KR20150003314A - 레잉 헤드 및 섬유 복합재로 이루어진 부품용 3차원 프리폼을 제조하는 장치 및 방법 - Google Patents
레잉 헤드 및 섬유 복합재로 이루어진 부품용 3차원 프리폼을 제조하는 장치 및 방법 Download PDFInfo
- Publication number
- KR20150003314A KR20150003314A KR1020147031731A KR20147031731A KR20150003314A KR 20150003314 A KR20150003314 A KR 20150003314A KR 1020147031731 A KR1020147031731 A KR 1020147031731A KR 20147031731 A KR20147031731 A KR 20147031731A KR 20150003314 A KR20150003314 A KR 20150003314A
- Authority
- KR
- South Korea
- Prior art keywords
- fiber
- head
- leigh
- workpiece carrier
- laying
- Prior art date
Links
- 239000000835 fiber Substances 0.000 title claims abstract description 77
- 238000000034 method Methods 0.000 title claims description 25
- 239000002131 composite material Substances 0.000 title claims description 10
- 238000005520 cutting process Methods 0.000 claims abstract description 22
- 238000001035 drying Methods 0.000 claims abstract description 5
- 239000000853 adhesive Substances 0.000 claims description 32
- 230000001070 adhesive effect Effects 0.000 claims description 32
- 239000011347 resin Substances 0.000 claims description 12
- 229920005989 resin Polymers 0.000 claims description 12
- 238000010438 heat treatment Methods 0.000 claims description 11
- 239000011230 binding agent Substances 0.000 claims description 9
- 238000001816 cooling Methods 0.000 claims description 9
- 238000004519 manufacturing process Methods 0.000 claims description 8
- 230000005855 radiation Effects 0.000 claims description 8
- 238000011144 upstream manufacturing Methods 0.000 claims description 6
- 238000005470 impregnation Methods 0.000 claims description 5
- 230000035515 penetration Effects 0.000 claims description 5
- 238000012546 transfer Methods 0.000 claims description 5
- 235000015895 biscuits Nutrition 0.000 claims 1
- 238000003303 reheating Methods 0.000 claims 1
- 230000000717 retained effect Effects 0.000 claims 1
- 239000004831 Hot glue Substances 0.000 description 7
- 238000013461 design Methods 0.000 description 4
- 230000007246 mechanism Effects 0.000 description 4
- 230000000149 penetrating effect Effects 0.000 description 4
- 238000009987 spinning Methods 0.000 description 4
- 230000008569 process Effects 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 241001124569 Lycaenidae Species 0.000 description 2
- 235000014987 copper Nutrition 0.000 description 2
- 239000002537 cosmetic Substances 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920006231 aramid fiber Polymers 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 230000010485 coping Effects 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- -1 for example Substances 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000010348 incorporation Methods 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 239000012466 permeate Substances 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 238000007788 roughening Methods 0.000 description 1
- 238000007790 scraping Methods 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 239000004753 textile Substances 0.000 description 1
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B11/00—Making preforms
- B29B11/14—Making preforms characterised by structure or composition
- B29B11/16—Making preforms characterised by structure or composition comprising fillers or reinforcement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C63/00—Lining or sheathing, i.e. applying preformed layers or sheathings of plastics; Apparatus therefor
- B29C63/0017—Lining or sheathing, i.e. applying preformed layers or sheathings of plastics; Apparatus therefor characterised by the choice of the material
- B29C63/0021—Lining or sheathing, i.e. applying preformed layers or sheathings of plastics; Apparatus therefor characterised by the choice of the material with coherent impregnated reinforcing layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
- B29C70/38—Automated lay-up, e.g. using robots, laying filaments according to predetermined patterns
- B29C70/386—Automated tape laying [ATL]
- B29C70/388—Tape placement heads, e.g. component parts, details or accessories
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/54—Component parts, details or accessories; Auxiliary operations, e.g. feeding or storage of prepregs or SMC after impregnation or during ageing
- B29C70/543—Fixing the position or configuration of fibrous reinforcements before or during moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0004—Cutting, tearing or severing, e.g. bursting; Cutter details
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/08—Impregnating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/18—Handling of layers or the laminate
- B32B38/1808—Handling of layers or the laminate characterised by the laying up of the layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y40/00—Auxiliary operations or equipment, e.g. for material handling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B15/00—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00
- B29B15/08—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00 of reinforcements or fillers
- B29B15/10—Coating or impregnating independently of the moulding or shaping step
- B29B15/12—Coating or impregnating independently of the moulding or shaping step of reinforcements of indefinite length
- B29B15/122—Coating or impregnating independently of the moulding or shaping step of reinforcements of indefinite length with a matrix in liquid form, e.g. as melt, solution or latex
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2793/00—Shaping techniques involving a cutting or machining operation
- B29C2793/0027—Cutting off
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2009/00—Layered products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/12—Surface bonding means and/or assembly means with cutting, punching, piercing, severing or tearing
Abstract
섬유들로 이루어진 구조적 부품 프리폼들 및 섬유층들을 제조하기 위한 레잉 헤드가 교시된다. 레잉 헤드는 다수의 건조 조방사들(33; R1, R2...)를 도입하는 입구(20e)와, 입구(20e)를 통해 도입된 조방사(33; R1, R2...)를 섬유 공급 방향(V)으로 동시에 그리고 상호 독립적으로 반송시키는 섬유 반송 장치(20f)와, 섬유 공급 방향(v)으로 섬유 반송 장치(20f)의 하류에 배치되어 3차원 프리폼(31)을 형성하는 공작물 캐리어 상에 다수의 조방사들(33; R1, R2...)을 동시에 레잉시키는 출구(20a)와, 섬유 공급 방향(V)으로 섬유 반송 장치(20f)의 하류에, 그리고 출구(20a)의 상류에 배치되는 섬유 절단 장치(21, 21i, 21j)와, 조방사들(33; R1, R2...) 상에 매체를 적용하는 노즐(22, 22i, 22j)을 구비하고, 노즐(22, 22i, 22j)은 매체를 양측에서 조방사들(33; R1, R2...) 상에 적용하고, 매체를 조방사들(33; R1, R2...) 내로 도입한다.
Description
본 발명은 레잉 헤드에 관한 것이고, 섬유 복합 재료로부터 구조적 부품용 3차원 프리폼을 제조하는 장치 및 방법에 관한 것이다.
레잉 헤드, 섬유 복합 재료로부터 구조적 부품용 3차원 프리폼을 제조하는 장치 및 방법이 WO 2011/128110 A1으로부터 알려져 있다. 이에 대해 그 문헌의 1 내지 3 페이지의 기술적 배경 및 선행 기술에 관한 설명에서 언급된다. 문헌에는, 섬유 복합 재료의 구조적 부품용 구조적 부품 프리폼을 제조하기 위해, 어떻게 하면 다수의 건조 조방사들(dry rovings)이 레잉 헤드로 공급될 수 있으며, 3차원 프리폼을 형성하기 위해 대응하는 3차원 공작물 캐리어 상에 레잉될 수 있는지에 대해 교시되어 있다.
이에 관하여, 본 출원에서와 같이 출발 재료들(starting materials)은 이른바 조방사들(rovings)이다. 조방사는 실제 섬유들(actual fibers)로 불릴 수 있는 섬유 재료(fiber material)로 이루어진 다수의 필라멘트들(filaments)로 구성된 방적사(yarn)이다. 탄소 섬유들(carbon fibers), 유리 섬유들(glass fibers), 아라미드 섬유들(aramid fibers) 등이 바람직하게 섬유 복합 재료들(fiber composite materials)로 사용된다. 그러한 조방사는 예컨대 8 또는 10개 필라멘트들에서 약 10,000개 이상의 필라멘트들과 같은 여러 필라멘트들로 구성될 수 있다. 50k 조방사는 예를 들어, 50,000개의 필라멘트들로 구성된다.
본 출원에서 섬유라는 용어는, 명시적으로 각각의 필라멘트들로 언급되는 경우를 제외하고 조방사를 가리킨다.
WO 2011/128110 A1은 접착제에 의한 공작물 캐리어의 가장자리에서 조방사들의 시작단들 및 끝단들을 고정시키는 것에 대해 개시한다.
또한, 조방사들 상으로 또는 내로 접착제를 부착하거나 도입하는 장치들 또는 방법들이 각각 WO 2009/077581, WO 2 433 784 A1, WO 2009/158262 A1 및 US 2011/0083605 A1으로부터 알려져 있다.
본 발명의 목적은 조방사들의 고정 가능성을 향상시키고, 접착제, 바인더들, 함침 수지들 등과 같은 매체의 적용 가능성을 향상시키는 것이다.
이러한 목적은 청구항 제1항에 따른 레잉 헤드, 청구항 제14항에 따른 장치 및 청구항 제15항에 따른 방법에 의해 달성된다.
종속 청구항들에는 더욱 개선된 형태들이 주어진다.
특히 노즐에 의해 매체를 조방사들 내로 함침시키는 것이 가능하고, 이는 접착제, 바인더 또는 수지와 같은 매체를 외부로부터 조방사에 적용하는 것뿐만 아니라 매체를 조방사에 침투/투과시키는 것을 의미한다.
이는 하부 절단 웨이스트(low cutting waist)를 갖는 공작물 캐리어의 고정 영역에 레잉되도록 조방사들 또는 섬유 세트를 각각 고정하는 것을 가능하게 한다.
대응하는 조방사들의 종단들(ends)에 있는 모든 필라멘트들은 접착제/바인더/수지 내에 임베딩되고, 그리고 그에 의해 예기치 않은 다른 곳으로 이동될 수 없기 때문에, 공정 안정성(process stability)이 향상될 수 있다.
바람직한 실시예에서, 접착제로 함침된 조방사의 부분들은, 현재의 레잉 경로(laying path)의 조방사들의 종단 고정(end fixing)을 위한 부착부(adhesive portion) 및 다음의 레잉 경로의 시작단 고정(start fixing)을 위한 고정부(fixing portion)가 동시에 얻어질 수 있는 방식으로, 레잉 경로의 종단에서 중앙으로 분리된다.
특징들 및 장점들은 도면들을 참조한 실시예들의 설명으로부터 보다 명확해질 것이다.
도 1a는 레잉 헤드, 조방사 보빈들 및 공작물 캐리어를 갖는 로봇의 계략도, 그리고 도 1b는 섬유 세트를 공작물 캐리어 상에 레잉시키는 동안 레일 헤드를 갖는 로봇의 전방 단부도이다.
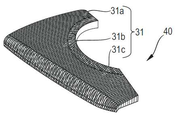
도 2a는 공작물 캐리어를 도시한 도면, 그리고 도 2b, 도 2c 및 도 2d는 레잉된 섬유층들과 함께 도시한 도면이다.
도 3a는 제1 실시예에 따른 레잉 헤드의 일부의 사시도, 그리고 도 3b는 레잉 헤드의 일부의 측면도이다.
도 4a는 실시예에 따른 노즐의 계략적 사시도, 도 4b는 도 4a의 노즐의 후방부의 계략적 사시도, 그리고 도 4c는 도 4b의 후방부의 정면도이다.
도 5a는 도 4a의 노즐의 정면도, 도 5b는 도 5a의 노즐의 상면도, 그리고 도 5c의 상부는 도 5a의 노즐의 측면도 및 도 5c의 하부는 도 5c의 상부의 점선으로 둘러싸인 부분의 확대도이다.
도 6은 함침된 조방사의 절단을 나타내는 계략도로서, 도 6a는 절단 전을 나타낸 도면, 그리고 도 6b는 절단 후를 나타낸 도면이다.
도 1a는 레잉 헤드, 조방사 보빈들 및 공작물 캐리어를 갖는 로봇의 계략도, 그리고 도 1b는 섬유 세트를 공작물 캐리어 상에 레잉시키는 동안 레일 헤드를 갖는 로봇의 전방 단부도이다.
도 2a는 공작물 캐리어를 도시한 도면, 그리고 도 2b, 도 2c 및 도 2d는 레잉된 섬유층들과 함께 도시한 도면이다.
도 3a는 제1 실시예에 따른 레잉 헤드의 일부의 사시도, 그리고 도 3b는 레잉 헤드의 일부의 측면도이다.
도 4a는 실시예에 따른 노즐의 계략적 사시도, 도 4b는 도 4a의 노즐의 후방부의 계략적 사시도, 그리고 도 4c는 도 4b의 후방부의 정면도이다.
도 5a는 도 4a의 노즐의 정면도, 도 5b는 도 5a의 노즐의 상면도, 그리고 도 5c의 상부는 도 5a의 노즐의 측면도 및 도 5c의 하부는 도 5c의 상부의 점선으로 둘러싸인 부분의 확대도이다.
도 6은 함침된 조방사의 절단을 나타내는 계략도로서, 도 6a는 절단 전을 나타낸 도면, 그리고 도 6b는 절단 후를 나타낸 도면이다.
도 1a 및 도 1b는 레잉 헤드(laying head)(20)가 부착된 로봇(robot)(10)을 계략적으로 도시한다. 공작물 캐리어(workpiece carrier)(40)는 그 공작물 캐리어를 위한 지지체(support)(15) 상에 유지된다. 레잉 헤드(20)가 공작물 캐리어(40) 상에 복수의 조방사들의 섬유 세트(fiber set)(30)를 동시에 레잉시키는 것이 계략적으로 도시된다. 도 1a에는 섬유 공급 기구(fiber supply mechanism)(50)의 5개 보빈들(bobbins)(51)이 도시되고, 그 보빈들 상에 섬유들(fibers)(조방사들(rovings))(33)이 감겨 있고, 그로부터 그 섬유들이 섬유 공급 기구(50)를 통해 레잉 헤드(20)에 공급된다. 도 1b에는 단 4개의 조방사들이 계략적으로 도시된다. 섬유 세트(30)는 n개의 다수의 조방사들을 구비할 수 있고(여기서, n = 2, 3...), 이때 n = 8, n = 16 또는 n = 32인 것이 현재 바람직하다.
이러한 배치(arrangement)는 다축 직물(multi-axial fabric)(MAF)과 유사한 다층 다축 섬유 구조(multi-layer muti-axial fiber architecture)(MAFA)를 갖는 섬유 복합 재료로 이루어진 구조적 부품을 위한 3차원 프리폼(preform)을 만들어내는 역할을 한다.
섬유 공급 기구(50)는, WO 2011/128110 A1의 도 12 및 도 13에 도시되고 이들 도면들에 대해 설명되는 바와 같은 방식으로 바람직하게 수행되는 섬유 안내 기구(fiber guiding mechanism)를 바람직하게 구비한다.
실시예들에 따르면, 도 2a에 도시된 바와 같이, 공작물 캐리어(40)는 공작물 형성 영역(workpiece forming area)(41) 및 가장자리 고정 영역(edge-fixing area)(42)을 구비한다. 공작물 형성 영역(41)은 원하는 프리폼의 3차원 형상에 대응한다. 가장자리 고정 영역(42)은 공작물 캐리어(40)의 가장자리 영역에서 조방사들(33)을 고정하는 역할을 한다.
도 2b에는 공작물 캐리어가 제1 배향(축 방향)으로 공작물 캐리어 상에 레잉된 제1 섬유층(31a)과 함께 도시된다. 도 2b에 나타난 바와 같이, 섬유층(31a)은 그 축 방향으로 레잉된 조방사들(33)로 구성된다. 도 2c에는 제2 섬유층(31b)이 제1 섬유층(31a) 위에 레잉된 동일한 공작물 캐리어가 도시된다. 제2 섬유층(31b)의 섬유들은 제1 섬유층(31a)의 배향에 대하여 -45도(degrees)의 배향을 갖는다. 도 2d에는 제3 섬유층(31c)이 어떻게 제2 섬유층(31b) 위에 레잉되는지에 대해 도시되고, 이때 제3 섬유층은 공작물 캐리어(40)의 일부 상에만 레잉된다. 제3 섬유층(31c)은 제1 섬유층에 대하여 +45도의 배향을 갖고, 그에 따라 제2 섬유층(31b)에 대하여 90도의 배향을 갖는다. 3개 층들(31a 내지 31c)은 다층 다축 섬유 구조(MAFA)(31)를 형성한다.
다시 도 1a를 참조하면, 레잉 헤드(20)는 입구(inlet)(20e)를 구비하고, 이를 통해 건조 조방사들(33)이 레잉 헤드에 공급된다는 것을 알 수 있다. 레잉 헤드(20)는 출구(outlet)(20a)를 더 구비하고, 공작물 캐리어(40) 상에 조방사들을 레잉시키기 위해 그 출구로부터 조방사들(33)이 출력되고, 결국 출력된 조방사들(33)은 출구(20a)에 배치된 가압 롤러(pressing roller)(20r)에 의해 공작물 캐리어(40)에 대해 가압될 수 있다. 도 1a에는 조방사들(33) 각각의 반송 또는 수송 방향에 대한 섬유 공급 방향(V)이 나타난다. 섬유 반송 장치(fiber conveying device)(20f)는 섬유 공급 방향(V)으로 레잉 헤드(20)의 입구(20e)의 하류에 제공된다. 이러한 섬유 반송 장치는, 예를 들어 US 2009/0229760 A1에 설명된 바와 같은 반송 유닛(conveying unit)에 의해 수행될 수 있다. 이론상으로, 에이텔바인 원리(Eytelwein principle)에 따른 섬유 공급이 알려져 있다. 더욱이, 이는 섬유 반송 장치에 관한 상기 US 2009/0229760 A1 및 WO 2011/128110 A1에 언급되어 있다.
도 1a에는 섬유 처리 유닛(fiber treatment unit)(20b)이 섬유 공급 방향(V)으로 섬유 반송 장치(20f)의 하류에 계략적으로 도시된다. 이러한 섬유 처리 유닛(20b)은 도 3a 및 도 3b를 참조하여 아래에서 보다 상세히 설명된다. 도 3a에는 조방사들(33, Ri, Rj) 각각을 처리 및 가이드하는 레잉 헤드의 부분(20b)의 사시도가 가압 롤러(20r)까지 공급 방향(V)으로 섬유 반송 장치(20f)의 하류에 도시된다. 도 3b에는 레잉 헤드(20) 내부의 동일한 부분(20b)이 측면도로서 계략적으로 도시된다. 입구(20e)를 통해 레잉 헤드(20) 내로 공급되는 조방사들(33)은, 레잉 헤드의 도시된 실시예에서, 두 개 그룹들의 조방사들(Ri(i=1,3,5...) 및 Rj(j=2,4,6...))로 분할된다. 그룹(Ri)은 홀수의 조방사들(33)을 포함하고, 그룹(Rj)은 짝수의 조방사들(33)을 포함한다. 도시된 실시예에서, n=16이면, 8개 조방사들이 그룹(Ri(i=1,...15)) 내에 존재하고 8개 조방사들은 그룹(Rj(j=2,...16)) 내에 존재한다. 그룹들(Ri, Rj)은 두 개의 분리된 경로들(paths)(P1, P2)에서 처리되고 가이드된다.
두 개의 그룹들 및 분리된 경로들(P1, P2)로의 분할이 반드시 필요한 것은 아니다. 분할/분리 없이 단일 경로가 존재할 수도 있다. 한편, 두 개 초과의 다수의 그룹들 및 경로들이 수행될 수도 있다.
다음으로, 경로(P1)을 위한 처리 유닛(20b)이 설명된다. 그 설명은 경로(P2)에 대해서도 유사하게 타당하다. 경로(P1)에 대해 i로 지시된 참조 부호는 경로(P2)에 대해서는 i 대신 j로 지시된다.
조방사들(33, Ri)은 섬유 반송 장치에 의해 섬유 반송 방향(V)으로 반송되고, 하류로 매체(M)를 조방사들 내로 적용 및 침투시키는 노즐(22, 22i)에 도달한다. 이에 대해 이하에서 더욱 상세히 설명될 것이다. 노즐은, 매체가 조방사들 상의 양측 상에 적용되어 조방사들 내로 침투(함침)되는 방식으로, 매체(접착제, 바인더, 수지 등)를 적용한다. 이러한 양측 상의 적용 및 침투는 부분 별로 클록식(clocked)으로 또는 연속적으로 이루어질 수 있다.
다음으로, 매체가 이른바 핫 멜트 접착제(Hot-Melt Adhesive)인 경우에 대해 설명된다. 그러한 핫 멜트 접착제는 사전 결정된 온도 보다 높은 온도에서 부착/점착(adhearing/sticky)되고, 그 사전 결정된 온도(이하,'부착 온도'라 함) 보다 낮은 온도에서는 부착/점착되지 않지만 상당한 온도 범위에 걸쳐 여전히 탄성적이다.
그러한 핫 멜트 접착제를 사용하는 경우, 적용 및 침투된 접착제와 함께 조방사들을 부착 온도 아래의 온도로 냉각시키는 냉각 장치(23, 23i)가 공급 방향(V)으로 노즐(22)의 하류에 제공되는 것이 바람직하다.
도 3에 도시된 실시예의 처리 유닛(20b)에는, 냉각 장치(23)의 하류에 냉각 장치(23)가 존재하는 경우, 중간 반송 장치(24, 24i)가 공급 방향(V)으로 노즐(22)의 하류에 구비되는 것이 바람직하다. 중간 반송 장치는 노즐(22)의 하류로 조방사들을 확실히 반송하는 역할을 한다. 섬유 절단 장치(21, 21i)는 공급 방향으로 노즐(22)의 하류에 제공되고, 냉각 장치(23) 및/또는 중간 반송 장치(24)가 존재하는 경우에는 이들 장치들의 하류에 제공되는 것이 바람직하다. 섬유 절단 장치(21)는 조방사들을 절단한다. 섬유 절단 장치의 특정 실시예들에 대해서는 WO 2011/128110 A1의 도 9 및 그에 대응하는 설명에서 언급되어 있다.
앞서 설명된 바와 같이, 가압 롤러(pressing roller)(20r)는 레잉 헤드(20)의 출구(20a)에 배치된다. 가열 장치(heating device)(25, 25i1, 25i2)는 공급 방향(V)으로 가압 롤러(25r)의 상류에 그리고 섬유 절단 장치(21, 21i)의 하류에 제공된다. 도시된 실시예에서, 가열 장치(25i)는 25i1 및 25i2로 지시된 두 개의 소자들(elements)을 구비한다. 공급 방향(V)으로 가압 롤러(25r) 가까이에 제공되는 제1 소자(first element)(25i1)는, 조방사들(33, Ri) 상에 적용되어 조방사들 내로 침투된 접착제를 부착 온도(예컨대, 100℃) 보다 높은 온도로 다시 가열하는 역할을 하는 종단 가열 소자이다. 제2 소자(25i2)는 조방사들을 사전 결정된 온도(예컨대, 70℃)로 유지시키는 가열 소자이다(온도 유지 가열 소자).
조방사들(33, Ri)이 섬유 절단 장치(22, 22i)에 의해 절단될 때, 절단 평면(cutting plane)의 상류에 위치되는 조방사들(33, Ri)의 종단은 접착제를 구비할 수 있다. 이러한 접착제가 부착 온도 보다 훨씬 아래의 온도로 냉각되는 것을 방지하기 위해, 조방사들의 이러한 부분은 온도 유지 가열 소자(25i2)에 의해 부착 온도 보다 낮은 온도이지만 그 부착 온도와 가까운 온도로 유지될 수 있다.
레잉 헤드(20) 및 레잉 헤드(20)의 단일 부품들뿐만 아니라 로봇(10)은 도시되지 않은 제어 장치(control device)에 의해 제어된다.
도 3에는 공작물 캐리어(40)가 평면의 공작물 캐리어(plane workpiece carrier)로서 도시된다. 이는 단지 도시의 단순화를 위한 것이다.
다음으로, 도 4 및 도 5를 참조하여, 노즐(22, 22i, 22j)의 설계에 대해 보다 상세히 설명한다.
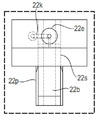
도 4a에는 계략적으로 도시된 노즐(22)의 사시도가 도시된다. 조방사(33)는 돌출부(protrusion)(22P) 상에 형성된 가이드 경로(guiding path)(22b)를 통해 노즐(22) 내에 공급 방향(V)으로 공급된다. 이때 도시된 실시예에서 가이드 경로(22b)는 평면 형상으로 도시된다. 매체(예컨대, 접착제)(M)는 상측에 제공된 개구(opening)를 통해 공급된다. 도 4a에는, 돌출부 하류의 노즐(22) 몸체가 4개의 부분들(four parts)(22-1 내지 22-4)로 구성된 것으로 도시되고, 그 부분들은 서로 스크류 연결된다(미도시). 이는 도 5c의 측면도에서 확인될 수 있다. 도 4b 및 도 4c에는 단순히 후방부(rear portion)가 도시된다. 조방사들(33)의 관통(passing through) 및 노즐(22)의 실시예의 설명에 사용하기 위해, 좌표계(l-d-b)가 도입된다. 축 l은 공급 방향(V)에 대응하는 조방사들(33)의 길이 방향을 나타내고, 방향 d는 조방사들의 두께 방향을 나타내고, 방향 b는 조방사들의 폭 방향을 나타낸다. 도 4b, 도 4c 및 도 5a에서 알 수 있는 바와 같이, 노즐(22)은 관통하는 조방사들(33)의 치수에 대한 폭과 높이를 갖는 슬릿(22s)을 구비한다. 슬릿의 방향 d로의 높이(s)는 사전 결정된 잉여치(overmeasure)를 갖는 조방사들(33)의 높이에 대응한다. 결과적으로 슬릿(22s)은 슬릿 평면(l-b)에 수직한 두께 방향으로의 높이(s)를 갖고 슬릿 평면(l-b)으로 연장된다. 잉여치의 결정은 다음에 설명된다. 참조 부호가 부여되지 않은 슬릿(22s)의 폭 또한 사전 결정된 잉여치를 갖는 조방사들의 폭에 대응한다.
노즐은, 입구(22e)를 통해 공급되는 매체(M)를 두 개의 매니폴드들(manifolds)(22v)에 공급하는 채널 시스템(channel system)(22a)을 구비한다. 핫 멜트 접착제의 경우, 그 접착제는 예를 들어, 50var의 압력으로 입구(22e)를 통해 공급된다.
매니폴트(22v)는 관통 슬릿(22s)의 위와 아래에서 각각 노즐(22) 내에 제공된다. 노즐 갭(nozzle gap)(22d)에 형성된 접착제 공급기(adhesive applier)는 관통 슬릿(22s) 위에 배치된 매니폴드(22v)로부터 관통 슬릿으로 이어진다. 노즐 갭(22d)는 바람직하게 슬릿(22s)의 폭을 구비한다. 같은 방식으로, 노즐 갭(22d)으로서 형성된 접착제 공급기는 관통 슬릿(22s) 아래에 배치된 매니폴드(22v)로부터 관통 슬릿으로 이어진다.
매체(M)가 대응하여 공급되면, 결과적으로 그 매체는 노즐 갭(22d)을 통해 관통하는 조방사(33)의 상측 및 하측에 적용된다. 조방사를 공급 방향(V)으로 이동시킴으로써, 그 매체는 제어된 공급에 따라 섹션 방식(section-wise)으로, 클록식(clocked)으로 또는 연속적으로 적용될 수 있다.
조방사에 접착제를 적용하기 위해, 그리고 조방사 내로 접착제를 함침시키기 위해, 관통 슬릿(22s)은, 조방사의 치수 그리고 공급 압력(supply pressure)뿐만 아니라 접착제 또는 다른 매체의 특성(nature)에 따라, 그 치수가 조절된다.
이에 의해, 공급 방향(V)에 수직한 조방사들의 방향전환 없이 함침이 가능해진다. 또한, 정의된 방식으로 접착제 적용을 중지하는 것이 가능해진다. 밸브의 잠금에 의한 접착제 공급의 방해는 압력 손실로 이어지고, 그에 따라 적용이 급격히 중단된다.
대략 150℃의 부착 온도 및 대략 50bar의 공급 압력을 갖는 통상의 핫 멜트 접착제에 대해, 조방사 상에 핫 멜트 접착제를 적용하기 위해, 그리고 조방사 내에 그 접착제를 도입시키기 위해, 즉 그 접착제를 함침시키기 위해, 12mm의 폭 및 대략 0.3mm 내지 0.35mm의 두께를 갖는 50k 조방사에 대해 0.05 내지 0.1mm의 잉여치가 선택될 수 있다. 그 경우, 슬릿(22s)의 높이는 결과적으로 예컨대 0.4mm가 되고. 따라서 갭(22d)의 개구 폭(open width)(w)은 0.025 내지 1mm의 범위 내에 있게 되고, 이는 결과적으로 예컨대 0.05mm인 것을 의미한다.
매체 공급 등의 직전에, 조방사들의 약간의 결합과 같은 지원 조치들(supporting measures)이 촉진을 위해 가능하다(WO 2011/128110 A1에 기재된 섬유 준비(fiber preparation) 참조). 일반적으로, 5 내지 100mm 범위의 폭과 0.2 내지 0.6mm 범위의 두께를 갖는 조방사들에 대해, 잉여치는 높이 방향(d)에 있어서 및/또는 폭 방향(b)에 있어서 0.025 내지 0.2mm의 범위 내에 있어야 한다.
조방사와 매체의 결합의 경우, 함침이 용이하게 되도록, 단일의 관통 슬릿이 하나의 공급 경로(P1, P2)의 모든 또는 복수의 조방사들에 제공될 수 있다. 그러나 단일의 조방사마다 분리된 관통 슬릿(22s)을 갖는 것이 바람직하다.
특히, 접착제들은 매체로서 적합하고, 예를 들어 EVA, 폴리올레핀(polyolefine) 또는 에폭시(epoxy) 기반의 접착제들과 같은 접착제들은, 섬유층들(31a, 31b, 31c)의 시작단 및 종단 고정(start and end fixation) 또는 섬유층들의 중간 고정(intermediate fixation)을 위해 적합하다. 바인더들 및 수지들 또한 적합한 매체이다. 이 점에 있어서, 프리폼을 제조하는 동안, 섬유들의 미끄러짐(slipping)을 방지하기 위해 그리고 다루기 쉽고 건조된(예컨대, 수지를 포함하지 않은) 프리폼을 획득하기 위해, 조방사들을 레잉시킬 때, 바인더를 건조 조방사들에 적용하기 위해 바인더가 사용된다. 프리폼의 형성 이후의 과정에서 수지가 프리폼 내로 도입되지 않도록 하고, 그러나 수지의 함침이 섬유들의 레잉 시에 직접적으로 발생하도록 하기 위해, 수지의 적용 및 침투가 사용될 수 있다(온라인-프리프레그(Online-Prepregging)). 만일 복수의 매체가 적용된다면, 각 매체 마다 별도의 노즐(22)이 각 경로(P1, P2)에 제공될 수 있다.
바인더들과 수지에 대해서는, 특히 상기 노즐(22)을 갖는 레잉 헤드(20) 내에 적용됨으로써 보빈으로부터 레잉 헤드(20) 내의 섬유 반송 장치의 하류까지 건조 조방사들을 다룰 수 있고, 그에 따라 고속 등으로 될 수 있다는 점이 주목된다.
상기 레잉 헤드 및 섬유 복합 재료로 이루어진 구조적 부재용 3차원 프리폼을 그 레잉 헤드로 제조하는 장치는 각각 결과적으로 WO 2011/128110 A1에 설명된 타입의 방법과 함께 매우 유리한 방식으로 사용될 수 있고, 그리고 이를 더욱 개선시킬 수 있다.
특히, 섬유 복합 재료로 이루어진 구조적 부재용 프리폼을 제조하는 방법의 추가적 개선이 가능해지고, 절단된 조방사들의 양측의 종단부들의 고정이 매우 유리한 방식으로 달성될 수 있다.
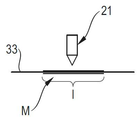
이에 대해서는 건조 조방사들이 공작물 캐리어(40) 상에 레잉되는 경우를 이용하여 설명될 것이다. 도 6a에 도시된 바와 같이, 조방사(33)는 매체(M) 이 경우 핫 멜트 접착제로 사전 결정된 길이(l)에 걸쳐 코팅되고, 그리고 잠재적으로 함침된다. 도 6a에 도시된 길이(l)은 적어도 도 6b에 도시된 사전 결정된 길이들(l1,l2)을 포함하고, 이는 l ≥ l1 + l2임을 의미한다. 절단 평면(S)를 따라 절단을 수행한 이후에, 조방사(33)는, 종단(end)(33e)이 제1 사전 결정된 길이(l1)에 걸쳐 접착제(M)로 가장자리 고정 영역(edge-fixing area) 내의 레잉 경로(laying path)의 종단에 고정될 수 있는 방식으로 결정된 위치에서, 섬유 절단 장치(21)에 의해 절단된다. 절단 평면(S)의 타측 상으로, 접착제(M)는 조방사(33)의 나머지 부분의 전방 종단의 하류에 제2 사전 결정된 길이(l2)로 존재하고, 그에 의해 조방사(33)는 다음의 레잉 경로의 레잉 개시 시에 공작물 캐리어(40)에 고정될 수 있다.
일반적으로, 이는 가장자리 고정에 제한되지 않으며, 중간 보강재들(intermediate reinforcements) 등의 적용에 유사한 방식으로 적용될 수 있다.
설명된 실시예에서, 노즐 갭들은 공급 방향에 대해 하나의 선으로 이루어져 있다. 대안으로, 노즐 갭들은 공급 방향(V)으로 오프셋(offset)될 수도 있다. 노즐 갭은 선형 방식으로 형성되는 것이 바람직하다. 대안으로, 메트릭스 또는 선형 방식으로 배치된 홀들(holes)이 매체 적용기(media applicator)(22d)의 출구로서 가능하다. 스크래핑(scraping)(닥터 블레이드(doctor blade)로 코팅(coating))을 수행하도록 하기 위해, 노즐 갭(22d)의 하류 립(downstream lip)은 슬릿(22s) 내로 돌출 형성될 수 있다.
4개의 부분들(22-1 내지 22-4)을 갖는 노즐(22)의 설계는 간단한 제조를 가능하게 하는 4개의 부분들의 전방 면들(front faces)에 노즐 갭(22d)과 슬릿(22s)을 제공할 수 있다.
상술된 방법 단계들 및 단일의 소자들이 별도의 주제(subject matters)로서 별도로 개시된다는 것이 명백히 강조된다. 예를 들어, 노즐(22)의 설계는 레잉 헤드의 정확한 설계 또는 레잉 헤드 내의 배치와 독립적이다. 도 6을 참조하여 설명된 방법은, 레잉 헤드 및/또는 상기 노즐 없이도 일반적으로 수행될 수 있다. 가열 장치, 냉각 장치, 경로의 분할 등과 같은 상기 다른 소자들 및 방법 단계들에 대해서도 유사한 방식으로 사실이다.
전술된 실시예에서, 예컨대 접착제와 같은 매체가 양측에서 조방사에 적용되고 조방사 내로 침투된다. 그에 대응하여 노즐이 적합하게 제조된다. 대안으로, 이하 설명되는 바와 같이, 조방사에의 적용 및 조방사 내로의 침투가 일측(single-sided)의 매체 공급으로 달성될 수 있다. 접착제, 바인더, 수지를 적용하는 이전의 접근들(approaches)은 본질적으로 비접촉식 또는 비압력식 적용 타입으로 교시되었다. 전술된 노즐은, 매체가 조방사와 접촉하게 될 뿐만 아니라 조방사 내로 가압되도록 한다. 이는 일측의 매체 공급으로도 달성될 수 있고, 예를 들어 도 4 및 도 5의 상부 노즐(22d) 만이 존재하는 경우라면, 그럼에도 불구하고 매체는 압력 하에서 조방사 내로 가압된다. 이는 조방사의 타측 상에 일종의 카운터 베어링(counterbearing)을 갖춤으로써 달성된다. 함침을 촉진시키기 위해, 특히 일측 매체 공급의 경우에는, 조방사의 평량(grammage)(단위 면적 당 질량)을 줄이는 것이 바람직하다. 이는, 예를 들어 결합(combining), 스프레딩(spreading)시킴으로써 또는 평량을 줄이기 위한 알려진 조치들(measures)로서 달성될 수 있다. 본 출원에서 일측 또는 양측 적용은 각각 넓은 측들(wider sides)에 대한 적용 즉, 도 4b의 평면(l-b)으로 연장되는 측들에 대한 적용을 말한다.
상세한 설명 및/또는 특허청구범위에 개시된 모든 특징들은, 실시예 및/또는 특허청구범위의 그 특징의 구성에 관계 없이 청구된 발명을 제한하기 위해, 그리고 원래의 개시를 위해 서로로부터 독립적으로 및 별도로 개시한 것으로 명시된다. 실체 그룹들의 모든 가치 또는 지시들은, 특히 가치 범위의 제한으로서 청구된 발명을 제한하기 위해서, 그리고 원래의 개시를 위해서 모든 가능한 중간 가치 또는 상호 중간 가치를 개시한 것으로 명시된다.
21: 섬유 절단 장치
22: 노즐
23: 냉각 장치
24: 중간 반송 장치
25: 가열 장치
33: 조방사
40: 공작물 캐리어
22: 노즐
23: 냉각 장치
24: 중간 반송 장치
25: 가열 장치
33: 조방사
40: 공작물 캐리어
Claims (15)
- 섬유들로부터 구조적 부품 프리폼들(preforms) 및 섬유층들(fiber layers)을 제조하는 레잉 헤드(laying head)로서,
다수의 건조 조방사들(rovings)(33; R1, R2...)을 도입하는 입구(20e);
상기 입구(20e)를 통해 도입된 조방사들(33; R1, R2...)을 섬유 공급 방향(V)으로 동시에 그리고 상호 독립적으로 반송시키는 섬유 반송 장치(20f);
상기 섬유 공급 방향(V)으로 상기 섬유 반송 장치(20f)의 하류에 배치되고, 3차원 프리폼(31)을 형성하는 공작물 캐리어(40) 상에 다수의 조방사들(33; R1, R2...)을 동시에 레잉시키는 출구(20a);
상기 섬유 공급 방향(V)으로 상기 섬유 반송 장치(20f)의 하류에 그리고 상기 출구(20a)의 상류에 제공되고, 상기 조방사들(33; R1, R2...)을 절단하는 섬유 절단 장치(21, 21i, 21j); 및
상기 조방사들(33; R1, R2...) 상에 매체를 적용시키는 노즐(22, 22i, 22j)을 구비하고,
상기 노즐은, 슬릿 평면(l-b)으로 연장되고 그리고 상기 매체를 상기 조방사 내로 가압하는 함침 압력이 발생되도록 선택되는 작은 잉여치에 더하여 두께 방향(d)으로 건조 조방사(33; R1, R2...)의 높이에 대응하는 상기 슬릿 평면(l-b)에 수직한 두께 방향(d)으로의 높이(s)를 갖는 슬릿 형상의 관통 갭(22s)을 구비한다는 점에서, 상기 노즐(22, 22i, 22j)은 상기 매체를 상기 조방사들(33; R1, R2...) 상에 적용시키고 상기 매체를 상기 조방사들(33; R1, R2...) 내로 도입시키는
레잉 헤드.
- 제1항에 있어서,
상기 노즐(22, 22i, 22j)은 공급 방향(V)으로 섬유 반송 장치(20f)의 하류에 배치되는
레잉 헤드.
- 제1항 또는 제2항에 있어서,
상기 노즐(22, 22i, 22j)은 공급 방향(V)으로 상기 섬유 절단 장치(21, 21i, 21j)의 상류에 배치되는
레잉 헤드.
- 제1항 내지 제3항 중 어느 한 항에 있어서,
상기 조방사들(33; R1, R2…)은 가이드 경로(22b)를 통해 상기 노즐(22) 내로 안내되는
레잉 헤드.
- 제1항 내지 제4항 중 어느 한 항에 있어서,
상기 노즐(22, 22i, 22j)은 다수의 조방사들(33; R1, R2…)의 각 조방사마다 슬릿 형상의 관통 갭(22s)을 구비하는
레잉 헤드.
- 제1항 내지 제5항 중 어느 한 항에 있어서,
가압 롤러(20r)는 상기 출구(20a)에 배치되는
레잉 헤드.
- 제1항 내지 제6항 중 어느 한 항에 있어서,
가열 장치(25, 25i1, 25i2, 25j1, 25j2)는 공급 방향(V)으로 상기 섬유 절단 장치(21, 21i, 21j)의 하류에 배치되는
레잉 헤드.
- 제1항 내지 제7항 중 어느 한 항에 있어서,
냉각 장치(23, 23i, 23j)는 공급 방향(V)으로 상기 노즐(22, 22i, 22j)의 하류에 그리고 상기 절단 장치(21, 21i, 21j)의 상류에 배치되는
레잉 헤드.
- 제1항 내지 제8항 중 어느 한 항에 있어서,
중간 반송 장치(24, 24i, 24j)는 공급 방향(V)으로 상기 노즐(22, 22i, 22j)의 하류에 배치되는
레잉 헤드.
- 제1항 내지 제9항 중 어느 한 항에 있어서,
상기 노즐(22, 22i, 22j)은 상기 매체를 상기 조방사들 상에/내로 양측에서 적용 및 도입시키는
레잉 헤드.
- 제7항 내지 제10항 중 어느 한 항에 있어서,
상기 가열 장치는 상기 조방사들(33; R1, R2…) 상에 적용되고 상기 조방사들 내로 도입된 상기 매체를 재가열시키는 종단 가열 소자(25i1, 25j1)을 구비하고, 공급 방향(V)으로 상기 가압 롤러(20r)의 상류에 그리고 상기 가압롤러에 인접하여 배치되는
레잉 헤드.
- 제1항 내지 제11항 중 어느 한 항에 있어서,
상기 입구(20e)을 통해 도입되는 상기 다수의 건조 조방사들(33)을 위한 다수의 공급 경로들(P1, P2)은, 상기 건조 조방사들이 그룹들로 분할되는 방식으로, 그리고 분리된 상기 공급 경로들(P1, P2)을 통해 상기 출구(20a)로 공급되는 상기 그룹들마다 대응하는 노즐(22i, 22j), 절단 장치(21i, 21j) 및 선택적으로 대응하는 냉각 장치(23i, 23j), 중간 반송 장치(24i, 24j), 가열 장치(25i1, 25j2, 25j1, 25j2)가 각각 제공되는 방식으로, 제공되는
레잉 헤드.
- 제1항 내지 제12항 중 어느 한 항에 있어서,
상기 노즐(22, 22i, 22j)은 상기 조방사들을 고정시키는 접착제, 상기 조방사들을 연결시키는 바인더 및 상기 조방사들을 함침시키는 수지로부터 선택된 매체(medium)용인
레잉 헤드.
- 섬유 복합 재료로 이루어진 구조적 부재용 프리폼(31)을 형성시키는 장치로서,
공작물 캐리어(40);
상기 공작물 캐리어(40) 상에 조방사들(33)의 섬유 세트(30)를 레잉시키는 제1항 내지 제13항 중 어느 한 항에 따른 레잉 헤드(20); 및
상기 프리폼(31)을 상기 공작물 캐리어(40)로부터 다음의 제조 단계로 이송시키는 이송 장치를 구비하는
프리폼을 형성시키는 장치.
- 섬유 복합 재료로 이루어진 구조적 부재용 3차원 프리폼을 형성시키는 방법으로서,
a) 상기 프리폼(40)의 3차원 형상에 대응하는 공작물 캐리어(40)를 제공하는 단계;
b) 상기 공작물 캐리어(40) 상에 다수의 조방사들(33)을 동시에 레잉시킴으로써 섬유 세트(30)를 레잉시키는 단계;
c) 상기 공작물 캐리어(40)의 가장자리(42)에서 상기 조방사들(33)을 고정시키는 단계;
d) 상기 3차원 프리폼(31)을 형성시키기 위해 사전 결정된 섬유 세트의 레잉 패턴에 따라 단계 b) 및 단계 c)를 반복시키는 단계 - d1) 단계 c)의 수행에서, 상기 조방사들(33)은 상기 공작물 캐리어의 상기 가장자리에서 이미 고정되었거나 고정될 상기 조방사들(33)의 상기 부분들의 후방에서 절단되고, 그 이후 단계 b)의 수행이 이루어짐 -;
e) 단계 d)에서 상기 사전 결정된 섬유 세트의 레잉 패턴에 따라 상기 프리폼의 형성을 마친 이후에, 상기 3차원 프리폼(31)을 상기 공작물 캐리어(40)로부터 다음의 제조 단계로 이송시키는 단계를 구비하고,
b1) 상기 섬유 세트의 상기 조방사들은, 단계 b)에 따른 레잉 작동의 개시 시에 상기 공작물 캐리어의 상기 가장자리에 제1 사전 결정된 길이(l1)에 걸쳐 고정되고,
d2) 단계 d1)에 따라 상기 공작물 캐리어의 상기 가장자리에 이미 고정되었거나 고정될 상기 조방사들(33)의 부분들은 제2 사전 결정된 길이(l2)에 걸쳐 고정되고,
d3) 상기 절단 전의 단계 c)에서, 접착제는 적어도 상기 제1 및 제2 길이들(l1, l2)의 합에 대응하는 제3 사전 결정된 길이(l)로 상기 조방사들(33) 상에 적용되고, 상기 접착제가, 상기 섬유 세트의 레잉 패턴의 레잉 경로의 종단에 고정되는 상기 부분 상의 상기 절단부의 일측 상으로 적어도 상기 제2 사전 결정된 길이(l2)을 가지면서 유지되는 방식으로, 그리고 접착제가, 절단된 상기 조방사들(33)의 다른 종단 상의 상기 절단부의 타측 상으로 단계 b)의 다음 수행의 개시 시의 상기 고정을 위해 적어도 상기 제1 사전 결정된 길이(l1)로 유지되는 방식으로, 상기 조방사들(33)이 단계 d1)에 따라 절단되는
3차원 프리폼을 형성시키는 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102012007439A DE102012007439A1 (de) | 2012-04-13 | 2012-04-13 | Legekopf und Vorrichtung und Verfahren zum Aufbau eines dreidimensionalen Vorformlings für ein Bauteil aus einem Faserverbundwerkstoff |
| DE102012007439.5 | 2012-04-13 | ||
| PCT/EP2013/001056 WO2013152853A1 (de) | 2012-04-13 | 2013-04-10 | Legekopf und vorrichtung und verfahren zum aufbau eines dreidimensionalen vorformlings für ein bauteil aus einem faserverbundwerkstoff |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20150003314A true KR20150003314A (ko) | 2015-01-08 |
Family
ID=48143240
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020147031731A KR20150003314A (ko) | 2012-04-13 | 2013-04-10 | 레잉 헤드 및 섬유 복합재로 이루어진 부품용 3차원 프리폼을 제조하는 장치 및 방법 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US9782926B2 (ko) |
| EP (1) | EP2836355B1 (ko) |
| JP (1) | JP6117337B2 (ko) |
| KR (1) | KR20150003314A (ko) |
| CN (1) | CN104540662B (ko) |
| CA (1) | CA2870345A1 (ko) |
| DE (1) | DE102012007439A1 (ko) |
| DK (1) | DK2836355T3 (ko) |
| WO (1) | WO2013152853A1 (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10173376B2 (en) | 2016-04-05 | 2019-01-08 | Hyundai Motor Company | Apparatus for laminating fiber tow and manufacturing method of product using the same |
| US11491745B2 (en) | 2017-11-28 | 2022-11-08 | High In Tech Co., Ltd. | Apparatus and method for laminating fibers for direct manufacturing or preform |
Families Citing this family (59)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9511543B2 (en) | 2012-08-29 | 2016-12-06 | Cc3D Llc | Method and apparatus for continuous composite three-dimensional printing |
| EP2796263B1 (en) * | 2013-04-24 | 2017-10-11 | Airbus Defence and Space GmbH | Laying die |
| DE102014201060A1 (de) | 2014-01-22 | 2015-07-23 | Broetje-Automation Gmbh | Faserlegemaschine und Verfahren zur Herstellung von Fasergelegen |
| US10189214B2 (en) | 2014-03-28 | 2019-01-29 | Composite Cluster Singapore Pte. Ltd. | Freespace composite manufacturing process and device |
| DE102014018933A1 (de) | 2014-12-22 | 2016-06-23 | Airbus Defence and Space GmbH | Vorrichtung zur Konsolidierung einer Preform |
| US10343330B2 (en) * | 2015-07-31 | 2019-07-09 | The Boeing Company | Systems for additively manufacturing composite parts |
| GB201518284D0 (en) * | 2015-10-15 | 2015-12-02 | Composite Technology & Applic Ltd | A method of generating a movement profile for a layup procedure |
| FR3043010B1 (fr) | 2015-10-28 | 2017-10-27 | Coriolis Composites | Machine d'application de fibres avec systemes de coupe particuliers |
| DE102015121428B4 (de) * | 2015-12-09 | 2019-10-31 | Deutsches Zentrum für Luft- und Raumfahrt e.V. | Faserlegekopf und Faserlegeanlage sowie Verfahren zur Herstellung eines Faserverbundbauteils |
| CN107116812B (zh) * | 2016-02-25 | 2023-01-17 | 科思创德国股份有限公司 | 纤维浸渍系统、拉挤设备及拉挤复合材料的制造方法 |
| FR3048373B1 (fr) * | 2016-03-07 | 2018-05-18 | Coriolis Group | Procede de realisation de preformes avec application d'un liant sur fibre seche et machine correspondante |
| DE102016208687A1 (de) * | 2016-05-20 | 2017-11-23 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zur Herstellung eines Faser-Halbzeugs und eines Faserverbundbauteils, Faserverbundbauteil sowie Werkzeug |
| US10543640B2 (en) | 2016-09-06 | 2020-01-28 | Continuous Composites Inc. | Additive manufacturing system having in-head fiber teasing |
| US10625467B2 (en) | 2016-09-06 | 2020-04-21 | Continuous Composites Inc. | Additive manufacturing system having adjustable curing |
| US20180065317A1 (en) | 2016-09-06 | 2018-03-08 | Cc3D Llc | Additive manufacturing system having in-situ fiber splicing |
| US10759113B2 (en) | 2016-09-06 | 2020-09-01 | Continuous Composites Inc. | Additive manufacturing system having trailing cure mechanism |
| US11029658B2 (en) | 2016-09-06 | 2021-06-08 | Continuous Composites Inc. | Systems and methods for controlling additive manufacturing |
| FR3056438B1 (fr) | 2016-09-27 | 2019-11-01 | Coriolis Group | Procede de realisation de pieces en materiau composite par impregnation d'une preforme particuliere. |
| US10766595B2 (en) | 2016-11-03 | 2020-09-08 | Continuous Composites Inc. | Composite vehicle body |
| US10953598B2 (en) | 2016-11-04 | 2021-03-23 | Continuous Composites Inc. | Additive manufacturing system having vibrating nozzle |
| US20210094230A9 (en) | 2016-11-04 | 2021-04-01 | Continuous Composites Inc. | System for additive manufacturing |
| CN109996667B (zh) * | 2016-11-11 | 2021-03-19 | 劳斯莱斯股份有限公司 | 复合材料铺放设备 |
| KR20180057364A (ko) * | 2016-11-22 | 2018-05-30 | 주식회사 하이인텍 | 섬유 프리폼 제조 장치 |
| KR101874404B1 (ko) * | 2016-11-22 | 2018-07-04 | 주식회사 하이인텍 | 섬유 프리폼 제조 방법 |
| GB201620227D0 (en) * | 2016-11-29 | 2017-01-11 | Cytec Ind Inc | Automated fabrication of fibrous preform |
| IT201600120462A1 (it) * | 2016-11-29 | 2018-05-29 | Domenico Brigante | Macchinario semi-automatizzato per l’impregnazione di resina di materiali compositi |
| US10040240B1 (en) | 2017-01-24 | 2018-08-07 | Cc3D Llc | Additive manufacturing system having fiber-cutting mechanism |
| US10857726B2 (en) | 2017-01-24 | 2020-12-08 | Continuous Composites Inc. | Additive manufacturing system implementing anchor curing |
| US20180229092A1 (en) | 2017-02-13 | 2018-08-16 | Cc3D Llc | Composite sporting equipment |
| US10798783B2 (en) | 2017-02-15 | 2020-10-06 | Continuous Composites Inc. | Additively manufactured composite heater |
| US10814569B2 (en) | 2017-06-29 | 2020-10-27 | Continuous Composites Inc. | Method and material for additive manufacturing |
| US10589463B2 (en) | 2017-06-29 | 2020-03-17 | Continuous Composites Inc. | Print head for additive manufacturing system |
| DE102017117383A1 (de) * | 2017-08-01 | 2019-02-07 | Airbus Operations Gmbh | Verfahren und Vorrichtung zum Reparieren eines aus einem Schichtverbundwerkstoff in mehreren Schichten aufgebauten Bauteils |
| FR3070625B1 (fr) * | 2017-09-07 | 2020-10-09 | Coriolis Composites | Procede de realisation de preformes avec application d’un liant sur fibre seche formee de plusieurs fibres initiales |
| DE102017124417A1 (de) | 2017-10-19 | 2019-04-25 | Deutsches Zentrum für Luft- und Raumfahrt e.V. | Vorrichtung und Verfahren zum Ablegen eines Fasermaterials |
| US10319499B1 (en) | 2017-11-30 | 2019-06-11 | Cc3D Llc | System and method for additively manufacturing composite wiring harness |
| US10131088B1 (en) | 2017-12-19 | 2018-11-20 | Cc3D Llc | Additive manufacturing method for discharging interlocking continuous reinforcement |
| US10857729B2 (en) | 2017-12-29 | 2020-12-08 | Continuous Composites Inc. | System and method for additively manufacturing functional elements into existing components |
| US10919222B2 (en) | 2017-12-29 | 2021-02-16 | Continuous Composites Inc. | System and method for additively manufacturing functional elements into existing components |
| US10759114B2 (en) | 2017-12-29 | 2020-09-01 | Continuous Composites Inc. | System and print head for continuously manufacturing composite structure |
| US11167495B2 (en) | 2017-12-29 | 2021-11-09 | Continuous Composites Inc. | System and method for additively manufacturing functional elements into existing components |
| US10081129B1 (en) | 2017-12-29 | 2018-09-25 | Cc3D Llc | Additive manufacturing system implementing hardener pre-impregnation |
| US11161300B2 (en) | 2018-04-11 | 2021-11-02 | Continuous Composites Inc. | System and print head for additive manufacturing system |
| US11130284B2 (en) | 2018-04-12 | 2021-09-28 | Continuous Composites Inc. | System and head for continuously manufacturing composite structure |
| US11110656B2 (en) | 2018-04-12 | 2021-09-07 | Continuous Composites Inc. | System for continuously manufacturing composite structure |
| US11052603B2 (en) | 2018-06-07 | 2021-07-06 | Continuous Composites Inc. | Additive manufacturing system having stowable cutting mechanism |
| US20200086563A1 (en) | 2018-09-13 | 2020-03-19 | Cc3D Llc | System and head for continuously manufacturing composite structure |
| CN109094055B (zh) * | 2018-09-29 | 2020-06-19 | 西安交通大学 | 一种组合式多通道连续干纤维3d打印复合材料成形装置 |
| US11235522B2 (en) | 2018-10-04 | 2022-02-01 | Continuous Composites Inc. | System for additively manufacturing composite structures |
| US11325304B2 (en) | 2018-10-26 | 2022-05-10 | Continuous Composites Inc. | System and method for additive manufacturing |
| US11358331B2 (en) | 2018-11-19 | 2022-06-14 | Continuous Composites Inc. | System and head for continuously manufacturing composite structure |
| US11420390B2 (en) | 2018-11-19 | 2022-08-23 | Continuous Composites Inc. | System for additively manufacturing composite structure |
| US20200238603A1 (en) | 2019-01-25 | 2020-07-30 | Continuous Composites Inc. | System for additively manufacturing composite structure |
| US11312083B2 (en) | 2019-05-28 | 2022-04-26 | Continuous Composites Inc. | System for additively manufacturing composite structure |
| US11840022B2 (en) | 2019-12-30 | 2023-12-12 | Continuous Composites Inc. | System and method for additive manufacturing |
| US11904534B2 (en) | 2020-02-25 | 2024-02-20 | Continuous Composites Inc. | Additive manufacturing system |
| US20210394451A1 (en) | 2020-06-23 | 2021-12-23 | Continuous Composites Inc. | Systems and methods for controlling additive manufacturing |
| US11613080B2 (en) | 2020-09-11 | 2023-03-28 | Continuous Composites Inc. | Print head for additive manufacturing system |
| US11926099B2 (en) | 2021-04-27 | 2024-03-12 | Continuous Composites Inc. | Additive manufacturing system |
Family Cites Families (47)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB828110A (en) | 1956-08-22 | 1960-02-17 | Polyplex Danish American Plast | Improvements in or relating to the manufacture of reinforced synthetic resin articles |
| US3115678A (en) | 1960-10-07 | 1963-12-31 | Collins & Aikman Corp | Apparatus for molding plastic carpets |
| JPS50129662A (ko) | 1974-04-03 | 1975-10-14 | ||
| DE3003666A1 (de) | 1980-02-01 | 1981-08-06 | Richard 4937 Lage Pott | Gelege zur herstellung einer verstaerkung von im wesentlichen aus flaechen bestehenden bauteilen und eine vorrichtung zur herstellung desselben |
| CH644879A5 (en) | 1980-03-17 | 1984-08-31 | Herbert Schreiber | Process for the production of fibre-reinforced plastic articles |
| US4432716A (en) | 1981-03-20 | 1984-02-21 | Lignotock Verfahrenstechnik Gmbh | Apparatus for moulding three-dimensionally shaped moulded articles from binder-containing web-like non-woven fabrics |
| JPH0414191Y2 (ko) | 1987-07-23 | 1992-03-31 | ||
| US5134002A (en) | 1989-08-28 | 1992-07-28 | United Technologies Corporation | Mold liners for resin transfer molding |
| US5110395A (en) * | 1989-12-04 | 1992-05-05 | Cincinnati Milacron Inc. | Fiber placement head |
| JPH0778293B2 (ja) | 1990-03-30 | 1995-08-23 | 東レ株式会社 | 捲縮付与装置および捲縮線状体の製造方法 |
| DE4115831A1 (de) | 1991-05-15 | 1992-11-19 | Bayer Ag | Kontinuierliche herstellung von verbundwerkstoffen |
| US5344687A (en) | 1991-09-27 | 1994-09-06 | Brunswick Technologies, Inc. | Structurally reinforced thermoplastic-fabric composite construction materials that are moldable |
| FR2705655B1 (fr) | 1993-05-26 | 1995-08-25 | Aerospatiale | Machine pour le bobinage-déposé au contact simultané d'une pluralité de fils individuels. |
| US5766357A (en) * | 1996-09-19 | 1998-06-16 | Alliant Techsystems Inc. | Apparatus for fiber impregnation |
| FR2761380B1 (fr) | 1997-03-28 | 1999-07-02 | Europ Propulsion | Procede et machine pour la realisation de nappes fibreuses multiaxiales |
| DE69706651T2 (de) | 1997-06-10 | 2002-07-04 | Comfil Aps Spentrup | Verfahren zur Herstellung eines faserverstärkten dreidimensionalen Gegenstandes |
| US6544367B1 (en) * | 1999-02-01 | 2003-04-08 | Alliant Techsystems Inc. | Overwrap tape end-effector for fiber placement/winding machines |
| DE19922799B4 (de) | 1999-05-18 | 2014-06-12 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zur Herstellung eines Kunststoffformteils |
| DE10005202B4 (de) | 2000-02-03 | 2007-03-01 | Institut Für Verbundwerkstoffe Gmbh | Verfahren und Vorrichtung zur kontinuierlichen bauteil- und prozessorientierten Herstellung von Verstärkungsstruktur-Halbzeugen für Faser-Kunststoff-Verbundwerkstoffe |
| US6771874B2 (en) | 2002-01-11 | 2004-08-03 | Otuma, Inc. | Tension-assisted mounting of fibers on a substrate |
| JP4309339B2 (ja) | 2002-05-29 | 2009-08-05 | ソシエテ ド テクノロジー ミシュラン | ストリップを回転表面に取り付けるための装置および方法 |
| DE10250826B4 (de) | 2002-10-31 | 2008-05-29 | Airbus Deutschland Gmbh | Verfahren zur Herstellung eines dreidimensionalen Preforms |
| ITTO20040198A1 (it) | 2004-03-23 | 2004-06-23 | Alenia Aeronautica Spa | Procedimento per la fabbricazione di una preforma secca di rinforzo per un elemento strutturale composito di un aeromobile |
| FR2882681B1 (fr) | 2005-03-03 | 2009-11-20 | Coriolis Composites | Tete d'application de fibres et machine correspondante |
| EP1724098A1 (en) | 2005-05-20 | 2006-11-22 | Carbo Tech Composites GmbH | Process for the production of a laminated composite product and a composite product made by the lamination process |
| DE102005034393B4 (de) | 2005-07-22 | 2009-04-02 | Airbus Deutschland Gmbh | Verfahren zur Herstellung von ein- oder mehrschichtigen Faservorformlingen im TFP-Verfahren |
| NL1032830C2 (nl) | 2006-11-07 | 2008-05-08 | Cats Beheer & Findings B V | Inrichting voor het op onderling gelijke spanningen brengen van langwerpige flexibele elementen. |
| JP5098435B2 (ja) | 2007-05-21 | 2012-12-12 | 株式会社豊田自動織機 | 繊維束配列装置 |
| GB2452298B (en) | 2007-08-30 | 2010-01-13 | Gkn Aerospace Services Ltd | Composite structure |
| CN101462358B (zh) | 2007-12-19 | 2013-09-11 | 维斯塔斯风力系统有限公司 | 一种制备预成型件的设备 |
| DE102008017573A1 (de) | 2008-04-07 | 2010-04-15 | Airbus Deutschland Gmbh | Verfahren zur Herstellung eines FVW/FVK-Bauteils aus Rovings mit einem Formwerkzeug und Formwerkzeug zur Durchführung des Verfahrens |
| DE102008019147A1 (de) | 2008-04-16 | 2009-10-22 | Airbus Deutschland Gmbh | Verfahren zur Herstellung von Faservorformlingen |
| WO2009158262A1 (en) * | 2008-06-27 | 2009-12-30 | Union Carbide Chemicals & Plastics Technology Llc | Pultrusion process for the manufacture of fiber reinforced composites |
| FR2937582B1 (fr) * | 2008-10-28 | 2010-12-17 | Coriolis Composites | Machine d'application de fibres avec tubes flexibles d'acheminement de fibres places dans une gaine froide |
| US8513338B2 (en) | 2009-05-07 | 2013-08-20 | Shell Oil Company | Binder composition and asphalt mixture |
| FR2948660B1 (fr) | 2009-07-30 | 2011-08-19 | Oroxcell | Derives de 2-amino-2-phenyl-alkanol, leur preparation et les compositions pharmaceutiques qui les contiennent |
| US8037843B2 (en) | 2009-10-08 | 2011-10-18 | General Electric Company | Resin application and infusion system |
| DE102010015199B9 (de) | 2010-04-16 | 2013-08-01 | Compositence Gmbh | Faserführungsvorrichtung und Vorrichtung zum Aufbau eines dreidimensionalen Vorformlings |
| DE102010040970A1 (de) | 2010-09-17 | 2012-03-22 | Airbus Operations Gmbh | Verfahren und Vorrichtung zur Bereitstellung eines trockenen textilen Vorformlings |
| US8282758B2 (en) | 2010-09-24 | 2012-10-09 | General Electric Company | System and method for the automated delivery and layup of resin infused fibers |
| US20120073726A1 (en) * | 2010-09-24 | 2012-03-29 | General Electric Company | Resin Delivery, Application and Infusion System and Integrated Layup System and Method of Use |
| CN201950820U (zh) * | 2010-12-22 | 2011-08-31 | 南京诺尔泰复合材料设备制造有限公司 | 带有轴向纤维的复合材料管的制备装置 |
| DE102011007020A1 (de) | 2011-04-08 | 2012-10-11 | Voith Patent Gmbh | Vorrichtung und Verfahren zur Herstellung von Faserformlingen, die insbesondere eine Vorstufe bei der Herstellung von faserverstärkten Kunststoff-Bauteilen darstellen |
| DE102011007018A1 (de) | 2011-04-08 | 2012-10-11 | Voith Patent Gmbh | Vorrichtung und Verfahren zur Herstellung von Faservorformlingen, die insbesondere eine Vorstufe bei der Herstellung von faserverstärkten Kunststoff-Bauteilen darstellen |
| DE102011007022A1 (de) | 2011-04-08 | 2012-10-11 | Voith Patent Gmbh | Vorrichtung und Verfahren zur Herstellung von Faservorformlingen, die insbesondere eine Vorstufe bei der Herstellung von faserverstärkten Kunststoff-Bauteilen darstellen |
| DE102011007021A1 (de) | 2011-04-08 | 2012-10-11 | Voith Patent Gmbh | Vorrichtung und Verfahren zur Herstellung von Faservorformlingen, die insbesondere eine Vorstufe bei der Herstellung von faserverstärkten Kunststoff-Bauteilen darstellen |
| DE102011100640A1 (de) | 2011-05-05 | 2012-11-08 | Compositence Gmbh | Verfahren und Vorrichtung zum Herstellen von Fasergelegen und Bauteilvorformlingen aus Fasern |
-
2012
- 2012-04-13 DE DE102012007439A patent/DE102012007439A1/de not_active Withdrawn
-
2013
- 2013-04-10 CN CN201380025905.8A patent/CN104540662B/zh not_active Expired - Fee Related
- 2013-04-10 CA CA2870345A patent/CA2870345A1/en not_active Abandoned
- 2013-04-10 US US14/394,182 patent/US9782926B2/en not_active Expired - Fee Related
- 2013-04-10 EP EP13717713.5A patent/EP2836355B1/de not_active Not-in-force
- 2013-04-10 WO PCT/EP2013/001056 patent/WO2013152853A1/de active Application Filing
- 2013-04-10 DK DK13717713.5T patent/DK2836355T3/en active
- 2013-04-10 JP JP2015504879A patent/JP6117337B2/ja not_active Expired - Fee Related
- 2013-04-10 KR KR1020147031731A patent/KR20150003314A/ko active IP Right Grant
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10173376B2 (en) | 2016-04-05 | 2019-01-08 | Hyundai Motor Company | Apparatus for laminating fiber tow and manufacturing method of product using the same |
| US11491745B2 (en) | 2017-11-28 | 2022-11-08 | High In Tech Co., Ltd. | Apparatus and method for laminating fibers for direct manufacturing or preform |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2870345A1 (en) | 2013-10-17 |
| EP2836355A1 (de) | 2015-02-18 |
| JP2015514030A (ja) | 2015-05-18 |
| US20150314522A1 (en) | 2015-11-05 |
| CN104540662B (zh) | 2016-12-14 |
| DK2836355T3 (en) | 2018-01-02 |
| WO2013152853A1 (de) | 2013-10-17 |
| JP6117337B2 (ja) | 2017-04-19 |
| CN104540662A (zh) | 2015-04-22 |
| EP2836355B1 (de) | 2017-10-04 |
| US9782926B2 (en) | 2017-10-10 |
| DE102012007439A1 (de) | 2013-10-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20150003314A (ko) | 레잉 헤드 및 섬유 복합재로 이루어진 부품용 3차원 프리폼을 제조하는 장치 및 방법 | |
| CN106573413B (zh) | 三维打印系统、三维打印方法、成型装置、含纤维物体及其制造方法 | |
| DK2578384T3 (en) | The fiber routing device and use thereof | |
| DE102008012255B4 (de) | Verfahren zum Herstellen eines textilen Halbzeugs mit kraftflussgerecht verlaufenden Faserfilamenten für eine kraftflussgerechte Faserverbundstruktur | |
| CA2680457C (en) | Spreading device for spreading out fibre filament bundles, and spreading method carried out using same | |
| RU2510705C2 (ru) | Способ изготовления детали из волокнистого композиционного материала/волокнистой композиционной пластмассы из ровингов с помощью формовочного инструмента и формовочный инструмент для осуществления способа | |
| US10875261B2 (en) | Production system for laying fibre tapes | |
| DK2227373T3 (en) | Apparatus and procedure for preparing a pre-form | |
| JP6828905B2 (ja) | Smc製造方法及びその製造装置 | |
| US9757904B2 (en) | Method for transversely depositing fibers | |
| RU2010144414A (ru) | Способ изготовления волокнистых заготовок | |
| US10894341B2 (en) | Method for producing preforms with application of a binder to dry fiber, and corresponding machine | |
| KR20120096057A (ko) | 유한한 길이의 보강 섬유로부터 정렬된 섬유 배향을 지닌 레이드 스테리플 섬유 직물을 연속 생산하는 방법 | |
| KR102388413B1 (ko) | 섬유 처리 방법과, 섬유 처리 장치 및 처리된 섬유로 제조된 테이프 | |
| EP3441221B1 (en) | Plant and method to apply a reinforcement material provided with a plurality of filaments, preferably a reinforcement fabric made of glass fibre, to a ceramic product | |
| CN106062266B (zh) | 梳理装置和梳理方法 | |
| CN104768724A (zh) | 用于受控地铺放增强纤维束的铺放设备 | |
| CN113601876B (zh) | 一种连续干纤维增材制造方法 | |
| EP3257663B1 (de) | Verfahren zum herstellen von halbzeugen für faser-kunststoff-verbundbauteile | |
| DE202016001601U1 (de) | Vorrichtung zum Herstellen eines Rovingbands und/oder zum Herstellen eines faserverstärkten Verbundwerkstoffes | |
| CN110656438B (zh) | 用于利用至少一个筒子架覆设带形、条形或片形的单向的纤维层的机构和方法 | |
| US20240025112A1 (en) | Method And Apparatus For Additive Manufacturing | |
| DE102016203603B3 (de) | Vorrichtung und Verfahren zum Herstellen eines Rovingbands und/oder zum Herstellen eines faserverstärkten Verbundwerkstoffes | |
| WO2021102099A1 (en) | Devices and methods for making uncured, near-net shape plies | |
| DE202019105007U1 (de) | Vorrichtung zum Fixieren von Lagen bei einer Herstellung von Faser-Kunststoff-Laminaten |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E902 | Notification of reason for refusal | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right |