JP7436272B2 - 積層造形方法、積層造形システム、およびプログラム - Google Patents
積層造形方法、積層造形システム、およびプログラム Download PDFInfo
- Publication number
- JP7436272B2 JP7436272B2 JP2020071285A JP2020071285A JP7436272B2 JP 7436272 B2 JP7436272 B2 JP 7436272B2 JP 2020071285 A JP2020071285 A JP 2020071285A JP 2020071285 A JP2020071285 A JP 2020071285A JP 7436272 B2 JP7436272 B2 JP 7436272B2
- Authority
- JP
- Japan
- Prior art keywords
- base
- layer
- weld bead
- additive manufacturing
- formation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 63
- 239000000654 additive Substances 0.000 title claims description 31
- 230000000996 additive effect Effects 0.000 title claims description 31
- 239000011324 bead Substances 0.000 claims description 88
- 230000015572 biosynthetic process Effects 0.000 claims description 53
- 238000003466 welding Methods 0.000 claims description 43
- 238000012937 correction Methods 0.000 claims description 36
- 238000000034 method Methods 0.000 claims description 25
- 239000000945 filler Substances 0.000 claims description 24
- 239000002184 metal Substances 0.000 claims description 23
- 229910052751 metal Inorganic materials 0.000 claims description 23
- 238000005259 measurement Methods 0.000 claims description 21
- 238000012545 processing Methods 0.000 claims description 15
- 238000009795 derivation Methods 0.000 claims description 4
- 238000001514 detection method Methods 0.000 description 19
- 238000003860 storage Methods 0.000 description 11
- 238000004364 calculation method Methods 0.000 description 8
- 239000000463 material Substances 0.000 description 8
- 238000010586 diagram Methods 0.000 description 7
- 238000013461 design Methods 0.000 description 5
- 238000010438 heat treatment Methods 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- 238000009825 accumulation Methods 0.000 description 4
- 230000008859 change Effects 0.000 description 4
- 230000007423 decrease Effects 0.000 description 3
- 238000009826 distribution Methods 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- 239000010953 base metal Substances 0.000 description 2
- 238000010894 electron beam technology Methods 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 238000003475 lamination Methods 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 238000010420 art technique Methods 0.000 description 1
- 230000004323 axial length Effects 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
Images



Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Description
(1) 一軸方向に延伸され片側が固定されたベース上に溶加材を溶着した溶接ビードを積層することで積層造形物を造形する積層造形方法であって、
前記積層造形物を構成する1または複数の層のうちの着目層に対応する溶接ビードの形成の開始前に、前記ベースに設定される基準の位置を測定する測定工程と、
予め規定されている前記基準の位置と、前記測定工程にて測定した前記基準の位置とのずれ量を導出する導出工程と、
前記ずれ量を用いて、前記着目層の溶接ビードの形成位置を補正する補正工程と、
前記補正工程にて補正した形成位置に基づいて、前記着目層の溶接ビードの形成を実施させる処理工程と、
を有する。
前記積層造形物を構成する1または複数の層のうちの着目層に対応する溶接ビードの形成の開始前に、前記ベースに設定される基準の位置を測定する測定部と、
予め規定されている前記基準の位置と、前記測定部にて測定した前記基準の位置とのずれ量を導出する導出部と、
前記ずれ量を用いて、前記着目層の溶接ビードの形成位置を補正する補正部と、
前記補正部にて補正した形成位置に基づいて、前記着目層の溶接ビードの形成を実施させる処理部と、
を有する。
前記積層造形物を構成する1または複数の層のうちの着目層に対応する溶接ビードの形成の開始前に、前記ベースに設定される基準の位置を測定する測定工程と、
予め規定されている前記基準の位置と、前記測定工程にて測定した前記基準の位置とのずれ量を導出する導出工程と、
前記ずれ量を用いて、前記着目層の溶接ビードの形成位置を補正する補正工程と、
前記補正工程にて補正した形成位置に基づいて、前記着目層の溶接ビードの形成を実施させる処理工程と、
を実行させるプログラム。
以下、本願発明の第1の実施形態について説明を行う。
以下、本願発明の一実施形態について、図面を参照して詳細に説明する。図1は、本願発明の積層造形物の製造方法に使用される積層造形システムの概略構成図である。
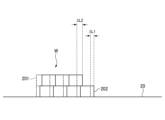
ΔL=αTL …(1)
α:ベースの線膨張係数
T:ベースの温度変化量
L:ベースの軸方向長さ
Xm=Xp+ΔXp=Xp+αTXp=Xp(1+ΔL/L) …(2)
Xp:当初の軌道計画上の積層開始位置
ΔXp:当初の軌道計画上の積層開始位置からの差分
Xm:補正後の積層開始位置
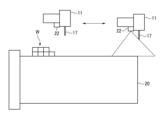
図2、図3は、本実施形態に係る積層造形システム100の動作概要を説明するための概略図である。積層造形システム100は、積層造形物Wを複数の層に分けて造形を行う。ここでは、2層から構成される積層造形物Wを例に挙げて説明する。
図4は、本実施形態に係る造形処理のフローチャートである。本処理は、コントローラ15により実行、制御され、例えば、コントローラ15が備えるCPU(Central Processing Unit)などの処理部(不図示)が図1に示した各部位を実現するためのプログラムを読み出して実行することにより実現されてよい。
上記の実施形態では、層ごとに自由端の検出を行ったが、これに限定するものではない。例えば、複数層を1単位としてまとめ、複数層を形成する単位ごとに自由端の検出動作を行ってもよい。
(1) 一軸方向に延伸され片側が固定されたベース上に溶加材を溶着して溶接ビードを積層することで積層造形物を造形する積層造形方法であって、
前記積層造形物を構成する1または複数の層のうちの着目層に対応する溶接ビードの形成の開始前に、前記ベースにて設定される基準の位置を測定する測定工程と、
予め規定されている前記基準の位置と、前記測定工程にて測定した前記基準の位置とのずれ量を導出する導出工程と、
前記ずれ量を用いて、前記着目層の溶接ビードの形成位置を補正する補正工程と、
前記補正工程にて補正した形成位置に基づいて、前記着目層の溶接ビードの形成を実施させる処理工程と、
を有することを特徴とする積層造形方法。
これにより、積層造形物の形成時の位置補正の精度を向上させることが可能となる。特に、溶接ビードの積層に伴って地区説が進行したベースの熱膨張に伴う積層開始位置のずれを正確に把握して、かつ、早期に補正を行うことができる。また、ベースの温度が低下する前に次の溶着動作を開始できるため、生産性を向上させることができる。
これにより、基準として確実に把握でき、特定も簡便なベースの構成を利用して、積層造形物の形成時の位置補正の精度を向上させることができる。
これにより、基準として利用可能なベースの溶接ビードを利用して、積層造形物の形成時の位置補正の精度を向上させることができる。
前記着目層に対応する溶接ビードは、複数の基準のうち最も近い位置の基準の測定結果に基づいて形成位置が補正されることを特徴とする(1)~(3)のいずれかに記載の積層造形方法。
これにより、形成する溶接ビードの開始位置に近い測定結果を用いることで、より精度の高い位置補正が可能となる。
これにより、トーチの位置と連動するセンサを用いて基準を検知することで、ずれ量を導出する際の精度を向上させることができる。
これにより、基準を検知するためのセンサを別途取り付ける必要が無くなり、簡便な構成とすることが可能となる。
これにより、ベースの軸方向に対する熱膨張および収縮に限定することで、基準からの相対的な位置補正を行うのみでよく、補正制御が容易となる。
前記ベースの温度が所定の温度を超えた場合、または、前記基準を測定した際の温度からの温度差が所定の値を超えた場合に、前記測定が実施されることを特徴とする(1)~(7)のいずれかに記載の積層造形方法。
これにより、温度変化に応じて計測の実行の有無を切り替えるため、ずれ量を補正するための計測の回数を削減でき、積層造形物の生産速度を向上させることができる。
これにより、積層造形物を構成する層に対応する溶接ビードの形成前に計測を行うことで、溶接ビードの開始位置におけるずれの検出精度を向上することができる。
これにより、複数層分の形成を行うごとに計測を行うことにより、積層造形物の生産速度を向上させることができる。
これにより、下層に対応する溶接ビードの形成結果に応じて、測定を行うか否かを制御するため、必要に応じて、ずれ量を補正するための計測の回数を削減でき、積層造形物の生産速度を向上させることができる。
前記積層造形物を構成する1または複数の層のうちの着目層に対応する溶接ビードの形成の開始前に、前記ベースに設定される基準の位置を測定する測定部と、
予め規定されている前記基準の位置と、前記測定部にて測定した前記基準の位置とのずれ量を導出する導出部と、
前記ずれ量を用いて、前記着目層の溶接ビードの形成位置を補正する補正部と、
前記補正部にて補正した形成位置に基づいて、前記着目層の溶接ビードの形成を実施させる処理部と、
を有することを特徴とする積層造形システム。
これにより、積層造形物の形成時の位置補正の精度を向上させることが可能となる。特に、溶接ビードの積層に伴って地区説が進行したベースの熱膨張に伴う積層開始位置のずれを正確に把握して、かつ、早期に補正を行うことができる。また、ベースの温度が低下する前に次の溶着動作を開始できるため、生産性を向上させることができる。
前記積層造形物を構成する1または複数の層のうちの着目層に対応する溶接ビードの形成の開始前に、前記ベースに設定される基準の位置を測定する測定工程と、
予め規定されている前記基準の位置と、前記測定工程にて測定した前記基準の位置とのずれ量を導出する導出工程と、
前記ずれ量を用いて、前記着目層の溶接ビードの形成位置を補正する補正工程と、
前記補正工程にて補正した形成位置に基づいて、前記着目層の溶接ビードの形成を実施させる処理工程と、
を実行させるプログラム。
これにより、積層造形物の形成時の位置補正の精度を向上させることが可能となる。特に、溶接ビードの積層に伴って地区説が進行したベースの熱膨張に伴う積層開始位置のずれを正確に把握して、かつ、早期に補正を行うことができる。また、ベースの温度が低下する前に次の溶着動作を開始できるため、生産性を向上させることができる。
11…積層造形装置
15…コントローラ
17…トーチ
19…溶接ロボット
20…ベース
22…センサ
25…溶接ビード
31…CAD/CAM部
33…軌道演算部
35…ずれ量取得部
37…記憶部
39…制御部
Claims (12)
- 一軸方向に延伸され片側が固定されたベース上に溶加材を溶着して溶接ビードを積層することで積層造形物を造形する積層造形方法であって、
前記積層造形物を構成する1または複数の層のうちの着目層に対応する溶接ビードの形成の開始前に、前記ベースに設定される基準の位置を測定する測定工程と、
予め規定されている前記基準の位置と、前記測定工程にて測定した前記基準の位置とのずれ量を導出する導出工程と、
前記ずれ量を用いて、前記着目層の溶接ビードの形成位置を補正する補正工程と、
前記補正工程にて補正した形成位置に基づいて、前記着目層の溶接ビードの形成を実施させる処理工程と、
を有し、
前記基準は、前記ベースの自由端部であることを特徴とする積層造形方法。 - 前記基準は、前記ベースに形成された溶接ビードであることを特徴とする請求項1に記載の積層造形方法。
- 前記基準は複数が設けられ、
前記着目層に対応する溶接ビードは、複数の基準のうち最も近い位置の基準の測定結果に基づいて形成位置が補正されることを特徴とする請求項1または2に記載の積層造形方法。 - 前記基準は、前記溶接ビードを形成するためのトーチと連結して移動可能に構成されたセンサにより測定されることを特徴とする請求項1~3のいずれか一項に記載の積層造形方法。
- 前記基準は、前記溶接ビードを形成するためのトーチのタッチセンシングにより測定されることを特徴とする請求項1~3のいずれか一項に記載の積層造形方法。
- 前記ずれ量は、前記ベースの固定された側の端部から自由端部への方向に沿ったずれ量であることを特徴とする請求項1~5のいずれか一項に記載の積層造形方法。
- 前記ベースの温度を検出する工程をさらに含み、
前記ベースの温度が所定の温度を超えた場合、または、前記基準を測定した際の温度からの温度差が所定の値を超えた場合に、前記測定が実施されることを特徴とする請求項1~6のいずれか一項に記載の積層造形方法。 - 前記積層造形物を構成する1または複数の層それぞれの形成を開始する前に、前記測定が実施されることを特徴とする請求項1~7のいずれか一項に記載の積層造形方法。
- 前記積層造形物を構成する所定の層単位ごとに、前記測定が実施されることを特徴とする請求項1~7のいずれか一項に記載の積層造形方法。
- すでに形成されている直下の層に対応する溶接ビードの形成の結果に基づいて、前記着目層に対応する溶接ビードの形成の開始前に、前記測定を行うか否かを切り替えることを特徴とする請求項1~7のいずれか一項に記載の積層造形方法。
- 一軸方向に延伸され片側が固定されたベース上に溶加材を溶着して溶接ビードを積層することで積層造形物を造形する積層造形システムであって、
前記積層造形物を構成する1または複数の層のうちの着目層に対応する溶接ビードの形成の開始前に、前記ベースにて設定される基準の位置を測定する測定部と、
予め規定されている前記基準の位置と、前記測定部にて測定した前記基準の位置とのずれ量を導出する導出部と、
前記ずれ量を用いて、前記着目層の溶接ビードの形成位置を補正する補正部と、
前記補正部にて補正した形成位置に基づいて、前記着目層の溶接ビードの形成を実施させる処理部と、
を有し、
前記基準は、前記ベースの自由端部であることを特徴とする積層造形システム。 - 一軸方向に延伸され片側が固定されたベース上に溶加材を溶着して溶接ビードを積層することで積層造形物を造形する積層造形装置を制御するコンピュータに、
前記積層造形物を構成する1または複数の層のうちの着目層に対応する溶接ビードの形成の開始前に、前記ベースにて設定される基準の位置を測定する測定工程と、
予め規定されている前記基準の位置と、前記測定工程にて測定した前記基準の位置とのずれ量を導出する導出工程と、
前記ずれ量を用いて、前記着目層の溶接ビードの形成位置を補正する補正工程と、
前記補正工程にて補正した形成位置に基づいて、前記着目層の溶接ビードの形成を実施させる処理工程と、
を実行させ、
前記基準は、前記ベースの自由端部であるプログラム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020071285A JP7436272B2 (ja) | 2020-04-10 | 2020-04-10 | 積層造形方法、積層造形システム、およびプログラム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020071285A JP7436272B2 (ja) | 2020-04-10 | 2020-04-10 | 積層造形方法、積層造形システム、およびプログラム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021167087A JP2021167087A (ja) | 2021-10-21 |
| JP7436272B2 true JP7436272B2 (ja) | 2024-02-21 |
Family
ID=78079372
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020071285A Active JP7436272B2 (ja) | 2020-04-10 | 2020-04-10 | 積層造形方法、積層造形システム、およびプログラム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7436272B2 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005336547A (ja) | 2004-05-26 | 2005-12-08 | Matsushita Electric Works Ltd | 三次元形状造形物の製造装置及びその光ビーム照射位置及び加工位置の補正方法 |
| CN102179517A (zh) | 2011-04-15 | 2011-09-14 | 华中科技大学 | 一种激光感应复合熔化直接成形方法及装置 |
| JP2017144580A (ja) | 2016-02-15 | 2017-08-24 | ローランドディー.ジー.株式会社 | 造型装置 |
| JP2019130892A (ja) | 2018-02-02 | 2019-08-08 | コンセプト・レーザー・ゲゼルシャフト・ミト・ベシュレンクテル・ハフツング | 3次元の物体を付加製造する装置のための位置データを決定する方法 |
-
2020
- 2020-04-10 JP JP2020071285A patent/JP7436272B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005336547A (ja) | 2004-05-26 | 2005-12-08 | Matsushita Electric Works Ltd | 三次元形状造形物の製造装置及びその光ビーム照射位置及び加工位置の補正方法 |
| CN102179517A (zh) | 2011-04-15 | 2011-09-14 | 华中科技大学 | 一种激光感应复合熔化直接成形方法及装置 |
| JP2017144580A (ja) | 2016-02-15 | 2017-08-24 | ローランドディー.ジー.株式会社 | 造型装置 |
| JP2019130892A (ja) | 2018-02-02 | 2019-08-08 | コンセプト・レーザー・ゲゼルシャフト・ミト・ベシュレンクテル・ハフツング | 3次元の物体を付加製造する装置のための位置データを決定する方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021167087A (ja) | 2021-10-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11945031B2 (en) | Laminated molded object production method and production device | |
| JP6751040B2 (ja) | 積層造形物の製造方法、製造システム、及び製造プログラム | |
| CA2626128C (en) | Automated welding of moulds and stamping tools | |
| JP6978350B2 (ja) | ワーク姿勢調整方法、造形物の製造方法及び製造装置 | |
| CN111344096B (zh) | 层叠造形物的制造方法以及制造装置 | |
| US20190366466A1 (en) | Systems and methods for additive manufacturing in a controlled short circuit welding system | |
| EP3693118B1 (en) | Hybrid additive manufacturing system using laser and arc welding | |
| JP7197437B2 (ja) | 積層造形物の積層計画方法、積層造形物の製造方法及び製造装置 | |
| CN115485096B (zh) | 附加制造装置及附加制造方法 | |
| JP7343454B2 (ja) | 機械学習装置、積層造形システム、溶接条件の機械学習方法、溶接条件の決定方法、およびプログラム | |
| JP7436272B2 (ja) | 積層造形方法、積層造形システム、およびプログラム | |
| JP2019136711A (ja) | 積層造形物の製造方法 | |
| WO2022019123A1 (ja) | 積層造形物の製造システム、積層造形物の製造方法、及び積層造形物の製造プログラム | |
| WO2022014240A1 (ja) | 機械学習装置、積層造形システム、溶接条件の機械学習方法、溶接条件の調整方法、およびプログラム | |
| JP7409997B2 (ja) | 積層造形物の製造方法 | |
| WO2022220272A1 (ja) | 積層造形方法、積層造形装置、及び積層造形物を造形するプログラム | |
| WO2022149426A1 (ja) | 積層造形物の製造方法 | |
| WO2024018736A1 (ja) | ロボットの制御方法、およびロボットの制御装置 | |
| JP7303162B2 (ja) | 積層造形物の製造方法 | |
| JP2024008544A (ja) | 複数のロボットの制御方法、および複数のロボットの制御装置 | |
| JP2022189404A (ja) | 溶接装置、積層造形装置及び位置決め方法 | |
| JP2024025180A (ja) | 制御情報生成装置、制御情報生成方法、プログラム及び積層造形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20221101 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20231107 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20231114 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20231122 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240130 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240208 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7436272 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |