JP7635551B2 - 耐炎性積層成形体 - Google Patents
耐炎性積層成形体 Download PDFInfo
- Publication number
- JP7635551B2 JP7635551B2 JP2020555075A JP2020555075A JP7635551B2 JP 7635551 B2 JP7635551 B2 JP 7635551B2 JP 2020555075 A JP2020555075 A JP 2020555075A JP 2020555075 A JP2020555075 A JP 2020555075A JP 7635551 B2 JP7635551 B2 JP 7635551B2
- Authority
- JP
- Japan
- Prior art keywords
- fiber
- flame
- thermoplastic
- sheet material
- resistant
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
- B32B27/281—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42 comprising polyimides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
- B32B27/285—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42 comprising polyethers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
- B32B27/286—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42 comprising polysulphones; polysulfides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
- B32B27/288—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42 comprising polyketones
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/302—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising aromatic vinyl (co)polymers, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/308—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/04—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the partial melting of at least one layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/022—Non-woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/08—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer the fibres or filaments of a layer being of different substances, e.g. conjugate fibres, mixture of different fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/027—Thermal properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/10—Interconnection of layers at least one layer having inter-reactive properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/02—2 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0223—Vinyl resin fibres
- B32B2262/023—Aromatic vinyl resin, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0246—Acrylic resin fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0261—Polyamide fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0261—Polyamide fibres
- B32B2262/0269—Aromatic polyamide fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0276—Polyester fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0276—Polyester fibres
- B32B2262/0284—Polyethylene terephthalate [PET] or polybutylene terephthalate [PBT]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/101—Glass fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/106—Carbon fibres, e.g. graphite fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/14—Mixture of at least two fibres made of different materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2270/00—Resin or rubber layer containing a blend of at least two different polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/302—Conductive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/306—Resistant to heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/306—Resistant to heat
- B32B2307/3065—Flame resistant or retardant, fire resistant or retardant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/737—Dimensions, e.g. volume or area
- B32B2307/7375—Linear, e.g. length, distance or width
- B32B2307/7376—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/10—Batteries
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Laminated Bodies (AREA)
Description
(1)少なくとも非溶融繊維Aを含む繊維シート材の一面が成形体の外部に露出され、他面側の少なくとも一部が成形体本体を構成する熱可塑性樹脂Cに接合されている耐炎性積層成形体。
(2)前記繊維シート材が前記非溶融繊維Aおよび熱可塑性繊維Bを含む、(1)に記載の耐炎性積層成形体。
(3)前記非溶融繊維AのISO22007-3(2008年)に準拠する熱伝導率が0.060W/m・K以下である、(1)または(2)に記載の耐炎性積層成形体。
(4)前記繊維シート材における前記非溶融繊維Aの含有率が15~80重量%である、(1)~(3)のいずれかに記載の耐炎性積層成形体。
(5)前記繊維シート材における前記熱可塑性繊維Bの含有率が20~85重量%である、(2)~(4)のいずれかに記載の耐炎性積層成形体。
(6)前記繊維シート材が前記非溶融繊維Aおよび熱可塑性繊維B以外の繊維Dを20重量%以下含有する、(2)~(5)のいずれかに記載の耐炎性積層成形体。
(7)前記非溶融繊維Aが、耐炎化繊維またはメタアラミド系繊維である、(1)~(6)のいずれかに記載の耐炎性積層成形体。
(8)前記熱可塑性繊維BのJIS K 7201-2(2007年)に準拠するLOI値が25以上である、(2)~(7)のいずれかに記載の耐炎性積層成形体。
(9)前記熱可塑性繊維Bが、異方性溶融ポリエステル、液晶ポリエステル、難燃性ポリ(ブチレンテレフタレート)、ポリ(アクリロニトリルブタジエンスチレン)、難燃性ポリスルホン、ポリ(エーテル-エーテル-ケトン)、ポリ(エーテル-ケトン-ケトン)、ポリエーテルスルホン、ポリアリレート、ポリアリーレンスルフィド、ポリフェニルスルホン、ポリエーテルイミド、ポリアミドイミドおよびこれらの混合物の群から選択される樹脂からなる繊維である、(2)~(8)のいずれかに記載の耐炎性積層成形体。
(10)前記熱可塑性繊維Bが、硫黄原子を15重量%以上含む繊維である、(2)~(9)のいずれかに記載の耐炎性積層成形体。
(11)前記熱可塑性樹脂CのJIS K 7201-2(2007年)に準拠するLOI値が25以上である、(1)~(10)のいずれかに記載の耐炎性積層成形体。
(12)前記熱可塑性樹脂Cが、異方性溶融ポリエステル、液晶ポリエステル、難燃性ポリアミド66、難燃性ポリ(ブチレンテレフタレート)、ポリ(アクリロニトリルブタジエンスチレン)、難燃性ポリスルホン、ポリ(エーテル-エーテル-ケトン)、ポリ(エーテル-ケトン-ケトン)、ポリエーテルスルホン、ポリアリレート、ポリアリーレンスルフィド、ポリフェニルスルホン、ポリエーテルイミド、ポリアミドイミドおよびこれらの混合物の群から選択される樹脂からなる、(1)~(11)のいずれかに記載の耐炎性積層成形体。
(13)前記熱可塑性繊維Bの一部と前記熱可塑性樹脂Cの一部同士が融着してなる、(2)~(12)のいずれかに記載の耐炎性積層成形体。
(14)前記熱可塑性繊維Bと前記熱可塑性樹脂Cが同一の樹脂からなり、前記非溶融繊維Aと前記熱可塑性繊維Bを含む繊維シート材と前記熱可塑性樹脂Cとの接合強度が1.5kg/cm2以上である、(2)~(13)のいずれかに記載の耐炎性積層成形体。
(15)前記非溶融繊維Aと前記熱可塑性繊維Bを含む繊維シート材が、熱可塑性繊維Bが溶融により非溶融繊維A間で膜化し酸素遮断下において炭化することで遮炎性を発現可能な繊維シート材に構成されている、(2)~(14)のいずれかに記載の耐炎性積層成形体。
(16)前記非溶融繊維Aと前記熱可塑性繊維Bを含む繊維シート材が前記熱可塑性樹脂Cと熱融着してなり、且つ熱可塑性繊維Bと熱可塑性樹脂Cとの融着相溶層の厚さが10μm以上である、(2)~(15)のいずれかに記載の耐炎性積層成形体。
(17)前記非溶融繊維Aを含む前記繊維シート材が前記熱可塑性樹脂Cの表面に部分的に存在する、(1)~(16)のいずれかに記載の耐炎性積層成形体。
高温収縮率=〔(L0-L1)/L0〕×100(%)
[目付]
30cm角のサンプルの重量を測定し、1m2当たりの重量(g/m2)で表した。
JIS L-1913(2010年)に準拠して測定した。
<耐炎化糸>
7dtexのZoltek社製耐炎化繊維PYRON(登録商標)を51mmにカットしたものを用いた。JIS K7193(2010年)に準拠した方法で加熱したところ、1000℃でも発火は認められず、発火温度は1000℃以上である。また、熱伝導率は0.042W/m・Kであった。
直径30ミクロンの東レ(株)製“トレカ”(登録商標)を51mmにカットしたものを用いた。熱伝導率は8.4W/m・Kであった。
<PPS繊維の延伸糸>
延伸されたPPS繊維として、単繊維繊度2.2dtex(直径14μm)、カット長51mmの東レ(株)製“トルコン”(登録商標)、品番S371を用いた。このPPS繊維のLOI値は34であった。繊維中の硫黄原子の比率は26.2重量%であった。
<ガラス繊維強化PPS樹脂>
東レ(株)製“トレリナ”(登録商標)品番A504-X90Bを用いた。このPPS樹脂のLOI値は47であった。
東レ(株)製“トレコン”(登録商標)品番1184G-A30Nを用いた。このPBT樹脂のLOI値は32であった。
ガラス繊維強化ポリアミド6樹脂(東レ(株)製“アミラン”(登録商標)品番CM1011G-30B2)を用いて成形体本体を得た。このポリアミド樹脂のLOI値は24であった。
耐炎化糸およびPPS繊維の延伸糸を開繊機によって混合し、次いで混打綿機によって更に混合し、次いでカード機に通じてウェブを作成した。得られたウェブをクロスラップ機にて積層したのち、水流交絡マシンでフェルト化し、PPS繊維の延伸糸および耐炎化糸からなる不織布を得た。
簡易卓上ホットプレス機((株)井元製作所製)を用いて、上記繊維シート材と熱可塑性樹脂Cとを以下の条件にてホットプレスし、本発明の耐炎性積層成形体を得た。
繊維シート材を縦80mm、横80mmの正方形形状および縦80mm、横20mmの短冊形状に裁断加工し、次いでガラス繊維強化PPS樹脂を、射出成形機(住友重機械工業(株)製、SE100D)を用いて、シリンダ温度320℃、金型温度150℃の条件で、縦80mm、横80mm、厚み3mmの平板を製作した。さらに、該平板から切削により、縦80mm、横20mm、厚み3mmの短冊状平板も製作した。簡易卓上ホットプレス器の条件をPPSの射出成形温度でもある320℃に設定し、ゲージ圧10kNにて30sec加圧余熱した後、簡易卓上ホットプレス器の加圧を解放後、ガラス繊維強化PPS樹脂平板(縦80mm、横80mm、厚み3mmの平板)の上に縦80mm、横80mmの正方形形状繊維シート材を置き、再度、ゲージ圧10kNにて30sec加圧し一体化させ(以後、当該接合方法をホットプレス接合法と呼ぶ場合がある。)、図1に示すように、縦80mm、横80mmの繊維シート材(1)と熱可塑性樹脂C(2)を重ね合わせた厚み3mmの耐炎性評価用の耐炎性積層成形体の試験片を得た。同様の条件にて、図2に示すように、ガラス繊維強化PPS樹脂平板(縦80mm、横20mm、厚み3mmの短冊状平板)[熱可塑性樹脂C(4)]と縦80mm、横20mmの短冊形状の繊維シート材3とをそれぞれの端部を10mmオーバーラップさせ一体化させた縦150mm、横20mmの短冊状の耐炎性積層成形体における接合強度測定用の試験片を得た。
<耐炎性試験方法>
バーナーを用いたUL94 5Vに準拠した接炎条件(バーナー角度20±5°、メタンガス流量965±30ml、炎高さ125±10mm、内部の青色炎の高さ40±2mm)にて、図1に示す積層成形体(耐炎性評価試験片)の繊維シート材面を2分間接炎させた。接炎中、目視にて炎の貫通有無と引火有無を確認し、接炎から2分後に反接炎側の熱可塑性樹脂C表面中央の温度を非接触温度計(FLIR社製:品番CPA-0130A)にて測定した。接炎終了後、繊維シート材面の外観状態と反接炎側である熱可塑性樹脂C面の外観状態および接合面の内部状態を確認した。
図2に示す積層成形体(接合強度試験片)を用いて、引張試験機((株)島津製作所製 AG-500C)を用いて、チャック間距離50mm、引張速度5mm/minにて引張試験を実施し、5サンプルの平均を接合強度とした。
繊維シート材として、PPS繊維の延伸糸と耐炎化糸の重量混率60対40の不織布を得た。目付は100g/m2、厚さは1.21mmであった。得られた不織布とガラス繊維強化PPS樹脂とをホットプレス接合法にて一体化し、耐炎性積層成形体を得た。得られた耐炎性積層成形体は融着相溶層の厚さが70μmであり、引張試験の接合強度が4.3kg/cm2、引張試験後の破壊形態は不織布の母材破壊と、良好な結果であった。耐炎性試験では、炎の貫通もガラス繊維強化PPS樹脂への着火もなく、反接炎側のガラス繊維強化PPS樹脂表面中央部の最高温度が188℃であった。接炎後の接炎側の繊維シート材は表層が炭化しているだけで、反接炎側および接合界面に変形や外観の大きな変化はなく、十分な遮炎性と耐炎性を有していた。
実施例1の不織布のPPS繊維の延伸糸と耐炎化糸の重量混率を、90対10に変更して、目付100g/m2、厚さは1.53mmの不織布を得た。得られた不織布とガラス繊維強化PPS樹脂とを実施例1と同様にホットプレス接合法にて一体化し、耐炎性積層成形体を得た。得られた耐炎性積層成形体は融着相溶層の厚さが67μmであり、引張試験の接合強度が3.9kg/cm2、破壊形態は不織布の母材破壊と、良好な結果であった。耐炎性試験では、炎の貫通もガラス繊維強化PPS樹脂への着火もなく、反接炎側のガラス繊維強化PPS樹脂表面中央の最高温度は221℃であった。接炎後の接炎側の繊維シート材は表層が炭化しているだけで、反接炎側および接合界面に変形や外観の大きな変化はなく、十分な遮炎性と耐炎性を有していた。
実施例1の不織布のPPS繊維の延伸糸と耐炎化糸の重量混率を、10対90に変更して、目付100g/m2、厚さは1.63mmの不織布を得た。得られた不織布とガラス繊維強化PPS樹脂とを実施例1と同様にホットプレス接合法にて一体化し、耐炎性積層成形体を得た。得られた耐炎性積層成形体は融着相溶層の厚さが33μmであり、引張試験の接合強度が2.3kg/cm2、破壊形態は不織布の母材破壊と、良好な結果であった。耐炎性試験では、炎の貫通もガラス繊維強化PPS樹脂への着火もなく、反接炎側のガラス繊維強化PPS樹脂表面中央の最高温度は208℃であった。接炎後の接炎側の繊維シート材は表層が炭化しているだけで、反接炎側および接合界面に変形や外観の大きな変化はなく、十分な遮炎性と耐炎性を有していた。
実施例1の繊維シート材として、耐炎化糸の代わりに炭素繊維(直径30ミクロンの東レ(株)製“トレカ”(登録商標)を51mmにカットしたもの(熱伝導率8.4W/m・K))を用いて、延伸されたPPS繊維と炭素繊維の比率を60対40とし、目付100g/m2、厚さ1.89mmの不織布を得た。得られた不織布とガラス繊維強化PPS樹脂とを実施例1と同様にホットプレス接合法にて一体化し、積層成形体を得た。得られた積層成形体の融着相溶層の厚さは26μmであり、引張試験の接合強度が4.0kg/cm2、破壊形態は不織布の母材破壊と、良好な結果であった。耐炎性試験では、炎の貫通もガラス繊維強化PPS樹脂への着火もなかったが、反接炎側のガラス繊維強化PPS樹脂表面中央の最高温度は270℃であった。接炎後の接炎側の繊維シート材表層および反接炎側、接合界面で著しい炭化と発泡が見られ、積層成形体の変形は20mm以上であった。
実施例1のガラス繊維強化PPS樹脂の代わりにガラス繊維強化難燃PBT樹脂(東レ(株)製“トレコン”(登録商標)品番1184G-A30N)を用いて耐炎性積層成形体を得た。このPBT樹脂のLOI値は32であった。なお積層成形体製作時の射出成形温度条件はシリンダ温度260℃、金型温度80℃へ変更した。ホットプレス時の温度条件は260℃へと変更し、他の条件は実施例1と同一とした。得られた耐炎性積層成形体は融着相溶層の厚さが0μmと不織布に樹脂が含侵されているだけであった。引張試験の接合強度が1.5kg/cm2、破壊形態は接合界面破壊であった。耐炎性試験では炎の貫通はないものの、積層成形体端面のガラス繊維強化難燃PBT樹脂部に炎が着火するも、接炎終了後に自己消火された。反接炎側のガラス繊維強化難燃PBT樹脂表面中央の最高温度は190℃であった。接炎後の接炎側の繊維シート材は表層が炭化しているだけであったが、反接炎側に1mm程度の高さのゆがみ変形が見られた。接炎後の接炎側の繊維シート材は表層が炭化しているだけで、反接炎側および接合界面に大きな変形や外観の大きな変化はなく、十分な遮炎性と耐炎性を有していた。
実施例1の繊維シート材として、耐炎化糸100%を用いて目付100g/m2、厚さ2.02mmの不織布を得た。得られた不織布とガラス繊維強化PPS樹脂とを実施例1と同様にホットプレス接合法にて一体化し、積層成形体を得た。得られた耐炎性積層成形体は融着相溶層の厚さが0μmと不織布に樹脂が含侵されているだけであった。引張試験の接合強度が1.5kg/cm2、破壊形態は接合界面破壊であった。耐炎性試験では、炎の貫通もガラス繊維強化PPS樹脂への着火もなかったが、反接炎側のガラス繊維強化PPS樹脂表面中央の最高温度は212℃であった。接炎後の接炎側の繊維シート材は表層が炭化しているだけで、反接炎側および接合界面に変形や外観の大きな変化はなく、十分な遮炎性と耐炎性を有していた。
実施例1のガラス繊維強化PPS樹脂の代わりにガラス繊維強化ポリアミド6樹脂(東レ(株)製“アミラン”(登録商標)品番CM1011G-30B2)を用いて積層成形体を得た。このポリアミド樹脂のLOI値は24であった。なお、積層成形体製作時の射出成形温度条件はシリンダ温度260℃、金型温度80℃へ変更した。ホットプレス時の温度条件は260℃へと変更し、他の条件は実施例1と同一とした。得られた積層成形体の融着相溶層の厚さは0μmと不織布に樹脂が含侵されているだけであった。引張試験の接合強度は1.3kg/cm2、破壊形態は接合界面破壊であった。耐炎性試験では炎の貫通はないものの、積層成形体端面のガラス繊維強化ポリアミド6樹脂部に炎が着火し、接炎終了後も10秒程炎は自己消火されなかった。反接炎側のガラス繊維強化ポリアミド6樹脂表面中央の最高温度は198℃であった。接炎後の接炎側の繊維シート材は表層が炭化しているだけであったが、反接炎側に1mm程度の高さのゆがみ変形が見られた。

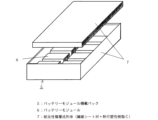
2、4 熱可塑性樹脂C
5 バッテリーモジュール積載パック
6 バッテリーモジュール
7 耐炎性積層成形体
Claims (12)
- 少なくとも非溶融繊維Aおよび熱可塑性繊維Bを含む繊維シート材の一面が成形体の外部に露出され、他面側の少なくとも一部が成形体本体を構成し射出成形されてなる熱可塑性樹脂Cに接合されている耐炎性積層成形体であり、熱可塑性繊維Bがポリフェニレンスルフィド繊維であり、熱可塑性樹脂Cがポリフェニレンスルフィド樹脂であり、前記非溶融繊維AのISO22007-3(2008年)に準拠する熱伝導率が0.060W/m・K以下であり、前記非溶融繊維Aおよび前記熱可塑性繊維Bを含む繊維シート材が前記熱可塑性樹脂Cと熱融着してなり、且つ熱可塑性繊維Bと熱可塑性樹脂Cとの融着相溶層の厚さが10μm以上である耐炎性積層成形体。
- 前記繊維シート材における前記非溶融繊維Aの含有率が15~80重量%である、請求項1に記載の耐炎性積層成形体。
- 前記繊維シート材における前記熱可塑性繊維Bの含有率が20~85重量%である、請求項1または2に記載の耐炎性積層成形体。
- 前記繊維シート材が前記非溶融繊維Aおよび熱可塑性繊維B以外の繊維Dを20重量%以下含有する、請求項1~3のいずれかに記載の耐炎性積層成形体。
- 前記非溶融繊維Aが、耐炎化繊維またはメタアラミド系繊維である、請求項1~4のいずれかに記載の耐炎性積層成形体。
- 前記熱可塑性繊維BのJIS K 7201-2(2007年)に準拠するLOI値が25以上である、請求項1~5のいずれかに記載の耐炎性積層成形体。
- 前記熱可塑性繊維Bが、硫黄原子を15重量%以上含む繊維である、請求項1~6のいずれかに記載の耐炎性積層成形体。
- 前記熱可塑性樹脂CのJIS K 7201-2(2007年)に準拠するLOI値が25以上である、請求項1~7のいずれかに記載の耐炎性積層成形体。
- 前記熱可塑性繊維Bの一部と前記熱可塑性樹脂Cの一部同士が融着してなる、請求項1~8のいずれかに記載の耐炎性積層成形体。
- 前記熱可塑性繊維Bと前記熱可塑性樹脂Cが同一の樹脂からなり、前記非溶融繊維Aと前記熱可塑性繊維Bを含む繊維シート材と前記熱可塑性樹脂Cとの接合強度が1.5kg/cm2以上である、請求項1~9のいずれかに記載の耐炎性積層成形体。
- 前記非溶融繊維Aと前記熱可塑性繊維Bを含む繊維シート材が、熱可塑性繊維Bが溶融により非溶融繊維A間で膜化し酸素遮断下において炭化することで遮炎性を発現可能な繊維シート材に構成されている、請求項1~10のいずれかに記載の耐炎性積層成形体。
- 前記非溶融繊維Aを含む前記繊維シート材が前記熱可塑性樹脂Cの表面に部分的に存在する、請求項1~11のいずれかに記載の耐炎性積層成形体。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019186739 | 2019-10-10 | ||
| JP2019186739 | 2019-10-10 | ||
| PCT/JP2020/037565 WO2021070747A1 (ja) | 2019-10-10 | 2020-10-02 | 耐炎性積層成形体 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JPWO2021070747A1 JPWO2021070747A1 (ja) | 2021-04-15 |
| JPWO2021070747A5 JPWO2021070747A5 (ja) | 2023-09-22 |
| JP7635551B2 true JP7635551B2 (ja) | 2025-02-26 |
Family
ID=75438176
