JP7208848B2 - Manufacturing method of plastic cap - Google Patents
Manufacturing method of plastic cap Download PDFInfo
- Publication number
- JP7208848B2 JP7208848B2 JP2019063113A JP2019063113A JP7208848B2 JP 7208848 B2 JP7208848 B2 JP 7208848B2 JP 2019063113 A JP2019063113 A JP 2019063113A JP 2019063113 A JP2019063113 A JP 2019063113A JP 7208848 B2 JP7208848 B2 JP 7208848B2
- Authority
- JP
- Japan
- Prior art keywords
- cap
- inner plug
- side wall
- annular side
- pouring nozzle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Landscapes
- Closures For Containers (AREA)
Description
本発明は、キャップ本体と一体に成形された後切り離されて上蓋に組み合わされる中栓を備えて成るプラスチックキャップの製造方法に関するものであり、より詳細には、中栓のキャップ本体からの切断と上蓋との組付けの際のキャップ内空間の内圧の上昇を抑制可能なプラスチックキャップの製造方法に関する。 TECHNICAL FIELD The present invention relates to a method of manufacturing a plastic cap comprising an inner plug that is molded integrally with a cap body and then cut off and combined with an upper lid. The present invention relates to a method of manufacturing a plastic cap capable of suppressing an increase in internal pressure in a space inside the cap when assembled with the upper lid.
容器口部に固定して使用されるキャップ本体及び上蓋から成るプラスチックキャップにおいては、密封性を確保するために、最初に内容物を取り出す時に、キャップ本体頂板部の開口予定部に形成されたプルリングを引き上げて弱化部を破断することにより、内容物注出のための開口を形成することが行われている。
粘稠性を有する内容物が充填される容器に適用されるキャップにおいては、容器胴部を押圧することにより内容物が注出されるため、注出量を容易に調整するには注出口の径が小径であることが望ましい。しかしながら、注出口が小径のキャップでは、開口予定部にプルリングを形成すること自体が難しく、形成できたとしても、プルリングが小径となるため指で把持することが難しく、上述したように、使用開始時に容易に開口を形成することはできない。
In a plastic cap consisting of a cap body and a top lid that are fixed to the mouth of a container and used, a pull ring is formed on the intended opening of the top plate of the cap body when the contents are first taken out in order to ensure sealing performance. By pulling up and breaking the weakened portion, an opening for pouring out the contents is formed.
In a cap applied to a container filled with a viscous content, the content is poured out by pressing the body of the container. is preferably small. However, in a cap with a small spout, it is difficult to form a pull ring in the planned opening portion. Sometimes openings cannot be easily formed.
一方、開口予定部にプルリングのないキャップも知られており、例えば下記特許文献1には、頂壁に注出筒が設けられたキャップ本体と、該キャップ本体にヒンジ部を介して連結され、該ヒンジ部を支点として開閉可能に設けられた外蓋と、該外蓋内に保持され、該注出筒の開口を密閉する内蓋と、を備え、該内蓋は、壁部と、該壁部よりも内方に形成されると共に該上蓋が閉蓋された際に該注出筒の開口内に嵌入されるインナーリングとを有し、該外蓋は、天壁と、該天壁と連続するスカート壁と、該スカート壁よりも内方の該天壁内面に設けられると共に該注出筒の開口よりも大径に形成された筒壁とを有し、該筒壁は、該内蓋をその内方に保持するための保持手段を有するヒンジキャップであって、該インナーリングは、少なくとも該ヒンジ部側が該壁部よりも長く形成され、該内蓋は、該筒壁の内方に、少なくとも高さ方向に摺動可能に保持されており、該外蓋の開閉動作によって該外蓋と共に移動するものであることを特徴とするキャップが提案されている。 On the other hand, a cap that does not have a pull ring in the planned opening portion is also known. An outer lid that can be opened and closed using the hinge as a fulcrum, and an inner lid that is held in the outer lid and seals the opening of the pouring tube, wherein the inner lid includes a wall portion and the an inner ring formed inside the wall portion and fitted into the opening of the pouring tube when the upper lid is closed; the outer lid includes a top wall; and the top wall. and a tubular wall provided on the inner surface of the top wall inside the skirt wall and having a diameter larger than the opening of the pouring tube, the tubular wall comprising the A hinge cap having holding means for holding an inner lid inside thereof, wherein the inner ring is formed longer than the wall portion at least on the hinge portion side, and the inner lid extends inside the cylindrical wall. On the other hand, a cap has been proposed which is held slidably at least in the height direction and which moves together with the outer lid when the outer lid is opened and closed.
上記ヒンジキャップは、使用時にプルリングを引き上げて開口形成を行う必要がないことから、ワンアクションで開封して内容物を取り出すことができる。また上記内蓋が、キャップ本体及び外蓋とは別途形成された後、組み付けられた2ピースタイプのキャップであることから、内蓋が上蓋と別に動くことができ、密封性にも優れたものである。 When using the hinge cap, it is not necessary to pull up the pull ring to form an opening. In addition, since the inner lid is a two-piece type cap that is assembled after being formed separately from the cap main body and the outer lid, the inner lid can move separately from the upper lid and has excellent sealing performance. is.
しかしながら、上記ヒンジキャップは、2ピースタイプのキャップであることから、内蓋の成形工程及び内蓋の外蓋への組み付け工程という、2工程が追加されると共に、内蓋成形のための金型も必要になるため、ワンピースタイプのキャップの成形に比して、生産性及び経済性の点で未だ十分満足するものではない。
このような問題を解決するものとして、本発明者等は、キャップ本体及び上蓋から成るプラスチックキャップにおいて、上蓋には、天面内面から下方に突出し、外面に係合部を有する突出部が形成されており、キャップ本体には、注出用ノズル内面と密着可能な外径を有する環状側壁及び該環状側壁の下方に底部が形成されて成る中栓が形成されており、該中栓が、前記注出用ノズルの中栓と密着可能な内径を有するシール部分よりも下方で破断可能な弱化部を介してキャップ本体に一体に形成されており、環状側壁の内面には、前記突出部の係合部と上下方向に係合可能な被係合部が形成されていることを特徴とするプラスチックキャップを提案した(特願2017-129504)。
However, since the hinge cap is a two-piece type cap, two processes are added, namely, a process of forming the inner lid and a process of assembling the inner lid to the outer lid. Therefore, it is still not sufficiently satisfactory in terms of productivity and economy as compared with molding of a one-piece type cap.
