KR20060071417A - 튜브 밀링 헤드 - Google Patents
튜브 밀링 헤드 Download PDFInfo
- Publication number
- KR20060071417A KR20060071417A KR1020067004851A KR20067004851A KR20060071417A KR 20060071417 A KR20060071417 A KR 20060071417A KR 1020067004851 A KR1020067004851 A KR 1020067004851A KR 20067004851 A KR20067004851 A KR 20067004851A KR 20060071417 A KR20060071417 A KR 20060071417A
- Authority
- KR
- South Korea
- Prior art keywords
- tube
- blade
- bevel
- cutting
- milling
- Prior art date
Links
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C3/00—Milling particular work; Special milling operations; Machines therefor
- B23C3/007—Milling end surfaces of nuts or tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B5/00—Turning-machines or devices specially adapted for particular work; Accessories specially adapted therefor
- B23B5/16—Turning-machines or devices specially adapted for particular work; Accessories specially adapted therefor for bevelling, chamfering, or deburring the ends of bars or tubes
- B23B5/167—Tools for chamfering the ends of bars or tubes
- B23B5/168—Tools for chamfering the ends of bars or tubes with guiding devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C9/00—Details or accessories so far as specially adapted to milling machines or cutter
- B23C9/005—Details or accessories so far as specially adapted to milling machines or cutter milling heads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2210/00—Details of turning tools
- B23B2210/02—Tool holders having multiple cutting inserts
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/19—Rotary cutting tool
- Y10T407/1906—Rotary cutting tool including holder [i.e., head] having seat for inserted tool
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/19—Rotary cutting tool
- Y10T407/1906—Rotary cutting tool including holder [i.e., head] having seat for inserted tool
- Y10T407/1934—Rotary cutting tool including holder [i.e., head] having seat for inserted tool with separate means to fasten tool to holder
- Y10T407/1936—Apertured tool
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/19—Rotary cutting tool
- Y10T407/1946—Face or end mill
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/22—Cutters, for shaping including holder having seat for inserted tool
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/22—Cutters, for shaping including holder having seat for inserted tool
- Y10T407/2202—Plural spaced seats and common holder
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/304144—Means to trim edge
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/30952—Milling with cutter holder
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T82/00—Turning
- Y10T82/16—Severing or cut-off
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T82/00—Turning
- Y10T82/22—Portable lathe for pipe turning
Abstract
보일러 튜브 군의 튜브 단부와 같은 튜브 단부는 베벨링될 부분 또는 베벨링된 부분 아래의 영역을 포함하며, 튜브 단부의 일 부분으로부터 마이크로-직경 튜브 필름 제거 단계를 포함하는 임의의 다양한 조합의 공정을 이용하여 가공된다. 마이크로-필름 직경 제거 단계는 튜브 상에서 수행되는 후속적인 용접 또는 접합 단계에 도움이되는 노출된, 깨끗한 금속 표면을 갖는 튜브를 제공한다. 바람직하게, 공정은 호환성 밀링 또는 절삭 헤드를 구비하는 튜브 밀링 공구로 수행된다. 특수 밀링 헤드는가 기재되어 있으며, 일 실시예에서, 마이크로-직경 튜브 필름 제거 단계를 수행하는데 적어도 이용된다.
Description
본 출원은 "밀링 헤드 및 튜브 단부 가공을 위한 방법(Method For Tube End Preparation and Milling Head Therefore)"의 명칭으로 2003년 9월 9일 출원된 U.S. 제 10/657,890 호의 일부 계속 출원이다.
보일러 튜브군의 튜브 단부와 같은 튜브 단부들은 선택적으로, 베벨링될 튜브 부분 또는 영역 내의, 그리고 선택적으로 베벨링될 부분에 접하는 영역 내의 튜브 단부의 일 부분으로부터 마이크로-직경 튜브 필름 제거를 포함하는 단계를 포함하는 공정의 임의의 다양한 조합을 이용하여 가공된다. 마이크로-직경 필름 제거 단계는 튜브 상에서 수행되는 후속적인 용접 또는 접합에 전도성이 있으며 노출되는, 깨끗한 금속 표면을 갖춘 튜브를 제공한다. 바람직하게, 공정은 호환성 밀링 또는 절삭 헤드를 구비한 튜브 밀링 공구를 갖추어 수행된다. 일 실시예에서, 특수 밀링 헤드도 기재되어 있으며, 적어도, 마이크로-직경 튜브 필름 제거 단계를 수행하는데 이용된다. 유리하게, 튜브 필름 제거 밀링 헤드는 일 실시예에서 튜브의 양 측면 또는 한 측면 상의 용접 오버레이도 제거한다. 튜브 필름 제거 밀링 헤드는 튜브 필름을 제거할 수 있는 부착 수단 및 평면 구성을 갖는 부착되는 블레이드를 포함한다. 다른 실시예에서, 튜브 밀링 헤드가 기재되어 있으며, 이는 튜 브 단부 상의 베벨링 작동 및 외경 튜브 필름 제거를 수행한다.
동력 발생 또는 다른 설비는 튜브 또는 튜브군을 통해 물 또는 증기와 같은 유체를 순환시킨다. 유체는 예를 들어, 전기를 발생시키는 터빈을 구동시키기 위해서 보통 가열되어 이용된다.
튜브는 일반적으로, 큰 패널 또는 평행한 튜브 군으로 배열되며, 이들은 튜브 벽을 형성하는 상기 튜브 군 내의 각각의 접하는 튜브의 쌍들 사이에 연속적으로 삽입되어 있는 금속 멤브레인 또는 웹으로 서로 연결된다. 튜브는 일반적으로, 약 1 인치 내지 약 3 인치 이하의 범위를 가질 수 있는 외경을 가지며 약 0.5 인치 이하일 수 있는 벽 두께를 갖는다. 일반적으로 서로에 접하는 튜브를 연결하는 웹 또는 멤브레인은 튜브의 벽 두께와 거의 동일한 두께를 가지며, 일반적으로, 약 0.25 인치 내지 약 0.75 인치의 범위인 웨빙(webbing)의 폭을 갖는다. 웹 또는 멤브레인은 일반적으로, 튜브군을 형성하기 위해서 튜브에 접하는 외측 벽에 용접된다. 몇몇의 경우에서, 금속 또는 합금을 포함하는 용접 오버레이는 부식 또는 품질의 저하를 방지하기 위한 노력으로 튜브 군의 일 부분에 존재하고 있다. 용접 오버레이는 몇몇의 실시예에서, 튜브군의 양 측면 상에 존재한다. 부식 및 그 외의 이유로 인한 품질의 저하 때문에, 튜브는 경우에 따라서 대체될 필요가 있다. 보통, 손상되거나 마모된 튜브 재료의 수리는 튜브 군의 상대적으로 큰 부분의 절삭하여 제거하여, 튜브의 새로운 패널로의 대체를 수반한다. 튜브군 부분은 일반적으로, 길이 면에서 통상적으로 몇몇의 피트에서 10, 20, 100 또는 심지어 200 피트의 범위의 크기를 갖는 대형 사각형 부분으로 대체된다.
대체될 튜브 군의 부분은 전기 톱 또는 절삭 토치(cutting torch)를 이용하여 절삭된다. 보일러 튜브 벽의 부분을 절삭하기 위한 방법 및 장치는 본 원에 전체가 참조되는 미국 특허 제 5,033,347 호에 기재되어 있다.
대체될 튜브 벽의 손상되거나 마모된 부분이 절삭되어 제거된 후에, 튜브 벽 개구 내의 새로운 튜브 군 부분을 위치시키기 전에 오래된 부분의 제거에 의해 노출되는 튜브 단부를 적합하게 가공할 필요성이 있다. 현존하는 보일러 튜브 벽의 노출되는 튜브 단부의 적합한 가공은 새로운 튜브 벽 부분과 현존하는 보일러 튜브 벽 사이의 양호한 용접을 용이하게 하기 위해서 노출되는 튜브 단부의 챔퍼링 또는 베벨링을 필요로한다. 보다 구체적으로, 현존하는 튜브 벽의 접해 있는 튜브 단부 및 튜브 벽의 새로운 부분 또는 대체 부분의 튜브 단부는 접해 있는 튜브 단부가 일직선으로 위치되는 경우에, 원주의 홈이 용접 로드로부터 용융 금속을 수용하기 위해서 형성되도록 절두 원추형(frustoconical) 베벨을 구비해야만 한다. 튜브 벽의 대체 부분은 보통 제조되어, 현존하는 튜브 벽의 손상되거나 마모된 부분이 제거되기 전에 외부에서의 용접을 위해서 가공된다. 그러나 현존하는 튜브 벽의 노출되는 튜브 단부는 보통 정해진 공간 내에서 현장에서의 용접을 위해서 가공되어야만 한다. 현존하는 튜브 벽에서 수행되는 모든 작업은 증기 발생기가 수리를 위해서 사용되는 중에, 이 주기를 최소화하기 위해서 가능한 재빨리 효율적으로 구성되게 하는 것이 가장 바람직하다. 따라서, 용접을 위해서 현존하는 튜브 벽의 노출되는 튜브 단부의 가공은 일반적으로, 본원에 전체가 참조되는, 미국 특허 제 4,449,871 및 4,889,454 호에 기재되어 있는 바와 같은, 휴대용 소형 밀링 공구를 이용하여 달성된다.
종래의 밀링 공구를 이용하여 현존하는 튜브 벽의 노출되는 튜브 벽을 신속하고 효율적으로 챔퍼링하거나 베벨링하는 것을 용이하게 하며, 튜브 단부의 전체 원주 둘레를 용접하기 위해서 수직으로 접하는 튜브들 사이의 충분한 공간을 제공하기 위해서, 일반적으로, 현존하는 튜브 벽의 노출되는 각각의 튜브 단부 쌍들 사이에 멤브레인의 일 부분을 제거할 필요가 있으며 가장 바람직하다. 통상적으로, 튜브 단부에서 밀링될 절두 원추형의 베벨의 깊이와 적어도 동일한 깊이로 현존하는 보일러 튜브 벽의 수평 절삭 에지로부터, 손상된 벽 부분의 제거에 의해 노출되는 접한 튜브 단부들 사이의 멤브레인을 제거하는 것이 바람직하다. 통상적으로, 멤브레인 재료는 절삭 에지로부터 약 3/8 인치, 약 3/4 인치, 또는 약 1 인치 이상의 깊이로 두 개의 접하는 튜브들 사이의 수평 절삭 에지로부터 제거된다.
지금까지, 튜브 벽의 현존하는 튜브 상에서 회전 밀링 공구를 이용한 멤브레인 제거는 튜브의 외측 반경과 동일한 절삭 스위프(cutting sweep)로 제한된다. 종래 기술 멤브레인 제거 헤드는 밀링 헤드 블레이드 구성 또는 설계로 인한 튜브 정리 및/또는 용접 오버레이 제거를 수행할 수 없다. 종래 기술 멤브레인 제거 헤드는 튜브 재료 또는 용접 오버레이를 노출시키는 경우에 절삭을 멈추며, 스터터(stutter) 및/또는 정지시킨다. 멤브레인 재료 및/또는 용접 오버레이 재료 제거, 절두 원추형 베벨은 이들의 전체 원주 둘레의 튜브 상에서 밀링된다. 그 후에 대응하는 베벨을 갖는 제 2 튜브는 제 1 베벨링된 튜브와 조화되며, 튜브들은 결합되는 튜브들 둘레에 위치되는 용융되거나 납땜된 금속에 의해, 특히, 접하며 베벨링 된 튜브 단부에 의해 형성되는 원주 홈에서 서로 용접된다. 직경 정리 또는 필름 제거 없이 종래의 방식으로 결합되는 베벨링된 튜브는 용접 영역에서 가끔, 용접 강도의 부족 또는 공기 주머니를 야기하는 피팅(pitting)으로 인한, 용접 영역에서의 결함을 갖는다. 베벨링되거나 챔퍼링되는 단부를 갖는 결합되는 튜브들 사이의 강한 영구적인 용접을 형성하는 것이 도움이된다.
본 발명은 튜브, 특히 보일러 튜브 군에 이용되는 튜브의 수리를 위한 방법에 관한 것이다. 방법은 특수 튜브 필름 제거 밀링 헤드를 구비한 동력 공구 또는 회전 밀링 장치를 갖추어 튜브 단부의 전체 원둘레를 실질적으로 소량으로 또는 마이크로-직경 부분 또는 필름 두께를 제거하는 튜브 정리 단계를 포함한다. 튜브 필름은 바람직하게, 베벨링될 영역 내에서 적어도 제거되거나, 베벨링될 영역에 접하는 길이방향 영역 내에서도 제거된다. 유리하게 필름 제거 밀링 헤드는 튜브의 표면으로부터 임의의 용접 오버레이를 제거할 수도 있다. 튜브 외측 원둘레 필름 제거 단계는 튜브의 외경의 원둘레로부터 미리 결정되는 반경방향 두께 또는 테를 제거한다. 바람직하게, 반경방향 필름 제거는 실질적으로 베어 금속 표면을 제공한다. 필름 제거 단계는 녹, 관석 등이 없는 튜브 표면을 제공하여, 접한 튜브들 사이의 보다 강한 용접에 기여한다.
일 실시예에서, 방법은 튜브 벽을 포함하는 수직 튜브의 길이 방향을 가로지르는 상부 및 하부 수평 에지를 갖는 튜브 벽 내에 개구를 제공하도록 현존하는 보일러 튜브 벽으로부터 마모되거나 손상되는 부분을 절삭하는 통상의 단계를 포함한다. 본 발명의 원리에 따라서, 보일러 튜브 벽의 접하는 튜브들 사이에 멤브레인 재료가 존재한다면, 특히, 본 발명의 목적을 위해서 회전 밀링 헤드를 구비한 동력 공구에 의해서 보일러 튜브 벽 내측으로 절삭되는 수평 에지를 따라서 노출되는 튜브 단부에 아주 접하여 제거된다. 밀링 헤드는 회전 동력 공구의 샤프트 또는 아버에 부착하기 위한 축선의 단부들 중 하나에 장착 부분, 및 일반적으로, 밀링 헤드의 말단부 또는 대향부에 위치되는 복수의 멤브레인 절삭 블레이드를 포함한다. 밀링 헤드는 마모되거나 손상되는 부분이 제거되는 것으로부터 현존하는 보일러 튜브 벽의 노출되는 튜브 단부 내측으로 삽입될 아버를 포함한다. 아버는 밀링 작동 중에 튜브의 길이 방향에 측면 방향으로 공구의 이동 또는 저클링(jerking)을 방지하기 위해서 밀링 헤드를 위치시켜 안정화시킨다. 멤브레인 제거에 있어서, 각도를 가지고 배치되는 복수의 절삭 블레이드 각각은 튜브 벽의 튜브의 표준 외측 반경보다 큰 내측 반경을 갖는 환형 절삭 스위프를 형성하기 위해서 멤브레인 밀링 헤드의 회전 축선으로부터 반경방향으로 배치되는 절삭 에지를 갖는다. 절삭 스위프의 반경방향 두께(즉, 환형 절삭 스위프의 중심 또는 축선을 통과하는 라인을 따라서 내측 원주와 외측 원주 사이의 차이)는 튜브 단부 둘레를 후속적으로 베벨링하며 용접하기 위해서 충분한 정리를 허용하는 약 3/8 인치 내지 약 1/2 인치이다. 블레이드의 절삭 스위프는 튜브 벽의 밀링 또는 튜브 단부에 임의의 손상의 위험 없이 튜브 단부에 접하는 튜브 벽의 접하는 튜브의 쌍들 사이에서부터 멤브레인 재료의 충분한 제거를 제공한다.
반경방향으로 배치되는 블레이드의 절삭 스위프와 아버 사이에 반경방향으로 배치되는 환형 홈은 밀링 작동 중에 튜브 벽의 튜브 단부를 수용한다. 홈의 깊이는 적어도, 각각의 튜브 단부에서 밀링될 절두 원추형 베벨의 깊이와 동일하다. 밀링 작동 중에, 아버가 튜브 단부들 중 하나의 단부 내측으로 삽입되며 동력 공구을 위한 구동 수단이 가동된 후에, 공구 및 부착된 밀링 헤드는 튜브 단부에 거의 접하는 영역으로부터 바람직한 양의 멤브레인 재료를 점진적으로 밀링하도록 튜브 단부쪽으로 향한다. 멤브레인 밀링 작동은 튜브 단부의 베벨링을 용이하게 하며 현존하는 튜브 벽의 새로운 튜브 군 부분을 용접하기 위해서 접하는 튜브들 사이의 충분한 공간을 제공하도록 노출되는 튜브 단부들 각각에 있어서 반복된다. 멤브레인은 적합한 깊이로 제거되며, 여기서 튜브 정리는 튜브 단부로부터 측정되는 튜브의 미리 결정되는 길이로 후속적으로 수행될 수 있다.
본 발명의 일 실시예에 있어서 다른 단계에서, 튜브 베벨링 단계는 튜브 정리 또는 필름 제거 단계 전 및/또는 후에 수행된다. 바람직하게, 베벨링 단계는 튜브 정리 단계 후에 수행된다. 베벨링 단계는 회전 밀링 장치에 부착될 수 있는 개개의 밀링 헤드를 이용한다. U.S. 5,542,177 호에 기재된 바와 같이, 튜브의 멤브레인 제거 및 베벨링이 가능할 수 있는 밀링 헤드가 몇몇의 실시예에서 이용된다. 기술 분야에 공지된 바와 같이 베벨 절삭 블레이드는 상부에 절두 원추형 베벨을 형성하도록 노출되는 튜브 단부을 밀링하도록 각도가 정해진다.
본 발명의 목적은 후속적인 용접 작용을 위해서 튜브를 가공하거나 정리하는데 유용할 수 있는, 바람직하게 튜브의 외측 부분 상에서 튜브 필름 제거 단계를 포함하는 방법을 제공한다. 일 실시예에서, 튜브 필름 제거 정리 단계는 동일한 밀링 헤드를 이용하여 용접 오버레이 제거 및/또는 멤브레인 제거 단계와 동시에 수행된다. 다른 실시예에서, 신규한 필름 제거 밀링 헤드는 실질적으로 임의의 튜브 외경을 제거하지 않은 채, 존재하는 임의의 멤브레인 이외에 용접 오버레이만 제거하는데 이용된다. 튜브 필름 제거 단계는 실질적으로 튜브를 약화시키지 않은 채, 유용한 결합 표면을 제공한다.
본 발명의 다른 목적은 동일한 회전 밀링 장치 또는 동력 공구를 이용하여, 튜브 필름 제거 작동 이외에, 멤브레인 제거, 용접 오버레이 제거, 튜브 단부 베벨링 또는 이들의 조합의 기능을 수행하는 밀링 헤드 세트를 제공하는 것이다. 튜브 가공을 위해 이용할 수 있으며, 단일 밀링 장치와 함께 이용될 수 있는 호환성 밀링 헤드 세트는 이용자에게 있어 효율적일 수 있어서 비사용 시간과 비용을 절약할 수 있게 한다.
본 발명의 또 다른 목적은 튜브 단부 상에 베벨링 작동을 수행하도록 구성되는 하나 이상의 부가적인 블레이드 또는 절삭-표면, 및 튜브 필름 제거를 수행하도록 구성되는 블레이드를 갖는 밀링 헤드를 제공하는 것이다. 게다가, 밀링 헤드는 미리 결정되는 깊이로 튜브 상에 존재하는 임의의 멤브레인 및/또는 용접 오버레이를 제거한다. 밀링 헤드는 튜브 단부의 정확한 밀링을 허용하며, 여기서 튜브 표면은 후속적인 용접 작동을 위해 가공된다. 다중의 작동을 수행할 수 있는 밀링 헤드는 동시에 사용자가 튜브 가공을 효율적으로 완성할 수 있게 한다.
주요 방식으로 기재되어 있는 본 발명의 바람직한 실시예는 상세한 설명에 기재되어 있으며, 도면에 도시되어 있으며, 특히 첨부된 청구범위에 명백히 표시되어 진술된다.
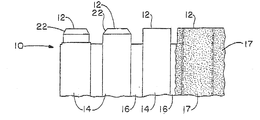
도 1은 튜브 벽 부분의 제거에 의해 노출되는 튜브 단부를 나타내는 튜브 벽의 평면도이며,
도 2는 도 1의 튜브 벽의 정면도이며,
도 3은 멤브레인 밀링 헤드의 측면도이며,
도 4는 도 3에 도시된 멤브레인 밀링 헤드의 저면도이며,
도 5는 부착되는 밀링 헤드로 튜브 필름 제거, 멤브레인 제거, 또는 용접 오버레이 제거, 또는 이들의 조합물 제거하는 밀링 장치의 사시도이며.
도 6은 베벨 밀링 헤드의 측면 사시도이며,
도 7은 도 6에 도시된 베벨 밀링 헤드의 저면도이며,
도 8은 튜브 필름 직경 제거 밀링 헤드의 일 실시예의 측면도이며,
도 9는 도 8의 밀링 헤드의 저면도이며,
도 10은 필름 제거 블레이드의 정면도이며,
도 10a는 라인 10a에 따른 도 10의 횡단면도이며,
도 11은 밀링되는 튜브 위에 위치되는 튜브 필름 제거 및 베벨링 밀링 헤드의 측면도이며,
도 12는 도 11의 밀링 헤드의 저면도이며,
도 13은 베벨 블레이드의 영역에 있어서 도 11의 밀링 헤드의 부분 측면도이다.
바람직한 실시예의 설명은 본 발명의 전체 설명의 일 부분인 첨부된 도면과 관련하여 이해되어야 한다. 설명에서, 동일하거나 기능적으로 유사한 부품으로 간주하기 위해서 일치하는 번호가 이용된다. "수평", "수직", "위", "아래", "상부" 및 "하부" 뿐만 아니라 이들의 파생어(예를 들어, "수평으로", "하강하는", "상승하는" 등)가 아래 설명된 도면에 도시된 바와 같은 또는 전술된 바와 같은 방향과 관련하여 구성되어야 한다. 이러한 상관적인 용어는 설명의 편의를 위해서 이용되며, 이와 같이 구체적으로 전술되지 않는 경우에 특정 방향을 요구하도록 의도되지 않는다. 용어 "내측으로" 대 "외측으로", "길이방향으로" 대 "측면으로" 등을 포함하는 용어는 연장부의 축선, 또는 회전의 중심 또는 축선에 대해 또는 서로에 대해 적합하게 해석되어야한다. "연결되는" 및 "상호 연결되는"과 같은 부착, 커플링과 관련된 용어는 다른 방식으로 명백히 전술되지 않은 경우에는, 구조물이 서로 매개 구조물을 통해 직접 또는 간접적으로 고정되거나 부착되는 관련성뿐만 아니라, 가동식이거나 단단한 부착성 또는 관련성에 관한 것이다. 용어 "작동적으로 연결되는"은 전술된 관련성에 의해서 관련된 구조물이, 유도되는 바와 같이 작동되도록 하는 부착, 커플링 또는 연결과 같은 것이다.
튜브 단부(12)를 노출시키기 위해 절삭되는 부분으로부터 보일러 튜브 벽(10)의 일 부분이 도 1 및 도 2에 도시되어 있다. 보일러 튜브 벽(10)은 통상적으로 수직 방향의 튜브(14) 각각의 평행한 열로 구성되어 있으며, 이들 각각은 웹 또는 멤브레인(16)에 의해 접하는 튜브에 계속적으로 연결된다. 튜브(14) 및 멤브레 인(16)은 일반적으로, 스틸과 같은 합금 또는 금속으로 개별적으로 형성되어 그 후 서로 용접된다. 보일러 튜브 벽의 수리는 일반적으로, 마모되거나 손상된 튜브 벽의 부분을 제거하는 단계, 튜브 벽의 마모되거나 손상된 부분의 제거에 의해 노출되는 튜브 단부를 챔퍼링하거나 베벨링하는 단계, 및 제거된 손상된 부분 대신에 튜브 벽의 새로운 부분 또는 대체 부분을 용접하는 단계를 포함한다. 튜브 벽의 손상된 부분은 대체될 사각형 부분을 형성하는 수평 분할부와 함께, 튜브(14)의 길이방향을 가로지르는 두 개의 수평으로 이격되어 있는 분할부 및 두 개의 수직으로 이격되어 있는 분할부에 의해 일반적으로 제거된다. 벽의 새로운 부분 또는 대체 부분이 설치될 수 있기 전에, 튜브 단부들 사이로부터 멤브레인 재료를 우선 제거하는 단계, 튜브 단부를 베벨링하는 단계 및 베벨링된 부분, 또는 베벨링될 부분 아래에 미리 결정되는 거리를 연장하는 직경 정리 단계 또는 튜브 필름 제거를 수행하는 단계에 의해 용접을 위해서 튜브 단부를 가공할 필요가 있다.
몇몇의 실시예에서, 튜브는 도 1에 도시된 바와 같이 튜브 벽의 양 측면 상에 또는 한 측면 상에 용접 오버레이(17)를 포함할 것이다. 용접 오버레이는 기술 분야 및 문헌에 잘 공지된, 통상적으로, 순수 금속과 같은 금속 코팅, 그러나 보다 통상적으로 인코넬 또는 다른 합금과 같은 합금 재료이며, 튜브 부식 및/또는 마모에 대하여 보호될 수 있도록 튜브 벽에 적용된다. 용접 오버레이(17)는 일반적으로, 정확하게 적용되지 않기 때문에 다양한 두께를 갖는다. 따라서, 용접 오버레이는 제거되기 어렵지만, 몇몇의 경우에 용접을 위해 튜브 단부를 가공하도록 제거되어야만 한다.
일 실시예에서, 튜브 단부는 도 3, 도 6, 및 도 8에 도시된 바와 같이 바람직하게 호환성 밀링 헤드(20, 220, 및 320)를 이용할 수 있으며, 도 5에 도시된 바와 같은 회전 밀링 장치 또는 동력 공구(18)를 이용하여 가공된다. 회전 밀링 장치는 기술 분야에 잘 공지되어 있으며, 오하이오 와즈워쓰에 소재하고 있는 에이치 앤드 에스 툴(H&S Tool of Wadsworth, Ohio)과 같은 공급처로부터 상용으로 이용가능할 수 있다. 예로서, 제한되는 것은 아니지만, 모델 MB, 모델 MS, 모델 B, 모델 MT, 및 모델 MFT를 포함한다. 회전 밀링 장치는 일반적으로, 전기적으로 또는 공기압으로 동력이 공급된다.
일 실시예에서, 본 발명의 멤브레인 절삭 회전 밀링 헤드(20)(도 3 및 도 4)는 튜브들 사이로부터 멤브레인 재료를 제거하는데 이용된다. 헤드(20)는 장착부(28)를 갖춘 바디(24)를 연결하는 매개 절두 원추형부(30)를 갖추어, 한 단부에는 복수의 축선으로 연장하는 반경방향 절삭 블레이드 지지부(26) 및 다른 단부에는 감소된 직경을 가진 동축의 원통형 공구 장착부(28)를 갖춘 대체로 원통형 바디(24)를 갖는다. 장착부는 동력 공구(18)의 아버를 이동 가능하게 수용하기 위해서 동축의 원통형 보어(32)를 가지고 있다. 일 실시예에서, 원통형 보어(32)는 바람직하게 회전 밀링 헤드(20)를 상기 공구에 고정시키도록 공구 기어링 상에 키와 잘 맞는 키 슬롯(key slot)을 포함한다. 밀링 헤드(20)는 바람직하게 보어(33)를 포함하여 이를 통해 중앙 샤프트 또는 아버(50)가 연장된다. 회전 밀링 헤드(20)의 장착부(28)는 밀링 헤드를 동력 공구(18)에 이동가능하게 고정시키는데 이용되는, 육각형 소켓 나사(40)를 수용하는 복수의 반경방향 나사식 보어를 구비하고 있다. 물론, 밀링 헤드(20)를 회전 공구의 출력 샤프트에 장착하기 위한, 회전 공구의 나사식 출력 샤프트에 밀링 헤드를 나사고정하기 위한 밀링 헤드 장착부 상의 나사식 보어, 또는 회전 동력 공구의 출력 샤프트에 공구 부품을 장착하기 위한 다른 수단 또는 임의의 다양한 종래의 공구 척과 같은 다른 다양한 수단들이 가능할 수 있다.
절삭 블레이드(38)는 절삭 블레이드 지지부(26)의 각각에 제공되는 나사식 보어(42) 내에 수용되는 육각형 소켓 나사(40)에 의해 각각의 절삭 블레이드 지지부(26)에 이동가능하게 고정된다. 절삭 블레이드(38)는 바람직하게, 대체로 사각형이며 세 개 이상의 절삭 에지(44, 46 및 48)를 가지며, 절삭 에지(44)는 일반적으로, 밀링 헤드(20)의 회전 축선에 수직이며, 다른 두 개의 절삭 에지(46, 48)는 절삭 에지(44)의 길이와 동일한 공간에 걸쳐있는 이들 사이의 공간을 갖는 밀링 헤드의 회전 축선에 평행하며 블레이드(38)의 절삭 스위프를 형성한다. 환형 절삭 스위프의 내측 반경은 바람직하게, 밀링될 튜브 벽의 튜브의 외측 반경 또는 용접 오버레이의 가장 큰 반경 거리보다 크며, 존재한다면, 튜브의 길이방향 축선 또는 중심 지점으로부터 측정되며, 절삭 스위프의 외측 반경은 튜브 벽의 튜브의 반경의 합과 동일하며 또는 오버레이 반경과 접하는 튜브들 사이의 멤브레인 재료의 폭의 약 50 내지 100%를 더한다.
보다 바람직하게, 사각 절삭 블레이드(38)는 절삭 에지(44, 46, 및 48)를 구비하고 있으며, 그외에 절삭 에지(44)에 대향하여 네 개의 절삭 에지가 더 있다. 이는 블레이드(38)의 연장되는 이용을 허용하고 있다. 예를 들어, 에지들 중 한 에지가 깎여 나가면, 나사(40)가 느슨해질 수 있으며 손상된 에지가 블레이드 지지 부와 직면하여 더 이상 절삭 에지로서 이용되지 않도록 블레이드(38)를 회전시켜, 나사(40)를 재고정시킨다.
본 발명의 바람직한 실시예에 따라서, 절삭 에지(44, 46, 및 48)는 바람직하게 가능한 가장 빠른 절삭 속도를 위해 제공된느 포지티브 레이크(positive rake)를 갖는다. 그러나, 뉴트럴 레이크(neutral rake) 또는 네거티브 레이크(negative rake)를 갖는 블레이드가 이용될 수도 있으며 특정 다른 이점을 갖는다. 예를 들어, 네거티브 레이크 블레이드는 더 양호하게 마모시키지만, 더 긴 절삭 시간이 요구된다. 뉴트럴 레이크 절삭 에지(즉, 편평한 절삭 에지)를 갖는 블레이드는 포지티브 및 네거티브 레이크 절삭 에지를 갖는 블레이드들 사이의 중간 비율로 마모시키며 절삭시킨다. 뉴트럴 레이크 블레이드는 가역적일 수 있는 다른 부가적인 이점을 가지며, 즉, 블레이드는 절삭 에지에 기준인 축선 둘레에서 회전될 수 있으며, 연장되는 이용을 제공한다.
삼각형 블레이드와 같은 다른 블레이드 형상은 이용될 수 있지만 거의 바람직하지 못하다. 마찬가지로, 블레이드 각각의 절삭 에지들 중 하나의 에지가 밀링 헤드(20)의 회전 축선에 수직일 필요성은 없다. 그러나, 밀링 헤드의 회전 축선에 수직인 절삭 에지(44)들 중 하나의 에지와 배열되는 사각 블레이드는 대단히 바람직하며, 이는 이들이 블레이드의 손상 및 마모에 있어서 가장 낮은 전위 및 가장 큰 절삭 효율성을 제공하기 때문이다. 일반적으로, 보다 많은 블레이드가 보다 양호한 절삭 효율성 및 감소한 블레이드 손상 및 마모를 제공하는 사실이 발견되었다. 그러나, 네 개 또는 다섯 개 이상의 블레이드 지지부를 갖춘 밀링 헤드를 기 계가공 하여 네 개 또는 다섯 개 이상의 블레이드 지지부가 있는 경우에 블레이드를 변경하는 어려움이 증가한다. 따라서, 밀링 헤드(20)는 바람직하게, 밀링 헤드의 원주 축선 주변에 대칭 방식으로 각을 이루어 배열되는 약 네 개 또는 다섯 개의 블레이드 지지부(26)를 가질 수 있다. 절삭 블레이드(38)는 스틸 및 다른 금속 또는 합금을 절삭 또는 밀링하기 위해서 통상적으로 이용되는 텅스텐, 카바이드와 같은 적합하게는 임의의 경질 재료로 형성될 수 있다.
바람직한 실시예에서, 회전 밀링 공구는 밀링 작동 중에 회전 밀링 공구를 안내 및 안정화시키기 위해서 밀링 헤드의 절삭 단부로부터 외측으로로 연장하는 아버(50)를 포함한다. 아버 및 안정화 수단은 기술 분야에 잘 공지되어 있다. 아버에 부착되는 고정 콜릿(52)을 갖는 아버(50)의 일 예가 도 5에 도시되어 있다. 아버(50)는 밀링 작동 전에 튜브 단부 개구 내측으로 삽입되며 바람직하게 밀링 헤드의 회전 축선과 동축으로 정렬된다. 아버(50)는 바람직하게 콜릿(52)과 같은 고정 장치를 이용하여 튜브 내에 이동 가능하게 고정된다. 일 실시예에서, 콜릿은 플레이트, 나사 및 o-링에 의해 서로 유지되는 세 개의 부분(segments)을 포함하며, 단일 조립체를 형성한다. 콜릿은 아버(50)를 통과하는 나사식 로드(54)에 의해 밀링 공구(18)의 아버(50)에 부착된다. 콜릿 및 아버(50)의 테이퍼를 맞추는 것은 콜릿이 나사식 로드(54)를 회전시킴으로써 아버(50)에서 빼내어 지게 하여, 튜브의 내경 내측으로 접촉하여 고정될 때까지 콜릿을 팽창시키게 한다. 콜릿(52) 및 아버(50)는 밀링 공구가 결합되면서 튜브 내에서의 고정을 유지하며, 밀링 헤드는 이러한 기계 가공 작동을 수행하면서 샤프트 둘레를 회전한다. 작동 중에, 회 전 밀링 공구는 밀링되는 튜브 쪽으로 그리고 튜브 내측으로 아버를 따라서 나아가거나, 바람직한 밀링즉, 멤브레인 또는 튜브 단부 등의 재료 제거 작동을 수행하도록 튜브로부터 연이어 나아간다. 바람직한 튜브 밀링 작동이 완성된다면, 아버 및 콜릿(52)과 같은 임의의 관련 고정 장치는 튜브로부터 제거된다.
제 2 밀링 헤드, 본 발명의 베벨 헤드(220)는 도 6 및 도 7에 도시되어 있다. 베벨 밀링 헤드(220)는 튜브 군(10) 내의 튜브(14)의 단부 상에 절두 원추형 베벨(22)을 형성하는데 이용될 수 있다. 베벨 밀링 헤드(220)는 절삭 블레이드 지지부(226)를 형성하며, 도시된 사각형 홈과 같은 복수의 개구(225)를 갖춘 대체로 원통형 바디(224)를 갖는다. 절삭 블레이드(230)는 바디(224)의 개구(225) 내에 정합되는 블레이드 고정 부분(232)을 가지며, 상기 고정 부분은 절삭 블레이드 지지부(226)에 의해 경계가 정해지며 고정 나사(227)와 같은 부착 부품에 의해 내측에 고정된다. 개구(228)는 블레이드(230)를 블레이드 지지부에 부착하는데 이용될 육각드라이버(hexdriver)와 같은 공구를 이용할 수 있게 적합하게 크기가 정해진다.
베벨 밀링 헤드(220)는 회전 밀링 장치의 출력 샤프트 또는 회전 기어를 이동가능하게 수용하는 동축의 원통형 보어(240)를 포함한다. 원통형 보어(240)는 바람직하게 베벨 밀링 헤드(220)를 상기 공구의 회전 부분에 고정시키도록 기어 상에 키와 잘 맞는 키 슬롯(242)을 포함한다. 베벨 밀링 헤드(220)는 나사식 보어(245) 내에서 이동하는 고정 나사(244)와 같은 고정 부재를 이용하여 공구에 더 잘 고정될 수 있다. 전술된 바와 같은 고정 방법은 기술 분야에 공지된 바와 같이 밀 링 헤드를 장착하기 위한 다양한 다른 수단으로 대체될 수 있다. 다른 고정 메커니즘은 회전 밀링 공구뿐만 아니라 다른 다양한 종래의 공구 척 또는 회전 동력 공구의 출력 샤프트에 공구 부품을 장착하기 위한 수단에 나사식 출력 샤프트와 함께 작용하여 내측 나사산을 갖춘 원통형 보어(240)를 제공하는 단계를 포함한다.
나사식 보어(229) 내에 수용되는 고정 나사(227)와 같은 나사식 패스너에 의해 절삭 블레이드 지지부(226)에 고정되는 베벨 절삭 블레이드(230)는 일반적으로, 회전 밀링 장치의 아버 내의 보어(240)에 각도와 관련하여 배열된, 각도를 갖는 절삭 에지(234)를 갖는다. 블레이드(230)를 베벨링하는 절삭 에지(230)는 바람직한 절두 원추형 베벨을 제공하기 위해 적합한 각도로 배열된다. 밀링 공구의 회전 축선을 갖춘 절삭 에지(234)의 각도는 일반적으로 약 30˚내지 약 60˚, 보다 바람직하게는 약 30˚내지 45˚이다. 하나 이상의 베벨링된 블레이드는 축선방향으로 위치되어 베벨 절삭 블레이드는 이들의 내경으로부터 외경으로 튜브를 베벨링 할 수 있는 환형 절삭 스위프를 형성한다. 회전 밀링 공구에 연결되는 베벨 밀링 헤드(220)는 밀링 헤드(20)와 유사한 방식으로 이용된다. 밀링 작동의 개시에서, 베벨 밀링 헤드는 베벨 밀링 헤드의 절삭 에지(234)가 튜브 단부와 접촉할 때까지 튜브 쪽으로 나아간다. 회전 밀링 공구(18)는 바람직하게 콜릿 또는 기술 분야에 공지되며 전술된 바와 같은 다른 장치를 이용하여 베벨링될 튜브에 일시적으로 연결되거나 고정된다. 베벨 절삭 에지(234)는 바람직한 베벨이 튜브 내측으로 위치되어 절삭될 때 까지 튜브 쪽으로 나아간다.
바람직한 직경 튜브 필름 제거 밀링 헤드(320)는 도 5, 도 8 및 도 9에 도시 되어 있으며, 후속적인 용접 작동을 위해 튜브 단부를 가공하는데 이용된다. 직경 튜브 필름 제거 단계는 바람직하게는 튜브 단부가 베벨 밀링 헤드(220)를 이용하는 단계와 같이 베벨링되기 전이나 후에 수행된다. 직경 튜브 필름 제거 단계는 절삭, 연마, 또는 다른 방법으로 튜브의 외측 표면으로부터 필름 또는 얇은 테를 제거하며 바람직하게, 실질적으로 완전히 또는 완전히 이들의 원주 둘레를 제거한다. 즉, 튜브 외측 직경부가 제거되며, 그외에도 직경 정리 단계가 수행되는 경우에 영역 내에서 튜브를 둘러싸거나 튜브 상에 유지하고 있는 멤브레인 재료 및/또는 임의의 용접 오버레이 재료가 제거된다.
직경 정리 밀링 헤드(320)는 블레이드가 튜브의 일 부분뿐만 아니라 튜브의 하나 이상의 측면 상에 존재하는, 임의의 용접 오버레이 및/또는 멤브레인을 밀링시키는 구성 또는 설계를 갖는다. 블레이드는 절삭면을 가지며 표면의 연속적인 절삭을 위해, 특히, 제한하려는 것은 아니지만 튜브 원주, 용접 오버레이 및 멤브레인과 같은, 연속적이거나 반연속적인 표면 절삭을 위해 제공되며 자체-정리를 한다. 밀링 헤드의 자체-정리 역량은 작동 중에, 실질적으로 헤드가 포착, 점유되는 것을 방지하며, 바람직하게 연속적으로 끊임없는 절삭 및 회전을 허용하여 블레이드 절삭 표면으로부터 깎아내거나 칩이 떨어지게 한다.
밀링 헤드(320)를 갖추어 튜브 필름 제거, 및 선택적으로 용접 오버레이 제거 및/또는 멤브레인 제거는 일반적으로 약 0.25 내지 약 0.75 인치, 바람직하게는 약 1 인치, 및 바람직하게는 약 1.5 인치 이상의, 튜브 단부로부터 측정되는 미리 결정되는 깊이로 수행된다. 튜브 필름 제거 단계는 튜브의 길이방향 축선 또는 중 심 점으로부터 반경방향으로 튜브의 내측 반경에서 외측 반경으로 측정되는 전체 튜브 반경방향 두께(테)의 약 2 % 내지 약 20 % 또는 약 25% 이하, 바람직하게는 약 15 % 이하, 및 바람직하게는 약 5 % 또는 약 10 % 이하의 양의 범위 내에서 튜브의 외측 반경방향 부분을 제거한다. 튜브 필름 제거 단계는 정리 영역 내의 튜브의 외측 부분의 깨끗한, 베어(bare) 금속 표면을 노출시킨다. 녹, 관석, 등이 정리단계 중에 제거된다. 밀링되는 튜브 표면은 후속적인 용접 작용을 위한 강한 접합 영역을 제공한다.
도 8에 도시된 바와 같이, 바람직한 다-목적 튜브 필름 제거 밀링 헤드(320)는 한 단부에는 축선방향으로 연장하는 복수의 반경방향 절삭 블레이드 지지부(326) 및 다른 단부에는 공구 장착부(328)를 이들 사이에 바디(324)를 갖추어 포함하고 있다. 장착부(328)는 회전 밀링 공구(18)의 회전 기어링을 이동가능하게 수용하기 위해서 원통형 보어(332)를 갖는다. 일 실시예에서, 원통형 보어(332)는 직경 정리 밀링 헤드(320)를 공구 회전 기어링에 고정시키기 위해서 공구 기어링 상에 키와 잘 맞는 키 슬롯을 포함한다. 기술 분야에 공지되거나 전술된 바와 같이 헤드를 장착하기 위한 다양한 다른 수단이 대안적으로 이용될 수 있다.
절삭 블레이드(338)는 바람직하게, 각각의 절삭 블레이드 지지부(326)에 있어서 나사식 보어(354) 내에 수용되는 나사 또는 패스너와 같은 로우 프로파일 고정 부재(340)에 의해, 각각의 절삭 블레이드 지지부(326)에 이동 가능하게 고정된다.
도 10 및 도 10a에 도시된 일 실시예에서, 블레이드(338)는 보어(354)를 둘 러싸고 있는 원추형 구멍 또는 홈(352)을 구비한 전면(face surface)(350)을 포함하며 이를 통해 고정 부재(340)는 블레이드(338)를 밀링 헤드의 일부분, 즉 블레이드 지지부(326)에 연결한다. 바람직한 실시예에 있어서, 이는 유리하게 튜브 필름, 용접 오버레이, 또는 멤브레인, 또는 이들의 조합물을 절삭시켜 제거하는 역량을 제공하며, 로우 프로파일 고정 부재(340)는 나사 헤드, 단부 부분등과 같은 부분을 가지며, 도 10a에 도시된 바와 같이, 고정 부재(340)의 외측, 하부 에지로부터 바닥 또는 하부 표면 절삭 에지(344)로 측정되는 제 2 거리 B와 거의 동일하거나 보다 작은, 전면으로부터 외부로 또는 떨어진 거리 A를 연장시킨다. 거리 B에 비교되는 경우에 거리 A는 일반적으로 약 100% 미만이며, 바람직하게는, 약 95 % 미만이며, 보다 바람직하게는 90 % 미만이다. 다른 추가의 바람직한 실시예에서, 블레이드 홈(352)은 고정되는 위치(seated position) 내의 부착 부품(340)이 평편한 면을 갖는 전면(350)을 제공하도록 치수가 정해진다. 즉, 고정 부재(340) 헤드의 상부는 전면(350)에 동일 높이로 장착되거나 동일 높이보다 낮게 장착된다.
도 10에 도시된 바와 같이, 절삭 블레이드(338)는 보다 바람직하게, 대체로, 사각형인 세 개 이상의 절삭 에지(344, 346, 348)를 가지며, 하부 절삭 에지(334)는 일반적으로, 밀링 헤드(320)의 회전 축선에 수직이며, 다른 두 개의 절삭 에지(346, 348)는 절삭 에지(344)의 길이와 동일한 공간에 걸쳐있는 이들 사이의 공간을 갖는 밀링 헤드의 회전 축선에 평행하며 블레이드(338)의 절삭 스위프를 형성한다. 환형 절삭 스위프의 내부 반경은 전술된 범위 내에서 튜브의 외측 반경 부분의 미리 결정된 양이 제거되는 것과 같이 제거된다. 전술된 바와 같이, 블레이드 의 절삭 에지는 포지티브, 뉴트럴, 또는 네거티브 레이크를 갖는다. 이와 달리, 직경 정리 밀링 헤드를 위한 블레이드는 블레이드(38)와 관련하여 전술된 바와 같은, 다른 형상으로 형성될 수 있다.
본 발명의 밀링 헤드(20, 220 및 320)는 일반적으로, 회전 샤프트를 구비한 임의의 다양한 동력 공구와 함께 이용된다. 공구 모터는 전기적으로, 수력으로 또는 공기압으로 구동되며, 공기로 구동되는 모터가 일반적으로 바람직하다. 약 55 내지 약 6000 rpm 및 보다 바람직하게는 약 80 내지 약 150 rpm과 같은 밀링 헤드의 회전 속도는 블레이드 및 밀링 헤드의 마모 및 손상을 감소시키며 효율적인 절삭을 달성하는데 대단히 바람직하다. 작동에서, 밀링 공구는 바람직한 밀링 헤드와 정합되어 밀링 헤드의 설계 또는 목적에 따른 튜브에 있어서의 밀링 작동을 수행하는데 이용된다.
바람직한 실시예에서, 멤브레인 밀링 헤드(20)는 제 1 튜브를 제 2 튜브에 연결하는 멤브레인을 제거하는데 이용된다. 멤브레인 제거 작동은 미리 결정되는 깊이로 수행된다. 그 후에, 튜브 필름 제거 밀링 헤드(320)는 회전 밀링 공구에 부착되며, 튜브의 외경으로부터 튜브 필름, 뿐만 아니라 존재하고 있는 임의의 용접 오버레이 및/또는 멤브레인 재료의 미리 결정된 양을 제거하는데 이용된다. 튜브 필름 제거 밀링 단계는 바람직하게, 베벨링될 영역 아래로 연장하는 미리 결정된 깊이로 수행된다. 다른 단계에서, 베벨 밀링 헤드(220)는 회전 공구에 부착되며, 베벨은 제 2 튜브 단부가 용접에 의해서 연결되기 전에 튜브 단부 내측으로 절삭된다. 다른 실시예에서, 튜브 필름 제거 단계는 튜브 베벨링 단계 후에 수행될 수 있다. 또 다른 실시예에서, 튜브 필름 제거 밀링 헤드는 멤브레인, 용접 오버레이, 또는 튜브 필름, 또는 이들의 조합물을 제거하는데 이용될 수 있다. 본 발명의 중요한 이점은 단일 밀링 공구가 용접과 같이, 후속적인 작동에 있어서 튜브 단부를 가공하기 위해서 다수의 호환성 밀링 헤드를 이용할 수 있다는 점이다.
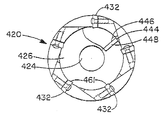
본 발명의 또 다른 실시예에서, 밀링 헤드(420)는 도 11 및 도 12에 도시되어 있다. 밀링 헤드(420)는 바람직하게 전술된 밀링 공구(18)와 같은 회전 밀링 공구 상에서 이용되며, 제 1 밀링 부분(430) 및 제 1 부분과 이격되어 있으며 독립적인 제 2 밀링 부분(440)을 포함하고 있다. 밀링 헤드는 제 1 및 제 2 밀링 부분을 각각 이용하여 튜브 단부를 절삭하는 베벨 및 튜브 필름 제거가 가능할 수 있다. 튜브에 용접 오버레이 및/또는 멤브레인이 존재하는 경우에는 튜브의 외측 직경 또는 원주로부터 제 1 밀링 부분으로 밀링 헤드(420)에 의해서도 제거된다.
밀링 헤드(420)는 대체로 원통형 바디를 구비하여 형성되며 회전 밀링 공구(18)의 출력 샤프트 또는 기어링을 분리가능하게 수용하기 위해서 보어(424)를 갖춘, 공구 장착 부분(422)을 포함한다. 바람직한 실시예에서, 보어(424)는 회전을 제공하기 위해서 밀링 헤드(420)를 밀링 공구(18)에 고정시키도록 회전 공구 상에 키와 잘 맞는 키 슬롯을 포함한다. 고정 나사(423)는 몇몇의 실시예에서 밀링 헤드를 밀링 공구(18)에 고정시키는데 이용된다. 기술 분야에 있어서 당업자들에 공지된 대안적인 수단은 밀링 헤드(420)를 밀링 공구(18)에 고정하는데 이용될 수도 있다.
제 1 밀링 부분(430)은 일반적으로, 공구 장착 부분(422)에 대향 하는 말단 부에서 밀링 헤드(420) 상에 위치된다. 제 1 밀링 부분(430)은 바람직하게, 절삭 블레이드(330) 및 관련된 구조물, 즉 도 5, 도 8, 및 도 9에 도시된 바와 같은 블레이드 지지부(326), 고정 부재(340) 등과 관련하여 전술된 바와 같이 구성된다. 따라서, 제 1 밀링 부분(430)은 밀링 헤드(420)의 바디 내에 형성되는 절삭 블레이드 지지부(434)에 분리가능하게 각각 고정되는 하나 이상의 절삭 블레이드(432)를 포함한다. 로우 프로파일 연결부를 구비하고 있는 고정 부재(436)는 절삭 블레이드를 밀링 헤드에 고정시키기 위해서 보어(438) 내에 수용된다.
바람직한 실시예에서, 고정 부재는 절삭 블레이드(432)를, 회전 밀링 공구의 실질적인 바이딩(binding) 또는 스톨링(stalling) 없이, 튜브 필름 제거, 용접 오버레이 제거, 또는 멤브레인 제거, 또는 이들의 조합물의 제거를 허용하는 밀링 헤드(420)에 연결한다. 고정 부재(436)는 블레이드(432)의 바닥 또는 하부 표면 절삭 에지(463)에 고정 부재의 외측 하부 에지로부터 측정되는 제 2 거리 B와 거의 동일하거나 보다 작은, 블레이드의 전면으로부터 외부로 또는 멀리 떨어진 거리 A를 연장시키는 헤드, 단부등과 같은 부분을 갖는다. 도 10a는 각각의 거리 A 및 B를 도시하고 있다. 거리 B에 비해 거리 A는 일반적으로 약 100% 미만이며, 바람직하게는 약 95 % 미만이며, 보다 바람직하게는 약 90% 미만이다.
다른 실시예에서, 블레이드(432)는 블레이드의 전면으로부터 실질적으로 돌출하지 않고 고정 부재(436)를 고정된 위치에 부착되게 하는 홈형 부분을 포함하며, 따라서 연결되는 블레이드는 평편한 면을 갖는다. 고정 부재(436)의 헤드의 상부는 블레이드(432)의 면에 동일 높이로 장착되거나 동일 높이보다 낮게 장착된 다.
절삭 블레이드(432)는 대체로, 사각형이며 세게 이상의 절삭 에지(461, 462 및 463)를 가지며, 하부 절삭 에지(463)는 일반적으로, 밀링 헤드(420)의 회전 축선(421)에 수직이며, 다른 두 개의 절삭 에지(462, 461)는 절삭 에지(463)의 길이와 동일한 공간에 걸쳐있는 이들 사이의 공간을 갖는 밀링 헤드의 회전 축선에 평행하며 블레이드(432)의 절삭 스위프를 형성한다. 환형 절삭 스위프의 내측 반경은 전술된 튜브 필름 제거 범위 내에서, 튜브의 미리 결정된 양의 외측 반경 방향 부분이 제거되어 형성된다. 전술된 바와 같이, 대안적인 블레이드 형상 및/또는 설계가 이용될 수 있다.
제 2 밀링 부분(440)은 튜브 단부(12) 상에 베벨링 작동을 수행하는데 적합하며, 도 11에 도시된 바와 같이 에지(22)가 베벨링 된다. 제 2 밀링 부분(440)은 밀링 헤드(420) 상에 위치되며, 제 1 밀링 부분(430)과 공구 장착 부분(422) 사이에 위치된다.
밀링 헤드(420)는 밀링 헤드(420)의 중공 중심 또는 내측 부분과 외측 표면 사이의 헤드 바디 내의 개구인 하나 이상의 오리피스(442)를 포함한다. 오리피스(442)는 일반적으로, 보어(447) 내에 수용되는 고정 부재(446)를 이용하여 밀링 헤드(420)에 베벨 블레이드(444)의 연결을 충분히 용이하게 하기 위해서 적어도 큰, 임의의 크기 및 형상이 정해져 있다. 바람직한 실시예에서, 오리피스와 대응하는 각각의 하나, 둘, 또는 세 개의 베벨 블레이드가 이용된다. 베벨 블레이드의 수는 일반적으로, 보다 큰 직경 밀링 헤드가 보다 많은 수의 베벨 블레이드를 수용하는 경우에 밀링 헤드의 크기에 따라서 결정된다. 베벨 블레이드(444)가 밀링 헤드(420)에 연결되는 경우에, 오리피스(442)의 상대적으로 작은 부분 또는 공간만이 점유된다. 쉐이빙 중에 유리하게는, 밀링 작동에 의해 발생되는 칩 또는 플레이크는 오리피스(442)를 통해 밀링 헤드(420)로부터 벗어날 수 있다. 하나 이상의 베벨 블레이드(444)는 밀링 헤드(420)에 연결되어 절삭 에지(448)는 도 12에 도시된 바와 같이 환형 홈(426) 내측으로 연장한다. 블레이드(444)는 바람직하게, 도 12에 도시된 바와 같이 밀링 헤드(420)의 중심 축선(421)으로부터 연장하는 반경방향 평면을 따라서 배열된다.
베벨 블레이드(444)의 절삭 에지(448)는 바람직한 절두 원추형 베벨 각도로 튜브 단부에 제공하도록 밀링 공구 회전 축선(421)과 관련하여 미리 결정된 각도로 배열된다. 절삭 에지(448)는 밀링 헤드(420)의 회전 축선(421)과 관련하여, 20˚ 내지 약 60˚, 바람직하게는 약 30˚ 내지 약 45˚, 보다 바람직하게는 약 37.5˚의 각도에서 고정된다. 제 2 밀링 부분(440)의 베벨 블레이드(444)는 일반적으로, 제 1 밀링 부분(430)의 절삭 블레이드(432) 반경 반향 내부 에지와 동일한 반경방향으로 그리고 내부로 위치된다. 하나 이상의 베벨 블레이드(444)의 환형 절삭 스위프는 일반적으로, 튜브 필름 제거 블레이드(432)의 내측 반경 방향의 절삭 스위프와 동심을 갖는다.
베벨 블레이드(444)는 밀링 헤드(420)의 길이방향 중심 회전 축선(421), 즉 도 11에 도시된 바와 같은 제 1 밀링 부분 및 공구 장착 부분 중심 축선들을 통한 라인에 평행하며 수직으로 방향이 정해지는 것이 바람직한 오리피스(442)의 벽에 단단히 고정된다. 바람직한 실시예에서, 벽면은 밀링 헤드의 중심 축선(421)에 반경방향으로 평면이다. 베벨 블레이드(444)의 바람직한 실시예가 도 13에 도시되어 있다. 베벨 블레이드(444)는 실질적으로, 삼각형이며 세 개의 절삭 에지(448, 449 및 450)을 포함한다. 물론, 베벨 블레이드는 다이아몬드 또는 다른 기하학 형상과 같은 다른 형상을 가지며 도시된 삼각형의 실시예로만 제한되는 것은 아니다. 도 11에 도시된 바와 같이, 단 하나의 절삭 에지(448)만이 튜브 단부를 베벨링 하는데 이용되는 반면에 남아있는 절삭 에지는 사용되지 않는다. 하나의 절삭 에지(450)는 오리피스(442)의 상부 벽에 접하며, 밀릴 작동 중에 블레이드(444)의 이동을 실질적으로 방지하는 밀링 헤드(420)의 바디에 대해 베벨 블레이드를 받치고 있다.
베벨 블레이드(444)는 뉴트럴, 포지티브 또는 네거티브 레이크를 가질 수 있으며, 포지티브 레이크가 바람직하다. 용이하게, 가동 절삭 에지(active cutting edge)(448)가 마모된다면, 도면부호(449, 450)과 같은 새로운 절삭 에지가 존재함으로써 베벨 블레이드(444)는 제거, 회전 및 재연결될 수 있다. 각각의 베벨 블레이드(444)는 대체 및 재연삭이 필요로 되기 전에, 많은 시간 이용될 수 있다. 일 실시예에서, 베벨 블레이드 보어(447)는 고정 부재의 부착을 위한 원추형 구멍 오리피스를 가지며 또는 로우 프로파일 고정 부재가 이용되거나, 이들의 조합이 이용된다.
다른 실시예에서, 이용되는 베벨 블레이드(444)는 튜브 단부 상에 평편하며, 부드럽운 베벨링을 완성시키는 도 13 에 도시된 바와 같은 칩 브레이커 베벨 블레이드이다. 칩 브레이커 베벨 블레이드는 통상적인 나이프 블레이드와 유사한 테이 퍼링된 절삭 에지를 갖는다. 블레이드의 보다 두꺼운 부분 및 상대적으로 얇은 단부로부터 진척되어, 정리를 제공하는 날카로운 돌출부는 베베링될 튜브 단부를 완성시킨다. 칩 브레이커(66)는 테이퍼링된 에지를 형성하기 위해서 절삭 에지의 영역 내의 블레이드 표면의 일부분을 연마, 제거 또는 조립함으로써 형성될 수 있다.
제 2 밀링 부분(440)의 베벨 블레이드(444)는 바람직한 특징을 갖는 튜브를 가공하기 위해서 제 1 밀링 부분(430) 및 튜브 필름 제거 블레이드(432)로부터 미리 결정된 거리로 이격되어 있다. 베벨 블레이드의 가동 절삭 에지(448)의 최하 부분은 일반적으로 약 0.25 인치(0.63 ㎝) 내지 약 1.50 인치(3.81 ㎝) 또는 약 2.0 인치(5.08 ㎝), 바람직하게는 약 0.75 인치(1.91 ㎝) 내지 약 1.35 인치(3.43 ㎝), 보다 바람직하게는 약 1 인치(2.54 ㎝) 내지 약 1.25 인치(3.18 ㎝)인, 튜브 필름 제거 블레이드(432)의 하부 절삭 에지(451)로부터의 거리를 두고 위치되어 있다.
작동에서, 밀링 헤드(420)는 공구 장착 부분(422)를 통해 회전 밀링 공구(18)에 부착된다. 회전 밀링 공구(18)는 바람직하게, 샤프트(50)에 연결되는, 도 5에 도시된 도면부호(52)와 같은 콜릿을 이용하여 튜브에 일시적으로 연결되거나 고정된다. 밀링 헤드(420)는 튜브 쪽으로 나아가며, 여기서 제 1 밀링 부분 블레이드(432)는 튜브의 미리 결정되는 외측 원주부와 연결되어 후속적으로 밀링한다. 밀링 헤드(420)는 밀링 작동이 수행되어야 하기 때문에 튜브를 따라서 더 나아간다. 튜브의 표면 상에 존재하는 임의의 멤브레인 및/또는 용접 오버레이는 또한 블레이드(432)의 절삭 스위프로 제거된다. 밀링 헤드가 튜브를 따라서 나아가기 때문에, 제 2 밀링 부분(440)의 베벨 블레이드(444)는 튜브 단부(12)와 접촉하여 튜브 내측으로 바람직한 베벨로 밀링한다. 바람직한 밀링 작동이 수행된 후에, 회전 밀링 공구는 도 11에 도시된 바와 같이 베벨링된 단부 아래의 미리 결정된 거리를 위해 제거되는 튜브 필름이 있는 부분 및 베벨링된 단부를 갖는 튜브를 떠나서 튜브로부터 분리된다.
특허 법령에 따라서, 최적의 방법 및 바람직한 실시예가 설명되며, 본 발명의 범위는 여기에 제한되기보다는 첨부된 청구 범위에 따른다.
Claims (26)
- 회전 밀링 공구용 회전 밀링 헤드로서,환형 홈을 가지며 회전 밀링 공구에 연결되는 원통형 바디;고정 부재에 의해 상기 바디에 연결되는 하나 이상의 절삭 블레이드를 포함하며,각각의 상기 블레이드는 상기 밀링 헤드의 회전 축선 원주위에 배치되어 있으며, 내측 반경 및 상기 튜브 외측 직경에 적어도 동일한 외측 반경을 갖는 환형 절삭 스위프를 형성하는 절삭 에지를 구비하고 있으며, 상기 내측 반경은 상기 환형 튜브로부터 외측 반경 방향 두께의 약 2 % 내지 약 25 % 이하의 양을 제거시키며, 상기 고정 부재는 상기 고정 부재 헤드의 하부 에지로부터 상기 블레이드의 하부 절삭 에지로 측정되는 제 2 거리 보다 작거나 동일한 제 1 거리로 상기 블레이드 전면으로부터 연장하는 헤드 부분을 갖는,회전 밀링 공구용 회전 밀링 헤드.
- 제 1 항에 있어서,상기 블레이드는 상기 블레이드를 상기 바디에 연결하는 상기 고정 부재를 통해 연장하는 보어를 갖는 전면을 가지며, 상기 블레이드가 상기 고정 부재의 헤드의 적어도 일 부분을 수용할 수 있는, 상기 보어 주위에 원추형 구멍을 구비하고 있는,회전 밀링 공구용 회전 밀링 헤드.
- 제 2 항에 있어서,상기 고정 부재는 상기 블레이드를 상기 바디에 연결하며, 이로써 상기 고정 부재 헤드 부분은 상기 블레이드 면과 관련하여 동일 높이로 장착되거나 동일 높이보다 낮게 장착되는 단부를 갖는,회전 밀링 공구용 회전 밀링 헤드.
- 제 1 항 내지 제 3 항 중 어느 한 항에 있어서,상기 블레이드 절삭 스위프 내측 반경이 상기 환형 튜브 두께의 약 2 % 내지 약 15 %인,회전 밀링 공구용 회전 밀링 헤드.
- 제 1 항 내지 제 4 항 중 어느 한 항에 있어서,상기 블레이드 절삭 스위프 내측 반경은 상기 환형 튜브 두께의 약 2 % 내지 약 10 %인,회전 밀링 공구용 회전 밀링 헤드.
- 제 1 항 내지 제 5 항 중 어느 한 항에 있어서,상기 제 1 거리는 상기 제 2 거리의 약 95 % 미만인,회전 밀링 공구용 회전 밀링 헤드.
- 제 1 항 내지 제 6 항 중 어느 한 항에 있어서,상기 제 1 거리는 상기 제 2 거리의 약 90 % 미만인,회전 밀링 공구용 회전 밀링 헤드.
- 제 1 항 내지 제 7 항 중 어느 한 항에 있어서,상기 밀링 헤드는 상기 튜브의 단부를 수용하는, 상기 바디 내의 홈 내측으로 상기 밀링 헤드의 외측 부분으로부터 연장하는 하나 이상의 오리피스, 및 상기 오리피스의 벽에 부착되는 베벨 절삭 블레이드를 더 포함하며,상기 베벨 절삭 블레이드는 상기 튜브 단부 상에 베벨을 형성하는, 상기 바다 내의 홈 내측으로 연장하는 가동 절삭 에지를 갖는,회전 밀링 공구용 회전 밀링 헤드.
- 제 8 항에 있어서,상기 베벨 절삭 블레이드 가동 절삭 에지는 상기 밀링 헤드의 상기 중앙 회전 축선과 관련하여 약 20˚ 내지 약 60˚의 각도로 배치되는,회전 밀링 공구용 회전 밀링 헤드.
- 제 8 항 또는 제 9 항에 있어서,상기 베벨 절삭 블레이드는 상기 중앙 회전 축선에 평면 반경방향으로 배치되는,회전 밀링 공구용 회전 밀링 헤드.
- 제 8 항 내지 제 10 항 중 어느 한 항에 있어서,상기 베벨 절삭 블레이드 가동 절삭 에지의 최하부 튜브 절삭 부분은 상기 중앙 회전 축선을 따라서 측정되는 상기 튜브 필름 제거 블레이드의 하부 절삭 에지로부터 약 0.25 내지 약 2.0 인치의 거리에 배치되는,회전 밀링 공구용 회전 밀링 헤드.
- 제 8 항 내지 제 11 항 중 어느 한 항에 있어서,상기 베벨 절삭 블레이드 가동 절삭 에지 각도는 약 30˚ 내지 약 45˚이며,상기 베벨 절삭 블레이드 가동 절삭 에지의 상기 최하부 튜브 절삭 부분은 상기 튜브 필름 제거 블레이드의 상기 하부 절삭 에지로부터 0.75 내지 약 1.35 인치이며, 상기 베벨 튜브 절삭 블레이드는 상기 오리피스의 상부 벽에 접하는 부분을 가지며, 상기 베벨 절삭 블레이드는 삼각형인,회전 밀링 공구용 회전 밀링 헤드.
- 제 8 항 내지 제 12 항 중 어느 한 항에 있어서,상기 베벨 절삭 블레이드는 칩 브레이커 절삭 에지를 가지며, 여기서 하나, 둘, 세개의 오리피스는 각각의 오리피스의 벽에 연결되는 베벨 블레이드를 갖춘 상기 밀링 헤드 내에 존재하는,회전 밀링 공구용 회전 밀링 헤드.
- 제 8 항 내지 제 13 항 중 어느 한 항에 있어서,상기 베벨 절삭 블레이드 가동 절삭 에지의 상기 최하부 튜브 절삭 부분 사이의 거리는 상기 튜브 필름 제거 블레이드의 상기 하부 절삭 에지로부터 1.0 내지 약 1.25이며, 상기 베벨 튜브 절삭 블레이드는 상기 오리피스의 상부 벽에 접하는 부분을 가지며, 상기 베벨 절삭 블레이드 가동 절삭 에지 각도는 약 37.5˚인,회전 밀링 공구용 회전 밀링 헤드.
- 용접 작동을 위해 튜브 단부를 가공하는 방법으로서,미리 결정되는 깊이로 상기 튜브의 외측 직경으로부터 미리 결정된 양의 반경 방향 두께를 제거하기 위해서 제 1 밀링 헤드를 갖는 회전 밀링 공구를 이용하는 단계를 포함하며,상기 제 1 밀링 헤드는,회전 밀링 공구에 연결되며, 환형 홈을 갖는 원통형 바디;고정 부재에 의해 상기 바디에 연결되는 하나 이상의 절삭 블레이드를 포함하며,각각의 상기 블레이드는 상기 밀링 헤드의 회전 축선 원주위에 배치되어 있 으며, 내측 반경 및 상기 튜브 외측 직경에 적어도 동일한 외측 반경을 갖는 환형 절삭 스위프를 형성하는 절삭 에지를 구비하고 있으며, 상기 내측 반경은 상기 환형 튜브로부터 외측 반경 방향 두께의 약 2 % 내지 약 25 % 이하의 양을 제거시키며, 상기 고정 부재는 상기 고정 부재 헤드의 하부 에지로부터 상기 블레이드의 하부 절삭 에지로 측정되는 제 2 거리 보다 작거나 동일한 제 1 거리로 상기 블레이드 전면으로부터 연장하는 헤드 부분을 갖는,용접 작동을 위해 튜브 단부를 가공하는 방법.
- 제 15 항에 있어서,상기 튜브의 상기 단부를 바인딩하는 단계는 미리 결정되는 깊이로 상기 튜브 단부에 접하는 멤브레인, 또는 미리 결정되는 깊이로 상기 튜브 단부에 접하는 용접 오버레이, 또는 이들의 조합을 제거하는 단계를 더 포함하는,용접 작동을 위해 튜브 단부를 가공하는 방법.
- 제 15 항에 있어서,상기 튜브의 정면 부분 또는 배면 부분으로부터, 상기 튜브 반경방향 두께 제거 단계와 동시에 또는 그 후에 미리 결정된 깊이로 상기 제 1 밀링 헤드로 용접 오버레이 또는 이들의 조합물을 제거하는 단계를 더 포함하는,용접 작동을 위해 튜브 단부를 가공하는 방법.
- 제 15 항 내지 제 17 항 중 어느 한 항에 있어서,상기 튜브 반경방향 두께의 약 2 % 내지 약 25 % 이하의 양이 상기 튜브 직경 제거 단계 중에 제거되며, 상기 튜브 직경 제거 단계는 상기 튜브 단부로 측정되는 경우에 약 0.25 내지 약 1.5 인치의 깊이로 미리 결정되는,용접 작동을 위해 튜브 단부를 가공하는 방법.
- 제 15 항 내지 제 18 항 중 어느 한 항에 있어서,상기 튜브 반경방향 두께의 약 10 % 이하가 제거되며, 상기 깊이는 약 0.25 내지 약 1 인치인,용접 작동을 위해 튜브 단부를 가공하는 방법.
- 제 16 항 내지 제 19 항 중 어느 한 항에 있어서,사이 베벨링 단계는 상기 제 1 밀링 헤드 또는 제 2 분리 밀링 헤드로 수행되며, 상기 제 1 밀링 헤드는 상기 튜브의 단부를 수용하는, 상기 바디 내의 홈 내측으로 상기 밀링 헤드의 외측 부분으로부터 연장하는 하나 이상의 오리피스 상기 오리피스의 벽에 부착되는 베벨 절삭 블레이드를 포함하며, 상기 베벨 절삭 블레이드는 상기 튜브 단부 상에 베벨을 형성하는, 상기 바디 내의 홈 내측으로 연장하는 가동 절삭 에지를 갖는,용접 작동을 위해 튜브 단부를 가공하는 방법.
- 제 20 항에 있어서,상기 베벨 절삭 블레이드 가동 절삭 에지는 상기 밀링 헤드의 상기 중앙 회전 축선과 관련하여 약 20˚ 내지 약 60˚의 각도로 베치되는,용접 작동을 위해 튜브 단부를 가공하는 방법.
- 제 20 또는 제 21 항에 있어서,상기 베벨 절삭 블레이드는 상기 중앙 회전 축선에 평면 반경방향으로 배치되는,용접 작동을 위해 튜브 단부를 가공하는 방법.
- 제 20 항 내지 제 22 항 중 어느 한 항에 있어서,상기 베벨 절삭 블레이드 가동 절삭 에지의 최하부 튜브 절삭 부분은 상기 중앙 회전 축선에 따라서 측정되는 상기 튜브 필름 제거 블레이드의 하부 절삭 에지로부터 약 0.25 내지 약 2.0 인치의 거리로 위치되는,용접 작동을 위해 튜브 단부를 가공하는 방법.
- 제 20 항 내지 제 23 항 중 어느 한 항에 있어서,상기 베벨 절삭 블레이드 가동 절삭 에지 각도는 약 30˚ 내지 약 45˚이며,상기 베벨 절삭 블레이드 가동 절삭 에지의 상기 최하부 튜브 절삭 부분 사이의 거리는 상기 튜브 필름 제거 블레이드의 상기 하부 절삭 에지로부터 0.75 내 지 약 1.35이며,상기 베벨 튜브 절삭 블렝디는 상기 오리피스의 상부 벽에 접하는 부분을 가지며, 상기 베벨 절삭 블레이드는 삼각형인,용접 작동을 위해 튜브 단부를 가공하는 방법.
- 제 20 항 내지 제 24 항 중 어느 한 항에 있어서,상기 베벨 절삭 블레이드는 칩 브레이커 절삭 에지를 가지며, 여기서 하나, 둘, 세개의 오리피스는 각각의 오리피스의 벽에 연결되는 베벨 블레이드를 갖춘 상기 밀링 헤드 내에 존재하는,용접 작동을 위해 튜브 단부를 가공하는 방법.
- 제 20 내지 제 25 항 중 어느 한 항에 있어서,상기 베벨 절삭 블레이드 가동 절삭 에지의 상기 최하부 튜브 절삭 부분 사이의 상기 거리는 상기 튜브 필름 제거 블레이드의 상기 하부 절삭 에지로부터 1.0 내지 약 1.25 인치이며, 상기 베벨 튜브 절삭 블레이드는 상기 오리피스의 상부 벽에 접하는 부분을 가지며, 상기 베벨 절삭 블레이드 가동 절삭 에지 각도는 약 37.5˚인,용접 작동을 위해 튜브 단부를 가공하는 방법.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/657,890 | 2003-09-09 | ||
| US10/657,890 US7143673B2 (en) | 2003-09-09 | 2003-09-09 | Method for tube end preparation and milling head therefore |
| US10/721,539 US6955507B2 (en) | 2003-09-09 | 2003-11-25 | Tube milling head |
| US10/721,539 | 2003-11-25 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20060071417A true KR20060071417A (ko) | 2006-06-26 |
| KR100836970B1 KR100836970B1 (ko) | 2008-06-10 |
Family
ID=34279086
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020067004851A KR100836970B1 (ko) | 2003-09-09 | 2004-09-09 | 튜브 밀링 헤드 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US7313992B2 (ko) |
| EP (1) | EP1667814B1 (ko) |
| KR (1) | KR100836970B1 (ko) |
| AU (1) | AU2004270736C1 (ko) |
| CA (1) | CA2538247C (ko) |
| WO (1) | WO2005023483A1 (ko) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100836970B1 (ko) * | 2003-09-09 | 2008-06-10 | 에이치 앤드 에스 툴, 인코포레이티드 | 튜브 밀링 헤드 |
| US7140816B2 (en) * | 2004-07-20 | 2006-11-28 | H&S Tool, Inc. | Multi-functional tube milling head |
| US8100037B2 (en) * | 2005-10-21 | 2012-01-24 | H&S Tool, Inc. | Milling head and methods for tube end preparation |
| US7472464B2 (en) * | 2005-11-03 | 2009-01-06 | H&S Tool, Inc. | Milling head for removing heat dissipating elements from a tube |
| IL174720A (en) * | 2006-04-02 | 2010-04-15 | Alexander Khina | Cutting tool |
| US8021311B2 (en) * | 2006-08-16 | 2011-09-20 | Boston Scientific Scimed, Inc. | Mechanical honing of metallic tubing for soldering in a medical device construction |
| US8529172B2 (en) * | 2008-06-20 | 2013-09-10 | John R. Buta | Edge milling device |
| DE102009041337B3 (de) * | 2009-09-15 | 2011-04-07 | Wezag Gmbh Werkzeugfabrik | Bohrmaschinen-Werkzeug |
| USD639829S1 (en) | 2009-11-13 | 2011-06-14 | Lee Valley Tools, Ltd. | Tapered shoulder tenon cutter |
| IT1399090B1 (it) * | 2010-03-25 | 2013-04-05 | Ritmo Spa | Dispositivo multiutensile, particolarmente adatto alla preparazione di elementi tubolari da saldare per elettrofusione. |
| US9302334B2 (en) * | 2012-05-29 | 2016-04-05 | Apple Inc. | Cutting tools for cutting curved and complex features |
| US9114487B2 (en) | 2012-05-29 | 2015-08-25 | Apple Inc. | Components of an electronic device and methods for their assembly |
| DE102013104153A1 (de) | 2013-04-24 | 2014-11-13 | aquatherm Besitzgesellschaft mbH & Co. KG | Schälgerät |
| CA2829002C (en) * | 2013-09-27 | 2020-06-09 | G.B.D. Corp. | Pipe cutting tool and methods for use |
| US20170239732A1 (en) * | 2016-02-19 | 2017-08-24 | Metalwerks Pmd, Inc. | Cutting tool |
| US20220177348A1 (en) * | 2019-04-09 | 2022-06-09 | Corning Incorporated | Shaped articles, methods and apparatus for forming the same, and liquid lenses comprising the same |
Family Cites Families (62)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1204994A (en) | 1915-01-27 | 1916-11-14 | Harry B Kendall | Compound tool. |
| US1253015A (en) | 1917-10-08 | 1918-01-08 | Bunting Iron Works | Combination overshot rotary milling-cutter. |
| US2253028A (en) * | 1938-04-23 | 1941-08-19 | Wetmore Reamer Company | Rotary cutting tool |
| US2289631A (en) * | 1941-12-10 | 1942-07-14 | Goetz Voss Corp | Bead remover |
| US2749809A (en) * | 1952-11-07 | 1956-06-12 | Babcock & Wilcox Co | Metal removing apparatus for trimming tube ends |
| US3007686A (en) * | 1958-09-04 | 1961-11-07 | Carl G Pearson | Coring apparatus |
| US3054313A (en) | 1958-12-23 | 1962-09-18 | Aerofin Corp | Machines for removing fins from spirally finned heat exchange tubes |
| US3051059A (en) | 1959-01-02 | 1962-08-28 | Riley Stoker Corp | Tube end milling machine |
| US2970843A (en) * | 1959-01-26 | 1961-02-07 | Emil J Bourguignon | Expanding arbor adapter for lathes |
| US3157076A (en) | 1960-03-24 | 1964-11-17 | Glen H Arthur | Tool and method for cutting and shaping tubing |
| US3228268A (en) | 1963-09-09 | 1966-01-11 | Lowry Dev Corp | Portable tube end cutting tool |
| US3515029A (en) | 1968-08-30 | 1970-06-02 | Romain Gambini | Device for removing the burr from the ends of cylindrical parts |
| US3999452A (en) * | 1975-01-24 | 1976-12-28 | Gardner-Denver Company | Tool for preparing tube ends for welding |
| FR2324094A1 (fr) | 1975-09-11 | 1977-04-08 | Saint Gobain Techn Nouvelles | Procede et dispositif pour cisailler un faisceau de tubes contenant des combustibles nucleaires |
| US3976388A (en) | 1975-09-18 | 1976-08-24 | Webb George E | Conduit deburring tool |
| DE2816895C3 (de) | 1978-04-14 | 1980-12-11 | Mannesmann Ag, 4000 Duesseldorf | Rohrinnenentgrater mit Schneideinsatz |
| US4192067A (en) | 1978-10-23 | 1980-03-11 | Westinghouse Electric Corp. | Apparatus for cutting through a tube bundle |
| US4364290A (en) | 1980-12-05 | 1982-12-21 | Astle William H | Adjustable tool holder |
| US4449871A (en) * | 1980-12-08 | 1984-05-22 | Hillestad Tollief O | Portable tube milling tool |
| GB2092934A (en) | 1981-02-11 | 1982-08-25 | Tube Runner Gb Co Ltd | A tube profiling tool |
| US4437366A (en) | 1981-04-03 | 1984-03-20 | Tri Tool, Inc. | Tool carrier for portable lathe |
| JPS57202930A (en) | 1981-06-09 | 1982-12-13 | Yazaki Kako Kk | Chamfering device for pipe and part |
| DE8120797U1 (de) | 1981-07-16 | 1982-12-30 | Komet Stahlhalter- Und Werkzeugfabrik Robert Breuning Gmbh, 7122 Besigheim | Drehwerkzeug fuer die endenbearbeitung von wellen, zapfen, rohren u.dgl. |
| US4459883A (en) | 1982-02-04 | 1984-07-17 | Tri Tool, Inc. | Portable machine tool for preparing pipe joints for welding |
| US4498820A (en) | 1982-08-17 | 1985-02-12 | Sma Controls Inc. | Cutting tool |
| GB8404922D0 (en) * | 1984-02-24 | 1984-03-28 | Babcock Power Ltd | Tool head |
| US4718201A (en) | 1985-04-10 | 1988-01-12 | Legge Gerald A | Method for cutting a boiler tube and apparatus therefor |
| US4633555A (en) | 1985-04-10 | 1987-01-06 | Legge Gerald A | Method for cutting tube-walls |
| US4691600A (en) * | 1985-11-20 | 1987-09-08 | Carlson Larry M | Pipe shaver |
| US4743159A (en) | 1986-03-28 | 1988-05-10 | Toyota Jidosha Kabushiki Kaisha | Device for pivoting pivotable member between closed and open positions |
| US4689920A (en) | 1986-08-18 | 1987-09-01 | Specialty Tool Co., Inc. | Slitting tool |
| US4830551A (en) * | 1986-10-07 | 1989-05-16 | Sma Controls, Inc. | Boiler repair |
| US5044075A (en) | 1986-10-07 | 1991-09-03 | Sma Controls, Inc. | Boiler repair |
| US4739688A (en) | 1986-10-07 | 1988-04-26 | Sma Controls, Inc. | Boiler repair |
| US4743149A (en) * | 1987-03-13 | 1988-05-10 | Specialty Tool Co., Inc. | Header tube tool |
| US4872249A (en) * | 1988-07-28 | 1989-10-10 | Tri Tool Inc. | Tool support and guide system for repair of boiler tube panels and process for carrying out repair using same |
| US4958542A (en) * | 1988-08-30 | 1990-09-25 | Skerrett Oliver C | Fiberglass tube end tapering device |
| US4889454A (en) * | 1988-10-07 | 1989-12-26 | Hillestad Tollief O | Portable power tool for milling tube ends |
| US4979294A (en) | 1989-07-17 | 1990-12-25 | The Dayton Power & Light Company | Boiler tube repair method |
| US5033347A (en) | 1989-08-25 | 1991-07-23 | Hillestad Tollief O | Boiler tube cutting apparatus |
| US5189933A (en) * | 1991-04-08 | 1993-03-02 | Ricci Donato L | Clamshell mounted pipe nozzle weld milling machine with centering apparatus |
| US5304018A (en) * | 1992-03-20 | 1994-04-19 | Lavanchy Wayne N | Plunge cutting device and method for plastic pipe members such as pipe couplings, flanges, hubs, and the like |
| US5211212A (en) | 1992-05-29 | 1993-05-18 | Blount, Inc. | Cutting tooth |
| US5356248A (en) * | 1993-11-17 | 1994-10-18 | Hillestad Mark W | Boiler tube bank repair |
| US5542177A (en) * | 1993-11-17 | 1996-08-06 | Hillestad; Mark W. | Boiler tube bank repair |
| US5531550A (en) | 1994-09-30 | 1996-07-02 | Esco Technologies, Inc. | Clamp release mechanism for an end finishing tool |
| DE19607230C1 (de) | 1996-02-27 | 1997-02-20 | Walter Ag | Verfahren zur Herstellung bogenförmiger Nuten und Werkzeug dazu |
| US6051059A (en) * | 1996-10-08 | 2000-04-18 | Aisner; Leslie | Liquid art medium for creating three-dimensional art |
| US5921720A (en) * | 1998-01-23 | 1999-07-13 | Lemke; Carl | Ball nose cutting tool with center mounted tool bits |
| US6004082A (en) | 1998-03-03 | 1999-12-21 | Lee Valley Tools Ltd. | Tenon cutter |
| US6276244B1 (en) | 1998-11-19 | 2001-08-21 | Visteon Global Technologies, Inc. | Cutting tool for forming parallel grooves in a tubular member |
| US6135680A (en) | 1999-02-24 | 2000-10-24 | Unova Ip Corp. | Boring tool with staggered rotary cutting inserts |
| US6533506B1 (en) * | 2000-06-01 | 2003-03-18 | Genesee Manufacturing Company, Inc | Adjustable hollow milling tool having constant radial rake angle, constant axial rake angle, and constant radial and axial clearance angles at all cutting diameters |
| JP2003127007A (ja) | 2001-08-10 | 2003-05-08 | Sumitomo Electric Ind Ltd | スローアウェイチップ |
| US6786684B1 (en) | 2001-08-15 | 2004-09-07 | Robert J. Ecker | Tubular hole cutter |
| US6739807B2 (en) | 2001-11-26 | 2004-05-25 | Valenite Llc | Rotatable cutting tool |
| DE10163473C1 (de) | 2001-12-17 | 2003-07-10 | Mapal Fab Praezision | Werkzeug zur spanabtragenden Bearbeitung von Rohrenden |
| US6668697B2 (en) | 2002-01-30 | 2003-12-30 | Hsiu-Man Yu Chen | Automatic cutting device for an adhesive-tape holder |
| US20040018064A1 (en) | 2002-03-15 | 2004-01-29 | Liu Chunghorng R. | Cutting tools |
| KR100836970B1 (ko) * | 2003-09-09 | 2008-06-10 | 에이치 앤드 에스 툴, 인코포레이티드 | 튜브 밀링 헤드 |
| US7143673B2 (en) | 2003-09-09 | 2006-12-05 | H&S Tool, Inc. | Method for tube end preparation and milling head therefore |
| US7140816B2 (en) * | 2004-07-20 | 2006-11-28 | H&S Tool, Inc. | Multi-functional tube milling head |
-
2004
- 2004-09-09 KR KR1020067004851A patent/KR100836970B1/ko not_active IP Right Cessation
- 2004-09-09 EP EP04783660A patent/EP1667814B1/en active Active
- 2004-09-09 AU AU2004270736A patent/AU2004270736C1/en not_active Ceased
- 2004-09-09 CA CA2538247A patent/CA2538247C/en not_active Expired - Fee Related
- 2004-09-09 WO PCT/US2004/029506 patent/WO2005023483A1/en active Application Filing
-
2005
- 2005-04-13 US US11/105,823 patent/US7313992B2/en not_active Expired - Fee Related
- 2005-06-21 US US11/157,624 patent/US7607374B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| EP1667814B1 (en) | 2011-12-21 |
| AU2004270736B2 (en) | 2008-12-11 |
| KR100836970B1 (ko) | 2008-06-10 |
| CA2538247A1 (en) | 2005-03-17 |
| US7607374B2 (en) | 2009-10-27 |
| EP1667814A1 (en) | 2006-06-14 |
| AU2004270736A1 (en) | 2005-03-17 |
| EP1667814A4 (en) | 2010-06-30 |
| US7313992B2 (en) | 2008-01-01 |
| WO2005023483A1 (en) | 2005-03-17 |
| US20060002776A1 (en) | 2006-01-05 |
| CA2538247C (en) | 2010-11-30 |
| AU2004270736C1 (en) | 2009-05-28 |
| US20050175421A1 (en) | 2005-08-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7607374B2 (en) | Tube milling head | |
| US6955507B2 (en) | Tube milling head | |
| US7140816B2 (en) | Multi-functional tube milling head | |
| US5542177A (en) | Boiler tube bank repair | |
| US8100037B2 (en) | Milling head and methods for tube end preparation | |
| CN103386513A (zh) | 铣削刀具 | |
| SE521638C2 (sv) | Metod för bearbetning av ett objekt, maskin och verktygsenhet för utförande av metoden | |
| US5356248A (en) | Boiler tube bank repair | |
| KR100890285B1 (ko) | 다기능 튜브 밀링 헤드 | |
| US4090805A (en) | Cutting tool for removing governor chest nozzles and refinishing the nozzle seats | |
| US4440531A (en) | Reaming and counterboring cutting tool | |
| CN201800352U (zh) | 修复水泥混凝土构件表面缺陷的铣刀 | |
| RU2785350C1 (ru) | Устройство для снятия фасок на трубах малого диаметра | |
| CN212443289U (zh) | 环形内槽刀具结构 | |
| JPH11179610A (ja) | 転削工具 | |
| JPH10128612A (ja) | 刃部交換式エンドミル | |
| JP2005186245A (ja) | エンドミル装着型面取り具 | |
| JP2009196055A (ja) | 加工ヘッド着脱式工具 | |
| JPH07328828A (ja) | 切削工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E90F | Notification of reason for final refusal | ||
| E90F | Notification of reason for final refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| LAPS | Lapse due to unpaid annual fee |