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020555075A Active JP7635551B2 (ja) | 2019-10-10 | 2020-10-02 | 耐炎性積層成形体 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US12304183B2 (ja) |
| EP (1) | EP4043211A4 (ja) |
| JP (1) | JP7635551B2 (ja) |
| KR (1) | KR20220075303A (ja) |
| CN (1) | CN114340888B (ja) |
| WO (1) | WO2021070747A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023145883A1 (ja) * | 2022-01-31 | 2023-08-03 | イビデン株式会社 | 防炎構造体及びその製造方法、並びに電池モジュール |
| CN115507960B (zh) * | 2022-10-21 | 2023-05-02 | 深圳职业技术学院 | 一种车库内电动汽车火灾测量装置 |
| WO2024142544A1 (ja) * | 2022-12-28 | 2024-07-04 | 積水化学工業株式会社 | 積層体 |
| EP4610043A1 (en) * | 2024-02-29 | 2025-09-03 | Mitsubishi Chemical Advanced Materials GmbH | Heat and fire shielding thermoplastic composite |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000008260A (ja) | 1998-06-16 | 2000-01-11 | Asahi Chem Ind Co Ltd | 吸音材 |
| JP2017114107A (ja) | 2015-05-20 | 2017-06-29 | 王子ホールディングス株式会社 | 繊維強化プラスチック成形体及び繊維強化プラスチック成形体用基材 |
| WO2019188276A1 (ja) | 2018-03-30 | 2019-10-03 | 東レ株式会社 | 不織布シート |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5024877A (en) * | 1989-04-14 | 1991-06-18 | The Dow Chemical Company | Fire resistant materials |
| JP2817254B2 (ja) * | 1989-09-11 | 1998-10-30 | 東レ株式会社 | 積層体 |
| US7785682B2 (en) * | 2004-06-25 | 2010-08-31 | Kureha Corporation | Multilayer sheet made of polyglycolic acid resin |
| JP2013169996A (ja) | 2012-02-22 | 2013-09-02 | Japan Vilene Co Ltd | 難燃性繊維シート |
| JP2016190355A (ja) * | 2015-03-31 | 2016-11-10 | 三菱レイヨン株式会社 | 積層基材 |
| US11118289B2 (en) | 2015-07-03 | 2021-09-14 | Toray Industries, Inc. | Flame-blocking nonwoven fabric |
| CN107735450B (zh) | 2015-07-06 | 2020-08-11 | 三菱瓦斯化学株式会社 | 树脂组合物、预浸料、树脂片、覆金属箔层叠板及印刷电路板 |
| US20190291398A1 (en) * | 2016-08-31 | 2019-09-26 | Teijin Limited | Laminate and process for producing a fiber-reinforced resin composite |
| US11248319B2 (en) * | 2016-10-05 | 2022-02-15 | Toray Industries, Inc. | Flame-resistant woven fabric |
-
2020
- 2020-10-02 WO PCT/JP2020/037565 patent/WO2021070747A1/ja not_active Ceased
- 2020-10-02 US US17/631,217 patent/US12304183B2/en active Active
- 2020-10-02 CN CN202080062690.7A patent/CN114340888B/zh active Active
- 2020-10-02 KR KR1020227001090A patent/KR20220075303A/ko active Pending
- 2020-10-02 EP EP20873817.9A patent/EP4043211A4/en active Pending
- 2020-10-02 JP JP2020555075A patent/JP7635551B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000008260A (ja) | 1998-06-16 | 2000-01-11 | Asahi Chem Ind Co Ltd | 吸音材 |
| JP2017114107A (ja) | 2015-05-20 | 2017-06-29 | 王子ホールディングス株式会社 | 繊維強化プラスチック成形体及び繊維強化プラスチック成形体用基材 |
| WO2019188276A1 (ja) | 2018-03-30 | 2019-10-03 | 東レ株式会社 | 不織布シート |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4043211A4 (en) | 2023-11-15 |
| CN114340888A (zh) | 2022-04-12 |
| CN114340888B (zh) | 2024-10-29 |
| US20220266578A1 (en) | 2022-08-25 |
| WO2021070747A1 (ja) | 2021-04-15 |
| JPWO2021070747A1 (ja) | 2021-04-15 |
| EP4043211A1 (en) | 2022-08-17 |
| KR20220075303A (ko) | 2022-06-08 |
| US12304183B2 (en) | 2025-05-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7635551B2 (ja) | 耐炎性積層成形体 | |
| JP6844261B2 (ja) | 遮炎性不織布 | |
| EP3218119B1 (en) | Prepregs, cores and composite articles including expandable graphite materials | |
| KR20200138186A (ko) | 부직포 시트 | |
| WO2018066438A9 (ja) | 遮炎性織物 | |
| JP7172998B2 (ja) | 不織布 | |
| RU182396U1 (ru) | Нетканый утеплительный огнестойкий материал | |
| CN116615585A (zh) | 一种防火遮焰无纺布 | |
| US20200392657A1 (en) | Non woven fabric | |
| KR101277153B1 (ko) | 인공피혁 및 그의 제조방법 | |
| JP2007113158A (ja) | 耐熱性不織布 | |
| JP7740598B1 (ja) | シートおよびそれを用いた耐火材、二次電池 | |
| Khan | Shielding effect to the flammable fibres offered by inherently flame retardant fibres | |
| WO2025258497A1 (ja) | 遮炎断熱材 | |
| CN217658310U (zh) | 用于服装的无纺隔热防火织物 | |
| WO2006131572A1 (es) | Material de fieltro ignífugo | |
| KR101030313B1 (ko) | 인공피혁 및 그의 제조방법 | |
| KR20080031260A (ko) | 난연성 펠트 물질 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230913 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230913 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20241001 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20241011 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20241105 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20241120 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20250114 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20250127 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7635551 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |