JP7336855B2 - Coil parts and electronic equipment - Google Patents
Coil parts and electronic equipment Download PDFInfo
- Publication number
- JP7336855B2 JP7336855B2 JP2019036842A JP2019036842A JP7336855B2 JP 7336855 B2 JP7336855 B2 JP 7336855B2 JP 2019036842 A JP2019036842 A JP 2019036842A JP 2019036842 A JP2019036842 A JP 2019036842A JP 7336855 B2 JP7336855 B2 JP 7336855B2
- Authority
- JP
- Japan
- Prior art keywords
- coil component
- core
- winding
- base portion
- base
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images











Description
本発明は、コイル部品及び電子機器に関する。 The present invention relates to coil components and electronic equipment.
周回部を形成する導線と金属板で形成される端子電極とを電気的に接続するために、導線の端部と金属板の一部とをアーク溶接又はレーザー溶接によって接合することが知られている(例えば、特許文献1、2)。 In order to electrically connect the conducting wire forming the winding portion and the terminal electrode formed of the metal plate, it is known to join the end portion of the conducting wire and a part of the metal plate by arc welding or laser welding. (For example, Patent Documents 1 and 2).
導線と金属板の一部とを溶接によって接合する場合、溶融部分が盛り上がって丸みを帯びた溶接部が形成される。土台部上に丸みを帯びた溶接部が形成される場合、溶接部に土台部から引き離す方向の外力が加わることがあり、溶接部が土台部から剥離してしまうことがある。 When joining a conductive wire and a portion of a metal plate by welding, the molten portion rises to form a rounded welded portion. When a rounded welded portion is formed on the base portion, an external force may be applied to the welded portion in a direction to separate the welded portion from the base portion, and the welded portion may separate from the base portion.
本発明は、上記課題に鑑みなされたものであり、溶接部の土台部からの剥離を抑制することを目的とする。 The present invention has been made in view of the above problems, and an object of the present invention is to suppress separation of a welded portion from a base portion.
本発明は、基体部と、前記基体部の一部に巻回される導線から形成される周回部と、前記基体部の一部の表面に設けられ金属板からなる土台部と、前記土台部上に形成され、前記金属板の一部と前記導線とが溶接して形成される溶接部と、前記溶接部と前記土台部の界面の外周の少なくとも一部に前記土台部から前記溶接部の表面に盛り上がって設けられる金属フィレットと、を有し、前記導線が前記周回部から引き出される引出部と電気的に接続される端子電極と、を備え、前記溶接部の最大径部は、前記土台部から離れて前記土台部の上方に位置し、前記金属フィレットの前記界面とは反対側における端部は、前記最大径部よりも前記溶接部に対して外側に位置する、コイル部品である。 The present invention comprises a base portion, a winding portion formed of a conductive wire wound around a portion of the base portion, a base portion formed of a metal plate provided on a surface of a portion of the base portion, and the base portion. and a weld portion formed by welding a portion of the metal plate and the conductor wire, and a portion of the weld portion from the base portion to at least a part of the outer periphery of the interface between the weld portion and the base portion. a metal fillet protruding from the surface, and a terminal electrode electrically connected to a lead-out portion in which the lead wire is led out from the winding portion , wherein the maximum diameter portion of the weld portion is the base. The coil component is a coil component in which an end portion of the metal fillet located above the base portion away from the base portion and located on the side opposite to the interface of the metal fillet is located outside of the maximum diameter portion with respect to the weld portion.
上記構成において、前記金属フィレットは、前記溶接部が設けられている前記基体部の表面を平面視したときに前記界面の外周のうちの少なくとも前記引出部に重なる部分に設けられている構成とすることができる。また、上記構成において、前記引出部は、前記土台部から離れて前記溶接部に接続する構成とすることができる。また、上記構成において、前記引出部は、前記土台部および前記金属フィレットの両方から離れて前記溶接部に接続する構成とすることができる。 In the above configuration, the metal fillet is provided at a portion of the outer circumference of the interface that overlaps at least the lead portion when the surface of the base portion on which the welded portion is provided is viewed in plan. be able to. Further, in the above configuration, the lead-out portion may be separated from the base portion and connected to the weld portion. Further, in the above configuration, the lead-out portion may be configured to be connected to the welded portion while being separated from both the base portion and the metal fillet.
上記構成において、前記金属フィレットは、前記界面の外周の全周にわたって設けられている構成とすることができる。 The said structure WHEREIN: The said metal fillet can be set as the structure provided over the perimeter of the outer periphery of the said interface.
上記構成において、前記金属フィレットは、前記最大径部に接して設けられている構成とすることができる。 The said structure WHEREIN: The said metal fillet can be set as the structure provided in contact with the said maximum diameter part.
上記構成において、前記金属フィレットは錫又は錫を主成分として形成されている構成とすることができる。 In the above structure, the metal fillet may be formed of tin or tin as a main component.
上記構成において、前記導線及び前記溶接部は銅を含んで形成され、前記引出部は前記金属フィレットから離れて前記溶接部に接続している構成とすることができる。 In the above configuration, the lead wire and the welded portion may contain copper, and the lead-out portion may be separated from the metal fillet and connected to the welded portion.
上記構成において、前記端子電極は前記引出部を係止する係止部を有する構成とすることができる。 In the above configuration, the terminal electrode may have a locking portion that locks the lead portion.
上記構成において、前記基体部は巻芯部と前記巻芯部の軸方向における端部に設けられる鍔部とを含むコアであり、前記端子電極は前記鍔部に配置され、前記周回部は前記導線が前記巻芯部に巻回されて形成され、前記引出部は前記導線が前記巻芯部から前記鍔部に配置される前記端子電極に引き出される構成とすることができる。 In the above configuration, the base portion is a core including a winding core portion and a flange portion provided at an end portion in the axial direction of the winding core portion, the terminal electrode is arranged on the flange portion, and the winding portion is the winding portion. A conducting wire may be wound around the winding core portion, and the lead-out portion may be configured such that the conducting wire is led out from the winding core portion to the terminal electrode disposed on the collar portion.
上記構成において、前記基体部は、巻芯部と前記巻芯部の軸方向における端部に設けられる鍔部とを含むコアと、前記コアの外周に配置される外装コアと、を含み、前記端子電極は前記外装コアに配置され、前記周回部は前記導線が前記巻芯部に巻回されて形成され、前記引出部は前記導線が前記巻芯部から前記外装コアに配置される前記端子電極に引き出される構成とすることができる。 In the above configuration, the base includes a core including a winding core and a flange provided at an end of the winding core in the axial direction, and an exterior core disposed on the outer periphery of the core. The terminal electrode is disposed on the exterior core, the winding portion is formed by winding the conductor wire around the winding core portion, and the lead portion is the terminal in which the conductor wire is disposed from the winding core portion to the exterior core. It can be configured to be pulled out to the electrode.
本発明は、上記記載のコイル部品と、前記コイル部品が実装される回路基板と、を備える電子機器である。 According to another aspect of the present invention, there is provided an electronic device comprising the coil component described above and a circuit board on which the coil component is mounted.
本発明によれば、溶接部の土台部からの剥離を抑制することができる。 ADVANTAGE OF THE INVENTION According to this invention, peeling from a base part of a welded part can be suppressed.
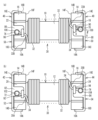
まず、本願発明の構成及び作用効果について説明する。図1(a)は、本願発明のコイル部品における端子電極200の断面図、図1(b)は、比較例のコイル部品における端子電極300の断面図である。本願発明のコイル部品における端子電極200は、溶接部201と、金属板203からなる土台部202と、金属フィレット205と、を有する。溶接部201は、金属板203の一部と導線204とが溶接して形成され、土台部202上に設けられている。溶接部201は、溶接部201と土台部202との間に形成された合金層によって土台部202に接合している。溶接部201は、金属板203の一部と導線204とが溶融して形成されるため、溶融部分が盛り上がって丸みを帯びた形状をしている。溶接部201の最大径部207は土台部202よりも上方に位置している。このため、溶接部201の土台部202側に位置する部分は最大径部207よりも凹んでいる。金属フィレット205は、溶接部201と土台部202の界面の外周の少なくとも一部に土台部202から溶接部201の表面に盛り上がって設けられている。
First, the configuration and effects of the present invention will be described. FIG. 1(a) is a cross-sectional view of a
それに対して、比較例のコイル部品における端子電極300では、溶接部301と金属板303からなる土台部302の界面の外周に金属フィレットが設けられていない。溶接部301の最大径部307が土台部302よりも上方に位置していて、溶接部301の土台部302側に位置する部分が最大径部307よりも凹んでいる。この最大径部307よりも凹んだ部分を凹部306とする。
On the other hand, in the
比較例のコイル部品のおける端子電極300のように、溶接部301と土台部302の間に凹部306が形成されている場合、凹部306に外部部材が入り込むことが起こり得る。凹部306に入り込んだ外部部材によって溶接部301に土台部302から引き離す方向の外力が加わり、溶接部301が土台部302から剥離することがある。溶接部301が土台部302から剥離することは、導線304と端子電極300の電気的接続が失われることに繋がる。
When recessed
一方、本願発明のコイル部品における端子電極200では、溶接部201と土台部202の界面の外周の少なくとも一部に、土台部202から溶接部201の表面に盛り上がった金属フィレット205が設けられている。これにより、溶接部201と土台部202の間の凹部の形成が抑制され、凹部に外部部材が入り込んで溶接部201に土台部202から引き離す方向の外力が加わることが抑制される。よって、溶接部201が土台部202から剥離することを抑制できる。
On the other hand, in the
以下、適宜図面を参照し、本願発明の実施形態について説明する。複数の図面において共通する構成要素には当該複数の図面を通じて同一の参照符号が付されている。各図面は、説明の便宜上、必ずしも正確な縮尺で記載されているとは限らない点に留意されたい。 Hereinafter, embodiments of the present invention will be described with reference to the drawings as appropriate. Components that are common in multiple drawings are given the same reference numerals throughout the multiple drawings. Please note that each drawing is not necessarily drawn to an exact scale for convenience of explanation.
[第1の実施形態]
図2、図3(a)及び図3(b)、図4(a)及び図4(b)、並びに、図5(a)及び図5(b)を参照して、本願発明の第1の実施形態に係るコイル部品500について説明する。図2は、本願発明の第1の実施形態に係るコイル部品500を示す斜視図である。なお、図2では図の明瞭化のために金属フィレット100、106の図示を省略している。図3(a)は、コイル部品500を図2の矢印F1側から見た図であり、図3(b)は、コイル部品500を図2の矢印F2側から見た図である。なお、図3(a)及び図3(b)では、巻芯部12を明示するために周回部30の一部の図示を省略している。図4(a)は、コイル部品500の鍔部14での断面図、図4(b)は、鍔部16での断面図である。図5(a)は、図3(a)のA-A間における端子電極40の断面図であり、図5(b)は、溶接部70及び金属フィレット100を図5(a)の矢印F3側から見た平面図である。
[First embodiment]
2, FIGS. 3(a) and 3(b), FIGS. 4(a) and 4(b), and FIGS. 5(a) and 5(b), the first embodiment of the present invention. A
図5(a)及び図5(b)に示されているように、コイル部品500は、溶接部70と土台部80の界面の外周の少なくとも一部に土台部80から溶接部70の表面に盛り上がった金属フィレット100が形成されている。金属フィレット100が形成されていることによって溶接部70に土台部80から引き離す方向の外力が加わることが抑制され、溶接部70が土台部80から剥離することを抑制できる。
As shown in FIGS. 5(a) and 5(b), the
以下にコイル部品500を構成する各部について、詳説する。コイル部品500はコモンモードフィルタを例として記載されるが、本発明は、これに限られるものではない。図2、図3(a)及び図3(b)、図4(a)及び図4(b)、並びに、図5(a)及び図5(b)のように、コイル部品500は、ドラムコア10と、周回部30と、端子電極40、42、44、46と、を備える。ドラムコア10は、巻芯部12と、巻芯部12の軸方向の一方の端部に設けられた鍔部14と、巻芯部12の軸方向の他方の端部に設けられた鍔部16と、を備える。巻芯部12は、例えば断面形状が略長方形形状をしているが、六角形又は八角形などの多角形形状であってもよいし、円形状又は楕円形状などであってもよい。鍔部14及び16は、例えば凹部を有する直方体形状をしている。ドラムコア10は、例えばNi-Znフェライト材料で形成されるが、その他の材料で形成される場合でもよい。例えば、ドラムコア10は、Mn-Zn系のフェライト材料、Fe-Si-Cr系、Fe-Si-Al系、又はFe-Si-Cr-Al系などの軟磁性合金材料、Fe又はNiなどの磁性金属材料、アモルファス磁性金属材料、或いはナノ結晶磁性金属材料で形成される場合でもよい。
Each part constituting the
コイル部品500の寸法は、例えば長さが3.2mm、幅が2.5mm、高さが2.5mmである。ここで、コイル部品500の長さとは、ドラムコア10の巻芯部12の軸方向(図2のX方向)の寸法であり、幅とは、X方向と直交し且つ実装面と平行な方向(図2のY方向)の寸法であり、高さとは、X方向及びY方向と直交する方向(図2のZ方向)の寸法である。ドラムコア10の寸法は、例えば長さ(図2のX方向の寸法)が3.0mm、幅(図2のY方向の寸法)が2.5mm、高さ(図2のZ方向の寸法)が1.6mmである。ドラムコア10の巻芯部12は、例えば幅(図2のY方向の寸法)が1.6mm、高さ(図2のZ方向の寸法)が0.8mmである。
The dimensions of the
周回部30は、2本の導線32及び34を備える。導線32は、巻芯部12に巻回され、その一端が端子電極40に電気的に接続され、他端が端子電極46に電気的に接続されている。導線34は、巻芯部12に巻回され、その一端が端子電極42に電気的に接続され、他端が端子電極44に電気的に接続されている。導線32は、導線34上で巻芯部12に巻回されている。導線32及び34は、例えば銅からなる芯線36の周面がポリアミドイミドからなる絶縁被膜38で覆われた構造をしている。芯線36は、銅以外の金属で形成されてもよく、例えば銀、パラジウム、又は銀パラジウム合金で形成されてもよい。絶縁被膜38は、ポリアミドイミド以外の絶縁材料で形成されてもよく、例えばポリエステルイミド又はポリウレタンなどの樹脂材料で形成されてもよい。導線32及び34の直径は、例えば0.05mmである。導線32及び34は、互いに同じ周回数だけ巻芯部12に巻回される。
The winding
鍔部14は、下面14A、上面14B、端面14C、端面14D、側面14E、及び側面14Fを有する。鍔部16は、下面16A、上面16B、端面16C、端面16D、側面16E、及び側面16Fを有する。下面14A及び下面16Aは、コイル部品500が回路基板に実装される際に回路基板と対向する面となる。側面14F及び側面16Fは、巻芯部12が接続する面である。
The
鍔部14の端面14Cには凹部18が形成され、端面14Dには凹部20が形成されている。凹部18及び20は、端面14C及び14Dの上下方向の中央をまたぐ位置に形成されている。凹部18及び20は、例えば端面14C及び14Dからテーパ面を介して底面部分に繋がるように形成されている。凹部18及び20のテーパ面及び底面は、それぞれ端面14C及び14Dの一部と考えられる。端面14C及び14Dのテーパ面の角度は、導線32及び34が引き出される方向などに応じて適宜設定される。鍔部14に形成された凹部18及び20と同様に、鍔部16にも端面16Cに凹部22が形成され、端面16Dに凹部24が形成されている。鍔部14及び16の厚みは、例えば0.6mmである。凹部18、20、22、24の深さは例えば0.5mmであり、底面部の幅は例えば0.7mmである。
A
端子電極40及び42は、鍔部14に設けられている。端子電極44及び46は、鍔部16に設けられている。端子電極40は端子金属板50からなり、端子電極42は端子金属板52からなる。端子電極44は端子金属板54からなり、端子電極46は端子金属板56からなる。端子金属板50、52、54、56は、例えばSnめっきが施されたリン青銅板であるが、例えばSnめっきが施された黄銅板又はSnめっきが施されたタフピッチ銅板など、その他の金属を用いてもよい。
The
端子金属板50は、鍔部14の下面14Aから側面14Eを経由して上面14Bまで延在し且つ端面14Cに設けられた凹部18に延在して鍔部14に取り付けられている。端子金属板52は、鍔部14の下面14Aから側面14Eを経由して上面14Bまで延在し且つ端面14Dに設けられた凹部20に延在して鍔部14に取り付けられている。同様に、端子金属板54は、鍔部16の下面16Aから側面16Eを経由して上面16Bまで延在し且つ端面16Dに設けられた凹部24に延在して鍔部16に取り付けられている。端子金属板56は、鍔部16の下面16Aから側面16Eを経由して上面16Bまで延在し且つ端面16Cに設けられた凹部22に延在して鍔部16に取り付けられている。
The
図6は、コイル部品500の端子金属板50を説明するための図である。なお、端子金属板52、54、56は端子金属板50と同じ構造をしているため、端子金属板50についてのみ説明し、端子金属板52、54、56については説明を省略する。
FIG. 6 is a diagram for explaining the
図6のように、端子金属板50は、金属板本体60と、金属板本体60から伸びた係止爪62と、係止爪62と間隔を空けて配置されて金属板本体60から伸びた接合爪64と、を備える。金属板本体60は、一端側が鍔部14の下面14Aに押し付けられ、他端側が上面14Bに押し付けられて、鍔部14の表面に取り付けられる。係止爪62及び接合爪64は、端面14Cに設けられた凹部18内に配置される。係止爪62は、金属板本体60との間で導線32を挟んで係止するために設けられている。接合爪64は、導線32と溶接によって接合されて、導線32と端子金属板50とを電気的に接続するために設けられている。
As shown in FIG. 6 , the
図2、図3(a)及び図3(b)、図4(a)及び図4(b)、並びに、図5(a)及び図5(b)のように、導線32の一方の端部と端子金属板50の接合爪64とが溶接により接合されている。これにより、溶融部分が盛り上がって丸みを帯びたドーム形状の溶接部70が形成され、この溶接部70で周回部30から引き出された導線32からなる引出部33Aと端子電極40が電気的に接続されている。導線32の他方の端部と端子金属板56の接合爪64とが溶接により接合されている。これにより、溶融部分が盛り上がって丸みを帯びたドーム形状の溶接部76が形成され、この溶接部76で周回部30から引き出された導線32からなる引出部33Bと端子電極46が電気的に接続されている。同様に、導線34の一方の端部と端子金属板52の接合爪64とが溶接により接合されて丸みを帯びたドーム形状の溶接部72が形成され、この溶接部72で周回部30から引き出された導線34からなる引出部35Aと端子電極42が電気的に接続されている。導線34の他方の端部と端子金属板54の接合爪64とが溶接により接合されて丸みを帯びたドーム形状の溶接部74が形成され、この溶接部74で周回部30から引き出された導線34からなる引出部35Bと端子電極44が電気的に接続されている。溶接部70、72、74、76は、レーザー溶接又はアーク溶接などにより形成される。
2, 3(a) and 3(b), 4(a) and 4(b), and 5(a) and 5(b), one end of the
導線32のうちの周回部30と溶接部70との間に位置する引出部33Aが端子金属板50の係止爪62が曲げ加工された係止部90と端子金属板50の金属板本体60からなる土台部80との間に挟まれて係止されている。また、導線32のうちの周回部30と溶接部76との間に位置する引出部33Bが端子金属板56の係止爪62が曲げ加工された係止部96と端子金属板56の金属板本体60からなる土台部86との間に挟まれて係止されている。
A lead-out
同様に、導線34のうちの周回部30と溶接部72との間に位置する引出部35Aが端子金属板52の係止爪62が曲げ加工された係止部92と端子金属板52の金属板本体60からなる土台部82との間に挟まれて係止されている。また、導線34のうちの周回部30と溶接部74との間に位置する引出部35Bが端子金属板54の係止爪62が曲げ加工された係止部94と端子金属板54の金属板本体60からなる土台部84との間に挟まれて係止されている。
Similarly, the
溶接部70、72、74、76は、土台部80、82、84、86上に形成されている。溶接部70、72、74、76は合金層によって土台部80、82、84、86に接合している。溶接部70と土台部80の界面の外周の少なくとも一部に、土台部80から溶接部70の表面に盛り上がった金属フィレット100が形成されている。本実施形態では、金属フィレット100は、溶接部70と土台部80の界面の外周の全周にわたって形成され、溶接部70の最大径部71に接し且つ覆って形成されている。同様に、溶接部72、74、76と土台部82、84、86の界面の外周の全周に、土台部82、84、86から溶接部72、74、76の表面に盛り上がった金属フィレット102、104、106が形成されている。金属フィレット102、104、106は、溶接部72、74、76の最大径部に接し且つ覆って形成されている。
[製造方法]
次に、コイル部品500の製造方法について説明する。まず、ドラムコア10を形成する。例えば、Ni-Znフェライト材にバインダーを混合し、この混合材を成形金型により圧縮成形してドラム型をした成形体を得る。必要に応じて、この成形体に対してバリ取りを行ってもよい。この成形体を所定の焼成温度で焼結することで、巻芯部12と鍔部14及び16とを有するドラムコア10が得られる。次いで、ドラムコア10の鍔部14に端子金属板50及び52を曲げ加工及びかしめなどによって装着して配置する。ドラムコア10の鍔部16に端子金属板54及び56を曲げ加工及びかしめなどによって装着して配置する。導線34をドラムコア10の巻芯部12の外周面に必要な回数だけ巻回し、導線32を導線34の外側で巻芯部12に必要な回数だけ巻回して周回部30を形成する。導線32と導線34は同じ回数で巻回される。導線32の端部を端子金属板50及び56上に引き出し、引出部33A、33Bと端子金属板50、56とを電気的に接続させるための接合を行う。同様に、導線34の端部を端子金属板52及び54上に引き出し、引出部35A、35Bと端子金属板52、54とを電気的に接続させるための接合を行う。
[Production method]
Next, a method for manufacturing
図7(a)から図8(c)を参照して、コイル部品500の製造方法を詳しく説明する。図7(a)から図8(c)は、コイル部品500の製造方法を説明する図である。図7(a)から図8(b)は、導線32の端子金属板50に接合する一方の端部近傍を図示し、図8(c)は、図8(b)における溶接部70近傍の断面を図示している。なお、図8(c)では、引出部33Aの図示は省略している。図7(a)から図8(c)では、端子金属板50近傍を図示して説明するが、端子金属板52、54、56近傍も同じであるため、ここでは説明を省略する。
A method of manufacturing the
図7(a)のように、金属板本体60と金属板本体60から伸びる係止爪62及び接合爪64とを有する端子金属板50をドラムコア10の鍔部14に曲げ加工などを行って配置する。ドラムコア10の巻芯部12に導線32及び34を巻回して周回部30を形成する。導線32の一方の端部側をクランプなどの冶具130を用いて端子金属板50の金属板本体60上に引き出す。次いで、導線32のうちの金属板本体60と接合爪64とで挟まれる部分の絶縁被膜38を除去して芯線36を露出させる。絶縁被膜38の除去は、例えばレーザー光を照射することで行うことができる。
As shown in FIG. 7(a), a
図7(b)のように、常温で係止爪62及び接合爪64の両方に曲げ加工を施し、周回部30から引き出された導線32からなる引出部33Aを金属板本体60と係止爪62及び接合爪64とで挟んで固定する。
As shown in FIG. 7(b), both the locking
図8(a)のように、導線32を切断する。導線32の切断は一般的に行われている方法を用いることができる。導線32は、例えば端子金属板50と係止爪62及び接合爪64の曲げ加工に用いる冶具とを用いて押し切りによって切断してもよい。この場合、係止爪62及び接合爪64の曲げ加工と導線32の切断を一度に行えるため、製造工程を削減できる。導線32の切断の位置は金属板本体60上で行うことが好ましい。金属板本体60上で押し切りすることで、磁性体へのダメージ、または逆に切断刃の破損等を抑制することができる。また、押し切りの切断刃は一方向の動作のみで切断を行えるため、配置するスペースの制約が低減される。このため、切断の位置はコイル部品500の外形寸法内とすることができ、導線32の先端部が外形寸法から外れることを抑制できる。これは、例えば導線32の先端部が、他の部品と干渉することを抑制することにもつながる。
As shown in FIG. 8A, the
図8(b)及び図8(c)のように、接合爪64と導線32を溶接することで、接合爪64と導線32を接合させる。これにより、溶接部70が形成され、この溶接部70で周回部30から引き出された導線32からなる引出部33Aと端子金属板50とが電気的に接続される。接合爪64と導線32の溶接は、例えばレーザー溶接を用いることができるが、アーク溶接などのその他の溶接方法を用いてもよい。接合爪64にレーザー光を照射して接合爪64を溶融させることで、溶融部分が盛り上がり、丸みを帯びたドーム形状の溶接部70が形成される。ここで、接合爪64にレーザー光を照射して接合爪64と導線32を溶接するときに、Snめっきが施されたリン青銅板からなる端子金属板50のSnめっきが溶融し且つリン青銅が溶融しない温度となるように、レーザー光のパワー、照射位置、及びビーム径などを調整する。例えば、接合爪64は900℃以上となって溶融し、金属板本体60は500℃程度となってSnめっきが溶融し且つリン青銅は溶融しないように、レーザー光のパワー、照射位置、及びビーム径などを調整する。これにより、リン青銅の表面に形成されていたSnめっきが、溶接部70と金属板本体60との界面の外周に凝集して、金属板本体60から溶接部70の表面に盛り上がる金属フィレット100が形成される。溶接部70は合金層を介してリン青銅からなる金属板本体60に接合する。したがって、金属フィレット100はSn又はSnを主成分として形成され、溶接部70と金属板本体60は銅を含み、銅を主成分として形成されている。
As shown in FIGS. 8(b) and 8(c), the joining
なお、本実施形態における製造方法では、導線32のうちの接合爪64に対応する部分の絶縁被膜38を除去する場合を例に示したが、絶縁被膜38の材料によっては絶縁被膜38を除去する工程を行わなくてもよい。
In the manufacturing method of the present embodiment, the case of removing the insulating
このように、コイル部品500では、溶接部70と土台部80の界面の外周の少なくとも一部に土台部80から溶接部70の表面に盛り上がった金属フィレット100が形成されている。これにより、図1(a)の場合と同様に、溶接部70に土台部80から引き離す方向の外力が加わることが抑制され、溶接部70が土台部80から剥離することを抑制できる。
Thus, in
また、金属フィレット100が設けられることで、溶接部70及び金属フィレット100と土台部80との接触面積が、金属フィレット100が設けられていない場合での溶接部70と土台部80との接触面積に比べて大きくなる。よって、導線32と端子電極40の電気的接続が良好となり、導線32と端子電極40との間の直流抵抗を低減させることができる。
In addition, since the
金属フィレット100は、好適には、溶接部70が設けられている土台部80の表面を平面視したときに、溶接部70と土台部80の界面の外周のうちの少なくとも引出部33Aに重なる部分に設けられる。これは次の理由によるものである。溶接部70のうちの引出部33Aが内蔵されている部分では、引出部33Aによる力が溶接部70に加わることが起こる。例えば金属フィレット100が設けられていない場合では、引出部33Aによる力が溶接部70に加わることで、溶接部70が土台部80から剥離することが起こり得る。しかしながら、金属フィレット100が溶接部70と土台部80の界面の外周のうちの引出部33Aに重なる部分に設けられていることで、引出部33Aによる力が溶接部70に加わった場合でも、この力に対抗する力が大きくなり、溶接部70が土台部80から剥離することを抑制できる。
The
溶接部70が土台部80から剥離することを抑制するために、金属フィレット100は、好適には、溶接部70と土台部80の界面の外周の全周にわたって設けられる。
In order to suppress separation of the welded
金属フィレット100は、好適には、溶接部70の最大径部71に接して設けられている。これにより、溶接部70の土台部80側に位置する部分に最大径部71よりも凹んだ凹みが形成されることを抑制でき、この凹みに外部部材が入り込んで溶接部70に土台部80から引き離す方向の外力が加わることが抑制される。よって、溶接部70が土台部80から剥離することを抑制できる。
コイル部品500では、金属フィレット100は錫又は錫を主成分として形成され、導線32及び溶接部70は銅を含んで形成されている。この場合に、図5(a)のように、引出部33Aは、好適には、金属フィレット100から離れて溶接部70に接続する。引出部33Aが金属フィレット100に接合する場合、引出部33Aは金属フィレット100に高い強度で接合し難いが、引出部33Aが金属フィレット100から離れて溶接部70に接合することで、引出部33Aが溶接部70に高い強度で接合するようになる。なお、引出部33Aが金属フィレット100から離れて溶接部70に接続するように、図5(a)のように、引出部33Aは斜め下方に延びて溶接部70に接続することが好ましい。
In the
コイル部品500では、端子電極40は、引出部33Aを土台部80との間で挟んで係止する係止部90を備える。これにより、導線32と接合爪64との溶接の前後において、接合爪64に対して導線32の位置が動くことを抑制できる。
In the
[第2の実施形態]
第2の実施形態に係るコイル部品600について説明する。第2の実施形態に係るコイル部品600は、端子電極40以外については、第1の実施形態に係るコイル部品500と同じ構成をしている。すなわち、第1の実施形態に係るコイル部品500を示す図2、図3(a)、図3(b)、図4(a)、図4(b)は、端子電極40以外については第2の実施形態に係るコイル部品600を示す。つまり、第2の実施形態に係るコイル部品600を構成する端子電極40以外の各部については、第1の実施形態に係るコイル部品500を適用できる。また、第2の実施形態に係るコイル部品600の製造方法についても、第1実施形態に係るコイル部品500の場合を適用できる。
[Second embodiment]
A coil component 600 according to the second embodiment will be described. A coil component 600 according to the second embodiment has the same configuration as the
図9は、本願発明の第2の実施形態に係るコイル部品600における端子電極40の断面図であり、図3(a)のA-A間における端子電極40の断面を示す図である。図9のように、本願発明の第2の実施形態では、溶接部70は最大径部71が土台部80との境界となっている。すなわち、溶接部70と土台部80の間に凹部は形成されていない。
FIG. 9 is a cross-sectional view of the
図9のように、溶接部70は最大径部71が土台部80との境界となっていてもよい。この場合でも、溶接部70に土台部80から引き離す方向の外力が加わることが抑制され、溶接部70が土台部80から剥離することを抑制できる。また、溶接部70の最大径部71が土台部80との境界にあることで、接合爪64が溶融して溶接部70が形成される際に溶融部分から放射される輻射熱エネルギー及び接合爪64にレーザー光が照射されたときの散乱光は、土台部80よりも上側に向かって放射される。このため、輻射熱エネルギー及びレーザー光の散乱光による土台部80及び周回部30への影響を低減できる。輻射熱エネルギー及びレーザー光の散乱光が土台部80及び周回部30に向かって放射されることを抑制するために、土台部80のうちの溶接部70が接合する部分と溶接部70の表面との角度θ(図9参照)は、90°よりも小さい場合が好ましく、80°以下の場合がより好ましく、60°以下の場合が更に好ましい。
As shown in FIG. 9 , the
また、輻射熱エネルギー及びレーザー光の散乱光が周回部30に向かって放射されることが抑制されるため、溶接部70を周回部30の近くに形成することができる。よって、コイル部品を小型化することができる。
Moreover, since the radiant heat energy and the scattered light of the laser beam are suppressed from being radiated toward the winding
上記実施形態1及び2では、コイル部品がコモンモードフィルタである場合を例に示したが、シングルライン用のコイル部品など、その他のコイル部品の場合でもよい。図10は、シングルライン用のコイル部品700の図である。図10のように、ドラムコア10の巻芯部12に導線32のみが巻回されていて、導線34は巻回されていない。鍔部14には端子電極40のみが設けられ、端子電極42は設けられてなく、鍔部16には端子電極46のみが設けられ、端子電極44は設けられていない。なお、図10では、係止部90、96が設けられていないが、係止部90、96が設けられている場合でもよい。図11は、ドラムコアの外周に外装コアが設けられたコイル部品800の斜視図である。なお、図11において、溶接部70、76の外周に金属フィレットが形成されているが、図2の斜視図と同様に、図の明瞭化のために金属フィレットの図示を省略している。図11のように、ドラムコア10の外周に外装コア110が設けられている。ドラムコア10の巻芯部12に導線32のみが巻回されていて、導線34は巻回されていない。端子電極40及び46は、外装コア110に取り付けられている。導線32からなる引出部33A、33Bは外装コア110に配置された端子電極40、46上に引き出されている。
In Embodiments 1 and 2, the case where the coil component is a common mode filter is shown as an example, but other coil components such as a single-line coil component may be used. FIG. 10 is a diagram of a
図12は、本願発明の第1の実施形態に係るコイル部品500を備える電子機器900を示す図である。図12のように、電子機器900は、回路基板120と、回路基板120に実装されたコイル部品500と、を備える。コイル部品500は、端子電極40、42、44、46が(図12では端子電極40及び46のみを図示)半田124によって回路基板120の電極122に接合されることで、回路基板120に実装されている。
FIG. 12 is a diagram showing an
電子機器900は、コイル部品500が回路基板120に実装されている。これにより、溶接部70、72、74、76の剥離が抑制されたコイル部品500を有する電子機器900を得ることができる。なお、電子機器900は、回路基板120に第1の実施形態のコイル部品500が実装されている場合を例に示したが、第2の実施形態のコイル部品600が実装されている場合でもよく、コイル部品700、コイル部品800などのコイル部品500以外の様々な形態の本願発明のコイル部品が実装されている場合でもよい。
以上、本願発明の実施形態について詳述したが、本願発明はかかる特定の実施形態に限定されるものではなく、特許請求の範囲に記載された本願発明の要旨の範囲内において、種々の変形・変更が可能である。 Although the embodiments of the present invention have been described in detail above, the present invention is not limited to such specific embodiments, and various modifications and variations can be made within the scope of the gist of the present invention described in the scope of claims. Change is possible.
10 ドラムコア
12 巻芯部
14、16 鍔部
18、20、22、24 凹部
30 周回部
32、34 導線
33A、33B、35A、35B 引出部
36 芯線
38 絶縁被膜
40、42、44、46 端子電極
50、52、54、56 端子金属板
60 金属板本体
62 係止爪
64 接合爪
70、72、74、76 溶接部
71 最大径部
80、82、84、86 土台部
90、92、94、96 係止部
100、102、104、106 金属フィレット
110 外装コア
120 回路基板
122 電極
124 半田
200、300 端子電極
201、301 溶接部
202、302 土台部
203、303 金属板
204、304 導線
205 金属フィレット
306 凹部
207、307 最大径部
500、600、700、800 コイル部品
900 電子機器
REFERENCE SIGNS
Claims (12)
前記基体部の一部に巻回される導線から形成される周回部と、
前記基体部の一部の表面に設けられ金属板からなる土台部と、前記土台部上に形成され、前記金属板の一部と前記導線とが溶接して形成される溶接部と、前記溶接部と前記土台部の界面の外周の少なくとも一部に前記土台部から前記溶接部の表面に盛り上がって設けられる金属フィレットと、を有し、前記導線が前記周回部から引き出される引出部と電気的に接続される端子電極と、を備え、
前記溶接部の最大径部は、前記土台部から離れて前記土台部の上方に位置し、
前記金属フィレットの前記界面とは反対側における端部は、前記最大径部よりも前記溶接部に対して外側に位置する、コイル部品。 a base portion;
a winding portion formed from a conductive wire wound around a portion of the base;
a base portion made of a metal plate provided on a surface of a portion of the base portion; a weld portion formed on the base portion and formed by welding a portion of the metal plate and the conductor wire; and a metal fillet protruding from the base portion to the surface of the welded portion on at least a part of the outer periphery of the interface between the base portion and the base portion. a terminal electrode connected to
The maximum diameter portion of the welded portion is located above the base portion away from the base portion,
The coil component, wherein an end portion of the metal fillet on the side opposite to the interface is located outside the maximum diameter portion with respect to the welded portion.
前記引出部は前記金属フィレットから離れて前記溶接部に接続している、請求項7記載のコイル部品。 the conductor and the weld are formed of copper,
8. The coil component of claim 7 , wherein said lead-out portion connects to said weld portion away from said metal fillet.
前記端子電極は前記鍔部に配置され、
前記周回部は前記導線が前記巻芯部に巻回されて形成され、
前記引出部は前記導線が前記巻芯部から前記鍔部に配置される前記端子電極に引き出される、請求項1から9のいずれか一項記載のコイル部品。 The base portion is a core including a winding core portion and a flange portion provided at an end portion in the axial direction of the winding core portion,
The terminal electrode is arranged on the collar,
The winding portion is formed by winding the conductor wire around the winding core portion,
10. The coil component according to claim 1, wherein said lead-out portion leads said conductor from said winding core portion to said terminal electrode disposed on said flange portion.
前記端子電極は前記外装コアに配置され、
前記周回部は前記導線が前記巻芯部に巻回されて形成され、
前記引出部は前記導線が前記巻芯部から前記外装コアに配置される前記端子電極に引き出される、請求項1から9のいずれか一項記載のコイル部品。 The base includes a core including a winding core and a flange provided at an end of the winding core in the axial direction, and an exterior core disposed on the outer periphery of the core,
The terminal electrode is arranged on the outer core,
The winding portion is formed by winding the conductor wire around the winding core portion,
10. The coil component according to claim 1, wherein said lead-out portion leads said conductor wire from said winding core portion to said terminal electrode disposed on said exterior core.
前記コイル部品が実装される回路基板と、を備える電子機器。 a coil component according to any one of claims 1 to 11 ;
and a circuit board on which the coil component is mounted.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019036842A JP7336855B2 (en) | 2019-02-28 | 2019-02-28 | Coil parts and electronic equipment |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019036842A JP7336855B2 (en) | 2019-02-28 | 2019-02-28 | Coil parts and electronic equipment |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020141078A JP2020141078A (en) | 2020-09-03 |
| JP7336855B2 true JP7336855B2 (en) | 2023-09-01 |
Family
ID=72265158
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019036842A Active JP7336855B2 (en) | 2019-02-28 | 2019-02-28 | Coil parts and electronic equipment |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7336855B2 (en) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009158777A (en) | 2007-12-27 | 2009-07-16 | Tdk Corp | Coil component |
| JP2013149893A (en) | 2012-01-23 | 2013-08-01 | Tdk Corp | Method for manufacturing coil component and method for connecting wire |
| JP2018148079A (en) | 2017-03-07 | 2018-09-20 | 株式会社村田製作所 | Coil component |
| US20180330869A1 (en) | 2015-11-18 | 2018-11-15 | Moda-Innochips Co., Ltd. | Choke coil and manufacturing method therefor |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0646585B2 (en) * | 1985-07-12 | 1994-06-15 | 日本電気ホームエレクトロニクス株式会社 | How to connect insulation-coated wires and terminals |
-
2019
- 2019-02-28 JP JP2019036842A patent/JP7336855B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009158777A (en) | 2007-12-27 | 2009-07-16 | Tdk Corp | Coil component |
| JP2013149893A (en) | 2012-01-23 | 2013-08-01 | Tdk Corp | Method for manufacturing coil component and method for connecting wire |
| US20180330869A1 (en) | 2015-11-18 | 2018-11-15 | Moda-Innochips Co., Ltd. | Choke coil and manufacturing method therefor |
| JP2018148079A (en) | 2017-03-07 | 2018-09-20 | 株式会社村田製作所 | Coil component |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020141078A (en) | 2020-09-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108573800B (en) | Coil component | |
| JP6695036B2 (en) | Coil parts | |
| US10170234B2 (en) | Coil device capable of performing a wire connection | |
| CN108573793B (en) | Coil component | |
| US10720273B2 (en) | Coil component | |
| CN109243778B (en) | Coil device | |
| JP2018129376A (en) | Coil device | |
| CN111627678A (en) | Coil component | |
| CN109119234B (en) | Coil component | |
| US20180033543A1 (en) | Electronic component and electronic equipment using same | |
| US20230093320A1 (en) | Coil device, pulse transformer, and electronic component | |
| JP7336855B2 (en) | Coil parts and electronic equipment | |
| US11935688B2 (en) | Coil component and electronic device | |
| JP2021039961A (en) | Coil component, electronic apparatus, and manufacturing method of coil component | |
| US11610726B2 (en) | Coil device and pulse transformer | |
| JP2020123707A (en) | Coil component, electronic equipment, and method of manufacturing coil component | |
| JP7245062B2 (en) | COIL COMPONENT, ELECTRONIC DEVICE, AND COIL COMPONENT MANUFACTURING METHOD | |
| JP6844724B2 (en) | Coil parts | |
| JP6992101B2 (en) | Coil parts | |
| US20240021350A1 (en) | Inductor | |
| US20230170129A1 (en) | Coil component | |
| JP4776204B2 (en) | Coil parts manufacturing method | |
| JP2023069239A (en) | Coil component |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220222 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20221219 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230207 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230407 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230801 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230822 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7336855 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |