KR20150026903A - Chemical mechanical polishing pad - Google Patents
Chemical mechanical polishing pad Download PDFInfo
- Publication number
- KR20150026903A KR20150026903A KR20140112165A KR20140112165A KR20150026903A KR 20150026903 A KR20150026903 A KR 20150026903A KR 20140112165 A KR20140112165 A KR 20140112165A KR 20140112165 A KR20140112165 A KR 20140112165A KR 20150026903 A KR20150026903 A KR 20150026903A
- Authority
- KR
- South Korea
- Prior art keywords
- layer
- polishing
- abrasive
- chemical mechanical
- curing agent
- Prior art date
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/11—Lapping tools
- B24B37/20—Lapping pads for working plane surfaces
- B24B37/205—Lapping pads for working plane surfaces provided with a window for inspecting the surface of the work being lapped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/11—Lapping tools
- B24B37/20—Lapping pads for working plane surfaces
- B24B37/22—Lapping pads for working plane surfaces characterised by a multi-layered structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/11—Lapping tools
- B24B37/20—Lapping pads for working plane surfaces
- B24B37/24—Lapping pads for working plane surfaces characterised by the composition or properties of the pad materials
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/28—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the compounds used containing active hydrogen
- C08G18/40—High-molecular-weight compounds
- C08G18/48—Polyethers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/28—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the compounds used containing active hydrogen
- C08G18/65—Low-molecular-weight compounds having active hydrogen with high-molecular-weight compounds having active hydrogen
- C08G18/66—Compounds of groups C08G18/42, C08G18/48, or C08G18/52
- C08G18/6666—Compounds of group C08G18/48 or C08G18/52
- C08G18/667—Compounds of group C08G18/48 or C08G18/52 with compounds of group C08G18/32 or polyamines of C08G18/38
- C08G18/6681—Compounds of group C08G18/48 or C08G18/52 with compounds of group C08G18/32 or polyamines of C08G18/38 with compounds of group C08G18/32 or C08G18/3271 and/or polyamines of C08G18/38
- C08G18/6685—Compounds of group C08G18/48 or C08G18/52 with compounds of group C08G18/32 or polyamines of C08G18/38 with compounds of group C08G18/32 or C08G18/3271 and/or polyamines of C08G18/38 with compounds of group C08G18/3225 or polyamines of C08G18/38
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/08—Processes
- C08G18/10—Prepolymer processes involving reaction of isocyanates or isothiocyanates with compounds having active hydrogen in a first reaction step
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/28—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the compounds used containing active hydrogen
- C08G18/30—Low-molecular-weight compounds
- C08G18/38—Low-molecular-weight compounds having heteroatoms other than oxygen
- C08G18/3802—Low-molecular-weight compounds having heteroatoms other than oxygen having halogens
- C08G18/3814—Polyamines
Abstract
Description
본 발명은 화학적 기계적 연마 패드 및 그의 제조 방법 및 사용 방법에 관한 것이다. 보다 구체적으로, 본 발명은 연마층; 경질층; 및 연마층을 경질층에 결합시키는 핫멜트(hot melt) 접착제를 포함하고; 여기서 연마층은 0.6 초과의 비중; 60 내지 90의 쇼어(Shore) D 경도; 100 내지 300%의 파단 연신율; 및 초기 가수분해 안정성과 장기 가수분해 불안정성(sustained hydrolytic instability)의 특별한 조합을 나타내고; 또한 연마층은 기판의 연마에 적합화된 연마 표면을 갖는 것인 화학적 기계적 연마 패드에 관한 것이다.The present invention relates to chemical mechanical polishing pads and methods of making and using the same. More specifically, the present invention relates to a polishing pad comprising: an abrasive layer; Hard layer; And a hot melt adhesive to bond the polishing layer to the hard layer; Wherein the abrasive layer has a specific gravity greater than 0.6; A Shore D hardness of 60 to 90; A fracture elongation of 100 to 300%; And a unique combination of initial hydrolysis stability and sustained hydrolytic instability; And wherein the polishing layer has a polishing surface adapted to polishing the substrate.
반도체의 제조는 전형적으로 다수의 화학적 기계적 평탄화 (CMP) 공정을 포함한다. 각각의 CMP 공정에서는, 연마액, 예컨대 연마제-함유 연마 슬러리 또는 연마제-무함유 반응성 액체와 조합된 연마 패드가 후속 층을 수용하도록 평탄화하거나 편평도를 유지하는 방식으로 과잉의 물질을 제거한다. 이들 층의 적층은 집적 회로를 형성하는 방식으로 조합된다. 신속한 작동 속도, 낮은 누설 전류 및 낮은 전력 소비를 갖는 소자가 요구되기 때문에 이러한 반도체 소자의 가공은 계속해서 점점 더 복잡해지고 있다. 소자 구조의 측면에서, 이는 보다 미세한 특징부(feature) 기하구조 및 증가한 금속화 수준으로 해석된다. 이러한 점점 더 엄격해지고 있는 소자 디자인 요건은 보다 낮은 유전 상수를 갖는 신규한 유전체와 함께 구리 금속화의 채택을 유도하고 있다. 소자의 증가한 복잡성과 함께, 저 유전율(low k) 및 초저 유전율(ultra-low k) 물질과 흔히 관련있는 열등한 물리적 성질은 CMP 소모품, 예컨대 연마 패드 및 연마액에 대한 수요의 증가를 유도하였다.The fabrication of semiconductors typically involves a number of chemical mechanical planarization (CMP) processes. In each CMP process, the abrasive pad, such as an abrasive-containing polishing slurry or a polishing pad in combination with the abrasive-free reactive liquid, is planarized to remove the excess material or removed to remove excess material in a manner to maintain the flatness. The stacking of these layers is combined in such a way as to form an integrated circuit. Processing of such semiconductor devices continues to become increasingly complex because devices with fast operating speeds, low leakage currents and low power consumption are required. In terms of device structure, this is interpreted as a finer feature geometry and increased metallization level. This increasingly stringent device design requirement has led to the adoption of copper metallization with novel dielectric materials having lower dielectric constants. With the increased complexity of the device, poor physical properties often associated with low k and ultra-low k materials have led to increased demand for CMP consumables such as polishing pads and abrasive liquids.
특히, 저 유전율 및 초저 유전율 유전체는 통상의 유전체와 비교하여 보다 낮은 기계적 강도 및 불량한 접착력을 갖는 경향이 있어, 평탄화를 더욱 어렵게 만든다. 또한, 집적 회로의 특징부 크기가 감소할수록, CMP-유도 결함, 예컨대 스크래칭(scratching)이 보다 심각한 문제가 된다. 추가로, 집적 회로의 필름 두께 감소는 결함의 개선과 동시에, 웨이퍼 기판에 허용되는 위상(topography)을 제공할 필요가 있고 - 이러한 위상 요건은 보다 더 엄격한 평탄도, 디싱(dishing) 및 부식 사양을 요구한다.In particular, low dielectric constant and ultra low dielectric constant dielectrics tend to have lower mechanical strength and poorer adhesion than conventional dielectrics, making planarization more difficult. Also, as the feature size of the integrated circuit is reduced, CMP-induced defects, such as scratching, become a more serious problem. In addition, the reduction in film thickness of the integrated circuit needs to provide acceptable topography to the wafer substrate, along with improvements in defects - such phase requirements require more rigorous flatness, dishing and corrosion specifications Demand.
폴리우레탄 연마 패드는 다양한 까다로운 정밀 연마 적용을 위해 사용되는 주요 패드 화학이다. 폴리우레탄 연마 패드는 실리콘 웨이퍼, 패턴 웨이퍼, 평판 디스플레이 및 자기 저장 디스크의 연마에 효과적이다. 특히, 폴리우레탄 연마 패드는 집적 회로의 가공에 사용되는 대부분의 연마 작업에 있어서 기계적 무결성 및 내화학성을 제공한다. 예를 들어, 폴리우레탄 연마 패드는 내인열성을 위한 고 강도; 연마 동안에 마모 문제를 피하기 위한 내마모성; 및 강산성 및 강한 부식성 연마액에 의한 공격에 대하여 내성을 갖기 위한 안정성을 갖는다.Polyurethane polishing pads are the main pad chemistry used for a variety of demanding precision polishing applications. Polyurethane polishing pads are effective for polishing silicon wafers, pattern wafers, flat panel displays and magnetic storage disks. In particular, polyurethane polishing pads provide mechanical integrity and chemical resistance in most polishing operations used in the fabrication of integrated circuits. For example, polyurethane polishing pads have high strength for durability; Abrasion resistance to avoid wear problems during polishing; And stability for resistance to attack by strongly acidic and strong corrosive polishing liquids.
폴리우레탄 연마층 부류는 미국 특허 8,288,448 (컬프(Kulp))에 개시되어 있다. 예비중합체 폴리올 및 다관능성 이소시아네이트의 예비중합체 반응으로부터 형성된 이소시아네이트-종결 반응 생성물로 형성된 주조 폴리우레탄 중합체 물질을 포함하는 연마 패드가 컬프에 의해 개시되었다. 이소시아네이트-종결 반응 생성물은 4.5 내지 8.7 중량%의 미반응 NCO를 가지며; 이소시아네이트-종결 반응 생성물은 경화제 폴리아민, 경화제 폴리올, 경화제 알콜아민 및 이들의 혼합물을 포함하는 군으로부터 선택된 경화제에 의해 경화된다. A class of polyurethane polishing layers is disclosed in U.S. Patent No. 8,288,448 (Kulp). An abrasive pad comprising a cast polyurethane polymer material formed from an isocyanate-terminated reaction product formed from a prepolymer polyol and a prepolymeric reaction of a polyfunctional isocyanate was disclosed by Culp. The isocyanate-terminated reaction product has an unreacted NCO of 4.5 to 8.7% by weight; The isocyanate-terminated reaction product is cured by a curing agent selected from the group consisting of a curing agent polyamine, a curing agent polyol, a curing agent, an alcohol amine, and mixtures thereof.
그러나, 결함 생성을 최소화하면서 평탄도를 제공하는, 성질들이 적절하게 균형을 이루고 있는 것을 나타내는 화학적 기계적 연마 패드가 계속해서 요구되고 있다.However, there continues to be a need for chemical and mechanical polishing pads that show that properties are adequately balanced, providing flatness while minimizing defect creation.
본 발명은 연마 표면, 베이스 표면 및 연마 표면부터 베이스 표면까지 연마 표면에 대하여 수직 방향으로 측정된 평균 두께 (T P - avg )를 갖는 연마층 [여기서, 연마층은 주조 폴리우레탄이고, 주조 폴리우레탄은 (a) (i) 다관능성 이소시아네이트; 및 (ii) 폴리에테르 기재의 폴리올의 반응에 의해 수득되고, 8 내지 9.5 중량%의 미반응 NCO를 갖는 이소시아네이트 종결 예비중합체; (b) 경화제 폴리아민, 경화제 폴리올, 경화제 알콜아민 및 이들의 혼합물로 이루어진 군으로부터 선택된 경화제; 및 임의로 (c) 다수의 미량요소를 포함하는 성분들의 반응 생성물이고; 연마층은 0.6 초과의 비중; 60 내지 90의 쇼어 D 경도; 및 100 내지 300%의 파단 연신율을 나타내고; 연마층은 25℃에서 24시간 동안 탈이온수에의 침지 후에 연마층 샘플의 선형 치수가 1% 미만만큼 변화하는 초기 가수분해 안정성을 나타내고; 연마층은 25℃에서 7일 동안 탈이온수에의 침지 후에 연마층 샘플의 선형 치수가 1.75% 이상만큼 변화하는 장기 가수분해 불안정성을 나타냄]; 상면 및 하면을 갖는 경질층; 연마층의 베이스 표면과 경질층의 상면 사이에 개재된 핫멜트 접착제 [여기서, 핫멜트 접착제는 연마층을 경질층에 결합시킴]; 적층면 및 정반면(platen side)을 갖는 감압성(pressure sensitive) 정반 접착제 층 [여기서, 감압성 정반 접착제 층의 적층면은 경질층의 하면에 인접해 있음]; 및 임의로 박리 라이너 [여기서, 임의적인 박리 라이너는 감압성 정반 접착제 층의 정반면 상에 배치됨]를 포함하는 화학적 기계적 연마 패드를 제공한다.The present invention relates to a polishing layer having a polishing surface, a base surface and an average thickness ( T P - avg ) measured in a direction perpendicular to the polishing surface from the polishing surface to the base surface, wherein the polishing layer is a cast polyurethane, (A) (i) a multifunctional isocyanate; And (ii) an isocyanate terminated prepolymer obtained by reaction of a polyether-based polyol, having an unreacted NCO of 8 to 9.5% by weight; (b) a curing agent selected from the group consisting of a curing agent polyamine, a curing agent polyol, a curing agent alcohol amine, and mixtures thereof; And optionally (c) a plurality of trace elements; The abrasive layer has a specific gravity of greater than 0.6; A Shore D hardness of 60 to 90; And a breaking elongation of 100 to 300%; The abrasive layer exhibits an initial hydrolytic stability at which the linear dimension of the abrasive layer sample changes by less than 1% after immersion in deionized water at 25 占 폚 for 24 hours; The abrasive layer exhibits long term hydrolytic instability wherein the linear dimension of the abrasive layer sample changes by at least 1.75% after immersion in deionized water for 7 days at 25 占 폚; A hard layer having an upper surface and a lower surface; A hot melt adhesive interposed between the base surface of the abrasive layer and the upper surface of the hard layer, wherein the hot melt adhesive bonds the abrasive layer to the hard layer; A pressure sensitive facing adhesive layer having a laminated surface and a platen side wherein the laminated side of the pressure sensitive facing adhesive layer is adjacent to a lower surface of the hard layer; And optionally a release liner, wherein the optional release liner is disposed on the positive side of the pressure sensitive platen adhesive layer.
본 발명은 연마 표면, 베이스 표면 및 연마 표면부터 베이스 표면까지 연마 표면에 대하여 수직 방향으로 측정된 평균 두께 (T P - avg )를 갖는 연마층 [여기서, 연마층은 주조 폴리우레탄이고, 주조 폴리우레탄은 (a) (i) 다관능성 이소시아네이트; 및 (ii) 폴리에테르 기재의 폴리올의 반응에 의해 수득되고, 8 내지 9.5 중량%의 미반응 NCO를 갖는 이소시아네이트 종결 예비중합체; (b) 경화제 폴리아민, 경화제 폴리올, 경화제 알콜아민 및 이들의 혼합물로 이루어진 군으로부터 선택된 경화제; 및 임의로 (c) 다수의 미량요소를 포함하는 성분들의 반응 생성물이고; 경화제 및 이소시아네이트 종결 예비중합체는 80 내지 95% 미만의 OH 또는 NH2 대 미반응 NCO의 화학량론비를 가지고; 연마층은 0.6 초과의 비중; 60 내지 90의 쇼어 D 경도; 및 100 내지 300%의 파단 연신율을 나타내고; 연마층은 25℃에서 24시간 동안 탈이온수에의 침지 후에 연마층 샘플의 선형 치수가 1% 미만만큼 변화하는 초기 가수분해 안정성을 나타내고; 연마층은 25℃에서 7일 동안 탈이온수에의 침지 후에 연마층 샘플의 선형 치수가 1.75 내지 3.5%만큼 변화하는 장기 가수분해 불안정성을 나타냄]; 상면 및 하면을 갖는 경질층; 연마층의 베이스 표면과 경질층의 상면 사이에 개재된 핫멜트 접착제 [여기서, 핫멜트 접착제는 연마층을 경질층에 결합시킴]; 적층면 및 정반면을 갖는 감압성 정반 접착제 층 [여기서, 감압성 정반 접착제 층의 적층면은 경질층의 하면에 인접해 있음]; 및 임의로 박리 라이너 [여기서, 임의적인 박리 라이너는 감압성 정반 접착제 층의 정반면 상에 배치됨]를 포함하는 화학적 기계적 연마 패드를 제공한다.The present invention relates to a polishing layer having a polishing surface, a base surface and an average thickness ( T P - avg ) measured in a direction perpendicular to the polishing surface from the polishing surface to the base surface, wherein the polishing layer is a cast polyurethane, (A) (i) a multifunctional isocyanate; And (ii) an isocyanate terminated prepolymer obtained by reaction of a polyether-based polyol, having an unreacted NCO of 8 to 9.5% by weight; (b) a curing agent selected from the group consisting of a curing agent polyamine, a curing agent polyol, a curing agent alcohol amine, and mixtures thereof; And optionally (c) a plurality of trace elements; The curing agent and the isocyanate terminated prepolymer have a stoichiometric ratio of OH or NH 2 to unreacted NCO of less than 80 to 95%; The abrasive layer has a specific gravity of greater than 0.6; A Shore D hardness of 60 to 90; And a breaking elongation of 100 to 300%; The abrasive layer exhibits an initial hydrolytic stability at which the linear dimension of the abrasive layer sample changes by less than 1% after immersion in deionized water at 25 占 폚 for 24 hours; The abrasive layer exhibits long term hydrolytic instability with linear dimensions of the abrasive layer sample varying from 1.75 to 3.5% after immersion in deionized water at 25 占 폚 for 7 days; A hard layer having an upper surface and a lower surface; A hot melt adhesive interposed between the base surface of the abrasive layer and the upper surface of the hard layer, wherein the hot melt adhesive bonds the abrasive layer to the hard layer; A pressure-sensitive platen layer having a laminated surface and a regular surface, wherein the laminated surface of the pressure-sensitive platen-facing adhesive layer is adjacent to a lower surface of the hard layer; And optionally a release liner, wherein the optional release liner is disposed on the positive side of the pressure sensitive platen adhesive layer.
본 발명은 연마 표면, 베이스 표면 및 연마 표면부터 베이스 표면까지 연마 표면에 대하여 수직 방향으로 측정된 평균 두께 (T P - avg )를 갖는 연마층 [여기서, 연마층은 주조 폴리우레탄이고, 주조 폴리우레탄은 (a) (i) 다관능성 이소시아네이트; 및 (ii) 폴리에테르 기재의 폴리올의 반응에 의해 수득되고, 8 내지 9.5 중량%의 미반응 NCO를 갖는 이소시아네이트 종결 예비중합체; (b) 경화제 폴리아민, 경화제 폴리올, 경화제 알콜아민 및 이들의 혼합물로 이루어진 군으로부터 선택된 경화제; 및 임의로 (c) 다수의 미량요소를 포함하는 성분들의 반응 생성물이고; 연마층은 0.6 초과의 비중; 60 내지 90의 쇼어 D 경도; 및 100 내지 300%의 파단 연신율을 나타내고; 연마층은 25℃에서 24시간 동안 탈이온수에의 침지 후에 연마층 샘플의 선형 치수가 1% 미만만큼 변화하는 초기 가수분해 안정성을 나타내고; 연마층은 25℃에서 7일 동안 탈이온수에의 침지 후에 연마층 샘플의 선형 치수가 1.75 내지 3.5%만큼 변화하는 장기 가수분해 불안정성을 나타냄]; 상면 및 하면을 갖는 경질층 [여기서, 경질층은 이축 연신 폴리에틸렌 테레프탈레이트로 제조되고; 경질층은 6 내지 15 밀(mil)의 평균 두께를 가지고; 경질층은 3,000 내지 7,000 MPa의 영률(Young's Modulus)을 나타냄]; 연마층의 베이스 표면과 경질층의 상면 사이에 개재된 핫멜트 접착제 [여기서, 핫멜트 접착제는 연마층을 경질층에 결합시킴]; 적층면 및 정반면을 갖는 감압성 정반 접착제 층 [여기서, 감압성 정반 접착제 층의 적층면은 경질층의 하면에 인접해 있음]; 및 임의로 박리 라이너 [여기서, 임의적인 박리 라이너는 감압성 정반 접착제 층의 정반면 상에 배치됨]를 포함하는 화학적 기계적 연마 패드를 제공한다.The present invention relates to a polishing layer having a polishing surface, a base surface and an average thickness ( T P - avg ) measured in a direction perpendicular to the polishing surface from the polishing surface to the base surface, wherein the polishing layer is a cast polyurethane, (A) (i) a multifunctional isocyanate; And (ii) an isocyanate terminated prepolymer obtained by reaction of a polyether-based polyol, having an unreacted NCO of 8 to 9.5% by weight; (b) a curing agent selected from the group consisting of a curing agent polyamine, a curing agent polyol, a curing agent alcohol amine, and mixtures thereof; And optionally (c) a plurality of trace elements; The abrasive layer has a specific gravity of greater than 0.6; A Shore D hardness of 60 to 90; And a breaking elongation of 100 to 300%; The abrasive layer exhibits an initial hydrolytic stability at which the linear dimension of the abrasive layer sample changes by less than 1% after immersion in deionized water at 25 占 폚 for 24 hours; The abrasive layer exhibits long term hydrolytic instability with linear dimensions of the abrasive layer sample varying from 1.75 to 3.5% after immersion in deionized water at 25 占 폚 for 7 days; A hard layer having an upper surface and a lower surface, wherein the hard layer is made of biaxially stretched polyethylene terephthalate; The hard layer has an average thickness of 6 to 15 mils; The hard layer exhibiting a Young's Modulus of 3,000 to 7,000 MPa; A hot melt adhesive interposed between the base surface of the abrasive layer and the upper surface of the hard layer, wherein the hot melt adhesive bonds the abrasive layer to the hard layer; A pressure-sensitive platen layer having a laminated surface and a regular surface, wherein the laminated surface of the pressure-sensitive platen-facing adhesive layer is adjacent to a lower surface of the hard layer; And optionally a release liner, wherein the optional release liner is disposed on the positive side of the pressure sensitive platen adhesive layer.
본 발명은 연마 표면, 베이스 표면 및 연마 표면부터 베이스 표면까지 연마 표면에 대하여 수직 방향으로 측정된 평균 두께 (T P - avg )를 갖는 연마층 [여기서, 연마층은 주조 폴리우레탄이고, 주조 폴리우레탄은 (a) (i) 다관능성 이소시아네이트; 및 (ii) 폴리에테르 기재의 폴리올의 반응에 의해 수득되고 8.7 중량% 초과 내지 9 중량%의 미반응 NCO를 갖는 이소시아네이트 종결 예비중합체; (b) 경화제 폴리아민, 경화제 폴리올, 경화제 알콜아민 및 이들의 혼합물로 이루어진 군으로부터 선택된 경화제; 및 임의로 (c) 다수의 미량요소를 포함하는 성분들의 반응 생성물이고; 연마층은 0.6 초과의 비중; 60 내지 90의 쇼어 D 경도; 및 100 내지 300%의 파단 연신율을 나타내고; 연마층은 25℃에서 24시간 동안 탈이온수에의 침지 후에 연마층 샘플의 선형 치수가 1% 미만만큼 변화하는 초기 가수분해 안정성을 나타내고; 연마층은 25℃에서 7일 동안 탈이온수에의 침지 후에 연마층 샘플의 선형 치수가 1.75 내지 3.5%만큼 변화하는 장기 가수분해 불안정성을 나타냄]; 상면 및 하면을 갖는 경질층; 연마층의 베이스 표면과 경질층의 상면 사이에 개재된 핫멜트 접착제 [여기서, 핫멜트 접착제는 연마층을 경질층에 결합시킴]; 적층면 및 정반면을 갖는 감압성 정반 접착제 층 [여기서, 감압성 정반 접착제 층의 적층면은 경질층의 하면에 인접해 있음]; 임의로 박리 라이너 [여기서, 임의적인 박리 라이너는 감압성 정반 접착제 층의 정반면 상에 배치됨]; 및 종점 검출창(endpoint detection window)을 포함하는 화학적 기계적 연마 패드를 제공한다.The present invention relates to a polishing layer having a polishing surface, a base surface and an average thickness ( T P - avg ) measured in a direction perpendicular to the polishing surface from the polishing surface to the base surface, wherein the polishing layer is a cast polyurethane, (A) (i) a multifunctional isocyanate; And (ii) an isocyanate terminated prepolymer obtained by reaction of a polyether-based polyol and having an unreacted NCO greater than 8.7 wt% to 9 wt%; (b) a curing agent selected from the group consisting of a curing agent polyamine, a curing agent polyol, a curing agent alcohol amine, and mixtures thereof; And optionally (c) a plurality of trace elements; The abrasive layer has a specific gravity of greater than 0.6; A Shore D hardness of 60 to 90; And a breaking elongation of 100 to 300%; The abrasive layer exhibits an initial hydrolytic stability at which the linear dimension of the abrasive layer sample changes by less than 1% after immersion in deionized water at 25 占 폚 for 24 hours; The abrasive layer exhibits long term hydrolytic instability with linear dimensions of the abrasive layer sample varying from 1.75 to 3.5% after immersion in deionized water at 25 占 폚 for 7 days; A hard layer having an upper surface and a lower surface; A hot melt adhesive interposed between the base surface of the abrasive layer and the upper surface of the hard layer, wherein the hot melt adhesive bonds the abrasive layer to the hard layer; A pressure-sensitive platen layer having a laminated surface and a regular surface, wherein the laminated surface of the pressure-sensitive platen-facing adhesive layer is adjacent to a lower surface of the hard layer; Optionally a release liner, wherein the optional release liner is disposed on the positive side of the pressure sensitive platen adhesive layer; And an endpoint detection window. ≪ Desc /
본 발명은 자기 기판, 광학 기판 및 반도체 기판 중 하나 이상으로부터 선택된 기판을 제공하고; 본 발명에 따른 화학적 기계적 연마 패드를 제공하고; 연마층의 연마 표면과 기판 사이에 동적 접촉을 초래하여 기판의 표면을 연마하고; 연마 컨디셔너(abrasive conditioner)로 연마 표면을 컨디셔닝하는 것을 포함하는, 기판의 연마 방법을 제공한다.The present invention provides a substrate selected from one or more of a magnetic substrate, an optical substrate, and a semiconductor substrate; Providing a chemical mechanical polishing pad according to the present invention; Polishing the surface of the substrate by causing dynamic contact between the polishing surface of the polishing layer and the substrate; A method of polishing a substrate, comprising conditioning the polishing surface with an abrasive conditioner.
도 1은 본 발명의 화학적 기계적 연마 패드의 투시도이다.
도 2는 본 발명의 화학적 기계적 연마 패드의 단면 절단 정면도이다.
도 3은 본 발명의 화학적 기계적 연마 패드의 상면도이다.
도 4는 본 발명의 연마층의 측면 투시도이다.
도 5는 본 발명의 화학적 기계적 연마 패드의 단면 절단 정면도이다.
도 6은 본 발명의 플러그 인 플레이스(plug in place) 창 블록의 정면도이다.
도 7은 플러그 인 플레이스 창 블록을 갖는 본 발명의 화학적 기계적 연마 패드의 단면 절단 정면도이다.
도 8은 플러그 인 플레이스 창 블록을 갖는 본 발명의 화학적 기계적 연마 패드의 단면 절단 정면도이다.
도 9는 플러그 인 플레이스 창 블록을 갖는 본 발명의 화학적 기계적 연마 패드의 단면 절단 정면도이다.
도 10은 일체형 창을 갖는 본 발명의 화학적 기계적 연마 패드의 단면 절단 정면도이다. 1 is a perspective view of a chemical mechanical polishing pad of the present invention.
2 is a cross-sectional cutaway front view of the chemical mechanical polishing pad of the present invention.
3 is a top view of the chemical mechanical polishing pad of the present invention.
4 is a side perspective view of an abrasive layer of the present invention.
5 is a cross-sectional cutaway front view of the chemical mechanical polishing pad of the present invention.
6 is a front view of a plug-in place window block of the present invention.
7 is a cross-sectional cutaway front view of a chemical mechanical polishing pad of the present invention having a plug-in place window block.
8 is a cross-sectional cutaway front view of a chemical mechanical polishing pad of the present invention having a plug-in place window block.
9 is a cross-sectional cutaway front view of a chemical mechanical polishing pad of the present invention having a plug-in place window block.
10 is a cross-sectional cutaway front view of a chemical mechanical polishing pad of the present invention having an integral window.
통상의 폴리우레탄 연마층은 가수분해 안정성 및 장기간에 걸친 가수분해 안정성(extended hydrolytic stability)을 나타내는 폴리우레탄 물질을 사용하여 디자인되어 왔다. 화학적 기계적 연마층에 사용하기 위해서는 수중에 장기간 동안 침지시켰을 때 치수 안정성을 유지하는 폴리우레탄 물질이 필요하다는 것이 일반적인 통념이다. 본 출원인은 놀랍게도 0.6 초과의 비중; 60 내지 90의 쇼어 D 경도; 100 내지 300%의 파단 연신율; 및 초기 가수분해 안정성과 장기 가수분해 불안정성의 특별한 조합을 나타내는 연마층을 갖는 본 발명의 화학적 기계적 연마 패드가 낮은 소자 수율을 유도할 수 있는 결함, 특히 스크래치 결함을 최소화하면서 개선된 평탄화 성능을 제공한다는 것을 발견하였다. 본 발명의 연마층에 의해 나타나는 성질들의 특별한 균형은, 예를 들어 결함 생성을 최소화하면서 노출된 구리 특징부를 갖는 반도체 웨이퍼의 효과적인 평탄화를 가능하게 한다.Conventional polyurethane polishing layers have been designed using polyurethane materials that exhibit hydrolytic stability and prolonged hydrolytic stability. It is common practice to use polyurethane materials that maintain dimensional stability when immersed in water for a long period of time for use in chemical mechanical polishing layers. Applicant has surprisingly found a specific gravity of greater than 0.6; A Shore D hardness of 60 to 90; A fracture elongation of 100 to 300%; And the chemical mechanical polishing pad of the present invention having an abrasive layer that exhibits a particular combination of initial hydrolysis stability and long term hydrolytic instability provides defects that can lead to low device yields and in particular improved planarization performance while minimizing scratch defects . A particular balance of properties exhibited by the abrasive layer of the present invention enables effective planarization of semiconductor wafers with exposed copper features, for example, with minimal defect generation.
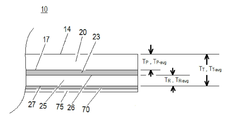
본원 및 첨부된 특허청구범위에서 연마 표면 (14)을 갖는 화학적 기계적 연마 패드 (10)와 관련하여 사용된 용어 "평균 전체 두께 ( T T - avg )"는 연마 표면 (14)부터 경질층 (25)의 하면 (27)까지 연마 표면 (14)에 대하여 법선 방향으로 측정된 화학적 기계적 연마 패드의 평균 두께 (T T )를 의미한다 (도 1, 2, 5 및 7-10 참조).The term " average total thickness ( T T - avg ) " used in connection with the chemical
본원 및 첨부된 특허청구범위에서 연마층과 관련하여 사용된 용어 "초기 가수분해 안정성"은 실시예에 상술된 절차에 따라 측정하였을 때, 25℃에서 24시간 동안 탈이온수에의 침지 후에 연마층 샘플의 선형 치수가 1% 미만만큼 변화하는 것을 의미한다.When present, and is used by the patent in connection with the polishing layer in the appended claims, the term "initial hydrolytic stability" is measured according to the procedure described for Example, the polishing layer sample at 25 ℃ after immersion in deionized water for 24 hours Means that the linear dimension of < RTI ID = 0.0 >
본원 및 첨부된 특허청구범위에서 연마층과 관련하여 사용된 용어 "장기간에 걸친 가수분해 안정성"은 실시예에 상술된 절차에 따라 측정하였을 때, 25℃에서 7일 동안 탈이온수에의 침지 후에 연마층 샘플의 선형 치수가 1.75% 미만만큼 변화하는 것을 의미한다.Herein and used in the patent in connection with the polishing layer in the appended claims, the term "hydrolytic stability over a long period of time" is polished after immersion in deionized water, while, at 25
본원 및 첨부된 특허청구범위에서 연마층과 관련하여 사용된 용어 "장기 가수분해 불안정성( sustained hydrolytic instability )"은 실시예에 상술된 절차에 따라 측정하였을 때, 25℃에서 7일 동안 탈이온수에의 침지 후에 연마층 샘플의 선형 치수가 1.75% 이상만큼 변화하는 것을 의미한다.Herein and used in the patent in connection with the polishing layer in the appended claims, the term "long-term hydrolytic instability (sustained hidrolytic instability) "is meant to change in 25 ℃ as above after immersion in deionized water and the linear dimension of the abrasive layer sample of 1.75% in 7 days when measured according to the procedure described for Example.
본원 및 첨부된 특허청구범위에서 화학적 기계적 연마 패드 (10)와 관련하여 사용된 용어 "실질적으로 원형인 횡단면"은 연마층 (20)의 연마 표면 (14)의 중심축 (12)부터 외주 (15)까지의 횡단면의 최장 반경 (r)이 연마 표면 (14)의 중심축 (12)부터 외주 (15)까지의 횡단면의 최단 반경 (r)보다 20% 이하 더 긴 것을 의미한다 (도 1 참조).The term " substantially circular cross section " as used herein in connection with the chemical
본 발명의 화학적 기계적 연마 패드 (10)는 바람직하게는 중심축 (12) 둘레를 회전하는 것에 적합화된다 (도 1 참조). 바람직하게는, 연마층 (20)의 연마 표면 (14)은 중심축 (12)에 대하여 수직인 평면 (28)이다. 화학적 기계적 연마 패드 (10)는 바람직하게는 중심축 (12)에 대하여 85 내지 95°, 바람직하게는 중심축 (12)에 대하여 90°의 각도 (γ)로 있는 평면 (28)에서의 회전에 적합화된다. 바람직하게는, 연마층 (20)은 중심축 (12)에 대하여 수직으로, 실질적으로 원형인 횡단면을 갖는 연마 표면 (14)을 갖는다. 바람직하게는, 중심축 (12)에 대하여 수직인 연마 표면 (14)의 횡단면의 반경 (r)은 횡단면에 있어서 20% 이하만큼, 보다 바람직하게는 횡단면에 있어서 10% 이하만큼 달라진다.The chemical
본 발명의 화학적 기계적 연마 패드 (10)는 특히 자기 기판, 광학 기판 및 반도체 기판 중 하나 이상으로부터 선택된 기판의 연마를 용이하게 하도록 디자인된다. 바람직하게는, 본 발명의 화학적 기계적 연마 패드 (10)는 반도체 기판의 연마를 용이하게 하도록 디자인된다. 보다 바람직하게는, 본 발명의 화학적 기계적 연마 패드 (10)는 반도체 웨이퍼 기판 표면 상의 노출된 구리 특징부의 연마를 용이하게 하도록 디자인된다.The chemical
본 발명의 화학적 기계적 연마 패드 (10)는 연마 표면 (14), 베이스 표면 (17) 및 연마 표면 (14)부터 베이스 표면 (17)까지 연마 표면 (14)에 대하여 수직 방향으로 측정된 평균 두께 (T P - avg )를 갖는 연마층 (20); 상면 (26) 및 하면 (27)을 갖는 경질층 (25); 연마층 (20)의 베이스 표면 (17)과 경질층 (25)의 상면 (26) 사이에 개재된 핫멜트 접착제 (23) [여기서, 핫멜트 접착제 (23)는 연마층 (20)을 경질층 (25)에 결합시킴]; 임의로 감압성 정반 접착제 층 (70) [여기서, 감압성 정반 접착제 층 (70)은 경질층 (25)의 하면 (27) 상에 배치됨] (바람직하게는, 임의적인 감압성 정반 접착제 층은 화학적 기계적 연마 패드의 연마기에의 고정을 용이하게 함); 임의로 박리 라이너 (75) [여기서, 감압성 정반 접착제 층 (70)은 경질층 (25)의 하면 (27)과 임의적인 박리 라이너 (75) 사이에 개재됨]; 및 임의로 종점 검출창 (30) (바람직하게는, 종점 검출창은 원위치(in situ) 연마 종점 검출을 용이하게 함)을 포함하고; 여기서 연마층 (20)은 주조 폴리우레탄이고, 주조 폴리우레탄은 (a) (i) 다관능성 이소시아네이트; 및 (ii) 폴리에테르 기재의 폴리올의 반응에 의해 수득되고, 8 내지 9.5 중량% (바람직하게는, 8.65 내지 9.05 중량%; 보다 바람직하게는 8.7 중량% 초과 내지 9 중량%)의 미반응 NCO를 갖는 이소시아네이트 종결 예비중합체; (b) 경화제 폴리아민, 경화제 폴리올, 경화제 알콜아민 및 이들의 혼합물로 이루어진 군으로부터 선택된 경화제; 및 (c) 임의로 다수의 미량요소를 포함하는 성분들의 반응 생성물이고; 연마층 (20)은 0.6 초과의 비중; 60 내지 90 (바람직하게는, 60 초과 내지 75; 보다 바람직하게는 61 내지 75; 가장 바람직하게는 65 초과 내지 70)의 쇼어 D 경도; 및 100 내지 300% (바람직하게는, 100 내지 200%; 보다 바람직하게는 125 내지 175%; 가장 바람직하게는 150 내지 160%)의 파단 연신율을 나타내고; 연마층 (20)은 25℃에서 24시간 동안 탈이온수에의 침지 후에 연마층 샘플의 선형 치수가 1% 미만만큼 변화하는 초기 가수분해 안정성을 나타내고 (실시예에 기재된 방법에 따라 측정됨); 연마층 (20)은 25℃에서 7일 동안 탈이온수에의 침지 후에 연마층 샘플의 선형 치수가 1.75% 이상만큼 (바람직하게는, 1.75 내지 5%; 보다 바람직하게는 1.75 내지 3.5%; 가장 바람직하게는 2 내지 3%) 변화하는 장기 가수분해 불안정성을 나타낸다 (실시예에 기재된 방법에 따라 측정됨) (도 1-10 참조).The chemical
바람직하게는, 연마층 (20)의 형성에 사용되는 다관능성 이소시아네이트는 지방족 다관능성 이소시아네이트, 방향족 다관능성 이소시아네이트 및 이들의 혼합물로 이루어진 군으로부터 선택된다. 바람직하게는, 연마층 (20)의 형성에 사용되는 다관능성 이소시아네이트는 2개의 반응성 이소시아네이트 기 (즉, NCO)를 함유한다. 보다 바람직하게는, 연마층 (20)의 형성에 사용되는 다관능성 이소시아네이트는 2,4-톨루엔 디이소시아네이트; 2,6-톨루엔 디이소시아네이트; 4,4'-디페닐메탄 디이소시아네이트; 나프탈렌-1,5-디이소시아네이트; 톨리딘 디이소시아네이트; para-페닐렌 디이소시아네이트; 크실릴렌 디이소시아네이트; 이소포론 디이소시아네이트; 헥사메틸렌 디이소시아네이트; 4,4'-디시클로헥실메탄 디이소시아네이트; 시클로헥산디이소시아네이트; 및 이들의 혼합물로 이루어진 군으로부터 선택된 디이소시아네이트이다. 가장 바람직하게는, 연마층 (20)의 형성에 사용되는 다관능성 이소시아네이트는 톨루엔 디이소시아네이트 (바람직하게는, 2,4-톨루엔 디이소시아네이트; 2,6-톨루엔 디이소시아네이트 및 이들의 혼합물로 이루어진 군으로부터 선택된 톨루엔 디이소시아네이트)이다.Preferably, the multifunctional isocyanate used to form the
바람직하게는, 연마층 (20)의 형성에 사용되는 이소시아네이트 종결 예비중합체는 8 내지 9.5 중량%의 미반응 이소시아네이트 (NCO) 기를 갖는다. 보다 바람직하게는, 연마층 (20)의 형성에 사용되는 이소시아네이트 종결 예비중합체는 8.65 내지 9.05 중량% (가장 바람직하게는, 8.7 중량% 초과 내지 9 중량%)의 미반응 이소시아네이트 (NCO) 기를 갖는다.Preferably, the isocyanate terminated prepolymer used in the formation of the
바람직하게는, 폴리에테르 기재의 폴리올은 폴리프로필렌 글리콜 기재의 폴리올이며 8 내지 9.5 중량% (보다 바람직하게는, 8.65 내지 9.05 중량%; 가장 바람직하게는 8.7 중량% 초과 내지 9 중량%)의 미반응 이소시아네이트 (NCO) 농도를 갖는다. 시판되는 폴리프로필렌 글리콜 기재의 이소시아네이트 종결 우레탄 예비중합체의 예는 이뮤탄(Imuthane)® 예비중합체 (코임 유에스에이, 인크.(COIM USA, Inc.)로부터 입수가능한 것, 예컨대 PPT-80A, PPT-90A, PPT-95A, PPT-65D, PPT-75D); 아디프렌(Adiprene)® 예비중합체 (켐투라(Chemtura)로부터 입수가능한 것, 예컨대 LFG 963A, LFG 964A, LFG 740D); 및 안두르(Andur)® 예비중합체 (안데르슨 디벌롭먼트 캄파니(Anderson Development Company)로부터 입수가능한 것, 예컨대 8000APLF, 9500APLF, 6500DPLF, 7501DPLF)를 포함한다.Preferably, the polyether-based polyol is a polypropylene glycol-based polyol and is present in an amount of from 8 to 9.5 wt% (more preferably from 8.65 to 9.05 wt%; most preferably from greater than 8.7 wt% to 9 wt%) of unreacted And has an isocyanate (NCO) concentration. Examples of commercially available polypropylene glycol based isocyanate terminated urethane prepolymers are available from the Imuthane prepolymer (available from COIM USA, Inc., such as PPT-80A, PPT-90A, PPT-95A, PPT-65D, PPT-75D); Adiprene 占 prepolymer (available from Chemtura, such as LFG 963A, LFG 964A, LFG 740D); And the Andur® prepolymer (available from the Anderson Development Company, such as 8000APLF, 9500APLF, 6500DPLF, 7501DPLF).
바람직하게는, 연마층 (20)의 형성에 사용되는 이소시아네이트 종결 예비중합체는 0.1 중량% 미만의 자유 톨루엔 디이소시아네이트 (TDI) 단량체 함량을 갖는 낮은 자유도의 이소시아네이트 종결 우레탄 예비중합체이다.Preferably, the isocyanate terminated prepolymer used in the formation of the
바람직하게는, 연마층 (20)의 형성에 사용되는 경화제는 폴리아민, 경화제 폴리올, 경화제 알콜아민 및 이들의 혼합물로 이루어진 군으로부터 선택된다. 보다 바람직하게는, 연마층 (20)의 형성에 사용되는 경화제는 폴리올 및 폴리아민으로부터 선택된다. 보다 더욱 바람직하게는, 연마층 (20)의 형성에 사용되는 경화제는 1급 아민 및 2급 아민으로 이루어진 군으로부터 선택된 2관능성 경화제이다. 보다 바람직하게는, 2관능성 경화제는 디에틸톨루엔디아민 (DETDA); 3,5-디메틸티오-2,4-톨루엔디아민 및 그의 이성질체; 3,5-디에틸톨루엔-2,4-디아민 및 그의 이성질체 (예를 들어, 3,5-디에틸톨루엔-2,6-디아민); 4,4'-비스-(sec-부틸아미노)-디페닐메탄; 1,4-비스-(sec-부틸아미노)-벤젠; 4,4'-메틸렌-비스-(2-클로로아닐린); 4,4'-메틸렌-비스-(3-클로로-2,6-디에틸아닐린) (MCDEA); 폴리테트라메틸렌옥시드-디-p-아미노벤조에이트; N,N'-디알킬디아미노 디페닐 메탄; p,p'-메틸렌 디아닐린 (MDA); m-페닐렌디아민 (MPDA); 4,4'-메틸렌-비스-(2-클로로아닐린) (MBOCA); 4,4'-메틸렌-비스-(2,6-디에틸아닐린) (MDEA); 4,4'-메틸렌-비스-(2,3-디클로로아닐린) (MDCA); 4,4'-디아미노-3,3'-디에틸-5,5'-디메틸 디페닐메탄, 2,2',3,3'-테트라클로로 디아미노 디페닐메탄; 트리메틸렌 글리콜 디-p-아미노벤조에이트; 이들의 이성질체; 및 이들의 혼합물로 이루어진 군으로부터 선택된다. 가장 바람직하게는, 경화제는 4,4'-메틸렌-비스-(2-클로로아닐린) (MBOCA)이다.Preferably, the curing agent used to form the
바람직하게는, 경화제의 반응성 수소 기 (즉, 아민 (NH2) 기와 히드록실 (OH) 기의 총합) 대 이소시아네이트 종결 예비중합체의 미반응 이소시아네이트 (NCO) 기의 화학량론비는 80 내지 95% 미만 (보다 바람직하게는, 85 내지 95% 미만; 보다 더욱 바람직하게는 87 내지 94%; 가장 바람직하게는 89 내지 92%)이다.Preferably, the stoichiometric ratio of the reactive hydrogen groups of the curing agent (i.e., the sum of amine (NH 2 ) and hydroxyl (OH) groups) to the unreacted isocyanate (NCO) group of the isocyanate terminated prepolymer is less than 80 to 95% , More preferably from 85 to less than 95%, even more preferably from 87 to 94%, most preferably from 89 to 92%).
연마층 (20)은 임의로 다수의 미량요소를 추가로 포함한다. 바람직하게는, 다수의 미량요소는 연마층 (20) 전체에 걸쳐서 균일하게 분산된다. 바람직하게는, 다수의 미량요소는 포획된 기포, 중공형 코어 중합체 물질, 액체 충전된 중공형 코어 중합체 물질, 수용성 물질, 불용성 상 물질 (예를 들어, 광유) 및 이들의 조합으로부터 선택된다. 보다 바람직하게는, 다수의 미량요소는 연마층 (20) 전체에 걸쳐서 균일하게 분포된 포획 기포 및 중공형 코어 중합체 물질로부터 선택된다. 바람직하게는, 다수의 미량요소는 150 ㎛ 미만 (보다 바람직하게는, 50 ㎛ 미만; 가장 바람직하게는 10 내지 50 ㎛)의 중량 평균 직경을 갖는다. 바람직하게는, 다수의 미량요소는 폴리아크릴로니트릴 또는 폴리아크릴로니트릴 공중합체의 외벽을 갖는 중합체 미소구체 (예를 들어, 악조 노벨(Akzo Nobel) 제조의 익스판셀(Expancel)®)를 포함한다. 바람직하게는, 다수의 미량요소는 0 내지 35 부피%의 다공성 (보다 바람직하게는, 10 내지 25 부피%의 다공성)으로 연마층 (20)에 혼입된다.The
연마층 (20)은 다공성 및 비다공성 (즉, 비충전) 구조로 제공될 수 있다. 바람직하게는, 연마층 (20)은 ASTM D1622에 따라 측정하였을 때, 0.6 초과의 비중을 나타낸다. 보다 바람직하게는, 연마층 (20)은 ASTM D1622에 따라 측정하였을 때, 0.6 내지 1.5 (보다 더욱 바람직하게는, 0.7 내지 1.2; 가장 바람직하게는 0.95 내지 1.2)의 비중을 나타낸다.The
바람직하게는, 연마층 (20)은 ASTM D2240에 따라 측정하였을 때, 60 내지 90의 쇼어 D 경도를 나타낸다. 보다 바람직하게는, 연마층 (20)은 ASTM D2240에 따라 측정하였을 때, 60 초과 내지 75 (보다 바람직하게는, 61 내지 75; 가장 바람직하게는, 65 초과 내지 70)의 쇼어 D 경도를 나타낸다.Preferably, the
바람직하게는, 연마층 (20)은 ASTM D412에 따라 측정하였을 때, 100 내지 300%의 파단 연신율을 나타낸다. 바람직하게는, 연마층 (20)은 ASTM D412에 따라 측정하였을 때, 100 내지 200% (보다 더욱 바람직하게는, 125 내지 175%; 가장 바람직하게는 150 내지 160%)의 파단 연신율을 나타낸다.Preferably, the
당업자라면 주어진 연마 작업을 위한 화학적 기계적 연마 패드 (10)에 사용하기에 적합한 두께 (T P )를 갖는 연마층 (20)의 선택을 이해할 것이다. 바람직하게는, 연마층 (20)은 연마 표면 (14)의 평면 (28)에 대하여 수직인 축 (A)을 따라 평균 두께 (T P - avg )를 나타낸다. 보다 바람직하게는, 평균 두께 (T P - avg )는 20 내지 150 밀 (보다 바람직하게는, 30 내지 130 밀; 가장 바람직하게는 70 내지 90 밀)이다 (도 2, 5 및 7-10 참조). Those skilled in the art will appreciate the choice of polishing
바람직하게는, 연마층 (20)의 연마 표면 (14)은 자기 기판, 광학 기판 및 반도체 기판 중 하나 이상으로부터 선택된 기판 (보다 바람직하게는, 반도체 기판; 보다 더욱 바람직하게는 반도체 웨이퍼; 가장 바람직하게는 노출된 구리 특징부가 있는 표면을 갖는 반도체 웨이퍼)의 연마에 적합화된다. 연마층 (20)의 연마 표면 (14)은 기판의 연마를 용이하게 하는 마크로텍스쳐(macrotexture) 및 마이크로텍스쳐(microtexture) 중 하나 이상을 나타낸다. 바람직하게는, 연마 표면 (14)은 마크로텍스쳐를 나타내고, 여기서 마크로텍스쳐는 (i) 수막현상을 완화시키는 것; (ii) 연마 매체 흐름에 영향을 주는 것; (iii) 연마층의 강성도를 변화시키는 것; (iv) 에지 효과(edge effect)를 감소시키는 것; 및 (v) 연마 파편의 연마 표면 (14)과 연마되는 기판 사이의 영역으로부터의 전달을 용이하게 하는 것 중 하나 이상을 수행하도록 디자인된다. Preferably, the polishing
연마 표면 (14)은 바람직하게는 천공부 및 그루브(groove) 중 하나 이상으로부터 선택된 마크로텍스쳐를 나타낸다. 바람직하게는, 천공부는 연마 표면 (14)으로부터 연마층 (20)의 두께를 따라 부분적으로 또는 완전히 연장될 수 있다. 바람직하게는, 그루브는 연마 동안에 패드 (10)가 회전할 때, 하나 이상의 그루브가 기판 위를 미끄러져 지나가도록 연마 표면 (14) 상에서 배열된다. 바람직하게는, 그루브는 만곡형 그루브, 선형 그루브 및 이들의 조합으로부터 선택된다. 그루브는 10 밀 이상 (바람직하게는, 10 내지 120 밀)의 깊이를 나타낸다. 바람직하게는, 그루브는 10 밀 이상, 15 밀 이상 및 15 내지 120 밀로부터 선택된 깊이; 10 밀 이상 및 10 내지 100 밀로부터 선택된 너비; 및 30 밀 이상, 50 밀 이상, 50 내지 200 밀, 70 내지 200 밀, 및 90 내지 200 밀로부터 선택된 피치(pitch)의 조합을 갖는 2개 이상의 그루브를 포함하는 그루브 패턴을 형성한다. The
바람직하게는, 연마층 (20)은 그에 혼입된, 1 ppm 미만의 연마제 입자를 함유한다.Preferably, the
바람직하게는, 경질층 (25)은 중합체, 금속, 강화 중합체 및 이들의 조합으로 이루어진 군으로부터 선택된 물질로 제조된다. 보다 바람직하게는, 경질층 (25)은 중합체로 제조된다. 가장 바람직하게는, 경질층 (25)은 폴리에스테르, 나일론, 에폭시, 섬유유리 강화 에폭시; 및 폴리카르보네이트로 이루어진 군으로부터 선택된 중합체 (보다 바람직하게는, 폴리에스테르; 보다 더욱 바람직하게는 폴리에틸렌 테레프탈레이트 폴리에스테르; 가장 바람직하게는 이축 연신 폴리에틸렌 테레프탈레이트 폴리에스테르)로 제조된다.Preferably, the
바람직하게는, 경질층 (25)은 5 밀 초과 내지 60 밀 (보다 바람직하게는, 6 내지 15 밀; 가장 바람직하게는 6 내지 8 밀)의 평균 두께 (T R - avg )를 갖는다.Preferably, the
바람직하게는, 경질층 (25)의 상면 (26) 및 하면 (27)은 모두 그루브를 갖지 않는다. 보다 바람직하게는, 상면 (26) 및 하면 (27)은 모두 활면이다. 가장 바람직하게는, 상면 (26) 및 하면 (27)은 광학 조면계를 사용하여 측정하였을 때, 1 내지 500 nm (바람직하게는, 1 내지 100 nm; 보다 바람직하게는 10 내지 50 nm; 가장 바람직하게는 20 내지 40 nm)의 조도 (Ra)를 갖는다.Preferably, both the
바람직하게는, 경질층 (25)의 상면 (26)은 경질층 (25)과 반응성 핫멜트 접착제 (23) 사이의 접착력을 향상시키기 위해 접착력 향상제로 처리된다. 당업자라면 경질층 (25)의 구성 물질 및 핫멜트 접착제 (23)의 조성을 고려하여 적절한 접착력 향상제를 선택하는 방법을 알 것이다.Preferably, the
바람직하게는, 경질층 (25)은 ASTM D882-12에 따라 측정하였을 때, 100 MPa 이상 (보다 바람직하게는, 1,000 내지 10,000 MPa; 보다 더욱 바람직하게는 2,500 내지 7,500 MPa; 가장 바람직하게는 3,000 내지 7,000 MPa)의 영률을 나타낸다.Preferably, the
바람직하게는, 경질층 (25)은 0.1 부피% 미만 (보다 바람직하게는, 0.01 부피% 미만)의 공극률을 나타낸다.Preferably, the
바람직하게는, 경질층 (25)은 6 내지 15 밀의 평균 두께; 및 2,500 내지 7,500 MPa (가장 바람직하게는, 3,000 내지 7,000 MPa)의 ASTM D882-12에 따라 측정된 영률을 갖는 이축 연신 폴리에틸렌 테레프탈레이트로 제조된다.Preferably, the
당업자라면 화학적 기계적 연마 패드 (10)에 사용하기에 적절한 핫멜트 접착제 (23)를 선택하는 방법을 알 것이다. 바람직하게는, 핫멜트 접착제 (23)는 경화된 반응성 핫멜트 접착제이다. 보다 바람직하게는, 핫멜트 접착제 (23)는 그의 비경화 상태에서 50 내지 150℃, 바람직하게는 115 내지 135℃의 용융 온도를 나타내고, 또한 용융 후에 90분 이하의 가사 시간(pot life)을 나타내는, 경화된 반응성 핫멜트 접착제이다. 가장 바람직하게는, 핫멜트 접착제 (23)는 그의 비경화 상태에서 폴리우레탄 수지 (예를 들어, 롬 앤드 하스(Rohm and Haas)로부터 입수가능한 모르-멜트(Mor-Melt)™ R5003)를 포함한다.Those skilled in the art will know how to select a hot melt adhesive 23 suitable for use in the chemical
화학적 기계적 연마 패드 (10)는 바람직하게는 연마기 정반과 계면을 이루도록(interfaced) 적합화된다. 바람직하게는, 화학적 기계적 연마 패드 (10)는 연마기 정반에 부착되도록 적합화된다. 화학적 기계적 연마 패드 (10)는 감압성 접착제 및 진공 중 하나 이상을 사용하여 정반에 부착될 수 있다. The chemical
바람직하게는, 화학적 기계적 연마 패드 (10)는 경질층 (25)의 하면 (27)에 적용된 감압성 정반 접착제 층 (70)을 포함한다. 당업자라면 감압성 정반 접착제 층 (70)으로서 사용하기에 적절한 감압성 접착제를 선택하는 방법을 알 것이다. 바람직하게는, 화학적 기계적 연마 패드 (10)는 또한 감압성 정반 접착제 층 (70) 위에 적용된 박리 라이너 (75)를 포함할 것이고, 여기서 감압성 정반 접착제 층 (70)은 경질층 (25)의 하면 (27)과 박리 라이너 (75) 사이에 개재된다 (도 2 및 7-10 참조).Preferably, the chemical
기판 연마 작업에서 중요한 단계는 공정의 종점을 결정하는 것이다. 종점을 원위치 검출하는 한 대중적인 방법은 광의 선택 파장에 대하여 투과성인 창을 연마 패드에 제공하는 것을 포함한다. 연마 동안에, 광선이 창을 관통해 웨이퍼 표면으로 인도되고, 웨이퍼 표면이 광을 반사하여 다시 창을 관통해 검출기 (예를 들어, 분광광도계)로 통과시킨다. 복귀 신호에 기초하여, 종점 검출을 위한 기판 표면의 성질 (예를 들어, 표면 상의 필름 두께)을 결정할 수 있다. 이러한 광 기반의 종점 방법을 용이하게 하기 위해, 본 발명의 화학적 기계적 연마 패드 (10)는 임의로 종점 검출창 (30)을 추가로 포함한다. 바람직하게는, 종점 검출창은 연마층 (20)에 혼입된 일체형 창 (34); 및 화학적 기계적 연마 패드 (10)에 혼입된 플러그 인 플레이스 창 블록 (32)으로부터 선택된다 (도 1-10 참조). 당업자라면 의도하는 연마 공정에 사용하기에 적절한 종점 검출창 구성 물질을 선택하는 방법을 알 것이다.An important step in the substrate polishing operation is to determine the end point of the process. One popular method of in situ detection of an endpoint involves providing a window to the polishing pad that is transmissive to a selected wavelength of light. During polishing, a light beam is directed through the window to the wafer surface and the wafer surface reflects the light back through the window and into a detector (e.g., a spectrophotometer). Based on the return signal, the nature of the substrate surface (e.g., film thickness on the surface) for endpoint detection can be determined. To facilitate this light based endpoint method, the chemical
바람직하게는, 본 발명의 화학적 기계적 연마 패드 (10)에 사용되는 종점 검출창은 연마층 (20)에 혼입된 일체형 창 (34)이다. 바람직하게는, 일체형 창 (34)을 함유하는 화학적 기계적 연마 패드 (10)는 연마 표면 (14), 베이스 표면 (17) 및 연마 표면 (14)부터 베이스 표면 (17)까지 연마 표면 (14)에 대하여 수직 방향으로 측정된 평균 두께 (T P - avg )를 갖는 연마층 (20); 상면 (26) 및 하면 (27)을 갖는 경질층 (25); 연마층 (20)의 베이스 표면 (17)과 경질층 (25)의 상면 (26) 사이에 개재된 핫멜트 접착제 (23) [여기서, 핫멜트 접착제 (23)는 연마층 (20)을 경질층 (25)에 결합시킴]; 감압성 정반 접착제 (70); 박리 라이너 (75) [여기서, 감압성 정반 접착제 (70)는 경질층 (25)의 하면 (27)과 박리 라이너 (75) 사이에 개재됨]; 및 연마층 (20)에 혼입된 일체형 창 (34)을 포함하고; 여기서 연마층 (20)은 주조 폴리우레탄이고, 주조 폴리우레탄은 (a) (i) 다관능성 이소시아네이트; 및 (ii) 폴리에테르 기재의 폴리올의 반응에 의해 수득되고, 8 내지 9.5 중량% (보다 바람직하게는, 8.65 내지 9.05 중량%; 가장 바람직하게는 8.7 중량% 초과 내지 9 중량%)의 미반응 NCO를 갖는 이소시아네이트 종결 예비중합체; (b) 경화제 폴리아민, 경화제 폴리올, 경화제 알콜아민 및 이들의 혼합물로 이루어진 군으로부터 선택된 경화제; 및 (c) 임의로 다수의 미량요소를 포함하는 성분들의 반응 생성물이고; 연마층 (20)은 0.6 초과의 비중; 60 내지 90 (바람직하게는, 60 초과 내지 75; 보다 바람직하게는 61 내지 75; 가장 바람직하게는 65 초과 내지 70)의 쇼어 D 경도; 및 100 내지 300% (바람직하게는, 100 내지 200%; 보다 바람직하게는 125 내지 175%; 가장 바람직하게는 150 내지 160%)의 파단 연신율을 나타내고; 연마층 (20)은 25℃에서 24시간 동안 탈이온수에의 침지 후에 연마층 샘플의 선형 치수가 1% 미만만큼 변화하는 초기 가수분해 안정성을 나타내고 (실시예에 기재된 방법에 따라 측정됨); 연마층 (20)은 25℃에서 7일 동안 탈이온수에의 침지 후에 연마층 샘플의 선형 치수가 1.75% 이상만큼 (바람직하게는, 1.75 내지 5%; 보다 바람직하게는 1.75 내지 3.5%; 가장 바람직하게는 2 내지 3%) 변화하는 장기 가수분해 불안정성을 나타내고 (실시예에 기재된 방법에 따라 측정됨); 연마층 (20)은 기판의 연마에 적합화된 연마 표면 (14)을 갖는다. 일체형 창 (34)은 바람직하게는 연마 표면 (14)의 평면 (28)에 대하여 수직인 축 (B)를 따라 측정된 두께 (T W )를 갖는다 (도 10 참조). 바람직하게는, 일체형 창 (34)은 연마 표면 (25)의 평면 (28)에 대하여 수직인 축 (B)를 따라서 평균 두께 (T W - avg )를 가지고, 여기서 평균 창 두께 (T W - avg )는 연마층 (20)의 평균 두께 (T P - avg )와 동일하다 (도 10 참조). Preferably, the endpoint detection window used in the chemical
바람직하게는, 본 발명의 화학적 기계적 연마 패드 (10)에 사용되는 종점 검출창은 플러그 인 플레이스 창 블록 (32)이다. 바람직하게는, 플러그 인 플레이스 창 블록 (32)을 함유하는 화학적 기계적 연마 패드 (10)는 연마 표면 (14), 베이스 표면 (17) 및 연마 표면 (14)부터 베이스 표면 (17)까지 연마 표면 (14)에 대하여 수직 방향으로 측정된 평균 두께 (T P - avg )를 갖는 연마층 (20); 상면 (26) 및 하면 (27)을 갖는 경질층 (25); 연마층 (20)의 베이스 표면 (17)과 경질층 (25)의 상면 (26) 사이에 개재된 핫멜트 접착제 (23) [여기서, 핫멜트 접착제 (23)는 연마층 (20)을 경질층 (25)에 결합시킴]; 감압성 정반 접착제 (70); 박리 라이너 (75) [여기서, 감압성 정반 접착제 (70)는 경질층 (25)의 하면 (27)과 박리 라이너 (75) 사이에 개재됨]; 및 화학적 기계적 연마 패드 (10)에 혼입된 플러그 인 플레이스 창 (32)을 포함하고; 여기서 연마층 (20)은 주조 폴리우레탄이고, 주조 폴리우레탄은 (a) (i) 다관능성 이소시아네이트; 및 (ii) 폴리에테르 기재의 폴리올의 반응에 의해 수득되고 8 내지 9.5 중량% (바람직하게는, 8.65 내지 9.05 중량%; 보다 바람직하게는 8.7 중량% 초과 내지 9.00 중량%)의 미반응 NCO를 갖는 이소시아네이트 종결 예비중합체; (b) 경화제 폴리아민, 경화제 폴리올, 경화제 알콜아민 및 이들의 혼합물로 이루어진 군으로부터 선택된 경화제; 및 (c) 임의로, 다수의 미량요소를 포함하는 성분들의 반응 생성물이고; 연마층 (20)은 0.6 초과의 비중; 60 내지 90 (바람직하게는, 60 초과 내지 75; 보다 바람직하게는 61 내지 75; 가장 바람직하게는 65 초과 내지 70)의 쇼어 D 경도; 및 100 내지 300% (바람직하게는, 100 내지 200%; 보다 바람직하게는 125 내지 175%; 가장 바람직하게는, 150 내지 160%)의 파단 연신율을 나타내고; 연마층 (20)은 25℃에서 24시간 동안 탈이온수에의 침지 후에 연마층 샘플의 선형 치수가 1% 미만만큼 변화하는 초기 가수분해 안정성을 나타내고 (실시예에 기재된 방법에 따라 측정됨); 연마층 (20)은 25℃에서 7일 동안 탈이온수에의 침지 후에 연마층 샘플의 선형 치수가 1.75% 이상만큼 (바람직하게는, 1.75 내지 5%; 보다 바람직하게는 1.75 내지 3.5%; 가장 바람직하게는 2 내지 3%) 변화하는 장기 가수분해 불안정성을 나타내고 (실시예에 기재된 방법에 따라 측정됨); 연마층 (20)은 기판의 연마에 적합화된 연마 표면 (14)을 가지고; 화학적 기계적 연마 패드 (10)는 연마층 (20)의 연마 표면 (14)부터 경질층 (25)의 하면 (27)까지 화학적 기계적 연마 패드 (10)를 통해 연장되는 관통 개구부 (35)를 가지고; 플러그 인 플레이스 창 블록 (30)은 관통 개구부 (35) 내에 배치되고; 플러그 인 플레이스 창 블록 (30)은 감압성 정반 접착제 (70)에 고정된다. 플러그 인 플레이스 창 블록 (30)은 연마 표면 (14)의 평면 (28)에 대하여 수직인 축 (B)를 따라 측정된 두께 (T W )를 갖는다 (도 5-7 참조). 바람직하게는, 플러그 인 플레이스 창 블록 (30)은 연마 표면 (25)의 평면 (28)에 대하여 수직인 축 (B)를 따라서 평균 창 두께 (T W - avg )를 가지고, 여기서 평균 창 두께 (T W - avg )는 5 밀 내지 화학적 기계적 연마 패드 (10)의 평균 전체 두께 (T T - avg )이다 (도 7 참조). 보다 바람직하게는, 플러그 인 플레이스 창 블록 (30)은 5 밀 내지 T T - avg 미만의 평균 창 두께 (T W -avg )를 갖는다. 보다 더욱 바람직하게는, 플러그 인 플레이스 창 블록 (30)은 5 밀 내지 75 밀 (보다 더욱 바람직하게는, 15 내지 50 밀; 가장 바람직하게는 20 내지 40 밀)의 평균 창 두께 (T W - avg )를 갖는다 (도 5-7 참조).Preferably, the endpoint detection window used in the chemical
바람직하게는, 본 발명의 화학적 기계적 연마 패드 (10)에 사용되는 종점 검출창은 플러그 인 플레이스 창 블록 (32)이다. 바람직하게는, 플러그 인 플레이스 창 블록 (32)을 함유하는 화학적 기계적 연마 패드 (10)는 연마 표면 (14), 베이스 표면 (17), 연마 표면 (14)부터 베이스 표면 (17)까지 연마 표면 (14)에 대하여 수직 방향으로 측정된 평균 두께 (T P - avg )를 갖는 연마층 (20), 및 연마층 (20)의 두께 (T P )를 통해 연장되는 관통 통로 (35)를 확장시키는 카운터보어(counterbore) 개구부 (40)를 포함하고, 여기서 카운터보어 개구부 (40)는 연마 표면 (14) 상에서 개방되어 카운터보어 개구부 (40)와 관통 통로 (35) 사이의 계면에서, 축 (A)와 평행하고 연마 표면 (14)의 평면 (28)에 대하여 수직인 축 (B)를 따라서 깊이 (D O )의 레지 (ledge; 45)를 형성한다 (도 1, 4, 6 및 8 참조). 바람직하게는, 레지 (45)는 연마 표면 (14)과 평행하다. 바람직하게는, 카운터보어 개구부는 축 (A)에 평행한 축과 함께 원통형 체적을 한정한다. 바람직하게는, 카운터보어 개구부는 비-원통형 체적을 한정한다. 바람직하게는, 플러그 인 플레이스 창 블록 (32)은 카운터보어 개구부 (40) 내에 배치된다. 바람직하게는, 플러그 인 플레이스 창 블록 (32)은 카운터보어 개구부 (40) 내에 배치되고 연마층 (20)에 부착된다. 바람직하게는, 플러그 인 플레이스 창 블록 (32)은 초음파 용접 및 접착제 중 하나 이상을 사용하여 연마층 (20)에 부착된다. 바람직하게는, 축 (A)와 평행하고 연마 표면 (14)의 평면 (28)에 대하여 수직인 축 (B)를 따라서 카운터보어 개구부의 평균 깊이 (D O - avg )는 5 내지 75 밀 (바람직하게는, 10 내지 60 밀; 보다 바람직하게는 15 내지 50 밀; 가장 바람직하게는 20 내지 40 밀)이다. 바람직하게는, 카운터보어 개구부의 평균 깊이 (D O - avg )는 플러그 인 플레이스 창 블록 (32)의 평균 두께 (T W - avg ) 이하이다 (도 6 및 8 참조). 보다 바람직하게는, 카운터보어 개구부의 평균 깊이 (D O - avg )는 하기의 관계를 만족시킨다.Preferably, the endpoint detection window used in the chemical
0.90*T W - avg ≤ D O - avg ≤ T W - avg 0.90 * T W - avg D O - avg T W - avg
보다 바람직하게는, 카운터보어 개구부의 평균 깊이 (D O - avg )는 하기의 관계를 만족시킨다.More preferably, the average depth ( D O - avg ) of the counterbore openings satisfies the following relationship.
0.95*T W - avg ≤ D O - avg < T W - avg 0.95 * T W - avg D O - avg < T W - avg
바람직하게는, 본 발명의 화학적 기계적 연마 패드 (10)에 사용되는 종점 검출창은 플러그 인 플레이스 창 블록 (32)이다. 바람직하게는, 플러그 인 플레이스 창 블록 (32)을 함유하는 화학적 기계적 연마 패드 (10)는 연마 표면 (14), 베이스 표면 (17), 연마 표면 (14)부터 베이스 표면 (17)까지 연마 표면 (14)에 대하여 수직 방향으로 측정된 평균 두께 (T P - avg )를 갖는 연마층 (20), 및 화학적 기계적 연마 패드 (10)의 전체 두께 (T T )를 통해 연장되는 관통 통로 (35)를 확장시키는 연마층 개구부 (37)를 포함하고, 여기서 연마층 개구부 (37)는 연마 표면 (14) 상에서 개방되어 경질층 (25)의 상면 (26)에서, 연마층 개구부 (37)와 관통 통로 (35) 사이의 계면에서, 축 (A)와 평행하고 연마 표면 (14)의 평면 (28)에 대하여 수직인 축 (B)를 따라서 깊이 (D O )의 셸프 (shelf; 55)를 형성한다 (도 1, 4, 6 및 9 참조). 바람직하게는, 셸프 (55)는 연마 표면 (14)과 평행하다. 바람직하게는, 연마층 개구부 (37)는 축 (A)에 평행한 축과 함께 원통형 체적을 한정한다. 바람직하게는, 연마층 개구부 (37)는 비-원통형 체적을 한정한다. 바람직하게는, 플러그 인 플레이스 창 블록 (32)은 연마층 개구부 (37) 내에 배치된다. 바람직하게는, 플러그 인 플레이스 창 블록 (32)은 연마층 개구부 (37) 내에 배치되고 경질층 (25)의 상면 (26)에 부착된다. 바람직하게는, 플러그 인 플레이스 창 블록 (32)은 초음파 용접 및 접착제 중 하나 이상을 하용하여 경질층 (25)의 상면 (26)에 부착된다. 바람직하게는, 축 (A)와 평행하고 연마 표면 (14)의 평면 (28)에 대하여 수직인 축 (B)를 따라서 카운터보어 개구부의 평균 깊이 (D O - avg )는 5 내지 75 밀 (바람직하게는, 10 내지 60 밀; 보다 바람직하게는 15 내지 50 밀; 가장 바람직하게는 20 내지 40 밀)이다. 바람직하게는, 카운터보어 개구부의 평균 깊이 (D O - avg )는 플러그 인 플레이스 창 블록 (32)의 평균 두께 (T W - avg ) 이하이다 (도 6 및 9 참조). 보다 바람직하게는, 카운터보어 개구부의 평균 깊이 (D O - avg )는 하기의 관계를 만족시킨다.Preferably, the endpoint detection window used in the chemical
0.90*T W - avg ≤ D O - avg ≤ T W - avg 0.90 * T W - avg D O - avg T W - avg
보다 바람직하게는, 카운터보어 개구부의 평균 깊이 (D O - avg )는 하기의 관계를 만족시킨다.More preferably, the average depth ( D O - avg ) of the counterbore openings satisfies the following relationship.
0.95*T W - avg ≤ D O - avg < T W - avg 0.95 * T W - avg D O - avg < T W - avg
본 발명의 일부 실시양태가 이제부터 하기 실시예에서 상세히 설명될 것이다. Some embodiments of the present invention will now be described in detail in the following examples .
실시예Example 1: One: 연마층의Of the abrasive layer 제조 Produce
주조 폴리우레탄 케이크를 (a) 다관능성 이소시아네이트 (즉, 톨루엔 디이소시아네이트)와 폴리에테르 기재의 폴리올 (즉, 켐투라 코포레이션으로부터 시판되는 아디프렌® LFG740D)의 반응에 의해 수득된 51℃의 이소시아네이트 종결 예비중합체; (b) 116℃의 경화제 (즉, 4,4'-메틸렌-비스-(2-클로로아닐린)); 및 (c) 0.3 중량%의 다수의 미량요소 (즉, 악조 노벨로부터 시판되는 551DE40d42 익스판셀® 미소구체)의 조절 혼합에 의해 제조하였다. 이소시아네이트 종결 예비중합체와 경화제의 비율은, 경화제의 활성 수소 기 (즉, -OH 기와 -NH2 기의 총합) 대 이소시아네이트 종결 예비중합체의 미반응 이소시아네이트 (NCO) 기의 비율로서 정의된 화학량론이 91%이도록 설정하였다. 다수의 미량요소는 경화제의 첨가 전에 이소시아네이트 종결 예비중합체로 혼합 첨가하였다. 그 후에, 다수의 미량요소 및 경화제가 혼입된 이소시아네이트 종결 예비중합체를 고 전단 혼합 헤드를 사용하여 함께 혼합하였다. 혼합 헤드에서 배출된 후에, 조합물을 5분에 걸쳐서, 대략 8 cm (3 인치)의 전체 주입(pour) 두께를 제공하도록, 86.4 cm (34 인치) 직경의 원형 몰드에 분배하였다. 분배된 조합물을 15분 동안 겔화한 후에, 몰드를 경화 오븐에 넣었다. 그 후에, 몰드를 하기 사이클을 이용하여 경화 오븐에서 경화시켰다: 주위 온도부터 104℃까지 30분 구배의 오븐 설정 온도, 이어서 104℃의 오븐 설정 온도에서 15.5시간 동안 유지, 이어서 104℃부터 21℃까지 2시간 구배의 오븐 설정 온도.A cast polyurethane cake was prepared by mixing (a) an isocyanate termination reserve at 51 DEG C obtained by the reaction of a polyfunctional isocyanate (i.e., toluene diisocyanate) with a polyether-based polyol (i.e. Adiprene® LFG740D available from Kemtura Corporation) polymer; (b) a curing agent at 116 占 폚 (i.e., 4,4'-methylene-bis- (2-chloroaniline)); And (c) 0.3% by weight of trace elements (i. E., 551 DE40d42Excelcel microspheres available from Akzo Nobel). The ratio of the isocyanate terminated prepolymer to the curing agent is such that the stoichiometry defined as the ratio of the active hydrogen group of the curing agent (i.e., the sum of the -OH group and the -NH 2 group) to the unreacted isocyanate (NCO) group of the isocyanate terminated prepolymer is 91 %. A number of trace elements were mixed with an isocyanate terminated prepolymer prior to addition of the curing agent. Thereafter, the isocyanate terminated prepolymers incorporating a large number of trace elements and curing agents were mixed together using a high shear mixing head. After being discharged from the mixing head, the combination was dispensed over a period of 5 minutes into a circular mold having a diameter of 86.4 cm (34 inches) to provide a total pour thickness of approximately 8 cm (3 inches). After the dispensed combination was gelled for 15 minutes, the mold was placed in a curing oven. The mold was then cured in a curing oven using the following cycle: oven set temperature of 30 minutes gradient from ambient temperature to 104 캜, followed by 15.5 hours at an oven set temperature of 104 캜, then from 104 캜 to 21 캜 Oven setting temperature of 2 hour gradient.
후속적으로, 경화된 폴리우레탄 케이크를 몰드로부터 제거하고 30 내지 80℃의 온도에서 2.0 mm (80 밀)의 평균 두께 (T P - avg )를 갖는 복수 개의 연마층으로 스카이빙(skived) 가공 (회전 블레이드를 사용하여 절삭)하였다. 스카이빙 가공은 각 케이크의 상단에서부터 개시하였다. Subsequently, the cured polyurethane cake was removed from the mold and skived with a plurality of abrasive layers having an average thickness ( T P - avg ) of 2.0 mm (80 mils) at a temperature of 30 to 80 ° C Cutting with a rotating blade). The skiving process was started from the top of each cake.
연마층Abrasive layer 성질의 분석 Analysis of properties
실시예 1에 따라 제조된, 그루브를 갖지 않는 연마층 물질을 분석하여 표 1에 보고된 물리적 성질을 측정하였다. 보고된 비중은 ASTM D1622에 따라 순수한 물과 비교하여 측정된 것이고; 보고된 쇼어 D 경도는 ASTM D2240에 따라 측정된 것임을 주목한다. The abrasive layer material having no grooves prepared according to Example 1 was analyzed and the physical properties reported in Table 1 were measured. The reported specific gravity was measured in comparison with pure water according to ASTM D1622; Note that the reported Shore D hardness is measured in accordance with ASTM D2240.
연마층의 인장 성질 (즉, 인장 강도 중앙값, 파단 연신율 중앙값, 탄성률 중앙값, 인성)을 ASTM D412에 따라, 엠티에스 시스템즈 코포레이션(MTS Systems Corporation)으로부터 입수가능한 얼라이언스(Alliance) RT/5 기계 테스트기를 사용하여, 50.8 cm/분의 크로스헤드 속도로 측정하였다. 모든 테스트를 23℃ 및 50%의 상대 습도로 설정된 온도 및 습도 제어 실험실에서 수행하였다. 모든 테스트 샘플을 언급된 실험실 조건하에서 5일 동안 컨디셔닝한 후에, 테스트를 수행하였다. 연마층 물질의 보고된 인장 강도 중앙값 (MPa) 및 파단 연신율 중앙값 (%)은 5개의 복제 샘플의 응력-변형 곡선으로부터 결정되었다.The tensile properties of the abrasive layer (i.e., median tensile strength, median elongation at break, median modulus, toughness) were measured using an Alliance RT / 5 mechanical tester, available from MTS Systems Corporation, according to ASTM D412 And measured at a crosshead speed of 50.8 cm / min. All tests were performed in a temperature and humidity controlled laboratory set at 23 < 0 > C and 50% relative humidity. After all the test samples were conditioned for 5 days under the mentioned laboratory conditions, the tests were performed. The reported tensile strength median (MPa) and fracture elongation median (%) of the abrasive layer material were determined from the stress-strain curves of the five replicate samples.
연마층 물질의 저장 탄성률 (G') 및 손실 탄성률 (G")을 ASTM D5279-08에 따라 비틀림 고정구를 갖는 티에이 인스트루먼츠(TA Instruments) ARES 레오미터(Rheometer)를 사용하여 측정하였다. 저온 온도 제어를 위해 장치에 연결된 액체 질소를 사용하였다. 샘플의 선형 점탄성 반응을 10 rad/초 (1.59 Hz)의 테스트 빈도로, -100℃부터 200℃까지 3℃/분의 온도 구배로 측정하였다. 테스트 샘플을 인두스코(Indusco) 유압식 스윙암(swing arm) 절삭기에서 47.5 mm x 7 mm의 다이를 사용하여 연마층으로부터 스탬핑(stamped)하고, 이어서 가위를 사용하여 대략 35 mm의 길이로 절단하였다.The storage modulus (G ') and loss modulus (G ") of the abrasive layer materials were measured using a TA Instruments ARES Rheometer with a torsion fastener according to ASTM D5279-08. The linear viscoelastic response of the sample was measured at a test frequency of 10 rad / s (1.59 Hz) and at a temperature gradient of 3 DEG C / min from -100 DEG C to 200 DEG C. The test sample Was stamped from the abrasive layer using a 47.5 mm x 7 mm die on an Indusco hydraulic swing arm cutter and then cut to length of approximately 35 mm using scissors.

가수분해 안정성 분석Analysis of Hydrolysis Stability
다음으로, 실시예 1에 따라 제조된, 그루브를 갖지 않는 연마층 물질을 분석하여 상기 물질이 초기 가수분해 안정성 및 장기 가수분해 불안정성을 나타내는지를 측정하였다. 3개의 시판되는 연마층 물질 또한 분석하였다 (즉, 롬 앤드 하스 일렉트로닉 머티리얼즈 씨엠피 인크.로부터 입수가능한, IC1000™ 연마층 물질; 비젼패드(VisionPad)™ 3100 연마층 물질 및 비젼패드™ 연마층 물질). 시판되는 연마층 물질에 대한 상업적 패드 규격은 표 2에 제공되어 있다. 구체적으로, 각각 2 mm 두께의 연마층 물질의 1.5" x 1.5" 샘플을 초기에 캘리퍼(caliper)를 사용하여 1.5"의 양쪽 치수 (즉, x 및 y 치수)를 따라 측정하였다. 그 후에, 샘플을 25℃의 탈이온수에 침지시켰다. 샘플을 24시간의 침지 및 7일의 침지 후에, 캘리퍼를 사용하여 x 및 y 치수를 따라 다시 측정하였다. 상기 측정의 결과가 표 3에 제공되어 있다. Next, the abrasive layer material having no grooves prepared according to Example 1 was analyzed to determine whether the material exhibited initial hydrolysis stability and organ hydrolysis instability. Three commercially available abrasive layer materials were also analyzed (i. E., IC1000 ™ abrasive layer material available from Rohm and Haas Electronic Materials, Inc., Cincinnati, Ohio; VisionPad ™ 3100 abrasive layer material and VisionPad ™ abrasive layer material). Commercial pad specifications for commercially available abrasive layer materials are provided in Table 2 . Specifically, a 1.5 "x 1.5" sample of each 2 mm thick abrasive layer material was initially measured along both dimensions (ie, x and y dimensions) of 1.5 "using a caliper. was immersed in the deionized water of 25 ℃. after the sample was immersed for 24 hours and 7 days of immersion, it was again measured along the x and y dimensions using calipers. the results of the measurements are given in Table 3.


Claims (10)
상면 및 하면을 갖는 경질층;
연마층의 베이스 표면과 경질층의 상면 사이에 개재되고, 연마층을 경질층에 결합시키는 핫멜트(hot melt) 접착제;
적층면 및 정반면(platen side)을 갖는 감압성(pressure sensitive) 정반 접착제 층 - 감압성 정반 접착제 층의 적층면은 경질층의 하면에 인접해 있음 - ; 및
임의로, 감압성 정반 접착제 층의 정반면 상에 배치되는 박리 라이너
를 포함하고,
여기서, 연마층은 주조 폴리우레탄이고, 주조 폴리우레탄은
(a) (i) 다관능성 이소시아네이트; 및
(ii) 폴리에테르 기재의 폴리올
의 반응에 의해 수득되고, 8 내지 9.5 중량%의 미반응 NCO를 갖는 이소시아네이트 종결 예비중합체;
(b) 경화제 폴리아민, 경화제 폴리올, 경화제 알콜아민 및 이들의 혼합물로 이루어진 군으로부터 선택된 경화제; 및
임의로 (c) 다수의 미량요소
를 포함하는 성분들의 반응 생성물이고;
연마층은 0.6 초과의 비중; 60 내지 90의 쇼어(Shore) D 경도; 및 100 내지 300%의 파단 연신율을 나타내고;
연마층은 25℃에서 24시간 동안 탈이온수에의 침지 후에 연마층 샘플의 선형 치수가 1% 미만만큼 변화하는 초기 가수분해 안정성을 나타내고;
연마층은 25℃에서 7일 동안 탈이온수에의 침지 후에 연마층 샘플의 선형 치수가 1.75% 이상만큼 변화하는 장기 가수분해 불안정성(sustained hydrolytic instability)을 나타내는, 화학적 기계적 연마 패드.An abrasive layer having an average thickness ( T P-avg ) measured in a direction perpendicular to the polishing surface from the polishing surface, the base surface and the polishing surface to the base surface;
A hard layer having an upper surface and a lower surface;
A hot melt adhesive interposed between the base surface of the abrasive layer and the upper surface of the hard layer and bonding the abrasive layer to the hard layer;
A pressure sensitive platen layer having a laminate surface and a platen side, the laminate surface of the pressure-sensitive platen adhesive layer being adjacent to a lower surface of the hard layer; And
Optionally, the release liner disposed on the positive side of the pressure-
Lt; / RTI >
Here, the abrasive layer is a cast polyurethane, and the cast polyurethane
(a) (i) a multifunctional isocyanate; And
(ii) a polyether-based polyol
An isocyanate terminated prepolymer obtained by reaction of 8 to 9.5% by weight of unreacted NCO;
(b) a curing agent selected from the group consisting of a curing agent polyamine, a curing agent polyol, a curing agent alcohol amine, and mixtures thereof; And
Optionally (c) a plurality of trace elements
The reaction product of the components comprising;
The abrasive layer has a specific gravity of greater than 0.6; A Shore D hardness of 60 to 90; And a breaking elongation of 100 to 300%;
The abrasive layer exhibits an initial hydrolytic stability at which the linear dimension of the abrasive layer sample changes by less than 1% after immersion in deionized water at 25 占 폚 for 24 hours;
Wherein the abrasive layer exhibits sustained hydrolytic instability with linear dimensions of the abrasive layer sample varying by greater than or equal to 1.75% after immersion in deionized water for 7 days at < RTI ID = 0.0 > 25 C. < / RTI >
제1항에 따른 화학적 기계적 연마 패드를 제공하고;
연마층의 연마 표면과 기판 사이에 동적 접촉을 초래하여 기판의 표면을 연마하고;
연마 표면을 연마 컨디셔너(abrasive conditioner)로 컨디셔닝하는 것
을 포함하는, 기판의 연마 방법.
Providing a substrate selected from one or more of a magnetic substrate, an optical substrate, and a semiconductor substrate;
Providing a chemical mechanical polishing pad according to claim 1;
Polishing the surface of the substrate by causing dynamic contact between the polishing surface of the polishing layer and the substrate;
Conditioning the abrasive surface with an abrasive conditioner
And polishing the substrate.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/014,468 US20150065013A1 (en) | 2013-08-30 | 2013-08-30 | Chemical mechanical polishing pad |
| US14/014,468 | 2013-08-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20150026903A true KR20150026903A (en) | 2015-03-11 |
Family
ID=52470533
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR20140112165A KR20150026903A (en) | 2013-08-30 | 2014-08-27 | Chemical mechanical polishing pad |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20150065013A1 (en) |
| JP (1) | JP2015047691A (en) |
| KR (1) | KR20150026903A (en) |
| CN (1) | CN104416452B (en) |
| DE (1) | DE102014012353A1 (en) |
| FR (1) | FR3009988A1 (en) |
| TW (1) | TW201522406A (en) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9421666B2 (en) * | 2013-11-04 | 2016-08-23 | Applied Materials, Inc. | Printed chemical mechanical polishing pad having abrasives therein |
| US9216489B2 (en) * | 2014-03-28 | 2015-12-22 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Chemical mechanical polishing pad with endpoint detection window |
| US20150306731A1 (en) * | 2014-04-25 | 2015-10-29 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Chemical mechanical polishing pad |
| US9314897B2 (en) * | 2014-04-29 | 2016-04-19 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Chemical mechanical polishing pad with endpoint detection window |
| TWI626117B (en) * | 2017-01-19 | 2018-06-11 | 智勝科技股份有限公司 | Polishing pad and polishing method |
| KR101835090B1 (en) * | 2017-05-29 | 2018-03-06 | 에스케이씨 주식회사 | Porous polyurethane polishing pad and method preparing semiconductor device by using the same |
| KR101945878B1 (en) * | 2017-07-11 | 2019-02-11 | 에스케이씨 주식회사 | Polishing pad comprising window having similar hardness with polishing layer |
| US10464187B2 (en) * | 2017-12-01 | 2019-11-05 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | High removal rate chemical mechanical polishing pads from amine initiated polyol containing curatives |
| KR102345784B1 (en) * | 2019-07-10 | 2022-01-03 | 에프엔에스테크 주식회사 | High-hardness polishing pad for polishing the backside of wafer |
| KR102526513B1 (en) * | 2021-05-26 | 2023-04-26 | 에스케이엔펄스 주식회사 | Adhesive film for polishing pad, laminated polishing pad comprising the same and method of polishing a wafer |
| WO2023190428A1 (en) * | 2022-03-29 | 2023-10-05 | 富士紡ホールディングス株式会社 | Polishing pad, method for producing polishing pad, and method for polishing surface of optical material or semiconductor material |
| US20230390970A1 (en) * | 2022-06-02 | 2023-12-07 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Method of making low specific gravity polishing pads |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7101275B2 (en) * | 2003-09-26 | 2006-09-05 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Resilient polishing pad for chemical mechanical polishing |
| US20050171224A1 (en) * | 2004-02-03 | 2005-08-04 | Kulp Mary J. | Polyurethane polishing pad |
| US20060089095A1 (en) * | 2004-10-27 | 2006-04-27 | Swisher Robert G | Polyurethane urea polishing pad |
| US7569268B2 (en) * | 2007-01-29 | 2009-08-04 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Chemical mechanical polishing pad |
| US8083570B2 (en) * | 2008-10-17 | 2011-12-27 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Chemical mechanical polishing pad having sealed window |
| US8512427B2 (en) * | 2011-09-29 | 2013-08-20 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Acrylate polyurethane chemical mechanical polishing layer |
-
2013
- 2013-08-30 US US14/014,468 patent/US20150065013A1/en not_active Abandoned
-
2014
- 2014-08-18 TW TW103128258A patent/TW201522406A/en unknown
- 2014-08-20 DE DE102014012353.7A patent/DE102014012353A1/en not_active Withdrawn
- 2014-08-27 KR KR20140112165A patent/KR20150026903A/en not_active Application Discontinuation
- 2014-08-29 CN CN201410437889.XA patent/CN104416452B/en not_active Expired - Fee Related
- 2014-08-29 FR FR1458104A patent/FR3009988A1/en not_active Withdrawn
- 2014-08-29 JP JP2014174664A patent/JP2015047691A/en not_active Withdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| FR3009988A1 (en) | 2015-03-06 |
| JP2015047691A (en) | 2015-03-16 |
| US20150065013A1 (en) | 2015-03-05 |
| CN104416452B (en) | 2017-07-07 |
| DE102014012353A1 (en) | 2015-03-05 |
| TW201522406A (en) | 2015-06-16 |
| CN104416452A (en) | 2015-03-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20150026903A (en) | Chemical mechanical polishing pad | |
| TWI630066B (en) | A method of chemical mechanical polishing a substrate | |
| KR102449539B1 (en) | Chemical mechanical polishing layer formulation with conditioning tolerance | |
| JP6487249B2 (en) | Chemical mechanical polishing pad having polishing layer and window | |
| KR102195526B1 (en) | Soft and conditionable chemical mechanical window polishing pad | |
| KR102208278B1 (en) | Multilayer chemical mechanical polishing pad stack with soft and conditionable polishing layer | |
| KR20160000855A (en) | Chemical mechanical polishing method | |
| JP6538397B2 (en) | Soft and conditioned windowed chemical mechanical polishing pad | |
| TW201605919A (en) | Chemical mechanical polishing pad | |
| KR101092944B1 (en) | polishing pad | |
| KR20140141490A (en) | Soft and conditionable chemical mechanical polishing pad stack | |
| TWI480942B (en) | Polishing pad | |
| JP5797981B2 (en) | Polishing pad | |
| JP2004297061A (en) | Polishing pad and method of manufacturing semiconductor device | |
| JP2004297062A (en) | Polishing pad and method of manufacturing semiconductor device | |
| WO2016052155A1 (en) | Abrasive pad | |
| WO2023182392A1 (en) | Polishing pad and method for manufacturing polished workpiece | |
| WO2022210264A1 (en) | Polishing pad and method for manufacturing polished workpiece | |
| JP2022155532A (en) | Abrasive pad and polished product manufacturing method | |
| CN117120213A (en) | Polishing pad and method for producing polished product |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WITN | Application deemed withdrawn, e.g. because no request for examination was filed or no examination fee was paid |