In order to solve such problems, the present inventors have proposed a plastic cap consisting of a cap body and a top lid, in which the top lid is formed with a protrusion projecting downward from the inner surface of the top surface and having an engaging portion on the outer surface. The cap body is formed with an annular side wall having an outer diameter capable of being in close contact with the inner surface of the pouring nozzle, and an inner plug having a bottom formed below the annular side wall. It is formed integrally with the cap body through a weakened portion that can be broken below a seal portion having an inner diameter that can be tightly attached to the inner plug of the pouring nozzle, and the inner surface of the annular side wall is engaged with the protrusion. We have proposed a plastic cap characterized by forming an engaged portion that can engage vertically with the joint portion (Japanese Patent Application No. 2017-129504).
上記プラスチックキャップは、従来キャップ本体及び上蓋とは別部品として形成されていた中栓を、キャップ本体と一体成形可能であることから生産性に優れていると共に、優れた密封性及び開封性を発現することが可能である。
しかしながら、上記キャップは、キャップ本体に上蓋をセットしてシールした状態で、中栓部分を下方から押し上げることにより、シールされた状態にある上蓋とキャップ本体頂板部並びに中栓の上面により形成されるキャップ内空間の内圧が上昇し、上蓋とキャップ本体とのシール部分に隙間が生じたり、或いは加熱処理に付されると上蓋が開いてしまうという問題があった。
上蓋とキャップ本体のシール部分に隙間が生じてしまうと、内容物充填後のシャワー洗浄等の際に、キャップ内に洗浄水が流入するおそれがあり、また上蓋が開いた状態では、キャップ内が汚染されるおそれもある。その一方、上蓋内の内圧が上昇した場合でも上蓋とキャップ本体とのシール状態が影響を受けないように過剰に両者の嵌合を強めると、開封性に劣るようになる。
また、上記キャップは、中栓を下方から押し上げることにより、キャップ本体と中栓を連結する弱化部を破断して中栓をキャップ本体から切り離すことから、キャップ本体又は中栓の破断端縁に樹脂の伸びに起因するフェザリングが生じて糸状の樹脂片が発生するおそれがあるという問題があった。このような樹脂片が発生すると、中栓をキャップ本体に組み付ける際、樹脂片が挟まってしまい密封不良を引き起こす、または樹脂片が内容物内に落下混入する、といったことが懸念される。
The above plastic cap is excellent in productivity because the inner plug, which was conventionally formed as a separate part from the cap body and the top lid, can be integrally molded with the cap body, and exhibits excellent sealing and opening properties. It is possible to
However, the above-mentioned cap is formed by the upper lid, the top plate of the cap main body, and the upper surface of the inner plug, which are in a sealed state, by pushing up the inner plug portion from below in a state in which the upper lid is set on the cap body and sealed. There is a problem that the internal pressure of the space inside the cap rises and a gap is generated in the seal portion between the upper lid and the cap main body, or the upper lid opens when subjected to heat treatment.
If there is a gap between the sealing part of the top lid and the cap body, washing water may flow into the cap during shower cleaning after filling the contents, and the inside of the cap may leak when the top lid is open. There is also the risk of contamination. On the other hand, if the fitting between the top lid and the cap body is excessively strengthened so that the sealing state between the top lid and the cap body is not affected even when the internal pressure inside the top lid rises, the unsealing property is deteriorated.
In addition, in the above-mentioned cap, by pushing up the inner plug from below, the weakened portion connecting the cap body and the inner plug is broken and the inner plug is separated from the cap body. There has been a problem that feathering due to elongation of the resin may occur and thread-like resin pieces may be generated. If such resin pieces are generated, there is a concern that when the inner plug is assembled to the cap body, the resin pieces may be caught and cause a sealing failure, or the resin pieces may drop and enter the contents.
従って本発明の目的は、キャップ本体と一体に成形された後切り離されて上蓋に組み付けられる中栓を有するプラスチックキャップの製造方法において、弱化部破断後の切断端縁に糸状の樹脂片が発生することが有効に防止されていると共に、中栓のキャップ本体からの切り離し及び上蓋への組み付けの際のキャップ内空間の圧力上昇を有効に防止可能なプラスチックキャップの製造方法を提供することである。 SUMMARY OF THE INVENTION Accordingly, an object of the present invention is to provide a method for manufacturing a plastic cap having an inner plug that is molded integrally with the cap body and then cut off and assembled to the upper lid, in which thread-like resin pieces are generated at the cut edge after the weakened portion is broken. To provide a method for manufacturing a plastic cap capable of effectively preventing this and effectively preventing the pressure rise in the space inside the cap when the inner plug is separated from the cap body and assembled to the upper lid.
本発明によれば、頂板部及びスカート部から成り、該頂板部外面には開口予定部を取り囲むように注出用ノズルが形成されて成る、容器口部に嵌合固定されるキャップ本体と、天面と該天面外周縁から垂下する周状壁から成る上蓋とから成り、前記上蓋には、天面内面から下方に突出し、係合部を有する突出部が形成されており、前記キャップ本体には、前記注出用ノズル内面と密着可能な外径を有する環状側壁及び該環状側壁の下方に底部が形成されて成る中栓が形成されており、該中栓は、前記注出用ノズルの中栓と密着可能な内径を有するシール部分よりも下方で破断可能な弱化部を介してキャップ本体に一体に形成されており、前記環状側壁には、前記突出部の係合部と上下方向に係合可能な被係合部が形成されており、前記注出用ノズル内面には、キャップ本体から離脱した中栓の環状側壁外面との間に通気路を形成可能な部分を有しており、該通気路形成部分が、前記シール部分よりも下方且つ破断可能な弱化部よりも上方に位置するプラスチックキャップ前駆体を用い、前記上蓋をキャップ本体に適用しシールされた状態で、前記中栓の底部を下方から押圧することにより前記破断可能な弱化部を破断した後、前記中栓の底部を下方から更に押圧して、前記突出部の係合部と前記中栓の被係合部を係合可能とし且つ環状側壁外面と注出用ノズル内面とを密着させて成るプラスチックキャップの製造方法であって、前記破断可能な弱化部を破断した後に、前記中栓の押圧速度を遅くすることにより、前記環状側壁外面と注出用ノズル内面の間に形成される通気路から、前記上蓋及びキャップ本体頂板部により形成されるキャップ内空間の内圧を開放することを特徴とするプラスチックキャップの製造方法が提供される。 According to the present invention, the cap body is fitted and fixed to the mouth of the container, which consists of a top plate portion and a skirt portion, and a pouring nozzle is formed on the outer surface of the top plate portion so as to surround the intended opening portion; The cap body comprises a top surface and an upper lid comprising a peripheral wall hanging down from the outer peripheral edge of the top surface, the top lid protruding downward from the inner surface of the top surface and having an engaging portion. is formed with an annular side wall having an outer diameter that allows close contact with the inner surface of the pouring nozzle, and an inner plug formed with a bottom portion below the annular side wall, the inner plug being the pouring nozzle It is formed integrally with the cap body via a weakened portion that can be broken below the sealing portion having an inner diameter that can be tightly attached to the inner plug, and the annular side wall has an engaging portion of the protrusion and a vertical direction. and the inner surface of the pouring nozzle has a portion capable of forming an air passage with the outer surface of the annular side wall of the inner plug detached from the cap body. A plastic cap precursor in which the air passage forming portion is located below the sealing portion and above the breakable weakened portion is used, and the upper lid is applied to the cap main body and sealed, and the middle is sealed. After breaking the breakable weakened portion by pressing the bottom portion of the plug from below, the bottom portion of the inner plug is further pressed from below to engage the engaging portion of the projecting portion and the engaged portion of the inner plug. is engageable, and the outer surface of the annular side wall and the inner surface of the pouring nozzle are brought into close contact with each other, wherein after breaking the breakable weakened portion, the pressing speed of the inner plug is slowed down Thereby, the internal pressure of the space inside the cap formed by the upper lid and the top plate portion of the cap body is released from the air passage formed between the outer surface of the annular side wall and the inner surface of the pouring nozzle. A manufacturing method is provided.
本発明のプラスチックキャップの製造方法においては、
1.前記通気路が形成された状態で、中栓の押圧速度をゼロにする停止工程を有すること、
2.前記注出用ノズル内面には、内方に突出する複数個のリブが形成されており、隣接するリブの間が前記通気路となること、
3.前記破断可能な弱化部の破断直後から、前記中栓の環状側壁のシール部が前記複数個のリブを乗り越える前までの間、前記中栓の押圧速度を遅くする、或いは押圧速度をゼロにした後押圧速度を遅くすること、
4.前記上蓋が、キャップ本体にヒンジ連結されていること、
5.前記破断可能な弱化部の破断までの中栓の押圧速度が150mm/s以上であり、前記破断可能な弱化部の破断後の中栓の押圧速度が50mm/s以下であること、
が好適である。
In the method for producing a plastic cap of the present invention,
1. Having a stopping step of reducing the pressing speed of the inner plug to zero in a state where the air passage is formed;
2. a plurality of inwardly protruding ribs are formed on the inner surface of the pouring nozzle, and a space between adjacent ribs serves as the air passage;
3. The pressing speed of the inner plug is slowed down or set to zero from immediately after the breakable weakened portion is broken to before the sealing portion of the annular side wall of the inner plug rides over the plurality of ribs. slow down the post-pressing speed;
4. the top lid being hinged to the cap body;
5. The pressing speed of the inner plug before breaking the breakable weakened portion is 150 mm/s or more, and the pressing speed of the inner plug after breaking the breakable weakened portion is 50 mm/s or less;
is preferred.
本発明のプラスチックキャップは、中栓がキャップ本体に弱化部を介して一体に形成されており、中栓のキャップ本体からの切り離しと上蓋への組み付けを同時に行うことができ、生産性に優れている。しかも中栓の下方からの押し上げに際して、糸状の樹脂片を発生することなく弱化部を破断可能であると共に、弱化部破断後は、上蓋とキャップ本体頂板部で形成されるキャップ内空間の内圧を、注出用ノズル内面と中栓の環状側壁外面との間に形成された通気路から効率よく逃すことができることから、キャップ内空間の内圧の上昇を有効に防止することができ、上蓋とキャップ本体のシール状態を損なうことがない。特に大径の注出用ノズルの場合には、中栓の下方からの押し上げによりキャップ内空間に大きな圧縮力がかかり、キャップ内空間の内圧を上昇させやすいことから、本発明のプラスチックキャップは有効である。 In the plastic cap of the present invention, the inner plug is integrally formed with the cap body via the weakened portion, and the inner plug can be separated from the cap body and assembled to the upper lid at the same time, and is excellent in productivity. there is Moreover, when the inner plug is pushed up from below, the weakened portion can be broken without generating a thread-like resin piece, and after the weakened portion is broken, the internal pressure of the cap inner space formed by the upper lid and the top plate portion of the cap main body is released. Since it can escape efficiently from the ventilation path formed between the inner surface of the pouring nozzle and the outer surface of the annular side wall of the inner plug, it is possible to effectively prevent an increase in the internal pressure in the space inside the cap. It does not damage the sealing condition of the main body. Especially in the case of a large-diameter pouring nozzle, pushing up the inner plug from below exerts a large compressive force on the space inside the cap, which tends to increase the internal pressure of the space inside the cap, so the plastic cap of the present invention is effective. is.
(プラスチックキャップ前駆体)
本発明のプラスチックキャップの製造に用いられる、中栓がキャップ本体に破断可能な弱化部を介して一体に成形されているプラスチックキャップ前駆体について添付図面に基づいて説明する。
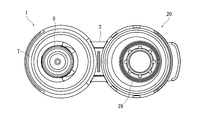
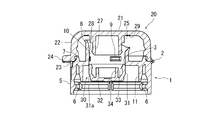
図1~図3に示す本発明のプラスチックキャップの前駆体の一例は、キャップ本体1、及びこのキャップ本体1にヒンジ2により連結された上蓋20、並びにキャップ本体1から破断可能な弱化部3を介して切り離し可能に形成され、キャップ本体1から切り離し後は上蓋20と一体可能にされる中栓30から成り、これらが一体的に成形されて成るヒンジキャップである。
容器口部(図示せず)に嵌合固定されるキャップ本体1は、頂板部4及び頂板部4の周縁から垂下するスカート部5から成っている。スカート部5の内面には、容器口部の係合凹部と係合し、キャップ本体1を容器口部に嵌合固定するための内方に突出する環状凸部6,6・・・が形成されている。
(Plastic cap precursor)
A plastic cap precursor, which is used for manufacturing the plastic cap of the present invention and in which an inner plug is formed integrally with a cap body via a breakable weakened portion, will be described with reference to the accompanying drawings.
An example of the precursor of the plastic cap of the present invention shown in FIGS. The hinge cap is composed of an
A
また頂板部4の外面側の端部には、上蓋20と係合して上蓋20を固定するための環状突起7が形成され、該環状突起7よりも内側の注出方向(ヒンジ2の反対側)側に注出用ノズル8が形成されている。この注出用ノズル8は、注出方向(図面向かって左)側の軸方向高さが高く、ヒンジ2側が低く傾斜して形成されている。注出用ノズル8の内面には、中栓30と密着可能な内径を有するシール部分10が形成されている。また、注出用ノズル8の内面には、内方に突出する複数個のリブ9,9・・・が下方に形成されている。リブ9,9・・・は、注出用ノズル8の内面の同一軸方向高さに間隔を置いて複数個形成されている。図に示す具体例では、リブ9,9・・・はそれぞれ周方向に40°の幅を有し、等間隔をおいて3個形成されている。
この隣接するリブ9,9の間が、中栓30のキャップ本体1からの離脱と上蓋20への組み付けに際して、上蓋20とキャップ本体1頂板部4並びに中栓上面で形成されるキャップ内空間の内圧を解放可能な通気路となる。このリブ9,9・・・の形成位置は、後述するように、上蓋20の突出部27の係合部28よりも下方であると共に、注出用ノズル8と中栓30の閉栓状態におけるシール部分10よりも下方且つ破断可能な弱化部3よりも上方である。一方、頂板部4の内面には、容器口部内面と密着するインナーリング11が形成されている。
An
Between the
全体を30で示す中栓は、注出用ノズル8と頂板部4の内面との境界部分によって区画される開口予定部を塞ぐように、注出用ノズル8と頂板部4の内面との境界部分(開口予定部の端縁)に破断可能な弱化部3を介してキャップ本体1と離脱可能な状態で一体に形成されている。このように、キャップ本体1と中栓30を連結する弱化部を下方に位置させることにより、リブ9と弱化部3の軸方向距離を長くして、中栓30を注出用ノズル8内にセットする際の弱化部3の破断とリブ9の乗り越えのタイミングをずらすことができ、中栓30をセットする際の抵抗を低減できる。
この中栓30は、破断可能な弱化部3から下方に延びる環状側壁31及び環状側壁31の軸方向下端を塞ぐように底部32が形成されている。また前述したとおり、環状側壁31の外径は、注出用ノズル8の内面と密着する大きさであり、中栓全体の軸方向長さは、図に示す具体例では、注出用ノズル8のヒンジ側高さとほぼ同等の長さとなるように形成されている。また図に示す具体例では、環状側壁31の下方外面に、外径を減少させる段差部31aが形成されており、後述するように、中栓が上蓋と一体化された後にこの段差部31aの下面が前述したリブ9,9・・・の上面によって係止される。
また中栓30の環状側壁31の内面上方には、後述する上蓋に形成された中栓係合部(係合部)と被係合するための環状の上蓋係合部(被係合部)33が形成されている。
更に、中栓30の底部32には軸方向上方に延びる環状のガイド部34が形成されている。
The inner plug, whose entirety is indicated by 30, is a boundary between the pouring
The
An annular upper lid engaging portion (engaged portion) for being engaged with an inner stopper engaging portion (engaging portion) formed on the upper lid, which will be described later, is provided above the inner surface of the
Further, an
全体を20で示す上蓋は、キャップ本体1のスカート部5の上端の注出方向と反対側の位置にヒンジ2を介してキャップ本体1と一体に成形されている。
上蓋20は、天面21と天面21の外周縁から垂下する周状壁22から成っており、周状壁22の内面下方には、前述したキャップ本体1の環状突起7と係合し、閉栓状態において上蓋20をキャップ本体1に固定するための環状突条23が形成されている。また周状壁22の下端のヒンジ2と反対側の位置には、上蓋20を上方に持ち上げるための摘み24が形成されている。尚、本明細書において、上蓋20に関する軸方向の上方又は下方とは、天面21を上にした状態(図3に示すような状態)での上方又は下方をいう。
また天面21には、閉栓状態において、中栓30の環状側壁31の先端とその先端が合致する下方に延びる周状突起25が形成されている。この周状突起25が中栓30の環状側壁31先端に位置することにより、中栓30が上方に行き過ぎてしまうことを防止することができる。
また上蓋20の周状突起25よりも外側には、液垂れ防止用の3条の環状浅溝29が形成されており、上蓋の開閉栓の繰返しに起因するキャップ本体1の注出用ノズル8外周りの内容液による汚れを好適に防止することができる。
The upper lid, which is indicated as a whole by 20, is formed integrally with the
The
The
Three circular
上蓋20の周状突起25よりも内側には、キャップ本体1から離脱された中栓30を固定するための、下方に突出する環状の突出部27が形成されている。この環状突出部27の先端外周面には、外方に突出する中栓係合部(係合部)28が周方向に等間隔を空けて複数個形成されている。そして、中栓係合部(係合部)28は、前述した中栓30の上蓋係合部(被係合部)33と上下方向に係合可能に形成されている。尚、環状突出部27の係合部28よりも下方に前述したリブ9,9・・・が位置することが望ましい。これにより中栓30がリブ9を乗り越える際の抵抗を低減することができる。
この環状突出部27内に、前述した中栓30の環状ガイド部34が挿入されることによって、キャップ本体1から離脱した中栓30の傾き防止と、上蓋開封時における突出部27が内倒れすることによる中栓30の上蓋20からの離脱が防止できる。また環状ガイド部34の先端34aは、中栓が上蓋と一体化された状態で、前記環状突出部27の係合部28よりも軸方向の上方に位置し且つ中栓30の上蓋係合部(被係合部)33の軸方向の下方に位置している(図8参照)。これにより、中栓を上蓋にセットする際に、突出部27の係合部28が径方向内側に逃げることができ、中栓30の上蓋係合部(被係合部)33をスムーズに乗り越えることが可能になる。
尚、環状突出部27は、環状ガイド部34の外径よりも大きい内径を有し、且つその長さはガイド部34の長さよりも深く形成されている。これにより中栓30は、上蓋20に対して可動領域を有することになる。
Inside the
By inserting the
The annular projecting
(プラスチックキャップの製造方法)
本発明のプラスチックキャップの製造方法においては、図1及び図2に示したように、キャップ本体1と中栓30が破断可能な弱化部3を介して一体に成形されたプラスチックキャップ前駆体を製造した後、図3に示すように、上蓋20をキャップ本体1に被せて、キャップ本体1の環状突起7と上蓋20の環状突条23を係合させて固定させた状態とする。
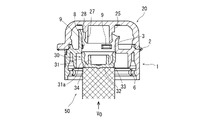
本発明のプラスチックキャップの製造方法においては、図4に示すように、上蓋20がキャップ本体1に固定された状態のプラスチック前駆体を、押し上げ治具50にセットし、押し上げ治具を上昇してキャップ本体1と中栓30を連結する破断可能な弱化部3を破断した後に、押し上げ治具50の押圧速度を遅くすることが重要な特徴である。
(Manufacturing method of plastic cap)
In the method of manufacturing a plastic cap of the present invention, as shown in FIGS. 1 and 2, a plastic cap precursor is manufactured in which the cap
In the method of manufacturing a plastic cap according to the present invention, as shown in FIG. 4, the plastic precursor with the
すなわち、前述したとおり、キャップ本体1と中栓30を連結する破断可能な弱化部3を破断するのに押し上げ治具50を低速で上昇させた場合には、弱化部3が樹脂の伸びを生じながら破断される結果、破断端縁にフェザリングを生じるおそれがあり、このフェザリング部分が押し上げ治具50との接触などにより破断されてしまうと糸状の樹脂片が発生するおそれがある。
本発明においては、上蓋20が閉じられ、キャップ本体1に固定された状態のプラスチックキャップ前駆体が押し上げ治具50にセットされた図4に示す状態から、押し上げ治具50が上昇し、キャップ本体1と中栓30を連結する弱化部3が破断された直後の図5に示す状態の間における押し上げ治具50の押圧速度(V0)を高速とすることにより、弱化部の伸びを生じることなく、破断端縁のフェザリングの発生、ひいては糸状の樹脂片の発生を抑制することが可能になる。押し上げ治具の押圧速度(V0)は、キャップの材質や大きさ、弱化部の厚み等によって適宜変更することができ、これに限定されないが、注出用開口(開口予定部)の口径が3~30mm程度のポリエチレンから成るキャップの場合では、150~400mm/sの範囲とすることが望ましい。
That is, as described above, when the push-up
In the present invention, from the state shown in FIG. 4 in which the
また、キャップ本体1と中栓30を連結する弱化部3が破断された後において、押し上げ治具50を上述した高速の押圧速度(V0)で維持したまま上昇させた場合には、注出用ノズル8内面下方に形成された内方に突出する複数個の隣接するリブ9,9・・・の間の通気路が短時間で閉じてしまうことからキャップ内空間の内圧を効率よくキャップ外へ逃すことができない。
本発明においては、弱化部3が破断された直後の図5に示す状態から、通気路が形成される図6および図7に示す状態を経て、通気路が完全に閉じられる図8に示す状態よりも前に、押し上げ治具50の押圧速度を低速とすることにより、キャップ内空間の内圧を効率よくキャップ外へ解放することが可能になる。
すなわち、図6に示す状態では、中栓30の環状側壁31がリブ9,9・・・に当接すると共に、隣接するリブ9,9・・・の間と中栓の環状側壁31の外面との間には、リブ9の内方への突出量だけ通気路(隙間)が形成されている。中栓30の上昇により上昇するキャップ内空間の内圧は、この隙間を通ってキャップ外(キャップ本体の下方)に解放される。中栓30のガイド部34が環状突出部27内に挿入されると共に、上蓋係合部(被係合部)33が上蓋20の環状突出部27の中栓係合部(係合部)28を乗り越え、互いに係合し、また中栓30の環状側壁31の注出用ノズル内面とのシール部35となる上部がリブ9,9・・・を完全に乗り越える直前の状態にある図7の状態に至るまで、隣接するリブ9,9・・・の間と環状側壁31の外面との間の通気路(隙間)は形成されていることから、押し上げ治具50の押圧速度(V1)を上述したV0よりも低速にすることにより、キャップ内空間の内圧を通気路を通して効率よくキャップ外に解放することが可能になる。
押し上げ治具の押圧速度V1は、リブの突出量により形成される通気路の大きさによって適宜変更可能であり、可及的に低速度であることがキャップ内空間の内圧を確実に解放する上で好ましいが、生産性の観点からは、10~50mm/sの範囲とすることが望ましい。
尚、弱化部破断のための押し上げ治具の高速の押圧速度(V0)からキャップ内空間の内圧を効率よく開放するための押し上げ治具の低速の押圧速度(V1)への速度変更は、中栓又は押し上げ治具の上昇距離により予め決定しておくことでより容易に行うことができる。
Further, after the weakened
In the present invention, the state shown in FIG. 5 immediately after the weakened
That is, in the state shown in FIG. 6, the
The pushing speed V1 of the push - up jig can be appropriately changed according to the size of the air passage formed by the amount of protrusion of the ribs, and a speed as low as possible reliably releases the internal pressure in the space inside the cap. From the viewpoint of productivity, it is preferable to set the speed in the range of 10 to 50 mm/s.
The speed change from the high pressing speed (V 0 ) of the pushing jig for breaking the weakened portion to the low pressing speed (V 1 ) of the pushing jig for efficiently releasing the internal pressure of the space inside the cap is , the inner plug or the lifting distance of the push-up jig can be determined in advance.
図7に示す状態から、中栓30が注出用ノズル8内を更に上昇し、中栓30の環状側壁31のシール部35となる箇所がリブ9,9・・・を完全に乗り越え、段差部31aがリブ9,9・・・の上面と係合した状態になると、リブ9,9・・・の有無にかかわらず、注出用ノズル8の内面のシール部分10と環状側壁31の外面のシール部35は密着し、キャップの液密性を確保可能なシール状態を形成する(図8)。したがって図7の状態から図8に示す状態まで、中栓30を押し上げる押圧速度(V2)は特に制限はなく、V1よりも高速で押し上げることもできるが、速度変更は煩雑であるため、上述した低速のV1のまま押し上げることが好適である。
また図6~図7の状態、或いは図8に至る前の状態においては、前述したとおり、隣接するリブ9,9・・・の間と中栓の環状側壁31の外面との間に、リブ9の内方への突出量だけ通気路(隙間)が形成されている状態にある。この通気路が形成されている間に、前記中栓を押し上げる押圧速度(V0)をゼロ、すなわち中栓30の押し上げを一旦停止した後、押圧速度を低速(V1)切り替えることもできる。これにより、キャップ内空間が通気状態にある時間を確保し、内圧を確実に解放することができる。
From the state shown in FIG. 7, the
6 to 7 or before reaching FIG. 8, as described above,
図8に示すように、中栓30の上蓋20へのセットが完了した状態では、キャップ内空間の内圧は充分に解放されており、ほぼ大気圧と同じでゲージ圧1kPa以下に維持されている。またリブ9,9・・・よりも上方位置で注出用ノズル8内面のシール部分10と環状側壁31外面のシール部35が密着していることから、液密性が確保される。このシール部35は、破断後の弱化部3のバリの影響を受けることもなく、注出用ノズル8の内容物の注出性を維持可能である。またキャップがシャワー洗浄に付された場合の洗浄水侵入のおそれや、加熱殺菌処理等に付され環境温度が上昇した場合に上蓋20がキャップ本体1から外れてしまうようなことも有効に防止されている。
As shown in FIG. 8, when the setting of the
図8に示した状態で中栓30が上蓋20にセットされたプラスチックキャップは、図9に示すように、上蓋20を引き上げることにより、中栓30が上蓋20と一体化し注出用ノズル8から取り除かれる。この際、中栓30のガイド部34は環状突出部27内に挿入されているため、突出部27が内方に倒れてしまうことが有効に防止される。即ち、中栓30の環状側壁31の外面と注出用ノズル8の内面とを比較的強く密着させシール性を向上させても、上蓋20から中栓30が外れてしまうことを防止できる。
The plastic cap in which the
上述した本発明のプラスチックキャップの製造方法は、中栓のキャップ本体からの離脱及び上蓋への組み付けのための押し上げに際してキャップ内空間の内圧を上昇しやすい、キャップ本体頂板部の径に対して比較的大径の注出用開口が形成されたヒンジキャップについて説明したが、内容物の使用開始に際して、プルリングにより注出用開口を形成する必要がないことから、小径の注出用開口を有するプラスチックキャップについても同様に成形することができる。このような小径の注出用開口を有するキャップにおいては、容器を押圧した分だけ注出することができると共に、容易にスクイズバック可能であり、液だれなどを有効に防止することできる。尚、本明細書において、小径の注出用開口とは、開口予定部にプルリングを形成できない程度の口径の注出用開口(開口予定部)を意味しており、これに限定されないが、3~18mm程度の口径を有する注出用開口(開口予定部)をいう。かかる小径の注出用開口を有するキャップは、スクイズボトルなどのように内容物を絞り出すタイプの容器に好適に使用できる。また、紙容器等に溶着固定されるような注出スパウトであっても構わない。 The above-described method for manufacturing a plastic cap according to the present invention can be compared with the diameter of the top plate portion of the cap body, which tends to increase the internal pressure in the space inside the cap when the inner plug is pushed up for detachment from the cap body and assembly to the upper lid. Although a hinge cap with a large-diameter pouring opening has been described, since it is not necessary to form a pouring opening with a pull ring when starting to use the contents, a plastic with a small-diameter pouring opening can be used. The cap can also be molded in a similar manner. With such a cap having a small-diameter pouring opening, it is possible to pour out as much as the container is pressed, and it is also possible to easily squeeze back, thereby effectively preventing dripping. In this specification, the small-diameter pouring opening means a pouring opening (planned opening) having a diameter that does not allow the formation of a pull ring in the planned opening, and is not limited to this. Refers to a pouring opening (planned opening) with a diameter of about 18 mm. A cap having such a small-diameter pouring opening can be suitably used for a type of container that squeezes out the content, such as a squeeze bottle. Moreover, it may be a spout that is welded and fixed to a paper container or the like.
本発明のプラスチックキャップの製造方法においては、上述した図に示した具体例に限定されず、種々の変更が可能である。
すなわち、図に示したプラスチックキャップ前駆体は、キャップ本体及び上蓋がヒンジで連結され、キャップ本体及び上蓋並びに中栓が一体的に成形されるものであったが、上蓋がキャップ本体と別体として成形され、キャップ本体に螺子係合等によって固定されるものであってもよい。
また図に示したキャップ本体は、容器口部に係合部同士で嵌合固定されるスカート部が一重構造の打栓キャップであったが、分別廃棄を容易にするために、スカート部の外側にスコアが形成された外側筒壁を有する二重構造とすることもできる。また容器口部と螺子係合によって固定されるスカート部に螺子部が形成されたキャップ本体であっても勿論よい。
The method of manufacturing the plastic cap of the present invention is not limited to the specific examples shown in the above drawings, and various modifications are possible.
That is, in the plastic cap precursor shown in the figure, the cap main body and the upper lid are connected by a hinge, and the cap main body, the upper lid and the inner plug are integrally molded. It may be molded and fixed to the cap body by screw engagement or the like.
The cap main body shown in the figure is a stoppering cap with a single-layered skirt portion that is fitted and fixed to the mouth of the container by the engaging portions. A double structure having an outer cylindrical wall with a score formed in the outer wall is also possible. Further, it is of course possible to use a cap body in which a screw portion is formed on a skirt portion that is fixed to the mouth portion of the container by screw engagement.
また、図1~図8に示した中栓は、環状側壁のシール部となる部分よりも下方に環状側壁の径を減少する段差部が形成され、この段差部が注出用ノズルのリブの上面と上下方向に係止するものであったが、このような段差を設けることなく、環状側壁と底部の境界部分に傾斜が形成された円錐台形状や、半球状等であってもよい。
また注出用ノズル内面に形成されるリブの各々の周方向長さは同一であり、またリブが形成された位置の注出用ノズルの径中心に対して対称の位置にはリブが形成されていない非存在領域が形成されていることが好適である。これにより、リブを乗り越える際の抵抗を更に低減できる。
図に示したリブは、注出用ノズルの同一軸方向高さに3個等間隔で形成されていたが、これに限定されず、注出用ノズルの内径やリブの周方向幅に応じて適宜複数個で形成すればよい。また注出用ノズルの軸方向長さやリブの軸方向長さにもよるが、複数個のリブは必ずしもの同一軸方向高さになくてもよい。
1 to 8 is formed with a stepped portion that reduces the diameter of the annular side wall below the portion of the annular side wall that serves as the seal portion, and this stepped portion forms the rib of the pouring nozzle. Although the upper surface is engaged in the vertical direction, a truncated cone shape in which a slope is formed at the boundary portion between the annular side wall and the bottom portion, or a hemispherical shape, etc. may be used without providing such a step.
The ribs formed on the inner surface of the pouring nozzle have the same length in the circumferential direction, and the ribs are formed at symmetrical positions with respect to the radial center of the pouring nozzle where the ribs are formed. Preferably, a non-existing region is formed. Thereby, the resistance when getting over the rib can be further reduced.
Although the ribs shown in the figure are formed at three equal intervals at the same axial height of the pouring nozzle, the present invention is not limited to this. A plurality of them may be formed as appropriate. Also, depending on the axial length of the pouring nozzle and the axial length of the ribs, the plurality of ribs does not necessarily have to be at the same axial height.
また中栓とキャップ本体との連結部である破断可能な弱化部は、注出用ノズル内面において、中栓の環状側壁の外面が密着可能な内径を有するシール部よりも下方に形成されたリブよりも更に下方に位置することが必要であり、図に示した具体例では、注出用ノズルの下端が頂板部と一致し、キャップ本体の開口予定部の端縁に破断可能な弱化部を介して中栓が一体的に形成されていたが、この態様には限定されない。例えば、注出用ノズルの下端が頂板部よりも下方に位置するような場合には、注出用ノズルの下端で破断可能な弱化部を介して中栓が一体的に形成されていてもよいし、或いは注出用ノズルの内面が部分的に縮径されて、その縮径された部分がシール部となっているような場合においては、このシール部及びリブよりも下方の注出用ノズル内面で破断可能な弱化部を介して中栓が一体的に形成されていてもよい。
更に、図に示した具体例のように、注出用ノズルと頂板部内面との境界部分(開口予定部の端縁)に破断可能な弱化部を形成する以外にも、この境界部分に下方に行くに従って内径が広くなるようなテーパ面が形成され、このテーパ面の上端に弱化部が形成されていてもよい。
The breakable weakened portion, which is the connecting portion between the inner plug and the cap main body, is a rib formed on the inner surface of the pouring nozzle below the seal portion having an inner diameter that allows the outer surface of the annular side wall of the inner plug to be in close contact. In the specific example shown in the figure, the lower end of the pouring nozzle coincides with the top plate portion, and a breakable weakened portion is formed on the edge of the opening portion of the cap body. Although the inner plug was integrally formed through the inner plug, it is not limited to this aspect. For example, when the lower end of the pouring nozzle is positioned below the top plate portion, the inner plug may be integrally formed via a breakable weakened portion at the lower end of the pouring nozzle. Alternatively, in the case where the inner surface of the pouring nozzle is partially reduced in diameter and the reduced diameter portion serves as a sealing portion, the pouring nozzle below the sealing portion and the rib The inner plug may be integrally formed via a weakened portion that can be broken on the inner surface.
Furthermore, as in the specific example shown in the figure, in addition to forming a breakable weakened portion at the boundary portion (the edge of the portion to be opened) between the pouring nozzle and the inner surface of the top plate portion, a downward A tapered surface may be formed so that the inner diameter becomes wider as it goes toward the groove, and a weakened portion may be formed at the upper end of the tapered surface.
本発明に用いるプラスチックキャップ前駆体は、ヒンジキャップにおいては、上蓋を開いた状態で、射出成形等によって一体的に成形することが可能である。次いで上蓋を折り曲げキャップ本体に固定した後、下方から押圧治具などで中栓部分を上方に押し上げることによって、キャップ本体と中栓上端の境界に形成された破断可能な弱化部の引裂きと共に、中栓を上蓋に固定することが可能になる。
本発明に用いるプラスチックキャップ前駆体は、ポリエチレン、ポリプロピレン等のオレフィン系樹脂などの従来プラスチックキャップの成形に用いられていた樹脂により、射出成形や圧縮成形等、従来公知の方法によって成形することができる。
In the hinge cap, the plastic cap precursor used in the present invention can be integrally molded by injection molding or the like with the upper lid opened. Next, after the upper lid is bent and fixed to the cap main body, by pushing up the inner plug portion from below with a pressing jig or the like, the breakable weakened portion formed at the boundary between the cap main body and the upper end of the inner plug is torn, and the inner It becomes possible to fix the plug to the top lid.
The plastic cap precursor used in the present invention can be molded by conventionally known methods such as injection molding and compression molding using resins conventionally used for molding plastic caps, such as olefin resins such as polyethylene and polypropylene. .
本発明のプラスチックキャップの製造方法は、キャップ本体と中栓をワンピースで形成可能なプラスチックキャップを、中栓の上蓋へのセットに伴うキャップ内空間の内圧の上昇を効率よく解放することができ、上蓋とキャップ本体とのシール部分に隙間が生じたり、或いは加熱処理に付されると上蓋が開いてしまうという問題を生じることがないため、内容品を高温で充填する容器や、高温でのシャワー洗浄及び冷却が必要な容器に適用され鵜キャップの製造方法として好適に使用できる。 The method for manufacturing a plastic cap of the present invention can efficiently release the increase in internal pressure in the space inside the cap that accompanies the setting of the plastic cap, in which the cap main body and the inner plug can be formed in one piece, to the upper lid of the inner plug. Since there is no problem that a gap is formed in the sealing part between the upper lid and the cap body, or that the upper lid is opened when subjected to heat treatment, it can be used in containers filled with contents at high temperature or in showers at high temperature. It can be applied to containers that require washing and cooling and can be suitably used as a method for manufacturing cormorant caps.
1 キャップ本体、2 ヒンジ、3 弱化部、4 頂板部、5 スカート部、6 環状凸部、7 環状突起、8 注出用ノズル、9 リブ、10 シール部分、11 インナーリング、20 上蓋、21 天面、22 周状壁、23 環状突条、24 摘み、25 周状突起、26 円弧状突起、27 環状突出部、28 中栓係合部(係合部)、30 中栓、31 環状側壁、32 底部、33 上蓋係合部(被係合部)、34 ガイド部、35 シール部、40 通気路(隙間)、50 押圧治具。
REFERENCE SIGNS
Claims (6)
前記上蓋には、天面内面から下方に突出し、係合部を有する突出部が形成されており、
前記キャップ本体には、前記注出用ノズル内面と密着可能な外径を有する環状側壁及び該環状側壁の下方に底部が形成されて成る中栓が形成されており、該中栓は、前記注出用ノズルの中栓と密着可能な内径を有するシール部分よりも下方で破断可能な弱化部を介してキャップ本体に一体に形成されており、前記環状側壁には、前記突出部の係合部と上下方向に係合可能な被係合部が形成されており、
前記注出用ノズル内面には、キャップ本体から離脱した中栓の環状側壁外面との間に通気路を形成可能な部分を有しており、該通気路形成部分が、前記シール部分よりも下方且つ破断可能な弱化部よりも上方に位置するプラスチックキャップ前駆体を用い、
前記上蓋をキャップ本体に適用しシールされた状態で、前記中栓の底部を下方から押圧することにより前記破断可能な弱化部を破断する工程、前記キャップ本体から破断された中栓の底部を下方から押圧して、前記突出部の係合部と前記中栓の被係合部を係合可能とし且つ環状側壁外面と注出用ノズル内面とを密着させる工程とを有するプラスチックキャップの製造方法であって、
前記破断可能な弱化部を破断した後に、中栓の押圧速度を遅くすることにより、前記環状側壁外面と注出用ノズル内面の間に形成される通気路から、前記上蓋及びキャップ本体頂板部により形成されるキャップ内空間の内圧を開放することを特徴とするプラスチックキャップの製造方法。 a cap body fitted and fixed to the mouth of the container, comprising a top plate and a skirt, and having a pouring nozzle formed on the outer surface of the top plate so as to surround the intended opening, a top surface, and the top surface a top cover comprising a peripheral wall depending from the outer peripheral edge,
The upper lid is formed with a protruding portion protruding downward from the inner surface of the top surface and having an engaging portion,
The cap main body is formed with an annular side wall having an outer diameter capable of coming into close contact with the inner surface of the pouring nozzle, and an inner plug having a bottom formed below the annular side wall. It is formed integrally with the cap body through a weakened portion that can be broken below a seal portion having an inner diameter that can be tightly attached to the inner plug of the discharge nozzle, and the annular side wall has an engaging portion for the protrusion. and an engaged portion that can be engaged in the vertical direction is formed,
The inner surface of the pouring nozzle has a portion capable of forming an air passage with the outer surface of the annular side wall of the inner plug separated from the cap body, and the air passage forming portion is located below the sealing portion. and using a plastic cap precursor positioned above the breakable weakened portion,
pressing the bottom of the inner plug from below to break the breakable weakened portion in a state in which the top lid is applied to the cap body and sealed; A method for manufacturing a plastic cap, comprising the step of pressing the cap from above to make the engaging portion of the projecting portion engageable with the engaged portion of the inner plug, and to bring the outer surface of the annular side wall and the inner surface of the pouring nozzle into close contact with each other. There is
After breaking the breakable weakened portion, by slowing down the pressing speed of the inner plug, the air flow path formed between the outer surface of the annular side wall and the inner surface of the pouring nozzle is removed from the upper lid and the top plate portion of the cap body. A method of manufacturing a plastic cap, characterized by releasing the internal pressure of the space formed in the cap.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019063113A JP7208848B2 (en) | 2019-03-28 | 2019-03-28 | Manufacturing method of plastic cap |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019063113A JP7208848B2 (en) | 2019-03-28 | 2019-03-28 | Manufacturing method of plastic cap |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020158198A JP2020158198A (en) | 2020-10-01 |
| JP7208848B2 true JP7208848B2 (en) | 2023-01-19 |
Family
ID=72641614
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019063113A Active JP7208848B2 (en) | 2019-03-28 | 2019-03-28 | Manufacturing method of plastic cap |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7208848B2 (en) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015209275A (en) | 2014-04-30 | 2015-11-24 | 株式会社吉野工業所 | Hinge cap with inner plug |
| JP2019011131A (en) | 2017-06-30 | 2019-01-24 | 日本クロージャー株式会社 | Plastic cap and method for manufacturing the same |
| JP2019014514A (en) | 2017-07-07 | 2019-01-31 | 三笠産業株式会社 | cap |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10338253A (en) * | 1997-06-06 | 1998-12-22 | Ishizuka Glass Co Ltd | Synthetic resin cap |
-
2019
- 2019-03-28 JP JP2019063113A patent/JP7208848B2/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015209275A (en) | 2014-04-30 | 2015-11-24 | 株式会社吉野工業所 | Hinge cap with inner plug |
| JP2019011131A (en) | 2017-06-30 | 2019-01-24 | 日本クロージャー株式会社 | Plastic cap and method for manufacturing the same |
| JP2019014514A (en) | 2017-07-07 | 2019-01-31 | 三笠産業株式会社 | cap |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020158198A (en) | 2020-10-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5804847B2 (en) | cap | |
| JP5038787B2 (en) | cap | |
| JP6671419B2 (en) | Plastic cap and manufacturing method thereof | |
| JP2019064727A (en) | Plastic cap and production method thereof | |
| JP5937331B2 (en) | Spout with cap for aseptic filling | |
| JP5362440B2 (en) | Hinge cap | |
| JP7208848B2 (en) | Manufacturing method of plastic cap | |
| JP7257148B2 (en) | Plastic cap and its manufacturing method | |
| JP2019131216A (en) | Hinge cap | |
| JP7259228B2 (en) | Spout plug and packaging container with spout plug | |
| JP3938960B2 (en) | Composite cap | |
| JP6157955B2 (en) | Hinge cap | |
| JPWO2017022736A1 (en) | Container spout sealing structure | |
| JP5306967B2 (en) | Hinge cap | |
| JP7500136B2 (en) | Plastic Moldings | |
| JP4937535B2 (en) | Synthetic resin cap and manufacturing method thereof | |
| JP2006224996A (en) | Plastic cap having liner | |
| JP7558628B2 (en) | Hinge Cap | |
| JP7551453B2 (en) | Hinge Cap | |
| JP5290839B2 (en) | Blow molded thin bottle | |
| JP7348789B2 (en) | Synthetic resin cap | |
| JP7266951B2 (en) | hinge cap | |
| JP7307458B2 (en) | Method for manufacturing cap, inner plug, method for manufacturing cap | |
| JP4790434B2 (en) | Hinge cap | |
| JP2007176554A (en) | Compound hinged cap |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A625 | Written request for application examination (by other person) |
Free format text: JAPANESE INTERMEDIATE CODE: A625 Effective date: 20220210 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20221209 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20221227 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230106 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7208848 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |