KR20120007432A - Treatment ladle - Google Patents
Treatment ladle Download PDFInfo
- Publication number
- KR20120007432A KR20120007432A KR1020107029318A KR20107029318A KR20120007432A KR 20120007432 A KR20120007432 A KR 20120007432A KR 1020107029318 A KR1020107029318 A KR 1020107029318A KR 20107029318 A KR20107029318 A KR 20107029318A KR 20120007432 A KR20120007432 A KR 20120007432A
- Authority
- KR
- South Korea
- Prior art keywords
- ladle
- inner space
- molten metal
- vertical position
- Prior art date
Links
Images

















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/04—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like tiltable
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C1/00—Refining of pig-iron; Cast iron
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C1/00—Refining of pig-iron; Cast iron
- C21C1/06—Constructional features of mixers for pig-iron
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C1/00—Refining of pig-iron; Cast iron
- C21C1/10—Making spheroidal graphite cast-iron
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C7/00—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00
- C21C7/0075—Treating in a ladle furnace, e.g. up-/reheating of molten steel within the ladle
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C33/00—Making ferrous alloys
- C22C33/08—Making cast-iron alloys
- C22C33/10—Making cast-iron alloys including procedures for adding magnesium
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D3/00—Charging; Discharging; Manipulation of charge
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D3/00—Charging; Discharging; Manipulation of charge
- F27D3/0025—Charging or loading melting furnaces with material in the solid state
- F27D3/0026—Introducing additives into the melt
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Treatment Of Steel In Its Molten State (AREA)
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
- Refinement Of Pig-Iron, Manufacture Of Cast Iron, And Steel Manufacture Other Than In Revolving Furnaces (AREA)
- Manufacture And Refinement Of Metals (AREA)
- Braking Arrangements (AREA)
- Polarising Elements (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
- Encapsulation Of And Coatings For Semiconductor Or Solid State Devices (AREA)
- Furnace Housings, Linings, Walls, And Ceilings (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
- Vertical, Hearth, Or Arc Furnaces (AREA)
- Furnace Charging Or Discharging (AREA)
Abstract
Description
본 발명은 증발성 첨가제로 용융 금속을 처리하는 레이들에 관한 것으로서, 상세하게는 마그네슘(Mg)으로 철을 처리하여 연성철을 형성하는 레이들에 관한 것이다.The present invention relates to a ladle for treating molten metal with an evaporative additive, and more particularly, to a ladle for treating ductile iron with magnesium (Mg) to form ductile iron.
구상흑연주철(spheroidal graphite iron) 또는 노듈라주철(nodular cast iron)로 알려진 연성철(ductile iron)은, 주조 전에, 소위 구상화제(nodulariser)로 액체 선철을 처리함으로써 제조된다. 구상화제는 별개의 단괴 형태인 그라파이트의 석출을 촉진시킨다. 실제로, 구상화제는 일반적으로 순수 마그네슘으로서의 마그네슘, 또는 마그네슘-페로실리콘(MgFeSi 합금) 또는 니켈-마그네슘(NiMg 합금) 등의 합금(희토류금속을 함유할 수 있음)을 함유할 것이다. 일반적인 공정에서, 마그네슘은 약 0.4%의 잔여 마그네슘 함량을 제공하도록 액체 선철에 첨가되고, 철이 불어넣어져 주조된다. 마그네슘은 비교적 저온(1090℃)에서 비등하기 때문에 철에 마그네슘을 첨가하는 것이 어려우므로, 액상 선철의 격렬한 교반 및 증기 형태의 마그네슘의 상당한 손실이 있다.Ductile iron, also known as spheroidal graphite iron or nodular cast iron, is produced by treating liquid pig iron with a so-called nodulariser before casting. The spheroidizing agent promotes the precipitation of graphite in the form of discrete nodules. In practice, spheroidizing agents will generally contain magnesium as pure magnesium, or alloys (which may contain rare earth metals), such as magnesium-ferrosilicon (MgFeSi alloy) or nickel-magnesium (NiMg alloy). In a typical process, magnesium is added to the liquid pig iron to provide a residual magnesium content of about 0.4%, and the iron is blown and cast. Since magnesium boils at relatively low temperatures (1090 ° C.), it is difficult to add magnesium to iron, which leads to vigorous stirring of liquid pig iron and significant loss of magnesium in vapor form.
연성철을 마련하기 위해 개발되어 있는 각종 방법에서는,In various methods developed to provide ductile iron,
샌드위치 레이들(Sandwich ladle) - 레이들의 바닥부 내의 리세스에 처리 합금이 수용되어 스틸 스크랩으로 덮인다. 레이들은 예컨대 턴디시 커버(tundish cover)로 덮일 수 있다. 그 다음, 철은 레이들 내로 타설되고, 처리 합금과의 반응은 스틸 스크랩 배리어(steel scrap barrier)에 의해 늦춰진다. 이러한 방법은 단순하고 널리 사용되지만, Mg 회수율이 일정하지 않다. 더욱이, 요구된 처리 레벨을 성공적으로 성취하기 위해 보다 많은 구상화제를 사용하는 것이 필요하다.Sandwich ladle—The processing alloy is received in a recess in the bottom of the ladle and covered with steel scrap. The ladles may for example be covered with a tundish cover. Iron is then poured into the ladle and the reaction with the treatment alloy is slowed down by a steel scrap barrier. This method is simple and widely used, but the Mg recovery is not constant. Moreover, it is necessary to use more spheroidizing agents to successfully achieve the required level of treatment.
플런저(Plunger) - 처리 합금은 내화성 플런저 벨을 이용하여 레이들 내에 낙하된다. 이러한 방법은 다량의 금속을 위해서만 실용적이다.Plunger-The treatment alloy is dropped into the ladle using a fire resistant plunger bell. This method is practical only for large amounts of metal.
컨버터(Converter) - 구상화제는 원통형 레이들의 베이스 내의 포켓에 위치된다. 레이들은 수평방향 배향에 있는 동안에 액체 선철로 충진, 밀봉되어 수직방향 위치로 회전됨으로써, 마그네슘이 철 아래로 잠긴다.Converter-The spheroidizer is located in a pocket in the base of the cylindrical ladle. The ladle is filled, sealed with liquid pig iron and rotated to a vertical position while in the horizontal orientation, so that magnesium is submerged below iron.
코어드 와이어 처리(Cored wire treatment) - 구상화제(예컨대, MgFeSi 합금)를 함유한 와이어는 특수 목적의 스테이션을 이용하여 철 내에 기계적으로 공급된다.Cored wire treatment—Wires containing spheroidizing agents (eg, MgFeSi alloys) are mechanically fed into the iron using special purpose stations.
인몰드 처리(Inmould treatment) - 구상화제(예컨대, MgFeSi 합금)는 러닝 시스템(running system) 내로 성형되는 챔버 내에 위치되어, 철이 합금 위로 흐름에 따라 철을 연속적으로 처리한다.Inmould treatment—A spheroidizing agent (eg, MgFeSi alloy) is placed in a chamber that is molded into a running system to continuously process iron as it flows over the alloy.
본 발명의 일 목적은 증발성 첨가제로 금속을 처리하기 위한 레이들을 마련하기 위한 것이다.
One object of the present invention is to provide a ladle for treating metal with an evaporative additive.
본 발명의 다른 목적은 증발성 첨가제로 용융 금속을 처리하기 위한 방법을 제공하기 위한 것이다.
Another object of the present invention is to provide a method for treating molten metal with an evaporative additive.
본 발명의 제 1 실시예에 의하면, 대체로 관형의 레이들 라이너를 수용하는 레이들 셀을 포함하며, 수평방향 위치와 수직방향 위치 사이에서 선회가능한 처리 레이들(treatment ladle)로서, 상기 레이들은 제 1 단부와 제 2 단부를 가지며, 그 사이에 연속적인 측벽을 갖고, 상기 제 1 및 제 2 단부와 상기 연속적인 측벽 사이에는 내측 공간이 형성되고, 상기 레이들은 처리제를 보유하는 포켓; 및 상기 레이들이 상기 수평방향 및 수직방향 위치에 있을 때 상기 내측 공간의 바닥부보다 상부에 근접하게 위치된 용융 금속을 수용하여 타설하기 위한 스파우트(spout)를 더 포함하며, 상기 포켓은 상기 제 1 단부에 인접하게 위치되고 상기 내측 공간과 유체 연통하고, 상기 레이들이 상기 수평방향 위치에 있을 때 상기 내측 공간의 바닥부보다 상부에 근접하고 상기 레이들이 상기 수직방향 위치에 있을 때 상기 내측 공간의 상부보다 바닥부에 근접하게 위치되고, 상기 수평방향 위치에서, 상기 내측 공간의 상부와 바닥부 사이와, 상기 제 1 및 제 2 단부 중간의 수직방향 평면과 상기 제 1 단부 사이의 중간에 있는 평면 아래에 형성된 상기 내측 공간의 하측 용적은 상기 중간의 평면 위에 그리고 상기 제 1 단부와 상기 수직방향 평면 사이에 형성된 상기 내측 공간의 상부 용적보다 큰 것을 특징으로 하는 처리 레이들이 제공된다.
According to a first embodiment of the invention there is provided a treatment ladle comprising a ladle cell containing a generally tubular ladle liner, wherein the ladle is pivotable between a horizontal position and a vertical position, the ladle being a first ladle; A pocket having a first end and a second end, with continuous sidewalls therebetween, wherein an inner space is formed between the first and second ends and the continuous sidewalls, the ladle holding a treatment agent; And a spout for receiving and pouring molten metal positioned closer to the top than the bottom of the inner space when the ladles are in the horizontal and vertical positions, wherein the pocket includes the first spout. Located adjacent to an end and in fluid communication with the inner space, closer to the top than the bottom of the inner space when the layers are in the horizontal position and an upper portion of the inner space when the layers are in the vertical position Located closer to the bottom and below the plane in the horizontal position between the top and bottom of the inner space and between the vertical plane between the first and second ends and the first end. The lower volume of the inner space formed in the image is formed above the intermediate plane and between the first end and the vertical plane. A treatment ladle is provided which is larger than the upper volume of the inner space.
상기 수직방향 위치에서, 상기 레이들 라이너의 제 1 단부는 상기 내측 공간의 하부 크기를 구성하는 것이 전술한 바로부터 이해될 것이다.
In the vertical position, it will be understood from the foregoing that the first end of the ladle liner constitutes a lower size of the inner space.
사용시에, 상기 포켓 내에는 처리제가 위치되고, 상기 레이들은 상기 수평방향 위치에 있을 때 용융 금속으로 충진될 것이다. 일반적으로, 상기 레이들은 상기 용융 금속이 상기 중간 평면에 대응하는 높이로 충진되도록 반 정도 충진될 것이다. 그 다음, 상기 레이들은 상기 금속이 상기 처리제를 수용하는 상기 포켓 내로 흐르도록 상기 수직방향 위치로 90°선회된다. 상기 처리제는 상기 용융 금속과의 접촉에 대해 증발하여, 금속 헤드를 통해 상기 포켓 위로 기포 형성된다. 그 후, 상기 레이들은 상기 스파우트를 통해 상기 처리된 용융 금속을 분배하기 위해 다시 선회된다. 특정 실시예에서, 상기 레이들은 상기 수직방향 위치를 거쳐 상기 수평방향 위치로부터 상기 처리된 용융 금속이 분배되는 제 3 위치(분배 위치)로 90°이상으로 선회된다.
In use, a treatment agent is located in the pocket and the ladle will be filled with molten metal when in the horizontal position. Generally, the ladle will be filled about half so that the molten metal is filled to a height corresponding to the intermediate plane. The ladle is then pivoted 90 ° to the vertical position such that the metal flows into the pocket containing the treatment agent. The treatment agent evaporates upon contact with the molten metal and bubbles up the pocket through the metal head. The ladle is then pivoted back to distribute the treated molten metal through the spout. In a particular embodiment, the ladle is pivoted at least 90 ° from the horizontal position through the vertical position to a third position (distribution position) where the treated molten metal is dispensed.
본 발명의 레이들은, 상기 레이들이 상기 수평방향 위치에 있을 때 공기에 노출되는 상기 금속의 표면적을 최소화하기 때문에 유용하다. 표면적의 감소는 상기 금속으로부터의 열손실의 감소와 관련한다. 열손실이 감소되면, 저온에서 상기 레이들 내로 금속이 타설되어 내화성 라이닝 및 다른 주조 장치에 대한 마모를 감소시킬 수 있다. 또는, 상기 레이들 내로 타설하는 저온은 (마그네슘과 고온 금속 사이의) 반응의 격렬함을 감소시키는 보다 낮은 마그네슘 증기 팽창에 적합할 것이다. 보다 많은 마그네슘 증기가 액체 선철 내에 효과적으로 유지되기 때문에 마그네슘 회수를 개선하는 것으로 고려되고, 보다 낮은 반응의 격렬함은 금속이 보다 차가운 환경과 덜 접촉함을 의미하기 때문에 처리 후의 온도 손실을 감소시킨다.Rays of the invention are useful because they minimize the surface area of the metal that is exposed to air when they are in the horizontal position. The reduction in surface area is related to the reduction of heat loss from the metal. If the heat loss is reduced, metal can be poured into the ladle at low temperatures to reduce wear to fire resistant linings and other casting devices. Alternatively, the low temperature poured into the ladle will be suitable for lower magnesium vapor expansion which reduces the intensity of the reaction (between magnesium and hot metal). It is considered to improve magnesium recovery because more magnesium vapor is effectively retained in the liquid pig iron, and the lower reaction severity means less contact with the colder environment, which reduces the temperature loss after treatment.
본 발명의 레이들의 다른 이점은, 상기 레이들이 상기 수직방향 위치에 있을 때 상기 처리제 위의 금속 헤드를 최대화하는 점이다. 증가된 금속 헤드는 상기 금속과 상기 처리제 사이의 반응 격렬함에서의 감소와 관련되고, 마그네슘 함유한 처리제의 경우에, 개선되고 보다 일관성 있는 마그네슘 회수와 관련된다.
Another advantage of the ladle of the present invention is that it maximizes the metal head on the treatment when the ladle is in the vertical position. The increased metal head is associated with a reduction in reaction intensity between the metal and the treatment agent and, in the case of magnesium containing treatment agent, with improved and more consistent magnesium recovery.
본 발명의 이점은 상기 레이들 라이너의 형상, 특히 상기 레이들이 충진되는 경우(수평방향 위치)와, 상기 용융 금속이 처리되는 경우(수직방향 위치)에 상기 용융 금속과 접촉하는 상기 레이들 라이너 부품의 형상으로 인해 얻어진다. (상기 레이들이 상기 수평방향 위치에 있을 때 상기 라이더의 제 1 및 제 2 단부 중간의) 수직방향 평면은 상기 레이들 라이너의 형상을 평가하기 위해 선택된다. 상기 수직방향 평면은 상기 레이들 라이너의 일반적인 단면을 나타내도록 선택되어야 한다. 상기 연속적인 측벽의 단면이 그 길이를 따라 일정하도록 상기 레이들 라이너가 규칙적인 형상을 갖는 경우, 상기 수직방향 평면은 제 1 및 제 2 단부 사이의 임의 지점에서 선택될 수 있다. 편리하게, 상기 수직방향 평면은 상기 레이들이 상기 수평방향 위치에 있을 때 상기 라이너의 제 1 및 제 2 단부에서 등거리에 있을 수 있다.
An advantage of the present invention is that the ladle liner component is in contact with the molten metal in the shape of the ladle liner, in particular when the ladle is filled (horizontal position) and when the molten metal is processed (vertical position). It is obtained due to the shape of. The vertical plane (middle of the first and second ends of the rider when the ladle is in the horizontal position) is selected to evaluate the shape of the ladle liner. The vertical plane should be chosen to represent the general cross section of the ladle liner. When the ladle liner has a regular shape such that the cross section of the continuous sidewall is constant along its length, the vertical plane can be selected at any point between the first and second ends. Conveniently, the vertical plane may be equidistant from the first and second ends of the liner when the ladles are in the horizontal position.
특정 실시예에서, 상기 포켓은 상기 레이들 라이너의 제 1 단부로부터 상기 내측 공간에서 멀어지게 연장된다(즉, 상기 레이들이 상기 수직방향 위치에 있을 때 상기 제 1 단부 아래로 연장됨). 이는 용융 금속이 상기 포켓을 충진할 수 있기 때문에 상기 레이들이 상기 수직방향 위치에 있을 때 상기 처리제 위의 금속 헤드 내에서 추가적인 증가를 제공한다. 상술한 바와 같이, 증가된 금속 헤드는 상기 금속과 상기 처리제 사이의 반응 격렬함의 감소, 및 마그네슘 함유한 처리제의 경우에 개선되고 보다 일정한 회수와 관련된다. 상기 포켓이 상기 제 1 단부로부터 연장되는 실시예에서, 상기 포켓의 길이는 50 내지 1200mm, 200 내지 1000mm 또는 400 내지 600mm일 수 있다.
In a particular embodiment, the pocket extends away from the inner space from the first end of the ladle liner (ie, extends below the first end when the ladle is in the vertical position). This provides an additional increase in the metal head above the treatment when the ladle is in the vertical position because molten metal may fill the pocket. As mentioned above, the increased metal head is associated with a reduction in reaction intensity between the metal and the treatment and improved and more consistent recovery in the case of magnesium containing treatment. In an embodiment in which the pocket extends from the first end, the length of the pocket may be 50 to 1200 mm, 200 to 1000 mm or 400 to 600 mm.
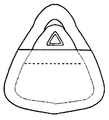
변형 실시예에서, 상기 포켓은 상기 내측 공간 내에 위치된다. 임의 경우에, 상기 포켓은 상기 내측 공간과 유체 연통하거나 또는 상기 금속과의 접촉 시에 유체 연통할 수 있다. 예를 들면, 상기 포켓은 용융 금속을 통과하게 하는 동안에 상기 처리제를 보유하기에 충분히 작은 개구를 갖는 메쉬 또는 그릴에 의해 형성될 수 있거나, 또는 용융되는 재료(예컨대, 금속)로 이루어져서 상기 포켓의 내용물에 접근할 수 있다. 상기 포켓의 용적은 상기 내측 공간의 용적에 대해 대체로 작을 수 있다. 상기 포켓의 형상은 특히 한정되지 않지만, 편리하게 상기 포켓은 상기 처리제의 보유를 보장하도록 길게 형성될 것이다. 이는 원형 또는 삼각형 단면을 가질 수 있다.
In a variant embodiment, the pocket is located in the inner space. In any case, the pocket may be in fluid communication with the inner space or in fluid contact with the metal. For example, the pocket may be formed by a mesh or grill having an opening small enough to hold the treatment agent while passing through the molten metal, or may be made of a material (e.g., metal) that is melted so that the contents of the pocket Can be accessed. The volume of the pocket may be generally small relative to the volume of the inner space. The shape of the pocket is not particularly limited, but conveniently the pocket will be elongated to ensure retention of the treatment agent. It may have a circular or triangular cross section.
상기 하측 용적과 상기 상측 용적의 비율은 1.5 이상: 1, 2 이상: 1, 또는 3 이상: 1일 수 있다.
The ratio of the lower volume and the upper volume may be 1.5 or more: 1, 2 or more: 1, or 3 or more: 1.
상기 레이들이 상기 수평방향 위치에 있을 때, 상기 내측 공간의 높이(상기 연속적인 측벽의 내부에 의해 형성된 바와 같이 상기 내측 공간의 바닥부와 상기 상부 사이의 거리)는 200mm 내지 1500mm, 400mm 내지 1000mm, 또는 600 내지 800mm일 수 있다.
When the ladle is in the horizontal position, the height of the inner space (the distance between the top and the bottom of the inner space as formed by the interior of the continuous sidewall) is 200 mm to 1500 mm, 400 mm to 1000 mm, Or 600 to 800 mm.
상기 레이들이 상기 수직방향 위치에 있을 때, 상기 내측 공간의 높이(상기 내측 공간의 바닥부와 상기 상부 사이의 거리)는 400mm 내지 3000mm, 800mm 내지 2000mm, 또는 1000mm 내지 1500mm일 수 있다.
When the ladle is in the vertical position, the height of the inner space (distance between the bottom and the top of the inner space) may be 400 mm to 3000 mm, 800 mm to 2000 mm, or 1000 mm to 1500 mm.
상기 레이들이 상기 수직방향 위치에 있을 때 상기 내측 공간의 높이와, 상기 레이들이 상기 수평방향 위치에 있을 때 상기 내측 공간의 높이의 비율은 1 이상: 1, 2 이상: 1, 3 이상: 1 또는 5 이상: 1일 수 있다. 상기 레이들이 상기 수직방향 위치에 있을 때 상기 내측 공간의 높이와, 상기 레이들이 상기 수평방향 위치에 있을 때 상기 내측 공간의 높이의 비율은 6 이상:1, 4 이하: 1, 또는 3 이하: 1일 수 있다.
The ratio of the height of the inner space when the ladles are in the vertical position and the ratio of the height of the inner space when the ladles are in the horizontal position are 1 or more: 1, 2 or more: 1, 3 or more: 1 or 5 or more: may be 1. The ratio of the height of the inner space when the ladles are in the vertical position and the ratio of the height of the inner space when the ladles are in the horizontal position are 6 or more: 1, 4 or less: 1, or 3 or less: 1 Can be.
상기 포켓이 상기 제 1 단부로부터 상기 내측 공간에서 멀어지게 연장되는 실시예에서, 상기 레이들이 상기 수직방향 위치에 있을 때 상기 내측 공간의 높이와, 상기 포켓의 길이의 비율은 1.5 이상: 1, 2 이상: 1, 2.5 이상: 1, 또는 3 이상: 1일 수 있다.
In an embodiment in which the pocket extends away from the inner space from the first end, the ratio of the height of the inner space to the length of the pocket when the ladle is in the vertical position is equal to or greater than 1.5: 1, 2 Or more: 1, 2.5 or more: 1, or 3 or more: 1.
상기 연속적인 측벽은 동일하거나 상이한 형상을 가질 수 있는 내부면 및 외부면을 갖는다. 편리하게, 상기 연속적인 측벽은 상기 내부면과 외부면이 동일한 형상을 갖도록 균일한 두께를 가질 것이다. 상기 연속적인 측벽의 내부면은 상기 내측 공간의 형상을 형성하고, 상기 연속적인 측벽의 단면은 상기 연속적인 측벽의 내부면의 단면을 지칭한다.
The continuous sidewall has an inner surface and an outer surface that can have the same or different shapes. Conveniently, the continuous sidewall will have a uniform thickness such that the inner and outer surfaces have the same shape. The inner surface of the continuous side wall forms the shape of the inner space, and the cross section of the continuous side wall refers to the cross section of the inner surface of the continuous side wall.
상기 연속적인 측벽은, 상기 연속적인 측벽의 단면이 실질적으로 다각형이 되도록 3개 이상의 벽부에 의해 형성될 수 있다. 상기 연속적인 측벽이 3개 벽부에 의해 형성되는 실시예에서, 상기 연속적인 측벽의 단면은 실질적으로 삼각형이다. 상기 연속적인 측벽이 동일한 길이의 3개 벽부에 의해 형성되는 실시예에서, 상기 연속적인 측벽의 단면은 정삼각형의 형상을 갖는다. 상기 단면이 다각형에 근거하는 실시예 중 어느 것에 있어서, 상기 코너는 반경 형성/만곡될 수 있고, 그리고/또는 상기 측부는 외측으로 굽어질 수 있다. 편리하게, 상기 측벽의 단면은 상기 제 1 및 제 2 단부 중간의 수직방향 평면에서 측정될 수 있다.
The continuous sidewall may be formed by three or more wall portions such that the cross section of the continuous sidewall is substantially polygonal. In an embodiment in which the continuous sidewall is formed by three wall portions, the cross section of the continuous sidewall is substantially triangular. In an embodiment in which the continuous side walls are formed by three wall portions of the same length, the cross section of the continuous side walls has an equilateral triangle shape. In any of the embodiments where the cross section is based on a polygon, the corner may be radiused / curved and / or the side may be bent outward. Conveniently, the cross section of the side wall can be measured in a vertical plane between the first and second ends.
상기 연속적인 측벽이 3개의 측벽부에 의해 형성되는 실시예에서, 상기 연속적인 측벽의 단면이 실질적으로 삼각형이 되도록, 상기 레이들이 상기 수직방향 위치에 있을 때 상기 내측 공간의 높이와, 측벽부의 길이의 비율은 1 이상: 1, 1.5 이상: 1, 또는 2 이상: 1일 수 있다.
In an embodiment in which the continuous sidewall is formed by three sidewall portions, the height of the inner space and the length of the sidewall portion when the ladle is in the vertical position such that the cross section of the continuous sidewall is substantially triangular. The ratio of may be 1 or more: 1, 1.5 or more: 1, or 2 or more: 1.
상기 연속적인 측벽이 3개 측벽부에 의해 형성되는 실시예에서, 상기 연속적인 측벽의 단면이 실질적으로 삼각형이 되도록, 상기 삼각형의 단면은 내접원, 즉 상기 삼각형 내에 수용될 수 있는 최대원을 형성할 것이다. 이 경우, 상기 레이들이 상기 수직방향 위치에 있을 때 상기 내측 공간의 높이와, 상기 삼각형의 단면에 의해 내접하는 원의 반경의 비율은 1.5 이상: 1, 2 이상: 1, 2.5 이상: 1, 또는 3 이상: 1일 수 있다.
In an embodiment in which the continuous sidewall is formed by three sidewall portions, the cross-section of the triangle may form an inscribed circle, i.e. the largest circle that can be accommodated within the triangle, such that the cross-section of the continuous sidewall is substantially triangular. will be. In this case, the ratio of the height of the inner space and the radius of the circle inscribed by the cross section of the triangle when the ladle is in the vertical position is 1.5 or more: 1, 2 or more: 1, 2.5 or more: 1, or 3 or more: may be 1.
상기 레이들은 처리 후에 상기 용융 금속을 초기에 수용한 다음 분배하는 스파우트를 포함한다. 이는 리레이들링 작업(re-ladling operations)을 필요로 하지 않고서, 금속이 상기 레이들로부터 상기 주조 몰드 내로 직접 타설되게 하기 때문에 특히 유리하다. 이는 온도 손실을 저감하고, 주조 공정 내의 단계를 제거함으로써 주조 생산성을 개선하는 이중의 이점을 갖는다.
The ladle includes spouts that initially receive and then distribute the molten metal after processing. This is particularly advantageous because it allows metal to be poured directly from the ladle into the casting mold without the need for re-ladling operations. This has the dual advantage of reducing temperature loss and improving casting productivity by eliminating steps in the casting process.
적절한 내화성 재료는 EP0675862B1호에 개시되어 있으며, 특히 페놀 수지 등의 유기 재료에 의해 접착되는 실리카, 알루미나 및 마그네사이트로 이루어진 내화성 라이닝인 KALTEK (RTM)이 있다. 특정 실시예에서, 상기 연속적인 측벽은 단일 구성을 갖는다.
Suitable refractory materials are disclosed in EP0675862B1, in particular KALTEK (RTM), a refractory lining consisting of silica, alumina and magnesite bonded by organic materials such as phenolic resins. In certain embodiments, the continuous sidewall has a single configuration.
상기 레이들은 상기 레이들을 선회시키기 위해 크레인, 포크리프트 또는 다른 기계류 상에 장착될 수 있다.
The ladles may be mounted on cranes, forklifts or other machinery to pivot the ladles.
상기 레이들 셀은 상기 레이들 라이너의 형상에 적합한 종래의 원통형 셀 또는 변형된 셀일 수 있다. 종래의 원통형 셀이 채용되면, 상기 연속적인 측벽의 내부면과 외부면은 상이한 형상을 가지는 것이 필요한데, 즉 상기 내화성 라이너는 균일한 두께를 가지지 않을 것이다. 비원형통 셀이 채용되면, 상기 연속적인 측벽의 내부면과 외부면은 동일한 형상을 가질 수 있다. 예를 들면, 상기 레이들 라이너가 삼각형의 단면을 갖는 측벽을 포함하는 경우, 상기 셀은 삼각형의 단면을 가질 수 있는데, 즉 삼각형 프리즘일 수 있다.
The ladle cell may be a conventional cylindrical cell or modified cell suitable for the shape of the ladle liner. If conventional cylindrical cells are employed, the inner and outer surfaces of the continuous sidewall need to have different shapes, ie the fire resistant liner will not have a uniform thickness. If a non-cylindrical cell is employed, the inner and outer surfaces of the continuous sidewall may have the same shape. For example, if the ladle liner includes a sidewall having a triangular cross section, the cell may have a triangular cross section, that is, a triangular prism.
특정 실시예에서, 상기 레이들 셀 및 상기 레이들 라이너는 실질적으로 동일한 형상을 가진다. 이는 내화성 재료의 최대량이 채용될 수 있는 이점을 갖는다. 변형례로서, 상기 레이들은 종래의 원통형 레이들 셀을 포함할 수 있다. 이는 종래의 원통형 셀을 재사용하는 경우에 편리할 수 있다. 상기 레이들 라이너의 효율은 상기 레이들 라이너를 상기 셀 내에 끼워 맞추는데 필요한 추가적인 내화성 재료의 경비를 적어도 부분적으로 상쇄할 것이다.
In certain embodiments, the ladle cell and the ladle liner have substantially the same shape. This has the advantage that a maximum amount of refractory material can be employed. As a variant, the ladles can comprise conventional cylindrical ladle cells. This may be convenient when reusing conventional cylindrical cells. The efficiency of the ladle liner will at least partially offset the expense of additional refractory material needed to fit the ladle liner into the cell.
본 발명의 제 2 실시예에 의하면, 처리제를 포켓 내에 배치함으로써, 제 1 실시예에 따른 레이들을 반입하는 단계; 상기 레이들이 상기 수평방향 위치에 있는 동안에 상기 레이들을 용융 금속으로 상기 포켓 아래의 레벨까지 충진하는 단계; 및 상기 포켓 내의 상기 처리제 상에서 용융 금속이 흐르도록 상기 레이들을 상기 수직방향 위치로 선회시키는 단계;를 포함하는 용융 금속을 처리하는 방법이 제공된다.
According to a second embodiment of the present invention, there is provided a method, comprising: carrying a ladle according to the first embodiment by placing a treatment agent in a pocket; Filling the ladle with molten metal to a level below the pocket while the ladle is in the horizontal position; And pivoting the ladle to the vertical position to allow molten metal to flow on the treatment agent in the pocket.
특정 실시예에서, 상기 방법은 상기 수직방향 위치를 거쳐 상기 수평방향 위치로부터 상기 스파우트를 통해 처리된 용융 금속이 분배되는 분배 위치로 90°이상으로 상기 레이들을 선회시키는 것을 포함한다. 또 다른 실시예에서, 상기 방법은 상기 수직방향 위치를 거쳐 상기 수평방향 위치로부터 상기 처리된 금속이 분배되는 분배 위치로 상기 레이들을 대략 180°선회시키는 것을 포함한다.
In a particular embodiment, the method includes pivoting the ladle at least 90 ° from the horizontal position to the dispensing position where the treated molten metal is dispensed through the spout via the vertical position. In another embodiment, the method includes pivoting the ladle approximately 180 ° from the horizontal position through the vertical position to a dispensing position where the treated metal is dispensed.
특정 실시예에서, 상기 레이들은, 상기 레이들이 상기 수평방향 위치에 있을 때 상기 내측 공간의 바닥부와 상기 상부 사이의 중간의 평면에 대응하는 레벨로 충진된다.
In a particular embodiment, the ladles are filled to a level corresponding to a plane in the middle between the bottom and the top of the inner space when the ladles are in the horizontal position.
본 발명의 방법은 연성철의 마련을 위해 특히 적합하며, 이 경우 상기 처리제는 구상화제이고, 상기 용융 금속은 철이다.
The process of the invention is particularly suitable for the preparation of ductile iron, in which case the treatment agent is a spheroidizing agent and the molten metal is iron.
일 실시예에서, 상기 처리제는 마그네슘 함유한 구상화제이다. 적절한 구상화제로는, 순수 마그네슘, 마그네슘-페로실리콘 합금(MgFeSi 합금), 니켈-마그네슘 합금 (NiMg 합금) 및 마그네슘-철 연탄이 있다.
In one embodiment, the treating agent is a magnesium containing spheroidizing agent. Suitable spheroidizing agents include pure magnesium, magnesium-ferrosilicon alloys (MgFeSi alloys), nickel-magnesium alloys (NiMg alloys) and magnesium-iron briquettes.
본 발명의 레이들 및 방법은 연성철(구상흑연주철) 및 V-주철(CGI: compacted graphite iron)의 제조에 사용될 수 있다.
The ladle and method of the present invention can be used for the production of ductile iron (spheroidal graphite iron) and V-cast iron (CGI).
상기 방법은 상기 처리제(예컨대, 구상화제)와의 반응 후에 상기 용융 금속의 주입을 포함할 수 있다. 주입제(inoculants)는 공정상 흑연 핵형성을 유도하도록 소량으로 첨가된 합금이다. 적절한 주입제로는, 페로실리콘 및 규화칼슘에 기초한 것이 있다.
The method may include implantation of the molten metal after reaction with the treating agent (eg, spheroidizing agent). Inoculants are alloys added in small amounts to induce graphite nucleation in the process. Suitable injectables are those based on ferrosilicon and calcium silicide.
상기 방법은 상기 처리제와의 반응 전에 상기 용융 금속의 초기화를 포함할 수 있다. 초기화제(initialiser)는 후속 처리가 보다 성공적일 수 있도록 상기 용융 금속의 산소 활성을 비활성화하도록 고려된다. 적절한 초기화제는 WO2008/012492호에 개시된 것이 있다.
The method may include initialization of the molten metal prior to reaction with the treatment agent. An initializer is contemplated to deactivate the oxygen activity of the molten metal so that subsequent processing can be more successful. Suitable initiators are those disclosed in WO2008 / 012492.
본 발명의 실시예는 첨부한 도면을 참조하여 단지 예로서만 기술될 것이다.Embodiments of the present invention will be described by way of example only with reference to the accompanying drawings.
도 1a는 본 발명의 일 실시예에 따른 레이들의 사시도,
도 1b는 사시도, 도 1c는 조립 동안에 도 1a에 도시한 레이들의 단면도,
도 1d 및 도 1e는 도 1a에 도시한 레이들의 조립체 사용되는 포머(former)의 단면도,
도 1f는 도 1a에 도시한 레이들의 단면도,
도 2a 및 도 2b는 도 1a에 도시한 레이들의 개략도,
도 3a 내지 도 3c는 본 발명의 일 실시예에 따른 레이들의 도면,
도 4a 내지 도 4c는 비교를 위한 종래의 레이들의 도면,
도 5a 내지 도 5d는 MAGMASOFT (RTM) 소프트웨어를 이용한 시뮬레이션을 도시한 도면.1A is a perspective view of a ladle according to an embodiment of the present invention,
1B is a perspective view, FIG. 1C is a cross sectional view of the ladle shown in FIG. 1A during assembly,
1D and 1E are cross-sectional views of a former used for the assembly of the ladle shown in FIG. 1A;
1F is a cross-sectional view of the ladle shown in FIG. 1A,
2A and 2B are schematic views of the ladle shown in FIG. 1A,
3A-3C are diagrams of ladles in accordance with one embodiment of the present invention;
4A-4C are diagrams of conventional ladles for comparison,
5A-5D show simulations using MAGMASOFT (RTM) software.
도 1a는 본 발명의 일 실시예에 따른 레이들(10)을 도시한다. 레이들(10)은 대체로 관형의 스틸 셀(12)과, 상기 셀(12) 내의 대체로 관형의 내화성 라이너(14)(부분적으로 보임)를 포함한다. 레이들(10)은 상단부에 개구(16)와, 하단부에 돌출부(18)를 갖는다. 셀(12)의 형상은 내화성 라이너(14)의 외부 형상에 상보적이므로, 돌출부(18)는 처리제를 보유하기 위한 포켓(도시하지 않음)의 형상에 대응한다. 또한, 레이들은 폐쇄가능한 덮개(20)를 포함하며, 그 내부면은 내화성 라이너(14)의 제 2 단부를 형성한다. 셀(12)과 내화성 라이너(14)는 스파우트(17)를 형성하도록 개구(16)에 인접하게 상단부를 향해 벌어진다. 레이들(10)은 스파우트가 레이들의 상부에 있고 포켓이 레이들의 바닥부에 있도록 수직방향 위치로 도시된다. 본 구성에서, 처리제는 개구(16)를 거쳐 포켓 내에 쉽게 반입될 수 있다.
1A shows a
레이들(10)은 도 1b 및 도 1c에 도시한 바와 같이 2개 부품으로 제조된다. 레이들(10a)의 메인 바디는 포머(22a)를 셀(12) 내에 위치시키고, 셀(12)과 포머(22a) 사이의 갭을 내화성 재료(KALTEK (RTM))로 충진함으로써 제조된다. 내화성 재료가 고화되면, 포머(22a)는 제거된다. 마찬가지로, 레이들(10b)의 돌출부는 돌출부(18)에 대응하는 셀 내의 또 다른 포머(22b)를 위치시키고, 포머(22b)와 돌출부(18) 사이의 갭을 내화성 재료로 충진함으로써 제조된다. 포머(22a, 22b)의 외부면은 내화성 레이들 라이너(14)의 내부 형상에 대응한다. 그 다음, 2개의 부품(10a, b)이 서로 부착된다.
도 1c는 포머(22a, 22b)가 제거되기 전의 레이들(10)을 덮개(20) 없이 도시한 단면도이다. 내화성 라이너(14)는 측벽(24), 하단부(26)(제 1 단부)를 포함하며, 덮개(20)가 끼워져 있지 않기 때문에, 레이들은 상단부에서 전체적으로 개방된다. 연속적인 측벽의 최상부는 덮개(20)가 끼워 맞춰지는 위치(제 2 단부)를 형성한다. 레이들 라이너(14)는 처리제를 보유하기 위한 포켓(30)을 포함한다. 포켓(30)은 제 1 단부(26)로부터 멀어지게 연장된다. 이는 처리제 위에 보다 큰 금속 헤드가 있다는 이점을 제공한다. 포켓(30)의 벽은 연속적인 벽(24)보다 두껍다. 보다 두꺼운 벽은 처리제의 증발을 위해 추가적인 단열을 제공한다.
1C is a cross-sectional view of the
레이들이 수직방향 위치에 있을 때 내측 공간의 높이는 x로 표시한다. 레이들이 수평방향 위치에 있도록 선회될 때 내측 공간의 높이는 y로 표시한다. 포켓의 깊이는 z로 표시한다. 본 실시예에서, x, y 및 z의 근사값은 각각 1380mm, 640mm 및 480mm이다. 이에 따라, x:y의 비는 대략 2.2:1이고, x:z의 비는 대략 2.9:1이다.
The height of the inner space is indicated by x when the ladle is in the vertical position. The height of the inner space is indicated by y when the ladle is pivoted to be in the horizontal position. The depth of the pocket is indicated by z. In this embodiment, the approximations of x, y and z are 1380 mm, 640 mm and 480 mm, respectively. Accordingly, the ratio of x: y is approximately 2.2: 1 and the ratio of x: z is approximately 2.9: 1.
도 1d는 포머(22a)의 단면도를 도시한다. 포머(22a)의 외부면은 연속적인 측벽(24)의 내부면 및 이에 따라 내측 공간의 단면을 형성한다. 포머(22a)의 단면은 코너가 만곡되어 있고 측부가 외측으로 굽어 있는 정삼각형에 기초한다.
1D shows a cross-sectional view of the former 22a. The outer surface of the former 22a forms a cross section of the inner surface of the
도 1e는 포머(22b)의 단면도를 도시한다. 포머(22b)의 외부면은 포켓(30)의 벽을 형성한다. 본 실시예에서, 포머(22b)의 단면은 포머(22a)의 단면(점선으로 도시함)에 관한 것이다. 포머(22b)의 단면은 대략 삼각형이다. 포켓(30)은 상이한 단면, 예컨대 원형 단면을 가질 수 있다. 그러나, 삼각형 단면이 유리한데, 그 이유는 레이들이 수직방향 위치로부터 수평방향 위치로 선회될 때 처리제를 포켓(30) 내에 보유하는데 도움을 주기 때문이다.
1E shows a cross-sectional view of the former 22b. The outer surface of the former 22b forms the wall of the
도 1f는 셀(12) 및 연속적인 내화성 측벽(24)을 포함하는 레이들(10a)의 주요부에 대한 단면을 도시한다. 측벽(24)는 각각의 코너가 측벽(24)과 접촉하는 정삼각형(점선을 도시함)에 기초한다. 본 실시예에서, 상기 삼각형 각각의 측부에 대한 길이는, 레이들이 수직방향 위치에 있을 때(도 1c에 x로 표시) 내측 공간의 높이와, 측벽부의 길이의 비율이 대략 1.8:1이 되도록 대략 740mm이다. 상기 삼각형은 내접원(점선으로 도시함)을 포함한다. 본 실시예에서, 내접원은, 레이들이 수직방향 위치에 있을 때(도 1c에 x로 표시) 내측 공간의 높이와, 원 직경의 길이의 비율이 대략 3.2:1이 되도록 대략 427mm의 직경을 갖는다.
1F shows a cross section of a major portion of
도 1a 내지 도 1f에 도시한 레이들의 비율은 처리제에 의해 금속을 처리하는데 특히 유익하므로, 양호한 열 보유와 효과적인 처리를 조합하는 것으로 고려된다.
The ratios of the ladles shown in FIGS. 1A-1F are particularly beneficial for treating metals with treatment agents, and are therefore considered to combine good heat retention with effective treatments.
도 2a 및 도 2b는 도 1a에 도시한 레이들(10)이 수평방향 위치에 있는 개략도이다. 레이들(10)은, 전술한 바와 같이, 제 1 단부(26), 제 2 단부(28) 및 연속적인 측벽(24)을 포함한다. 이와 같은 수평방향 구성에서, 측벽의 상부는 내측 공간의 상부(40)를 형성하고, 측벽의 하부는 내측 공간의 바닥부(42)를 형성한다. 제 1 및 제 2 단부 중간의 수직방향 평면(44)이 도시된다. 수직방향 평면은 연속적인 측벽(24)이 규칙적인 형상을 갖는 위치에 대응하기 때문에 제 2 단부(28)보다 제 1 단부(26)에 근접하게 선택된다. 내측 공간의 상부(40)와 바닥부(42) 사이의 중간의 수평방향 평면(46)이 도시된다. 내측 공간(42)의 바닥부, 제 1 단부(26), 중간 평면(46) 및 수직방향 평면(44) 사이에 형성된 내측 공간의 용적(하측 용적)은 I로 표시된다. 내측 공간(42)의 상부, 제 1 단부926), 중간 평면(46) 및 수직방향 평면(44) 사이에 형성된 내측 공간의 용적(상측 용적)은 II로 표시된다. 도 1a를 참조하면, 용적(I, II)은 동일한 것으로 나타내지만, 연속적인 측벽(24)의 단면 형상으로 인해 용적(I)이 용적(II)보다 큰 것임이 도 2b에서 명백하다.
2A and 2B are schematic views in which the
본 발명의 일 실시예에 따른 레이들의 삼각형의 프리즘 형상은, 레이들이 수평방향 위치에 있을 때 금속으로부터 열손실, 및 레이들이 수직방향 위치에 있을 때(제 2 위치) 처리제 위의 증가된 금속 헤드의 견지에서 원통형 레이들에 비해 유리하다. 도 2b의 개략도에서 명백한 바와 같이, 레이들이 중간 정도 충진되면, 공기에 노출되는 금속의 표면은 비교대상인 원통형 레이들보다 작을 것이다. 마찬가지로, 레이들이 수평방향 위치로부터 수직방향 위치로 선회될 때, 금속 높이는 비교대상인 원통형 레이들보다 클 것이다.
The triangular prism shape of the ladle according to one embodiment of the invention is characterized by heat loss from the metal when the ladle is in the horizontal position, and increased metal head on the treatment agent when the ladle is in the vertical position (second position). It is advantageous over cylindrical ladles in terms of. As evident in the schematic of FIG. 2B, if the ladles are moderately filled, the surface of the metal exposed to air will be smaller than the comparative cylindrical ladles. Likewise, when the ladle is pivoted from the horizontal position to the vertical position, the metal height will be larger than the cylindrical ladle to be compared.
예 1 및 Example 1 and 비교예Comparative example 1 : 시뮬레이션 1: simulation
본 발명의 일 실시예(예 1)에 따른 레이들에 대한 열손실율을 공정하게 평가하기 위해, 본 발명자는 2개의 레이들, (본 발명의 일 실시예에 따른) 예 1, 및 비교를 위한 또 다른 레이들(비교예 1)을 설계하였고, MAGMASOFT 시뮬레이션 툴을 이용하여 시뮬레이션을 돌렸다. MAGMASOFT는 주조의 몰드 충진 및 고형화를 모델링하기 위한 MAGMA Gieβereitechnologie GmbH에 의해 공급되는 선두적인 시뮬레이션 툴이다. 일반적으로, 경비 및 비용 소모적인 주조 공장에서의 시도를 회피하기 위해 사용된다.
In order to fairly evaluate the heat loss rate for the ladle according to one embodiment of the present invention (Example 1), the inventors have applied two ladles, Example 1 (according to one embodiment of the present invention), and for comparison Another ladle (Comparative Example 1) was designed and run simulation using the MAGMASOFT simulation tool. MAGMASOFT is the leading simulation tool supplied by MAGMA Gieβereitechnologie GmbH for modeling mold filling and solidification of castings. In general, it is used to avoid costly and costly attempts at the foundry.
예 1의 레이들은 도 3a(수직방향 위치)와, 도 3b 및 도 3c(수평방향 위치)로 도시된다. 내측 공간은 실질적으로 삼각형의 단면을 갖는다. 비교예 1은 도 4a(수직방향 위치)와, 도 4b 및 도 4c(수평방향 위치)로 도시된다. 내측 공간은 원형의 단면을 갖는다. 각각의 도면에 도시된 점선은 레이들이 작업 성능으로 충진되는 경우에 용융 금속의 레벨을 예시한다. 2개의 레이들의 특정 비교는 하기의 표에 나타낸다.The ladles of Example 1 are shown in FIGS. 3A (vertical position) and FIGS. 3B and 3C (horizontal position). The inner space has a substantially triangular cross section. Comparative Example 1 is shown in FIGS. 4A (vertical position) and FIGS. 4B and 4C (horizontal position). The inner space has a circular cross section. The dashed line shown in each figure illustrates the level of molten metal when the ladle is filled with working performance. Specific comparisons of the two ladles are shown in the table below.
알 수 있는 바와 같이, 양자의 레이들이 동일한 양의 금속을 보유하더라도, 그들의 상이한 형상으로 인해 상이한 레벨로 충진된다. 수평방향 위치에서, 금속은 양자의 경우에 유사한 높이로 충진되지만, 레이들이 수직방향 위치로 회전될 때, 금속 높이는 비교예 1보다 예 1에서 훨씬 높다. 증발가능한 처리제 위의 보다 높은 금속 높이는 보다 많은 금속을 통해 이동해야 하므로, 용융 금속 내에 보다 쉽게 유지되므로, 보다 양호한 회수율을 초래한다.
As can be seen, even though both rays carry the same amount of metal, they are filled at different levels due to their different shape. In the horizontal position, the metal is filled to a similar height in both cases, but when the ladle is rotated to the vertical position, the metal height is much higher in Example 1 than in Comparative Example 1. Higher metal heights above the evaporable treatment must move through more metal and thus are more easily retained in the molten metal, resulting in better recovery.
또한, (공기 또는 레이들의 벽과 접촉하는) 금속의 총 표면적, 및 (공기와 접촉하는) 금속의 상부 표면적은 비교예 1에서보다 예 1에서 작다. 이는 비교예 1보다 예 1에 대해 보다 큰 기하학적 계수에 대응한다. 따라서, 예 1의 레이들 내의 용융 금속은 비교예 1의 레이들에서의 용융 금속보다 훨씬 늦게 냉각할 것이다.
In addition, the total surface area of the metal (in contact with the wall of the air or ladle), and the upper surface area of the metal (in contact with the air) is smaller in Example 1 than in Comparative Example 1. This corresponds to a larger geometric coefficient for Example 1 than Comparative Example 1. Thus, the molten metal in the ladle of Example 1 will cool much later than the molten metal in the ladle of Comparative Example 1.
시뮬레이션에서, 레이들은 용융 금속을 수용하며 KALTEK (RTM) 재료와 같은 단열 특성을 갖는 내화성 라이딩을 구비하는 것으로 모델링하였다. 모델은 금속 위의 경계 재료가 공기인 것으로 고려된다. 시뮬레이션은 내화성 라이닝을 위한 2개의 상이한 시작 온도(1400℃ 및 1580℃)로 작동하였다. 240초 후의 결과는 도 5a 내지 도 5d에 도시된다. 시뮬레이션 출력은 금속의 음영 윤곽 다이아그램이며, 음영의 어둡기는 액체 금속의 온도에 반비례하는, 즉 음영이 어두울수록 금속은 더 차며 - 시뮬레이션에서 실제값이 온도 키(temperature key)에 의해 나타내어진다.
In the simulation, the ladle was modeled with fire resistant riding that contained molten metal and had the same thermal properties as the KALTEK (RTM) material. The model considers that the boundary material on the metal is air. The simulation was run at two different starting temperatures (1400 ° C. and 1580 ° C.) for fire resistant linings. Results after 240 seconds are shown in FIGS. 5A-5D. The simulation output is a shaded contour diagram of the metal, the darkness of the shade being inversely proportional to the temperature of the liquid metal, i.e. the darker the shade, the colder the metal-the actual value in the simulation is represented by the temperature key.
도 5a 및 도 5b는 내화성 라이닝이 예 1 및 비교예 1 각각을 위해 1400℃의 시작 온도를 가질 때 금속의 표면 온도를 도시한다. 금속의 표면 온도는, 양자의 레이들이 동일한 양의 금속을 함유하고 동일한 시작 온도를 가지더라도 본 발명의 레이들이 비교예보다고 높다. 이는 도 5a에 비해 도 5b에서의 금속 표면 상에서 보다 어두운 윤곽(음영)의 보다 높은 비율에 의해 도시되는데, 그 이유는 음영이 보다 어두울수록 금속이 보다 차기 때문이다.
5A and 5B show the surface temperature of the metal when the fire resistant lining has a starting temperature of 1400 ° C. for each of Example 1 and Comparative Example 1. FIG. The surface temperature of the metal is higher than the comparative examples of the ladles of the present invention even though both ray contain the same amount of metal and have the same starting temperature. This is illustrated by the higher proportion of darker contours (shading) on the metal surface in FIG. 5B compared to FIG. 5A because the darker the shade, the colder the metal.
도 5c 및 도 5d는 내화성 라이닝이 예 1 및 비교예 1 각각을 위해 15800℃의 시작 온도를 가질 때 금속의 표면 온도를 도시한다. 다시, 금속의 표면 온도는 도 5d에 비해 도 5c에서의 보다 밝은 음영에 의해 도시한 바와 같이 비교예보다 본 발명의 레이들에 대해 보다 높다. 이는 본 발명의 레이들이 금속을 보다 길게 뜨겁게 유지하게 하는 것을 예시한다.
5C and 5D show the surface temperature of the metal when the fire resistant lining has a starting temperature of 15800 ° C. for each of Example 1 and Comparative Example 1. FIG. Again, the surface temperature of the metal is higher for the ladle of the present invention than the comparative example, as shown by the lighter shade in FIG. 5C compared to FIG. 5D. This illustrates that the ladle of the present invention keeps the metal hotter for longer.
예 2 및 Example 2 and 비교예Comparative example 2 - 2 - 연성철의Ductile iron 마련 prepared
본 발명의 일 실시예에 따른 레이들(예 2) 및 스탠다드 턴디시 레이들(비교예 2)을 이용하여 연성철을 마련하였다. 각각의 경우에, 마그네슘 페로실리콘 합금(FeSiMg)으로 용융 철을 처리하였다. 4와 9/10 분 후에 마그네슘 회수를 측정하였다. 하기의 수학식을 이용하여 마그네슘 회수를 연산하였다.
Ductile iron was prepared using a ladle (example 2) and a standard tundish ladle (comparative example 2) according to an embodiment of the present invention. In each case, molten iron was treated with magnesium ferrosilicon alloy (FeSiMg). Magnesium recovery was measured after 4 and 9/10 minutes. Magnesium recovery was calculated using the following equation.
Mg 회수 % = (0.76 x (비금속의 S% - 나머지 S%) + 나머지 Mg%) x 100 / 첨가된 Mg%
Mg recovery% = (0.76 x (S% of base metal-remaining S%) + remaining Mg%) x 100 / added Mg%
예 2Example 2
도 1a에 도시한 레이들(10)을 최하측 지점에서 포켓(18)과의 수직방향 위치에 배치하였다. 그 다음, 개구 내에 배치된 긴 목 형상의 깔때기를 이용하여 포켓 내에 20.8kg의 마그네슘 페로실리콘 합금(5.38 Mg)을 반입하였다. 처리제를 반입한 후에, 레이들을 수평방향에 90°로 회전하였다. 그 다음, 레이들에 1480℃의 온도에서 1600kg의 용융 철로 충진하였다. 그 다음, 용융 철이 포켓 내로 흐르도록 레이들을 수직방향 위치로 다시 회전시켰다. 용융 철이 마그네슘 합금과 반응했기 때문에 흰색의 밝은 점으로 도시하였다. 레이들을 경사지게 하여 스파우트(17) 외부로 타설함으로써 금속을 레이들 외부로 타설하였다. 그 결과는 하기와 같다.
The
비교예Comparative example 2 2
스탠다드 턴시디 레이들 내의 리세스에 14.4kg 마그네슘 페로실리콘 합금(5.38% Mg)을 배치하였고, 1500℃의 온도(스탠다드 실시)에서의 800kg의 용융 금속을 레이들 내로 타설하였다. 그 결과는 하기와 같다.A 14.4 kg magnesium ferrosilicon alloy (5.38% Mg) was placed in the recess in the standard turni ladle and 800 kg of molten metal at a temperature of 1500 ° C. (standard practice) was cast into the ladle. The result is as follows.
마그네슘 회수는 비교예 2보다 예 2에서 상당히 높다. 따라서, 본 발명의 일 실시에에 따른 레이들은 스탠다드 턴디시 레이들보다 양호한 회수율을 제공하는 것으로 나타난다.Magnesium recovery is significantly higher in Example 2 than in Comparative Example 2. Thus, ladles according to one embodiment of the present invention appear to provide better recovery than standard tundish ladles.
Claims (15)
상기 레이들은 제 1 단부와 제 2 단부를 가지며, 그 사이에 연속적인 측벽을 갖고, 상기 제 1 및 제 2 단부와 상기 연속적인 측벽 사이에는 내측 공간이 형성되고,
상기 레이들은 처리제를 보유하는 포켓; 및 상기 레이들이 상기 수평방향 및 수직방향 위치에 있을 때 상기 내측 공간의 바닥부보다 상부에 근접하게 위치된 용융 금속을 수용하여 타설하기 위한 스파우트(spout)를 더 포함하며,
상기 포켓은 상기 제 1 단부에 인접하게 위치되고 상기 내측 공간과 유체 연통하고, 상기 레이들이 상기 수평방향 위치에 있을 때 상기 내측 공간의 바닥부보다 상부에 근접하고 상기 레이들이 상기 수직방향 위치에 있을 때 상기 내측 공간의 상부보다 바닥부에 근접하게 위치되고,
상기 수평방향 위치에서, 상기 내측 공간의 상부와 바닥부 사이와, 상기 제 1 및 제 2 단부 중간의 수직방향 평면과 상기 제 1 단부 사이의 중간에 있는 평면 아래에 형성된 상기 내측 공간의 하측 용적은 상기 중간의 평면 위에 그리고 상기 제 1 단부와 상기 수직방향 평면 사이에 형성된 상기 내측 공간의 상부 용적보다 큰 것을 특징으로 하는 처리 레이들.
A treatment ladle comprising a ladle cell that generally receives a tubular ladle liner and which is pivotable between a horizontal position and a vertical position,
The ladle has a first end and a second end, with continuous sidewalls therebetween, and an inner space is formed between the first and second ends and the continuous sidewalls,
The ladle includes a pocket for holding a treatment agent; And a spout for receiving and pouring molten metal positioned closer to the top than the bottom of the inner space when the ladles are in the horizontal and vertical positions,
The pocket is located adjacent to the first end and in fluid communication with the inner space, and closer to the top than the bottom of the inner space when the lays are in the horizontal position and the lays in the vertical position. When located closer to the bottom than the top of the inner space,
In the horizontal position, the lower volume of the inner space formed between the top and the bottom of the inner space and below the plane in the middle between the vertical plane between the first and second ends and the first end is And a top volume of said inner space formed above said intermediate plane and between said first end and said vertical plane.
상기 포켓은 상기 레이들 라이너의 제 1 단부로부터 상기 내측 공간에서 멀어지게 연장되는 것을 특징으로 하는 처리 레이들.
The method of claim 1,
And the pocket extends away from the inner space from the first end of the ladle liner.
상기 하측 용적과 상기 상측 용적의 비율은 1.5 이상: 1인 것을 특징으로 하는 처리 레이들.
The method according to claim 1 or 2,
The ratio of said lower volume and said upper volume is 1.5 or more: 1, The process ladle characterized by the above-mentioned.
상기 레이들이 상기 수직방향 위치에 있을 때 상기 내측 공간의 높이와, 상기 레이들이 상기 수평방향 위치에 있을 때 상기 내측 공간의 높이의 비율은 1.2 이상:1인 것을 특징으로 하는 처리 레이들.
4. The method according to any one of claims 1 to 3,
And a ratio of a height of the inner space when the ladle is in the vertical position and a height of the inner space when the ladle is in the horizontal position is 1.2 or more: 1.
상기 레이들이 상기 수직방향 위치에 있을 때 상기 내측 공간의 높이와, 상기 레이들이 상기 수평방향 위치에 있을 때 상기 내측 공간의 높이의 비율은 6 이하: 1인 것을 특징으로 하는 처리 레이들.
5. The method according to any one of claims 1 to 4,
And a ratio of a height of the inner space when the ladles are in the vertical position and a height of the inner space when the ladles are in the horizontal position is 6 or less: 1.
상기 포켓은 상기 레이들 라이너의 제 1 단부로부터 상기 내측 공간에서 멀어지게 연장되고,
상기 레이들이 상기 수직방향 위치에 있을 대 상기 내측 공간의 높이와, 상기 포켓의 길이의 비는 2 이상: 1인 것을 특징으로 하는 처리 레이들.
The method according to any one of claims 1 to 5,
The pocket extends away from the inner space from the first end of the ladle liner,
And the ratio of the height of the inner space to the length of the pocket when the ladle is in the vertical position is at least two: one.
상기 연속적인 측벽은, 상기 연속적인 측벽의 단면이 실질적으로 다각형이 되도록 3개 이상의 벽부에 의해 형성되는 것을 특징으로 하는 처리 레이들.
The method according to any one of claims 1 to 6,
The continuous sidewall is formed by three or more wall portions such that the cross-section of the continuous sidewall is substantially polygonal.
상기 연속적인 측벽은, 상기 연속적인 측벽의 단면이 실질적으로 삼각형이 되도록 3개 벽부에 의해 형성되는 것을 특징으로 하는 처리 레이들.
The method of claim 7, wherein
The continuous sidewall is formed by three wall portions such that the cross-section of the continuous sidewall is substantially triangular.
상기 다각형의 코너는 만곡되는 것, 및 상기 다각형의 측부는 외측으로 굽어지는 것 중 하나 이상인 것을 특징으로 하는 처리 레이들.
The method according to claim 7 or 8,
Wherein the corner of the polygon is curved, and the side of the polygon is one or more of bent outwards.
상기 연속적인 측벽은, 상기 연속적인 측벽의 단면이 실질적으로 삼각형이 되도록 3개의 측벽부에 의해 형성되고,
상기 레이들이 상기 수직방향 위치에 있을 때 상기 내측 공간의 높이와, 상기 측벽부 중 하나 이상의 길이에 대한 비는 1.5 이상: 1인 것을 특징으로 하는 처리 레이들.
The method according to any one of claims 1 to 9,
The continuous sidewall is formed by three sidewall portions such that the cross-section of the continuous sidewall is substantially triangular,
And a ratio of the height of the inner space to the length of at least one of the sidewall portions when the ladle is in the vertical position is at least 1.5: 1.
상기 연속적인 측벽은 단일 구성(unitary construction)을 갖는 것을 특징으로 하는 처리 레이들.
The method according to any one of claims 1 to 10,
And the continuous sidewall has a unitary construction.
상기 레이들 셀과 상기 레이들 라이너는 실질적으로 동일한 형상을 갖는 것을 특징으로 하는 처리 레이들.
The method according to any one of claims 1 to 11,
And the ladle cell and the ladle liner have substantially the same shape.
처리제를 포켓 내에 배치함으로써, 제1항 내지 제12항 중 어느 한 항에 따른 레이들을 반입하는 단계;
상기 레이들이 상기 수평방향 위치에 있는 동안에 상기 레이들을 용융 금속으로 상기 포켓 아래의 레벨까지 충진하는 단계; 및
상기 포켓 내의 상기 처리제 상에서 용융 금속이 흐르도록 상기 레이들을 상기 수직방향 위치로 선회시키는 단계;를 포함하는 것을 특징으로 하는 용융 금속 처리 방법.
In the method of processing molten metal,
Carrying a ladle according to any one of claims 1 to 12 by placing the treatment agent in a pocket;
Filling the ladle with molten metal to a level below the pocket while the ladle is in the horizontal position; And
Turning the ladle to the vertical position to allow molten metal to flow on the treatment agent in the pocket.
상기 레이들은 상기 수직방향 위치를 거쳐 상기 수평방향 위치로부터 상기 스파우트를 통해 처리된 용융 금속이 분배되는 분배 위치로 90°이상으로 선회되는 것을 특징으로 하는 용융 금속 처리 방법.
The method of claim 13,
And said ladle is pivoted at least 90 [deg.] From said horizontal position through said vertical position to a dispensing position where said molten metal processed through said spout is dispensed.
상기 처리제는 구상화제(nodulariser)인 것을 특징으로 하는 용융 금속 처리 방법.The method according to claim 13 or 14,
And the treating agent is a nodulariser.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP09251258A EP2251443B1 (en) | 2009-05-06 | 2009-05-06 | Treatment ladle |
| EP09251258.1 | 2009-05-06 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20120007432A true KR20120007432A (en) | 2012-01-20 |
| KR101657126B1 KR101657126B1 (en) | 2016-09-13 |
Family
ID=41397618
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020107029318A KR101657126B1 (en) | 2009-05-06 | 2010-04-26 | Treatment ladle |
Country Status (21)
| Country | Link |
|---|---|
| US (1) | US20120152060A1 (en) |
| EP (1) | EP2251443B1 (en) |
| JP (1) | JP5639154B2 (en) |
| KR (1) | KR101657126B1 (en) |
| CN (1) | CN102084010B (en) |
| AT (1) | ATE529539T1 (en) |
| AU (1) | AU2010244265B2 (en) |
| BR (1) | BRPI1003637A2 (en) |
| CA (1) | CA2760249C (en) |
| DK (1) | DK2251443T3 (en) |
| ES (1) | ES2373268T3 (en) |
| HR (1) | HRP20110923T1 (en) |
| MX (1) | MX2010014295A (en) |
| PL (1) | PL2251443T3 (en) |
| PT (1) | PT2251443E (en) |
| RS (1) | RS52039B (en) |
| RU (1) | RU2530922C2 (en) |
| SI (1) | SI2251443T1 (en) |
| UA (1) | UA104891C2 (en) |
| WO (1) | WO2010128273A1 (en) |
| ZA (1) | ZA201106905B (en) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102952914A (en) * | 2011-08-20 | 2013-03-06 | 鞍钢股份有限公司 | Centralized melting method of torpedo additives |
| CN103909236A (en) * | 2013-01-09 | 2014-07-09 | 广西玉柴机器股份有限公司 | Iron liquid vermicularizing treating method and rotation ladle |
| FR3006695A1 (en) | 2013-06-10 | 2014-12-12 | Mourad Toumi | PROCESS AND DEVICE FOR PROCESSING A FUSION METAL OR METAL ALLOY WITH AN ADDITIVE SUBSTANCE |
| CN108788027A (en) * | 2018-06-23 | 2018-11-13 | 共享装备股份有限公司 | The spheroidization device and spheronization process of spheroidal graphite cast-iron |
| KR102605727B1 (en) * | 2022-03-08 | 2023-11-29 | 주식회사 부천주물 | Hybrid ladle and automatic molten metal injection system using hybrid ladle and molten metal injection method of automatic molten metal injection system using hybrid ladle |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3724829A (en) * | 1968-01-26 | 1973-04-03 | Fischer Ag Georg | Apparatus for the introduction of volatile additives into a melt |
| US3833361A (en) * | 1970-07-06 | 1974-09-03 | Kusaka Rare Metal Prod Co Ltd | Method for adding special elements to molten pig iron |
| US4488711A (en) * | 1983-03-24 | 1984-12-18 | Sperry Corporation | Treating ladle for ductile iron treatment |
| US4509979A (en) * | 1984-01-26 | 1985-04-09 | Modern Equipment Company | Method and apparatus for the treatment of iron with a reactant |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH549095A (en) * | 1971-03-31 | 1974-05-15 | Fischer Ag Georg | METHOD AND DEVICE FOR THE PRODUCTION OF CAST IRON WITH BALL GRAPHITE. |
| US3955974A (en) * | 1971-05-18 | 1976-05-11 | Georg Fischer Aktiengesellschaft | Apparatus and method for treating a metal melt with a vaporizable substance |
| US4391636A (en) * | 1981-12-16 | 1983-07-05 | Wintec Company | Method of and apparatus for the production of nodular (ductile) cast iron |
| SU1202704A1 (en) * | 1983-08-03 | 1986-01-07 | Rabinovich Benedikt V | Apparatus for teeming molten metal |
| SE453302B (en) * | 1984-10-16 | 1988-01-25 | Asea Ab | DEVICE FOR PROTECTED SHOCK-FREE DRAINAGE FROM TIPPABLE CYLINDRICAL CONTAINER |
| SU1371972A1 (en) * | 1986-05-15 | 1988-02-07 | Днепропетровский химико-технологический институт им.Ф.Э.Дзержинского | Lip-pour ladle for inoculating iron-carbon alloys |
| CH679987A5 (en) * | 1989-11-28 | 1992-05-29 | Fischer Ag Georg | |
| IT1248457B (en) * | 1991-04-05 | 1995-01-19 | Benet Di Bennati Ettore | METHOD AND EQUIPMENT FOR THE TREATMENT OF METAL BATHS BY MEANS OF A HIGH POTENTIAL OF GAS OR STEAM |
| GB9226662D0 (en) | 1992-12-22 | 1993-02-17 | Foseco Int | Refractory compositions |
| ES2127445T3 (en) * | 1994-09-22 | 1999-04-16 | Metallurg Hafner & Polte Mit B | SUBMERSIBLE CONTAINER FOR INTRODUCING PURE MAGNESIUM IN A TREATMENT AND USE BOILER OF THIS SUBMERSIBLE CONTAINER. |
| GB0614705D0 (en) | 2006-07-25 | 2006-09-06 | Foseco Int | Improved meethod of producing ductile iron |
| CN100513586C (en) * | 2007-07-04 | 2009-07-15 | 芜湖新兴铸管有限责任公司 | Production process and device of nodular cast iron pipe |
-
2009
- 2009-05-06 ES ES09251258T patent/ES2373268T3/en active Active
- 2009-05-06 SI SI200930116T patent/SI2251443T1/en unknown
- 2009-05-06 PT PT09251258T patent/PT2251443E/en unknown
- 2009-05-06 EP EP09251258A patent/EP2251443B1/en active Active
- 2009-05-06 RS RS20110538A patent/RS52039B/en unknown
- 2009-05-06 DK DK09251258.1T patent/DK2251443T3/en active
- 2009-05-06 PL PL09251258T patent/PL2251443T3/en unknown
- 2009-05-06 AT AT09251258T patent/ATE529539T1/en active
-
2010
- 2010-04-26 MX MX2010014295A patent/MX2010014295A/en active IP Right Grant
- 2010-04-26 JP JP2012509081A patent/JP5639154B2/en active Active
- 2010-04-26 CN CN201080002007.7A patent/CN102084010B/en active Active
- 2010-04-26 UA UAA201114414A patent/UA104891C2/en unknown
- 2010-04-26 CA CA2760249A patent/CA2760249C/en active Active
- 2010-04-26 WO PCT/GB2010/000824 patent/WO2010128273A1/en active Application Filing
- 2010-04-26 US US12/737,335 patent/US20120152060A1/en not_active Abandoned
- 2010-04-26 KR KR1020107029318A patent/KR101657126B1/en active IP Right Grant
- 2010-04-26 AU AU2010244265A patent/AU2010244265B2/en active Active
- 2010-04-26 BR BRPI1003637A patent/BRPI1003637A2/en not_active Application Discontinuation
- 2010-04-26 RU RU2011149480/02A patent/RU2530922C2/en active
-
2011
- 2011-09-21 ZA ZA2011/06905A patent/ZA201106905B/en unknown
- 2011-12-12 HR HR20110923T patent/HRP20110923T1/en unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3724829A (en) * | 1968-01-26 | 1973-04-03 | Fischer Ag Georg | Apparatus for the introduction of volatile additives into a melt |
| US3833361A (en) * | 1970-07-06 | 1974-09-03 | Kusaka Rare Metal Prod Co Ltd | Method for adding special elements to molten pig iron |
| US4488711A (en) * | 1983-03-24 | 1984-12-18 | Sperry Corporation | Treating ladle for ductile iron treatment |
| US4509979A (en) * | 1984-01-26 | 1985-04-09 | Modern Equipment Company | Method and apparatus for the treatment of iron with a reactant |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2760249A1 (en) | 2010-11-11 |
| PL2251443T3 (en) | 2012-03-30 |
| ATE529539T1 (en) | 2011-11-15 |
| JP5639154B2 (en) | 2014-12-10 |
| EP2251443B1 (en) | 2011-10-19 |
| AU2010244265B2 (en) | 2013-11-21 |
| CN102084010A (en) | 2011-06-01 |
| BRPI1003637A2 (en) | 2016-02-23 |
| AU2010244265A1 (en) | 2010-11-11 |
| JP2012526198A (en) | 2012-10-25 |
| UA104891C2 (en) | 2014-03-25 |
| PT2251443E (en) | 2011-12-22 |
| SI2251443T1 (en) | 2012-01-31 |
| RU2011149480A (en) | 2013-06-20 |
| HRP20110923T1 (en) | 2012-01-31 |
| CN102084010B (en) | 2014-08-27 |
| US20120152060A1 (en) | 2012-06-21 |
| EP2251443A1 (en) | 2010-11-17 |
| DK2251443T3 (en) | 2012-02-06 |
| RU2530922C2 (en) | 2014-10-20 |
| CA2760249C (en) | 2016-07-05 |
| RS52039B (en) | 2012-04-30 |
| WO2010128273A1 (en) | 2010-11-11 |
| MX2010014295A (en) | 2011-03-03 |
| KR101657126B1 (en) | 2016-09-13 |
| ZA201106905B (en) | 2012-11-29 |
| ES2373268T3 (en) | 2012-02-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20120007432A (en) | Treatment ladle | |
| JPH028237B2 (en) | ||
| CN207259533U (en) | Nodularization bag and casting equipment | |
| CN101509084B (en) | Method for producing nodulizing agent | |
| US2223617A (en) | Casting ladle and heating means therefor | |
| US3955721A (en) | Expendable tundish liner | |
| JP2012148293A (en) | Method of casting ingot | |
| RU2518879C2 (en) | Method and device for inoculation | |
| CN213826982U (en) | Spheroidizing bag with large height-diameter ratio | |
| CN103422008B (en) | Production and application of vermicular graphite cast iron vermiculizer | |
| CN207987274U (en) | A kind of abnormal shape slag pot grid | |
| JP7425949B2 (en) | Remaining water storage container | |
| RU2154547C1 (en) | Cover for ladle in pig iron inoculation | |
| US4922992A (en) | Melt-holding vessel and method of and apparatus for countergravity casting | |
| KR102605727B1 (en) | Hybrid ladle and automatic molten metal injection system using hybrid ladle and molten metal injection method of automatic molten metal injection system using hybrid ladle | |
| CN103757518A (en) | Production method of high-quality spheroidizing agent | |
| RU32013U1 (en) | Casting ladle for casting and casting | |
| JPS63130256A (en) | Ladle for molten metal | |
| KR20010065421A (en) | Apparatus of Warming up Ladle | |
| RU2085324C1 (en) | Silicon pouring ingot mold | |
| KR20160077832A (en) | Device for receiving molten steel | |
| JPS6039155Y2 (en) | ladle | |
| CA1042625A (en) | Tundish liners | |
| RU50893U1 (en) | THERMOSTAT - STEEL FILLING BUCKET | |
| JP3180176B2 (en) | Furnace structure of electric furnace |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 20190828 Year of fee payment: 4 |