JP7355750B2 - Cnc旋盤のための回転方法 - Google Patents
Cnc旋盤のための回転方法 Download PDFInfo
- Publication number
- JP7355750B2 JP7355750B2 JP2020546460A JP2020546460A JP7355750B2 JP 7355750 B2 JP7355750 B2 JP 7355750B2 JP 2020546460 A JP2020546460 A JP 2020546460A JP 2020546460 A JP2020546460 A JP 2020546460A JP 7355750 B2 JP7355750 B2 JP 7355750B2
- Authority
- JP
- Japan
- Prior art keywords
- cutting
- tool
- path
- nose
- pivot axis
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 116
- 229910052751 metal Inorganic materials 0.000 claims description 98
- 239000002184 metal Substances 0.000 claims description 98
- 230000008878 coupling Effects 0.000 claims description 30
- 238000010168 coupling process Methods 0.000 claims description 30
- 238000005859 coupling reaction Methods 0.000 claims description 30
- 238000003754 machining Methods 0.000 claims description 21
- 238000004590 computer program Methods 0.000 claims description 7
- 210000001331 nose Anatomy 0.000 description 113
- 239000000463 material Substances 0.000 description 8
- 229910000831 Steel Inorganic materials 0.000 description 4
- 230000002093 peripheral effect Effects 0.000 description 4
- 239000010959 steel Substances 0.000 description 4
- 239000002826 coolant Substances 0.000 description 3
- 230000009897 systematic effect Effects 0.000 description 3
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 229910052582 BN Inorganic materials 0.000 description 1
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 210000003128 head Anatomy 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 229910052573 porcelain Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 229910000601 superalloy Inorganic materials 0.000 description 1
Images

























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B1/00—Methods for turning or working essentially requiring the use of turning-machines; Use of auxiliary equipment in connection with such methods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/16—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped
- B23B27/1603—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with specially shaped plate-like exchangeable cutting inserts, e.g. chip-breaking groove
- B23B27/1611—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with specially shaped plate-like exchangeable cutting inserts, e.g. chip-breaking groove characterised by having a special shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B29/00—Holders for non-rotary cutting tools; Boring bars or boring heads; Accessories for tool holders
- B23B29/04—Tool holders for a single cutting tool
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B29/00—Holders for non-rotary cutting tools; Boring bars or boring heads; Accessories for tool holders
- B23B29/24—Tool holders for a plurality of cutting tools, e.g. turrets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q15/00—Automatic control or regulation of feed movement, cutting velocity or position of tool or work
- B23Q15/007—Automatic control or regulation of feed movement, cutting velocity or position of tool or work while the tool acts upon the workpiece
- B23Q15/12—Adaptive control, i.e. adjusting itself to have a performance which is optimum according to a preassigned criterion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/16—Supporting or bottom surfaces
- B23B2200/165—Supporting or bottom surfaces with one or more grooves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2205/00—Fixation of cutting inserts in holders
- B23B2205/12—Seats for cutting inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2210/00—Details of turning tools
- B23B2210/02—Tool holders having multiple cutting inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2220/00—Details of turning, boring or drilling processes
- B23B2220/12—Grooving
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2270/00—Details of turning, boring or drilling machines, processes or tools not otherwise provided for
- B23B2270/54—Methods of turning, boring or drilling not otherwise provided for
Description
Claims (18)
- コンピュータによる数値制御旋盤のための回転方法であって、
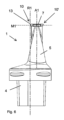
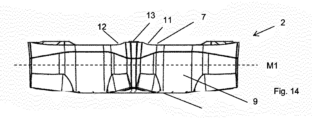
- 結合部(4)、中間部(5)、および切削部(2)を備える切削工具(1)を提供するステップであって、前記中間部(5)は前記結合部(4)と前記切削部(2)との間で延び、前記結合部(4)の長手方向中心軸が工具旋回軸(R1)を定め、前記中間部(5)はその長手方向中心軸(A1)に沿って延び、前記切削部(2)は上面(7)を備え、前記上面(7)は前記結合部(4)から離れる方を向き、前記切削部(2)は第1のノーズ部(10)を備え、前記第1のノーズ部(10)は、前記上面(7)に、第1の切れ刃(11)と、第2の切れ刃(12)と、前記第1の切れ刃(11)と前記第2の切れ刃(12)とを連結する凸状ノーズ切れ刃(13)とを備える、切削工具(1)を提供するステップと、
- 金属加工物(31)を提供するステップと、
- 前記金属加工物(31)を加工物旋回軸(R2)の周りで旋回させるステップと、
- 前記工具旋回軸(R1)を前記加工物旋回軸(R2)に対して垂直または実質的に垂直に設定するステップと、
- 前記第1の切れ刃(11)が有効となるように、および、前記第2の切れ刃(12)が無効となるように、第1の経路(36)を作るステップと、
- 前記第1の切れ刃(11)が無効となるように、および、前記第2の切れ刃(12)が有効となるように、第2の経路(37)を作るステップであって、前記第2の経路(37)は、前記第1の経路(36)と長手方向または径方向で反対もしくは実質的に反対に方向付けられる、第2の経路(37)を作るステップと
を含み、
前記第1の経路(36)の間、および/または、前記第2の経路(37)の間、および/または、前記第1の経路(36)の後であるが前記第2の経路(37)の前に、前記切削工具(1)を前記工具旋回軸(R1)の周りで旋回させるステップを含む回転方法。 - 前記第2の経路(37)の間に機械加工表面(38)の少なくとも一部分を前記第1の経路(36)から機械加工するステップをさらに含む、請求項1に記載の方法。
- 前記第1の経路の間に前記切削工具(1)を前記工具旋回軸(R1)の周りで第1の方向に旋回させるステップと、
前記第2の経路の間に前記切削工具(1)を前記工具旋回軸(R1)の周りで第2の方向に旋回させるステップであって、前記第2の方向は前記第1の方向と反対である、前記切削工具(1)を旋回させるステップと
をさらに含む、請求項1または2に記載の方法。 - 前記第1の経路(36)の後に前記切削工具(1)を前記金属加工物(31)から後退させるステップと、
前記第2の経路(37)の前に前記切削工具(1)を前記工具旋回軸(R1)の周りで旋回させるステップと
をさらに含む、請求項1から3のいずれか一項に記載の方法。 - 所定の特徴を前記金属加工物(31)に漸進的に切削するために前記第1の経路と前記第2の経路とを繰り返すステップをさらに含む、請求項1から4のいずれか一項に記載の方法。
- 前記金属加工物(31)が前記凸状ノーズ切れ刃(13)と接触する点における接線が前記結合部(4)と交差または実質的に交差するように前記工具旋回軸(R1)を設定するステップをさらに含む、請求項1から5のいずれか一項に記載の方法。
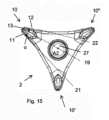
- 前記切削部(2)は第2のノーズ部(10’)を備え、
前記第1のノーズ部(10)および前記第2のノーズ部(10’)は前記切削工具(1)の自由端を各々形成し、
上面図において、前記第1のノーズ部(10)と前記第2のノーズ部(10’)とは、前記中間部(5)の前記長手方向中心軸(A1)の周りで測定されるときに互いに対して90°超の角度を形成する、請求項1から6のいずれか一項に記載の方法。 - 前記結合部(4)と前記中間部(5)とは工具本体(3)を合同で形成し、
前記切削部(2)は第1の切削インサート(2)の形態であり、
前記工具本体(3)の前端(20)が、前記第1の切削インサート(2)のための第1のインサート座部(6)によって定められ、
前記第1の切削インサート(2)は、締め付け手段(14)によって前記第1のインサート座部(6)において取り外し可能に締め付けられ、
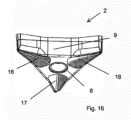
前記第1の切削インサート(2)は、前記上面(7)と反対の下面(8)を備え、側面(9)が前記上面(7)と前記下面(8)とを連結し、
中間平面(M1)が前記上面(7)と前記下面(8)との間の中間で延び、
前記凸状ノーズ切れ刃(13)は、上面図において、0.15~1.3mmの曲率半径を有して凸状に湾曲される、請求項1から7のいずれか一項に記載の方法。 - 前記切削工具(1)を前記金属加工物(31)から後退させるステップと、
前記第1のノーズ部(10)が前記金属加工物(31)から離れる方に移動させられるように、および、前記第2のノーズ部(10’)が前記金属加工物(31)に向けて移動させられるように、前記切削工具(1)を前記工具旋回軸(R1)の周りで旋回させるステップと
をさらに含む、請求項7に記載の方法。 - 前記凸状ノーズ切れ刃(13)は前記工具旋回軸(R1)と交差または実質的に交差し、前記長手方向中心軸(A1)は前記工具旋回軸(R1)と平行に、かつ前記工具旋回軸(R1)から離間している、請求項1から9のいずれか一項に記載の方法。
- 前記第1のノーズ部(10)と前記第2のノーズ部(10’)とは前記長手方向中心軸(A1)に対して対称に配置され、
前記長手方向中心軸(A1)は前記工具旋回軸(R1)と同一線上にある、請求項7又は9に記載の方法。 - 前記切削工具(1)は、第2のインサート座部において締め付けられる第2の切削インサート(29)を備え、前記第2のインサート座部は前記工具本体(3)の前記中間部(5)において形成され、前記第2のインサート座部は、長手方向において前記第1の切削インサート(2)と前記結合部(4)との間に位置決めされ、前記第1の切削インサート(2)および前記結合部(4)から離間され、
前記方法は、
前記切削工具(1)を前記金属加工物(31)から後退させるステップと、
前記切削工具(1)を前記工具旋回軸(R1)に沿って前方向に移動させるステップと
をさらに含む、請求項8に記載の方法。 - 最大切屑厚さを前記第1の経路および/または前記第2の経路の間に一定または実質的に一定に設定するステップをさらに含む、請求項1から12のいずれか一項に記載の方法。
- 前記加工物旋回軸(R2)の周りでの前記金属加工物(31)の旋回の方向は、前記第1の経路(36)と前記第2の経路(37)との両方の間で同じである、請求項1から13のいずれか一項に記載の方法。
- 前記第1の経路(36)と前記第2の経路(37)とは長手方向において反対方向にある、請求項1から14のいずれか一項に記載の方法。
- コンピュータ数値制御旋盤によって実行されるとき、前記コンピュータ数値制御旋盤に、請求項1から13のいずれか一項に記載の方法を実施させる命令を有するコンピュータプログラム。
- 請求項16に記載のコンピュータプログラムを保存しているコンピュータ読取可能媒体。
- 請求項16に記載のコンピュータプログラムを表しているデータストリーム。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP18160713.6 | 2018-03-08 | ||
| EP18160713.6A EP3536425B1 (en) | 2018-03-08 | 2018-03-08 | Turning method for a cnc-lathe |
| PCT/EP2019/052084 WO2019170325A1 (en) | 2018-03-08 | 2019-01-29 | Turning method for a cnc-lathe |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021516629A JP2021516629A (ja) | 2021-07-08 |
| JP7355750B2 true JP7355750B2 (ja) | 2023-10-03 |
Family
ID=61599067
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020546460A Active JP7355750B2 (ja) | 2018-03-08 | 2019-01-29 | Cnc旋盤のための回転方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20200406362A1 (ja) |
| EP (1) | EP3536425B1 (ja) |
| JP (1) | JP7355750B2 (ja) |
| KR (2) | KR20200124657A (ja) |
| CN (1) | CN111699065A (ja) |
| WO (1) | WO2019170325A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3536427B1 (en) * | 2018-03-08 | 2022-08-17 | AB Sandvik Coromant | Turning tool and turning method for cnc-machines |
| US20230040385A1 (en) * | 2021-08-04 | 2023-02-09 | Celeritive Technologies, Inc. | Methods for preventing notch formation in, and/or extending the useful life of, cutting tools for turning, and associated systems |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004148498A (ja) | 2002-10-31 | 2004-05-27 | Sandvik Ab | 割り出し可能な旋削工具 |
| JP2012196748A (ja) | 2011-03-23 | 2012-10-18 | Nakamura Tome Precision Ind Co Ltd | 2主軸対向nc旋盤及び防振加工方法 |
| US20170100778A1 (en) | 2015-10-09 | 2017-04-13 | Sandvik Intellectual Property Ab | Turning Insert |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3128657A (en) * | 1960-10-11 | 1964-04-14 | Jones & Lamson Mach Co | Pivoting tracing tool |
| GB2057939B (en) * | 1979-09-04 | 1982-11-24 | Univ Western Australia | Method of machining and a rotary cutting tool therefor |
| JP3413158B2 (ja) | 2000-05-22 | 2003-06-03 | ヤマザキマザック株式会社 | 工作機械 |
| AU2003270297A1 (en) * | 2002-09-03 | 2004-03-29 | Kennametal Inc. | Toolholder |
| US7156006B2 (en) * | 2003-09-02 | 2007-01-02 | Kennametal Inc. | Method and assembly for rotating a cutting insert during a turning operation and inserts used therein |
| US7509896B2 (en) * | 2005-10-11 | 2009-03-31 | Carbone Lorraine Applications Electriques | Process for machining in situ the peripheral surface of a rotating part, and apparatus for carrying out said process |
| JP2009241221A (ja) * | 2008-03-31 | 2009-10-22 | Mitsubishi Electric Corp | 切削加工装置および切削加工プログラム |
| CN101698237A (zh) * | 2009-09-22 | 2010-04-28 | 洛阳天浩泰轨道装备制造有限公司 | 一种轴类零件凹圆弧连接处的弓形加工法 |
| US20110142562A1 (en) * | 2009-12-14 | 2011-06-16 | Dan Alexander Sturges | Method and System including a Horizontal Turning Head and Turning Bar for a Milling Machine |
| JP5401732B1 (ja) * | 2012-10-23 | 2014-01-29 | 住友電工ハードメタル株式会社 | フライス加工用刃先交換式切削インサート |
| EP3153260B1 (en) * | 2015-10-09 | 2018-05-23 | Sandvik Intellectual Property AB | Turning insert and method |
| CN105268998A (zh) * | 2015-10-28 | 2016-01-27 | 沈阳黎明航空发动机(集团)有限责任公司 | 一种圆弧区域车加工表面粗糙度控制方法 |
-
2018
- 2018-03-08 EP EP18160713.6A patent/EP3536425B1/en active Active
-
2019
- 2019-01-29 US US16/978,812 patent/US20200406362A1/en active Pending
- 2019-01-29 KR KR1020207022971A patent/KR20200124657A/ko active IP Right Grant
- 2019-01-29 KR KR1020247006510A patent/KR20240032168A/ko not_active Application Discontinuation
- 2019-01-29 WO PCT/EP2019/052084 patent/WO2019170325A1/en active Application Filing
- 2019-01-29 CN CN201980012144.XA patent/CN111699065A/zh active Pending
- 2019-01-29 JP JP2020546460A patent/JP7355750B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004148498A (ja) | 2002-10-31 | 2004-05-27 | Sandvik Ab | 割り出し可能な旋削工具 |
| JP2012196748A (ja) | 2011-03-23 | 2012-10-18 | Nakamura Tome Precision Ind Co Ltd | 2主軸対向nc旋盤及び防振加工方法 |
| US20170100778A1 (en) | 2015-10-09 | 2017-04-13 | Sandvik Intellectual Property Ab | Turning Insert |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3536425A1 (en) | 2019-09-11 |
| CN111699065A (zh) | 2020-09-22 |
| WO2019170325A1 (en) | 2019-09-12 |
| JP2021516629A (ja) | 2021-07-08 |
| KR20240032168A (ko) | 2024-03-08 |
| EP3536425B1 (en) | 2023-08-16 |
| KR20200124657A (ko) | 2020-11-03 |
| US20200406362A1 (en) | 2020-12-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5346061B2 (ja) | 回転防止工具ホルダー及び切削用チップ工具 | |
| JP6999546B2 (ja) | 旋削によって金属加工品を機械加工する方法 | |
| JP7342027B2 (ja) | 旋削インサート | |
| WO2004080631A1 (en) | Tool and cutting insert for the fine turning of grooves in workpieces | |
| JP2018534159A (ja) | 旋削インサートおよび方法 | |
| JP6898948B2 (ja) | 旋削インサート | |
| JP7355736B2 (ja) | 旋削インサート | |
| JP7355750B2 (ja) | Cnc旋盤のための回転方法 | |
| JP7290656B2 (ja) | Cnc機械のための回転工具および回転方法 | |
| JP7162657B2 (ja) | 金属切削のための旋削ツール及び方法 | |
| CN109414771B (zh) | 切削刀片及可转位刀片式旋转切削工具 | |
| JP2023552898A (ja) | 金属切削旋削工具 | |
| JP2023552897A (ja) | 金属切削旋削工具 | |
| JP2023552875A (ja) | 金属切削旋削方法 | |
| JP2023552874A (ja) | 金属切削旋削工具 | |
| JP2024511035A (ja) | Cnc旋盤のための方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20211129 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20221026 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20221101 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230201 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230530 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230830 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230912 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230921 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7355750 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |