KR20130000860U - 2 Module automating assembly apparatus for secondary battery - Google Patents
2 Module automating assembly apparatus for secondary battery Download PDFInfo
- Publication number
- KR20130000860U KR20130000860U KR2020110006852U KR20110006852U KR20130000860U KR 20130000860 U KR20130000860 U KR 20130000860U KR 2020110006852 U KR2020110006852 U KR 2020110006852U KR 20110006852 U KR20110006852 U KR 20110006852U KR 20130000860 U KR20130000860 U KR 20130000860U
- Authority
- KR
- South Korea
- Prior art keywords
- base plate
- secondary battery
- plate
- vacuum
- cover
- Prior art date
Links
Images














Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0404—Machines for assembling batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Abstract
본 고안은 상부 커버를 진공으로 흡착하여 하부 커버측으로 수평이동시키도록 리니어 모듈상에서 좌우로 이동가능한 이동대; 상기 이동대의 하부측 제1 베이스 판에 대해서 나란하게 배치되고, 일측 모서리에는 힌지를 통하여 제1 베이스 판에 대해서 회전가능하게 연결되는 제2 베이스 판; 상기 제1 베이스 판과 제2 베이스 판의 사이에서, 제1 베이스판에 대해 제2 베이스판을 일정 각도로 경사시키는 푸시 실린더를 구비한 경사조정부; 상기 제2 베이스 판에 몸체가 장착되고, 실린더 로드는 상부 커버를 흡착하는 진공 플레이트의 배면에 연결되어 제2 베이스 판에 대해서 진공 플레이트를 상하로 이동시키는 크린칭 실린더를 구비한 크린칭 부; 및 상기 제2 베이스 판과 진공 플레이트 사이에서 제2 베이스판에 대한 진공 플레이트의 상하 충격을 완충시키는 스프링을 구비한 완충부;를 포함하여 상부 커버를 점차 경사 조절하여 상,하부 커버들을 정렬시킨 다음, 상,하부 커버 간의 결합을 이루는 2차 전지 모듈자동화조립장치를 제공한다. 본 고안에 따른 2차 전지 모듈자동화조립장치에 의하면, 상,하부 커버 간의 오정렬을 효과적으로 방지할 수 있고, 상,하부 커버의 찌그러짐도 완벽하게 방지할 수 있어서 2차 전지의 불량품의 발생을 완벽하게 방지할 수 있는 우수한 효과가 얻어진다.The present invention has a movable table movable from side to side on the linear module to suck the upper cover in a vacuum to move horizontally to the lower cover side; A second base plate disposed side by side with respect to the first base plate on the lower side of the moving table and rotatably connected to the first base plate through a hinge at one side edge thereof; An inclination adjuster having a push cylinder for inclining the second base plate at an angle with respect to the first base plate between the first base plate and the second base plate; A creasing unit having a body mounted to the second base plate, the cylinder rod being connected to a rear surface of the vacuum plate for absorbing the upper cover to move the vacuum plate up and down with respect to the second base plate; And a buffer part having a spring for buffering an up and down impact of the vacuum plate against the second base plate between the second base plate and the vacuum plate. The upper cover is gradually inclined to align the upper and lower covers. , To provide a secondary battery module automation assembly device for forming a coupling between the upper and lower covers. According to the secondary battery module automatic assembly device according to the present invention, it is possible to effectively prevent the misalignment between the upper and lower covers, and to completely prevent the distortion of the upper and lower covers, thereby completely preventing the occurrence of defective products of the secondary battery. An excellent effect that can be prevented is obtained.
Description
본 고안은 2차 전지(SECONDARY BATTERY)의 상부 커버와 하부 커버를 조립하여 단일 유닛으로 제작하기 위한 장치에 관한 것으로, 보다 상세히는 하부 커버에 대해 상부 커버를 조립하는 과정에서 상부 커버에 각도 변화를 주어 커버 옆면을 따라서 발생하는 순간 접촉 면적을 크게 줄임으로써 상,하부 커버 간의 오정렬이나 커버의 찌그러짐을 효과적으로 방지하도록 된 2차 전지 모듈자동화조립장치에 관한 것이다.The present invention relates to a device for assembling the upper cover and the lower cover of a secondary battery (SECONDARY BATTERY) as a single unit, and more specifically to the angle change of the upper cover in the process of assembling the upper cover for the lower cover The present invention relates to a secondary battery module automated assembly device that effectively prevents misalignment between the upper and lower covers and distortion of the cover by greatly reducing the instantaneous contact area occurring along the side of the cover.
최근, 통신 및 전자기술이 급속하게 발전하면서 휴대전화기 및 노트북을 비롯한 각종 전자기기 및 전기자동차용 등에 사용되는 2차 전지의 수요가 급속하게 증대하고 있다.Recently, with the rapid development of communication and electronic technology, the demand for secondary batteries used for various electronic devices and electric vehicles, such as mobile phones and laptops, is rapidly increasing.
이와 같은 2차 전지모듈을 생산하기 위한 공정이 도 1에 도시되어 있다.A process for producing such a secondary battery module is shown in FIG. 1.
이와 같은 종래의 2차 전지 모듈생산 공정(1)은 먼저, 라인 1(12) 및 라인 2(14)에서의 셀 투입 공정(10)에서 2차 전지의 내장 셀(미 도시)들이 라인 1(12) 및 라인 2(14) 상에 로딩되며, 그 이후 공정에서 셀 검사, 커팅 및 벤딩 등이 차례로 이루어진다.In the conventional secondary battery module production process (1), first, the built-in cells (not shown) of the secondary battery in the
그리고 이후의 크린칭 공정(30)에서 이와 같은 셀들이 상,하부 커버 내에 내장되어 일체형 유닛으로 고정되는데, 이와 같은 크린칭 공정(30)에서는 하부 커버를 투입하여 라인 1(12)로부터 제공된 셀을 이재하고, 라인 2(14)로부터 제공된 셀을 그 위에 적층한 다음, 상부 커버를 투입하여 하부 커버에 크린칭(clinching) 시킴으로써 하나의 유닛으로 고정시킨다.In the
또한 이와 같은 유닛 4개를 적층하여 하부 하우징에 2회 삽입하여 8 유닛 모듈을 조립 완료하고, 후속의 용접 공정(50)으로 이송시키게 된다.In addition, the four units are stacked and inserted twice in the lower housing to complete the assembly of the eight unit module, and then transfer to the
이와 같은 용접 공정(50)에서는 8 유닛 모듈에 대해 하부 하우징 부스바와 전극 탭을 용접으로 연결하고, 후속의 방전 및 충전 공정(70)으로 이송시키며, 이와 같은 방전 및 충전 공정(70)에서는 전극 탭 용접이 완료된 모듈에 대해 절연/통전/전압 등을 검사한 후, 충전, 방전, 충전을 실시하고, 충전이 완료된 하부 하우징에 상부 하우징을 조립한 다음, 조립이 완료된 2차 전지 모듈을 라인으로부터 언로딩하게 된다.In this
한편, 이와 같은 종래의 2차 전지 모듈생산 공정(1)에서, 크린칭 공정(30)은 도 2a 및 도 2b에 도시된 바와 같은 종래의 2차 전지 모듈자동화조립장치(80)를 이용하여 상,하부 커버(C1,C2)를 조립하게 되는데, 이때, 상,하부 커버(C1,C2) 간의 정확한 적층이 이루어지지 못할 경우, 상,하부 커버(C1,C2)들은 서로 결합이 안되는 문제점을 발생시킨다.On the other hand, in such a conventional secondary battery module production process (1), the
즉, 종래의 2차 전지 모듈자동화조립장치(80)는 도 2a에 도시된 바와 같이, 상부 커버(C1)를 하부 커버(C2) 측으로 이송시켜서 하강시키고 결합작동을 이루게 되는데, 이와 같은 상,하부 커버(C1,C2) 간의 결합과정에서 오정렬이 발생하여 불량품을 방생시키는 문제점을 갖는 것이었다.That is, the conventional secondary battery module
이와 관련된 종래의 2차 전지 모듈자동화조립장치(80)에서 발생되는 문제점이 도 3a 및 도 3b에 도시되어 있다. 즉, 도 3a에 도시된 바와 같이, 상부 커버(C1)가 하부 커버(C2) 측으로 하강하여 일체로 결합되는 과정에서, 종래의 2차 전지 모듈자동화조립장치(80)는 진공 흡입장치(미 도시)에서 의해서 상부 커버(C1)를 흡착시켜 하부 커버(C2) 위로 단순 평행이동시키고, 단순히 하부 커버(C2)의 상부로부터 연직 방향으로 상부 커버(C1)를 하강시켜서 서로 결합시키는 방식이었다.Problems occurring in the related art secondary battery module
따라서, 도 3b의 좌측에 도시된 바와 같이, 상부 커버(C1)의 위치가 하부 커버(C2)에 대해서 정확하게 정렬되면 올바른 결합이 이루어지지만, 도 3b의 중앙 및 우측에 도시된 바와 같이, 상부 커버(C1)의 위치가 하부 커버(C2)에 대해서 정확하게 정렬되지 못하면, 올바른 결합이 이루어지지 못하고 결과적으로 불량품을 생산하는 문제점이 있었다.Thus, as shown on the left side of FIG. 3B, if the position of the top cover C1 is correctly aligned with respect to the bottom cover C2, correct engagement is achieved, but as shown in the center and right side of FIG. 3B, the top cover If the position of the (C1) is not aligned correctly with respect to the lower cover (C2), there is a problem that the correct coupling is not made as a result of producing a defective product.
이와 같이 종래의 2차 전지 모듈자동화조립장치(80)에서 하부 커버(C2)에 대해 상부 커버(C1)의 올바른 결합이 이루어지지 못하는 문제점으로는 상부 커버(C1)가 하부 커버(C2)에 대해서 연직으로 하강하기 때문에, 상,하부 커버(C1,C2)의 결합 테두리 부분에서 순간적인 접촉 면적이 크게 형성되어 상,하부 커버의 접촉시 충격이 상,하부 커버에 전달되고, 그에 따라서 상,하부 커버(C1,C2) 간의 오정렬이 빈번하게 발생되며, 상,하부 커버(C1,C2)의 찌그러짐을 빈번하게 발생시키는 것이었다. As described above, in the conventional secondary battery module
본 고안은 상기와 같은 종래의 문제점을 해소하기 위한 것으로서, 그 목적은상,하부 커버의 결합도중에 상,하부 커버 간의 접촉 면적을 최소화하여 결합 충격을 최소화하고, 상,하부 커버간의 오정렬을 효과적으로 방지함은 물론, 그에 따른 상,하부 커버의 찌그러짐도 완벽하게 방지하여 2차 전지의 불량품 발생을 완벽하게 방지할 수 있도록 개선된 2차 전지 모듈자동화조립장치를 제공함에 있다.The present invention is to solve the conventional problems as described above, the purpose is to minimize the contact impact between the upper and lower cover during the coupling of the upper and lower cover to minimize the impact of the coupling, and effectively prevent misalignment between the upper and lower cover Of course, it is also to provide a secondary battery module automated assembly device that can be completely prevented by the distortion of the upper, lower cover accordingly to prevent the occurrence of defective products of the secondary battery completely.
상기와 같은 목적을 달성하기 위하여 본 고안은, 2차 전지의 상부 커버와 하부 커버를 조립하여 1개의 유닛으로 제작하기 위한 장치에 있어서, In order to achieve the above object, the present invention, in the device for fabricating the upper cover and the lower cover of the secondary battery as a unit,
상부 커버를 진공으로 흡착하여 하부 커버측으로 수평이동시키도록 리니어 모듈상에서 좌우로 이동가능한 이동대;A movable table movable left and right on the linear module to suck the upper cover with a vacuum and horizontally move the lower cover side;
상기 이동대의 하부측 제1 베이스 판에 대해서 나란하게 배치되고, 일측 모서리에는 힌지를 통하여 제1 베이스 판에 대해서 회전가능하게 연결되는 제2 베이스 판;A second base plate disposed side by side with respect to the first base plate on the lower side of the moving table and rotatably connected to the first base plate through a hinge at one side edge thereof;
상기 제1 베이스 판과 제2 베이스 판의 사이에서, 제1 베이스판에 대해 제2 베이스판을 일정 각도로 경사시키는 푸시 실린더를 구비한 경사조정부;An inclination adjuster having a push cylinder for inclining the second base plate at an angle with respect to the first base plate between the first base plate and the second base plate;
상기 제2 베이스 판에 몸체가 장착되고, 실린더 로드는 상부 커버를 흡착하는 진공 플레이트의 배면에 연결되어 제2 베이스 판에 대해서 진공 플레이트를 상하로 이동시키는 크린칭 실린더를 구비한 크린칭 부; 및A creasing unit having a body mounted to the second base plate, the cylinder rod being connected to a rear surface of the vacuum plate for absorbing the upper cover to move the vacuum plate up and down with respect to the second base plate; And
상기 제2 베이스 판과 진공 플레이트 사이에서 제2 베이스판에 대한 진공 플레이트의 상하 충격을 완충시키는 스프링을 구비한 완충부;를 포함하여 상부 커버를 일측으로 경사시켜서 일측 모서리를 하부 커버의 일측 모서리에 1차 접촉시키고, 상부 커버를 점차 경사 조절하여 상,하부 커버의 타측 모서리들을 2차 접촉시켜서 상,하부 커버들을 정렬시킨 다음, 상,하부 커버 간의 결합을 이루는 2차 전지 모듈자동화조립장치를 제공한다.A buffer part having a spring for cushioning the up and down impact of the vacuum plate against the second base plate between the second base plate and the vacuum plate; and inclining the upper cover to one side, and one side edge to one side edge of the lower cover. First contact, and gradually adjusting the top cover to align the upper and lower covers by second contacting the other edges of the upper and lower covers, and then provides a secondary battery module automated assembly device to form a coupling between the upper and lower covers. do.
그리고 본 고안은 바람직하게는 상기 경사조정부는 푸시 실린더의 몸체 끝단이 제2 베이스 판의 타측 모서리 상부측에 힌지를 통하여 회전가능하도록 장착되고, 상기 푸시 실린더의 로드 끝단은 상기 이동대의 측면에 엔드 베어링을 통하여 회전가능하게 장착되어 상기 푸시 실린더의 로드의 전후진 작동으로 제1 베이스판에 대한 제2 베이스판의 경사 각도 조절이 이루어지는 2차 전지 모듈자동화조립장치를 제공한다.And the present invention is preferably the inclination adjustment portion is mounted so that the body end of the push cylinder is rotatable through a hinge on the upper side of the other edge of the second base plate, the rod end of the push cylinder is end bearing on the side of the movable table It is rotatably mounted to provide a secondary battery module automated assembly device that the inclination angle of the second base plate relative to the first base plate is adjusted by the forward and backward operation of the rod of the push cylinder.
또한 본 고안은 바람직하게는 상기 크린칭 부는 진공 플레이트의 배면으로부터 돌출된 다수의 가이드 봉들을 구비하고, 상기 가이드 봉들은 제2 베이스 판들에 형성된 가이드 슬리브에 각각 슬라이딩 가능하게 끼워짐으로써 상기 크린칭 실린더의 작동시, 진공 플레이트는 제2 베이스 판에 대해서 연직으로 승하강이 이루어지며,상기 진공 플레이트의 하부면에는 푸셔 플레이트가 장착되고, 그 하부면에 상부 커버가 밀착되는 2차 전지 모듈자동화조립장치를 제공한다.In addition, the present invention is preferably provided with a plurality of guide rods protruding from the rear surface of the vacuum plate, wherein the guide rods are slidably fitted into guide sleeves formed on the second base plates, respectively, so that the cleaning cylinder In operation, the vacuum plate is vertically raised and lowered with respect to the second base plate, the pusher plate is mounted on the lower surface of the vacuum plate, the secondary battery module automated assembly device that the upper cover is in close contact with the lower surface To provide.
그리고 본 고안은 바람직하게는 상기 완충부는 다수의 코일 스프링들이 상기 제2 베이스 판과 진공 플레이트의 사이에 고정되며, 상기 상,하부 커버의 결합시 상부 커버를 통해서 진공 플레이트로 전달되는 충격력을 완충시키도록 구성된 2차 전지 모듈자동화조립장치를 제공한다.And the present invention is preferably the buffer portion is a plurality of coil springs are fixed between the second base plate and the vacuum plate, and when the coupling of the upper and lower cover buffers the impact force transmitted to the vacuum plate through the upper cover It provides a secondary battery module automated assembly device configured to.
본 고안에 따른 2차 전지 모듈자동화조립장치에 의하면 상,하부 커버를 크린칭 결합시키기 전에, 경사조정부의 푸시 실린더가 동작하여 상부 커버를 일측으로 경사시켜서 상부 커버의 일측 모서리를 하부 커버의 일측 모서리에 1차 접촉시키고, 푸시 실린더가 그 로드를 전진시켜 상부 커버를 점차 경사 조절하여 상,하부 커버의 타측 모서리들을 2차 접촉시켜서 상,하부 커버들을 정렬시킨 다음, 크린칭 부의 크린칭 실린더를 이용하여 상,하부 커버 간의 결합을 이루게 된다.According to the secondary battery module automated assembly device according to the present invention, before the upper and lower cover is crimped and coupled, the push cylinder of the inclination adjustment unit is operated to incline the upper cover to one side so that one edge of the upper cover is one edge of the lower cover. The upper and lower covers by aligning the upper and lower covers by secondly contacting the other edges of the upper and lower covers by first pushing the rod to advance the rod and gradually adjusting the upper cover, and then using the crimping cylinder of the crimping portion. The coupling between the upper and lower cover is achieved.
따라서 본 고안에 따른 2차 전지 모듈자동화조립장치에 의하면, 상,하부 커버의 결합 초기에 상,하부 커버 간의 순간 접촉 면적을 최소화하여 상,하부 커버 간의 결합충격을 최소화하고, 점차 상,하부 커버의 접촉 면적을 증대시키면서 상,하부 커버의 정렬이 이루어지기 때문에 상,하부 커버 간의 오정렬을 효과적으로 방지할 수 있다. 또한 본 고안은 이와 같은 완벽한 정렬이 이루어진 다음에 크린칭 실린더를 통한 크린칭 작업이 실행됨으로써 그에 따른 상,하부 커버의 찌그러짐도 완벽하게 방지할 수 있어서 2차 전지의 불량품의 발생을 완벽하게 방지할 수 있는 우수한 효과가 얻어진다. Therefore, according to the secondary battery module automatic assembly device according to the present invention, minimizes the impact of the upper and lower cover to minimize the contact impact between the upper and lower cover at the initial stage of the upper and lower cover coupling, gradually increasing the upper and lower cover Since the upper and lower covers are aligned while increasing the contact area of the upper and lower covers, misalignment between the upper and lower covers can be effectively prevented. In addition, the present invention can be completely prevented from the occurrence of the defective parts of the secondary battery by the perfect alignment is made and then the creasing through the crimping cylinder is carried out to prevent the distortion of the upper and lower cover accordingly. An excellent effect can be obtained.
도 1은 일반적인 2차 전지 모듈생산 공정을 전체적으로 도시한 공정 설명도이다.
도 2a는 종래의 2차 전지 모듈생산 공정에 구비된 2차 전지 모듈자동화조립장치를 도시한 정면도이다.
도 2b는 종래의 2차 전지 모듈생산 공정에 구비된 2차 전지 모듈자동화조립장치를 도시한 측면도이다.
도 3a는 종래의 2차 전지 모듈자동화조립장치에 의해서 2차 전지 셀의 상,하부 커버들이 결합되는 방식을 도시한 설명도이다.
도 3b는 종래의 2차 전지 모듈자동화조립장치에 의해서 2차 전지 셀의 상,하부 커버들을 결합시킨 경우, 발생되는 문제점을 도시한 설명도이다.
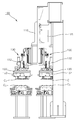
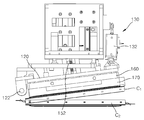
도 4는 본 고안에 따른 2차 전지 모듈자동화조립장치를 도시한 정면도이다.
도 5는 본 고안에 따른 2차 전지 모듈자동화조립장치를 도시한 측면도이다.
도 6은 본 고안에 따른 2차 전지 모듈자동화조립장치에서 상부 커버를 하부 커버 위쪽으로 이동시키는 동작을 도시한 정면도이다.
도 7a는 본 고안에 따른 2차 전지 모듈자동화조립장치에서 이동대에 의해서 상부 커버가 하부 커버의 상부측으로 위치이동된 정면도이다.
도 7b는 본 고안에 따른 2차 전지 모듈자동화조립장치에서 푸시 실린더에 의해서 상부 커버가 경사져서 일측 모서리가 하부 커버의 일측 모서리에 접촉하고, 타측 모서리는 상승된 상태를 도시한 정면도이다.
도 7c는 본 고안에 따른 2차 전지 모듈자동화조립장치에서 푸시 실린더가 조절되어 상,하부 커버가 나란하게 수평으로 정렬된 상태를 도시한 정면도이다.
도 7d는 본 고안에 따른 2차 전지 모듈자동화조립장치에서 크린칭 실린더에 의해서 상,하부 커버가 하나의 유닛으로 결합된 상태를 도시한 정면도이다.
도 8a는 본 고안에 따른 2차 전지 모듈자동화조립장치에서 상부 커버가 하부 커버의 상부측에 위치된 정면도이다.
도 8b는 본 고안에 따른 2차 전지 모듈자동화조립장치에서 상부 커버가 경사져서 일측 모서리가 하부 커버의 일측 모서리에 접촉하고, 타측 모서리는 상승된 상태를 도시한 정면도이다.
도 8c는 본 고안에 따른 2차 전지 모듈자동화조립장치에서 상,하부 커버가 나란하게 수평으로 정렬된 상태를 도시한 정면도이다.
도 8d는 본 고안에 따른 2차 전지 모듈자동화조립장치에서 상,하부 커버가 하나의 유닛으로 결합된 상태를 도시한 정면도이다.1 is a process explanatory diagram showing the general secondary battery module production process as a whole.
Figure 2a is a front view showing a secondary battery module automated assembly device provided in the conventional secondary battery module production process.
Figure 2b is a side view showing a secondary battery module automated assembly device provided in the conventional secondary battery module production process.
3A is an explanatory view illustrating a method in which upper and lower covers of a secondary battery cell are coupled by a conventional secondary battery module automated assembly device.
3B is an explanatory diagram illustrating a problem that occurs when the upper and lower covers of the secondary battery cell are combined by a conventional secondary battery module automated assembly apparatus.
Figure 4 is a front view showing a secondary battery module automated assembly device according to the present invention.
Figure 5 is a side view showing a secondary battery module automated assembly device according to the present invention.
6 is a front view showing an operation of moving the upper cover to the lower cover in the secondary battery module automated assembly according to the present invention.
Figure 7a is a front view of the upper cover is moved to the upper side of the lower cover by the movable table in the secondary battery module automated assembly according to the present invention.
7B is a front view illustrating a state in which the top cover is inclined by the push cylinder in one side edge of the lower cover, and the other edge is raised in the secondary battery module automated assembly apparatus according to the present invention.
7C is a front view illustrating a state in which the upper and lower covers are horizontally aligned side by side by adjusting the push cylinder in the secondary battery module automated assembly apparatus according to the present invention.
7d is a front view illustrating a state in which the upper and lower covers are combined into one unit by a crimping cylinder in the secondary battery module automated assembly apparatus according to the present invention.
Figure 8a is a front view of the upper cover is located on the upper side of the lower cover in the secondary battery module automated assembly according to the present invention.
8B is a front view illustrating a state in which an upper cover is inclined so that one edge of the lower cover contacts one edge of the lower cover and the other edge is raised in the secondary battery module automated assembly apparatus according to the present invention.
8c is a front view showing a state in which the upper and lower covers are horizontally aligned side by side in the secondary battery module automated assembly apparatus according to the present invention.
8D is a front view illustrating a state in which the upper and lower covers are combined into one unit in the secondary battery module automated assembly apparatus according to the present invention.
이하, 본 고안의 바람직한 실시 예를 도면을 참조하여 보다 상세히 설명하기로 한다.Hereinafter, preferred embodiments of the present invention will be described in detail with reference to the drawings.
본 고안에 따른 2차 전지 모듈자동화조립장치(100)는 2차 전지의 상부 커버(C1)와 하부 커버(C2)를 조립하여 1개의 유닛으로 제작하기 위한 장치로서, 도 4 내지 도 6에 도시된 바와 같이, 상부 커버(C1)를 진공으로 흡착하여 하부 커버(C2) 측으로 수평이동시키도록 리니어 모듈(105) 상에서 좌우로 이동가능한 이동대(110)를 구비한다.The secondary battery module
이와 같은 이동대(110)는 상부 커버(C1)를 하부 커버(C2) 측으로 이동시키기 위한 것으로서, 종래와 같이 이후에 설명되는 진공 플레이트(160) 및 푸셔 플레이트(170)를 통하여 상부 커버(C1)를 하부측에 흡착한 구조로서, 별도의 구동 모터(미 도시)를 통하여 리니어 모듈(105) 상을 이동한다.The
본 고안에 따른 2차 전지 모듈자동화조립장치(100)는 상기 이동대(110)의 하부측 제1 베이스 판(112)에 대해서 나란하게 배치되는 제2 베이스 판(120)을 구비하는데, 이와 같은 제2 베이스 판(120)은 제1 베이스 판(112)의 하부측에서 판형으로 배치된 것으로서, 그 일측 모서리에는 힌지(122)를 통하여 제1 베이스 판(112)에 대해서 회전가능하게 연결되는 구조이다.The secondary battery module
그리고 본 고안의 2차 전지 모듈자동화조립장치(100)는 상기 제1 베이스 판(112)과 제2 베이스 판(120)의 사이에서, 제1 베이스 판(112)에 대해 제2 베이스 판(120)을 일정 각도로 경사시키는 푸시 실린더(132)를 구비한 경사조정부(130)를 구비한다.In addition, the secondary battery module
이와 같은 경사조정부(130)는 상기 푸시 실린더(132)의 몸체(134) 끝단이 제2 베이스 판(120)의 타측 모서리 상부측에 힌지(136)를 통하여 회전가능하도록 장착되고, 상기 푸시 실린더(132)의 로드(138) 끝단은 상기 이동대(110)의 측면에 엔드 베어링(138a)을 통하여 회전가능하게 장착된 것으로서, 예를 들면, 바람직하게는 공압 실린더로 이루어진다.The
따라서 이와 같은 경사조정부(130)는 상기 푸시 실린더(132)의 로드(138)의 전후진 작동으로, 제1 베이스 판(112)에 대한 제2 베이스 판(120)의 경사 각도 조절이 이루어지며, 이때 제2 베이스 판(120)은 그 일측 모서리의 힌지(122)를 중심으로 상하 경사각도 조정이 이루어진다.Therefore, the
또한 본 고안의 2차 전지 모듈자동화조립장치(100)는 상기 제2 베이스 판(120)에 대해서 진공 플레이트(160)를 상하로 이동시키는 크린칭 실린더(152)를 갖는 크린칭 부(150)를 구비한다.In addition, the secondary battery module automated
이와 같은 크린칭 부(150)의 크린칭 실린더(152)는 상기 제2 베이스 판(120)에 몸체(154)가 장착되고, 실린더 로드(156)는 상부 커버(C1)를 흡착하는 진공 플레이트(160)의 배면에 연결되어 제2 베이스 판(120)에 대해서 진공 플레이트(160)를 상하로 이동시키게 된다.As described above, the
또한 이와 같은 크린칭 부(150)는 상기 진공 플레이트(160)의 배면으로부터 돌출된 다수의 가이드 봉(162)들을 구비하고, 상기 가이드 봉(162)들은 제2 베이스 판(120)들에 형성된 가이드 슬리브(164)에 각각 슬라이딩 가능하게 끼워진다.In addition, the
따라서 이와 같은 크린칭 부(150)는 크린칭 실린더(152)의 작동시, 그 로드(156)가 전후진하게 되면, 진공 플레이트(160)는 제2 베이스 판(120)에 대해서 연직으로 승하강이 이루어지며, 상기 진공 플레이트(160)의 하부면에 푸셔 플레이트(170)를 통하여 장착된 상부 커버(C1)의 승하강작동이 이루어지는 것이다.Therefore, when the
그리고 본 고안에 따른 2차 전지 모듈자동화조립장치(100)는 상기 제2 베이스 판(120)과 진공 플레이트(160) 사이에서 제2 베이스 판(120)에 대한 진공 플레이트(160)의 상하 충격을 완충시키는 스프링(182)을 갖는 완충부(180)를 구비한다.In addition, the secondary battery module automated
이와 같은 완충부(180)는 다수의 코일 스프링(182)들이 상기 제2 베이스 판(120)과 진공 플레이트(160)의 사이에 고정되며, 상기 상,하부 커버(C1,C2)의 결합시 상부 커버(C1)를 통해서 진공 플레이트(160)로 전달되는 충격력을 완충시키게 된다.The
상기와 같이 구성된 본 고안에 따른 2차 전지 모듈자동화조립장치(100)는 도 5에 도시된 바와 같이, 이동대(110)를 통하여 상부 커버(C1)를 하부 커버(C2) 측으로 이동시키고, 도 6a 내지 도 6d, 및 도 7a 내지 도 7d에 도시된 바와 같이, 상,하부 커버(C1,C2)를 서로 압착하여 하나의 유닛으로 결합시킨다.As shown in FIG. 5, the secondary battery module automated
본 고안에 따른 2차 전지 모듈자동화조립장치(100)는 도 6a 및 도 7a에 도시된 바와 같이, 이동대(110)를 통하여 상부 커버(C1)가 하부 커버(C2)의 상부측에 위치되면, 상,하부 커버(C1,C2)를 크린칭 결합시키기 전에, 경사조정부(130)의 푸시 실린더(132)가 동작하여 상부 커버(C1)를 일측으로 경사시켜서 상부 커버(C1)의 일측 모서리(A1)를 하부 커버(C2)의 일측 모서리(A2)에 1차 접촉시킨다.In the secondary battery module automated
즉, 도 7b에 도시된 바와 같이, 경사조정부(130)의 푸시 실린더(132)가 동작하여 그 로드(138)의 길이가 축소되면, 제1 베이스 판(112)에 대해서 제2 베이스 판(120)의 타측 모서리 부분이 상부측으로 당겨지게 되고, 제2 베이스 판(120)은 일측 모서리의 힌지(122)를 통하여 타측 모서리측이 상부측으로 들어 올려져서 경사지게 된다.That is, as shown in FIG. 7B, when the
이와 같은 제2 베이스 판(120)의 경사조정은 제2 베이스 판(120)의 하부측에 나란하게 장착된 진공 플레이트(160)와 푸셔 플레이트(170)도 경사조정되며, 푸셔 플레이트(170)의 하부측에 흡착된 상부 커버(C1)도 동시에 경사지게 되어 도 7b에 도시된 바와 같이, 상부 커버(C1)의 일측 모서리(A1)를 하부 커버(C2)의 일측 모서리(A2)에 1차 접촉시킨다.The inclination adjustment of the
이와 같이 상,하부 커버(C1,C2)의 일측 모서리(A1,A2)가 먼저 접촉하게 되면, 상,하부 커버(C1,C2) 간의 순간 접촉 면적이 최소화되어 상,하부 커버(C1,C2) 간의 결합충격을 최소화할 수 있다.In this way, when the one side edge (A1, A2) of the upper and lower cover (C1, C2) is in contact first, the instantaneous contact area between the upper and lower cover (C1, C2) is minimized, the upper and lower cover (C1, C2) The combined impact of the liver can be minimized.
그리고 다음으로는, 경사조정부(130)의 푸시 실린더(132)가 점차 그 로드(138)를 전진시켜서 길이를 늘리게 되는데, 이와 같은 경우에는 도 6c에 도시된 바와 같이, 제2 베이스 판(120), 진공 플레이트(160), 푸셔 플레이트(170) 및 상부 커버(C1) 등이 점차 수평상태로 경사 조절되며, 결과적으로 상,하부 커버(C1,C2)의 타측 모서리(B1,B2)들이 나란하게 2차 접촉되어서 상,하부 커버(C1,C2)들은 도 7c에 도시된 바와 같이, 서로 가지런하게 정렬된다.Next, the
이와 같이 본 고안은 푸시 실린더(132)의 작동을 통하여 점차 상,하부 커버(C1,C2)의 접촉 면적을 증대시키면서 상,하부 커버(C1,C2)의 정렬이 이루어지기 때문에 상,하부 커버(C1,C2) 간의 오정렬을 효과적으로 방지할 수 있다.As such, the present invention gradually increases the contact area of the upper and lower covers C1 and C2 through the operation of the
또한 이와 같이 완벽하게 상,하부 커버(C1,C2) 간의 정렬이 이루어진 상태에서 크린칭 부(150)의 크린칭 실린더(152)가 작동하면, 도 7d에 도시된 바와 같이, 제2 베이스 판(120)에 대해서 진공 플레이트(160)를 하강시킴으로써 도 8d에 도시된 바와 같이, 상,하부 커버(C1,C2) 간의 결합을 완벽하게 이루게 된다.In addition, when the crimping
이때, 완충부(180)에 마련된 코일 스프링(182)들은 상부 커버(C1)를 통해서 전달되는 상,하부 커버(C1,C2) 간의 결합 충격을 더욱 안정적으로 완충시킬 수 있기 때문에, 상,하부 커버(C1,C2) 간의 찌그러짐도 완벽하게 방지할 수 있게 된다.In this case, the coil springs 182 provided in the
상기와 같이 본 고안에 따른 2차 전지 모듈자동화조립장치(100)에 의하면, 상,하부 커버(C1,C2)의 결합 초기에 상,하부 커버(C1,C2) 간의 순간 접촉 면적을 최소화하여 상,하부 커버(C1,C2) 간의 결합충격을 최소화하고, 점차 상,하부 커버(C1,C2)의 접촉 면적을 증대시키면서 상,하부 커버(C1,C2)의 정렬이 이루어지기 때문에 상,하부 커버(C1,C2) 간의 오정렬을 효과적으로 방지할 수 있다. According to the secondary battery module automated
또한 본 고안에 의하면 이와 같은 완벽한 정렬이 이루어진 다음에 크린칭 실린더(152)를 통한 크린칭 작업이 실행됨으로써 그에 따른 상,하부 커버(C1,C2)의 찌그러짐도 완벽하게 방지할 수 있어서 2차 전지의 불량품의 발생을 완벽하게 방지할 수 있게 된다.In addition, according to the present invention, such a perfect alignment is performed, and thus, a creasing operation through the crimping
본 고안은 상기에서 도면을 참조하여 특정 실시 예에 관련하여 상세히 설명하였지만 본 고안은 이와 같은 특정 구조에 한정되는 것은 아니다. 당 업계의 통상의 지식을 가진 자라면 이하의 실용신안등록청구범위에 기재된 본 고안의 기술 사상 및 권리범위를 벗어나지 않고서도 본 고안을 다양하게 수정 또는 변경시킬 수 있을 것이다. 그렇지만 그와 같은 단순한 설계 수정 또는 변형 구조들은 모두 명백하게 본 고안의 권리범위 내에 속하게 됨을 미리 밝혀 두고자 한다.Although the present invention has been described in detail with reference to specific embodiments thereof with reference to the drawings, the present invention is not limited to these specific structures. It will be understood by those skilled in the art that various changes in form and detail may be made therein without departing from the spirit and scope of the invention as set forth in the appended claims. Nevertheless, it is intended that such simple design modifications or modifications are all clearly within the scope of the present invention.
1: 2차 전지 모듈생산 공정 10: 셀 투입 공정
12: 라인 1 14: 라인 2
30: 크린칭 공정 50: 용접 공정
70: 방전 및 충전 공정 80: 종래의 2차 전지 모듈자동화조립장치
100: 본 발명의 2차 전지 모듈자동화조립장치 105: 리니어 모듈
110: 이동대 112: 제1 베이스 판
120: 제2 베이스 판 122: 힌지
130: 경사조정부 132: 푸시 실린더
134: 몸체 136: 힌지
138: 로드 150: 크린칭 부
152: 크린칭 실린더 154: 몸체
156: 실린더 로드 160: 진공 플레이트
162: 가이드 봉 164: 가이드 슬리브
170: 푸셔 플레이트 180: 완충부
182: 코일 스프링 A1,A2: 일측 모서리
B1,B2: 타측 모서리 C1,C2: 상,하부 커버1: Secondary Battery Module Production Process 10: Cell Input Process
12:
30: Crimping Process 50: Welding Process
70: discharging and charging process 80: conventional secondary battery module automated assembly device
100: secondary battery module automated assembly device of the present invention 105: linear module
110: movable base 112: first base plate
120: second base plate 122: hinge
130: inclination adjustment unit 132: push cylinder
134: body 136: hinge
138: rod 150: cleaning part
152: Crimping Cylinder 154: Body
156: cylinder rod 160: vacuum plate
162: guide rod 164: guide sleeve
170: pusher plate 180: buffer part
182: coil springs A1, A2: one side corner
B1, B2: Other edge C1, C2: Upper and lower cover
Claims (4)
상부 커버를 진공으로 흡착하여 하부 커버측으로 수평이동시키도록 리니어 모듈상에서 좌우로 이동가능한 이동대;
상기 이동대의 하부측 제1 베이스 판에 대해서 나란하게 배치되고, 일측 모서리에는 힌지를 통하여 제1 베이스 판에 대해서 회전가능하게 연결되는 제2 베이스 판;
상기 제1 베이스 판과 제2 베이스 판의 사이에서, 제1 베이스판에 대해 제2 베이스판을 일정 각도로 경사시키는 푸시 실린더를 구비한 경사조정부;
상기 제2 베이스 판에 몸체가 장착되고, 실린더 로드는 상부 커버를 흡착하는 진공 플레이트의 배면에 연결되어 제2 베이스 판에 대해서 진공 플레이트를 상하로 이동시키는 크린칭 실린더를 구비한 크린칭 부; 및
상기 제2 베이스 판과 진공 플레이트 사이에서 제2 베이스판에 대한 진공 플레이트의 상하 충격을 완충시키는 스프링을 구비한 완충부;를 포함하여 상부 커버를 일측으로 경사시켜서 일측 모서리를 하부 커버의 일측 모서리에 1차 접촉시키고, 상부 커버를 점차 경사 조절하여 상,하부 커버의 타측 모서리들을 2차 접촉시켜서 상,하부 커버들을 정렬시킨 다음, 상,하부 커버 간의 결합을 이루는 것임을 특징으로 하는 2차 전지 모듈자동화조립장치.In the device for assembling the upper cover and the lower cover of the secondary battery in one unit,
A movable table movable left and right on the linear module to suck the upper cover with a vacuum and horizontally move the lower cover side;
A second base plate disposed side by side with respect to the first base plate on the lower side of the moving table and rotatably connected to the first base plate through a hinge at one side edge thereof;
An inclination adjuster having a push cylinder for inclining the second base plate at an angle with respect to the first base plate between the first base plate and the second base plate;
A creasing unit having a body mounted to the second base plate, the cylinder rod being connected to a rear surface of the vacuum plate for absorbing the upper cover to move the vacuum plate up and down with respect to the second base plate; And
A buffer part having a spring for cushioning the up and down impact of the vacuum plate against the second base plate between the second base plate and the vacuum plate; and inclining the upper cover to one side, and one side edge to one side edge of the lower cover. Secondary battery module automation, characterized in that the first contact, the upper cover is gradually tilted to adjust the upper and lower covers by second contacting the other edges of the upper and lower covers, and then the upper and lower covers are combined. Assembly device.
The method of claim 1, wherein the buffer portion is a plurality of coil springs are fixed between the second base plate and the vacuum plate, and when the upper and lower cover is coupled to cushion the impact force transmitted to the vacuum plate through the upper cover Secondary battery module automated assembly device, characterized in that configured.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR2020110006852U KR200467376Y1 (en) | 2011-07-27 | 2011-07-27 | Module automating assembly apparatus for secondary battery |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR2020110006852U KR200467376Y1 (en) | 2011-07-27 | 2011-07-27 | Module automating assembly apparatus for secondary battery |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20130000860U true KR20130000860U (en) | 2013-02-06 |
| KR200467376Y1 KR200467376Y1 (en) | 2013-06-13 |
Family
ID=51386582
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR2020110006852U KR200467376Y1 (en) | 2011-07-27 | 2011-07-27 | Module automating assembly apparatus for secondary battery |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR200467376Y1 (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101685193B1 (en) * | 2015-12-31 | 2016-12-20 | (주) 파이엘테크 | Battery cover supplying device for melt-bonding machine |
| CN109802168A (en) * | 2019-02-03 | 2019-05-24 | 无锡奥特维智能装备有限公司 | Closure apparatus and battery production equipment |
| CN109802169A (en) * | 2019-02-03 | 2019-05-24 | 无锡奥特维智能装备有限公司 | Closure apparatus and battery production equipment |
| CN110611115A (en) * | 2019-09-11 | 2019-12-24 | 东野精机(昆山)有限公司 | High positive negative pole aluminium pig equipment of stability |
| CN109802169B (en) * | 2019-02-03 | 2024-05-03 | 无锡奥特维智能装备有限公司 | Cover closing device and battery production equipment |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106784457B (en) * | 2016-11-22 | 2019-06-28 | 深圳吉阳智能科技有限公司 | Battery holder automatic get-on carriage system and working method |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4596625A (en) * | 1983-12-13 | 1986-06-24 | Alvarez Oscar E | Heat sealing machine for joining a battery cover and battery casing |
| KR200339861Y1 (en) | 2003-09-29 | 2004-01-31 | 김성희 | Apparatus for heat lamination sealing in battery cover |
-
2011
- 2011-07-27 KR KR2020110006852U patent/KR200467376Y1/en not_active IP Right Cessation
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101685193B1 (en) * | 2015-12-31 | 2016-12-20 | (주) 파이엘테크 | Battery cover supplying device for melt-bonding machine |
| CN109802168A (en) * | 2019-02-03 | 2019-05-24 | 无锡奥特维智能装备有限公司 | Closure apparatus and battery production equipment |
| CN109802169A (en) * | 2019-02-03 | 2019-05-24 | 无锡奥特维智能装备有限公司 | Closure apparatus and battery production equipment |
| CN109802169B (en) * | 2019-02-03 | 2024-05-03 | 无锡奥特维智能装备有限公司 | Cover closing device and battery production equipment |
| CN110611115A (en) * | 2019-09-11 | 2019-12-24 | 东野精机(昆山)有限公司 | High positive negative pole aluminium pig equipment of stability |
Also Published As
| Publication number | Publication date |
|---|---|
| KR200467376Y1 (en) | 2013-06-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR200467376Y1 (en) | Module automating assembly apparatus for secondary battery | |
| CN102769114B (en) | Automatic battery pole lug folding and cover board buckling device | |
| KR101858680B1 (en) | Apparatus and method for folding cells of secondary cell battery | |
| CN109342772B (en) | Automatic butt joint testing device and method for display device | |
| KR101066505B1 (en) | Laminating method and laminating apparatus | |
| CN204639602U (en) | Contact welding fabrication automatic processing device | |
| KR102212849B1 (en) | Jig device for frame welder | |
| CN111299075A (en) | Terminal box plastic equipment | |
| KR101962188B1 (en) | Cam type fixing clamp | |
| CN106994475A (en) | A kind of battery cover board connection sheet apparatus for bending | |
| KR20100043929A (en) | Apparatus for clinching covers of battery cell and method for manufacturing secondary battery using it | |
| KR101243914B1 (en) | Manufacturing apparatus of battery pack | |
| KR102358131B1 (en) | secondary battery cell transfer carrier alignment apparatus | |
| KR102016756B1 (en) | Side tape attachment device For barecell | |
| KR102358127B1 (en) | secondary battery cell transfer carrier fixing apparatus | |
| WO2023207239A1 (en) | Welding apparatus | |
| CN210110941U (en) | Cell corner folding mechanism | |
| CN220029287U (en) | Press mounting positioning mechanism and shell-entering press loading tool | |
| KR102652673B1 (en) | object lifting and transporting apparatus and lifting and transporting method | |
| CN217412750U (en) | Tab folding device and welding equipment | |
| KR102470467B1 (en) | secondary battery cell lead tab bending apparatus | |
| KR102361748B1 (en) | secondary battery cell transfer carrier | |
| CN114871549A (en) | Welding equipment for shell, wiring terminal and protection box | |
| CN211350848U (en) | Battery cell rubber coating machine | |
| CN115425271B (en) | Square cell protection frame assembly device and assembly method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| REGI | Registration of establishment | ||
| LAPS | Lapse due to unpaid annual fee |