JP7222007B2 - コイル成形装置及びコイル成形方法 - Google Patents
コイル成形装置及びコイル成形方法 Download PDFInfo
- Publication number
- JP7222007B2 JP7222007B2 JP2021036596A JP2021036596A JP7222007B2 JP 7222007 B2 JP7222007 B2 JP 7222007B2 JP 2021036596 A JP2021036596 A JP 2021036596A JP 2021036596 A JP2021036596 A JP 2021036596A JP 7222007 B2 JP7222007 B2 JP 7222007B2
- Authority
- JP
- Japan
- Prior art keywords
- coil
- shaped
- strip
- winding jig
- shaped coil
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images












Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/04—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of windings prior to their mounting into the machines
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/04—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of windings prior to their mounting into the machines
- H02K15/043—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of windings prior to their mounting into the machines winding flat conductive wires or sheets
- H02K15/0432—Distributed windings
- H02K15/0433—Distributed windings of the wave winding type
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/04—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of windings prior to their mounting into the machines
- H02K15/043—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of windings prior to their mounting into the machines winding flat conductive wires or sheets
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/06—Embedding prefabricated windings in the machines
- H02K15/062—Windings in slots; Salient pole windings
- H02K15/065—Windings consisting of complete sections, e.g. coils or waves
- H02K15/066—Windings consisting of complete sections, e.g. coils or waves inserted perpendicularly to the axis of the slots or inter-polar channels
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/04—Windings characterised by the conductor shape, form or construction, e.g. with bar conductors
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T10/00—Road transport of goods or passengers
- Y02T10/60—Other road transportation technologies with climate change mitigation effect
- Y02T10/64—Electric machine technologies in electromobility
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49009—Dynamoelectric machine
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/4902—Electromagnet, transformer or inductor
- Y10T29/49073—Electromagnet, transformer or inductor by assembling coil and core
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/5313—Means to assemble electrical device
- Y10T29/53143—Motor or generator
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/5313—Means to assemble electrical device
- Y10T29/53143—Motor or generator
- Y10T29/53161—Motor or generator including deforming means
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Manufacture Of Motors, Generators (AREA)
Description
本発明は、コイル成形装置及びコイル成形方法に関する。
回転電機のステータは、巻回状態の帯状コイルを有する。帯状コイルは、予め、ステータコアの内径よりも小径の略円筒状の巻回状態に成形され、ステータコアの内側に挿入される。巻回状態の帯状コイルは、ステータコアの内側で拡径され、帯状コイルの直状部をステータコアのスロットに挿入することによって装着される。
従来、帯状コイルを、円柱状の芯部材に対して1ピッチずつ送り込みながら芯部材に巻き取ることによって、略円筒状の巻回状態に成形することが知られている(例えば、特許文献1参照)。
上記従来技術では、芯部材がどのようにして帯状コイルを巻き取るのかについての具体的な開示はない。
しかし、帯状コイルは、金属製の導体を折り曲げることによって成形されるため、導体それ自体が発現する弾性を有している。そのため、帯状コイルを精度良く巻回状態に円滑に成形することが困難である、という課題がある。
本発明は、帯状コイルを精度良く巻回状態に円滑に成形することができるコイル成形装置及びコイル成形方法を提供することを目的とする。
(1) 本発明に係るコイル成形装置は、複数の直状部(例えば、後述の直状部102)と、前記複数の直状部の両端に配置される側端部(例えば、後述の側端部103)と、を有する帯状コイル(例えば、後述の帯状コイル100)を巻回状態に成形するコイル成形装置(例えば、後述のコイル成形装置1)であって、外周に前記複数の直状部をそれぞれ挿入可能な複数の櫛歯状溝(例えば、後述の櫛歯状溝23)を有して前記帯状コイルを巻き取り可能に構成されるコイル巻取治具(例えば、後述のコイル巻取治具2)と、前記帯状コイルを、前記コイル巻取治具の外周の少なくとも一部に沿って旋回搬送可能に構成されるコイル搬送機構部(例えば、後述のコイル搬送機構部3)と、前記コイル巻取治具の軸方向の両端近傍にそれぞれ配置され、前記側端部と接触しながら、前記帯状コイルを前記コイル巻取治具の外周に沿う円弧状に案内するとともに、前記帯状コイルの旋回搬送の後半部分(例えば、後述の旋回搬送部313の後半部分313b)で、前記複数の直状部を前記複数の櫛歯状溝にそれぞれ挿入させる案内部材(例えば、後述の案内部材4)と、を備え、前記案内部材は、前記帯状コイルの旋回搬送の前半部分(例えば、後述の旋回搬送部313の前半部分313a)に、前記帯状コイルの前記側端部を挟み込んだ状態で、前記帯状コイルを前記コイル巻取治具の外周に沿う円弧状に変形させて癖付けする癖付け部(例えば、後述の癖付け部42)を有する。
(2) 上記(1)に記載のコイル成形装置において、前記案内部材は、前記帯状コイルの旋回搬送の後半部分において、前記帯状コイルを前記コイル巻取治具の外径よりも小径の円弧状に案内して、前記複数の直状部を前記複数の櫛歯状溝にそれぞれ挿入させてもよい。
(3) 上記(2)に記載のコイル成形装置において、前記案内部材は、前記帯状コイルの旋回搬送の後半部分に、前記側端部と壁面で接触する内壁面(例えば、後述の内壁面41)を有してもよい。
(4) 上記(2)に記載のコイル成形装置において、前記案内部材は、前記帯状コイルの旋回搬送の全体において前記側端部と壁面で接触する内壁面を有してもよい。
(5) 本発明に係るコイル成形方法は、複数の直状部(例えば、後述の直状部102)と、前記複数の直状部の両端に配置される側端部(例えば、後述の側端部103)と、を有する帯状コイル(例えば、後述の帯状コイル100)を巻回状態に成形するコイル成形方法であって、外周に前記複数の直状部をそれぞれ挿入可能な複数の櫛歯状溝(例えば、後述の櫛歯状溝23)を有して前記帯状コイルを巻き取り可能に構成されるコイル巻取治具(例えば、後述のコイル巻取治具2)を配置するコイル巻取治具配置工程と、前記帯状コイルを、前記コイル巻取治具の外周の少なくとも一部に沿って旋回搬送し、前記コイル巻取治具の軸方向の両端近傍にそれぞれ配置される案内部材(例えば、後述の案内部材4)を前記側端部に接触させながら、前記帯状コイルを前記コイル巻取治具の外周に沿う円弧状に案内する案内工程と、前記案内部材によって案内される前記帯状コイルの旋回搬送の後半部分(例えば、後述の旋回搬送部313の後半部分313b)において、前記複数の直状部を前記複数の櫛歯状溝にそれぞれ挿入させ、前記コイル巻取治具に巻き取る巻取工程と、を有し、前記案内工程は、前記帯状コイルの旋回搬送の前半部分(例えば、後述の旋回搬送部313の前半部分313a)で、前記案内部材によって前記帯状コイルの前記側端部を挟み込んだ状態で、前記帯状コイルを前記コイル巻取治具の外周に沿う円弧状に変形させて癖付けを行う。
(6) 上記(5)に記載のコイル成形方法において、前記案内工程は、前記案内部材によって、前記帯状コイルの旋回搬送の後半部分において、前記帯状コイルを前記コイル巻取治具の外径よりも小径の円弧状に案内することによって、前記複数の直状部を前記複数の櫛歯状溝にそれぞれ挿入させるようにしてもよい。
(7) 上記(6)に記載のコイル成形方法において、前記巻取工程は、前記帯状コイルの旋回搬送の少なくとも後半部分において、前記側端部を、前記案内部材の内壁面(例えば、後述の内壁面41)によって案内してもよい。
(8) 上記(6)に記載のコイル成形方法において、前記巻取工程は、前記帯状コイルの旋回搬送の全体において、前記側端部を、前記案内部材の内壁面(例えば、後述の内壁面41)によって案内してもよい。
上記(1)に記載のコイル成形装置によれば、帯状コイルをコイル巻取治具に巻き取る前に、旋回搬送の前半部分で帯状コイルを円弧状に癖付けすることができるため、帯状コイルを精度良く容易に巻回状態に成形することができる。
上記(2)に記載のコイル成形装置によれば、帯状コイルの側端部を案内部材によって案内しながら、帯状コイルの直状部をコイル巻取治具の櫛歯状溝に連続して挿入してコイル巻取治具に巻き取ることができる。したがって、帯状コイルを、直状部が位置ずれすることなく容易に巻回状態に成形することができる。
上記(3)に記載のコイル成形装置によれば、帯状コイルの側端部は、旋回搬送の後半部分において、壁面によってコイル巻取治具の櫛歯状溝に案内されるため、帯状コイルの直状部をコイル巻取治具の櫛歯状溝に円滑に案内することができる。
上記(4)に記載のコイル成形装置によれば、帯状コイルの側端部は、旋回搬送の全体に亘って壁面によって案内されるため、帯状コイルをコイル巻取治具の外周に沿って円滑に案内できるとともに、帯状コイルの直状部をコイル巻取治具の櫛歯状溝に円滑に案内することができる。
上記(5)に記載のコイル成形方法によれば、帯状コイルは、旋回搬送の前半部分で円弧状に癖付けされるため、帯状コイルを精度良く容易に巻回状態に成形することができる。
上記(6)に記載のコイル成形方法によれば、帯状コイルの側端部を案内部材によって案内しながら、帯状コイルの直状部をコイル巻取治具の櫛歯状溝に連続して挿入してコイル巻取治具に巻き取ることができる。したがって、帯状コイルを、直状部が位置ずれすることなく容易に巻回状態に成形することができる。
上記(7)に記載のコイル成形方法によれば、帯状コイルの側端部を、旋回搬送の後半部分において、壁面によってコイル巻取治具の櫛歯状溝に案内することができるため、帯状コイルの直状部をコイル巻取治具の櫛歯状溝に円滑に案内することができる。
上記(8)に記載のコイル成形方法によれば、帯状コイルの側端部を、旋回搬送の全体に亘って壁面によって案内することができるため、帯状コイルをコイル巻取治具の外周に沿って円滑に案内できるとともに、帯状コイルの直状部をコイル巻取治具の櫛歯状溝に円滑に案内することができる。
以下、本発明の実施の形態について説明する。図1に示すように、本実施形態のコイル成形装置1は、コイル巻取治具2と、帯状コイル100をコイル巻取治具2の外周に沿って搬送させるコイル搬送機構部3と、コイル搬送機構部3によって搬送される帯状コイル100をコイル巻取治具2に巻き取られるように案内する一対の案内部材4と、を備える。
(帯状コイル)
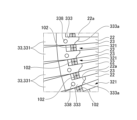
帯状コイル100は、図3に示すように、断面形状が略矩形状の平角導線101によって長尺な波型帯状に成形される。平角導線101は、例えば、銅、アルミニウム等の導電性の高い金属によって形成される。
帯状コイル100は、図3に示すように、断面形状が略矩形状の平角導線101によって長尺な波型帯状に成形される。平角導線101は、例えば、銅、アルミニウム等の導電性の高い金属によって形成される。
帯状コイル100は、複数の直状部102と複数の側端部103とを有する。直状部102は、図示しないステータコアの内周に設けられるスロット内に挿入される部位であり、それぞれ同一方向に略直線状に延びて一定の間隔で平行に配置される。側端部103は、直状部102よりも帯状コイル100の側端寄りの位置、具体的には直状部102の延び方向の両端部にそれぞれ配置される。側端部103は、隣り合う直状部102の一方端部同士と他方端部同士とを山型状に交互に連結し、帯状コイル100がステータコアのスロットに装着された際に、スロットからステータコアの軸方向にそれぞれ突出するコイルエンド部を構成する。
本実施形態の帯状コイル100は、複数の直状部102と複数の側端部103とがそれぞれ波型に折り曲げ形成された6本の平角導線101を、直状部102が一定の間隔で平行に並列し、側端部103が直状部102のピッチでずれて重なるように束ねることによって、長尺帯状に形成される。帯状コイル100の直状部102は、平角導線101を途中で折り返すことによって、帯状コイル100の厚み方向(図3における紙面に対する垂直方向)に複数重ねられている。本実施形態の帯状コイル100は、後述のコイル巻取治具2に4周に亘って巻回される長さを有する。
(コイル巻取治具)
コイル巻取治具2は、図4に示すように、略円筒状の治具本体21と、治具本体21の外周に放射状に突出する複数の櫛歯部22と、周方向に隣り合う櫛歯部22,22の間に設けられる複数の櫛歯状溝23と、治具本体21の中心に開口する軸孔24と、を有する。櫛歯部22及び櫛歯状溝23は、治具本体21の軸方向の両端部にそれぞれ設けられる。治具本体21の一方端部の櫛歯部22及び櫛歯状溝23と他方端部の櫛歯部22及び櫛歯状溝23との位相は揃えられている。本実施形態のコイル巻取治具2は、治具本体21の軸方向の両端部に、それぞれ72個ずつの櫛歯状溝23を有する。この櫛歯状溝23の数は、帯状コイル100が装着されるステータコアのスロットの数に一致している。
コイル巻取治具2は、図4に示すように、略円筒状の治具本体21と、治具本体21の外周に放射状に突出する複数の櫛歯部22と、周方向に隣り合う櫛歯部22,22の間に設けられる複数の櫛歯状溝23と、治具本体21の中心に開口する軸孔24と、を有する。櫛歯部22及び櫛歯状溝23は、治具本体21の軸方向の両端部にそれぞれ設けられる。治具本体21の一方端部の櫛歯部22及び櫛歯状溝23と他方端部の櫛歯部22及び櫛歯状溝23との位相は揃えられている。本実施形態のコイル巻取治具2は、治具本体21の軸方向の両端部に、それぞれ72個ずつの櫛歯状溝23を有する。この櫛歯状溝23の数は、帯状コイル100が装着されるステータコアのスロットの数に一致している。
治具本体21の一方端部の櫛歯部22及び櫛歯状溝23と他方端部の櫛歯部22及び櫛歯状溝23との間の離隔距離は、帯状コイル100の直状部102の延び方向の長さに略等しい。したがって、帯状コイル100の直状部102は、治具本体21の一方端部の櫛歯状溝23と他方端部の櫛歯状溝23とに亘って収容可能である。
コイル巻取治具2は、ステータコアの内側に挿入可能となるように、櫛歯部22の先端の位置によって規定されるコイル巻取治具2の外径が、ステータコアの内径以下となるように形成される。コイル巻取治具2は、コイル成形装置1の所定の部位に配置され、図示しないモータの駆動によって、軸孔24を中心にして、図1中の矢印で示すd1方向に回転可能に設けられる。
(コイル搬送機構部)
コイル搬送機構部3は、帯状コイル100をコイル巻取治具2の外周の少なくとも一部に沿って旋回搬送させる。具体的には、コイル搬送機構部3は、図1及び図2に示すように、帯状コイル100の搬送経路を構成する一対の搬送レール31と、帯状コイル100を把持して搬送レール31に沿って搬送する搬送体32と、を有する。
コイル搬送機構部3は、帯状コイル100をコイル巻取治具2の外周の少なくとも一部に沿って旋回搬送させる。具体的には、コイル搬送機構部3は、図1及び図2に示すように、帯状コイル100の搬送経路を構成する一対の搬送レール31と、帯状コイル100を把持して搬送レール31に沿って搬送する搬送体32と、を有する。
搬送レール31は、金属製の帯状板材によって形成され、コイル成形装置1の幅方向に、帯状コイル100の直状部102の長さに略等しい間隔をあけて互いに平行に配置される。一対の搬送レール31の間隔は、図2に示すように、コイル巻取治具2の櫛歯部22及び櫛歯状溝23の軸方向の離隔距離に略等しい。
搬送レール31は、直線状の搬送経路を形成する上下一対の平行な直線搬送部311,312と、直線搬送部311,312の端部同士を円弧状に接続する旋回搬送部313とをそれぞれ有し、横向きU字状の搬送経路を形成する。搬送レール31は、旋回搬送部313がコイル巻取治具2の外周に沿うように、コイル巻取治具2をU字部分の内側に配置させて取り囲むように設けられる。図2に示すように、一対の搬送レール31が互いに対向する面には、搬送レール31の全長に亘る1条ずつのガイド溝314がそれぞれ設けられる。ガイド溝314は、後述の搬送体32の移動経路を形成する。
本実施形態において、コイル搬送機構部3の旋回搬送部313は、コイル巻取治具2の外周の略1/2の範囲に亘って形成される。旋回搬送部313は、帯状コイル100の導入側である前半部分313aと、帯状コイル100の排出側である後半部分313bとを有する。前半部分313aは、旋回搬送部313のうちの前半の略1/2の範囲に亘って形成されている。後半部分313bは、旋回搬送部313のうちの後半の略1/2の範囲に亘って形成されている。しかし、旋回搬送部313は、コイル巻取治具2の外周の少なくとも一部に沿って帯状コイル100を旋回搬送可能に構成されていればよい。
搬送体32は、搬送レール31に沿って長尺に延び、一対の搬送レール31の間を搬送レール31に沿って移動可能に設けられる。搬送体32は、少なくとも帯状コイル100の全長に対応する長さを有し、帯状コイル100の直状部102を上面に把持した状態で搬送レール31に沿って移動することによって、帯状コイル100をコイル巻取治具2の外周に沿って旋回搬送する。
搬送体32は、図1及び図3に示すように、帯状コイル100の長さ方向に沿って積層状に配列される同一構造の複数の駒部材33によって構成される。駒部材33は、図5、図6及び図7に示すように、金属製の略矩形の板状形状を有する駒部材本体331と、駒部材本体331の下端の幅方向両端部からそれぞれ側方に向けて突出する一対のガイド突起332と、を有する。本実施形態のガイド突起332は、それぞれ回転可能なローラによって構成されるが、単なる突起であってもよい。なお、駒部材33の方向について、図5、図6及び図7中のX方向を幅方向、Y方向を厚み方向、Z方向を高さ方向と定義する。高さ方向について、図中の上方向を「上」、下方向を「下」と定義する。
駒部材本体331は、帯状コイル100の長さ方向に隣り合う直状部102,102の間の隙間に略等しい厚みを有する。駒部材本体331の上端面331aには、一対の第1把持爪333が、高さ方向に突出して設けられる。第1把持爪333は、駒部材本体331の厚みの略1/2の厚みを有する。この第1把持爪333の厚みは、帯状コイル100の隣り合う直状部102,102の間の隙間に略等しい。第1把持爪333は、上端面331aにおける駒部材本体331の厚み方向の一方端側に片寄った位置に配置される。一対の第1把持爪333は、所定の間隔をあけて、駒部材本体331の幅方向の両端側にそれぞれ離れて配置される。
第1把持爪333の上端面には、コイル巻取治具2の櫛歯部22の先端と噛合する噛合溝333aがそれぞれ設けられる。詳しくは、図4に示すように、コイル巻取治具2の櫛歯部22の先端には、噛合部22aがそれぞれ設けられている。噛合溝333aは、コイル巻取治具2の噛合部22aに対して噛合可能な位置及び形状を有する。
第1把持爪333は、上端面331aが配置される側と反対側にテーパ面333bをそれぞれ有する。このテーパ面333bによって、第1把持爪333は、駒部材本体331から遠ざかるに従ってやや先細り状に形成される。
一対の第1把持爪333の間には、駒部材本体331の高さ方向に沿う矩形の凹部334が設けられる。凹部334は、上端面331aから駒部材本体331の高さ方向の略1/2の部位に亘って設けられる。駒部材本体331の厚み方向に沿う凹部334の深さは、第1把持爪333と同様に、駒部材本体331の厚みの略1/2の深さを有する。
駒部材本体331の一方の側面331bには、1つの矩形の凸部335が設けられる。凸部335は、駒部材本体331の厚み方向において、第1把持爪333が設けられる側と反対側の側面331bから、側面331bに対して垂直な方向に向けてブロック状に突出するように設けられる。凸部335は、駒部材本体331の高さ方向の略1/2の部位よりも上方に配置される。駒部材本体331の高さ方向に沿う凸部335の高さは、凹部334の高さに略等しい。駒部材本体331の厚み方向に沿う凸部335の厚みは、凹部334の深さに略等しい。
凸部335の上端部には、1つの第2把持爪336が設けられる。第2把持爪336は、第1把持爪333と同様に、駒部材本体331の上端面331aよりも上方に向けて突出している。第2把持爪336の厚みは、第1把持爪333と同様に、帯状コイル100の隣り合う直状部102,102の間の隙間に略等しい。第2把持爪336は、凸部335と同一幅を有するため、図7に示すように、2つの駒部材33,33同士が向きを揃えて重ねられた際に、一方の駒部材33の一対の第1把持爪333,333の間に、他方の駒部材33の第2把持爪336が配置される。
第2把持爪336は、上端面331aが配置される側及びその反対側の面に、それぞれテーパ面336aを有する。このテーパ面336aによって、第2把持爪336は、駒部材本体331から遠ざかるに従ってやや先細り状に形成される。
複数の駒部材33は、図7に示すように、第1把持爪333及び第2把持爪336がそれぞれ同一方向を指向するように揃えられ、駒部材33の凸部335が、隣りの駒部材33の凹部334内に収容されるように重ねられる。これによって、隣り合う駒部材33,33同士は互いに密接して重ねられる。
第1把持爪333の根元付近であって、駒部材本体331の上端面331aと略同一高さの部位に、駒部材33の幅方向に亘る貫通孔337aが設けられる。また、第2把持爪336の根元付近であって、駒部材本体331の上端面331aと略同一高さの部位に、凸部335の幅方向に亘る貫通孔337bが設けられる。図7に示すように、2つの駒部材33,33が重ねられた後、連通する貫通孔337aと貫通孔337bとに亘って軸部材338が挿入される。これによって、複数の駒部材33は、軸部材338を回動軸として、ガイド突起332が設けられる下端側が搬送体32の長さ方向に回動(揺動)可能に連結され、長尺な搬送体32が形成される。
搬送体32において、隣り合う駒部材33,33の第1把持爪333,333及び第2把持爪336,336の間には、図3、図7、図8及び図9に示すように、帯状コイル100の直状部102を把持する把持溝321が形成される。把持溝321の底部には、駒部材本体331の上端面331aが臨んでいる。把持溝321は、帯状コイル100の直状部102を収容可能な溝幅を有する。この把持溝321の溝幅は、コイル巻取治具2の櫛歯状溝23の周方向に沿う溝幅に略等しい。搬送体32の長さ方向に沿う把持溝321の配列ピッチは、コイル巻取治具2の周方向に沿う櫛歯状溝23の配列ピッチに略等しい。したがって、噛合溝333aと噛合部22aとが噛合すると、図8に示すように、搬送体32の把持溝321とコイル巻取治具2の櫛歯状溝23とは、コイル巻取治具2の径方向に連通する。
搬送体32は、駒部材33のそれぞれのガイド突起332が、搬送レール31のガイド溝314にそれぞれ摺動可能に収容され、U字状の搬送レール31の内側に向けて突出するように配置される。さらに、搬送体32は、図8に示すように、コイル巻取治具2の真下に来たときに、駒部材33の噛合溝333aとコイル巻取治具2の噛合部22aとが噛合することによって、コイル巻取治具2のd1方向の回転によって、コイル巻取治具2の回転に同期して、d2方向に移動可能に設けられる。搬送体32は、搬送レール31の旋回搬送部313に沿って円弧状に移動する際に、軸部材338によって、直状部102を把持する部位である第1把持爪333及び第2把持爪336の部位を基準にして、隣り合う駒部材33,33のガイド突起332側が離隔するようにそれぞれ回動するため、円滑に移動可能である。
搬送レール31に摺動可能に配置された搬送体32は、図3、図8及び図9に示すように、第1把持爪333及び第2把持爪336を帯状コイル100の長さ方向に隣り合う直状部102,102の間の隙間にそれぞれ挿入し、直状部102を把持溝321に収容することによって、帯状コイル100を把持する。したがって、搬送体32は、直状部102を位置ずれすることなく一定の間隔に保持した状態で、帯状コイル100を搬送することができる。帯状コイル100の側端部103は、図2及び図3に示すように、搬送体32の移動方向の両側方にそれぞれ張り出すように配置される。なお、図1において、搬送体32に把持される帯状コイル100は図示を省略している。
(案内部材)
案内部材4は、金属製の帯状板材によって、図1に示すように、それぞれ搬送レール31の旋回搬送部313に沿うように、横向きの略U字状に形成される。案内部材4は、コイル巻取治具2を挟むように、コイル巻取治具2の軸方向(図1における紙面垂直方向、図2における左右方向)の両端近傍に、U字部分の内側がコイル巻取治具2の方向を向くようにそれぞれ配置され、搬送レール31に固定される。
案内部材4は、金属製の帯状板材によって、図1に示すように、それぞれ搬送レール31の旋回搬送部313に沿うように、横向きの略U字状に形成される。案内部材4は、コイル巻取治具2を挟むように、コイル巻取治具2の軸方向(図1における紙面垂直方向、図2における左右方向)の両端近傍に、U字部分の内側がコイル巻取治具2の方向を向くようにそれぞれ配置され、搬送レール31に固定される。
案内部材4は、搬送体32によって搬送される帯状コイル100の側端部103を導入する導入端4aと、帯状コイル100の側端部103を排出する排出端4bと、導入端4aから排出端4bに亘って側端部103を案内する内壁面41と、を有する。内壁面41は、導入端4aから排出端4bに亘って、コイル巻取治具2の外周の略1/2の範囲に沿うように滑らかに連続して湾曲する曲面によって形成される。案内部材4は、旋回搬送部313によって旋回搬送される間に、導入端4aから導入した側端部103を内壁面41に接触させることによって、帯状コイル100の全体をコイル巻取治具2の外周に沿うように円弧状に円滑に案内する。
案内部材4の円弧状の内壁面41の曲率は、導入端4aら排出端4bに向かうに従って徐々に大きく変化するように形成される。詳しくは、図10に示すように、導入端4aにおける内壁面41は、コイル巻取治具2の外周よりも径方向のやや外側に配置される。しかし、内壁面41は、導入端4aから排出端4bに向かうに従って、徐々に滑らかに縮径する。排出端4bにおける内壁面41は、コイル巻取治具2の外周よりも径方向内側に配置される。そのため、案内部材4の内壁面41は、帯状コイル100が旋回搬送部313の前半部分313aから後半部分313bに向かうに従って、帯状コイル100の側端部103に接触しながら、帯状コイル100を、コイル巻取治具2の外径よりも小径の円弧状に徐々に丸めるように案内する。
帯状コイル100は、旋回搬送部313の前半部分313aから後半部分313bに向かうに従って、案内部材4の内壁面41に案内されることによって、コイル巻取治具2に向けて徐々に押圧される。これによって、搬送体32に把持される直状部102は、把持溝321から浮き上がるように強制的に離脱し、コイル巻取治具2の櫛歯状溝23の内部に向けて徐々に移動する。案内部材4の排出端4bは、コイル巻取治具2の外周よりも径方向内側に配置されるため、直状部102はコイル巻取治具2の櫛歯状溝23内に完全に挿入される。その後、帯状コイル100は、コイル巻取治具2の回転によってコイル巻取治具2に巻き取られる。なお、図10及び図12では、搬送体32は図示を省略し、帯状コイル100は簡略化して示している。
なお、案内部材4は、本実施形態のように旋回搬送部313の全体に亘って連続する内壁面41を有する構造に限定されない。案内部材4は、例えば、図示しないが、複数の案内ローラを旋回搬送部313に沿うように配置した構造であってもよい。しかし、帯状コイル100を、コイル巻取治具2の櫛歯状溝23に連続して案内でき、直状部102を櫛歯状溝23に円滑に挿入できるようにする観点では、案内部材4は、旋回搬送部313の後半部分313bに、側端部103と壁面で接触する内壁面41を有することが好ましい。帯状コイル100を旋回搬送部313の全体に亘って円弧状に円滑に案内できるとともに、直状部102をコイル巻取治具2の櫛歯状溝23内に円滑に挿入させることができるようにする観点では、案内部材4は、本実施形態のように旋回搬送部313の全体において、側端部103と壁面で接触する内壁面41を有することが好ましい。
図1及び図2に示すように、案内部材4の導入端4a側には、旋回搬送部313に導入される帯状コイル100を、コイル巻取治具2の外周に沿う円弧状に湾曲するように強制的に変形させて癖付けするための一対の癖付け部42を有する。案内部材4において、癖付け部42が設けられる範囲は、旋回搬送部313の前半部分313aの範囲内である。具体的には、癖付け部42は、例えば、案内部材4の導入端4aから旋回搬送部313の前半部分313aの約1/2~約3/4の範囲に亘って設けることができる。
癖付け部42は、案内部材4の内壁面41とガイド板421とによって構成される。ガイド板421は、案内部材4の内壁面41の曲率に沿って滑らかに円弧状に湾曲するように形成される。ガイド板421は、案内部材4と同様に、コイル巻取治具2を軸方向の両端側から挟むようにそれぞれ配置され、案内部材4に固定される。癖付け部42において、内壁面41とガイド板421との間に、側端部103を挟み付ける癖付け溝422が形成される。癖付け部42における内壁面41は、帯状コイル100の側端部103の径方向の外側の面に接触して支持し、ガイド板421は、帯状コイル100の側端部103の径方向の内側の面に接触して支持する。
癖付け部42は、案内部材4の導入端4aに導入される帯状コイル100の側端部103を、癖付け溝422に受け入れて挟み付けながら搬送することによって、円弧状に湾曲するように強制的に変形させる。これによって、帯状コイル100は、コイル巻取治具2に巻き取られる前の旋回搬送部313の導入初期において、円弧状に癖付けされ、その後に案内部材4の内壁面41によって円弧状に案内される間に平坦状に弾性復帰しようとする力が働くことが抑制される。したがって、帯状コイル100は、案内部材4によって円弧状に案内されることと相俟って、略円筒状の巻回状態に円滑に且つ精度良く成形される。
(コイル成形方法)
次に、このコイル成形装置1によって、帯状コイル100を略円筒状の巻回状態に成形する方法について説明する。
次に、このコイル成形装置1によって、帯状コイル100を略円筒状の巻回状態に成形する方法について説明する。
まず、コイル成形装置1の搬送レール31のU字部分の内側に、コイル巻取治具2が、図示しないモータの駆動によって回転可能に配置される。コイル成形装置1にコイル巻取治具2が配置された後、予め長尺の波型帯状に成形された帯状コイル100が、図示しないコイル供給装置又は作業者によって、搬送レール31の下側の直線搬送部311に配置される搬送体32に供給される。帯状コイル100は、隣り合う直状部102,102の間の隙間に、搬送体32の各駒部材33の第1把持爪333及び第2把持爪336が挿入され、直状部102が把持溝321にそれぞれ収容されることによって、搬送体32に把持される。
その後、帯状コイル100を把持した搬送体32は、図示しない搬送体押圧装置又は作業者によって押圧され、駒部材33の噛合溝333aとコイル巻取治具2の噛合部22aとが噛合するように、コイル巻取治具2に向けて直線搬送部311を移動する。コイル巻取治具2の直下において噛合溝333aと噛合部22aとが噛合した後、コイル巻取治具2がd1方向に回転駆動すると、搬送体32は、コイル巻取治具2の回転に同期して、搬送レール31をd2方向に沿って移動し、帯状コイル100をコイル巻取治具2の外周に沿うように旋回搬送する(コイル搬送工程)。
搬送体32が旋回搬送部313に到達すると、帯状コイル100の側端部103は、最初に、案内部材4の導入端4aから癖付け部42の癖付け溝422に導入され、内壁面41とガイド板421との間に挟み付けられながら旋回搬送される。これによって、帯状コイル100は、癖付け溝422に沿って円弧状に湾曲するように強制的に変形して癖付けされる(癖付け工程)。
癖付け部42を通過した帯状コイル100は、コイル巻取治具2の回転に伴って、案内部材4の内壁面41に沿ってコイル巻取治具2の外周の少なくとも一部、具体的にはコイル巻取治具2の外周の略1/2の範囲に沿って旋回搬送されながら、徐々に円弧状に丸められように案内される。
旋回搬送部313の前半部分313aから後半部分313bに向かうに従って、案内部材4の内壁面41の曲率は徐々に大きくなるため、帯状コイル100の側端部103は、この内壁面41によって径方向内側に向けて徐々に縮径するように押圧される。これによって、帯状コイル100は、コイル巻取治具2の外径よりも小径に丸められる。内壁面41に押圧された側端部103は、帯状コイル100が案内部材4の排出端4bに向かうに従って、直状部102を把持溝321からコイル巻取治具2の櫛歯状溝23に向けて徐々に離脱させる。把持溝321から完全に離脱した直状部102は、案内部材4の内壁面41に押圧されながら、図10に示すように、把持溝321と連通するコイル巻取治具2の櫛歯状溝23内にそれぞれ挿入される(案内工程)。その後、帯状コイル100は、コイル巻取治具2の回転に伴って、コイル巻取治具2に巻き取られながら、案内部材4の排出端4bから排出される。
搬送体32の全体が搬送レール31に沿って移動し終えると、帯状コイル100は、直状部102が櫛歯状溝23内に積層状に挿入されることによって、図12に示すように、コイル巻取治具2を4周するように巻回されて多重巻きされる。これによって、帯状コイル100は、図13に示すように、略円筒状の巻回状態に容易に成形される。巻回状態の帯状コイル100の直状部102は、櫛歯状溝23内に収容されているため、位置ずれするおそれはない。したがって、帯状コイル100は、略円筒状の巻回状態を安定して保持することができる。なお、帯状コイルは、コイル巻取治具2に多重巻きされるものに限らない。
以上説明したコイル成形装置1によれば、以下の効果を奏する。すなわち、本実施形態のコイル成形装置1は、複数の直状部102と、複数の直状部102の両端に配置される側端部103と、を有する帯状コイル100を巻回状態に成形する。コイル成形装置1は、外周に複数の直状部102をそれぞれ挿入可能な複数の櫛歯状溝23を有して帯状コイル100を巻き取り可能に構成されるコイル巻取治具2と、帯状コイル100を、コイル巻取治具2の外周の少なくとも一部に沿って旋回搬送可能に構成されるコイル搬送機構部3と、コイル巻取治具2の軸方向の両端近傍にそれぞれ配置され、側端部103と接触しながら、帯状コイル100をコイル巻取治具2の外周に沿う円弧状に案内するとともに、帯状コイル100を旋回搬送する旋回搬送部313の後半部分313bで、複数の直状部102を複数の櫛歯状溝23にそれぞれ挿入させる案内部材4と、を備える。案内部材4は、帯状コイル100を旋回搬送する旋回搬送部313の前半部分313aに、帯状コイル100の側端部103を挟み込んだ状態で、帯状コイル100をコイル巻取治具2の外周に沿う円弧状に変形させて癖付けする癖付け部42を有する。これによれば、帯状コイル100をコイル巻取治具2に巻き取る前に、旋回搬送部313の前半部分313aで帯状コイル100を円弧状に癖付けすることができるため、帯状コイル100を精度良く容易に巻回状態に成形することができる。
本実施形態の案内部材4は、帯状コイル100を旋回搬送する旋回搬送部313の後半部分313bにおいて、帯状コイル100をコイル巻取治具2の外径よりも小径の円弧状に案内して、複数の直状部102を複数の櫛歯状溝23にそれぞれ挿入させる。これによれば、帯状コイル100の側端部103を案内部材4によって案内しながら、帯状コイル100の直状部102を、コイル巻取治具2の櫛歯状溝23に連続して挿入してコイル巻取治具2に巻き取ることができる。したがって、帯状コイル100を、直状部102が位置ずれすることなく容易に巻回状態に成形することができる。
本実施形態の案内部材4において、帯状コイル100を旋回搬送する旋回搬送部313の少なくとも後半部分313bに、側端部103と壁面で接触する内壁面41を有する。これによれば、帯状コイル100の側端部103は、旋回搬送部313の後半部分313bにおいて、壁面によってコイル巻取治具2の櫛歯状溝23に案内されるため、帯状コイル100の直状部102をコイル巻取治具2の櫛歯状溝23に円滑に案内することができる。
本実施形態の案内部材4は、帯状コイル100を旋回搬送する旋回搬送部313の全体において側端部103と壁面で接触する内壁面41を有する。これによれば、帯状コイル100の側端部103は、旋回搬送部313の全体に亘って壁面によって案内されるため、帯状コイル100をコイル巻取治具2の外周に沿って円滑に案内できるとともに、帯状コイル100の直状部102をコイル巻取治具2の櫛歯状溝23に円滑に挿入させることができる。
以上説明したコイル成形方法によれば、以下の効果を奏する。すなわち、本実施形態のコイル成形方法は、複数の直状部102と、複数の直状部102の両端に配置される側端部103と、を有する帯状コイル100を巻回状態に成形する。コイル成形方法は、外周に複数の直状部102をそれぞれ挿入可能な複数の櫛歯状溝23を有して帯状コイル100を巻き取り可能に構成されるコイル巻取治具2を配置するコイル巻取治具配置工程と、帯状コイル100を、コイル巻取治具2の外周の少なくとも一部に沿って旋回搬送し、コイル巻取治具2の軸方向の両端近傍にそれぞれ配置される案内部材4を側端部103に接触させながら、帯状コイル100をコイル巻取治具2の外周に沿う円弧状に案内する案内工程と、案内部材4によって案内される帯状コイル100を旋回搬送する旋回搬送部313の後半部分313bにおいて、複数の直状部102を複数の櫛歯状溝23にそれぞれ挿入させる挿入工程と、を有する。案内工程は、帯状コイル100を旋回搬送する旋回搬送部313の前半部分313aで、案内部材4によって帯状コイル100の側端部103を挟み込んだ状態で、帯状コイル100をコイル巻取治具2の外周に沿う円弧状に変形させて癖付けを行う。これによれば、帯状コイル100は、コイル巻取治具2に巻き取られる前に、旋回搬送部313の前半部分313aで円弧状に癖付けされるため、帯状コイル100を精度良く容易に巻回状態に成形することができる。
本実施形態の案内工程は、案内部材4によって、帯状コイル100を旋回搬送する旋回搬送部313の後半部分313bにおいて、帯状コイル100をコイル巻取治具2の外径よりも小径の円弧状に案内して、複数の直状部102を複数の櫛歯状溝23にそれぞれ挿入させる。これによれば、帯状コイル100の側端部103を案内部材4によって案内しながら、帯状コイル100の直状部102を、コイル巻取治具2の櫛歯状溝23に連続して挿入してコイル巻取治具2に巻き取ることができる。したがって、帯状コイル100を、直状部102が位置ずれすることなく容易に巻回状態に成形することができる。
本実施形態の挿入工程は、帯状コイル100の旋回搬送部313の少なくとも後半部分313bにおいて、側端部103を、案内部材4の内壁面41によってコイル巻取治具2の外径よりも小径の円弧状になるように案内する。これによれば、帯状コイル100の直状部102をコイル巻取治具2の櫛歯状溝23に円滑に案内することができる。
本実施形態の挿入工程は、帯状コイル100の旋回搬送部313の全体において、側端部103を、案内部材4の内壁面41によってコイル巻取治具2の外径よりも小径の円弧状になるように案内する。これによれば、帯状コイル100をコイル巻取治具2の外周に沿って円滑に案内できるとともに、帯状コイル100の直状部102をコイル巻取治具2の櫛歯状溝23に円滑に案内することができる。
1 コイル成形装置
2 コイル巻取治具
23 櫛歯状溝
3 コイル搬送機構部
313 旋回搬送部
313a 前半部分
313b 後半部分
4 案内部材
41 内壁面
42 癖付け部
100 帯状コイル
102 直状部
103 側端部
2 コイル巻取治具
23 櫛歯状溝
3 コイル搬送機構部
313 旋回搬送部
313a 前半部分
313b 後半部分
4 案内部材
41 内壁面
42 癖付け部
100 帯状コイル
102 直状部
103 側端部
Claims (8)
- 複数の直状部と、前記複数の直状部の両端に配置される側端部と、を有する帯状コイルを巻回状態に成形するコイル成形装置であって、
外周に前記複数の直状部をそれぞれ挿入可能な複数の櫛歯状溝を有して前記帯状コイルを巻き取り可能に構成されるコイル巻取治具と、
前記帯状コイルを、前記コイル巻取治具の外周の少なくとも一部に沿って旋回搬送可能に構成されるコイル搬送機構部と、
前記コイル巻取治具の軸方向の両端近傍にそれぞれ配置され、前記側端部と接触しながら、前記帯状コイルを前記コイル巻取治具の外周に沿う円弧状に案内するとともに、前記帯状コイルの旋回搬送の後半部分で、前記複数の直状部を前記複数の櫛歯状溝にそれぞれ挿入させる案内部材と、を備え、
前記案内部材は、前記帯状コイルの旋回搬送の前半部分に、前記帯状コイルの前記側端部を挟み込んだ状態で、前記帯状コイルを前記コイル巻取治具の外周に沿う円弧状に変形させて癖付けする癖付け部を有する、コイル成形装置。 - 前記案内部材は、前記帯状コイルの旋回搬送の後半部分において、前記帯状コイルを前記コイル巻取治具の外径よりも小径の円弧状に案内して、前記複数の直状部を前記複数の櫛歯状溝にそれぞれ挿入させる、請求項1に記載のコイル成形装置。
- 前記案内部材は、前記帯状コイルの旋回搬送の後半部分に、前記側端部と壁面で接触する内壁面を有する、請求項2に記載のコイル成形装置。
- 前記案内部材は、前記帯状コイルの旋回搬送の全体において前記側端部と壁面で接触する内壁面を有する、請求項2に記載のコイル成形装置。
- 複数の直状部と、前記複数の直状部の両端に配置される側端部と、を有する帯状コイルを巻回状態に成形するコイル成形方法であって、
外周に前記複数の直状部をそれぞれ挿入可能な複数の櫛歯状溝を有して前記帯状コイルを巻き取り可能に構成されるコイル巻取治具の外周の少なくとも一部に沿って、前記帯状コイルを旋回搬送するコイル搬送工程と、
前記コイル巻取治具の軸方向の両端近傍にそれぞれ案内部材を配置し、前記案内部材を前記側端部に接触させながら、前記帯状コイルを前記コイル巻取治具の外周に沿う円弧状に案内するとともに、前記帯状コイルの旋回搬送の後半部分において、前記複数の直状部を前記複数の櫛歯状溝にそれぞれ挿入させる案内工程と、を有し、
前記案内工程は、前記帯状コイルの旋回搬送の前半部分で、前記案内部材によって前記帯状コイルの前記側端部を挟み込んだ状態で、前記帯状コイルを前記コイル巻取治具の外周に沿う円弧状に変形させて癖付けを行う癖付け工程を有する、コイル成形方法。 - 前記案内工程は、前記案内部材によって、前記帯状コイルの旋回搬送の後半部分において、前記帯状コイルを前記コイル巻取治具の外径よりも小径の円弧状に案内することによって、前記複数の直状部を前記複数の櫛歯状溝にそれぞれ挿入させる、請求項5に記載のコイル成形方法。
- 前記案内工程は、前記帯状コイルの旋回搬送の少なくとも後半部分において、前記側端部を、前記案内部材の内壁面によって案内する、請求項6に記載のコイル成形方法。
- 前記案内工程は、前記帯状コイルの旋回搬送の全体において、前記側端部を、前記案内部材の内壁面によって案内する、請求項6に記載のコイル成形方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021036596A JP7222007B2 (ja) | 2021-03-08 | 2021-03-08 | コイル成形装置及びコイル成形方法 |
| US17/676,252 US11735984B2 (en) | 2021-03-08 | 2022-02-21 | Coil forming apparatus and coil forming method |
| CN202210175938.1A CN115037106B (zh) | 2021-03-08 | 2022-02-25 | 线圈成形装置及线圈成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021036596A JP7222007B2 (ja) | 2021-03-08 | 2021-03-08 | コイル成形装置及びコイル成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022136805A JP2022136805A (ja) | 2022-09-21 |
| JP7222007B2 true JP7222007B2 (ja) | 2023-02-14 |
Family
ID=83116456
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021036596A Active JP7222007B2 (ja) | 2021-03-08 | 2021-03-08 | コイル成形装置及びコイル成形方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US11735984B2 (ja) |
| JP (1) | JP7222007B2 (ja) |
| CN (1) | CN115037106B (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7289892B2 (ja) * | 2021-11-11 | 2023-06-12 | 本田技研工業株式会社 | コイル成形装置及びコイル成形方法 |
| DE102022127078A1 (de) * | 2022-10-17 | 2024-04-18 | Schaeffler Technologies AG & Co. KG | Verfahren und Vorrichtung zur Herstellung eines Stators einer elektrischen Rotationsmaschine, Stator sowie elektrische Rotationsmaschine |
| DE102022129444A1 (de) * | 2022-11-08 | 2024-05-08 | Schaeffler Technologies AG & Co. KG | Verfahren zur Montage eines Stators mit einer Wellenwicklung |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20040261885A1 (en) | 2003-06-27 | 2004-12-30 | Sadik Sadiku | Method and apparatus for forming wave windings for rotor and stator lamination packets of electrical machines |
| JP2013021859A (ja) | 2011-07-13 | 2013-01-31 | Denso Corp | 回転電機用固定子巻線の製造方法 |
| JP2019050677A (ja) | 2017-09-11 | 2019-03-28 | 株式会社小田原エンジニアリング | 回転電機の製造システム |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6619578B2 (en) * | 2001-11-27 | 2003-09-16 | General Electric Company | Winding apparatus and method |
| DE10328956A1 (de) * | 2003-06-27 | 2005-01-20 | Elmotec Statomat Vertriebs Gmbh | Verfahren und Vorrichtung zum Einführen von Wellenwicklungen in Rotor- und Statorblechpakete elektrischer Maschinen |
| BRPI0517903A (pt) * | 2004-12-20 | 2008-10-21 | Valeo Equip Electr Moteur | método de inserção de uma bobina ondulada em um estator de máquina elétrica giratória polifásica, e, estator de máquina elétrica giratória polifásica |
| FR2896351B1 (fr) * | 2006-01-16 | 2008-04-18 | Valeo Equip Electr Moteur | Procede pour realiser un stator de machine electrique tournante et agencement de conducteurs sur un support |
| JP4953032B2 (ja) | 2008-03-12 | 2012-06-13 | 株式会社デンソー | 固定子コイルの製造方法 |
| US9071116B2 (en) * | 2013-01-17 | 2015-06-30 | Remy Technologies, Llc | Apparatus for installing stator winding conductors |
| KR102272772B1 (ko) * | 2014-08-07 | 2021-07-02 | 발레오전장시스템스코리아 주식회사 | 회전 전기 기계용 와이어 조립체 및 그 와이어 조립체를 얻기 위한 대응 방법 |
| DE102015120963A1 (de) * | 2015-12-02 | 2017-06-08 | Elmotec Statomat Vertriebs Gmbh | Verfahren und Vorrichtung zur Herstellung von Rotoren oder Spulen von elektrischen Maschinen |
-
2021
- 2021-03-08 JP JP2021036596A patent/JP7222007B2/ja active Active
-
2022
- 2022-02-21 US US17/676,252 patent/US11735984B2/en active Active
- 2022-02-25 CN CN202210175938.1A patent/CN115037106B/zh active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20040261885A1 (en) | 2003-06-27 | 2004-12-30 | Sadik Sadiku | Method and apparatus for forming wave windings for rotor and stator lamination packets of electrical machines |
| JP2013021859A (ja) | 2011-07-13 | 2013-01-31 | Denso Corp | 回転電機用固定子巻線の製造方法 |
| JP2019050677A (ja) | 2017-09-11 | 2019-03-28 | 株式会社小田原エンジニアリング | 回転電機の製造システム |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2022136805A (ja) | 2022-09-21 |
| CN115037106B (zh) | 2025-09-30 |
| CN115037106A (zh) | 2022-09-09 |
| US11735984B2 (en) | 2023-08-22 |
| US20220286028A1 (en) | 2022-09-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7222007B2 (ja) | コイル成形装置及びコイル成形方法 | |
| JP7239625B2 (ja) | コイル成形装置及びコイル成形方法 | |
| CN111149285B (zh) | 用于绕线波形绕线垫的方法和装置 | |
| CN111865012B (zh) | 导体成形装置及波形绕组线圈的制造方法 | |
| JP7239624B2 (ja) | コイル成形装置及びコイル成形方法 | |
| CN112703665B (zh) | 用于为电机的绕组提供发卡型元件的方法 | |
| CN111201700B (zh) | 用于制造定子的半成品的方法和用于制造定子的半成品的设备 | |
| JP7289893B2 (ja) | コイル成形装置及びコイル成形方法 | |
| US20180254681A1 (en) | Stator assembly method | |
| JP7289894B2 (ja) | コイル成形装置及びコイル成形方法 | |
| US12014863B2 (en) | Coil-forming apparatus | |
| JP7289892B2 (ja) | コイル成形装置及びコイル成形方法 | |
| CN116391315A (zh) | 组装发夹绕组的设备和方法 | |
| JP7733715B2 (ja) | ステータの製造装置及びステータの製造方法 | |
| JP7014700B2 (ja) | コイル成形方法及びコイル成形装置 | |
| KR20190008920A (ko) | 스틸 코드를 내포하는 고무 시트의 제조 장치와 제조 방법 | |
| JP2023074679A (ja) | 導体成形装置及び波巻コイルの製造方法 | |
| US10889033B2 (en) | Sheet-like member forming method and apparatus | |
| JP2024144117A (ja) | コイル成形装置及びコイル成形方法 | |
| CN118739760A (zh) | 线圈成形装置及线圈成形方法 | |
| CN118739761A (zh) | 线圈成形装置及线圈成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20211129 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230124 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230202 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7222007 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |