JP7199940B2 - 複合材料製航空機用部品およびその製造方法 - Google Patents
複合材料製航空機用部品およびその製造方法 Download PDFInfo
- Publication number
- JP7199940B2 JP7199940B2 JP2018226503A JP2018226503A JP7199940B2 JP 7199940 B2 JP7199940 B2 JP 7199940B2 JP 2018226503 A JP2018226503 A JP 2018226503A JP 2018226503 A JP2018226503 A JP 2018226503A JP 7199940 B2 JP7199940 B2 JP 7199940B2
- Authority
- JP
- Japan
- Prior art keywords
- composite material
- laminate
- aircraft
- manufacturing
- reinforcing fibers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000002131 composite material Substances 0.000 title claims description 119
- 238000004519 manufacturing process Methods 0.000 title claims description 57
- 239000012783 reinforcing fiber Substances 0.000 claims description 76
- 238000000465 moulding Methods 0.000 claims description 49
- 238000000034 method Methods 0.000 claims description 43
- 239000011342 resin composition Substances 0.000 claims description 36
- 238000010030 laminating Methods 0.000 claims description 9
- 238000010438 heat treatment Methods 0.000 claims description 3
- 238000003825 pressing Methods 0.000 claims description 2
- 239000000835 fiber Substances 0.000 description 25
- 229920005989 resin Polymers 0.000 description 23
- 239000011347 resin Substances 0.000 description 23
- 239000000463 material Substances 0.000 description 17
- 229920001187 thermosetting polymer Polymers 0.000 description 14
- 238000010586 diagram Methods 0.000 description 10
- 229920005992 thermoplastic resin Polymers 0.000 description 9
- 239000002184 metal Substances 0.000 description 8
- 229910052751 metal Inorganic materials 0.000 description 8
- 239000011159 matrix material Substances 0.000 description 6
- 230000000452 restraining effect Effects 0.000 description 6
- 229920000049 Carbon (fiber) Polymers 0.000 description 5
- 239000004917 carbon fiber Substances 0.000 description 5
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 4
- 229910052802 copper Inorganic materials 0.000 description 4
- 239000010949 copper Substances 0.000 description 4
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- 239000000178 monomer Substances 0.000 description 4
- 230000000379 polymerizing effect Effects 0.000 description 4
- 230000003014 reinforcing effect Effects 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 3
- 239000004918 carbon fiber reinforced polymer Substances 0.000 description 3
- 239000011888 foil Substances 0.000 description 3
- 230000000704 physical effect Effects 0.000 description 3
- 239000004696 Poly ether ether ketone Substances 0.000 description 2
- 239000004697 Polyetherimide Substances 0.000 description 2
- 239000004734 Polyphenylene sulfide Substances 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- 238000005553 drilling Methods 0.000 description 2
- 239000003822 epoxy resin Substances 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 238000003475 lamination Methods 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 229920000647 polyepoxide Polymers 0.000 description 2
- 229920002530 polyetherether ketone Polymers 0.000 description 2
- 229920001601 polyetherimide Polymers 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 229920000069 polyphenylene sulfide Polymers 0.000 description 2
- 230000000717 retained effect Effects 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 238000009966 trimming Methods 0.000 description 2
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- 206010058109 Hangnail Diseases 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 229920006231 aramid fiber Polymers 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 239000000805 composite resin Substances 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- -1 curing accelerator Substances 0.000 description 1
- 239000004643 cyanate ester Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000032798 delamination Effects 0.000 description 1
- 230000001066 destructive effect Effects 0.000 description 1
- 229920006351 engineering plastic Polymers 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 239000000088 plastic resin Substances 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 239000009719 polyimide resin Substances 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 230000000644 propagated effect Effects 0.000 description 1
- 239000010453 quartz Substances 0.000 description 1
- 239000012763 reinforcing filler Substances 0.000 description 1
- 239000012779 reinforcing material Substances 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 239000003566 sealing material Substances 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 229920001567 vinyl ester resin Polymers 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D99/00—Subject matter not provided for in other groups of this subclass
- B29D99/0003—Producing profiled members, e.g. beams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64C—AEROPLANES; HELICOPTERS
- B64C1/00—Fuselages; Constructional features common to fuselages, wings, stabilising surfaces or the like
- B64C1/06—Frames; Stringers; Longerons ; Fuselage sections
- B64C1/061—Frames
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
- B29C70/34—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core and shaping or impregnating by compression, i.e. combined with compressing after the lay-up operation
- B29C70/342—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core and shaping or impregnating by compression, i.e. combined with compressing after the lay-up operation using isostatic pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/46—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using matched moulds, e.g. for deforming sheet moulding compounds [SMC] or prepregs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64C—AEROPLANES; HELICOPTERS
- B64C1/00—Fuselages; Constructional features common to fuselages, wings, stabilising surfaces or the like
- B64C1/06—Frames; Stringers; Longerons ; Fuselage sections
- B64C1/064—Stringers; Longerons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64F—GROUND OR AIRCRAFT-CARRIER-DECK INSTALLATIONS SPECIALLY ADAPTED FOR USE IN CONNECTION WITH AIRCRAFT; DESIGNING, MANUFACTURING, ASSEMBLING, CLEANING, MAINTAINING OR REPAIRING AIRCRAFT, NOT OTHERWISE PROVIDED FOR; HANDLING, TRANSPORTING, TESTING OR INSPECTING AIRCRAFT COMPONENTS, NOT OTHERWISE PROVIDED FOR
- B64F5/00—Designing, manufacturing, assembling, cleaning, maintaining or repairing aircraft, not otherwise provided for; Handling, transporting, testing or inspecting aircraft components, not otherwise provided for
- B64F5/10—Manufacturing or assembling aircraft, e.g. jigs therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2307/00—Use of elements other than metals as reinforcement
- B29K2307/04—Carbon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
- B29L2031/3076—Aircrafts
- B29L2031/3082—Fuselages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64C—AEROPLANES; HELICOPTERS
- B64C1/00—Fuselages; Constructional features common to fuselages, wings, stabilising surfaces or the like
- B64C2001/0054—Fuselage structures substantially made from particular materials
- B64C2001/0072—Fuselage structures substantially made from particular materials from composite materials
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T50/00—Aeronautics or air transport
- Y02T50/40—Weight reduction
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Aviation & Aerospace Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Transportation (AREA)
- Moulding By Coating Moulds (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Description
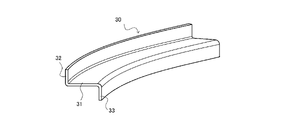
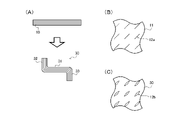
まず、本開示に係る複合材料製航空機用部品の一例について、図1および図2(A)~(C)を参照して具体的に説明する。
次に、本開示に係る複合材料製航空機用部品の製造方法について、図4(A),(B)および図5を参照して具体的に説明する。
次に、図6および図7(A)~(E)を参照して、実際に製造した航空機用部品の一例について説明する。図6は、図2(C)に模式的に示す開切込部12bの実際の一例であり、このような開切込部は、図7(A)に示すZ型フレームの表面に観察される。図6に示す例は、航空機用部品の表面に形成された開切込部12bの一例であり、本開示に係る航空機用部品の特徴的な構成である。
11:複合材料層
12a:切込部
12b:開切込部
14:強化繊維
15:接合部
30:Z型フレーム(航空機用部品、長尺部材)
31:本体部
32,33:フランジ部
40:Z型フレーム治具
40a,40b:載置面
41:拘束部
Claims (4)
- 強化繊維および樹脂組成物から構成される複合材料層を複数積層して積層体を形成し、
当該積層体を成形型に載置して加熱加圧成形する、複合材料製航空機用部品の製造方法であって、
前記複合材料層として、部分的な切込部を複数含む切込領域を有し、かつ、接合部を含まない単一の強化繊維および樹脂組成物から構成されるものが用いられ、
前記成形型は、長手方向に湾曲しており、かつ、前記積層体を載置する載置面を有し、
前記積層体を前記載置面に載置して、
当該積層体を前記載置面の湾曲形状の一方の側縁で拘束し、
前記載置面の湾曲形状のもう一方の側縁に向かって前記積層体を面内方向に伸展させて、
当該積層体全体を面内方向に伸展させた状態で、加熱加圧成形することを特徴とする、
複合材料製航空機用部品の製造方法。 - 前記切込領域を有する複合材料層を第一複合材料層としたときに、
前記複合材料層として、さらに、前記切込領域を有さず、接合部を含まない単一の強化繊維および樹脂組成物から構成される第二複合材料層が用いられることを特徴とする、
請求項1に記載の複合材料製航空機用部品の製造方法。 - 前記切込領域は、前記複合材料層の一部であるか、当該複合材料層全体に及んでいることを特徴とする、
請求項1または2に記載の複合材料製航空機用部品の製造方法。 - 前記積層体を面内方向に伸展させる際に、当該積層体を前記載置面の湾曲形状の内側の側縁で拘束し、
前記載置面の湾曲形状の外側の側縁に向かって前記積層体を面内方向に伸展させることを特徴とする、
請求項1から3のいずれか1項に記載の複合材料製航空機用部品の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018226503A JP7199940B2 (ja) | 2018-12-03 | 2018-12-03 | 複合材料製航空機用部品およびその製造方法 |
| EP19893392.1A EP3892549A4 (en) | 2018-12-03 | 2019-11-29 | AIRCRAFT COMPONENT MADE OF COMPOSITE MATERIAL AND PROCESS FOR THEIR MANUFACTURE |
| PCT/JP2019/046789 WO2020116343A1 (ja) | 2018-12-03 | 2019-11-29 | 複合材料製航空機用部品およびその製造方法 |
| US17/337,416 US20210284317A1 (en) | 2018-12-03 | 2021-06-03 | Composite-material aircraft part and method of manufacturing same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018226503A JP7199940B2 (ja) | 2018-12-03 | 2018-12-03 | 複合材料製航空機用部品およびその製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2020090110A JP2020090110A (ja) | 2020-06-11 |
| JP2020090110A5 JP2020090110A5 (ja) | 2022-01-06 |
| JP7199940B2 true JP7199940B2 (ja) | 2023-01-06 |
Family
ID=70975121
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018226503A Active JP7199940B2 (ja) | 2018-12-03 | 2018-12-03 | 複合材料製航空機用部品およびその製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20210284317A1 (ja) |
| EP (1) | EP3892549A4 (ja) |
| JP (1) | JP7199940B2 (ja) |
| WO (1) | WO2020116343A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7149151B2 (ja) * | 2018-10-03 | 2022-10-06 | 川崎重工業株式会社 | 複合材料製航空機用部品およびその製造方法 |
| WO2021200047A1 (ja) | 2020-03-31 | 2021-10-07 | 川崎重工業株式会社 | 航空機部品の中間生成品の製造方法および航空機部品 |
| JP2021183586A (ja) | 2020-05-22 | 2021-12-02 | 武田薬品工業株式会社 | 複素環化合物 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010023449A (ja) | 2008-07-24 | 2010-02-04 | Toray Ind Inc | 繊維強化プラスチックの製造方法 |
| JP2015143007A (ja) | 2013-12-03 | 2015-08-06 | ザ・ボーイング・カンパニーTheBoeing Company | ハイブリッド積層体及び成形複合構造体 |
| WO2016043156A1 (ja) | 2014-09-19 | 2016-03-24 | 東レ株式会社 | 切込プリプレグおよび切込プリプレグシート |
| JP2016508900A (ja) | 2013-01-07 | 2016-03-24 | ザ・ボーイング・カンパニーTheBoeing Company | 輪郭に合致した積層構造体を製作するための方法及び装置 |
| JP2017008258A (ja) | 2015-06-25 | 2017-01-12 | 三菱レイヨン株式会社 | 繊維強化複合材料 |
| US20170129207A1 (en) | 2014-07-03 | 2017-05-11 | Saab Ab | A composite article having multifunctional properties and method for its manufacture |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9278484B2 (en) * | 2008-04-17 | 2016-03-08 | The Boeing Company | Method and apparatus for producing contoured composite structures and structures produced thereby |
| WO2014100127A1 (en) * | 2012-12-19 | 2014-06-26 | Fives Machining Systems, Inc. | Process for molding a 3-dimensional part |
| FR3020780B1 (fr) | 2014-05-09 | 2017-01-13 | Airbus Operations Sas | Procede de fabrication d'une piece en materiau composite pour structure d'aeronef par pultrusion et cocuisson |
| US10596778B2 (en) * | 2015-04-13 | 2020-03-24 | Howard E. Crawford, III | Fiber-reinforced composite material |
| CN108602284B (zh) * | 2016-03-16 | 2021-03-23 | 东丽株式会社 | 纤维增强塑料的制造方法和纤维增强塑料 |
-
2018
- 2018-12-03 JP JP2018226503A patent/JP7199940B2/ja active Active
-
2019
- 2019-11-29 EP EP19893392.1A patent/EP3892549A4/en active Pending
- 2019-11-29 WO PCT/JP2019/046789 patent/WO2020116343A1/ja unknown
-
2021
- 2021-06-03 US US17/337,416 patent/US20210284317A1/en active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010023449A (ja) | 2008-07-24 | 2010-02-04 | Toray Ind Inc | 繊維強化プラスチックの製造方法 |
| JP2016508900A (ja) | 2013-01-07 | 2016-03-24 | ザ・ボーイング・カンパニーTheBoeing Company | 輪郭に合致した積層構造体を製作するための方法及び装置 |
| JP2015143007A (ja) | 2013-12-03 | 2015-08-06 | ザ・ボーイング・カンパニーTheBoeing Company | ハイブリッド積層体及び成形複合構造体 |
| US20170129207A1 (en) | 2014-07-03 | 2017-05-11 | Saab Ab | A composite article having multifunctional properties and method for its manufacture |
| WO2016043156A1 (ja) | 2014-09-19 | 2016-03-24 | 東レ株式会社 | 切込プリプレグおよび切込プリプレグシート |
| JP2017008258A (ja) | 2015-06-25 | 2017-01-12 | 三菱レイヨン株式会社 | 繊維強化複合材料 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3892549A1 (en) | 2021-10-13 |
| US20210284317A1 (en) | 2021-09-16 |
| EP3892549A4 (en) | 2022-08-17 |
| JP2020090110A (ja) | 2020-06-11 |
| WO2020116343A1 (ja) | 2020-06-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7149151B2 (ja) | 複合材料製航空機用部品およびその製造方法 | |
| JP7199940B2 (ja) | 複合材料製航空機用部品およびその製造方法 | |
| RU2697451C2 (ru) | Способ изготовления композитного изделия | |
| EP2477799B1 (en) | Method of molding complex composite parts using pre-plied multi-directional continuous fiber laminate | |
| CA2693812C (en) | A method of manufacturing a curved element made of composite material | |
| US20170274621A1 (en) | Fabrication of Composite Laminates Using Temporarily Stitched Preforms | |
| JP6154002B2 (ja) | 荷重支持複合材構造物のオーバーモールド | |
| JP2673566B2 (ja) | 複雑な複合材料物品を形成するための半ば剛固な工具及び方法 | |
| US8715560B2 (en) | Method to control thickness in composite parts cured on closed angle tool | |
| CN107521124A (zh) | 碳纤维双面板加筋结构件及其制造方法 | |
| AU2005232257A1 (en) | Moulding materials | |
| EP2983899B1 (en) | Multi-component composite structures | |
| US20150210019A1 (en) | Methods for combining components of varying stages of cure | |
| TW201919839A (zh) | 纖維強化塑膠及纖維強化塑膠之製造方法 | |
| JP7240559B2 (ja) | 航空機部品の中間生成品の製造方法および航空機部品 | |
| GB2573774A (en) | Composite joint | |
| JPH04244839A (ja) | 炭素繊維強化複合材料の作製方法 | |
| GB2401081A (en) | Moulding material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211129 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20211129 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220906 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221104 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20221122 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20221221 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7199940 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |