입방체 형상 물건에 대한 자외선 경화 잉크젯 프린팅 방법은: a) 잉크젯 프린팅 장치의 적어도 일부분을 입방체 형상 물건과 물리적으로 접촉하게 하고 유지하는 단계; 및 b) 상기 입방체 형상 물건의 적어도 하나의 수직 패널에 한 가지 이상의 자외선 경화성 잉크로 된 이미지를 분사하고 자외선 경화시키는 단계;를 포함하고, 상기 입방체 형상 물건은 수송통합 화물 컨테이너, 크레이트, 트럭, 트레일러, 세미-트레일러, 및 박스카로부터 선택된다. 바람직한 실시예에서는, 상기 입방체 형상 물건이 수송통합 화물 컨테이너이다.
우수한 이미지 품질을 얻기 위하여는 잉크젯 프린팅 장치의 적어도 일부분을 입방체 형상 물건과 물리적으로 접촉하게 하고 유지함이 필요한 것으로 밝혀졌다. 바람직하게는 상기 입방체 형상 물건의 수직 패널의 (예를 들어, 도 2 의 모서리 맞춤부(9)인) 두 개의 모서리에서, 더 바람직하게는 세 개의 모서리에서, 가장 바람직하게는 네 개의 모서리에서 접촉이 이루어진다. 이로 인하여, 상기 수직 패널과 평행한 평면과 잉크젯 노즐 사이의 평균 거리를 정밀하게 제어할 수 있게 된다. 상기 수직 패널은 그 평면과 완전히 일치하도록 완전히 편평한 것일 수 도 있으나, 통상적으로 수직 패널은 완전히 편평하기보다는 도 3 에서 컨테이너의 측벽 패널(16)로서 도시된 바와 같이 주름 표면을 갖는다. 주름진 측벽을 가진 패널은, 컨테이너의 물리적 강도를 증가시키는 경향을 갖기 때문에 유리하다.
상기 모서리 맞춤부들은 통상적으로 스틸(steel)로 만들어지며, 이로써 상기 입방체 형상 물건과 잉크젯 프린팅 장치 간의 물리적 접촉을 실현함에 있어서 자석이 사용될 수 있다. 상기 자석들은 전자석인 것이 바람직한데, 왜냐하면 상기 입방체 형상 물건에 대한 잉크젯 프린팅 장치의 부착 및 분리가 전류의 개별적인 온/오프 전환에 의하여 쉽게 제어될 수 있기 때문이다. 대안적으로는, 물리적 접촉의 실현을 위하여 흡입 컵 또는 클램프가 사용될 수 있다. 흡입 컵은 클램프보다 스크래치와 같은 표면 손상을 덜 유발하는 경향이 있기 때문에 흡입 컵들이 바람직하다.
바람직한 실시예에서, 상기 물리적 접촉은 흡입 컵, 전자석, 및 클램프로 이루어진 군으로부터 선택된 2, 3, 4, 또는 그 이상의 부착 수단에 의하여 얻어진다.
더 바람직한 실시예에서는, 물리적 접촉이 모서리 맞춤부(9)에서만 이루어지기 보다는, 도 2 에 도시된 바와 같이 컨테이너 골격(6)의 모서리 포스트(corner post; 10) 및/또는 상단부 레일(top end rail; 8)에서도 이루어진다.
잉크젯 프린팅 장치의 일부분을 입방체 형상 물건과 물리적으로 접촉하게 함은, 상기 잉크젯 프린팅 장치의 일부분을 하나 이상의 레일 상에서 상기 입방체 형상 물건을 향하여 슬라이딩하게 함으로써, 또는 상기 잉크젯 프린팅 장치의 일부분을 바퀴를 이용하여 상기 입방체 형상 물건을 향하여 진행하게 함으로써, 또는 상기 잉크젯 프린팅 장치를 상기 입방체 형상 물건을 향하여 스윙(swing)하게 함으로써 달성되는 것이 바람직하다. 후자의 경우, 상기 잉크젯 프린팅 장치 또는 상기 잉크젯 프린팅 장치의 적어도 일부분이 상기 잉크젯 프린팅 장치 및 입방체 형상 물건이 위치되어 있는 작업실의 천정에 매달릴 수 있지만, 바람직하게는 상기 잉크젯 프린팅 장치 또는 상기 잉크젯 프린팅 장치의 적어도 일부분이 상기 입방체 형상 물건 위에 장착된 브리지(bridge)에 매달릴 수 있다.
물리적 접촉을 유지하기 위하여 흡입 컵, 전자석, 및 클램프를 사용하는 대신에, 표면에 접촉만 하는 단순한 형태의 표면 감지 장치가 사용될 수도 있다. 이 경우 물리적 접촉을 유지하는 힘은, 잉크젯 프린팅 장치의 적어도 일부분을 상기 수직 패널에 대해 가압할 수 있는 수단에 의하여 가해진다. 바람직하게는 상기 표면 감지 장치도 상기 대형 입방체 형상 물건의 적어도 두 개의 모서리, 보다 바람직하게는 세 개의 모서리, 그리고 가장 바람직하게는 네 개의 모서리에 배치된다.
바람직하게는 입방체 형상 물건과 잉크젯 프린팅 장치 간의 물리적 접촉을 실현하기 위한 흡입 컵, 전자석, 및 클램프와 같은 부착 수단이, 상기 입방체 형상 물건에 대한 잉크젯 프린팅 장치의 최적 정렬을 위하여 X, Y, 및 Z 방향으로 조절될 수 있다.
측벽 패널(16) 상에서 이미지의 위치선정 및 중심잡기를 정확하게 수행하기 위하여, 상측 레일(top side rail; 7) 및/또는 모서리 포스트(10)에 감지 장치가 존재할 수도 있다.
상기 수직 패널이 완전히 편평한 것이 아니라 예를 들어 주름 표면을 가진 경우에는, 상기 적어도 하나의 수직 패널의 표면과 잉크젯 노즐 사이의 거리가 능동형 또는 피동형 거리 콘트롤러에 의하여 제어된다.
능동형 거리 콘트롤러의 기술은 해당 기술분야에서 잘 알려져 있다. 예를 들어, 운전자의 주차를 돕기 위한 PDC 시스템(Parking Distance Control System)에서 사용되는 초음파 센서가 이용될 수 있다. 레이저 또는 레이저 다이오드를 이용하는 능동 거리 제어 시스템은 US 5864391 (DENSO) 등에 개시되어 있는 레이더 장치 또는 속도 측정기에서도 이용된다. 자외선 경화 잉크젯 프린팅 방법의 바람직한 실시예에서는, 상기 능동형 거리 콘트롤러가 초음파 센서, 적외선 센서, 또는 거리 측정용 광선 센서라고도 호칭되는 광전 거리 센서를 이용한다. 거리 측정용 광전 센서는 물건의 위치에 관한 동적 연속 아날로그 출력 신호를 제공하며, 어떤 경우에는 디지털 출력도 가능할 수 있다. 이 센서는 센서에 의하여 반사되어 되돌아오는 가시적인 적색광 또는 바람직하게는 레이저광을 방출한다.
대안적으로는 피동형 거리 콘트롤러가 사용될 수 있다. 피동형 거리 콘트롤러는 도 5 에 도시된 바와 같이 돌출부(31)들을 구비한 레일(30)과 같은 고정된 수단으로서, 상기 돌출부들은 수직 패널의 요부와 일치되어서, 프린트 헤드가 레일(30)을 가로질러 이동함에 따라서 상기 적어도 하나의 수직 패널의 표면과 잉크젯 노들 사이의 거리 편차가 최소로 된다. 상기 레일에 구비된 돌출부들은 쉽게 변위가능한 것이 바람직한데, 이로써 동일한 잉크젯 프린팅 장치에 의하여 다양한 주름 표면을 가진 수직 패널에 프린팅을 수행할 수 있다. 능동형 거리 콘트롤러는 피동형 거리 콘트롤러에 비하여, 피동형 거리 콘트롤러의 상이한 형상으로 인하여 피동형 거리 콘트롤러를 변위시킬 필요없이 주름 표면의 존재 여부와 무관하게 다양한 형상의 수직 패널에 대해 잉크젯 프린팅을 수행할 수 있다는 장점을 갖는다.
자외선 경화 잉크젯 프린팅 방법에서, 이미지는 상기 입방체 형상 물건의 적어도 두 개의 패널들에서 동시에 분사 및 경화되는 것이 바람직하다. 예를 들어 상기 이미지는 도 3 에 도시된 바와 같이 컨테이너의 양측 측벽 패널(16)들 모두에서 동시에 분사 및 경화됨이 바람직하다.
또한 수평의 루프 패널(roof panel) 상에도 이미지가 분사 및 경화됨이 바람직하다. 이러한 이미지는 컨테이너 식별 코드를 포함할 수 있는데, 이것은 스트래들 캐리어(straddle carrier)의 작동자에게 유용할 수 있다. 보다 바람직한 실시예에서, 상기 루프 패널 상의 이미지는 도 3 에 도시된 컨테이너의 양쪽 측벽 패널(16)들 모두와 동시에 분사 및 경화된다.
<입방체 형상 물건>
입방체 형상 물건은 수송통합 화물 컨테이너, 크레이트, 트럭, 트레일러, 세미-트레일러, 및 박스카로부터 선택된다. 바람직한 실시예에서, 입방체 형상 물건은 수송통합 화물 컨테이너이고, 바람직하게는 도 1 에 도시된 바와 같이 냉동 유닛(refrigeration unit; 4)을 포함하는 냉동 컨테이너 (또는 리퍼 컨테이너(reefer container)) (2)이다.
도 1 에는 단지 표준 컨테이너(1), 리퍼 컨테이너(2), 및 상부 개방 컨테이너(3)와 같은 수송통합 화물 컨테이너의 예들이 도시되어 있다. 수송통합 화물 컨테이너의 대부분의 부품들 및 이들의 조립에 관하여는 도 2 및 도 3 을 참조하면 된다.
다른 바람직한 입방체 형상 물건으로서는 크레이트가 있는데, 이것은 저장을 위하여 나무로 만들어진 컨테이너 또는 발송용 컨테이너이다.
다른 바람직한 입방체 형상 물건으로서는 트럭(25), 트레일러(26), 세미-트레일러(27), 및 박스카(28)가 있다. 박스카는 화물 철도 차량으로 알려져 있기도 하다.
바람직하게는 상기 수송통합 화물 컨테이너가 5.5 m 내지 13.8 m 사이의 길이, 대략 2.4 m의 폭, 및 2.2 m 내지 2.9 m 사이의 높이에 해당하는 외부 치수를 갖는다.
바람직하게는 상기 대형 입방체 형상 물건이 1 m3 초과, 바람직하게는 3 m3 초과, 더 바람직하게는 10 m3 초과의 내부 체적을 갖는다.
바람직하게는 상기 입방체 형상 물건이 ISO 668:2013 의 규정에 부합하는 수송통합 화물 컨테이너이다.
현재, 수직 패널 상에 자외선 경화된 잉크젯 이미지를 갖는 입방체 형상의 수송통합 화물 컨테이너가 알려져 있거나 고려된 적이 없기 때문에, 본 발명의 바람직한 실시예는 전술된 잉크젯 프린팅 방법을 포함하는, 입방체 형상의 수송통합 화물 컨테이너를 제작하는 방법도 포함한다.
상기 수직 패널을 주름형 패널일 수 있다. 바람직한 실시예에서는 상기 주름이 5 mm 미만의 깊이를 가져서 프린팅 속도가 극대화될 수 있으며, 주름이 없는 것이 더 바람직하다. 바람직한 선택안에 따른 주름이 없는 패널은, 예를 들어 편평한 판으로 주름진 측벽 패널을 덮음으로써 얻어질 수 있다. 이와 같은 방식에 의하면, 주름에 의한 컨테이너의 물리적 강도는 물론, 편평한 표면으로 인한 이미지 품질 극대화가 모두 가능하게 된다.
<자외선 경화성 잉크>
상기 입방체 형상 물건과 물리적으로 접촉하는 잉크젯 프린팅 장치에 의하여 한 가지 이상의 자외선 경화성 잉크가 분사되고 자외선에 의해 경화된다.
상기 한 가지 이상의 자외선 경화성 잉크는 자유 래디컬 경화성 잉크(free radical curable ink)인 것이 바람직하다. 양이온에 의해 경화가능한 잉크젯 잉크는 자외선 미광(UV stray light)으로 인하여 산업용 잉크젯 프린팅 시스템에서 분사 신뢰성의 문제를 발생시키는 것으로 나타났다. 노즐에 자외선 미광에 부딪침으로 인하여, 노즐 안에 경화된 잉크가 막힘으로 인하여 노즐의 고장으로 귀결될 수 있다. 래디컬 류(radical species)가 훨씬 더 짧은 수명을 갖는 자유 래디컬 잉크와는 달리, 양이온에 의해 경화가능한 잉크는 일단 노즐에서 자외선에 의해 산 류(acid species)가 발생된 이후에는 경화를 계속한다.
바람직하게는 상기 자외선 경화성 잉크젯 잉크가 자외선 경화성 잉크젯 잉크 세트의 일부분이다. 바람직하게는 상기 경화성 잉크 세트가 적어도 하나의 경화성 시안색 잉크(cyan curable ink)(C), 적어도 하나의 경화성 마그네타색 잉크(magenta curable ink)(M), 및 적어도 하나의 경화성 황색 잉크(yellow curable ink)(Y)를 포함하고, 바람직하게는 적어도 하나의 경화성 검정색 잉크(K)도 포함한다. 색상 영역(colour gamut)을 더 확장하기 위하여, 상기 경화성 CMYK 잉크 세트는 적색, 녹색, 청색, 및/또는 오렌지색과 같은 추가 잉크를 더 구비하도록 확장될 수도 있다. 상기 상기 경화성 CMYK 잉크 세트는 광농도(light density) 잉크젯 잉크를 포함하는 완전한 농도 잉크젯 잉크의 조합에 의하여도 확장될 수 있다. 짙은 색상 잉크와 옅은 색상 잉크, 그리고/또는 검정색 잉크와 회색 잉크의 조합에 의하면, 색거칠기(graininess)가 낮아짐으로써 이미지 품질이 향상될 수 있다.
바람직한 실시예에서는, 상기 한 가지 이상의 자외선 경화성 잉크젯 잉크에 스폿 컬러 잉크젯 잉크도 포함된다. 보다 바람직한 실시예에서는, 상기 스폿 컬러 잉크젯 잉크가 RAL 1033, RAL 2000, RAL 2002, RAL 2004, RAL 3003, RAL 3005, RAL 3009, RAL 5003, RAL 5010, RAL 5013, RAL 5015, RAL 6002, RAL 6005, RAL 6013, RAL 6017, RAL 6018, RAL 7000, RAL 7031, RAL 7035, RAL 7037, RAL 7038, RAL 8004, RAL 8012, 및 RAL 9010 으로 이루어진 군으로부터 선택된 색상을 갖는다.
다른 실시예에서는, 잉크 혼합 스테이션(ink mixing station)을 이용하여 예를 들어 CMYK 의 자외선 경화성 잉크젯 세트를 기초로 하여 한 가지 이상의 (스폿 컬러) 자외선 경화성 잉크젯 잉크가 혼합될 수 있다. 잉크 혼합 스테이션은 RAL 1033, RAL 2000, RAL 2002, RAL 2004, RAL 3003, RAL 3005, RAL 3009, RAL 5003, RAL 5010, RAL 5013, RAL 5015, RAL 6002, RAL 6005, RAL 6013, RAL 6017, RAL 6018, RAL 7000, RAL 7031, RAL 7035, RAL 7037, RAL 7038, RAL 8004, RAL 8012, 및 RAL 9010 으로 이루어진 군으로부터 선택된 색상을 가진 잉크를 상기 기초가 되는 자외선 경화성 잉크젯 세트에 혼합할 수 있다.
스폿 컬러들에 의한 프린팅은 적은 잉크를 사용하는 고속 프린팅을 가능하게 함으로써 잉크젯 프린팅 과정의 생산성을 향상시킨다.
바람직한 실시예에서는, 상기 한 가지 이상의 자외선 경화성 잉크에 백색 잉크가 포함될 수 있다. 이것은 프라이머와 페인트의 색상을 가림으로써, 자외선 경화성 잉크로부터의 색상이 더 선명하게 됨을 가능하게 한다.
바람직한 실시예에서는, 상기 한 가지 이상의 자외선 경화성 잉크젯 잉크가 4 내지 6 가지의 자외선 경화성 잉크젯 잉크들로 이루어진 잉크 세트를 형성한다.
상기 자외선 경화성 잉크젯 잉크 세트는 RAL 1033, RAL 2000, RAL 2002, RAL 2004, RAL 3003, RAL 3005, RAL 3009, RAL 5003, RAL 5010, RAL 5013, RAL 5015, RAL 6002, RAL 6005, RAL 6013, RAL 6017, RAL 6018, RAL 7000, RAL 7031, RAL 7035, RAL 7037, RAL 7038, RAL 8004, RAL 8012, 및 RAL 9010 으로 이루어진 군으로부터 선택된 색상을 가진 네 가지의 잉크젯 잉크들을 이용하여 만들어질 수 있다.
바람직하게는, 상기 자외선 경화성 잉크젯 잉크 세트가 적어도 하나의 경화성 시안색 잉크(C), 적어도 하나의 경화성 마그네타색 잉크(M), 적어도 하나의 경화성 황색 잉크(Y), 그리고 바람직하게는 적어도 하나의 경화성 검정색 잉크(K)도 포함한다. 상기 경화성 CMYK 잉크 세트는 전술된 스폿 컬러들과 같은 추가 잉크에 의하여 확장될 수도 있다. CMYK 잉크들을 이용함으로써, 더 넓은 색상 영역을 활용할 수 있게 될 뿐만 아니라, 그래픽 아트 분야에서 사용되는 통상적인 색상 관리 시스템을 이용함도 가능하게 된다.
바람직하게는 상기 자외선 경화성 잉크젯 잉크의 정적 표면 장력(static surface tension)이 20 내지 40 mN/m 이고, 더 바람직하게는 22 내지 35 mN/m 이다. 이것은 제2 방사선 경화성 잉크젯 잉크(second radiation curable inkjet ink)에 의한 프린트능력의 관점에서 20 mN/m 이상인 것이 바람직하고, 젖음능력(wettability)의 관점에서는 30 mN/m 을 초과하지 않는 것이 바람직하다. 그러므로, 상기 한 가지 이상의 자외선 경화성 잉크젯 잉크는 적어도 한 가지의 계면활성제(surfactant)도 함유하는 것이 바람직하다.
전통적인 그래픽 아트 분야에서 사용된 자외선 경화성 잉크젯 잉크들은 보통 1,000 s- 1 의 전단율(shear rate) 및 25℃ 의 온도에서 30 mPa.s 미만, 종종 15 mPa.s 미만의 점도를 갖는다. 대형 입방체 형상 물건의 수직 패널들에 프린팅을 하기 위하여, 점도는 1,000 s- 1 의 전단율 및 25℃ 의 온도에서 40 mPa.s 를 초과하는 것이 바람직하다. 낮은 점도를 갖는 분사된 잉크가 수직 표면 아래로 흘러 내리지 않게 하기 위해서는 매우 높은 전력의 자외선 경화를 필요로 한다. 적절한 프린트 헤드들과 조합하여 높은 점도의 잉크를 사용함으로써, 자외선 경화 장치의 비용을 감소시킬 수 있다. 프린팅 속도를 극대화하기 위해서는, 상기 점도가 1,000 s- 1 의 전단율 및 25℃ 의 온도에서 600 mPa.s 보다 높지 않은 것이 바람직하다.
바람직한 일 실시예에서, 상기 한 가지 이상의 자외선 경화성 잉크는 한 가지 이상의 자외선 경화성 상변화 잉크에 해당된다. 자외선 경화성 상변화 잉크는 실온에서는 고체이지만 높은 분사 온도에서는 액체로 된다. 이와 같은 거동은 이미지 품질을 향상시키기 위하여 유리하게 사용될 수 있다. 자외선 경화성 상변화 잉크젯 잉크는 실온을 갖는 수직 패널에 착지함에 따라서 고화되고, 잉크의 흘러내림이 최소화된다. 자외선 경화성 상변화 잉크젯 잉크들은 해당 기술분야에서 통상의 지식을 가진 자에게 널리 알려져 있다. 이러한 잉크들은 예를 들어 US 2012224011 (XEROX) 및 US 2008122914 (XEROX)에 예시되어 있다.
<
프라이머
및 페인트>
프라이머 및 페인트의 화학 성질은 자외선 경화성 잉크에 따라서 상이할 수 있다. 예를 들어, 이들은 용제를 기반으로 한 것일 수 있는데, 이는 프라이머 및 페인트의 적용에 관한 요건이 자외선 경화성 잉크의 이미지 적용 측면에서의 요건들보다 덜 까다롭기 때문이다.
프라이머 및 페인트는 RAL 1033, RAL 2000, RAL 2002, RAL 2004, RAL 3003, RAL 3005, RAL 3009, RAL 5003, RAL 5010, RAL 5013, RAL 5015, RAL 6002, RAL 6005, RAL 6013, RAL 6017, RAL 6018, RAL 7000, RAL 7031, RAL 7035, RAL 7037, RAL 7038, RAL 8004, RAL 8012, 및 RAL 9010 로 이루어진 군으로부터 선택된 색상일 수 있다.
자외선 경화 잉크젯 프린팅 방법의 바람직한 실시예에서, 프라이머는 이미지의 분사 전에 수직 패널에 적용된다. 프라이머는 보통 녹방지 복합물과 같은 소정의 보호 성분을 포함한다. 그와 같은 성분으로 인하여 종종, 프라이머가 가용한 색상의 개수가 제한된다. 그러므로 바람직하게는, 상기 한 가지 이상의 자외선 경화성 잉크에 의한 이미지의 분사 전에, 프라이머가 작용된 수직 패널에 원하는 색상을 가진 페인트가 스프레이된다.
<착색제>
자외선 경화성 잉크젯 잉크 내의 착색제가 염료(dye)일 수도 있긴 하지만, 광 변색의 이유로 인하여 색상 안료(colour pigment)인 것이 바람직하다. 상기 안료를 포함하는 자외선 경화성 잉크는 안료의 분산을 위하여 분산제를 함유하는 것이 바람직하며, 더 바람직하게는 폴리머 분산제(polymeric dispersant)를 함유한다. 상기 안료를 포함하는 경화성 잉크는 분산 품질 및 잉크 안정성을 향상시키기 위하여 분산 증진제(dispersion synergist)를 함유할 수 있다.
상기 안료는 검정색, 시안색, 마그네타색, 황색, 적색, 오렌지색, 보라색, 청색, 녹색, 갈색, 이들의 혼합색 등의 색을 가진 것일 수 있다. 색상 안료는 허브스트 윌리(HERBST, Willy) 등에 의한 '산업용 유기 안료, 생산, 특성, 적용(Industrial Organic Pigments, Production, Properties, Applications)' 3판(Wiley - VCH , 2004. ISBN 3527305769)에 개시된 것들로부터 선택될 수 있다.
바람직한 안료들은 WO 2008/074548 (AGFA)의 문단 [0128] 내지 [0138]에 개시되어 있다. 혼합된 결정(mixed crystals)도 사용될 수 있다. 혼합 결정은 고용체(solid solution)라고 호칭되기도 한다. 예를 들어, 소정의 조건 하에서 상이한 퀴나크리돈(quinacridone)들이 서로 혼합되어 고용체를 형성하면, 이것은 그 복합물들 자체는 물론 복합물들의 물리적 혼합과는 전혀 상이한 것이 될 수 있다. 고용체에 있어서, 성분들의 분자들은 그 두 가지 성분들 중 한 가지의 결정 격자인 동일한 결정 격자 안에 들어가는데, 이는 항상 그렇진 않더라도 통상적으로 그러하다. 그로부터 얻어지는 결정성 고체(crystalline solid)의 x-ray 회절 패턴은 그 고체의 특성을 나타내며, 동일한 성분들을 동일한 비율로 물리적으로 혼합하였을 때의 패턴과 명백히 상이한 것일 수 있다. 상기 물리적 혼합물의 경우에는, 상기 성분들 각각의 x-ray 패턴이 구별될 수 있고, 보이는 선들 중 다수가 사라지는가의 여부가 고용체 형성의 기준들 중 하나이기도 한다. 상업적으로 입수가능한 샘플로서는 시바 특수 화학(Ciba Specialty Chemicals) 사의 'CinquasiaTM Magenta RT-355-D'가 있다.
안료들이 혼합물이 사용될 수도 있다. 예를 들어, 상기 자외선 경화성 잉크젯 잉크는 청색 안료, 시안색 안료, 마그네타색 안료, 및 적색 안료로 이루어진 군으로부터 선택된 적어도 한 가지의 안료와 검정색 안료를 포함할 수 있다. 이와 같은 검정색 잉크젯 잉크는 쉽고 우수한 색상 관리를 가능하게 하고, 또한 갈색 기운이 있는 검정색 대신에 기분좋게 중립적인 검정색을 제공하는 것으로 밝혀졌다.
유기성 색상 안료들 대신에 무기성 색상 안료가 사용될 수도 있다.
특히 바람직한 무기성 색상 안료들로서는 적외선 반사성 안료들이 있다. 이러한 안료를 이용함에 의한 장점으로서, 수송통합 화물 컨테이너, 트럭, 및 박스카에 전달되는 열이 적게 되어서, 컨테이너 안의 내용물의 유통기한이 더 길게 될 수 있다는 점이 있다. 적외선 반사성 안료를 사용하면, 리퍼 컨테이너에 의한 에너지 소비가 감소된다는 장점도 있다.
상기 적외선 반사성 안료는 유기성 색상 안료와 혼합될 수도 있다.
적절하고 상업적으로 입수가능한 적외선 반사성 안료에는 헌츠맨(Huntsman) 사의 'AltirisTM' 안료와, 쉐퍼드 컬러 컴퍼니(Shepherd Color Company) 사의 'ArcticTM' 적외선 반사성 안료가 있다.
잉크가 잉크젯 프린팅 장치, 특히 배출 노즐에서 자유로이 유동함을 가능하게 하기 위해서, 잉크젯 잉크 내의 안료 입자들은 충분히 작아야 한다. 최대 색상 강도(maximum colour strength) 및 침강(sedimentation) 저지를 위하여도 작은 입자들을 사용함이 바람직하다.
단일 색상을 생산하기 위해서는 4 내지 15㎛의 안료 입자들이 사용될 수 있지만, 자외선 경화성 잉크젯 잉크에 있어서의 복수의 색상을 생산하기 위해서는 안료 입자 크기의 산술 평균이, 바람직하게는 0.050 내지 1 ㎛ 사이, 더 바람직하게는 0.070 내지 0.300 ㎛ 사이, 특히 바람직하게는 0.080 내지 0.200 ㎛ 사이이다. 가장 바람직하게는, 안료 입자 크기의 산술 평균이 0.200 ㎛ 이하이다. 0.050 ㎛ 미만의 평균 입자 크기는 내광성(light fastness)의 감소로 인하여 덜 바람직하다. 0.200 ㎛ 보다 큰 평균 안료 입자 크기는 색상 영역을 감소시킨다. 안료 입자의 평균 입자 크기는 동적 광 산란(dynamic light scattering)의 원리에 기초한 '브룩해븐 인스트루먼트 파티클 사이저 BI90plus(Brookhaven Instruments Particle Sizer BI90plus)'에 의하여 결정된다. 잉크는 에틸 아세테이트(Brookhaven Instruments Particle Sizer)에 의하여 0.002 wt%의 안료 농도로 희석된다. BI90plus 의 측정 설정치들은 23℃에서 5회 구동(run), 90°의 각도, 635 nm의 파장, 및 그래픽=교정함수(correction function)이다.
그러나 백색 안료 잉크젯 잉크의 경우, 백색 안료의 입자 직경의 산술 평균은 바람직하게는 50 내지 500 nm이고, 더 바람직하게는 150 내지 400 nm이며, 가장 바람직하게는 200 내지 350 nm이다. 평균 직경이 50 nm 미만인 때에는 충분한 은폐력(hiding power)이 얻어질 수 없고, 평균 직경이 500 nm을 초과하는 때에는 잉크의 저장 능력 및 분사 적합성이 저하되는 경향이 있다.
평균 입자 크기(입자 직경의 산술 평균)의 결정은, 상기 안료를 포함하는 잉크젯 잉크의 희석된 샘플에 대하여 4mW 의 헬륨네온 레이저(4mW HeNe laser)에 의한 633 nm의 파장으로 광자상관법(photon correlation spectroscopy)을 실행함에 의하여 이루어질 수 있다. 적절한 입자 크기 분석기로서 고핀 베이비스(Goffin-Meyvis)사의 'MalvernTM nano-S'가 사용되었다. 예로서, 샘플은 1.5 mL의 에틸 아세테이트를 함유하는 큐벳(cuvette)에 한 방울의 잉크를 더함으로써 준비될 수 있고, 균질의 샘플이 얻어질 때까지 혼합된다. 20초 동안 6회 구동으로 이루어지는 3번의 연속적인 측정치들의 평균값이 측정된 입자 크기이다.
적합한 백색 안료는 WO 2008/074548 (AGFA)의 문단 [0116]에 표 2 로서 제시되어 있다. 백색 안료는 1.60 초과의 굴절률을 가진 안료인 것이 바람직하다. 백색 안료는 단일의 것으로 또는 조합된 것으로서 채택될 수 있다. 바람직하게는 1.60 초과의 굴절률을 가진 안료로서 티타늄 디옥사이드(titanium dioxide)가 사용된다. 바람직한 티나튬 디옥사이드 안료는 WO 2008/074548 (AGFA)의 문단 [0117] 및 [0118]에 개시되어 있다.
바람직하게는 안료가 3.0 wt% 내지 20.0 wt% 범위 내로 존재한다.
<분산제>
안료를 포함하고 방사선(radiation)에 의해 경화가능한 잉크젯 잉크(안료포함 방사선 경화성 잉크젯 잉크)는 안료의 분산을 위한 분산제, 더 바람직하게는 폴리머 분산제를 포함하는 것이 바람직하다. 상기 안료포함 방사선 경화성 잉크젯 잉크는 잉크젯 잉크의 분산 품질 및 안정성을 향상시키는 분산 증진제를 함유할 수 있다.
적합한 폴리머 분산제는 2 모노머(monomer)를 포함하는 코폴리머(copolymer)이지만, 3, 4, 5, 또는 그 이상의 모노머를 포함할 수 있다. 폴리머 분산제의 특성은 상기 모노머들의 성질과 그들의 폴리머 내에서의 분포 모두에 의존한다. 코폴리머 분산제는 다음과 같은 폴리머 성분들을 갖는 것이 바람직하다.
* 통계적으로 폴리머화된(statistically polymerized) 모노머들 (예를 들어 ABBAABAB 의 형태로 폴리머화된 모노머들 A 및 B);
* 교번적으로 폴리머화된(alternating polymerized) 모노머들 (예를 들어, ABABABAB 의 형태로 폴리머화된 모노머들 A 및 B);
* 구배방식(테이퍼방식)으로 폴리머화된(gradient (tapered) polymerized) 모노머들 (예를 들어, AAABAABBABBB 의 형태로 폴리머화된 A 및 B);
* 블록형 코폴리머(예를 들어, AAAAABBBBBB 의 형태로 폴리머화된 모노머 A 및 B) - 여기에서 (2, 3, 4, 5, 또는 그 이상의) 블록들 각각의 블록 길이는 폴리머 분산제의 분산 능력에 중요함;
* 그래프트 코폴리머(그래프트 코폴리머는 폴리머 백본(polymeric backbone) 및 상기 폴리머 백본에 부착된 폴리머 사이드 체인(polymeric side chain)을 포함함); 및
* 예를 들어 블록형 구배방식의 코폴리머와 같이, 상기 폴리머들이 혼합된 형태.
적합한 폴리머 분산제는 EP 1911814 A (AGFA) 의 "분산제" 섹션, 구체적으로는 문단 [0064] 내지 [0077]에 열거되어 있다.
상기 폴리머 분산제는 바람직하게는 500 내지 30000 사이, 더 바람직하게는 1500 내지 10000 사이의 수 평균 분자량(number average molecular weight)(Mn)을 갖는다.
상기 폴리머 분산제는 바람직하게는 100,000 미만, 더 바람직하게는 50,000 미만, 가장 바람직하게는 30,000 미만의 무게 평균 분자량(weight average molecular weight)(Mw)을 갖는다.
상기 폴리머 분산제는 바람직하게는 2 미만, 더 바람직하게는 1.75 미만, 가장 바람직하게는 1.5 미만의 다분산도(polydispersity)(PD)를 갖는다.
특히 권장되는 상업적으로 입수가능한 폴리머 분산제에는 'NOVEON' 사의 'SolsperseTM' 분산제, 'CIBA SPECIALTY CHEMICALS INC' 사의 'EfkaTM' 분산제, 및 'BYK CHEMIE GMBH' 사의 'DisperbykTM' 분산제가 포함된다.
상기 폴리머 분산제는 안료의 무게를 기준으로 하여 바람직하게는 2 내지 600 wt%, 더 바람직하게는 5 내지 20 wt%, 가장 바람직하게는 50 내지 90 wt% 의 양만큼 사용된다.
상업적으로 입수가능한 적합한 분산 증진제에는 'NOVEON' 사의 'SolsperseTM 5000' 및 'SolsperseTM 22000'이 포함된다.
적합한 분산 증진제들로서는, EP 1790698 A (AGFA), EP 1790696 A (AGFA), WO 2007/060255 (AGFA), 및 EP 1790695 A (AGFA)에 개시된 것들이 있다.
바람직한 실시예에서는, 상기 분산 증진제가 1, 2, 또는 그 이상의 카르복실산 그룹(carboxylic acid group)을 포함한다.
<광
개시제
(Photoinitiator) 및 조-
개시제
(Co-Initiator)>
자외선 경화성 잉크젯 잉크는 한 가지 이상의 광 개시제와, 선택적으로는 조-개시제도 함유하는 것이 바람직하다.
방사선 경화성 잉크젯 잉크 안에 있는 광 개시제는 자유 래디컬 개시제인 것이 바람직하고, 보다 구체적으로는 노리시 I형 개시제(Norrish type I initiator) 또는 노리시 II형 개시제(Norrish type II initiator)인 것이 바람직하다. 자유 래디컬 광 개시제는 자유 래디컬의 형성에 의하여 화학방사선(actinic radiation)에 노출된 때에 모노머들과 올리고머(oligomer)들의 중합을 개시하는 화학 복합물이다. 노리시 I형 개시제는 여기(excitation) 후에 쪼개지는 개시기로서, 즉시적으로 개시용 래디컬을 발생시킨다. 노리시 II형 개시제는 화학방사선에 의하여 활성화되는 광 개시제로서, 실제 개시용 자유 래디컬이 되는 제2 복합물로부터의 수소 분리(hydrogen abstraction)에 의하여 자유 래디컬을 형성한다. 상기 제2 복합물은 중합 증진제 또는 조-개시제라고 호칭된다. 상기 I형 및 II형 광 개시제들 모두 본 발명에서 단독으로 또는 조합되어 사용될 수 있다.
적합한 광 개시제는 'CRIVELLO, J.V .' 등에 의한 'VOLUME III: Photoinitiators for Free Radical Cationic'(2nd edition)('BRADLEY, G.' 편집)(London, UK: John Wiley and Sons Ltd, 1998)의 p.287-294에 기술되어 있다.
광 개시제의 구체적인 예로서는 다음과 같은 복합물들 또는 이들의 조합이 포함되지만, 이에 국한되는 것은 아니다: 벤조페논 및 치환 벤조페논(substituted benzophenone), 1-하이드록시사이클로헥실 페닐 케톤(hydroxycyclohexyl phenyl ketone), 이소프로필티오크산톤(isopropylthioxanthone)과 같은 티오크산톤(thioxanthone), 2-하이드록시-2-메틸-1-페닐프로판-1-원 (2-hydroxy-2-methyl-1-phenylpropan-1-one), 2-벤질-2-디메틸아미노-(4-모르폴리노페닐)부탄-1-원 (2-benzyl-2-dimethylamino- (4-morpholinophenyl) butan-1-one), 벤질 디메틸케탈(benzil dimethylketal), 비스 (2,6-디메틸벤조일)-2,4 (bis (2,6- dimethylbenzoyl) -2,4), 4-트리메틸펜틸포스핀 옥사이드 (4-trimethylpentylphosphine oxide), 2,4,6트리메틸벤조일디페닐포스핀 옥사이드(2,4,6trimethylbenzoyldiphenylphosphine oxide), 2-메틸-1-[4-(메틸티오)페닐]-2-모르폴리노프로판-1-원 (2-methyl-1- [4- (methylthio) phenyl] -2-morpholinopropan-1-one), 2,2-디메톡시-1 (2,2-dimethoxy-1), 2-디페닐에탄-1-원 (2-diphenylethan-1-one), 또는 5,7-디이오도-3-부톡시-6-플루오론 (5,7-diiodo-3- butoxy-6-fluorone).
적합한 상업용 광 개시제에는 'CIBA SPECIALTY CHEMICALS' 사의 IrgacureTM 184, IrgacureTM 500, IrgacureTM 907, IrgacureTM 369, IrgacureTM 1700, IrgacureTM 651, IrgacureTM 819, IrgacureTM 1000, IrgacureTM 1300, IrgacureTM 1870, DarocurTM 1173, DarocurTM 2959, DarocurTM 4265 및 DarocurTM ITX, 'BASF AG' 사의 LucerinTM TPO, 'LAMBERTI' 사의 EsacureTM KT046, EsacureTM KIP150, EsacureTM KT37, 및 EsacureTM EDB, 'SPECTRA GROUP Ltd.'사의 H-NuTM 470 및 H-NuTM 470X 가 있다.
광 개시제의 바람직한 양은 상기 경화성 잉크의 전체 무게의 1 내지 50 wt% 이고, 더 바람직하게는 3 내지 20 wt% 이며, 가장 바람직하게는 5 내지 15 wt% 이다.
방사선 경화성 잉크젯 잉크는, 바람직하게는 잉크젯 잉크의 전체 무게의 1 내지 50 wt%, 더 바람직하게는 2 내지 25 wt%, 가장 바람직하게는 3 내지 10 wt%의 조-개시제를 포함한다.
<중합 억제제(Polymerization Inhibitor)>
방사선 경화성 잉크젯 잉크는 중합 억제제를 함유할 수 있다. 적합한 중합 억제제에는 (메스)아크릴레이트 모노머 ((meth)acrylate monomer) 에서 흔히 사용되는 하이드로퀴논 모노메틸 에테르(hydroquinone monomethyl ether), 페놀 유형 산화방지제(phenol type antioxidant), 힌더드 아민 광 안정제(hindered amine light stabilizer), 인(phosphor) 유형 산화방지제가 포함되며, 하이드로퀴논, t-부틸카테콜(t-butylcatechol), 피로갈롤(pyrogallol)도 사용될 수 있다.
적합한 상업용 억제제에는 예를 들어, 'Sumitomo Chemical Co. Ltd.' 사의 SumilizerTM GA-80, SumilizerTM GM 및 SumilizerTM GS; 'Rahn AG' 사의 GenoradTM 16, GenoradTM 18 및 GenoradTM 20; 'Ciba Specialty Chemicals' 사의 IrgastabTM UV10, IrgastabTM UV22, TinuvinTM 460, 및 CGS20; 'Kromachem Ltd' 사의 FloorstabTM UV 종류 (UV-1, UV-2, UV-5 and UV-8), 'Cytec Surface Specialties'사의 AdditolTM S 종류 (S100, S110, S120 and S130)가 있다.
이 중합 억제제들의 과잉 첨가는 경화에 대한 잉크 민감도를 저해할 것이기 때문에, 혼합 전에 중합을 방지할 수 있는 양을 결정하는 것이 바람직하다. 중합 억제제의 양은 전체 잉크젯 잉크의 2 wt% 미만인 것이 바람직하다.
<중합 복합물(Polymerizable compounds)>
해당 기술분야에서 흔히 알려진 임의의 중합가능한 복합물이 사용될 수 있다.
바람직하게는 중합가능 복합물로서 자유 래디컬 중합이 가능한 모노머 또는 올리고머가 사용된다. 모노머, 올리고머, 및/또는 프리폴리머(prepolymer)의 조합물도 사용될 수 있다. 모노머, 올리고머, 및/또는 프리폴리머는 다양한 정도의 관능성(functionality)을 가진 것일 수 있으며, 모노-(mono-), 디-(di-), 트리-(tri-), 및 그 이상의 관능성을 갖는 모노머, 올리고머, 및/또는 프리폴리머의 조합물을 포함하는 혼합물이 사용될 수 있다. 방사선 경화성 조성물 및 잉크의 점도는 상기 모노머와 올리고머의 비율을 달리함에 의하여 조절될 수 있다.
바람직한 모노머 및 올리고머는 EP 1911814 A (AGFA)의 문단 [0106] 내지 [0115]에 열거되어 있다.
<다른 첨가제 및
탑코트
(topcoat)>
한 가지 이상의 자외선 경화성 잉크는, 안정제(stabilizer), 가교제(crosslinking agent), 가소제, 특수 안료, 및 간극제(spacing agent)와 같은 첨가제들을 한 가지 이상 더 함유할 수 있다.
바람직한 안정제로서는 최대한의 색상 유지를 위한 광 변색 억제제(anti-light fading agent)가 있다. 자외선 경화성 잉크 안에 안정제를 포함시키는 대신에, 경화된 자외선 경화성 잉크 상에 소위 바니쉬(varnish)라고 호칭되는 탑코트가 적용됨이 바람직하다. 예를 들어, 알키드 에나멜(alkyd enamel)(예를 들어, 'SIMCO'사의 SilkydTM-7010)과 같은 탑코트가 사용될 수 있는데, 이로써 외부 내구성이 탁월하고 광택이 좋으며 색상 유지가 우수한 튼튼한 코팅이 얻어질 수 있다. 탑코트는 해수에 대한 보호도 제공할 수 있다. 적절한 보호성 탑코트에는 알키드 알콕시 실란(alkyd alkoxy silane) 및 실릭손(silixone)이 포함된다. 예를 들어, 'DuPontTM'사의 탑코트 'StoneTechTM Professional Salt Water Resistant Sealer'가 적용될 수 있다.
바람직한 광 안정제로서는 벤조페논, 벤즈트리아졸 복합물(benztriazole compound), 및 할스-복합물(HALS-compound)이 있다.
상기 탑코트는 마모로부터의 보호를 위하여 실리카 및 알루미늄 옥사이드와 같은 경질 입자들을 포함하는 것이 바람직하다.
<계면활성제>
상기 방사선 경화성 잉크젯 잉크는 적어도 한 가지의 계면활성제를 함유할 수 있다. 상기 계면활성제는 음이온성(anionic), 양이온성(anionic, cationic), 비이온성(non-ionic), 또는 주피터 이온성(zwitter-ionic)의 것일 수 있고, 바람직하게는 잉크의 전체 무게를 기준으로 3 wt% 미만, 더 바람직하게는 1 wt% 미만의 총량이 첨가된다.
바람직한 계면활성제는 (불화계 탄화수소와 같은) 불화계 계면활성제와 실리콘계 계면활성제로부터 선택된다. 실리콘계 계면활성제는 실록산(siloxane)이 바람직하며, 그것은 알콕실레이티드(alkoxylate)되거나, 폴리에스테르 변성(polyester modified)되거나, 폴리에테르 변성(polyether modified)되거나, 폴리에테르 변성 하이드록시 관능(polyether modified hydroxy functional)의 것이거나, 아민 변성(amine modified)되거나, 에폭시 변성(epoxy modified)된 것일 수 있으며, 다른 변성 및 조합도 가능하다. 바람직한 실록산은, 예를 들어 폴리디메틸실록산(polydimethylsiloxane)과 같은 폴리머 계열의 것이다.
바람직한 상업용 실리콘 계면활성제에는 'BYK Chemie' 사의 BYKTM 333 및 BYKTM UV3510 이 있다.
바람직한 실시예에서, 상기 계면활성제는 중합가능한 복합물이다.
바람직한 중합가능 실리콘 계면활성제에는 (메스)아크릴레이티드 실리콘((meth)acrylated silicone) 계면활성제가 포함된다. 가장 바람직하게는 상기 (메스)아크릴레이티드 실리콘 계면활성제가 아크릴레이티드 실리콘 계면활성제인데, 이는 아크릴레이트가 마타크릴레이트보다 반응성이 우수하기 때문이다.
바람직한 실시예에서는, 상기 (메스)아크릴레이티드 실리콘 계면활성제가 폴리에테르 변성 (메스)아크릴레이티드 폴리디메틸실록산 또는 폴리에스테르 변성 (메스)아크릴레이티드 폴리디메틸실록산이다.
바람직한 상업용 (메스)아크릴레이티드 실리콘 계면활성제에는: 'Cytec'사의 실리콘 디아크릴레이트인 EbecrylTM 350; 'BYK Chemie'사의 폴리에테르 변성 아크릴레이티드 폴리디메틸실록산인 BYKTM UV3500 및 BYKTM UV3530, 그리고 폴리에스테르 변성 아크릴레이티드 폴리디메틸실록산인BYKTM UV3570; 'EVONIK' 사의 TegoTM Rad 2100, TegoTM Rad 2200N, TegoTM Rad 2250N, TegoTM Rad 2300, TegoTM Rad 2500, TegoTM Rad 2600, TegoTM Rad 2700, 및 TegoTM RC711; 'Chisso Corporation'사의 SilaplaneTM FM7711, SilaplaneTM FM7721, SilaplaneTM FM7731, SilaplaneTM FM0711, SilaplaneTM FM0721, SilaplaneTM FM0725, SilaplaneTM TM0701, SilaplaneTM TM0701T; 그리고 'Gelest, Inc.'사의 DMS-R05, DMS-R11, DMS-R18, DMS-R22, DMS-R31, DMS-U21, DBE-U22, SIB1400, RMS-044, RMS-033, RMS-083, UMS-182, UMS-992, UCS-052, RTT-1011 및 UTT-1012 가 포함된다.
<자외선 경화성
잉크젯
잉크의 조제(preparation)>
방사선 경화성 잉크젯 잉크의 조제는 해당 분야에서 통상의 지식을 가진 자에게 잘 알려져 있다. 바람직한 조제 방법은 WO 2011/069943 (AGFA)의 문단 [0076] 내지 [0085]에 개시되어 있다.
<
잉크젯
프린팅 장치>
상기 자외선 경화성 잉크젯 잉크는, 노즐을 통해서 제어된 방식으로 작은 액적들을 배출시키는 하나 이상의 프린트 헤드에 의하여 프린트 헤드(들)에 대해 상대적으로 이동하는 기판 상에 분사될 수 있다.
잉크젯 프린팅 시스템을 위한 바람직한 프린트 헤드는 소위 밸브 분사 프린트 헤드이다. 바람직한 밸브 분사 프린트 헤드는 45 내지 600 ㎛ 사이의 노즐 직경을 가진다. 이것은 15 내지 150 dpi 의 해상도를 가능하게 하는데, 이것은 이미지 품질을 저해하지 않으면서도 높은 생산을 위하여 바람직하다.
잉크젯 프린팅 장치에 밸브 분사 프린트 헤드를 통합시키는 방안은 해당 기술분야에서 통상의 지식을 가진 자에게 잘 알려져 있다. 예를 들어 US 2012105522 (MATTHEWS RESOURCES INC) 에는 자기 민감성 생크(magnetically susceptible shank)를 갖는 플런저 로드(plunger rod)와 솔레노이드 코일(solenoid coil)을 포함하는 밸브 분사 프린터가 개시되어 있다.
적합한 상업용 밸브 분사 프린트 헤드에는 'Zimmer'사의 chromoJETTM 200, 400 및 800과, 'VideoJET'사의 PrintosTM P16 이 있다.
자외선 경화 잉크젯 프린팅 방법의 바람직한 실시예에서, 상기 잉크젯 프린팅 장치는 하나 이상의 밸브 분사 프린트 헤드를 포함한다.
바람직하게는 상기 프린트 헤드가 1 내지 1500 나노리터(nanoliter)의 액적들을 분사하는데, 이것은 대부분의 압전식 또는 열방식 잉크젯 프린팅 시스템에서 분사되는 피코리터(picoliter)의 액적들보다 훨씬 더 많은 것이다.
잉크젯 프린트 헤드는 보통, 이동하는 잉크 수용 표면을 가로질러 횡방향으로 앞뒤로 지나간다. 대면적 출력을 얻기 위하여는 소위 멀티패스 프린팅(multi-pass printing)이라고도 하는 양방향 프린팅이 바람직하다. 다른 바람직한 프린팅 방법으로서는 "싱글패스 프린팅 프로세스(single pass printing process)"가 있는데, 이것은 페이지-와이드(page wide) 잉크젯 프린트 헤드 또는 잉크 수용 표면의 폭 전체를 덮는 복수의 엇갈리게 배치된 잉크젯 프린트 헤드들을 이용함으로써 수행될 수 있다.
EP 1914668 A (AGFA)에 예시되어 있는 싱글링(shingling) 및 인터레이싱(interlacing)과 같은 멀티패스 프린팅 방법 또는 US 7452046 (HP)에 예시되어 있는 프린트 마스크 방법(print masks method)에서는, 상기 자외선 경화 잉크젯 프린팅 방법이 적하방지 프린트 마스크 방법(anti-drip print mask method)을 사용하는 것이 바람직한데, 이로써 프린팅하는 때의 패스(pass; 지나감)과정에서 잉크가 수직 패널로부터 적하함이 방지된다. 이전의 패스로부터 앞서 경화된 잉크 층들이 분사되고 경화되지 않은 잉크의 적하를 방지할 수 있다. 상기 적하 방지 프린트 마스크는 체스 보드 패턴(chess-board-pattern) 및/또는 수평선 패턴(horizontal line pattern)을 가진 프린트 마스크인 것이 바람직하다. 상기 적하 방지 프린트 마스크는 프라이머 또는 페인트와 동일한 색상을 가진 것이거나 또는 색상을 갖지 않은 것이 바람직하다.
바람직한 실시예에서, 상기 프린트 헤드의 해상도는 15 내지 150 dpi이고, 프린팅 속도 및 생산성의 극대화를 위해서는 상기 해상도가 75 dpi 보다 높지 않은 것이 바람직하며, 더 바람직하게는 50 dpi 보다 높지 않다. 이미지 품질을 더 향상시키기 위하여, 가변성 도트(variable dot) 또는 다중 해상도(multiple resolution)를 가진 밸브-분사 프린트 헤드가 사용되는 것도 유리한 것일 수 있다.
이미지 품질을 극대화하기 위한 상기 자외선 경화성 잉크젯 잉크 액적의 투척 거리(throwing distance)는 바람직하게는 3 내지 50 mm 사이이고, 더 바람직하게는 5 내지 30 mm 사이이다. 상기 투척 거리는 상기 적어도 하나의 수직 패널의 표면과 잉크젯 노즐 사이의 거리에 해당된다.
바람직한 실시예에서, 프린트 헤드에 의한 분사는 상방향으로 이루어진다. 이와 같은 방식에 의하면, 이미 경화된 잉크 액적이 그 경화된 잉크 액적 위에 분사된 잉크 액적의 과도한 흘러내림을 방지한다.
주름 표면(29)에의 프린팅을 위하여 사용되는 바람직한 잉크젯 프린팅 장치는 개별 프린트 헤드(36)이 복수개로 모여 이루어진 프린트 헤드 어레이(print head array; 37)를 포함한다. 이 경우 잉크젯 프린팅은, 분사용 프린트 헤드 어레이를 위로부터 아래로, 또는 바람직하게는 아래로부터 위로 이동시키고, 수평 스텝 움직임(horizontal step movement; 38)을 행한 다음, 다시 상기 위로부터 아래로 및/또는 아래로부터 위로의 프린팅 이동을 반복함에 의하여 수행된다. 상기 개별 프린트 헤드(36)들은 그들이 주름 표면과 매칭됨으로써 잉크젯 노즐들과 주름 표면 사이에 일정한 거리가 확보되도록 배치된다. 또한, 상기 프린트 헤드 어레이의 양 단부들에 있는 프린트 헤드들은, 수평 스텝 움직임 전후에 프린팅 구역의 작은 오버랩(small overlap)이 있도록 배치된다.
다른 바람직한 실시예에서는, 프린트 헤드의 형상이 상기 주름 표면의 요부와 매칭되는 단일의 프린트 헤드가 사용된다.
자외선 잉크젯 프린팅 방법의 바람직한 실시예에서는, 상기 수직 패널의 요부에 의하여 유발되는 프린팅 결함을 보정하기 위하여 잉크 액적들을 발사하는 타이밍을 조절하는 방법을 포함하는데, 이에 의하면 수직 패널의 요부의 위상기하학적 맵(topological map)을 체크함으로써 상기 수직 패널 상의 적절한 위치에 잉크 액적들이 착지하게 된다. 상기 위상기하학적 맵은, 수직 패널을 스캐닝(scanning)하는 능동형 거리 콘트롤러에 의하여 생성되거나, 또는 상기 입방체 형상 물건의 요부(또는 바람직하게는 수직 패널의 요부)를 정의하는 3차원 벡터 도면 포맷(three-dimensional vector drawing format)에 정의된 3차원 정보를 렌더링(rendering)함으로써 생성될 수 있다. 그와 같은 액적 투척 거리 보정(착지 거리 보정 포인트(landing distance correction point)라고 호칭되기도 함)을 가지고 편평한 테이블 상에서 잉크 분사 프린팅 방법을 구현하는 일 예가 US 2007070099 (APPLIED MATERIALS)에 개시되어 있다.
데드 에지(dead edge), 즉 노즐이 존재하지 않는 노즐 플레이트(nozzle plate)의 가장자리에서의 영역이 작은 프린트 헤드들이 사용됨이 바람직하다. 이와 같은 프린트 헤드들은 주름 표면의 모서리들에서도 프린팅이 수행됨을 가능하게 한다.
<경화 장치>
분사된 자외선 경화성 잉크젯 잉크는 화학방사선, 바람직하게는 자외선 방사선에 노출됨으로써 경화된다.
경화 수단은 잉크젯 프린트의 프린트 헤드와 조합되어 배치되어 프린트 헤드와 함께 이동하도록 구성되는 것이 바람직한데, 이로써 경화성 잉크가 분사된 바로 직후에 경화용 방사선을 받게 된다. 바람직한 실시예에서는, 이미지 품질의 극대화를 위하여 상기 분사된 자외선 경화성 잉크가 10 내지 800 ms 범위 내의 자외선 방사선을 받는다.
위와 같은 구성에서는 프린트 헤드에 결합되고 프린트 헤드와 함께 이동하기에 충분히 작은 방사선 공급원을 제공하는 것이 어려울 수 있다. 자외선 LED가 사용되는 것도 바람직하지만, 그것은 완전한 경화를 실현하기에 충분히 강력하지 못한 것이 일반적이다. 그러므로, 정적으로 고정된 방사선 공급원이 채택될 수 있는데, 이것은 내부 반사성 유연성 튜브 또는 광섬유 번들(fibre optic bundle)과 같은 유연성 방사선 전달 수단에 의하여 경화용 자외선광 공급원에 연결된다.
바람직한 실시예에서는, 예를 들어 하나 이상의 자외선 LED들과 같은 상기 경화 수단이 프린트 헤드에 부착되며, 이로써 상기 경화 수단이 프린트 헤드와 같은 방식으로 상기 수직 패널의 주름을 따라 이동한다. 상기 주름을 따르는 자외선 LED들은 상이한 강도를 가질 수 있다. 상대적으로 더 깊은 부위에는 더 높은 강도의 것이 사용될 수 있다.
대안적으로, 상기 화학방사선은 프린트 헤드 상의 거울을 포함하는 거울들의 배치에 의하여, 공정된 공급원으로부터 방사선 헤드까지 공급될 수 있다.
상기 방사선 공급원은 경화되어야 하는 프린팅된 기판을 횡방향으로 가로질러 연장된 종장형의 방사선 공급원일 수도 있다. 이것은 프린트 헤드의 횡방향 경로에 인접할 수 있는데, 이로써 프린트 헤드에 의하여 형성된 이미지들의 후속 열(row)들이 방사선 공급원 아래에서 단계적으로 또는 연속적으로 지나가게 된다.
방출된 빛의 일부분이 광-개시기 또는 광-개시기 시스템(photo-initiator system)에 의하여 흡수될 수 있는 만큼, 임의의 자외선 광 공급원이 방사선 공급원으로서 채택될 수 있는바, 예를 들면 고압 또는 저압 수은 램프, 냉음극관(cold cathode tube), 블랙 라이트(black light), 자외선 LED, 자외선 레이저, 및 플래쉬 라이트(flash light)가 채택될 수 있다. 이들 중 바람직한 공급원은 300 내지 400 nm 의 주파장(dominant wavelength)을 갖는, 상대적으로 긴 파장의 자외선 기여부분(UV-contribution)을 나타내는 것이다. 구체적으로는, 광 산란이 적음으로 인하여 UV-A 광 공급원(UV-A light source)이 바람직하며, 이로 인하여 보다 효율적인 내부 경화가 얻어진다.
자외선 방사선은 일반적으로 UV-A, UV-B, 및 UV-C 으로 구분되며, 이들 각각은 아래와 같은 파장을 갖는다:
* UV-A: 400 nm 내지 320 nm,
* UV-B: 320 nm 내지 290 nm,
* UV-C: 290 nm 내지 100 nm.
바람직한 실시예에서는 상기 잉크젯 프린팅 장치가 360 nm 보다 큰 파장을 갖는 하나 이상의 자외선 LED를 포함하고, 더 바람직하게는 380 nm보다 큰 파장을 갖는 하나 이상의 자외선 LED를 포함하며, 가장 바람직하게는 대략 395 nm의 파장을 갖는 하나 이상의 자외선 LED를 포함한다.
또한, 상이한 파장 또는 조도(illuminance)를 갖는 두 개의 광 공급원을 연속적으로 또는 동시에 사용함으로써 이미지를 경화시키는 것도 가능하다. 예를 들어, 제1 자외선 공급원은 UV-C, 특히 260 nm 내지 200 nm 범위 내의 자외선이 풍부한 것으로 선택될 수 있다. 제2 자외선 공급원은 예를 들어 갈륨 도핑 램프(gallium-doped lamp)와 같이 UV-A가 풍부한 것이거나, 또는 UV-A 및 UV-B 두 가지 모두가 풍부한 다른 램프일 수 있다. 두 개의 자외선 공급원들을 사용하면, 예를 들어 경화 속도가 빠르게 되고 경화 정도가 높게 된다는 장점이 있는 것으로 밝혀졌다.
상기 경화 수단은 최종 경화 수단을 포함할 수 있다. 상기 최종 경화 수단은 예를 들어 자외선 LED에 의한 부분적인 경화 이후에 잉크의 자외선 경화를 완료시킨다.
경화를 용이하게 하기 위하여, 잉크젯 프린팅 장치는 하나 이상의 산소 저하 유닛(oxygen depletion unit)을 포함할 수 있다. 산소 저하 유닛은 경화 환경에서 산소 농도를 감소시키기 위하여, 질소 또는 다른 상대적으로 불활성인 가스(예를 들어, 이산화탄소)의 막(blanket)을 형성하는데, 이 때 불활성 가스의 농도와 위치는 조절가능하다. 잔류 산소 레벨(residual oxygen level)은 통상적으로 200 ppm 정도로 낮지만, 일반적으로는 200 ppm 내지 1200 ppm 범위 내에 있다.
경화 속도 및 이미지 품질 모두의 향상을 위하여 통상적인 그래픽 아트용 잉크젯 프린터들에 비하여 상대적으로 대형의 잉크 액적들(피코리터가 아닌 나노리터 크기 수준의 액적들)이 분사되기 때문에, 프린트 헤드와 함께 에어 나이프가 사용될 수 있다. 에어 나이프는 자외선 경화 이전에 상기 분사된 잉크 액적을 편평하게 하여서, 수직 패널 상의 잉크 도트가 작은 두께를 가지면서도 넓은 표면적을 덮을 수 있게 한다. 또한 상기 에어 나이프는 수직 패널에서의 상기 분사된 잉크의 적하를 방지하기 위하여 사용될 수도 있다.
<정전기 방지 장치>
분사 전에 수직 패널 상의 정전기를 제거하기 위하여 잉크젯 프린팅 장치가 정전 방전기(static-discharger)라고 호칭되는 정전기 방지 장치를 포함할 수 있는데, 이로써 상기 분사된 잉크의 유체 동적특성에 대한 통제가 우수하게 될 수 있으며 또한 잉크젯 헤드의 전자부품들과 같은 잉크젯 프린팅 장치의 전자부품들에 대한 정전기 방전이 방지될 수 있다.
상기 정전기 방지 장치는 잉크젯 프린팅 장치의 프린트 헤드와 함께 배치되어 그와 함께 이동하는 것이 바람직한데, 이로써 상기 수직 패널의 정전기가 분사 전에 방출된다.
<렌더링 장치(rendering device)>
입방체 형상 물건의 수직 평면에 이미지를 분사하기 위하여, 상기 이미지는 렌더링 장치에 의하여 상기 입방체 형상 물건의 잉크젯 프린팅 장치의 해상도와 상기 입방체 형상 물건의 잉크젯 프린팅 장치의의 자외선 잉크젯 잉크 세트의 색상에 맞게 렌더링되는 것이 바람직하다. 상기 렌더링 장치는 본 실시예의 입방체 형상 물건의 잉크젯 프린팅 장치에 포함될 수 있다.
상기 이미지의 콘텐츠는 포터블 네트워크 그래픽스(Portable Network Graphics; PNG), 태그드 이미지 파일 포맷(Tagged Image File Format; TIFF), 어도비 포토샵 도큐먼트(Adobe Photoshop Document; PSD), 조인트 포토그래픽 엑스퍼츠 그룹(Joint Photographic Experts Group; JPEG), 또는 비트맵(bitmap; BMP)과 같은 래스터 그래픽스 포맷(raster graphics format)으로 정의되는 것이 바람직하지만, 스케일 벡터 그래픽스(Scale Vector Graphics; SVG), 오토캐드 드로잉 익스체인지 포맷(AutoCad Drawing Exchange Format; DXF)과 같은 벡터 그래픽스 포맷(vector graphics format)(라인-워크 포맷(line-work format)이라고 호칭되기도 함)으로 정의되는 것이 더 바람직하며, 포스트스크립트(Postscript; PS) 또는 포터블 도큐먼트 포맷(Portable Document Format; PDF)과 같은 페이지 기술 언어(page description language; PDL)로 정의되는 것이 가장 바람직하다.
이미지의 콘텐츠는, 상기 입방체 형상 물건의 잉크젯 프린팅 장치 내에 포함될 수 있는 컴퓨터의 메모리에 하나 이상의 파일로서 저장 및/또는 로딩될 수 있다. 상기 잉크젯 프린팅 방법의 실시예는 이미지의 콘텐츠를 컴퓨터의 메모리에 로딩하는 방법을 포함할 수 있다.
이미지의 콘텐츠(content)는 가변 정보 프린팅(variable-information printing)으로 알려져 있기도 한 가변 데이터 프린팅(Variable-data printing; VDP)으로부터 생성된 프린트 작업들의 큐(queue)의 요소일 수 있는바, 상기 가변 데이터 프린팅은 디지털 프린팅의 일 형태로서 온-디맨드 프린팅(on-demand printing)을 포함하는 개념이며, 이에 의하면 데이터베이스 또는 외부 파일로부터의 정보를 이용하되 프린팅 과정의 속도를 저해하거나 멈추지 않고서 텍스트, 그래픽, 및 이미지와 같은 요소들이 하나의 프린트 피스(printed piece)로부터 다음의 프린트 피스로 변경될 수 있다.
이미지의 콘텐츠가 벡터 그래픽스 포맷 또는 페이지 기술 언어(page description language)로 정의된 경우, 상기 렌더링 장치는 그 이미지의 콘텐츠는 래스터 그래픽으로 변환시킨다. 상기 변환의 방법은 래스터링(rastering)이라고 호칭되며, 상기 렌더링 장치는 래스터 이미지 프로세서(raster image processor; RIP)라고 호칭되기도 한다.
상기 렌더링 장치는, 예를 들어 렌더링 장치 내의 메모리 사용량을 감소시키기 위하여, 이미지를 더 작은 크기의 하위 이미지(부분 이미지라고 호칭되기도 함)로 렌더링할 수 있다. 상기 잉크젯 헤드 프린팅 장치는 상기 입방체 형상 물건의 수직 평면 상에 상기 작은 크기의 하위 이미지를 하나씩 이어서 분사할 수 있다. 상기 분사된 작은 크기의 하위 이미지들의 가장자리들에서의 겹침을 마스킹(masking)하기 위하여, 하나의 이미지를 상기 작은 크기의 하위 이미지들로 렌더링하는 동안에 US 2004028291 (AGFA) 에 예시된 바와 같은 스위치 알고리즘(stitch-algorithms)이 처리될 수 있다.
자외선 경화성 잉크젯 방법의 실시예에 따른 멀티패스 프린팅 방법에서, 상기 작은 크기의 하위 이미지는 프린트 마스크(print-mask), 바람직하게는 적하방지 프린트 마스크에 의하여 한정될 수 있다.
상기 렌더링 장치는, 수직 패널 상의 이미지를 위하여 보수 또는 복구되어야 하는 이미지의 일부분들을 렌더링할 수 있다.
수직 패널이 주름형 패널인 자외선 경화 잉크젯 프린팅 방법의 바람직한 실시예는 이미지를 렌더링하는 동안에 이미지의 일그러진 왜곡(anamorphic distortion)을 보상(compensation)하는 단계를 포함할 수 있다. 이와 같은 보상은, 수직 패널의 주름을 정의하는 3D 이미지의 콘텐츠의 계산에 의하여 얻어질 수 있다. 바람직하게는 상기 3D 이미지의 콘텐츠가 3차원 벡터 그래픽스 포맷으로 정의된다.
상기 분사된 잉크는 상기 수직 패널의 요부의 가장자리들과 경사부분들에서 모이거나 멀리 흐를 수 있다. 이것은 이미지의 농도 및 색상 차이를 유발할 수 있는데, 이는 이미지의 렌더링 동안에 보상될 수 있다.
1: 표준 컨테이너
2: 리퍼 컨테이너
3: 상부 개방 컨테이너 4: 냉장 유닛
5: 개방된 상부 6: 컨테이너 골격
7: 상측 레일 8: 상단부 레일
9: 모서리 맞춤부 10: 모서리 포스트
11: 하단부 레일 12: 하측 레일
13: 포크리프트 포켓(forklift pocket)
14: 횡단 부재(cross member)
15: 루프 패널 16: 측벽 패널
17: 마킹 패널(marking panel) 18: 단부벽 패널(endwall panel)
19: 도어 조립체 20: 후단부 프레임
21: 문턱판 22: 환기장치(ventilator)
23: 바닥 24: 조인트 스트립(joint strip)
25: 트럭 26: 트레일러
27: 세미-트레일러 28: 박스카
29: 주름 표면 30: 레일
31: 돌출부 32: 제1 위치에 있는 프린트 헤드
33: 제2 위치에 있는 프린트 헤드
34: 자외선 경화성 잉크 액적
35: 능동형 거리 콘트롤러 36: 개별 프린트 헤드
37: 프린트 헤드 어레이 38: 수평 스텝
3: 상부 개방 컨테이너 4: 냉장 유닛
5: 개방된 상부 6: 컨테이너 골격
7: 상측 레일 8: 상단부 레일
9: 모서리 맞춤부 10: 모서리 포스트
11: 하단부 레일 12: 하측 레일
13: 포크리프트 포켓(forklift pocket)
14: 횡단 부재(cross member)
15: 루프 패널 16: 측벽 패널
17: 마킹 패널(marking panel) 18: 단부벽 패널(endwall panel)
19: 도어 조립체 20: 후단부 프레임
21: 문턱판 22: 환기장치(ventilator)
23: 바닥 24: 조인트 스트립(joint strip)
25: 트럭 26: 트레일러
27: 세미-트레일러 28: 박스카
29: 주름 표면 30: 레일
31: 돌출부 32: 제1 위치에 있는 프린트 헤드
33: 제2 위치에 있는 프린트 헤드
34: 자외선 경화성 잉크 액적
35: 능동형 거리 콘트롤러 36: 개별 프린트 헤드
37: 프린트 헤드 어레이 38: 수평 스텝
Claims (15)
- 입방체 형상 물건에 대한 자외선 경화성(UV curable) 잉크젯 프린팅 방법으로서,
a) 상기 입방체 형상 물건에 잉크젯 프린팅 장치의 적어도 일부분을 물리적 접촉시켜 유지시키는 단계; 및
b) 상기 입방체 형상 물건의 적어도 하나의 수직 패널에 적어도 한 가지의 자외선 경화성 잉크의 이미지(image)를 분사(jet)하고 자외선 경화시키는 단계;를 포함하고,
상기 입방체 형상 물건은 수송통합 화물 컨테이너, 크레이트(crate), 트럭, 트레일러, 세미-트레일러(semi-trailer), 및 박스카(boxcar)로부터 선택되는, 자외선 경화 잉크젯 프린팅 방법. - 제1항에 있어서,
상기 물리적 접촉은 2, 3, 또는 그보다 많은 부착 수단에 의하여 수행되고, 상기 부착 수단들은 흡입 컵(suction cup), 전자석, 및 클램프(clamp)로 이루어진 군으로부터 선택되는, 자외선 경화 잉크젯 프린팅 방법. - 제1항 또는 제2항에 있어서,
상기 이미지의 분사 전에 상기 수직 패널에 프라이머(primer)가 적용되는, 자외선 경화 잉크젯 프린팅 방법. - 제1항 내지 제3항 중 어느 한 항에 있어서,
상기 입방체 형상 물건의 적어도 두 개의 패널들에 대해 동시적으로 이미지가 분사 및 경화되는, 자외선 경화 잉크젯 프린팅 방법. - 제1항 내지 제4항 중 어느 한 항에 있어서,
상기 적어도 한 가지의 자외선 경화성 잉크에는 백색 잉크가 포함되는, 자외선 경화 잉크젯 프린팅 방법. - 제3항 내지 제5항 중 어느 한 항에 있어서,
상기 이미지의 분사 전에 상기 프라이머가 적용된 수직 패널 상에 페인트가 스프레이(spray)되는, 자외선 경화 잉크젯 프린팅 방법. - 제6항에 있어서,
상기 프라이머, 페인트, 및 적어도 한 가지의 자외선 경화성 잉크 중 적어도 하나는 RAL 1033, RAL 2000, RAL 2002, RAL 2004, RAL 3003, RAL 3005, RAL 3009, RAL 5003, RAL 5010, RAL 5013, RAL 5015, RAL 6002, RAL 6005, RAL 6013, RAL 6017, RAL 6018, RAL 7000, RAL 7031, RAL 7035, RAL 7037, RAL 7038, RAL 8004, RAL 8012, 및 RAL 9010 으로 이루어진 군으로부터 선택된 색상을 갖는 스폿 컬러(spot colour)인, 자외선 경화 잉크젯 프린팅 방법. - 제1항 내지 제7항 중 어느 한 항에 있어서,
상기 수직 패널은 주름형 패널(corrugated panel)인, 자외선 경화 잉크젯 프린팅 방법. - 제1항 내지 제8항 중 어느 한 항에 있어서,
상기 분사된 적어도 한 가지의 자외선 경화성 잉크는 자외선 경화 전에 에어 나이프(air knife)에 의하여 편평하게 되는, 자외선 경화 잉크젯 프린팅 방법. - 제1항 내지 제9항 중 어느 한 항에 있어서,
상기 적어도 하나의 수직 패널의 표면과 잉크젯 노즐 사이의 거리는 3 내지 50 mm 사이로 통제되는, 자외선 경화 잉크젯 프린팅 방법. - 제1항 내지 제10항 중 어느 한 항에 있어서,
분사된 잉크 액적(ink droplet)은 자외선 경화 전에 에어 나이프에 의하여 편평하게 되는, 자외선 경화 잉크젯 프린팅 방법. - 제1항 내지 제11항 중 어느 한 항에 있어서,
상기 잉크젯 프린팅 장치는 적어도 하나의 밸브 분사 프린트 헤드(valve jet print head)를 포함하는, 자외선 경화 잉크젯 프린팅 방법. - 제1항 내지 제12항 중 어느 한 항에 있어서,
상기 적어도 한 가지의 자외선 경화성 잉크는 적어도 한 가지의 자외선 경화성 상변화 잉크(UV curable phase change ink)인, 자외선 경화 잉크젯 프린팅 방법. - 입방체 형상의 수송통합 화물 컨테이너를 제작하는 방법으로서,
제1항 내지 제13항 중 어느 한 항에 따른 자외선 경화 잉크젯 프린팅 방법을 포함하는, 수송통합 화물 컨테이너의 제작 방법. - 자외선 경화된 잉크젯 이미지를 가진 수직 패널을 포함하는, 입방체 형상의 수송통합 화물 컨테이너.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13184027.4A EP2848421B1 (en) | 2013-09-12 | 2013-09-12 | Large cuboid shaped object inkjet printing |
| EP13184027.4 | 2013-09-12 | ||
| PCT/EP2014/068071 WO2015036235A1 (en) | 2013-09-12 | 2014-08-26 | Large cuboid shaped object inkjet printing |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20160041971A true KR20160041971A (ko) | 2016-04-18 |
Family
ID=49165572
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020167005759A KR20160041971A (ko) | 2013-09-12 | 2014-08-26 | 대형 입방체 형상 물건에 대한 잉크젯 프린팅 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20160185127A1 (ko) |
| EP (1) | EP2848421B1 (ko) |
| KR (1) | KR20160041971A (ko) |
| CN (1) | CN105531122A (ko) |
| ES (1) | ES2582727T3 (ko) |
| PL (1) | PL2848421T3 (ko) |
| WO (1) | WO2015036235A1 (ko) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101631228B1 (ko) * | 2015-06-18 | 2016-06-17 | 휴먼코리아 주식회사 | 건물 내외 표면의 인쇄 시공방법 |
| US9701466B1 (en) * | 2016-07-01 | 2017-07-11 | ASR Holding Company | Construction material transport container for new material delivery and used material removal |
| US10220408B2 (en) | 2016-09-12 | 2019-03-05 | The Boeing Company | Variable radius print head end effector |
| US10882309B2 (en) * | 2017-07-25 | 2021-01-05 | Illinois Tool Works Inc. | Printing system and method |
| US10668738B1 (en) * | 2018-12-19 | 2020-06-02 | The Boeing Company | Inkjet printed livery application process |
| DE102019102247A1 (de) * | 2019-01-30 | 2020-07-30 | Dr. Ing. H.C. F. Porsche Aktiengesellschaft | Verfahren zum Bedrucken einer Oberfläche mit einem Druckmuster und dazugehörige Druckvorrichtung |
| FR3095132B1 (fr) * | 2019-04-19 | 2021-05-07 | Exel Ind | Applicateur de produit de revêtement, installation d’application comprenant un tel applicateur et procédé d’application au moyen d’un tel applicateur |
| WO2021040028A1 (ja) * | 2019-08-30 | 2021-03-04 | 京セラ株式会社 | 塗装装置、塗装膜および塗装方法 |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3867882A (en) * | 1973-04-19 | 1975-02-25 | Houston Eng Res | Apparatus for printing labels directly onto packages, containers and the like |
| JP3446466B2 (ja) | 1996-04-04 | 2003-09-16 | 株式会社デンソー | 車間距離制御装置用の反射測定装置及びこれを利用した車間距離制御装置 |
| US6690837B1 (en) | 1998-11-03 | 2004-02-10 | Agfa-Gevaert | Screening method for overlapping sub-images |
| US6720042B2 (en) * | 2001-04-18 | 2004-04-13 | 3M Innovative Properties Company | Primed substrates comprising radiation cured ink jetted images |
| US6682189B2 (en) * | 2001-10-09 | 2004-01-27 | Nexpress Solutions Llc | Ink jet imaging via coagulation on an intermediate member |
| US6634729B1 (en) * | 2002-06-12 | 2003-10-21 | J.M. Huber Corporation | Apparatus for applying ink indicia to boards |
| FR2862563B1 (fr) * | 2003-11-24 | 2007-01-19 | Centre Nat Rech Scient | Robot d'impression numerique grand format en trois dimensions sur une surface fixe et procede d'impression mettant en oeuvre au moins un tel robot |
| US7452046B2 (en) | 2004-10-27 | 2008-11-18 | Hewlett-Packard Development Company, L.P. | Method for preparing a print mask |
| US20070076040A1 (en) | 2005-09-29 | 2007-04-05 | Applied Materials, Inc. | Methods and apparatus for inkjet nozzle calibration |
| ES2322276T3 (es) | 2005-11-28 | 2009-06-18 | Agfa Graphics N.V. | Dispersiones de quinacridona no acuosas para utilizacion en sinergicos de dispersion. |
| ATE464356T1 (de) | 2005-11-28 | 2010-04-15 | Agfa Graphics Nv | Nichtwässrige diketopyrrolo-pyrrol pigmentdispersionen unter verwendung von dispersionssynergisten |
| PL1790696T3 (pl) | 2005-11-28 | 2013-09-30 | Agfa Nv | Niewodne dyspersje pigmentowe zawierające specyficzne synergetyki dyspersji |
| US7531582B2 (en) | 2006-08-23 | 2009-05-12 | Xerox Corporation | Radiation curable phase change inks containing curable epoxy-polyamide composite gellants |
| EP1911814B2 (en) | 2006-10-11 | 2023-07-12 | Agfa Nv | Methods for preparing curable pigment inkjet ink sets |
| EP1914668A1 (en) | 2006-10-16 | 2008-04-23 | Agfa Graphics N.V. | Image processing method and apparatus for improving image quality in dot matrix printer |
| PL1935652T3 (pl) | 2006-12-21 | 2010-09-30 | Agfa Nv | Sposób drukowania strumieniowego i zestawy tuszów |
| GB0704078D0 (en) * | 2007-03-02 | 2007-04-11 | Domino Printing Sciences Plc | Improvements in or relating to marking and/or coding |
| CN101480643B (zh) | 2008-01-10 | 2011-11-16 | 中国国际海运集装箱(集团)股份有限公司 | 集装箱前端墙箱外自动喷漆装置 |
| US7922272B2 (en) | 2008-04-11 | 2011-04-12 | The Boeing Company | Method for application and accurate positioning of graphics on a surface |
| KR100885661B1 (ko) * | 2008-10-16 | 2009-02-25 | 주식회사 다도피엠에스 | 컨테이너의 식별마크 인쇄장치 |
| CN201346909Y (zh) * | 2009-02-04 | 2009-11-18 | 新世纪标志(深圳)有限公司 | 集装箱标贴定位线印制机 |
| US20100264137A1 (en) | 2009-04-20 | 2010-10-21 | Lampe Frederick G | Smart hybrid intermodal recyclable shipping container, and method and apparatus therefor |
| DE102009021610A1 (de) | 2009-05-15 | 2010-11-18 | Airbus Deutschland Gmbh | Luftfahrzeug mit lackierter Außenoberfläche und Dekorfolie |
| US8569393B2 (en) | 2009-12-07 | 2013-10-29 | Agfa-Gevaert N.V. | UV-LED curable compositions and inks |
| US8382270B2 (en) * | 2010-06-14 | 2013-02-26 | Xerox Corporation | Contact leveling using low surface tension aqueous solutions |
| WO2012058373A2 (en) | 2010-10-27 | 2012-05-03 | Matthews Resources, Inc. | Valve jet printer with inert plunger tip |
| US8459788B2 (en) | 2011-03-04 | 2013-06-11 | Xerox Corporation | Curable solid ink compositions comprising novel curable wax |
| DE102012006371A1 (de) * | 2012-03-29 | 2012-07-05 | Heidelberger Druckmaschinen Aktiengesellschaft | Verfahren zum Bedrucken eines Objekts |
| US8696089B2 (en) * | 2012-06-11 | 2014-04-15 | Xerox Corporation | Portable printer for direct imaging on surfaces |
-
2013
- 2013-09-12 EP EP13184027.4A patent/EP2848421B1/en not_active Not-in-force
- 2013-09-12 PL PL13184027T patent/PL2848421T3/pl unknown
- 2013-09-12 ES ES13184027.4T patent/ES2582727T3/es active Active
-
2014
- 2014-08-26 CN CN201480050235.XA patent/CN105531122A/zh active Pending
- 2014-08-26 KR KR1020167005759A patent/KR20160041971A/ko not_active Application Discontinuation
- 2014-08-26 US US14/911,738 patent/US20160185127A1/en not_active Abandoned
- 2014-08-26 WO PCT/EP2014/068071 patent/WO2015036235A1/en active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| EP2848421A1 (en) | 2015-03-18 |
| ES2582727T3 (es) | 2016-09-14 |
| PL2848421T3 (pl) | 2017-01-31 |
| CN105531122A (zh) | 2016-04-27 |
| US20160185127A1 (en) | 2016-06-30 |
| EP2848421B1 (en) | 2016-07-13 |
| WO2015036235A1 (en) | 2015-03-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2848421B1 (en) | Large cuboid shaped object inkjet printing | |
| KR20160043074A (ko) | 대형 입방체 형상 물건에 대한 잉크젯 프린팅 | |
| US11813843B2 (en) | Ink jet recording method, ultraviolet curable ink, and ink jet recording apparatus | |
| CA2917029C (en) | Radiation curable compositions for food packaging | |
| EP3233511B1 (en) | Uv curable inkjet inks for printing on glass | |
| EP3017960B1 (en) | Inkjet printing of pearlescent and metallic colours | |
| US20140354740A1 (en) | Non-aqueous white inkjet inks | |
| US20150231892A1 (en) | Inkjet recording apparatus and inkjet recording method | |
| EP3260505B1 (en) | Methods of manufacturing packaging for food, cosmetics and pharma | |
| EP3034312A1 (en) | Radiation curable compositions for printing on glass | |
| US10173449B2 (en) | Inkjet printing of pearlescent and metallic colours | |
| WO2020216654A2 (en) | Manufacturing of packaging | |
| EP4197802A1 (en) | Industrial inkjet printing method | |
| US11098213B2 (en) | Radiation-curable ink jet ink set and ink jet printing method | |
| WO2022253753A1 (en) | Uv led free radical curable inkjet inks |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |