KR20140056589A - 하니컴 샌드위치 베이스 블록 및 그 제조방법 - Google Patents
하니컴 샌드위치 베이스 블록 및 그 제조방법 Download PDFInfo
- Publication number
- KR20140056589A KR20140056589A KR1020120120864A KR20120120864A KR20140056589A KR 20140056589 A KR20140056589 A KR 20140056589A KR 1020120120864 A KR1020120120864 A KR 1020120120864A KR 20120120864 A KR20120120864 A KR 20120120864A KR 20140056589 A KR20140056589 A KR 20140056589A
- Authority
- KR
- South Korea
- Prior art keywords
- core
- base block
- honeycomb sandwich
- attaching
- honeycomb
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 25
- 239000011162 core material Substances 0.000 claims abstract description 138
- 239000000463 material Substances 0.000 claims abstract description 40
- 239000006260 foam Substances 0.000 claims description 26
- 229920003002 synthetic resin Polymers 0.000 claims description 19
- 239000000057 synthetic resin Substances 0.000 claims description 19
- 229920001971 elastomer Polymers 0.000 claims description 17
- 238000000034 method Methods 0.000 claims description 13
- 229910052751 metal Inorganic materials 0.000 claims description 10
- 239000002184 metal Substances 0.000 claims description 10
- 125000006850 spacer group Chemical group 0.000 claims description 9
- 238000005452 bending Methods 0.000 claims description 8
- 239000002390 adhesive tape Substances 0.000 claims description 2
- 239000004744 fabric Substances 0.000 claims description 2
- 238000005187 foaming Methods 0.000 claims description 2
- 230000001681 protective effect Effects 0.000 claims 1
- 238000010276 construction Methods 0.000 abstract description 3
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 17
- 239000000853 adhesive Substances 0.000 description 16
- 230000001070 adhesive effect Effects 0.000 description 16
- 239000003949 liquefied natural gas Substances 0.000 description 8
- 230000006835 compression Effects 0.000 description 7
- 238000007906 compression Methods 0.000 description 7
- 238000010521 absorption reaction Methods 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 230000007613 environmental effect Effects 0.000 description 3
- 239000003733 fiber-reinforced composite Substances 0.000 description 3
- 239000003365 glass fiber Substances 0.000 description 3
- 238000005304 joining Methods 0.000 description 3
- 239000000123 paper Substances 0.000 description 3
- 230000035515 penetration Effects 0.000 description 3
- 239000007787 solid Substances 0.000 description 3
- 239000002023 wood Substances 0.000 description 3
- 229910000838 Al alloy Inorganic materials 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- 239000004760 aramid Substances 0.000 description 2
- 229920003235 aromatic polyamide Polymers 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 238000011109 contamination Methods 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- -1 polypropylene Polymers 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 229920001342 Bakelite® Polymers 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- 229920002430 Fibre-reinforced plastic Polymers 0.000 description 1
- 208000023178 Musculoskeletal disease Diseases 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 229920005830 Polyurethane Foam Polymers 0.000 description 1
- 229910001069 Ti alloy Inorganic materials 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 239000004637 bakelite Substances 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 239000004918 carbon fiber reinforced polymer Substances 0.000 description 1
- 239000000969 carrier Substances 0.000 description 1
- 239000000356 contaminant Substances 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000011151 fibre-reinforced plastic Substances 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000002655 kraft paper Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 230000000116 mitigating effect Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000011120 plywood Substances 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 239000011496 polyurethane foam Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/10—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material
- B32B3/12—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material characterised by a layer of regularly- arranged cells, e.g. a honeycomb structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B2038/0052—Other operations not otherwise provided for
- B32B2038/0076—Curing, vulcanising, cross-linking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B2038/0052—Other operations not otherwise provided for
- B32B2038/0084—Foaming
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/40—Symmetrical or sandwich layers, e.g. ABA, ABCBA, ABCCBA
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/02—Cellular or porous
- B32B2305/024—Honeycomb
Landscapes
- Laminated Bodies (AREA)
Abstract
조선해양, 건축, 토목 등의 분야에서, 압축 하중을 지지하는 받침대로 사용될 수 있는 경량 하니컴 샌드위치 베이스 블록 및 그 제조방법이 개시된다. 상기 하니컴 샌드위치 베이스 블록은, 파이프 형태의 셀의 측면이 연속적으로 접합되어, 셀이 반복적으로 배열되는 하니컴 구조의 심재; 상기 심재의 상면 및 하면에 각각 부착되어, 상기 심재의 상면 및 하면으로 가해지는 압축 하중을 분산시키며, 심재의 상면 및 하면을 보호하는 상부 면재 및 하부 면재; 및 상기 심재의 측면에 부착되어, 상기 심재의 측면을 보호하는 측면재를 포함한다.
Description
본 발명은 하니컴 샌드위치 베이스 블록 및 그 제조방법에 관한 것으로서, 더욱 상세하게는, 조선해양, 건축, 토목 등의 분야에서, 압축 하중을 지지하는 받침대로 사용될 수 있는 경량 하니컴 샌드위치 베이스 블록 및 그 제조방법에 관한 것이다.
조선해양, 건축, 토목 등의 분야에서, 압축 하중을 지지하는 받침대로써, 일반적으로 목재 받침이 사용되었다. 도 1은 통상적인 목재 받침의 구조를 보여주는 도면으로서, 도 1에 도시된 바와 같이, 통상적인 목재 받침(10)은 목재 블록(2) 및 고무 또는 폼(foam) 재질의 밑판(4)으로 구성된다. 도 2는 상기 목재 받침(10)이 LNG(Liquefied Natural Gas) 운반선의 탱크(화물창) 제작 시 사용되는 예를 보여주는 도면이다. 도 2에 도시된 바와 같이, LNG 탱크 바닥의 금속막(12, barrier) 상부에 목재 받침(10)이 설치되고, 상기 목재 받침(10) 상부에 탱크 제작에 필요한 족장 구조물(11, scaffold)이 설치된다. 이때, 상기 목재 받침(10)과 족장 구조물(11) 사이에, 목제 받침(10)을 보호하기 위한 합판(13)이 설치된다. 상기 목재 받침(10)은 족장 구조물(11)을 지지함과 동시에, LNG 탱크 밑바닥의 금속막(12)를 보호하는 역할을 한다. 구체적으로, 상기 목재 받침(10)의 목재 블록(2)이 상기 족장 구조물(11), 족장 구조물(11)에서 작업하는 작업자 및 장비의 무게(압축 하중)를 감당하며, 상기 고무 또는 폼 재질의 밑판(4)이 LNG 탱크 바닥의 금속막(12)에서 목재 받침(10)이 미끄러지는 것을 방지한다. 상기 목재 받침(10)은 LNG 탱크 바닥에 형성된 금속막(12)의 주름 사이에 위치할 수 있도록, 대략 250 mm(폭) x 250 mm(길이) x 95 mm(높이)의 크기를 가진다. 그러나, 도 1 및 2에 도시된 종래의 목재 받침(10)은 내구성이 약하여, 대부분 1회 사용 후 폐기하여야 할 뿐만 아니라, 수분 흡수에 의해 무게가 증가되거나 변형되기 쉽고, 내환경성이 취약하여 표면 오염이 발생하기 쉬우며, 장기간 보관이 어려운 단점이 있다. 또한, 상기 목재 받침(10)은 무게가 무거워(약 3 kg), 설치, 수거 등의 작업 효율이 낮은 문제점이 있다.
한편, 받침용 부재(部材)로서, 목재 받침 외 샌드위치 구조물(sandwich block)을 적용할 수 있으며, 샌드위치 구조물은 굽힘 또는 압축하중을 받는 구조물에 널리 사용되고 있다. 도 3은 통상적인 샌드위치 구조물의 구조를 보여주는 도면이다. 도 3에 도시된 바와 같이, 통상적인 샌드위치 구조물(20)은 두껍고 밀도가 낮은 심재(22, 芯材, core)와 상기 심재(22)의 상면 및 하면에 각각 적층되며, 얇지만 고강도 및 고강성을 가지는 한 쌍의 면재(24, 26, 面材, facing material)로 이루어지며, 상기 심재(22)와 면재(24, 26)는 일반적으로 접착제로 접합된다. 상기 샌드위치 구조물(20)의 면재(24, 26)는 굽힘 응력(bending stress)이 우수하고, 심재(22)는 수직 하중에 대한 전단 응력(shear stress)이 우수하므로, 샌드위치 구조물(20)은 무게 대비 강성 및 강도가 우수한 장점이 있다. 상기 면재(24, 26)는 알루미늄(aluminum) 합금, 티타늄 합금, 스테인리스 스틸 등의 금속 재료, 유리섬유 또는 탄소섬유 강화 복합재료 등으로 이루어진다. 상기 심재(22)는, 형태에 따라, 솔리드(solid)형, 폼(foam)형, 하니컴(honeycomb)형 등으로 구분될 수 있다. 솔리드형 심재는 대표적으로 발사 나무로 이루어지며, 가격이 저렴한 장점이 있다. 폼형 심재는 폴리스티렌(Polystyrene), 폴리프로필렌(Polypropylene), 폴리우레탄 (Polyurethane), PVC(Polyvinyl chloride) 등의 발포체로 이루어지고, 인젝션(injection) 공법으로 양산이 가능하며, 가격이 저렴하므로, 현재 다양한 분야에서 가장 광범위하게 적용되고 있다. 하니컴형 심재는, 수지가 함침된 크래프트 종이(Resin impregnated kraft paper), 알루미늄 합금(Aluminum alloy), 아라미드 종이(Aramid paper), 섬유강화 복합재료 등을 접합하여, 다각형 단면의 중공이 형성되어 있는 파이프 형태의 셀(cell)이 길이 방향으로 접합되어, 셀이 반복되는 구조를 형성한 것으로서, 상하면 방향(셀의 길이 방향)의 압축 강도가 매우 높은 장점이 있다.
상기 샌드위치 구조물(20), 특히 하니컴형 샌드위치 구조물은 무게 대비 강도와 강성이 우수할 뿐 만 아니라, 압축 하중의 크기에 따라, 심재(22)의 재질, 셀의 크기 및 밀도를 변경하여 대응할 수 있으므로, 설계 유연성이 우수한 장점이 있다. 따라서, 상기 하니컴형 샌드위치 구조물(20)은, 항공우주, 조선해양, 자동차 등 다양한 운송, 기계 분야에서 굽힘 하중 지지용 받침대로 사용되고 있으며, 최근에는 건축 또는 토목 용도에서도 압축 하중 지지용 받침대로 사용되고 있다. 그러나, 통상의 하니컴형 샌드위치 구조물(20)의 경우, 상면 및 하면에는 면재(24, 26)가 접착되어 있지만, 측면에는 하니컴 심재(22)가 그대로 노출되어, 미관상 바람직하지 못할 뿐 만 아니라, 박막(마이크로미터 단위) 두께의 시트로 제작된 하니컴 심재(22)가 외부 충격에 의하여 손상되거나, 하니컴 심재(22) 내부로 외부의 물 또는 오염물이 유입되기 쉬운 단점이 있다.
따라서, 본 발명의 목적은, 압축 하중에 대한 지지력이 우수할 뿐만 아니라, 무게가 가볍고, 내구성 및 내환경성이 우수한 하니컴 샌드위치 베이스 블록 및 그 제조방법을 제공하는 것이다.
본 발명의 다른 목적은, 심재의 오염이나, 외부 충격에 의한 심재의 파손을 방지할 수 있는 하니컴 샌드위치 베이스 블록 및 그 제조방법을 제공하는 것이다.
본 발명의 또 다른 목적은, 조선해양, 건축토목 공사 등에서 압축 하중 지지용 블록으로서, 종래의 무거운 고체(Solid) 타입의 목재 블록(반목)을 대체할 수 있는 하니컴 샌드위치 베이스 블록 및 그 제조방법을 제공하는 것이다.
상기 목적을 달성하기 위하여, 본 발명은, 파이프 형태의 셀의 측면이 연속적으로 접합되어, 셀이 반복적으로 배열되는 하니컴 구조의 심재; 상기 심재의 상면 및 하면에 각각 부착되어, 상기 심재의 상면 및 하면으로 가해지는 압축 하중을 분산시키며, 심재의 상면 및 하면을 보호하는 상부 면재 및 하부 면재; 및 상기 심재의 측면에 부착되어, 상기 심재의 측면을 보호하는 측면재를 포함하는 하니컴 샌드위치 베이스 블록을 제공한다.
또한, 본 발명은, 파이프 형태의 셀의 측면이 연속적으로 접합되어, 셀이 반복적으로 배열되는 하니컴 구조를 가지는 심재의 상면 및 하면에, 상기 심재의 상면 및 하면으로 가해지는 압축 하중을 분산시키며, 심재의 상면 및 하면을 보호하는 상부 면재 및 하부 면재를 각각 부착하는 단계; 및 상기 심재의 측면에, 상기 심재의 측면을 보호하는 측면재를 부착하는 단계를 포함하는 하니컴 샌드위치 베이스 블록의 제조 방법을 제공한다.
본 발명에 따른 하니컴 샌드위치 베이스 블록은 무게가 가벼워(경량화) 작업 효율이 우수할 뿐만 아니라, 내구성 및 내환경성이 우수한 장점이 있다.
도 1은 통상적인 목재 받침의 구조를 보여주는 도면.
도 2는 통상적인 목재 받침이 사용되는 예를 보여주는 도면.
도 3은 통상적인 샌드위치 구조물의 구조를 보여주는 도면.
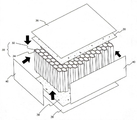
도 4는 본 발명의 일 실시예에 따른 하니컴 샌드위치 베이스 블록의 분해 사시도.
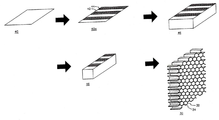
도 5a 및 5b는 본 발명에 사용될 수 있는 심재의 제조 방법을 설명하기 위한 도면.
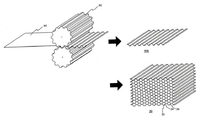
도 6은 상부 면재 및/또는 하부 면재를 절곡하여 본 발명의 하니컴 샌드위치 베이스 블록을 제조하는 방법을 보여주는 도면.
도 7은 패널을 이용하여 본 발명의 하니컴 샌드위치 베이스 블록을 제조하는 방법을 보여주는 도면.
도 8은 고무 커버를 이용하여 본 발명의 하니컴 샌드위치 베이스 블록을 제조하는 방법을 보여주는 도면.
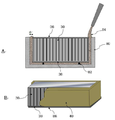
도 9는 합성수지 발포체를 이용하여 본 발명의 하니컴 샌드위치 베이스 블록을 제조하는 방법을 보여주는 도면.
도 2는 통상적인 목재 받침이 사용되는 예를 보여주는 도면.
도 3은 통상적인 샌드위치 구조물의 구조를 보여주는 도면.
도 4는 본 발명의 일 실시예에 따른 하니컴 샌드위치 베이스 블록의 분해 사시도.
도 5a 및 5b는 본 발명에 사용될 수 있는 심재의 제조 방법을 설명하기 위한 도면.
도 6은 상부 면재 및/또는 하부 면재를 절곡하여 본 발명의 하니컴 샌드위치 베이스 블록을 제조하는 방법을 보여주는 도면.
도 7은 패널을 이용하여 본 발명의 하니컴 샌드위치 베이스 블록을 제조하는 방법을 보여주는 도면.
도 8은 고무 커버를 이용하여 본 발명의 하니컴 샌드위치 베이스 블록을 제조하는 방법을 보여주는 도면.
도 9는 합성수지 발포체를 이용하여 본 발명의 하니컴 샌드위치 베이스 블록을 제조하는 방법을 보여주는 도면.
이하, 첨부된 도면을 참조하여, 본 발명을 상세히 설명한다.
도 4는 본 발명의 일 실시예에 따른 하니컴 샌드위치 베이스 블록의 분해 사시도이다. 도 4에 도시된 바와 같이, 본 발명에 따른 하니컴 샌드위치 베이스 블록은 심재(30), 상부 면재(36), 하부 면재(38) 및 측면재(40)를 포함한다.
상기 심재(30)는, 파이프 형태의 셀(32, cell)의 측면이 연속적으로 접합되어, 셀(32)이 반복적으로 배열되는 하니컴(honeycomb) 구조를 가지는 것으로서, 상하 방향, 즉, 셀(32)의 길이 방향에 대한 내압축 성능이 우수하면서도, 가벼운 특징을 가진다. 상기 파이프 형태의 셀(32)에는 길이 방향으로 중공(34)이 형성되어 있으며, 상기 셀(32)은 알루미늄 등의 금속, 수지가 함침된 종이, 아라미드(aramid) 종이 등의 종이, 유리섬유 또는 탄소섬유 강화 플라스틱 등의 섬유강화 고분자 복합재료 등으로 이루어질 수 있다. 상기 셀(32)의 횡단면 형상은 삼각형, 사각형, 육각형, 다각형, 원형 등 다양한 형태를 가질 수 있으나, 도 4에 도시된 바와 같이, 육각형 단면 형상을 가지는 것이 구조의 안정성 및 견고성 측면에서 가장 바람직하다. 상기 심재(30)의 압축 하중에 대한 저항성은, 셀(32) 및/또는 중공(34)의 횡단면 크기(지름 등), 셀(32)의 장방향 길이, 두께, 재질, 밀도 등에 따라 달라지므로, 심재(30)가 지지하여야 할 목표 하중을 고려하여, 셀(32)의 재질, 크기, 밀도, 두께 등을 적절히 선택할 수 있다.
상기 심재(30)는 통상의 다양한 방법으로 제조될 수 있다. 도 5a 및 5b는 본 발명에 사용될 수 있는 심재(30)의 제조 방법을 설명하기 위한 도면으로서, 도 5a는 늘림 성형법(Expansion process)에 의한 심재(30)의 제조 방법을 도시한 것이고, 도 5b는 파형 성형법(Corrugation process)에 의한 심재(30)의 제조 방법을 도시한 것이다. 늘림 성형법에 의해 심재(30)를 제조하기 위해서는, 도 5a에 도시된 바와 같이, 심재 재료 시트(40)에 일정 간격으로 접착제를 평행하게 도포하며, 접착 영역(42)과 비접착 영역(44)이 교대로 형성된 심재 재료 시트(40a)를 제조한 후, 접착제가 도포된 심재 재료 시트(40a)를 순차적으로 적층하되, 상부에 위치하는 심재 재료 시트(40a)의 비접착 영역(44)의 하부면에, 하부에 위치하는 심재 재료 시트(40a)의 접착 영역(42)이 위치하도록 한다. 이와 같이 다수의 심재 재료 시트(40a)를 순차적으로 적층하되, 인접하는 심재 재료 시트(40a)의 접착 영역(42)이 서로 엇갈려(즉, 지그재그로) 위치하도록 적층하여, HOBE 블록(46, Honeycomb Before Expansion block)을 형성하고, 필요에 따라, HOBE 블록(46)을 소정의 폭으로 재단한(slice) 다음, HOBE 블록(46)을 상하 방향으로 팽창시키면(expand), 길이 방향으로 중공(32)이 형성된 셀(34)이 반복적으로 배열되는 하니컴 구조의 심재(30)를 제조할 수 있다. 한편, 파형 성형법에 의해 심재(30)를 제조하기 위해서는, 도 5b에 도시된 바와 같이, 파형 롤러(50)에 심재 재료시트(40)를 통과시켜, 파형이 평행하게 형성된 파형 시이트(40b, corrugated sheet)를 제조한 다음, 상기 파형 시이트(40b)의 파형이 상하 방향으로 대칭 되도록 적층 및 접착하여 길이 방향으로 중공(32)이 형성된 셀(34)이 반복적으로 배열되는 하니컴 구조의 심재(30)를 제조할 수 있다.
다시, 도 4를 참조하면, 본 발명에 따른 하니컴 샌드위치 베이스 블록에 사용되는 상부 면재(36) 및 하부 면재(38)는 상기 심재(30)의 상면 및 하면에 각각 부착되어, 상기 심재(30)의 상면 및 하면으로 가해지는 압축 하중을 분산시켜, 심재(30)의 길이 방향(종방향)으로 압축 하중이 균일하게 전달되도록 하고, 동시에 심재(30)의 상면 및 하면을 보호하는 역할을 한다. 상기 상부 면재(36) 및 하부 면재(38)로는, 고강도 및 고강성을 가지는 평판(plate)이 사용될 수 있으며, 예를 들면, 강(steel), 알루미늄, 티타늄, 스테인레스 스틸, 이들의 합금 등의 금속, 유리섬유, 탄소섬유 등의 섬유 강화 복합재(fiber reinforced composite), 베이클라이트(bakelite), 고분자 플라스틱 등의 합성 수지로 이루어질 수 있다. 상기 상부 면재(36) 및 하부 면재(38)의 두께는 상술한 역할을 수행하는 한도 내에서, 재질을 고려하여, 적절히 설정될 수 있다. 상기 심재(30)와 상기 상부 면재(36) 및/또는 하부 면재(38)의 부착은 접착제에 의하여 수행될 수 있다. 상기 심재(30)와 상부 면재(36) 및/또는 하부 면재(38)의 접착에 사용되는 접착제로는 우레탄 접착제 등의 액형 접착제 또는 폴리에틸렌(PE, Polyethylene) 시트, 유리섬유 강화 에폭시 시이트(sheet) 등의 시트형 접착제가 사용될 수 있다. 예를 들면, 도 4에 도시된 바와 같이, 상기 심재(30)와 상부 면재(36) 및/또는 하부 면재(38)의 사이에 접착 시트(39)를 위치시키거나, 상기 심재(30)의 상면 및 하면에 접착제를 도포한 후, 필요에 따라, 상기 심재(30)와 상부 면재(36) 및/또는 하부 면재(38)를 밀착시키면서, 핫 프레스(hot press) 또는 오븐(oven)으로 가열하여, 상기 심재(30)와 상부 면재(36) 및/또는 하부 면재(38)를 접착시킬 수 있다.
본 발명에 사용되는 측면재(40)는, 상기 심재(30)의 측면에 부착되어, 파손, 오염 등으로부터 상기 심재(30)의 측면을 보호하는 역할을 한다. 상기 측면재(40)로는, 상기 심재(30)의 측면을 보호할 수 있는 다양한 재질의 평판(plate)이 사용될 수 있다. 예를 들면, 상기 측면재(40)는 금속 평판, 합성수지 평판, 고무 평판, 직물 평판 등으로 이루어질 수 있고, 구체적으로는, 상기 상부 면재(36) 및 하부 면재(38)에 사용되는 고강도 및 고강성의 금속 또는 합성수지 평판(plate)으로 이루어질 수 있고, 충격을 완화할 수 있는 고무, 직물 또는 발포 합성수지제 평판 등으로 이루어질 수도 있다. 상기 심재(30)와 측면재(40)는 다양한 방법으로 부착될 수 있다. 예를 들면, 상기 상부 면재(36)와 심재(30)의 접착에 사용되는 접착제 또는 접착 시트에 의하여, 상기 심재(30)와 측면재(40)가 접착될 수 있다. 또한, 상기 측면재(40)의 상단 및 하단이 상기 상부 면재(36) 및 하부 면재(38)의 측면에 각각 부착되어, 상기 측면재(40)가 심재(30)의 측면에 고정될 수도 있다. 또 다른 방법으로는, 상기 심재(30)의 둘레 형상에 상응하는 형태의 측면재(40)를 제작하고, 상기 심재(30)를 측면재(40)에 끼워 고정할 수도 있다.
다음으로, 도 4를 참조하여, 본 발명에 따른 하니컴 샌드위치 베이스 블록의 제조 방법을 설명한다. 도 4에 도시된 바와 같이, 본 발명에 따른 하니컴 샌드위치 베이스 블록의 제조 방법은, 심재(30)의 상면 및 하면에, 상부 면재(36) 및 하부 면재(38)를 각각 부착하는 단계, 및 상기 심재(30)의 측면에 측면재(40)를 부착하는 단계를 포함한다. 상기 심재(30)는, 길이 방향으로 중공(34)이 형성되어 있는 파이프 형태의 셀(32)의 측면이 연속적으로 접합되어, 하니컴(honeycomb) 구조를 형성한 것으로서, 상기 셀(32)들의 일단이 연속적으로 배열되어 평평한 상면을 형성하고, 상기 셀(32)들의 다른 일단이 연속적으로 배열되어 평평한 하면을 형성한다. 이와 같이 형성된 평평한 상면 및 하면에, 상기 심재(30)의 상면 및 하면으로 가해지는 압축 하중을 분산시켜, 압축 하중이 균일하게 심재(30)로 전달되도록 하며, 심재(30)의 상면 및 하면을 보호하는 상부 면재(36)와 하부 면재(38)가 각각 부착된다. 또한, 상기 연속적으로 접합된 셀(32)들의 외부 측면이 상기 심재(30)의 측면을 형성하고, 여기에, 상기 심재(30)의 측면을 보호하는 측면재(40)가 부착된다.
도 6 내지 9는 본 발명에 따라 하니컴 샌드위치 베이스 블록을 제조하는 방법의 구체적인 예를 보여주는 도면이다. 도 6은 상부 면재 및/또는 하부 면재를 절곡하여 본 발명의 하니컴 샌드위치 베이스 블록을 제조하는 방법(제1 실시예)을 보여주는 도면이다. 도 6에 도시된 제1 실시예에 있어서, 상기 심재(30) 상면의 넓이와 동일한 넓이를 가지는 상부 면재(36)의 측면에는 평판 형태의 상부 연장부(36a)가 하나 이상 형성되어 있고, 필요에 따라, 상기 상부 면재(36)와 상부 연장부(36a)의 접촉부에는 상부 연장부(36a)의 절곡을 용이하게 하기 위한 절곡홈(36b)이 형성되어 있을 수 있다(도 6의 A). 상기 상부 연장부(36a)가 형성된 상부 면재(36)를 상기 심재(30)의 상면에 위치시킨 후, 상부 연장부(36a)를 굽혀(예를 들면, 90도 절곡), 상부 연장부(36a)가 심재(30)의 측면에 위치하도록 함으로써, 상기 심재(30)의 측면을 보호하는 측면재(40)를 형성한다(도 6의 B). 여기서, 상기 상부 연장부(36a)의 길이 및 넓이(d, 도 6의 B 참조)는 상기 상부 연장부(36a)가 부착되는 심재(30)의 측면과 동일한 길이 및 높이(h)를 가질 수도 있고(즉, d = h), 발명의 목적을 달성하는 한도 내에서, 심재(30)의 측면을 부분적으로 덮을 수 있는 길이 및 넓이(d)를 가질 수도 있다. 또한, 상기 상부 연장부(36a)와 동일한 형태로, 상기 하부 면재(38)의 측면에는 평판 형태의 하부 연장부(38a)가 하나 이상 형성될 수 있고, 상기 하부 연장부(38a)를 굽혀, 하부 연장부(38a)가 심재(30)의 측면에 위치하도록 함으로서, 상기 심재(30)의 측면에 측면재(40)를 부착할 수 있다(도 6의 C). 상기 제1 실시예에 있어서, 상기 상부 연장부(36a) 및 하부 연장부(38a)의 하나 만이 형성된 경우에는, 상기 상부 연장부(36a) 또는 하부 연장부(38a)를 절곡하여, 심재(30)의 측면을 전체적으로 또는 부분적으로 보호할 수 있다. 한편, 상기 상부 연장부(36a) 및 하부 연장부(38a)가 모두 형성된 경우에는, 상기 상부 연장부(36a) 및 하부 연장부(38a)를 모두 절곡하여, 측면을 전체적으로 또는 부분적으로 보호할 수 있다(도 6의 C). 예를 들어, 상기 상부 연장부(36a) 및 하부 연장부(38a)의 넓이(d)가 심재(30) 측면 높이(두께, h)의 1/2인 경우에는, 상기 상부 연장부(36a) 및 하부 연장부(38a)를 절곡하여, 심재(30) 측면을 모두 보호할 수 있다. 또한, 필요에 따라, 상기 상부 면재(36)와 상부 연장부(36a)의 모서리부는 기계 가공에 의해 라운딩(rounding) 처리될 수 있고, 상기 절곡된 상부 연장부(36a) 또는 하부 연장부(38a)와 심재(30)의 측면은 접착제에 의해 접착될 수도 있다.
도 7은 패널(panel)을 이용하여 본 발명의 하니컴 샌드위치 베이스 블록을 제조하는 방법(제2 실시예)을 보여주는 도면이다. 도 7에 도시된 제2 실시예에 있어서, 심재(30)의 측면을 보호하는 패널(60)이 심재(30)의 측면에 부착된다. 상기 패널(60)은 상기 심재(30)의 측면 형상에 상응하는 것으로서, 예를 들면, 상기 심재(30)의 측면 형상이 평면이면, 상기 패널(60)도 평면 패널이고, 상기 심재(30)의 측면 형상이 90도로 꺽어진 형상이면, 상기 패널(60)도 "ㄱ"자 형태로 절곡된 평면 패널일 수 있다. 상기 패널(60)로는, 심재(30)의 측면을 보호할 수 있을 정도의 강도를 가지는 재질의 패널을 특별한 제한 없이 사용할 수 있으며, 예들 들면, 금속, 목제, 합성수지(플라스틱), 종이(하드보드) 등으로 이루어진 패널을 사용할 수 있다. 상기 패널(60)과 심재(30) 측면의 부착은 통상의 다양한 방법에 의하여 수행될 수 있고, 예를 들면, 상기 상부 면재(36)와 심재(30) 상면의 접합에 사용된 것과 동일한 접합 방법이 사용될 있다. 상기 패널(60)은, 심재(30)의 4개의 측면에 각각 대응하도록, 4조각(piece)으로 제공되거나(도 7의 A), 심재(30)의 인접하는 2개의 측면에 각각 대응하도록, "ㄱ"자 형태로 절곡된 2조각(piece)의 평판으로 제공되거나(도 7의 B), 심재(30)의 인접하는 3개의 측면에 대응하도록, "ㄷ"자 형태로 절곡된 1조각의 평판과 남은 하나의 측면에 대응하는 1조각의 평판 패널로 제공되거나, 심재(30)의 4개의 측면에 대응하도록, "ㅁ"자 형태로 절곡된 1조각의 평판으로 제공될 수도 있다. 또한, 필요에 따라, 심재(30)의 측면에 부착된 패널(60)을 접착 테이프(64)로 둘러싸서, 상기 심재(30)와 패널(60)을 고정 부착시킬 수도 있다.
도 8은 고무 커버를 이용하여 본 발명의 하니컴 샌드위치 베이스 블록을 제조하는 방법(제3 실시예)을 보여주는 도면이다. 도 8에 도시된 제3 실시예에 있어서, 상부 면재(36) 및 하부 면재(38)가 부착된 심재(30)의 상면(또는 하면) 및 측면 형상에 상응하는 내면을 가지는 고무 커버(70), 예를 들면, 한 면이 개방된 육면체 박스 형태의 고무 커버(70)를 이용하여, 심재(30)의 상면(또는 하면) 및 측면을 덮음으로써, 심재(30)의 측면을 보호할 뿐만 아니라, 베이스 블록의 상면 또는 하면과 접촉하는 물체의 미끄러짐을 방지할 수 있다. 상기 고무 커버(70)는 상부 면재(36)와 심재(30)의 측면 전체를 보호하는 박스 형태를 가질 수도 있고, 하부 면재(38)와 심재(30)의 측면 전체를 보호하는 박스 형태를 가질 수도 있다. 또한, 도 8에 도시된 바와 같이, 상기 고무 커버(70)의 하나는 상부 면재(36)와 심재(30) 측면의 상부 절반을 보호하는(덮는) 박스 형태를 가질 수도 있으며, 상기 고무 커버(70)의 다른 하나는 하부 면재(38)와 심재(30) 측면의 하부 절반을 보호하는(덮는) 박스 형태를 가질 수도 있다. 이 경우, 샌드위치 블록에 대해 상, 하로 2벌의 고무 커버(70)가 장착될 수 있다. 상기 하부 면재(38)를 덮는 고무 커버(70)를 사용하면, 하니컴 샌드위치 베이스 블록의 하면에 추가로 미끄럼 방지 시트를 접착할 필요가 없다. 상기 고무 커버(70)는 실리콘, NBR 고무 등의 고무 재료로 제조될 수 있다.
도 9는 합성수지 발포체를 이용하여 본 발명의 하니컴 샌드위치 베이스 블록을 제조하는 방법(제4 실시예)을 보여주는 도면이다. 도 9에 도시된 제4 실시예에 있어서, 상부 면재(36) 및 하부 면재(38)가 부착된 심재(30)를 발포틀(80) 내부에 위치시킨다. 상기 발포틀(80)의 내면과 심재(30)의 측면 사이에는 측면재(40)가 형성될 정도의 공간(d, gap)이 형성되어 있다. 다음으로, 발포틀(40)과 심재(30)의 측면 사이에, 폴리우레탄 등의 합성수지(84)를 충진하고, 발포 및 경화시켜(도 9의 A), 심재(30)의 측면에 합성수지 발포체(예를 들면, 폴리우레탄 폼)로 이루어진 측면재(40)가 형성되도록 한다(도 9의 B). 이와 같이, 심재(30)의 측면에만 합성수지 발포체(즉, 측면재(40))가 형성된 경우에는, 필요에 따라, 도 9의 B에 도시된 바와 같이, 심재(30) 하면에, 미끌림 방지 시트(86)를 추가로 형성하는 것이 바람직하다.
한편, 필요에 따라, 상기 발포틀(80)의 저면에는 소정 높이의 스페이서(82, spacer)가 설치되어, 상기 하부 면재(38)가 부착된 심재(30)가 발포틀(80)의 저면으로부터 소정 높이에 위치하도록 할 수 있다. 이와 같이 스페이서(82)를 설치한 경우, 발포틀(80)에 하니컴 샌드위치를 위치시키기 전에, 발포틀(80)의 바닥부에 합성수지를 충진하고, 상기 스페이서(82)의 높이만큼 발포시킨다. 다음으로, 상기 스페이서(82) 상부에 하니컴 샌드위치를 위치시키고, 심재(30) 측면에 추가로 합성수지를 충진한 다음, 발포 및 경화시켜, 심재(30)의 측면 및 하면에 합성수지 발포체(즉, 측면재(40))가 형성되도록 한다. 이와 같이, 스페이서(82)를 사용하여 발포를 수행하면, 발포틀(80)의 제거 후, 심재(30)의 상면을 제외한 측면 및 하면이 모두 일정 두께(d)의 합성수지 발포체로 보호되므로, 하면에 미끌림 방지 시트(82)를 추가로 형성할 필요가 없다. 상기 스페이서(82)로서, 발포틀(30)의 저면에 볼트를 체결할 수도 있고, 이 경우, 볼트의 회전 피치를 이용하여, 즉, 발포틀(30)의 저면에 대하여, 볼트의 체결 정도를 조절함으로써, 볼트의 돌출 높이를 조절할 수도 있다.
기존 LNG 탱크 제작 과정에서 사용되는 나무 받침을, 본 발명에 따른 하니컴 샌드위치 베이스 블록으로 대체하면, 면재의 소재가 알루미늄일 경우, 기존 나무 받침 대비 무게가 약 79%의 절감되고, 면재의 소재가 유리섬유 복합재료일 경우, 무게가 약 87%의 절감된다. 또한, 내환경성을 측정하기 위해 1일 동안의 수분 침투 정도를 측정한 결과, 흡습으로 인한 무게 증가가, 기존 나무 받침은 11.3%인 반면, 본 발명의 측면재가 부착된 알루미늄 스킨의 하니컴 샌드위치 베이스 블록은 2.5%에 불과하여, 기존 나무 받침에 비해 측면재가 부착된 본 발명의 하니컴 샌드위치 베이스 블록(도 9)이 물에 대한 흡수 및 침투 저항력이 매우 우수함을 확인하였다.
본 발명에 따른 하니컴 샌드위치 베이스 블록은, 기존 받침대와 비교하여, 동일한 압축 하중을 지탱하면서도, 무게가 1/3정도에 불과하므로, 운반이 용이하고, 작업 효율이 우수할 뿐만 아니라, 근골격계 질환 등 안전 사고의 발생을 감소시킬 수 있다. 또한, 종래의 목재 받침과 비교하여, 본 발명에 따른 하니컴 샌드위치 베이스 블록의 수명은 6배 이상 향상되었으며, 기존 나무 받침과는 달리 물의 흡습 및 침투에 대한 저항성이 우수하므로, 현장 운용 및 보관이 용이한 장점이 있다. 본 발명에 따른 하니컴 샌드위치 베이스 블록은, LNG선의 탱크 건조 등 조선 해양 분야뿐 만 아니라, 건축, 토목 등 압축 하중을 지지하는 받침대가 필요한 다양한 산업 분야에서 사용될 수 있다.
Claims (11)
- 파이프 형태의 셀의 측면이 연속적으로 접합되어, 셀이 반복적으로 배열되는 하니컴 구조의 심재;
상기 심재의 상면 및 하면에 각각 부착되어, 상기 심재의 상면 및 하면으로 가해지는 압축 하중을 분산시키며, 심재의 상면 및 하면을 보호하는 상부 면재 및 하부 면재; 및
상기 심재의 측면에 부착되어, 상기 심재의 측면을 보호하는 측면재를 포함하는 하니컴 샌드위치 베이스 블록. - 청구항 1에 있어서, 상기 측면재는 금속 평판, 합성수지 평판, 고무 평판 및 직물 평판으로 이루어진 군으로부터 선택되는 것인, 하니컴 샌드위치 베이스 블록.
- 파이프 형태의 셀의 측면이 연속적으로 접합되어, 셀이 반복적으로 배열되는 하니컴 구조를 가지는 심재의 상면 및 하면에, 상기 심재의 상면 및 하면으로 가해지는 압축 하중을 분산시키며, 심재의 상면 및 하면을 보호하는 상부 면재 및 하부 면재를 각각 부착하는 단계; 및
상기 심재의 측면에, 상기 심재의 측면을 보호하는 측면재를 부착하는 단계를 포함하는 하니컴 샌드위치 베이스 블록의 제조 방법. - 청구항 3에 있어서, 상기 측면재를 부착하는 단계는, 상기 상부 면재의 하나 이상의 측면에 평판 형태의 상부 연장부가 하나 이상 형성되고, 상기 상부 연장부가 형성된 상부 면재를 상기 심재의 상면에 위치시킨 후, 상기 상부 연장부를 굽혀, 상부 연장부가 심재의 측면에 위치하도록 하는 것인, 하니컴 샌드위치 베이스 블록의 제조 방법.
- 청구항 3 또는 청구항 4에 있어서, 상기 측면재를 부착하는 단계는, 상기 하부 면재의 측면에 평판 형태의 하부 연장부가 하나 이상 형성되고, 상기 하부 연장부를 굽혀, 하부 연장부가 심재의 측면에 위치하도록 하는 것인, 하니컴 샌드위치 베이스 블록의 제조 방법.
- 청구항 3에 있어서, 상기 측면재를 부착하는 단계는, 상기 심재의 측면 형상에 상응하는 패널을 부착하는 것인, 하니컴 샌드위치 베이스 블록의 제조 방법.
- 청구항 6에 있어서, 상기 심재의 측면에 부착된 패널을 접착 테이프로 둘러싸서, 상기 심재와 패널을 고정 부착하는 단계를 더욱 포함하는, 하니컴 샌드위치 베이스 블록의 제조 방법.
- 청구항 3에 있어서, 상기 측면재를 부착하는 단계는, 상기 상부 면재 및 하부 면재가 부착된 심재의 상면 및 측면 형상에 상응하는 내면을 가지는 고무 커버를 이용하여, 상기 심재의 상면 및 측면을 덮는 것인, 하니컴 샌드위치 베이스 블록의 제조 방법.
- 청구항 3 또는 청구항 8에 있어서, 상기 측면재를 부착하는 단계는, 상기 상부 면재 및 하부 면재가 부착된 심재의 하면 및 측면 형상에 상응하는 내면을 가지는 고무 커버를 이용하여, 상기 심재의 하면 및 측면을 덮는 것인, 하니컴 샌드위치 베이스 블록의 제조 방법.
- 청구항 3에 있어서, 상기 측면재를 부착하는 단계는, 상기 상부 면재 및 하부 면재가 부착된 심재를 발포틀 내부에 위치시킨 다음, 상기 발포틀과 심재의 측면 사이에, 합성수지를 충진하고, 발포 및 경화시켜, 심재의 측면에 합성수지 발포체로 이루어진 측면재가 형성되도록 하는 것인, 하니컴 샌드위치 베이스 블록의 제조 방법.
- 청구항 10에 있어서, 상기 발포틀의 저면에 소정 높이의 스페이서를 설치하고, 상기 발포틀의 바닥부에 합성수지를 충진하고 상기 스페이서의 높이만큼 발포시킨 다음, 상기 스페이서 상부에 상기 하니컴 샌드위치를 위치시키고, 하니컴 샌드위치의 측면에 합성수지를 충진한 다음, 발포 및 경화시켜, 상기 심재의 측면 및 하면에 합성수지 발포체가 형성되도록 하는 것인, 하니컴 샌드위치 베이스 블록의 제조 방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020120120864A KR20140056589A (ko) | 2012-10-30 | 2012-10-30 | 하니컴 샌드위치 베이스 블록 및 그 제조방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020120120864A KR20140056589A (ko) | 2012-10-30 | 2012-10-30 | 하니컴 샌드위치 베이스 블록 및 그 제조방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20140056589A true KR20140056589A (ko) | 2014-05-12 |
Family
ID=50887693
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020120120864A KR20140056589A (ko) | 2012-10-30 | 2012-10-30 | 하니컴 샌드위치 베이스 블록 및 그 제조방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20140056589A (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20160009121A (ko) * | 2014-07-15 | 2016-01-26 | (주) 길텍 | 순차압공 방식에 의한 허니콤 제조장치 및 제조방법 |
| WO2021034692A1 (en) * | 2019-08-16 | 2021-02-25 | Chart Inc. | Double-walled tank support and method of construction |
-
2012
- 2012-10-30 KR KR1020120120864A patent/KR20140056589A/ko not_active Application Discontinuation
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20160009121A (ko) * | 2014-07-15 | 2016-01-26 | (주) 길텍 | 순차압공 방식에 의한 허니콤 제조장치 및 제조방법 |
| WO2021034692A1 (en) * | 2019-08-16 | 2021-02-25 | Chart Inc. | Double-walled tank support and method of construction |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5006391A (en) | Honeycomb structure and method of making same | |
| EP3152052A1 (en) | Reinforced composite structure | |
| GB2445740A (en) | Flooring panels | |
| US7829178B2 (en) | Delamination development preventable structure for sandwich panel | |
| US20090116925A1 (en) | Advanced logistics pallet and method of assembly and repair thereof | |
| JP2014517995A (ja) | 特に角柱形状の複数の貯蔵セルからなるエネルギー貯蔵モジュール、及び、エネルギー貯蔵モジュールの製造方法、並びに、エネルギー貯蔵モジュールのエンドプレートの製造方法 | |
| CN102588733A (zh) | 带有加强波纹薄膜体的储槽 | |
| CA3075170C (en) | Swimming pool with composite wall | |
| EP2779158B1 (en) | Honeycomb panel stacked body manufacturing method and honeycomb panel stacked body | |
| US11377194B2 (en) | Floating floor attachment system | |
| WO2016095652A1 (zh) | 底板单元 | |
| EP1573141B1 (en) | Large composite structures and a process for fabricating large composite structures | |
| CN201850698U (zh) | 新型泡沫填充蜂窝夹芯板 | |
| KR20140056589A (ko) | 하니컴 샌드위치 베이스 블록 및 그 제조방법 | |
| TWI714756B (zh) | 橋梁用之防震支承及使用其之橋梁 | |
| ES2556852T3 (es) | Techo de vehículo abombado con elemento de refuerzo y amortiguación | |
| KR101027106B1 (ko) | 모바일 하버용 데크 | |
| US20120238168A1 (en) | Fiber reinforced core panel able to be contoured | |
| US11225313B2 (en) | Spacer assembly for aircraft flooring | |
| JP6871040B2 (ja) | 船舶用補強部材、船舶の補強構造及び船舶の補強方法 | |
| JP6863793B2 (ja) | 船舶用補強部材、船舶の補強構造及び船舶の補強方法 | |
| KR20130052941A (ko) | 액체화물 탱크용 단열박스 및 그 제조방법 | |
| KR100760484B1 (ko) | 비계용 하이브리드 패널 및 이것을 이용한 비계 | |
| US20140260084A1 (en) | Multiple panel beams and methods | |
| US20230373568A1 (en) | Flooring for a vehicle, as well as a method of mounting such flooring in a motor vehicle |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| N231 | Notification of change of applicant | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |