以下、本発明の一実施形態について、図面を参照しながら説明する。なお、本明細書および図面において、実質的に同一の機能構成を有する要素においては、同一の符号を付することにより重複説明を省略する。
<1.車両用構造部材の適用対象>
車両用構造部材の一例である車両用フレームの構成について説明する前に、当該車両用構造部材の適用対象について説明する。一般的な自動車等の車両に設けられる車体は、フロント構造(FRONT)、リア構造(REAR)、およびキャビン構造(CABIN)に分別することができる。
フロント構造およびリア構造は、車両衝突時において当該構造が自ら圧潰することにより、車両に対する衝撃を吸収して緩和する機能(衝撃吸収機能)を担っている。すなわち、車両衝突時に、キャビンに搭乗する乗員の安全を確保するために、フロント構造およびリア構造は、衝突により生じるエネルギー(衝突エネルギー)を可能な限り吸収する構造であることが要求される。したがって、フロント構造およびリア構造を構成するフレームは、衝突時に曲げや潰れが生じた際においても衝突エネルギーを多く吸収することが求められる。当該フロント構造およびリア構造に用いられるフレームは、例えばフロントサイドメンバやリアサイドメンバ等である。フロントサイドメンバは、後端部を構成するフロントサイドメンバリア、および当該後端部よりも前側の部分を構成するフロントサイドメンバフロントを含む。リアサイドメンバは、後端部を構成するリアサイドメンバリア、および当該後端部よりも前側の部分を構成するリアサイドメンバフロントを含む。
ところで、車両の衝突安全性の維持と軽量化とを両立させるために、車体構造を形成する鋼板の高強度化および薄肉化が進められている。上記のフロント構造、リア構造およびキャビン構造を構成するフレームについても、薄肉化された高強度鋼板に置き換えることが進められている。具体的には、衝突エネルギー吸収量および耐荷重性能の少なくともいずれかが、従来の鋼板により形成されるフレームと同等になるように、高強度鋼板により形成されるフレームの板厚が従来の鋼板により形成されるフレームよりも薄く設定される。これにより、高強度フレームの衝突性能を従来フレームと同等に維持しつつ、フレームの重量を低減させることができる。
<2.車両用フレームの構成>
(フレームの構成要素)
図1は、本発明の一実施形態に係る車両用フレーム1と他部材とが接合された状態を示す斜視図である。図2は、その状態の平面図であり、図3は、その状態の側面図である。図1~図3に示す例における車両用フレーム1はフロントサイドメンバであり、フロントサイドメンバの前端はクラッシュボックス30を介して、バンパービーム50に接合されている。通常、フロントサイドメンバは、キャビン部の前方に左右対称に2本配置されており、図1~図3は、その片側のみ表示している。なお、車両用フレーム1は車両用構造部材の一例であり、以下単にフレーム1と記載する。フレーム1はフロント構造およびリア構造に係る部材に適用されることが好ましいが、車両用フレーム1をキャビン構造に係る部材に適用することも可能である。また、当該車両用構造部材は、自動車のみならず、他の車両および自走可能な機械にも適用可能である。他の車両および自走可能な機械には、例えば、二輪車両、バスまたは牽引車等の大型車両、トレーラー、鉄道車両、建設機械、鉱山機械、農業機械、一般機械、および船舶等が含まれる。
図4および図5に示すように本実施形態のフレーム1は、金属製の中空部材10と、中空部材10の内面に接合された補強部材20を備えている。なお、本実施形態では、補強部材20が中空部材10の内面に接合されているが、中空部材10の外面に接合されていてもよい。
本実施形態の中空部材10は、長尺の構造部材の一例であり、部材長手方向(本実施形態ではX方向)に垂直な断面の形状が矩形状となった部材である。本実施形態の中空部材10は一体物として形成された角管状のものであるが、中空部材10は、例えば平板状のクロージングプレートと、断面がハット形状の部材とが接合されることで構成されていてもよい。すなわち、中空部材10は、部材長手方向Xに垂直な断面が閉断面となるように構成されていれば、その構成は特に限定されない。
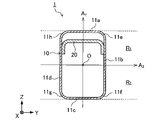
本実施形態の中空部材10は4つの平面部を有しており、以降の説明では、それらの4つの平面部のうち、図5において上側に位置する平面部を天面部11a、右側に位置する平面部を側面部11b、下側に位置する平面部を底面部11c、左側に位置する平面部を側面部11dと称す。また、天面部11aと側面部11bとの境界となる部分である両平面部11a、11bの接続部を稜線部11e、側面部11bと底面部11cとの境界となる部分である両平面部11b、11cの接続部を稜線部11f、底面部11cと側面部11dとの境界となる部分である両平面部11c、11dの接続部を稜線部11g、側面部11dと天面部11aとの境界となる部分である両平面部11d、11aの接続部を稜線部11hと称す。
中空部材10は、金属板により形成される。金属板の種類は特に限定されないが、例えば鋼板等の金属板により形成されることが好ましい。また、衝突性能の観点から中空部材10の板厚は、バス等の大型の車両で多く用いられるフレーム構造では6.0mm以下が好ましく、通常のサイズの車両で多く用いられるモノコック構造車両では3.2mm以下であることが好ましい。また、中空部材10の引張強度は特に限定されない。ただし、軽量化により低減し得るフレーム1の全体的な強度を補うために、中空部材10の引張強度は590MPa以上であることが好ましい。また、中空部材10の引張強度は980MPa以上であることがさらに好ましい。
(補強部材の例)
補強部材として用いられ得るFRP部材は、マトリックス樹脂と、該マトリックス樹脂中に含有され、複合化された強化繊維材料からなる、繊維強化樹脂部材を意味する。
強化繊維材料としては、例えば、炭素繊維、ガラス繊維を用いることができる。他にも、強化繊維材料として、ボロン繊維、シリコンカーバイド繊維、アラミド繊維等を用いることができる。FRP部材に用いられるFRPにおいて、強化繊維材料の基材となる強化繊維基材としては、例えば、チョップドファイバーを使用した不織布基材や連続繊維を使用したクロス材、一方向強化繊維基材(UD材)等を使用することができる。これらの強化繊維基材は、強化繊維材料の配向性の必要に応じて、適宜選択され得る。
CFRP部材は、強化繊維材料として炭素繊維を用いたFRP部材である。炭素繊維としては、例えば、PAN系またはピッチ系のものが使用できる。炭素繊維を用いることにより、重量に対する強度等を効率よく向上させることができる。
GFRP部材は、強化繊維材料としてガラス繊維を用いたFRP部材である。炭素繊維よりも機械的特性に劣るが、金属部材の電蝕を抑制することができる。
FRP部材に用いられるマトリックス樹脂として、熱硬化性樹脂および熱可塑性樹脂のいずれも使用することができる。熱硬化性樹脂としては、エポキシ樹脂、不飽和ポリエステル樹脂、並びにビニルエステル樹脂等があげられる。熱可塑性樹脂としては、ポリオレフィン(ポリエチレン、ポリプロピレン等)およびその酸変性物、ナイロン6およびナイロン66等のポリアミド樹脂、ポリエチレンテレフタラートおよびポリブチレンテレフタラート等の熱可塑性芳香族ポリエステル、ポリカーボネート、ポリエーテルスルホン、ポリフェニレンエーテルおよびその変性物、ポリアリレート、ポリエーテルケトン、ポリエーテルエーテルケトン、ポリエーテルケトンケトン、塩化ビニル、ポリスチレン等のスチレン系樹脂、並びにフェノキシ樹脂等があげられる。なお、マトリックス樹脂は、複数種類の樹脂材料により形成されていてもよい。
金属部材への適用を考慮すると、加工性、生産性の観点から、マトリックス樹脂として熱可塑性樹脂を用いることが好ましい。さらに、マトリックス樹脂としてフェノキシ樹脂を用いることで、強化繊維材料の密度を高くすることができる。また、フェノキシ樹脂は熱硬化性樹脂であるエポキシ樹脂と分子構造が酷似しているためエポキシ樹脂と同程度の耐熱性を有する。また、硬化成分をさらに添加することにより、高温環境への適用も可能となる。硬化成分を添加する場合、その添加量は、強化繊維材料への含浸性、FRP部材の脆性、タクトタイムおよび加工性等とを考慮し、適宜決めればよい。
(接着樹脂層)
補強部材がFRP部材等により形成される場合、FRP部材と金属部材(上記実施形態では中空部材10)との間に接着樹脂層が設けられ、該接着樹脂層によりFRP部材と金属部材とが接合されてもよい。
接着樹脂層を形成する接着樹脂組成物の種類は特に限定されない。例えば、接着樹脂組成物は、熱硬化性樹脂、熱可塑性樹脂のいずれかであってもよい。熱硬化性樹脂および熱可塑性樹脂の種類は特に限定されない。例えば、熱可塑性樹脂としては、ポリオレフィンおよびその酸変性物、ポリスチレン、ポリメチルメタクリレート、AS樹脂、ABS樹脂、ポリエチレンテレフタラートやポリブチレンテレフタラート等の熱可塑性芳香族ポリエステル、ポリカーボネート、ポリイミド、ポリアミド、ポリアミドイミド、ポリエーテルイミド、ポリエーテルスルホン、ポリフェニレンエーテルおよびその変性物、ポリフェニレンスルフィド、ポリオキシメチレン、ポリアリレート、ポリエーテルケトン、ポリエーテルエーテルケトン、並びにポリエーテルケトンケトン等から選ばれる1種以上を使用することができる。また、熱硬化性樹脂としては、例えば、エポキシ樹脂、ビニルエステル樹脂、フェノール樹脂、およびウレタン樹脂から選ばれる1種以上を使用することができる。
接着樹脂組成物は、FRP部材を構成するマトリックス樹脂の特性、補強部材の特性または金属部材の特性に応じて適宜選択され得る。例えば、接着樹脂層として極性のある官能基を有する樹脂や酸変性などを施された樹脂を用いることで、接着性が向上する。
このように、上述した接着樹脂層を用いてFRP部材を金属部材に接着させることにより、FRP部材と金属部材との密着性を向上させることができる。そうすると、金属部材に対し荷重が入力された際の、FRP部材の変形追従性を向上させることができる。この場合、金属部材の変形体に対するFRP部材の効果をより確実に発揮させることが可能となる。
なお、接着樹脂層を形成するために用いられる接着樹脂組成物の形態は、例えば、粉体、ワニス等の液体、フィルム等の固体とすることができる。
また、接着樹脂組成物に架橋硬化性樹脂および架橋剤を配合して、架橋性接着樹脂組成物を形成してもよい。これにより接着樹脂組成物の耐熱性が向上するため、高温環境下での適用が可能となる。架橋硬化性樹脂として、例えば2官能性以上のエポキシ樹脂や結晶性エポキシ樹脂を用いることができる。また、架橋剤として、アミンや酸無水物等を用いることができる。また、接着樹脂組成物には、その接着性や物性を損なわない範囲において、各種ゴム、無機フィラー、溶剤等その他添加物が配合されてもよい。
FRP部材の金属部材への複合化は、種々の方法により実現される。例えば、FRP部材となるFRPまたはその前駆体であるFRP成形用プリプレグと、金属部材とを、上述した接着樹脂組成物で接着し、該接着樹脂組成物を固化(または硬化)させることで得られる。この場合、例えば、加熱圧着を行うことにより、FRP部材と金属部材とを複合化させることができる。
上述したFRPまたはFRP成形用プリプレグの金属部材への接着は、部品の成形前、成形中または成形後に行われ得る。例えば、被加工材である金属材料を金属部材に成形した後に、FRPまたはFRP成形用プリプレグを該金属部材に接着しても良い。また、被加工材にFRPまたはFRP成形用プリプレグを加熱圧着により接着した後に、FRP部材が接着された該被加工材を成形して複合化された金属部材を得てもよい。FRP部材のマトリクス樹脂が熱可塑性樹脂であれば、FRP部材が接着された部分について曲げ加工等の成形を行うことも可能である。また、FRP部材のマトリクス樹脂が熱可塑樹脂である場合、加熱圧着工程と成形工程とが一体となった複合一括成形が行われてもよい。
なお、FRP部材と金属部材との接合方法は、上述した接着樹脂層による接着に限られない。例えば、FRP部材と金属部材とは、機械的に接合されてもよい。より具体的には、FRP部材と金属部材のそれぞれ対応する位置に締結用の孔が形成され、これらがボルトやリベット等の締結手段により当該孔を介して締結されることにより、FRP部材と金属部材とが接合されていてもよい。他にも公知の接合手段によってFRP部材と金属部材とが接合されてもよい。また、複数の接合手段により複合的にFRP部材と金属部材とが接合されてもよい。例えば、接着樹脂層による接着と、締結手段による締結とが複合的に用いられてもよい。
補強部材としては、FRP部材のほかに、種々の材料が用いられ得る。例えば、補強部材は、硬質ポリウレタンフォーム等により形成される発泡性樹脂等、上述した樹脂組成物以外の樹脂組成物で形成されてもよい。また、補強部材は、肉盛部として肉盛により形成されていてもよい。この場合肉盛に用いられる金属の種類は、金属部材の母材との特性を鑑みて適宜決定される。また、補強部材は、鋼材やアルミニウム合金部材、マグネシウム合金部材等であってもよい。また、金属部材との接合方法は溶接に限られず、種々の適切な接合方法を用いることができる。
(金属部材およびその表面処理)
本発明に係る金属部材は、めっきされていてもよい。これにより、耐食性が向上する。特に、金属部材が鋼材である場合は、より好適である。めっきの種類は特に限定されず、公知のめっきを用いることができる。例えば、めっき鋼板(鋼材)として、溶融亜鉛めっき鋼板、溶融合金化亜鉛めっき鋼板、Zn-Al-Mg系合金めっき鋼板、アルミニウムめっき鋼板、電気亜鉛めっき鋼板、電気Zn-Ni系合金めっき鋼板等が用いられ得る。
また、金属部材は、表面に化成処理とよばれる皮膜が被覆されていてもよい。これにより、耐食性がより向上する。化成処理として、一般に公知の化成処理を用いることができる。例えば、化成処理として、りん酸亜鉛処理、クロメート処理、クロメートフリー処理等を用いることができる。また、上記皮膜は、公知の樹脂皮膜であってもよい。
また、金属部材は、一般に公知の塗装が施されているものであってもよい。これにより、耐食性がより向上する。塗装として、公知の樹脂を用いることができる。例えば、塗装として、エポキシ樹脂、ウレタン樹脂、アクリル樹脂、ポリエステル樹脂またはふっ素系樹脂等を主樹脂としたものを用いることができる。また、塗装には、必要に応じて、一般に公知の顔料が添加されていてもよい。また、塗装は、顔料が添加されていないクリヤー塗装であってもよい。かかる塗装は、FRP部材を複合化する前に予め金属部材に施されていてもよいし、FRP部材を複合化した後に金属部材に施されてもよい。また、予め金属部材に塗装が施されたのちにFRP部材が複合化され、さらにその後塗装が施されてもよい。塗装に用いられる塗料は、溶剤系塗料、水系塗料または紛体塗料等であってもよい。塗装の施工方法として、一般に公知の方法が適用され得る。例えば、塗装の施工方法として、電着塗装、スプレー塗装、静電塗装または浸漬塗装等が用いられ得る。電着塗装は、金属部材の端面や隙間部を被覆するのに適しているため、塗装後の耐食性に優れる。また、塗装前に金属部材の表面にりん酸亜鉛処理やジルコニア処理等の一般に公知の化成処理を施すことにより、塗膜密着性が向上する。
(補強部材の配置)
図5は中空部材10の部材長手方向Xに垂直な断面であり、図5中の軸A1は、当該断面の重心Oを原点とした座標軸において断面2次モーメントが最大となる主軸である。軸A2は、当該断面における軸A1に対して垂直な軸である。以降の説明では上記軸A1を“第1軸”、上記軸A2を“第2軸”と称す。また、第2軸A2を境界として中空部材10を2つの領域に分割した際の一方の領域を“第1の領域R1”と称し、他方の領域を“第2の領域R2”と称す。本実施形態では、説明の便宜上、第2軸A2よりも上方の領域を第1の領域R1と称し、第2軸A2よりも下方の領域を第2の領域R2と称すこととするが、第2軸A2よりも上方の領域を第2の領域R2と称し、第2軸A2よりも下方の領域を第1の領域R1と称したとしても差異はない。
図5に示すように本実施形態の補強部材20は断面形状がU字状であり、中空部材10の第1の領域R1の内面全周に接合されている。詳述すると、補強部材20は、中空部材10の天面部11aと、一対の側面部11b、11dと、天面部11aと各側面部11b、11dとの間の稜線部11e、11hに接合されている。また、図4に示すように、本実施形態における補強部材20は、中空部材10の部材長手方向Xの全域にわたって連続的に設けられている。
後述の実施例で示すように、補強部材20が設けられていないフレームの場合、中空部材10の端部に高荷重が入力されると、中空部材10の形状に由来する折れが生じる。詳述すると、中空部材の低断面2次モーメント側への折れ(本実施形態の場合はY方向への横折れ)が生じる。例えばフロントサイドメンバは、車両の前面衝突の際に圧縮曲げ変形しながらエネルギー吸収をすることが求められるが、荷重入力時に早期に折れが生じると、フロントサイドメンバの変形時に生じる反力が早い段階で小さくなる。
一方、本実施形態のフレーム1においては、補強部材20が中空部材10の第1の領域R1に接合されていることにより、中空部材10の低断面2次モーメント側への折れ(本実施形態の場合はY方向への横折れ)ではなく、中空部材10の高断面2次モーメント側への折れ(本実施形態の場合はZ方向への縦折れ)が発生しやすくなる。このように本来折れが生じにくい高断面2次モーメント側への折れを誘発させることにより、低断面2次モーメント側への折れが生じる場合と比較して、より高い反力を発生させながらフレーム1の変形が進行することになり、エネルギー吸収性能が向上する。
なお、補強部材20は、中空部材10の部材長手方向Xの全域にわたって設けられていなくてもよく、中空部材10の前端10a近傍および後端10b近傍の少なくともいずれか一方に補強部材20が設けられていない領域があってもよい。ただし、より安定して高断面2次モーメント側への折れを誘発させるためには、中空部材10の部材長手方向Xの全域のうち、中空部材10の部材長手方向Xにおける一端から、第1軸A1上の中空部材10の長さ(本実施形態では長辺の長さ)分の領域、および部材長手方向Xにおける他端から、第1軸A1上の中空部材10の長さ(本実施形態では長辺の長さ)分の領域を除く領域に連続的に設けられていることが好ましい。また、さらに安定して高断面2次モーメント側への折れを誘発させるためには、本実施形態のように中空部材10の部材長手方向Xの全域にわたって補強部材20が設けられていることが好ましい。
また、より安定して高断面2次モーメント側への折れを誘発させるためには、中空部材10の第1の領域R1に補強部材20が設けられると共に、第1軸A1を境界として中空部材10を分割した際の2つの領域のうち、両方の領域に補強部材20が設けられていることが好ましい。また、より安定して高断面2次モーメント側への折れを誘発させるためには、第1軸A1を対称軸として補強部材20が線対称に配置されていることが好ましい。
<3.補強部材の配置例>
以上、本実施形態に係る補強部材20の配置について説明したが、補強部材20の配置は、図4および図5に示した例に限定されない。以下、補強部材20の他の配置例について図6~図12を参照しながら説明する。
(図6~図10の配置例)
図6に示す例では、U字状の補強部材20の先端部が中空部材10の第2軸A2まで達しておらず、補強部材20は、中空部材10の一対の側面部11b、11dの一部分と、天面部11aと、それらの間に位置する稜線部11e、11hに接合されている。図7に示す例における補強部材20は、中空部材10の天面部11aにのみ配置されている。図8に示す例における補強部材20は、中空部材10の第1の領域R1内にある稜線部11e、11hにのみ配置されている。図9に示す例における補強部材20は、中空部材10の第1の領域R1内において、一対の側面部11b、11dの一部分にのみ配置されている。図10に示す例では、U字状の補強部材20が中空部材10の第1の領域R1内に配置されており、中空部材10の一対の側面部11b、11dの一部分にのみ接合され、補強部材20と天面部11aは接合されていない。
以上の図6~図10に示す配置例においても、第2軸A2を境界とした中空部材10の2つの領域のうちの一方の領域R1、R2に補強部材20が配置されているため、中空部材10の高断面2次モーメント側への折れを誘発させることができる。すなわち、中空部材10の断面に対する補強部材20の配置は、高断面2次モーメント側への折れが誘発されやすいように、フレーム1の形状や構成に応じて適宜変更されるものである。
(図11の配置例)
以上の配置例では、中空部材10の部材長手方向Xの全域にわたって延びる補強部材20が1つ配置されていたが、例えば図11に示すように中空部材10の部材長手方向Xに沿って補強部材20が複数配置されていてもよい。図11に示す例では、中空部材10の部材長手方向Xに延びる2つの補強部材20A、20Bが設けられている。補強部材20Aは、中空部材10の第2の領域R2の内面全周に配置され、補強部材20Bは、中空部材10の第1の領域R1の内面全周に配置されている。各補強部材20A、20Bは、中空部材10の部材長手方向Xにおける荷重入力側の端部(本実施形態では前端10a)から順に配置されている。また、第1の領域R1に設けられた補強部材20Bから中空部材10の後端10bまでの間には補強部材20は設けられていない。換言すると、中空部材10を部材長手方向Xにおいて均等に三分割し、分割された各領域を前部10A、中央部10B、後部10Cと称したとすると、図11に示す例においては、補強部材20は、中空部材10の前部10Aおよび中央部10Bに配置され、後部10Cには配置されていない。
図4のような中空部材10の部材長手方向Xの全域にわたって形成されている補強部材20が1つ配置されている場合においては、中空部材10の前端10aに高荷重が入力されると、中空部材10の天面部11a側よりも底面部11c側における座屈が誘発されることによって、縦折れが発生しやすい。一方、図11に示す補強部材20の配置例の場合、中空部材10の前部10Aにおいては第2の領域R2に補強部材20Aが配置されている。補強部材20Aは、中空部材10の部材長手方向Xの全域に配置されているわけではなく、中空部材10の前部10Aのみの領域にしか配置されていないため、中空部材10の前端10aに高荷重が入力されると、補強部材20Aの後方側、すなわち中空部材10の中央部10Bの底面部11c側で座屈が生じやすい状態となっている。また、中空部材10の部材長手方向Xにおける中央部10Bにおいては、中空部材10の前部10Aとは逆に、第1の領域R1にのみ補強部材20Bが配置されている。すなわち、中央部10Bにおいては天面部11a側が補強された状態にあり、中央部10Bの底面部11c側で座屈が生じやすい状態となっている。したがって、図11に示す配置例では、中空部材10の中央部10Bの底面部11c側で安定して座屈が発生することによって、より安定して縦折れを誘発させることができる。
なお、より安定して縦折れを発生させるためには、中空部材10の部材長手方向Xにおいて隣り合う補強部材20A、20B同士の間隔が、第2軸A2上の中空部材10の長さ(本実施形態では短辺の長さ)以下であることが好ましい。また、図11に示す配置例では、補強部材20Aが中空部材10の底面部11c側、補強部材20Bが中空部材10の天面部11a側に配置されているが、補強部材20Aが天面部11a側、補強部材20Bが底面部11c側に配置されていてもよい。すなわち、補強部材20Aおよび補強部材20Bは、第2軸A2を境界として中空部材10を分割した際の2つの領域R1、R2のうちの互いに異なる領域であって、かつ部材長手方向Xに沿って交互に配置されていればよい。また、図11に示す配置例では、フレーム1が図1のようにフロントサイドメンバであるため、補強部材20Aと補強部材20Bとが中空部材10の前端10aを起点として順に配置された構成となっているが、フレーム1が例えばリアサイドメンバである場合には、補強部材20Aと補強部材20Bとが中空部材10の後端10bを起点として順に配置されることが好ましい。すなわち、中空部材10の第2の領域R2に配置される補強部材20Aと、第1の領域R1に配置される補強部材20Bとが中空部材10の部材長手方向Xに沿って交互に配置される場合は、中空部材10の部材長手方向Xの両端のうちの少なくとも一端を起点として各補強部材20A、20Bが順に配置されていることが好ましい。また、図11に示す配置例において、例えば中空部材10の中央部10Bの補強部材20Bが、中空部材10の後端10bまで延びるような形状を有していてもよい。各補強部材20A、20Bの部材長手方向Xの長さは、高断面2次モーメント側への折れが誘発されやすくなるように、フレーム1の形状や構成に応じて適宜変更されるものである。
(図12の配置例)
本配置例においては、図11の配置例における中空部材10の後部に、さらに別の補強部材20Cが設けられている。補強部材20Cは、中空部材10の第2の領域R2に配置されている。すなわち、中空部材10の前端10aに高荷重が入力されると、補強部材20Cの前方側、すなわち中空部材10の中央部10Bの底面部11c側で座屈が生じやすい状態となっている。したがって、図12の配置例においては、図11の配置例の場合よりも中空部材10の中央部の底面部11c側でより安定して座屈が発生することによって、縦折れをさらに安定して誘発させることができる。
なお、より安定して縦折れを発生させるためには、中空部材10の部材長手方向Xにおいて隣り合う補強部材20A~20C同士の間隔が、第2軸A2上の中空部材10の長さ(本実施形態では短辺の長さ)以下であることが好ましい。また、各補強部材20A~20Cの部材長手方向Xの長さは、高断面2次モーメント側への折れが誘発されやすくなるように、フレーム1の形状や構成に応じて適宜変更されるものである。また、図12に示す配置例では、補強部材20Aが中空部材10の底面部11c側、補強部材20Bが中空部材10の天面部11a側、補強部材20Cが中空部材10の底面部11c側に配置されているが、補強部材20Aが天面部11a側、補強部材20Bが底面部11c側、補強部材20Cが天面部11a側に配置されていてもよい。すなわち、補強部材20A、補強部材20B、および補強部材20Cは、第2軸A2を境界として中空部材10を分割した際の2つの領域R1、R2のうち、隣に配置される補強部材とは異なる領域であって、かつ部材長手方向Xに沿って交互に配置されていればよい。また、中空部材10の部材長手方向Xに沿って配置される補強部材20は、3つ以上設けられていてもよい。
以上、添付図面を参照しながら本発明の実施形態について詳細に説明したが、本発明はかかる例に限定されない。本発明の属する技術の分野における通常の知識を有する者であれば、特許請求の範囲に記載された技術的思想の範疇内において、各種の変更例または修正例に想到し得ることは明らかであり、これらについても、当然に本発明の技術的範囲に属するものと了解される。
例えば以上の実施形態で説明した中空部材10の第1の領域R1に配置された補強部材20は、中空部材10の第2の領域R2に配置されていてもよい。同様に、以上の実施形態で説明した中空部材10の第2の領域R2に配置された補強部材20は、中空部材10の第1の領域R1に配置されていてもよい。補強部材20がいずれの領域に配置されるかは、高断面2次モーメント側への折れが誘発しやすくなるように、フレーム1の形状や構成に応じて適宜変更されるものである。
また、以上の実施形態では、中空部材10の第1の領域R1と第2の領域R2のうちのいずれか一方の領域にのみ補強部材20が配置されていたが、厳密に一方の領域にのみ配置されている場合だけでなく、一方の領域に配置された補強部材20が、他方の領域にわずかに跨がるように配置されていた場合も一定の効果を得ることは可能である。したがって、本発明において“第2軸A2を境界とした中空部材10の2つの領域R1、R2のうち、いずれか一方の領域に補強部材20が配置される”とは、例えば図13のように一方の領域R1に配置された補強部材20の一部が、他方の領域R2に向かって第2軸A2からわずかに突出する場合も含む。具体的には、補強部材20が第2軸A2から突出する領域の長さd2が、第1軸A1上の中空部材10の長さd1の15%以下となる場合である。ただし、より安定して高断面2次モーメント側への折れを誘発させるという観点では、第2軸A2を境界とした中空部材10の2つの領域R1、R2のうち、いずれか一方の領域に“のみ”補強部材20が配置されていることが好ましい。
また、以上の実施形態では、中空部材10の断面が多角形状の一例である矩形状であったが、その他の多角形状であってもよく、中空部材10の形状は特に限定されない。例えば図14に示すように、中空部材10の断面形状は六角形状であってもよい。この場合であっても、第2軸A2を境界として中空部材10を分割した際の2つの領域R1、R2のうち、一方の領域に補強部材20が配置されていれば、中空部材10の部材長手方向Xから高荷重が入力された際の高断面2次モーメント側への折れを誘発させやすくなる。なお、図14のような矩形以外の断面形状の場合においても、補強部材20が第2軸A2から突出する領域の長さd2が、第1軸A1上の中空部材10の長さd1の15%以下である場合については、中空部材10の2つの領域R1、R2のうち、いずれか一方の領域に補強部材20が配置された状態であるとする。
本発明に係るフレームのエネルギー吸収性能を評価するため、衝突シミュレーションを実施した。解析モデルは図1~図3に示すようなバンパービームと中空部材からなる構成であり、中空部材の断面は矩形状となっている。また、解析モデルは下記表1に示す条件で複数作成されている。なお、表1中の軽量化率は、各構造の重量を構造1の重量で規格化したものである。
上記表1の構造1および構造2は補強部材20が設けられていない構造であり、構造2は構造1に対して薄板化、およびハイテン化を図ったものである。構造3~構造7は、構造2の中空部材10に対して補強部材20が接合されたものであり、構造3~6では補強部材20としてCFRPが用いられ、構造7では補強部材20として引張強度が1180MPa級の鋼板が用いられている。なお、構造3の補強部材20は、図15のように中空部材10の天面部11aの一部、一対の側面部11b、11dのうちの片側の側面部11b、および底面部11cの一部に接合されている。すなわち、構造3の補強部材20は中空部材10の2つの領域R1、R2のうち、両方の領域に補強部材20が配置された構造である。構造7の補強部材20は、構造6の補強部材20と同様の配置であり、図12に示すように中空部材10の第2の領域R2に配置された補強部材20Aと、第1の領域R1に配置された補強部材20Bとが、中空部材10の部材長手方向Xに沿って交互に配置された構造である。
構造3~6において補強部材20として用いられるCFRPの機械特性は以下の通りである。
Vf:50%
ヤング率:102GPa
破断強度:1500MPa
破断伸び:1.5%
本シミュレーションは、自動車の正面衝突試験を模擬したものであり、質量200kgの剛体壁を図1~図3に示すバンパービーム50に12m/sで衝突させることで実施された。なお、各解析モデルにおける中空部材10の後端10bは拘束されている。
図16は衝突シミュレーションにおける構造1の解析モデルの変形状態を示す平面図であり、図17はその側面図である。図16および図17に示すように、構造1においては、低断面2次モーメント側の折れであるY方向(本実施例では車幅方向)への横折れが生じている。このような横折れは、構造2および構造3においても生じていた。
一方、図18は衝突シミュレーションにおける構造6の解析モデルの変形状態を示す平面図であり、図19はその側面図である。図18および図19に示すように、構造6においては、構造1とは異なり、高断面2次モーメント側の折れであるZ方向(本実施例では車高方向)への縦折れが生じている。このような縦折れは、構造4~7においても生じていた。構造3と、構造4~7のシミュレーション結果から示されるように、第2軸A2を境界として分割された中空部材10の領域R1、R2のうち、いずれか一方の領域に補強部材20が設けられていれば、中空部材10の縦折れを誘発することが可能となる。
次に、剛体壁を衝突させた際の荷重‐ストローク線図から、剛体壁の700mmストローク時におけるエネルギー吸収量を算出し、各解析モデルのエネルギー吸収性能を比較した。その結果を図20に示す。なお、図20のグラフの縦軸は、各構造におけるエネルギー吸収量と構造1のエネルギー吸収量との比である。
図20に示すように、構造4~6においては、構造1に対してエネルギー吸収性能が向上している。また、構造7においても、構造1と同等のエネルギー吸収性能が維持されている。上記表1に示すように構造4~7は構造1に対する軽量化率も大きいことから、本発明に係る車両用構造部材においては、軽量化を図りつつ、エネルギー吸収性能の維持または向上を図ることができる。また、本シミュレーションの結果で示されるように、より高いレベルで軽量化とエネルギー吸収性能の向上を両立させるためには、補強部材20としてFRPを用いることが好ましい。