JP7660460B2 - ポリプロピレン系樹脂発泡粒子、ポリプロピレン系樹脂発泡粒子の製造方法、及びポリプロピレン系樹脂発泡粒子成形体 - Google Patents
ポリプロピレン系樹脂発泡粒子、ポリプロピレン系樹脂発泡粒子の製造方法、及びポリプロピレン系樹脂発泡粒子成形体 Download PDFInfo
- Publication number
- JP7660460B2 JP7660460B2 JP2021130797A JP2021130797A JP7660460B2 JP 7660460 B2 JP7660460 B2 JP 7660460B2 JP 2021130797 A JP2021130797 A JP 2021130797A JP 2021130797 A JP2021130797 A JP 2021130797A JP 7660460 B2 JP7660460 B2 JP 7660460B2
- Authority
- JP
- Japan
- Prior art keywords
- expanded
- polypropylene
- hindered amine
- resin
- expanded beads
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
Description
即ち、ヒンダードアミン系難燃剤を含有するポリプロピレン系樹脂発泡粒子を用いて型内成形を行った場合、発泡粒子同士の融着性が低下する傾向にあった。そのため、発泡粒子の発泡倍率や、型内成形条件等によっては、所望する難燃性を有すると共に発泡粒子同士の融着性に優れる発泡粒子成形体を得ることが難しくなる場合があった。特に、より厚みの厚い部分を有する発泡粒子成形体や、おこし状の発泡粒子成形体を製造する場合には、発泡粒子同士の融着性に改善の余地があった。
図1は、本発明の製造方法の一実施形態に関し、製造方法の一部を説明する説明図である。図(1A)には、本発明の製造方法の一実施形態において用いられるポリプロピレン系樹脂粒子10の断面を示し、図(1B)には、図(1A)に示すポリプロピレン系樹脂粒子10を発泡させて製造されたポリプロピレン系樹脂発泡粒子20の断面を示している。
尚、本発明に関する難燃性は、FMVSS302燃焼試験に基づき評価される性能を指す。
図(1B)に示すとおり、本発明のポリプロピレン系樹脂発泡粒子20は、ポリエチレン系樹脂を含むポリエチレン系樹脂組成物から構成される表面22を有する。尚、以下では、ポリプロピレン系樹脂発泡粒子20を単に発泡粒子20という場合がある。またポリプロピレン系樹脂粒子10を単に樹脂粒子10という場合がある。
発泡粒子20は、NOR型ヒンダードアミンを含んでいる。発泡粒子20に含まれるNOR型ヒンダードアミンの配合割合は0.03重量%以上0.5重量%以下である。このように充分な量のNOR型ヒンダードアミンが配合されることによって、発泡粒子20及びこれを用いて成形された発泡粒子成形体は良好な難燃性を発揮しうる。
また発泡粒子20は、上述するポリエチレン系樹脂組成物中のNOR型ヒンダードアミンの配合割合が、発泡粒子20中のNOR型ヒンダードアミンの配合割合よりも少なくなるよう構成されている。ここでポリエチレン系樹脂組成物中のNOR型ヒンダードアミンの配合割合が少ないとは、表面22を構成するポリエチレン系樹脂組成物においてNOR型ヒンダードアミンが0重量%である場合を含む。かかる構成を備えることにより、本発明は、良好な難燃性を維持しつつ、融着性に優れた発泡粒子成形体を型内成形可能な発泡粒子20を提供することができる。
かかるNOR型ヒンダードアミンを含む従来の難燃性発泡粒子は、NOR型ヒンダードアミンを含まない発泡粒子に比べて、発泡粒子同士の融着性が低下する傾向にあった。またかかる傾向は、発泡粒子のかさ密度が低い場合等に顕著であることがわかった。これらの理由は明らかではないが、NOR型ヒンダードアミンが発泡粒子の表面に相対的に多く存在することにより、型内成形時の発泡粒子同士の融着が阻害されているものと推測された。
これに対し、本発明は、ポリエチレン系樹脂組成物を用いて発泡粒子の表面を構成するとともに、当該ポリエチレン系樹脂組成物中のNOR型ヒンダードアミンの配合割合が、ポリプロピレン系樹脂発泡粒子中のNOR型ヒンダードアミンの配合割合よりも少なくなるよう調整することで、良好な難燃性を示すとともに発泡粒子同士の融着性の低下を防止する。
発泡粒子20は、表面22がポリエチレン系樹脂組成物から構成される。発泡粒子20に関し、表面22を除いた部分を発泡粒子本体21という場合がある。
発泡粒子20は、NOR型ヒンダードアミンを0.03重量%以上0.5重量%以下の範囲の配合割合で含む。発泡粒子20におけるNOR型ヒンダードアミンの配合割合が少なすぎる場合、これを用いて製造される発泡粒子成形体の難燃性を高めることが困難となる。一方、発泡粒子20におけるNOR型ヒンダードアミンの配合割合が多すぎる場合、発泡粒子20における気泡径が不均一になりやすく、得られる発泡粒子成形体の難燃性や表面性等が低下する虞がある。

化学式(2)は、商品名NOR116(分子量2261、BASF社製)、化学式(3)は、商品名FP-T80(分子量681、株式会社ADEKA社製)、化学式(4)は、商品名Tinuvin123(分子量737、BASF社製)である。

発泡粒子20中に、一般式(1)で表されるNOR型ヒンダードアミン以外の他の難燃剤が含まれる場合、他の難燃剤の配合割合は、本発明の趣旨を逸脱しない範囲で調整されればよい。
一方、発泡粒子20中に複数種類のNOR型ヒンダードアミンが含まれている場合、上述するNOR型ヒンダードアミンの分子量は、発泡粒子20中に含まれるNOR型ヒンダードアミンの分子量の加重平均とする。また発泡粒子20中に含まれる個々のNOR型ヒンダードアミンのモル比率が不明である場合、ポリスチレンを標準物質とするGPCにより求められる平均分子量をNOR型ヒンダードアミンの分子量とすることができる。
黒色外観を有する発泡粒子成形体を提供できるという観点から、発泡粒子20はカーボンブラックを含有することが好ましい。良好な黒色外観を有する発泡粒子成形体を得やすいという観点から、発泡粒子20中のカーボンブラックの配合割合は、0.5重量%以上であることが好ましく、1.0重量%以上であることがより好ましく、1.5重量%以上であることがさらに好ましく、2.0重量%以上であることが特に好ましい。一方、得られる発泡粒子成形体を燃え難くするという観点から、発泡粒子20中のカーボンブラックの配合割合は、5.0重量%以下であることが好ましく、4.0重量%以下であることがより好ましく、3.5重量%以下であることがさらに好ましく、3.2重量%以下であることが特に好ましい。
尚、発泡粒子20あるいは後述する発泡粒子20の表面22におけるカーボンブラックの配合割合は、樹脂粒子10を製造するために用いた材料から適宜算出することができる。
また、発泡粒子20あるいは後述する発泡粒子20の表面22におけるカーボンブラックの配合割合を、発泡粒子20あるいは後述する発泡粒子20の表面22から切り出された試験片から直接測定してもよい。測定方法としては、熱重量示差熱分析装置(つまり、TG-DTA)を用いて、発泡粒子20又は上記試験片を用い、JIS K7120:1987年に基づいた測定を行い、得られるTG曲線における400℃から1000℃までの質量減少率に基づいて、含有されるカーボンブラックの配合割合を求めることができる。
発泡粒子の平均気泡径は、次のようにして求められる値である。まず、発泡粒子を二等分した断面の写真を撮影する。撮影された写真上で発泡粒子断面の面積が概ね二等分となるように直線を引き、発泡粒子の周縁から対向する周縁までの線分の長さLを該線分に接する全ての気泡の数Nで除した値(L/N)を1つの発泡粒子の平均気泡径とする。この操作を10個以上の発泡粒子について行い、その算術平均値を発泡粒子の平均気泡径とする。
上述する発泡粒子20には、難燃剤、難燃助剤、気泡調整剤、滑剤、結晶核剤、着色剤、導電材、帯電防止剤等の任意の添加剤が含まれてもよい。
発泡粒子20のかさ密度は、特に限定されないが、発泡粒子成形体の剛性等をより高めるという観点からは、10kg/m3以上であることが好ましく、15kg/m3以上であることがより好ましく、18kg/m3以上であることがさらに好ましい。
一般的には発泡粒子20のかさ密度が低い場合、発泡粒子20中の樹脂量が少なくなるため発泡粒子20の燃焼速度が上昇しやすい。しかし本発明では、発泡粒子20中に十分な量のNOR型ヒンダードアミンが配合されているため、かさ密度が小さい場合でも良好な難燃性が示されうる。
また、発泡粒子成形体の軽量性をより向上させるという観点からは、発泡粒子20のかさ密度は、500kg/m3以下であることが好ましく、100kg/m3以下であることがより好ましく、50kg/m3以下であることがさらに好ましく、40kg/m3以下であることが特に好ましい。
尚、発泡粒子20のかさ密度の調整方法は、後述する本発明の製造方法において述べる。
発泡粒子20のかさ密度は、以下の方法により測定される。まず、測定に供する発泡粒子20を気温23℃、相対湿度50%、1atmの環境中で24時間以上放置する。このようにして得られた重量W(g)の発泡粒子群をメスシリンダー内に充填し、メスシリンダー底面で床面を数度、軽く叩くことにより、メスシリンダー内の発泡粒子群の充填高さを安定させる。メスシリンダーの目盛りが指す発泡粒子群のかさ体積V(L)を読み取り、発泡粒子群の重量Wを発泡粒子群のかさ体積Vで除す(W/V)。これにより求められる値をkg/m3に単位換算することにより、発泡粒子20のかさ密度(kg/m3)を得ることができる。
発泡粒子本体を構成する基材樹脂:
発泡粒子本体21は、ポリプロピレン系樹脂を基材樹脂として構成される。ここで基材樹脂とは、発泡粒子本体21を構成する樹脂100重量%において50重量%以上を占める樹脂を指す。
発泡粒子本体21を構成する基材樹脂であるポリプロピレン系樹脂としては、プロピレン単独重合体又はプロピレンに由来する構造単位を、50重量%を超えて含むポリプロピレン系共重合体が例示される。上記基材樹脂は、1種のポリプロピレン系樹脂であってもよいし2種以上のポリプロピレン系樹脂であってもよい。
上記プロピレン単独重合体としては、例えばアイソタクチックポリプロピレン、シンジオタクチックポリプロピレン及びアタクチックポリプロピレン等のポリプロピレン単独重合体が例示される。
また上記ポリプロピレン系共重合体としては、例えば、プロピレン-エチレン共重合体、プロピレン-ブテン共重合体、プロピレン-エチレン-ブテン共重合体などのプロピレンとエチレン又は炭素数4以上のαオレフィンとの共重合体や、プロピレン-アクリル酸共重合体、プロピレン-無水マレイン酸共重合体等が例示できる。尚、これらの共重合体は、ブロック共重合体、ランダム共重合体、グラフト共重合体のいずれでもよい。
また上述する重合体は架橋したものであってもよいが、無架橋のものであることが好ましい。発泡粒子の型内成形性の観点からは、ポリプロピレン系樹脂としては、ポリプロピレン系共重合体が好ましく、プロピレン-エチレン共重合体、プロピレン-ブテン共重合体、プロピレン-エチレン-ブテン共重合体から選択される1種以上がより好ましく、プロピレン-エチレン共重合体がさらに好ましい。
尚、本発明に関し、基材樹脂であるポリプロピレン系樹脂及びNOR型ヒンダードアミンを含み、発泡粒子本体21を構成する材料を、ポリプロピレン系樹脂組成物という場合がある。ポリプロピレン系樹脂組成物は、上記の他に、本発明の趣旨を逸脱しない範囲において、基材樹脂であるポリプロピレン系樹脂以外のその他の重合体及び任意の添加剤を含んでもよい。
その他の重合体としては、ポリエチレン系樹脂、ポリスチレン系樹脂、ポリアミド系樹脂、ポリエステル系樹脂等のポリプロピレン系樹脂以外の熱可塑性樹脂や、オレフィン系熱可塑性エラストマー、スチレン系熱可塑性エラストマー等のエラストマー等が例示される。これらの他の重合体は2種以上含まれていてもよい。
発泡粒子本体21を構成する樹脂中におけるその他の重合体の配合割合は、30重量%以下であることが好ましく、20重量%以下であることがより好ましく、10重量%以下であることがさらに好ましく、5重量%以下であることがよりさらに好ましく、3重量%以下であることが特に好ましく、0重量%、つまり、発泡粒子本体21は、重合体としてポリプロピレン系樹脂のみを含むことが最も好ましい。
発泡粒子20の成形性を維持しつつ、剛性等の機械的物性により優れる発泡粒子成形体を得るという観点からは、発泡粒子本体21を構成する樹脂の融点は、130℃以上150℃以下であることが好ましく、132℃以上145℃以下であることがより好ましく、135℃以上140℃以下であることがさらに好ましい。ここでいう樹脂の融点とは、発泡粒子本体21を構成する樹脂が実質的に1種のポリプロピレン系樹脂である場合には、当該ポリプロピレン系樹脂の融点を指す。また発泡粒子本体21を構成する樹脂が2種以上のポリプロピレン系樹脂の混合物であるか、又は1種以上のポリプロピレン系樹脂及びその他の樹脂を含む混合物である場合、混合物を予め押出機等で混練して得た混練物の融点を指す。
次に発泡粒子20の表面22について説明する。
発泡粒子20は、ポリエチレン系樹脂を含むポリエチレン系樹脂組成物から構成される表面22を有する。
図(1A)では、樹脂粒子本体11と表面12とを備える樹脂粒子10を示した。また、図(1B)では、樹脂粒子10を用いて製造された発泡粒子20を示した。表面22は、表面12に起因する表面である。樹脂粒子10が後述する共押出方法により得られたものである場合、樹脂粒子10は、樹脂粒子本体11と当該樹脂粒子本体を被覆する被覆層12Sとを備える。発泡粒子20の被覆層22Sは、被覆層12Sに起因する被覆層である。被覆層22Sは、発泡層であってもよいし、非発泡層であってもよい。非発泡層とは、実質的に気泡構造を有しない層を意味する。また、被覆層22Sは、部分的に発泡していても構わない。
表面22を構成するポリエチレン系樹脂組成物は、ポリエチレン系樹脂を基材樹脂として含む組成物である。発泡粒子の融着性の観点から、前記ポリエチレン系樹脂組成物の基材樹脂であるポリエチレン系樹脂は、前記発泡粒子本体21を構成するポリプロピレン系樹脂の融点よりも、低い融点又は軟化点を有することが好ましい。
ポリエチレン系樹脂組成物は、本発明の趣旨を逸脱しない範囲においてポリエチレン系樹脂以外のその他の重合体や任意の添加剤を含んでいてもよい。
ポリエチレン系樹脂組成物に含まれる基材樹脂は、ポリエチレン系樹脂である。当該ポリエチレン系樹脂は、ポリエチレン系樹脂組成物に含まれる樹脂100重量%において50重量%以上を占める。上記基材樹脂は、1種のポリエチレン系樹脂であってもよいし2種以上のポリエチレン系樹脂であってもよい。
上記ポリエチレン系樹脂としては、エチレン単独重合体又はエチレンに由来する構造単位を、50重量%を超えて含むポリエチレン系共重合体が例示される。
中でも、発泡粒子本体21と表面22(被覆層22S)との剥離を抑制する観点から、ポリエチレン系樹脂としては、低密度ポリエチレン、直鎖状低密度ポリエチレン、高密度ポリエチレンから選択される1種以上であることが好ましく、直鎖状低密度ポリエチレンであることがより好ましい。低密度ポリエチレンとは、長鎖分岐構造を有し、密度が910kg/m3以上930kg/m3未満のポリエチレン系樹脂をいい、直鎖状低密度ポリエチレンとは、エチレンと炭素数4~8のα-オレフィンとの共重合体であって、実質的に分子鎖が線状であり、密度が910kg/m3以上930kg/m3未満のポリエチレン系樹脂をいい、高密度ポリエチレンとは、エチレン単独重合体又はエチレンと炭素数4~8のα-オレフィンとの共重合体であって、密度が930kg/m3以上のポリエチレン系樹脂をいう。
メタロセン系重合触媒を用いて重合された直鎖状低密度ポリエチレンを含むポリエチレン系樹脂組成物から構成された表面22(被覆層22S)は、発泡粒子本体21との剥離が特に抑制されやすい傾向にある。そのため、上記直鎖状低密度ポリエチレンを含む表面22を備える発泡粒子20は、良好な融着性を示しつつ、型内成形時において成形型へ表面22が付着し難い。
その他の重合体としては、ポリプロピレン系樹脂、ポリスチレン系樹脂、ポリアミド系樹脂、及びポリエステル系樹脂等のポリエチレン系樹脂以外の熱可塑性樹脂や、オレフィン系熱可塑性エラストマー、スチレン系熱可塑性エラストマー等のエラストマー等が例示される。これらの他の重合体は、2種以上含まれていてもよい。
ポリエチレン系樹脂組成物中におけるその他の重合体の配合割合は30重量%以下であることが好ましく、20重量%以下であることがより好ましく、10重量%以下であることがさらに好ましく、5重量%以下であることがよりさらに好ましく、3重量%以下であることが特に好ましく、0重量%、つまり、ポリエチレン系樹脂組成物は、重合体としてポリエチレン系樹脂のみを含むことが最も好ましい。
ポリエチレン系樹脂組成物に含まれるポリエチレン系樹脂の融点は、100℃以上125℃以下であることが好ましく、105℃以上120℃以下であることがより好ましい。また、ポリエチレン系樹脂組成物に含まれるポリエチレン系樹脂の融点Tmsと発泡粒子本体21を構成するポリプロピレン系樹脂の融点Tmcとの融点差[Tmc-Tms]が0を超え35℃以下であることが好ましく、5℃以上32℃以下であることがより好ましく、10℃以上30℃以下であることがさらに好ましい。これにより、表面22が型内成形時の発泡粒子20同士の融着性を高める融着層としての機能を発揮し、型内成形時の発泡粒子20同士の融着性をさらに高めることができる。
表面22を構成するポリエチレン系樹脂の融点は、発泡粒子20を製造するために用いられる樹脂粒子10における表面12を構成するポリエチレン系樹脂の融点又は軟化点と同等となる。したがって、予め樹脂粒子10における表面12を構成するポリエチレン系樹脂の融点又は軟化点を、上述する測定方法に倣って測定することで、発泡粒子20の表面22を構成するポリエチレン系樹脂の融点を把握することができる。
発泡粒子20に占める表面22(被覆層22S)の重量割合は、0.5重量%以上20重量%以下であることが好ましい。これによって、表面22(被覆層22S)と、発泡粒子本体21とのバランスが良好となり、かかる発泡粒子20を用いて製造された発泡粒子成形体は、融着性に優れると共に、機械的物性に優れたものとなる。発泡粒子20同士の融着性をより安定して向上させる観点からは、発泡粒子20中の表面22(被覆層22S)の重量割合が1重量%以上であることがより好ましく、3重量%以上であることがさらに好ましく、5重量%以上であることが特に好ましい。一方、発泡粒子成形体の機械的物性をより向上させる観点からは、発泡粒子20中の表面22(被覆層22S)の割合が15重量%以下であることが好ましく、12重量%以下であることがより好ましく、10重量%以下であることがさらに好ましい。
本発明の所期の課題が達成されうる範囲であれば、ポリエチレン系樹脂組成物から構成される表面22は、発泡粒子20の表面全体に設けられていてもよいし、表面の一部に設けられていてもよい。
発泡粒子20を用いて製造される発泡粒子成形体に黒色の外観を良好に付するために、表面22を構成するポリエチレン系樹脂組成物にもカーボンブラックが配合されていることが好ましい。発泡粒子本体21だけでなく、表面22を構成するポリエチレン系樹脂組成物にもカーボンブラックを配合することで、色調のむらが抑制された黒色の発泡粒子成形体を提供可能である。色調のむらが十分に抑制され、良好な外観を有する発泡粒子成形体が得られやすいという観点から、表面22を構成するポリエチレン系樹脂組成物中のカーボンブラックの配合割合は、0.5重量%以上であることが好ましく、1.0重量%以上であることがより好ましく、1.5重量%以上であることがさらに好ましく、2.0重量%以上であることが特に好ましい。
一方、発泡粒子20の型内成形性を高めると共に、得られる発泡粒子成形体を燃え難くするという観点から、表面22を構成するポリエチレン系樹脂組成物中のカーボンブラックの配合割合は、5.0重量%以下であることが好ましく、4.0重量%以下であることがより好ましく、3.5重量%以下であることがさらに好ましく、3.2重量%以下であることが特に好ましい。
ポリエチレン系樹脂組成物に任意で添加されるカーボンブラックは、上述する発泡粒子本体21に添加されるカーボンブラックに関する記載が適宜参照される。
本発明の趣旨を逸脱しない範囲において、表面22を構成するポリエチレン系樹脂組成物は、さらにその他の添加剤を1種以上含んでいてもよい。その他の添加剤としては、例えばNOR型ヒンダードアミン以外の難燃剤、難燃助剤、滑剤、結晶核剤、着色剤、導電材、帯電防止剤等が例示される。
ただし、表面22を構成するポリエチレン系樹脂組成物は、重合体(基材樹脂を含む)に加え、添加剤として、実質的にカーボンブラック及び/又はNOR型ヒンダードアミンのみを含むことが好ましく、実質的にカーボンブラックのみを含むことがより好ましく、実質的に重合体(基材樹脂を含む)のみから構成されてもよい。
ポリプロピレン系樹脂発泡粒子中のNOR型ヒンダードアミンの配合割合よりも少ない範囲において、表面22を構成するポリエチレン系樹脂組成物は、NOR型ヒンダードアミンを含んでいてもよい。
より具体的には、ポリエチレン系樹脂組成物中のNOR型ヒンダードアミンの配合割合は、0.2重量%以下であることが好ましく、0.15重量%以下であることがより好ましく、0.1重量%以下であることがさらに好ましい。発泡粒子20を構成する基材樹脂が、融点の高いポリプロピレン系樹脂であるにもかかわらず、発泡粒子20同士の融着性を安定して高めることができるという観点からは、ポリエチレン系樹脂組成物におけるNOR型ヒンダードアミンの配合割合は、実質的に0であることが好ましい。一方、発泡粒子20同士の融着性を良好に維持しつつ、より高い難燃性を発現させるという観点からは、ポリエチレン系樹脂組成物におけるNOR型ヒンダードアミンの配合割合は、0.01重量%以上であることが好ましく、0.02重量%以上であることがより好ましく、0.05重量%以上であることがさらに好ましい。
ポリエチレン系樹脂組成物に任意で添加されるNOR型ヒンダードアミンは、上述する発泡粒子本体21に添加されるNOR型ヒンダードアミンに関する記載が適宜参照される。
発泡粒子20は、ポリエチレン系樹脂組成物から構成される表面22を有し、該ポリエチレン系樹脂組成物中のNOR型ヒンダードアミンの配合割合が、発泡粒子20中のNOR型ヒンダードアミンの配合割合よりも少ない(ただし、0を含む)ものである。すなわち、発泡粒子20中のNOR型ヒンダードアミンの配合割合に対する、表面22を構成するポリエチレン系樹脂組成物中のNOR型ヒンダードアミンの配合割合の比は、1未満である。
発泡粒子20中のNOR型ヒンダードアミンの配合割合に対する、表面22を構成するポリエチレン系樹脂組成物中のNOR型ヒンダードアミンの配合割合の比は、発泡粒子20同士の融着性をより高める観点からは、0.5以下であることが好ましく、0.3以下であることがより好ましく、0.1以下であることがさらに好ましく、最も好ましくは0である。
発泡粒子20中のNOR型ヒンダードアミンの配合割合とは、発泡粒子20を製造するために用いられる樹脂粒子10全体におけるNOR型ヒンダードアミンの配合割合を意味する。また、ポリエチレン系樹脂組成物中のNOR型ヒンダードアミンの配合割合とは、発泡粒子20を製造するために用いられる樹脂粒子10の表面12(被覆層12S)を構成するポリエチレン系樹脂組成物におけるNOR型ヒンダードアミンの配合割合を意味する。したがって、樹脂粒子10の製造工程における、各材料の配合割合から、発泡粒子20全体及びポリエチレン系樹脂組成物におけるNOR型ヒンダードアミンの配合割合を知ることができる。
例えば、発泡粒子20中のNOR型ヒンダードアミンの含有割合は、発泡粒子20全体を測定試料として直接測定してもよい。また、ポリエチレン系樹脂組成物中のNOR型ヒンダードアミンの含有割合は、発泡粒子20の表面に位置するポリエチレン系樹脂組成物の一部を採取して測定試料として直接測定してもよい。具体的には、測定試料をプロトン核磁気共鳴(1H-NMR)等に供することにより、測定試料中のNOR型ヒンダードアミンの含有割合を求めることができる。
発泡粒子20において表層30とは、発泡粒子20のポリエチレン系樹脂組成物から構成された部分の最表面から発泡粒子20の中心に向かって一定の厚みを有する領域を指す。例えば、表層30は、ポリエチレン系樹脂組成物から構成される表面22が当該部分のみを切り出し可能な程度に十分な厚みを有する層として構成された場合には、当該層を指す。この場合、図(2A)に示す発泡粒子20の表層30Aが、これに該当する。一方、表面22がポリエチレン系樹脂組成物から構成されるものの、当該部分のみを切り出し可能な程度の厚みを有しない場合には、表層30は、ポリエチレン系樹脂組成物から構成された表面22を含み、発泡粒子本体21の一部を含む領域(図(2B)の表層30B)を指す。
表層30が、表層30A、及び表層30Bのいずれの場合あっても、発泡粒子20から表層30を切り出して測定試料を作成し、当該測定試料をプロトン核磁気共鳴(1H-NMR)等に供し測定することで、表層30におけるNOR型ヒンダードアミンの含有割合を求めることができる。
また、発泡粒子20全体を試料として、当該試料をプロトン核磁気共鳴(1H-NMR)等に供し測定することで、発泡粒子20におけるNOR型ヒンダードアミンの含有割合を求めることができる。
そしてこれらの測定によって得られたNOR型ヒンダードアミンの含有割合を比較し、発泡粒子20全体におけるNOR型ヒンダードアミンの含有割合よりも表層30におけるNOR型ヒンダードアミンの含有割合が少なければ、ポリエチレン系樹脂組成物におけるNOR型ヒンダードアミンの配合割合が、発泡粒子20中のNOR型ヒンダードアミンの配合割合よりも少ないと判断することができる。
プロトン核磁気共鳴(1H-NMR)としては、たとえば、日本電子株式会社製AL-400型を使用することができ、溶媒:CDCl3、測定核:1H、内部標準試料:テトラクロロエタン(TCE)という条件を採用する。
次に、発泡粒子20を構成する樹脂の確認方法について説明する。
発泡粒子20は、ポリプロピレン系樹脂を基材樹脂として含むポリプロピレン系樹脂組成物から構成される発泡粒子本体21と、発泡粒子本体21の外周面にポリエチレン系樹脂を基材樹脂として含むポリエチレン系樹脂組成物から構成される表面22とを有する。発泡粒子20が、このような構成を有することは、赤外線を用いた全反射測定法(Attenuated Total Reflection;ATR法)により判別することができる。具体的には、ATR法により測定される発泡粒子20の表面及び断面の赤外線吸収スペクトルを確認することにより判別することができる。
例えば、下記(数1)式より、入射角を大きくした場合や屈折率の大きいプリズムを用いた場合は、もぐり込み深さが浅くなることが理解される。

まず、ATR法に用いられる測定装置を準備し、下記の測定条件にて、340kg/cm2の押付圧力で発泡粒子の表面をプリズムに密着させて赤外光を入射させ、全反射する光を測定し赤外線吸収スペクトル(ATR補正なし)を得る。尚、測定される発泡粒子の表面の一部にポリエチレン系樹脂から構成される表面が設けられている場合には、当該表面をプリズムと密着させる。たとえば共押出で製造された円柱形の発泡粒子の場合には、当該円柱形の端面を除く外周面とプリズムとを密着させるとよい。
<測定条件>
プリズム:セレン化亜鉛
赤外光の入射角:45°
積算回数:512回
分解能:4cm-1
検出器:TGS(Triglycine sulfate)
測定波数領域:600~4000cm-1
反射回数:1回
尚、市販の測定装置としては、例えば日本分光株式会社製FT/IR-4600typeA(ATR PRO450-S型)などが挙げられる。また、測定はマクロ測定であってもよく、顕微測定であってもよい。
まず、発泡粒子20をその中心を通り、体積が概ね等しくなるように約2等分に切断する。次いで、その一方の切断面をプリズムに押し付けた点を除いては、上述する発泡粒子20の表面の赤外線吸収スペクトルの測定と同様の方法により、発泡粒子20の断面の赤外線吸収スペクトルを測定することができる。
即ち、波数2800~3200cm-1における赤外線吸収スペクトルにおいて、発泡粒子20の表面では2個の吸光度のピークが検出され、発泡粒子20の断面では4個の吸光度のピークが検出される。発泡粒子20の表面及び断面それぞれにおいて、上述する個数の吸光度のピークが示されるということは、発泡粒子20が、ポリプロピレン系樹脂組成物から構成される発泡粒子本体21を有していると共に、ポリエチレン系樹脂組成物から構成される表面22を有するものであることを意味している。
したがって、構成の不明な発泡粒子について、ATR法によりその表面及び断面における赤外線吸収スペクトルを測定し、波数2800~3200cm-1における吸光度のピークの個数を確認するとよい。これにより、測定に供された発泡粒子が、ポリプロピレン系樹脂を基材樹脂として構成される発泡芯層と、当該発泡芯層の表面にポリエチレン系樹脂組成物から構成される表面を有するものであるか否かを確認することができる。尚、発泡粒子の表面に付着した塵や埃、有機物等の影響を除くために、上述するATR法の実施前に発泡粒子を洗浄してもよい。
即ち、上述の測定において、発泡粒子20の表面では、2920cm-1付近に現れるピーク(以下、ピーク1ともいう)及び2850cm-1付近に現れるピーク(以下、ピーク2ともいう)が検出される。ピーク1は、ポリエチレン系樹脂に主に含まれるメチレン基(-CH2-)の逆対称伸縮振動に由来するピークである。またピーク2は、ポリエチレン系樹脂に主に含まれるメチレン基(-CH2-)の対称伸縮振動に由来するピークである。
また、上述の測定において、発泡粒子20の断面では、2950cm-1付近に現れるピーク(以下、ピーク3ともいう)、2920cm-1付近に現れるピーク(以下、ピーク4ともいう)、2870cm-1付近に現れるピーク(以下、ピーク5ともいう)、及び2840cm-1付近に現れるピーク(以下、ピーク6ともいう)が検出される。ピーク3は、ポリプロピレン系樹脂に主に含まれるメチル基(-CH3)の非対称伸縮振動に由来するである。ピーク4は、ポリプロピレン系樹脂に主に含まれるメチレン基(-CH2-)の逆対称伸縮振動に由来するピークである。ピーク5は、ポリプロピレン系樹脂に主に含まれるメチル基(-CH3)の対称伸縮振動に由来するピークである。ピーク6は、ポリプロピレン系樹脂に主に含まれるメチレン基(-CH2-)の対称伸縮振動に由来するピークである。
上記吸光度の比の測定に際しては、少なくとも3つの発泡粒子を用いて表面の赤外線吸収スペクトルを取得し、得られた吸光度の比の算術平均値を採用する。
次に本発明の製造方法について説明する。本発明の製造方法は、本発明のポリプロピレン系樹脂発泡粒子の製造方法の好ましい一態様である。しかし、本発明のポリプロピレン系樹脂発泡粒子を製造する方法は、本発明の製造方法に何ら限定されない。
具体的には、本発明の製造方法は、ポリプロピレン系樹脂を基材樹脂とし、NOR型ヒンダードアミンを含む芯層11に、ポリエチレン系樹脂組成物を被覆する被覆工程、及び、被覆工程によって得られた芯層11とポリエチレン系樹脂組成物から構成された表面12とを有する樹脂粒子10を発泡させる発泡工程を含む。
上記被覆工程で造粒される樹脂粒子10は、樹脂粒子10中のNOR型ヒンダードアミンの配合割合が0.03重量%以上0.5重量%以下である。またポリエチレン系樹脂組成物中のNOR型ヒンダードアミンの配合割合が、樹脂粒子10中のNOR型ヒンダードアミンの配合割合よりも少なくなる(ただし、0を含む)よう調製される。
尚、表面12は、樹脂粒子10を発泡させることにより、発泡粒子20の表面に設けられる表面22となる。
本発明の製造方法における被覆工程として、芯層11にポリエチレン系樹脂組成物を被覆させる方法としては、例えば、以下に述べる共押出方法又は混合方法などが挙げられる。
共押出方法は以下のとおりである。まず、芯層11を形成するためのポリプロピレン系樹脂組成物を芯層形成用押出機に供給する。そして、該押出機内で基材樹脂等を溶融させると共に、溶融物を混練することにより、芯層形成用溶融混練物を得る。一方、表面12を構成するためのポリエチレン系樹脂組成物を表面形成用押出機に供給し、該押出機内で基材樹脂等を溶融させると共に、溶融物を混練することにより、表面形成用溶融混練物を得る。次いで、芯層形成用押出機の下流側に設けられた共押出用ダイス内で、芯層形成用溶融混練物と、表面形成用溶融混練物とを合流させ、ダイス内で芯層形成用溶融混練物の外周に、表面形成用溶融混練物を積層させて押し出すことにより、多層構造のストランドを形成する。次いで、ペレタイザー等によりストランドを所望の寸法に切断することにより、多層構造の樹脂粒子10が得られる。ストランドは、押出方向に直交する断面の形状が円形状等の積層体である。このようにして得られた樹脂粒子10は、例えば、円柱状などの柱状を呈し、芯層11が中心に設けられると共に、両端面には表面12を有さず、両端面以外の外周面に表面12が形成される。このように、樹脂粒子10の一部において芯層11が露出していてもかまわない。共押出方法により芯層11の表面に表面12を積層する方法は、樹脂粒子10における表面12の重量割合を調整しやすい点や、比較的厚みの均一な表面12を、生産性良く樹脂粒子10に形成できる点で好ましい。
尚、上記共押出方法において、多層構造の樹脂粒子10を得る際に、表面12の基材樹脂の種類や、樹脂粒子10における表面12の重量割合、押出条件や切断条件等を調整するとよい。そして、例えば、ストランドが十分に軟化した状態で、ストランドを切断する方法等を採用することにより、芯層11の略全面が表面12により覆われた樹脂粒子10を得ることができる。また、円柱状の樹脂粒子10を、分散媒中で、芯層11を構成する基材樹脂の融点以上で所定時間加熱する等して、樹脂粒子10に球形化処理を施すことにより、略球状の樹脂粒子10を得ることができる。
尚、上述する共押出方法を被覆工程に採用した場合、表面12が比較的均一な厚みを有する層として形成されやすい。したがってかかる態様は、表面12として、被覆層12Sを備える樹脂粒子10を形成し、これを用いて被覆層22Sを備える発泡粒子20を製造する製造方法として適している。
混合方法として樹脂粒子10を造粒する方法の一例は、以下のとおりである。まず、芯層11を形成するためのポリプロピレン系樹脂組成物を芯層形成用押出機に供給し、該押出機内で基材樹脂等を溶融させると共に、溶融物を混練することにより、芯層形成用溶融混練物を得る。該芯層形成用溶融混練物を押出機から押し出しストランドを形成する。次いで、ペレタイザー等によりストランドを所望の寸法に切断することにより、粒子状の芯層11を造粒する。次いで、混合機能及び加熱機能を有する混合装置等に、粒子状の芯層11を投入して加熱して芯層11の表層部を加熱する。次いで表面12を構成するための基材樹脂等を含むポリエチレン系樹脂組成物を上記混合装置等に投入し、加熱された粒子状の芯層11とポリエチレン系樹脂組成物とを混合し、芯層11にポリエチレン系樹脂組成物を被覆させることで表面12を有する樹脂粒子10が得られる。かかる混合方法は、芯層11の外周全面に表面12を形成しやすい点で好ましい。
一方、ポリエチレン系樹脂組成物、及びこれを溶融させて得られた表面形成用溶融混練物は、少なくともポリエチレン系樹脂を含み、得られる発泡粒子20におけるNOR型ヒンダードアミンの配合割合よりも少ない割合で(ただし0を含む)NOR型ヒンダードアミンを含んでよく、さらに任意でカーボンブラックなどの他の添加剤をさらに含んでもよい。
尚、得られる発泡粒子20の結晶状態を調整するために、樹脂粒子10を水性媒体に分散させているとき、あるいは樹脂粒子10に発泡剤を含浸させているときに、密閉容器内の昇温速度の調整や、密閉容器を所定の温度で所定時間保持するなどの調整を行ってもよい。例えば、熱流束示差走査熱量測定により得られるDSC曲線において、発泡粒子20の本体を構成する基材樹脂の主成分の吸熱ピーク(固有ピーク)よりも高温側に吸熱ピーク(高温ピーク)が現れるよう、調整することが可能である。このように高温ピークを示す発泡粒子20は、良好な発泡粒子成形体を得ることができる成形条件範囲がより広いという観点から好ましい。上述する高温ピークを得るための温度調整は、たとえば、次のようにして行うことができる。上述する分散工程及び/又は発泡剤含浸工程において、(ポリプロピレン系樹脂の融点-20℃)以上(ポリプロピレン系樹脂の融解終了温度)未満の温度で10~60分程度保持する一段保持工程を行う。その後、(ポリプロピレン系樹脂の融点-15℃)から(ポリプロピレン系樹脂の融解終了温度)未満の温度に調節する。そして、必要によりその温度でさらに10~60分程度保持する二段保持工程を行う。次いで、後述する発泡工程を行うことにより、高温ピークを有する発泡粒子を製造することができる。
尚、得られる発泡粒子20における全融解熱量は、50J/g以上90J/g以下であることが好ましく、60J/g以上80J/g以下であることがより好ましい。また、得られる発泡粒子20における高温ピークの吸熱量(高温ピーク熱量)は、5J/g以上40J/g以下であることが好ましく、8J/g以上30J/g以下であることがより好ましく、10J/g以上20J/g以下であることがさらに好ましい。
発泡粒子20における全融解熱量及び高温ピーク熱量は、JIS K7122:1987に基づいて、発泡粒子1~3mgを試験片とし、10℃/分の加熱速度で23℃から試験片の融解ピーク終了時よりも30℃高い温度まで加熱して得られるDSC曲線から求められる。
被覆工程により得られた樹脂粒子10を用いて発泡工程が実施される。発泡工程は、樹脂粒子に発泡剤を含浸させて発泡させる公知の発泡方法を適宜選択して実施することができる。
例えば、発泡工程では、まず樹脂粒子10を密閉容器内で水性媒体中に分散させる。このとき、密閉容器には、さらに無機分散剤及びその他の添加剤が含まれていてもよい。そして密閉容器内で樹脂粒子10を分散させながら、又は分散終了後、物理発泡剤を当該密閉容器に添加して樹脂粒子10に含浸させ発泡性樹脂粒子を得る。密閉容器内への物理発泡剤の添加は、樹脂粒子10を発泡させる前までに行われればよい。例えば物理発泡剤として二酸化炭素が使用される場合には、ドライアイスの形態で樹脂粒子10と共に水性媒体に添加してもよく、気体状態で密閉容器内に圧入してもよい。樹脂粒子10への物理発泡剤の含浸は、加熱下及び/又は加圧下で行われることが好ましい。
上述のとおり得た発泡性樹脂粒子を、水性媒体と共に、密閉容器の内圧よりも低い圧力下に放出することにより発泡させ、これによって発泡粒子20を得ることができる。
上述する樹脂粒子10を分散させるための水性媒体としては、通常、水が採用されるが、例えば、アルコール類、グリコール類、グリセリン等を採用することもできる。樹脂粒子10の分散性及び発泡粒子20の生産性を良好にするという観点からは、水性媒体に対する樹脂粒子10の添加量は、水性媒体100重量部に対して、10重量部以上100重量部以下であることが好ましく、20重量部以上80重量部以下であることがより好ましい。
上記無機分散剤としては、例えば、酸化アルミニウム、第三リン酸カルシウム、ピロリン酸マグネシウム、酸化亜鉛、カオリン、マイカ等の無機微粒子を使用することができる。これらの無機微粒子は、単独で使用してもよいし、2種以上を併用してもよい。これらの中でも、ブロッキング抑制効果に優れることから、カオリンを用いることが好ましい。
従来、NOR型ヒンダードアミンを含有する発泡粒子同士の融着性が低下しやすいものであった。この理由は明らかではないが、発泡粒子の表面にNOR型ヒンダードアミンが多く存在する場合、水性媒体中で無機分散剤を引き付けやすく、そのため、融着性が悪化しやすいことが理由の一つとして考えられる。すなわち、本発明の発泡粒子は、表面を構成するポリエチレン系樹脂組成物中のNOR型ヒンダードアミンの配合割合が、発泡粒子中のNOR型ヒンダードアミンの配合割合よりも少なくなるよう調整されているため、発泡粒子の表面における無機分散剤の引き付けを抑制する結果、発泡粒子同士の融着性の低下を抑制することができると考えられる。したがって、本発明によれば、製造工程中において無機分散剤の添加剤を上記範囲のように、適度に多く添加した場合であっても、良好な融着性を示す発泡粒子となる。
水性媒体は、無機分散剤に加え、さらに分散助剤及び界面活性剤等の任意の添加剤を1種以上含んでいてもよい。分散助剤としては、例えば、硫酸アルミニウム等が挙げられる。また、界面活性剤としては、例えば、アルキルベンゼンスルホン酸ナトリウム、ドデシルベンゼンスルホン酸ナトリウム、アルカンスルホン酸ナトリウム等のアニオン系界面活性剤が挙げられる。界面活性剤は、単独で使用されてもよいし、2種以上が併用されてもよい。
物理発泡剤としては、無機物理発泡剤及び/又は有機物理発泡剤を使用できる。無機物理発泡剤としては、二酸化炭素、空気、窒素、ヘリウム、アルゴン、水等が挙げられる。有機物理発泡剤としては、プロパン、ブタン、ヘキサン等の脂肪族炭化水素、シクロペンタン、シクロヘキサン等の脂環式炭化水素、及びメチルクロライド、エチルクロライド、メチレンクロライド、2,3,3,3-テトラフルオロプロペン、トランス-1,3,3,3-テトラフルオロプロペン、トランス-1-クロロ-3,3,3-トリフルオロプロペン等のハロゲン化炭化水素等が挙げられる。
発泡粒子20のかさ密度は、例えば、発泡工程において、密閉容器の内容物を放出する際の、密閉容器内の温度や圧力などの発泡条件の適宜の変更によって調整可能である。
また、よりかさ密度の低い発泡粒子20を所望する場合、以下に示す二段発泡工程のように、発泡粒子を多段的に発泡させる工程を実施してもよい。二段発泡工程は、まず、上述のとおり得られた発泡粒子20を加圧可能な密閉容器に貯留し、空気などの気体を該密閉容器内に圧入することにより加圧処理をして発泡粒子20の気泡内の内圧を高める操作を行う。その後、該発泡粒子20を密閉容器から取り出し、これをスチームや熱風を用いて加熱することにより、該発泡粒子20を発泡させることで二段発泡が実施される。かかる二段発泡工程を実施することにより、より低いかさ密度である発泡粒子20(二段発泡粒子)を得ることが可能である。
また、一度の発泡工程で低いかさ密度の発泡粒子20を得るのに比べ、二段発泡工程を実施して低いかさ密度の発泡粒子20を得る方が、最終的に得られる発泡粒子20の気泡径を大きくしやすい。二段発泡工程を実施して得た発泡粒子20を用いて製造された発泡粒子成形体は、色調のむらの発生がより効果的に抑制され得る。
発泡粒子20は、上述する本発明の製造方法とは異なる製造方法(以下、第二の製造方法ともいう)で製造されてもよい。
図示省略する第二の製造方法は、まず、発泡粒子本体21となる樹脂粒子本体を造粒し、これを発泡させて発泡粒子本体21を得た後、発泡粒子本体21にポリエチレン系樹脂組成物を被覆することにより、表面22を有する発泡粒子20を得る方法である。
第二の製造方法においても、得られる発泡粒子20中のNOR型ヒンダードアミンの配合割合が0.03重量%以上0.5重量%以下であり、かつ表面22を構成するポリエチレン系樹脂組成物中のNOR型ヒンダードアミンの配合割合が、当該発泡粒子20のNOR型ヒンダードアミンの配合割合よりも少なくなるよう調整される。表面22を構成するポリエチレン系樹脂組成物中のNOR型ヒンダードアミンの配合割合が0重量%でもよい。
上述のとおり得た発泡粒子本体21を用いて第二の製造方法における被覆工程が実施される。当該被覆工程は、本発明の製造方法における混合方法が適宜参照される。一例としては、混合機能及び加熱機能を有する混合装置に、発泡粒子本体21を投入して加熱した後、表面22を構成するための粉体状のポリエチレン系樹脂組成物を投入する。そして発泡粒子本体21とポリエチレン系樹脂組成物とを混合し、発泡粒子本体21の表面にポリエチレン系樹脂組成物を被覆させることで、表面22を有する発泡粒子20が得られる。
本発明の発泡粒子20を用いて型内成形することにより、発泡粒子成形体を得ることができる。具体的には、発泡粒子成形体は、次のようにして製造される。まず、所望する発泡粒子成形体の形状に対応したキャビティを有する成形型内に発泡粒子を充填し、スチームなどの加熱媒体により成形型内に充填された発泡粒子20を加熱する。キャビティ内の発泡粒子20は、加熱によってさらに発泡すると共に、相互に融着する。これにより、発泡粒子20同士が一体化し、キャビティの形状に応じた発泡粒子成形体が得られる。
発泡粒子20を用いて製造された発泡粒子成形体は、本発明の効果を享受し、良好な難燃性を示すと共に融着性にも優れる。そのため、梱包材、自動車部材、建築材料、電気電子製品等の難燃性が要求される種々の用途に好適に使用することができる。
発泡粒子成形体の難燃性は、FMVSS(Federal Motor Vehicle Safety Standard)No.302に規定された燃焼性試験を実施した場合の燃焼終了位置、燃焼継続時間及び燃焼距離に基づいて評価することができる。FMVSS No.302に規定された燃焼性試験方法は、具体的には以下の通りである。
次に、バーナーに着火し、炎の高さが38mmとなるようにガス量及び空気量等を調節する。この状態でバーナーの先端中央が試験体の基端における幅方向の中央となるようにバーナーを移動させ、バーナーの炎を試験体に15秒間接触させる。その後、バーナーの炎を試験体から離し、試験体の燃焼位置が開始線に到達してから燃焼が終了するまでの燃焼継続時間を計測する。
発泡粒子20を用いて得られる発泡粒子成形体の密度は特に限定されないが、軽量性と剛性等の機械的物性とのバランスに優れるという観点からは、10kg/m3以上500kg/m3以下であることが好ましく、15kg/m3以上100kg/m3以下であることがより好ましい。発泡粒子成形体の成形体密度は、発泡粒子成形体の重量を外形寸法に基づいて算出される体積で除することにより算出される。なお、外形寸法から体積を算出することが難しい場合には、水没法により発泡粒子成形体の体積を求めることができる。
なお、発泡粒子成形体の融着率は、当該発泡粒子成形体を破断した際の破断面に露出した発泡粒子のうち、材料破壊した発泡粒子の数の割合として求めることができる。
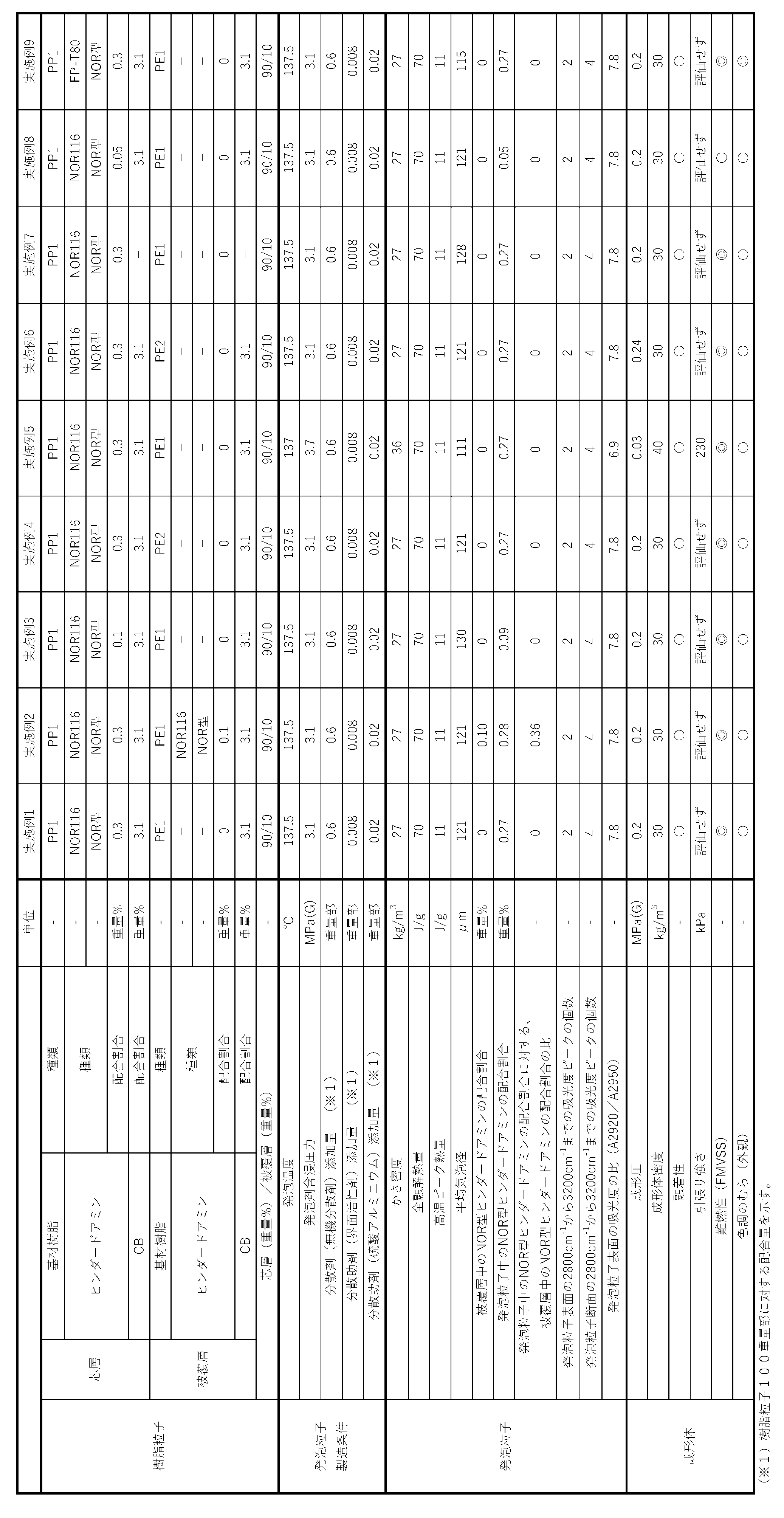
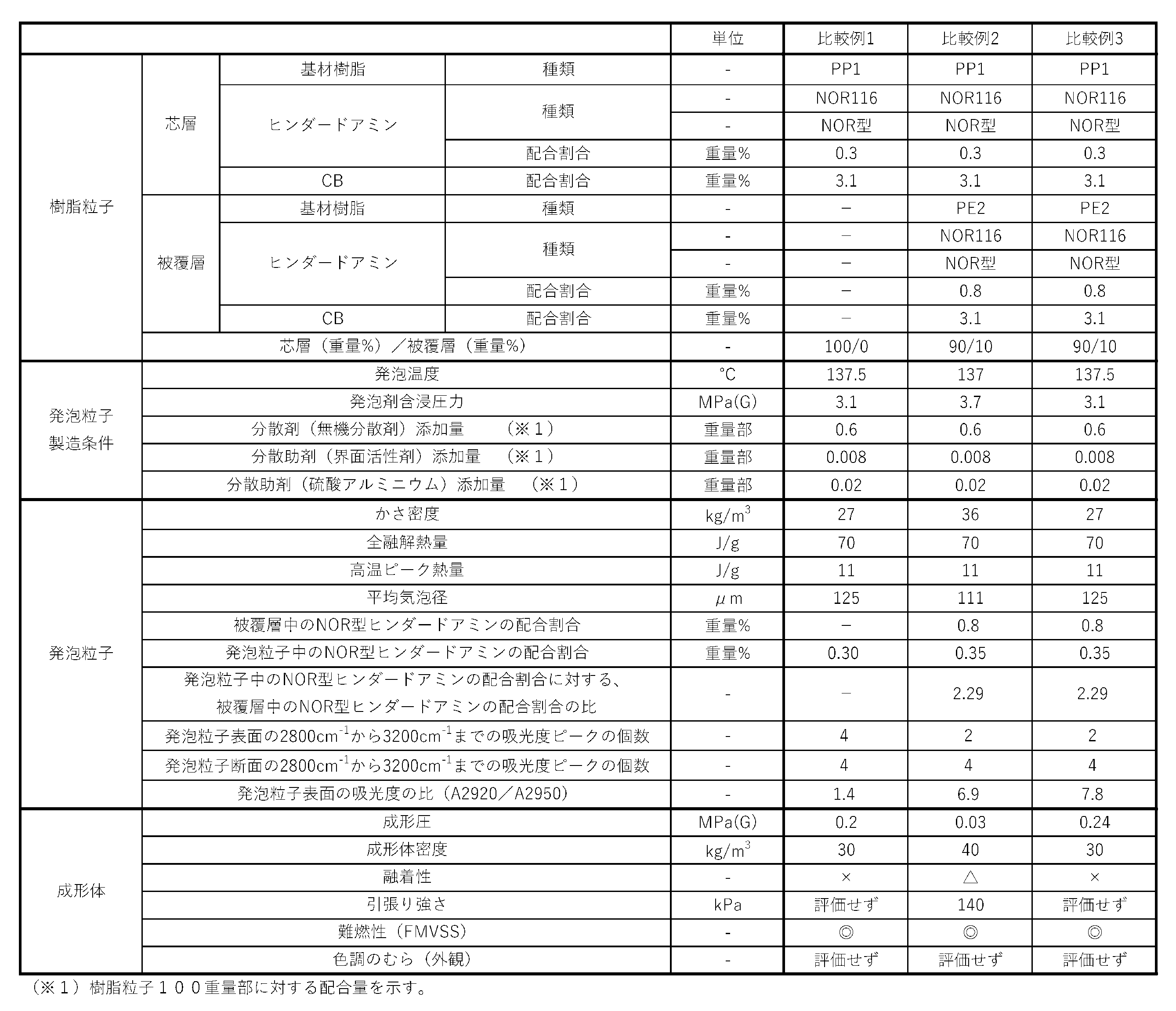
尚、以下のとおり実施された各実施例及び各比較例に関し、発泡粒子のかさ密度、全融解熱量、高温ピーク熱量、平均気泡径、及びATR法による吸光度を測定すると共に、これを用いて製造されたポリプロピレン系樹脂発泡粒子成形体の成形体評価を行った。測定結果及び評価結果は、表3及び表4に示す。また上記かさ密度の測定方法及び上記評価の方法は、後述する。表中、カーボンブラックはCBと記載する。なお、発泡粒子の各物性の測定に供する発泡粒子は、気温23℃、相対湿度50%、1atmの環境中で24時間以上放置して状態調節したものを用いた。
また、発泡粒子および発泡粒子の被覆層中のNORヒンダードアミンの配合割合、発泡粒子中のNOR型ヒンダードアミンの配合割合、及び発泡粒子中のNOR型ヒンダードアミンの配合割合に対する、被覆層中のNOR型ヒンダードアミンの配合割合の比は、樹脂粒子の製造に用いた材料の配合割合から算出した。
(樹脂粒子の調製)
内径50mmの芯層形成用押出機、該芯層形成用押出機の下流側に付設された多層ストランド形成用ダイ及び内径30mmの被覆層形成用押出機を備える製造装置を準備した。尚、製造装置は、被覆層形成用押出機の下流側と、多層ストランド形成用ダイとが接続されており、ダイ内で各層を形成するための溶融混練物の積層が可能であると共に、共押出が可能な構成とした。
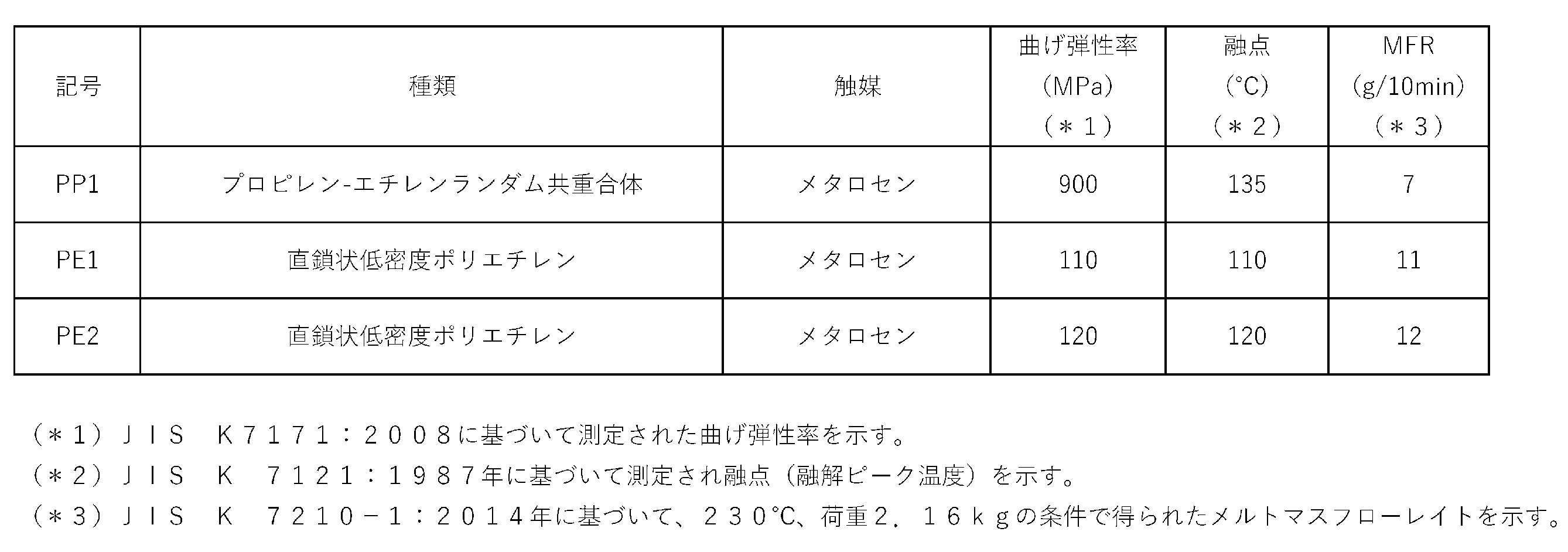
芯層を構成する芯層成形材料(ポリプロピレン系樹脂組成物)として、表2に示すポリプロピレン系樹脂(PP1)に加え、芯層成形材料100重量%において、気泡調整剤としてホウ酸亜鉛を0.1重量%用いると共に、カーボンブラック(ファーネスブラック)及びNOR型ヒンダードアミン(BASF社製、商品名NOR116(分子量2261))を表3に示す配合割合で用い、これらを芯層形成用押出機に供給し溶融混練した。
被覆層を構成する被覆層形成材料(ポリエチレン系樹脂組成物)として、表2に示すポリエチレン系樹脂(PE1)に加え、カーボンブラック(ファーネスブラック)を表3に示す配合割合で用い、これらを被覆層形成用押出機に供給して溶融混練した。
上述のとおり溶融混練して得られた各層形成用の溶融混練物を、多層ストランド形成用ダイに導入してダイ内で合流させ、ダイの下流側に取り付けた口金の細孔から、2層構造(被覆層/芯層構造)を有する多層ストランドを押出した。押出されたストランドを水冷し、ペレタイザーにて切断し、1個当たりの平均重量が1.0mgの樹脂粒子を得た。
得られた樹脂粒子1kgを、水性媒体である水3Lと共に、内容量5Lの密閉容器内に供給した。また、樹脂粒子100重量部に対して、無機分散剤としてカオリン0.6重量部、界面活性剤(商品名:ネオゲン、第一工業製薬株式会社製、ドデシルベンゼンスルホン酸ナトリウム)0.008重量部(有効成分として)、硫酸アルミニウムを0.02重量部、それぞれ密閉容器内に添加した。
次いで、密閉容器内に発泡剤として二酸化炭素を圧入し、ゲージ圧で3.1MPa(G)となるまで加圧した。尚、(G)を付した圧力は、ゲージ圧、つまり、大気圧を基準とした圧力の値である。その後、密閉容器内を撹拌しながら2℃/分の昇温速度で、発泡温度(137.5℃)になるまで加熱昇温し、同温度で15分間保持した。これにより、得られる発泡粒子のDSC測定による吸熱曲線に高温ピークが現れるよう調整した。
その後、密閉容器の内容物(樹脂粒子及び水)を大気圧下に放出して、かさ密度60kg/m3の発泡粒子(一段発泡粒子)を得た。尚、上述する工程と同様の工程を数サイクル繰り返して後述する評価に供するのに十分な量の発泡粒子を確保した。
測定に供する発泡粒子を気温23℃、相対湿度50%、1atmの環境中で24時間以上放置して養生した。養生後の発泡粒子群(重量W;30g)を、メスシリンダー内に充填し、メスシリンダー底面で床面を数度、軽く叩くことにより、メスシリンダー内の発泡粒子群の充填高さを安定させた。メスシリンダーの目盛りが指す発泡粒子群のかさ体積V(L)を読み取った。そして上記発泡粒子群の重量Wをかさ体積Vで除した(W/V)。これにより求められた値をkg/m3に単位換算することにより、発泡粒子のかさ密度(kg/m3)を算出した。
約1mgの発泡粒子を試験片とした。JIS K7122:1987年に記載されたプラスチックの転移熱測定方法に従って試験片を加熱溶融させ、この際のDSC曲線を得た。測定温度範囲は23℃から試験片の融解ピーク終了時よりも30℃高い温度までとし、加熱時の昇温速度は10℃/分とした。
このようにして得られたDSC曲線を図3に示す。当該DSC曲線において、DSC曲線上における80℃に相当する点Iと、発泡粒子の融解終了温度に相当する点IIとを結ぶ直線を引いた。尚、融解終了温度は、高温ピークbにおける高温側の端点であり、DSC曲線における、高温ピークbと、高温ピークbよりも高温側のベースラインとの交点である。
図3に示すとおり、点Iと点IIとを結ぶ直線を引いた後、固有ピークaと高温ピークbとの間に存在する極大点IIIを通りグラフの縦軸に平行な直線と、点Iと点IIとを結んだ直線との交点をIVとした。
そして、点Iと点IVを結ぶ直線、点IIIと点IVとを結ぶ直線、及び点Iと点IIIとを結ぶDSC曲線の面積を固有ピークaの面積とした。また点IVと点IIとを結ぶ直線、点IIIと点IVとを結ぶ直線、及び点IIIと点IIとを結ぶDSC曲線によって囲まれる部分(斜線部分)の面積を高温ピークbの面積とした。上述のとおり求めた固有ピークaの面積と高温ピークbの面積との合計を発泡粒子の全融解熱量の値とし、高温ピークbの面積を発泡粒子の高温ピーク熱量の値とした。
発泡粒子を二等分した断面の写真を撮影した。撮影した写真上で発泡粒子断面の面積が概ね二等分となるように直線を引き、発泡粒子の周縁から対向する周縁までの線分の長さLを該線分に接する全ての気泡の数Nで除した値(L/N)を1つの発泡粒子の平均気泡径とした。この操作を10個以上の発泡粒子について行い、その算術平均値を発泡粒子の平均気泡径とした。
マクロATRにより測定した。市販のATR法分析装置(日本分光株式会社製;FT/IR-4600typeA(ATR PRO450-S型)を用い、上述で得られた発泡粒子の分析を行った。分析の条件は、以下のとおりとした。
<測定条件>
プリズム:セレン化亜鉛
赤外光の入射角:45°
積算回数:512回
分解能:4cm-1
検出器:TGS(Triglycine sulfate)
測定波数領域:600~4000cm-1
反射回数:1回
そしてATR法分析において、発泡粒子表面及び発泡粒子断面それぞれについて、波数2800~3200cm-1における吸光度ピークの数及びピークの吸光度を測定した。また上述で測定された吸光度ピークの数及び波数2950cm-1における吸光度A2950に対する波数2920cm-1における吸光度A2920の比(A2920/A2950)を求めた。尚、全ての実施例及び比較例2、3において、発泡粒子表面において検出されたピークは2個(表1に示すピーク1、2)、発泡粒子断面において検出されたピークは4個(表1に示すピーク3~6)であった。即ち、いずれの発泡粒子においても、断面はポリプロピレン系樹脂が存在し、表面はポリエチレン系樹脂が存在することが確認された。また比較例1は、発泡粒子表面において検出されたピーク及び発泡粒子断面において検出されたピークはいずれも4個(表1に示すピーク3~6)であった。即ち、単層である比較例1の発泡粒子は断面及び表面のいずれにおいてもポリプロピレン系樹脂が存在することが確認された。
また、全ての実施例及び比較例2、3において、発泡粒子の表面の吸光度の比(A2920/A2950)は2.0以上であった。即ち、いずれの発泡粒子においても、表面はポリエチレン系樹脂が存在することが確認された。また比較例1は、発泡粒子の表面の吸光度の比(A2920/A2950)は2.0未満であった。即ち、単層である比較例1の発泡粒子は断面及び表面のいずれにおいてもポリプロピレン系樹脂が存在することが確認された。吸光度の比の測定に際しては、3つの発泡粒子を用いて表面の赤外線吸収スペクトルを取得し、得られた吸光度の比の算術平均値を採用した。
得られた発泡粒子を、加圧可能な密閉容器に充填し、当該密閉容器内の圧力を常圧から上昇させて発泡粒子を加圧した。発泡粒子を加圧した状態を所定時間維持して空気を発泡粒子の気泡内に含浸させた。その後、密閉容器から発泡粒子を取り出し、発泡粒子の気泡の内圧が0.1MPa(G)である発泡粒子を得た。得られた発泡粒子を、縦350mm×横200mm×型開き方向の厚さ50mmの平板状の成形キャビティを有する成形型(金型)に充填して以下の加熱方法で加熱を行った。加熱方法は、金型の両面に設けられたドレン弁を開放した状態で当該金型にスチームを供給して予備加熱(排気工程)を行った。その後、金型の一方側からスチームを供給して加熱し、さらに金型の他方側からスチームを供給して加熱を行った。続いて、金型の両側から0.20MPa(G)のスチームを供給して加熱した。加熱終了後、放圧し、発泡粒子成形体の発泡力による表面圧力が0.04MPa(G)になるまで水冷したのち、金型を開放し発泡粒子成形体を取り出した。得られた発泡粒子成形体を80℃のオーブンにて12時間養生した後、室温まで徐冷して板状のポリプロピレン系樹脂発泡粒子成形体を得た。
被覆層形成材料にNOR型ヒンダードアミン(BASF社製、商品名NOR116(分子量2261))を表3に示す配合割合で添加したこと以外は実施例1と同様の操作により樹脂粒子を調製した。この樹脂粒子を用い、実施例1と同様の方法で発泡粒子成形体を得た。
芯層成形材料に添加するNOR型ヒンダードアミンの添加量を表3に示す配合割合に変更したこと以外は実施例1と同様の操作により樹脂粒子を調製した。この樹脂粒子を用い、実施例1と同様の方法で発泡粒子成形体を得た。
被覆層形成材料に添加するポリエチレン系樹脂の種類を表2に示すPE2に変更したこと以外は実施例1と同様の操作により樹脂粒子を調製した。この樹脂粒子を用い、実施例1と同様の方法で発泡粒子成形体を得た。
実施例1と同様の操作により樹脂粒子を調製した。この樹脂粒子を用い、発泡温度及び発泡剤含浸圧力を表3に示す値に変更したこと、及び二段発泡を行わなかったこと以外は、実施例1と同様の方法で発泡粒子を製造し、かさ密度が実施例1よりも大きい発泡粒子を得た。この発泡粒子を用い、表3に示す成形圧で型内成形し、おこし状の発泡粒子成形体を得た。
実施例1と同様の操作により樹脂粒子を調製した。この樹脂粒子を用い、成形型を縦350mm×横200mm×型開き方向の厚さ100mmの平板状の成形キャビティを有する成形型(金型)に替え、かつ成形圧を表3に示す値に変更したこと以外は実施例1と同様の方法で発泡粒子成形体を得た。実施例6では、厚みの厚い発泡粒子成形体が得られた。
芯層形成材料及び被覆層形成材料のいずれにもカーボンブラックを配合しなかったこと以外は実施例1と同様の操作により樹脂粒子を調製した。この樹脂粒子を用い、実施例1と同様の方法で発泡粒子成形体を得た。
芯層成形材料に添加するNOR型ヒンダードアミンの添加量を表3に示す配合割合に変更したこと以外は実施例1と同様の操作により樹脂粒子を調製した。この樹脂粒子を用い、実施例1と同様の方法で発泡粒子成形体を得た。比較例8では、実施例1と比較して色調のむらが若干生じていた。
芯層形成材料に添加するNOR型ヒンダードアミンの種類を表3に示す種類(商品名FP-T80(分子量681、株式会社ADEKA製))に変更したこと以外は実施例1同様の操作により樹脂粒子を調製した。この樹脂粒子を用い、実施例1と同様の方法で発泡粒子成形体を得た。
被覆層を設けず、芯層形成材料で単層の粒子としたこと以外は実施例1と同様の操作により樹脂粒子を調製した。この樹脂粒子を用い、実施例1と同様の方法で発泡粒子成形体を得た。
得られた発泡粒子は、被覆層を有さず、表面におけるNOR型ヒンダードアミンの配合割合が発泡粒子全体におけるNOR型ヒンダードアミンの配合割合と等しいことから、これを用いて製造された発泡粒子成形体の融着性が不良であった。
被覆層形成材料に添加するポリエチレン系樹脂の種類を表2に示すPE2に変更したこと及び被覆層形成材料にNOR型ヒンダードアミンを添加したこと以外は実施例5と同様の操作により樹脂粒子を調製した。この樹脂粒子を用い、実施例5と同様の方法でおこし状の発泡粒子成形体を得た。
比較例2は、被覆層形成材料におけるNOR型ヒンダードアミンの配合割合が、芯層形成材料におけるNOR型ヒンダードアミンの配合割合よりも高く、発泡粒子成形体の融着性が十分でなく、実施例5と比べて引張強度が低下した。
被覆層形成材料にNOR型ヒンダードアミンを添加したこと以外は実施例6と同様の操作により樹脂粒子を調製した。この樹脂粒子を用い、実施例6と同様にして、厚みの厚い発泡成形体を得た。
比較例3は、被覆層形成材料におけるNOR型ヒンダードアミンの配合割合が、芯層形成材料におけるNOR型ヒンダードアミンの配合割合よりも高く、発泡粒子成形体の融着性が不良であった。
各実施例、比較例ごとに、以下のとおり成形体の評価を行った。併せて、型内成形時の成形圧(MPa(G))を表3、4に示した。
発泡粒子成形体の重量を、寸法に基づいて算出される体積で除した値を発泡粒子成形体の成形体密度(kg/m3)とした。
発泡粒子成形体の融着性を、発泡粒子成形体を破断した際の破断面に露出した発泡粒子のうち、材料破壊した発泡粒子の数の割合に基づいて求めた。具体的には、まず、発泡粒子成形体の厚み方向中央部付近から試験片(縦150mm×横75mm×厚み25mm)を切り出し、カッターナイフで各試験片の厚み方向に約2mmの切り込みを全幅を横切るように入れた。次いで、該試験片を用いて、JIS K7221-2(2006)に準拠して、支点間距離70mm、加圧くさびの速度200mm/分の条件にて3点曲げ試験を行い、試験片が破断するまで押圧した。次に、発泡粒子成形体の破断面に存在する発泡粒子の個数(n)と、材料破壊した発泡粒子の個数(b)を測定し、(b)と(n)の比(b/n)を百分率で表して融着率(%)とし、以下のとおり評価した。
〇:融着率が80%以上。
△:融着率が80%未満40%以上。
×:融着率が40%未満。
発泡粒子成形体の引張強度(kPa)をJIS K6767:1999に準拠して測定した。バーチカルスライサーを用いて発泡粒子成形体から全ての面が切り出し面となるように、120mm×25mm×10mmの切り出し片を切り出し、該切り出し片から糸鋸を用いてダンベル状1号形状の試験片を作製し、該試験片を500mm/分の引張速度で引張試験を行うことにより求めた。引張り時の最大引張り応力を引張り強さとした。
FMVSS No.302に規定された燃焼性試験方法に準じた方法により発泡粒子成形体の難燃性の評価を行った。具体的には、まず、発泡粒子成形体を切断することにより、長さ150mm、幅102mm、厚み12.7mmの板状を呈し、長さ150mmの辺と幅102mmの辺とに囲まれた面の一方がスキン面である試験体を作製した。この試験体における、長さ方向の基端から38mm離れた位置に開始線を引くと共に、基端から292mm離れた位置に終了線を引いた。この試験体を用い、スキン面がバーナーの炎に触れるようにしてFMVSS No.302と同様の方法により燃焼試性試験を行った。そして、以下のとおり評価した。
◎: 自己消火性を示した。
〇: 燃焼速度が80mm/分未満であった。
×: 燃焼速度が80mm/分以上であった。
発泡粒子成形体の板面から、無作為に30か所の測定位置を設定した。分光測色計(コニカミノルタジャパン株式会社製「CM-5」)を用いてこれらの測定位置の色調を測定し、CIE 1976 L*a*b*色空間における色座標を取得した。尚、色調の取得は反射測定で行い、測定径はφ8mmとし、測定方式はSCE方式とした。
前述した30か所の測定位置において得られた色座標におけるL*値の最大値と最小値との差を以下の基準で評価した。
尚、L*値は明るさの指標であり、値が大きくなるほど明るいことを示す。L*値の最大値と最小値との差が小さいほど明るさの差が小さく、色むらが小さいことを意味する。
また、各比較例における発泡粒子成形体は、いずれも融着性及び表面性の一方が不良であったため、色調のむらについては評価しなかった。
◎:L*値の最大値と最小値との差が5未満
〇:L*値の最大値と最小値との差が5以上

(1)NOR型ヒンダードアミンを含むポリプロピレン系樹脂発泡粒子であって、
前記ポリプロピレン系樹脂発泡粒子は、ポリエチレン系樹脂を含むポリエチレン系樹脂組成物から構成される表面を有し、
前記ポリプロピレン系樹脂発泡粒子中のNOR型ヒンダードアミンの配合割合が0.03重量%以上0.5重量%以下であり、
前記ポリエチレン系樹脂組成物中のNOR型ヒンダードアミンの配合割合が、前記ポリプロピレン系樹脂発泡粒子中のNOR型ヒンダードアミンの配合割合よりも少ない(ただし、0を含む)ことを特徴とする、ポリプロピレン系樹脂発泡粒子。
(2)前記ポリエチレン系樹脂組成物中のNOR型ヒンダードアミンの配合割合が0.2重量%以下(ただし、0を含む)である、上記(1)に記載のポリプロピレン系樹脂発泡粒子。
(3)前記ポリプロピレン系樹脂発泡粒子中のNOR型ヒンダードアミンの配合割合に対する、前記ポリエチレン系樹脂組成物中のNOR型ヒンダードアミンの配合割合の比が、0.5以下である、上記(1)又は(2)に記載のポリプロピレン系樹脂発泡粒子。
(4)前記ポリプロピレン系樹脂発泡粒子の平均気泡径が、50μm以上220μm以下である、上記(1)から(3)のいずれか一項に記載のポリプロピレン系樹脂発泡粒子。
(5)前記ポリプロピレン系樹脂発泡粒子のかさ密度が、10kg/m3以上500kg/m3以下である、上記(1)又は(4)に記載のポリプロピレン系樹脂発泡粒子。
(6)前記ポリエチレン系樹脂組成物が、メタロセン系重合触媒を用いて重合された直鎖状低密度ポリエチレンを含む、上記(1)から(5)のいずれか一項に記載のポリプロピレン系樹脂発泡粒子。
(7)ポリプロピレン系樹脂を基材樹脂とし、NOR型ヒンダードアミンを含む芯層に、ポリエチレン系樹脂組成物を被覆する被覆工程、及び、
前記被覆工程によって得られた前記芯層と前記ポリエチレン系樹脂組成物から構成された表面とを有するポリプロピレン系樹脂粒子を発泡させてポリプロピレン系樹脂発泡粒子を得る発泡工程を含み、
前記ポリプロピレン系樹脂粒子において、前記ポリプロピレン系樹脂粒子中のNOR型ヒンダードアミンの配合割合が0.03重量%以上0.5重量%以下であり、かつ前記ポリエチレン系樹脂組成物中のNOR型ヒンダードアミンの配合割合が、前記ポリプロピレン系樹脂粒子中のNOR型ヒンダードアミンの配合割合よりも少ない(ただし、0を含む)ことを特徴とする、ポリプロピレン系樹脂発泡粒子の製造方法。
(8)上記(1)から(6)のいずれか1項に記載のポリプロピレン系樹脂発泡粒子を型内成形してなる、ポリプロピレン系樹脂発泡粒子成形体。
(9)厚み80mm以上の部分を有し、融着率が80%以上であり、FMVSS No.302に準拠して得られる燃焼速度が80mm/分未満の遅燃性、又は自己消火性を示す、請求項8に記載のポリプロピレン系樹脂発泡粒子成形体。
11・・・芯層
12、22・・・表面
12S、22S・・・被覆層
20・・・ポリプロピレン系樹脂発泡粒子
21・・・発泡粒子本体
30、30A、30B・・・表層
Claims (9)
- NOR型ヒンダードアミンを含むポリプロピレン系樹脂発泡粒子であって、
前記ポリプロピレン系樹脂発泡粒子は、ポリエチレン系樹脂を含むポリエチレン系樹脂組成物から構成される表面を有し、
前記ポリプロピレン系樹脂発泡粒子中のNOR型ヒンダードアミンの配合割合が0.03重量%以上0.5重量%以下であり、
前記ポリエチレン系樹脂組成物中のNOR型ヒンダードアミンの配合割合が、前記ポリプロピレン系樹脂発泡粒子中のNOR型ヒンダードアミンの配合割合よりも少ない(ただし、0を含む)ことを特徴とする、ポリプロピレン系樹脂発泡粒子。 - 前記ポリエチレン系樹脂組成物中のNOR型ヒンダードアミンの配合割合が0.2重量%以下(ただし、0を含む)である、請求項1に記載のポリプロピレン系樹脂発泡粒子。
- 前記ポリプロピレン系樹脂発泡粒子中のNOR型ヒンダードアミンの配合割合に対する、前記ポリエチレン系樹脂組成物中のNOR型ヒンダードアミンの配合割合の比が、0.5以下である、請求項1又は2に記載のポリプロピレン系樹脂発泡粒子。
- 前記ポリプロピレン系樹脂発泡粒子の平均気泡径が、50μm以上220μm以下である、請求項1から3のいずれか一項に記載のポリプロピレン系樹脂発泡粒子。
- 前記ポリプロピレン系樹脂発泡粒子のかさ密度が、10kg/m3以上100kg/m3以下である、請求項1から4のいずれか一項に記載のポリプロピレン系樹脂発泡粒子。
- 前記ポリエチレン系樹脂組成物が、メタロセン系重合触媒を用いて重合された直鎖状低密度ポリエチレンを含む、請求項1から5のいずれか一項に記載のポリプロピレン系樹脂発泡粒子。
- ポリプロピレン系樹脂を基材樹脂とし、NOR型ヒンダードアミンを含む芯層に、ポリエチレン系樹脂組成物を被覆する被覆工程、及び、
前記被覆工程によって得られた前記芯層と前記ポリエチレン系樹脂組成物から構成された表面とを有するポリプロピレン系樹脂粒子を発泡させてポリプロピレン系樹脂発泡粒子を得る発泡工程を含み、
前記ポリプロピレン系樹脂粒子において、前記ポリプロピレン系樹脂粒子中のNOR型ヒンダードアミンの配合割合が0.03重量%以上0.5重量%以下であり、かつ前記ポリエチレン系樹脂組成物中のNOR型ヒンダードアミンの配合割合が、前記ポリプロピレン系樹脂粒子中のNOR型ヒンダードアミンの配合割合よりも少ない(ただし、0を含む)ことを特徴とする、ポリプロピレン系樹脂発泡粒子の製造方法。 - 請求項1から6のいずれか1項に記載のポリプロピレン系樹脂発泡粒子を型内成形してなる、ポリプロピレン系樹脂発泡粒子成形体。
- 厚み80mm以上の部分を有し、融着率が80%以上であり、FMVSS No.302に準拠して得られる燃焼速度が80mm/分未満の遅燃性、又は自己消火性を示す、請求項8に記載のポリプロピレン系樹脂発泡粒子成形体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021130797A JP7660460B2 (ja) | 2021-08-10 | 2021-08-10 | ポリプロピレン系樹脂発泡粒子、ポリプロピレン系樹脂発泡粒子の製造方法、及びポリプロピレン系樹脂発泡粒子成形体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021130797A JP7660460B2 (ja) | 2021-08-10 | 2021-08-10 | ポリプロピレン系樹脂発泡粒子、ポリプロピレン系樹脂発泡粒子の製造方法、及びポリプロピレン系樹脂発泡粒子成形体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2023025507A JP2023025507A (ja) | 2023-02-22 |
| JP7660460B2 true JP7660460B2 (ja) | 2025-04-11 |
Family
ID=85251526
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021130797A Active JP7660460B2 (ja) | 2021-08-10 | 2021-08-10 | ポリプロピレン系樹脂発泡粒子、ポリプロピレン系樹脂発泡粒子の製造方法、及びポリプロピレン系樹脂発泡粒子成形体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7660460B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7425137B1 (ja) * | 2022-08-31 | 2024-01-30 | 株式会社ジェイエスピー | 発泡粒子及び発泡粒子成形体 |
| JPWO2024189729A1 (ja) * | 2023-03-13 | 2024-09-19 | ||
| JP2024169939A (ja) * | 2023-05-26 | 2024-12-06 | 株式会社ジェイエスピー | ポリオレフィン系樹脂発泡粒子およびポリオレフィン系樹脂発泡粒子成形体 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004263033A (ja) | 2003-02-28 | 2004-09-24 | Jsp Corp | ポリオレフィン系樹脂型内発泡成形体 |
| JP2019062132A (ja) | 2017-09-27 | 2019-04-18 | 大日本印刷株式会社 | 太陽電池モジュール用の封止材シート及びそれを用いた太陽電池モジュール |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3418081B2 (ja) * | 1996-07-10 | 2003-06-16 | 三菱化学フォームプラスティック株式会社 | 発泡樹脂粒子 |
-
2021
- 2021-08-10 JP JP2021130797A patent/JP7660460B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004263033A (ja) | 2003-02-28 | 2004-09-24 | Jsp Corp | ポリオレフィン系樹脂型内発泡成形体 |
| JP2019062132A (ja) | 2017-09-27 | 2019-04-18 | 大日本印刷株式会社 | 太陽電池モジュール用の封止材シート及びそれを用いた太陽電池モジュール |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2023025507A (ja) | 2023-02-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2072207B1 (en) | Expanded polypropylene resin beads and foamed molded article thereof | |
| JP5512672B2 (ja) | ポリプロピレン系樹脂発泡粒子及び発泡粒子成形体 | |
| JP7660460B2 (ja) | ポリプロピレン系樹脂発泡粒子、ポリプロピレン系樹脂発泡粒子の製造方法、及びポリプロピレン系樹脂発泡粒子成形体 | |
| EP1452559B1 (en) | Flame-retardant expanded polyolefins containing carbon black | |
| JP5498162B2 (ja) | ポリプロピレン系樹脂発泡粒子及びその成型体 | |
| JP2011016914A (ja) | ポリプロピレン系樹脂発泡粒子および該発泡粒子からなる発泡粒子成形体 | |
| JP7630387B2 (ja) | ポリプロピレン系樹脂発泡粒子の製造方法及びポリプロピレン系樹脂発泡粒子 | |
| JP5314411B2 (ja) | ポリプロピレン系樹脂発泡粒子成形体の製造方法、及び該成形体 | |
| KR20130092638A (ko) | 가교 폴리올레핀계 수지 발포체 | |
| JPWO2016111017A1 (ja) | プロピレン系樹脂発泡粒子及び発泡粒子成形体 | |
| WO2023063258A1 (ja) | ポリプロピレン系樹脂発泡粒子 | |
| JP7314437B2 (ja) | ポリプロピレン系樹脂発泡粒子及びポリプロピレン系樹脂発泡粒子の製造方法 | |
| JP5909368B2 (ja) | ポリプロピレン系樹脂型内発泡成形体およびその製造方法 | |
| JP7314436B2 (ja) | ポリプロピレン系樹脂発泡粒子の製造方法及びポリプロピレン系樹脂発泡粒子 | |
| JP5722564B2 (ja) | 自動車用外装材 | |
| JP6322148B2 (ja) | シード重合用種粒子、複合樹脂粒子、発泡性粒子、発泡粒子及び複合樹脂発泡成形体 | |
| JP6233927B2 (ja) | 熱成形用ポリスチレン系樹脂発泡シート | |
| TWI895431B (zh) | 聚烯烴系樹脂發泡粒子、其製造方法以及聚烯烴系樹脂發泡粒子成形體 | |
| JP7728202B2 (ja) | 発泡粒子の製造方法及び発泡粒子成形体の製造方法。 | |
| TW202506864A (zh) | 聚烯烴系樹脂發泡粒子及聚烯烴系樹脂發泡粒子成形體 | |
| JP4891960B2 (ja) | ポリプロピレン系樹脂発泡成型体及び自動車内装材 | |
| JP2000219766A (ja) | ポリプロピレン系樹脂発泡成型体及び自動車内装材 | |
| WO2023189114A1 (ja) | 発泡粒子及び発泡粒子成形体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20240403 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20250108 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20250122 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20250313 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20250326 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20250401 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7660460 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |