JP7416632B2 - 繊維シート、繊維加工体、ケーブル用シールド材、およびケーブル - Google Patents
繊維シート、繊維加工体、ケーブル用シールド材、およびケーブル Download PDFInfo
- Publication number
- JP7416632B2 JP7416632B2 JP2020006111A JP2020006111A JP7416632B2 JP 7416632 B2 JP7416632 B2 JP 7416632B2 JP 2020006111 A JP2020006111 A JP 2020006111A JP 2020006111 A JP2020006111 A JP 2020006111A JP 7416632 B2 JP7416632 B2 JP 7416632B2
- Authority
- JP
- Japan
- Prior art keywords
- fiber
- fiber sheet
- cable
- core wire
- fibrous
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
Landscapes
- Shielding Devices Or Components To Electric Or Magnetic Fields (AREA)
- Insulated Conductors (AREA)
- Woven Fabrics (AREA)
Description
第1の実施形態では、本発明の繊維シートの一例である繊維シート1を例に挙げて説明する。本実施形態にかかる繊維シート1は、電子機器、ケーブル、モータ、インバータなどから発生する電磁波を遮蔽するための電磁シールド材などの材料として利用される。なお、ここでいう電磁波の遮断には、発生源から周囲に向けて放出される電磁波の遮断に限定されず、周囲からの電磁波の影響を遮断することも含まれる。
図1には、繊維シート1の構成を示す。図1の左側は、繊維シート1の一部分の繊維組織を示す平面図である。また、図1の右側は、左側の繊維シート1の破線枠の部分を拡大して示す図である。
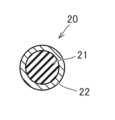
図2には、一実施形態にかかるフィラメント20の断面構成を示す。フィラメント20は、芯線21と、金属メッキ層(金属被覆)22とで構成されている。芯線21は、非金属材料で形成されている線状体である。芯線21は、繊維シート1を構成している最小単位の線状体である。
続いて、繊維シート1のより詳細な構成について説明する。繊維シート1は、経糸11を構成する繊維体10と、緯糸12を構成する繊維体10とで形成されている。
経糸の織物表面空隙率(%)=
隣接する経糸間の空隙の幅(A)/隣接する経糸間のピッチ(B)×100
緯糸の織物表面空隙率(%)=
隣接する緯糸間の空隙の幅(C)/隣接する緯糸間のピッチ(D)×100
以上のように、本実施形態にかかる繊維シート1は、複数の繊維体10を綾織りして得られる。すなわち、繊維シート1は、綾織りの繊維構造を有する。繊維体10は、金属メッキ層22などの金属被覆を有するフィラメント20の集合体で構成される。
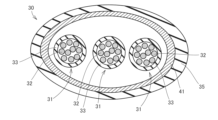
第2の実施形態では、本発明の繊維加工体の一例であるケーブル用シールド材、およびこのケーブル用シールド材有するケーブルを例に挙げて説明する。図4には、本実施形態にかかるケーブル30の断面構成を示す。ケーブル30は、例えば、各種電気機器および各種電気自動車などのパワーケーブル、インバータケーブル、充電ケーブルなどとして利用可能である。
(実施例1:電磁シールド性能の評価)
実施例1では、本実施形態にかかる繊維シート1をチューブ状に形成したケーブル用シールド材について、電磁シールド性能の評価試験を行った。試験の手順は以下の通りである。
実施例2では、繊維シートを構成する繊維体について、剛性の測定を行った。剛性の測定には、純曲げ試験機KES-FB2(カトーテック株式会社製)を用いた。
10 :繊維体
11 :経糸(繊維体)
12 :緯糸(繊維体)
20 :フィラメント
21 :芯線
22 :金属メッキ層
30 :ケーブル
31 :導線
41 :ケーブル用シールド材(繊維シート、繊維加工体)
Claims (8)
- 金属被覆された複数の繊維体を有し、
前記繊維体が綾織りされており、
前記繊維体は、複数の経糸と、複数の緯糸とを有し、
隣接する前記経糸同士および隣接する前記緯糸同士の少なくとも何れか一方が部分的に重なっている、繊維シート。 - 前記繊維体の繊度が2000dtex以上である、請求項1に記載の繊維シート。
- 前記繊維体は、複数の芯線を有しており、
前記芯線の径は、10μm以上50μm以下である、
請求項1または2に記載の繊維シート。 - 複数の経糸と、複数の緯糸とを有し、
前記経糸の表面空隙率が20%以下であり、かつ、
前記緯糸の表面空隙率が20%以下である、
請求項1から3の何れか1項に記載の繊維シート。 - 前記繊維体の剛性が、0.1gf・cm2/yarn以上である、
請求項1から4の何れか1項に記載の繊維シート。 - 請求項1から5の何れか1項に記載の繊維シートが、袋状またはチューブ状に形成されている繊維加工体。
- 請求項6に記載のチューブ状の繊維加工体を有するケーブル用シールド材。
- 導線と、
前記導線を覆う、請求項7に記載のケーブル用シールド材と
を備えているケーブル。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020006111A JP7416632B2 (ja) | 2020-01-17 | 2020-01-17 | 繊維シート、繊維加工体、ケーブル用シールド材、およびケーブル |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020006111A JP7416632B2 (ja) | 2020-01-17 | 2020-01-17 | 繊維シート、繊維加工体、ケーブル用シールド材、およびケーブル |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021113367A JP2021113367A (ja) | 2021-08-05 |
| JP7416632B2 true JP7416632B2 (ja) | 2024-01-17 |
Family
ID=77076764
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020006111A Active JP7416632B2 (ja) | 2020-01-17 | 2020-01-17 | 繊維シート、繊維加工体、ケーブル用シールド材、およびケーブル |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7416632B2 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000151182A (ja) | 1998-11-05 | 2000-05-30 | Kanebo Ltd | 電磁波シールド織物 |
| JP2004346349A (ja) | 2003-05-20 | 2004-12-09 | Du Pont Toray Co Ltd | めっき布帛 |
| JP2016213268A (ja) | 2015-04-30 | 2016-12-15 | 帝人株式会社 | 布帛状トランスデューサーおよびこれを含むデバイス |
| JP2019183365A (ja) | 2018-03-30 | 2019-10-24 | セーレン株式会社 | 導電性織物、導電性部材および導電性織物の製造方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03287862A (ja) * | 1990-03-30 | 1991-12-18 | Nitto Boseki Co Ltd | 導電性熱可塑性樹脂繊維糸及び熱可塑性強化プラスチック用織物 |
| JPH0923085A (ja) * | 1995-07-07 | 1997-01-21 | Daido Steel Co Ltd | 低周波磁気シールド用材料 |
-
2020
- 2020-01-17 JP JP2020006111A patent/JP7416632B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000151182A (ja) | 1998-11-05 | 2000-05-30 | Kanebo Ltd | 電磁波シールド織物 |
| JP2004346349A (ja) | 2003-05-20 | 2004-12-09 | Du Pont Toray Co Ltd | めっき布帛 |
| JP2016213268A (ja) | 2015-04-30 | 2016-12-15 | 帝人株式会社 | 布帛状トランスデューサーおよびこれを含むデバイス |
| JP2019183365A (ja) | 2018-03-30 | 2019-10-24 | セーレン株式会社 | 導電性織物、導電性部材および導電性織物の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021113367A (ja) | 2021-08-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Cheng et al. | Electromagnetic shielding effectiveness of the twill copper woven fabrics | |
| JP5323816B2 (ja) | 布製の電磁保護シース | |
| Chen et al. | Comparison of electromagnetic shielding effectiveness properties of diverse conductive textiles via various measurement techniques | |
| Chen et al. | Fabrication of conductive woven fabric and analysis of electromagnetic shielding via measurement and empirical equation | |
| CN101828239B (zh) | 由金属化不锈钢单丝纱线构成的电屏蔽材料 | |
| RU2715938C2 (ru) | Оболочка для защиты от электромагнитных помех и способ ее изготовления | |
| SE439411B (sv) | Anvendning av metalliserade textila ytalster for avskermning av mikrovagor | |
| JP6293407B2 (ja) | 磁界シールド性電磁波シールド材 | |
| JP2001279575A (ja) | 導電性織物 | |
| KR102539372B1 (ko) | 전자기 차폐용 직물 | |
| JP2000273762A (ja) | 電磁波シールド材料用基布及びそれを用いた電磁波シールド材料 | |
| JP6085162B2 (ja) | 平型絶縁被覆通電体 | |
| JP6592272B2 (ja) | シールドスリーブ | |
| JP7416632B2 (ja) | 繊維シート、繊維加工体、ケーブル用シールド材、およびケーブル | |
| CN108025527A (zh) | 导电性部件 | |
| CN109610172B (zh) | 一种具有静电负载特性的纱线及织物 | |
| WO2022270461A1 (ja) | 導電メッシュ織物 | |
| JPH06131916A (ja) | 熱収縮性導電シート | |
| CN206089958U (zh) | 一种具有导电性周期结构的电磁屏蔽织物 | |
| US11013158B1 (en) | Electrical shielding material composed of metallized stainless steel or low carbon steel monofilament yarns | |
| JP2015183345A (ja) | 導電性スリットヤーン及びその製造方法 | |
| JP6168345B2 (ja) | 金属撚線の製造方法、並びに、当該方法により製造される金属撚線及び金属撚線織物 | |
| JP6168340B2 (ja) | 金属撚線の製造方法、並びに、当該方法により製造される金属撚線及び金属撚線織物 | |
| KR20070074057A (ko) | 실드 케이블 | |
| KR102677186B1 (ko) | 전자기파 제거재용 직물, 이의 제조방법 및 이를 포함하는 전자기파 제거재 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20221027 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20230919 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230926 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20231027 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20231226 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240104 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7416632 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |