JP7051619B2 - Molded product take-out machine equipped with an image pickup device - Google Patents
Molded product take-out machine equipped with an image pickup device Download PDFInfo
- Publication number
- JP7051619B2 JP7051619B2 JP2018128203A JP2018128203A JP7051619B2 JP 7051619 B2 JP7051619 B2 JP 7051619B2 JP 2018128203 A JP2018128203 A JP 2018128203A JP 2018128203 A JP2018128203 A JP 2018128203A JP 7051619 B2 JP7051619 B2 JP 7051619B2
- Authority
- JP
- Japan
- Prior art keywords
- molded product
- frame
- data
- image pickup
- unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images











Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
Description
本発明は、撮像装置を搭載した成形品取出機に関するものである。 The present invention relates to a molded product take-out machine equipped with an image pickup device.
特開2003-136566号公報(特許文献1)には、成形品の解放位置側の本体フレームに人検出器としての撮像装置を設けることが開示されている。
また特開2007-326270号公報(特許文献2)には、本体フレームの解放位置側に固定的に取付けられ、解放位置にて移動するチャックを撮像して撮像データを出力する撮像部材を設けることが開示されている。
Japanese Patent Application Laid-Open No. 2003-136566 (Patent Document 1) discloses that an image pickup device as a human detector is provided on a main body frame on the release position side of a molded product.
Further, Japanese Patent Application Laid-Open No. 2007-326270 (Patent Document 2) is provided with an image pickup member that is fixedly attached to the release position side of the main body frame and images a chuck moving at the release position and outputs image quality data. Is disclosed.
さらに特開2004-306490号公報(特許文献3)には、成形品の検査のために、取付アーム(横行フレーム)の先端部に成形品検査用の撮像装置を装着した成形品取出機が開示されている。 Further, Japanese Patent Application Laid-Open No. 2004-306490 (Patent Document 3) discloses a molded product take-out machine in which an image pickup device for inspecting a molded product is attached to the tip of a mounting arm (traverse frame) for inspection of the molded product. Has been done.
また特開2006-334836号公報(特許文献4)には、引き抜きフレームの可動範囲内の障害物までの距離を測定する測距手段として撮像装置を用いることが開示されている。この公報には、測距手段を、移送アームの先端部、昇降アームの先端部、ランナー昇降アームの先端部及び取出ヘッドの先端部の横行行き方向を望む各部分に設けられることが記載されている。 Further, Japanese Patent Application Laid-Open No. 2006-334836 (Patent Document 4) discloses that an image pickup device is used as a distance measuring means for measuring a distance to an obstacle within a movable range of a drawing frame. This publication describes that the distance measuring means is provided at each portion of the tip of the transfer arm, the tip of the elevating arm, the tip of the runner elevating arm, and the tip of the take-out head in a desired transverse direction. There is.
特許文献1乃至3に示された発明は、人の侵入、製品検査等の目的に撮像装置を利用するものである。また特許文献4に示された発明は、障害物との距離を測定する目的のために撮像装置を利用するものである。従来の発明における撮像装置の取付位置は、それらの発明の目的を達成するために最適な位置として選択されている。特定の目的で設けられる撮像装置は、撮影対象を限定するように撮像装置が設けられるため、目的以外の情報を得ることが難しい。
The inventions shown in
また工場全体に対して責任を持つ監督者または経営者が、工場内の状況を遠隔監視する場合には工場内の各所に設置した多くの撮像装置の画像を見ることになる。撮像装置の数が多くなることは、画像を見る者に大きな負担を与える。 In addition, when the supervisor or manager who is responsible for the entire factory remotely monitors the situation in the factory, he / she will see the images of many image pickup devices installed in various places in the factory. The large number of image pickup devices imposes a heavy burden on the viewer of the image.
本発明の目的は、少なくとも1台のモニタ用撮像装置からの静止画または動画により、多くのモニタ情報を得ることができる成形品取出機を提供することにある。 An object of the present invention is to provide a molded product ejecting machine capable of obtaining a large amount of monitor information from a still image or a moving image from at least one monitor image pickup device.
本発明の他の目的は、モニタ情報と画像を同時に見ることができる成形品取出機を提供することになる。 Another object of the present invention is to provide a molded product ejecting machine capable of viewing monitor information and an image at the same time.
本発明の対象は、成形機の上に設置される成形品取出機である。本発明では、取り出し動作の際に移動する可動フレームまたは該可動フレームを移動させるための走行体に、少なくとも1台のモニタ用撮像装置が装着されている。少なくとも1台のモニタ用撮像装置は、少なくとも成形品の取出時、成形品の開放時及び前記可動フレームの退避時に撮影した静止画または動画中に、成形機の成形型の一部及び該一部の周囲に存在する物が含まれるように、取付位置、アングル、視野角及び焦点距離が定められている。本発明により得られる静止画または動画には、少なくとも成形品の取出時、成形品の開放時及び可動フレームの退避時における成形機の成形型の一部及び該一部の周囲に存在する物が含まれる。限定された目的のために取られた静止画または動画には、その目的に適した画像は含まれているものの、その他の情報を得ることができる画像が含まれている可能性が低い。これに対して本発明により得られる静止画または動画は、少なくとも取出時、開放時及び可動フレームの退避時のいずれにおいても成形型の一部とその周囲の画像が含まれる画像であれば、成形機及び成形品取出機の動作の中心となる領域の画像であるため、不良品の発生率が多くなった場合や、成形品を取り出すサイクルタイムが設定値よりも長くなっている場合や、緊急停止の回数が増えている場合や、型の交換作業を行う時間が長くなっている場合などに、その原因がどこにあるかのヒントを得ることができる可能性が高い。したがって本発明によれば、少なくとも1台のモニタ用撮像装置からの静止画または動画により、多くのモニタ情報を得ることができる。 The object of the present invention is a molded product take-out machine installed on the molding machine. In the present invention, at least one monitor image pickup device is attached to a movable frame that moves during a take-out operation or a traveling body for moving the movable frame. At least one monitor image pickup device is a part of the molding die of the molding machine and a part thereof in a still image or a moving image taken at least when the molded product is taken out, when the molded product is opened, and when the movable frame is retracted. The mounting position, angle, viewing angle and focal length are defined so as to include objects present around the. The still image or moving image obtained by the present invention includes at least a part of the molding die of the molding machine and the surroundings of the part when the molded product is taken out, the molded product is opened, and the movable frame is retracted. included. Still images or moving images taken for a limited purpose include images suitable for that purpose, but are unlikely to contain images from which other information can be obtained. On the other hand, the still image or moving image obtained by the present invention is molded as long as it contains an image of a part of the molding die and its surroundings at least at the time of taking out, opening, and retracting the movable frame. Since it is an image of the central area of the operation of the machine and the molded product take-out machine, it is urgent if the rate of defective products increases, the cycle time for taking out the molded product is longer than the set value, or it is urgent. If the number of outages is increasing, or if the mold replacement work is taking a long time, it is likely that you can get a hint as to where the cause is. Therefore, according to the present invention, a large amount of monitor information can be obtained from a still image or a moving image from at least one monitor image pickup device.
モニタ用撮像装置は、アングル、視野角及び焦点距離が調整可能に構成されていてもよい。このよう機能をモニタ用撮像装置が有していれば、得られる静止画または動画の画像範囲の調整が可能になり、汎用性が高くなる。さらにモニタ用撮像装置は、前述の必要な情報が得られるものであれば、その種類は問わず、例えば、赤外線カメラ等を搭載してもよい。 The image pickup device for a monitor may be configured so that the angle, viewing angle and focal length can be adjusted. If the image pickup device for a monitor has such a function, the image range of the obtained still image or moving image can be adjusted, and the versatility is increased. Further, the image pickup device for a monitor may be equipped with, for example, an infrared camera or the like, regardless of the type, as long as the above-mentioned necessary information can be obtained.
さらに可動フレームまたは走行体の停止位置または移動経路に応じて、アングル、視野角及び焦点距離が自動調整されるようにモニタ用撮像装置が構成されていれば、より多くの情報を得ることが可能になる。 Furthermore, if the monitor image pickup device is configured to automatically adjust the angle, viewing angle, and focal length according to the stop position or movement path of the movable frame or the traveling body, more information can be obtained. become.
可動フレームが、横方向に延びる横行フレームに沿って横方向に移動し且つ上下方向及び横方向と直交する前後方向に移動する昇降フレームが、前後方向に移動可能に装着される引き抜きフレームである場合には、昇降フレームが前後方向に移動して横行フレームから最も離れた位置にあるときを引き抜きフレーム上の最大移動位置と定義したときに、1台のモニタ用撮像装置が、最大移動位置よりも引き抜きフレームの先端側に位置する引き抜きフレームの端部に設置されているのが好ましい。1台のモニタ用撮像装置の位置をこのように定めると、このモニタ用撮像装置から得られる静止画または動画には、成形品を取り出すときの情報、成形品を開放するときの情報、成形型を交換するときの情報、成形品取出機の周囲に近づく物に関する情報、作業者の動きの情報の大部分が含まれることになる。そのため1台のモニタ用撮像装置からの静止画または動画に基づいて、成形品取出機が稼働しているときの各種の情報を得ることができる。 When the movable frame moves laterally along the transverse frame extending laterally and the elevating frame that moves in the vertical direction and the front-rear direction orthogonal to the lateral direction is a pull-out frame that is movably mounted in the front-rear direction. When the elevating frame moves in the front-rear direction and is farthest from the traverse frame, it is defined as the maximum movement position on the extraction frame. It is preferably installed at the end of the drawing frame located on the tip side of the drawing frame. When the position of one monitor image pickup device is determined in this way, the still image or moving image obtained from this monitor image pickup device includes information on taking out the molded product, information on opening the molded product, and a molding die. It will contain most of the information when exchanging, information about objects approaching the perimeter of the part take-out machine, and information about the movement of the operator. Therefore, it is possible to obtain various information when the molded product ejecting machine is operating, based on a still image or a moving image from one monitor image pickup device.
また1台のモニタ用撮像装置を、最大移動位置よりも引き抜きフレームの基部側に位置する引き抜きフレームの底部部分に設置してもよい。この位置では、昇降フレームの存在が邪魔になるものの、1台のモニタ用撮像装置からの静止画または動画に基づいて、成形品取出機が稼働しているときの各種の情報を得ることができる。 Further, one monitor image pickup device may be installed at the bottom portion of the extraction frame located closer to the base side of the extraction frame than the maximum moving position. At this position, although the presence of the elevating frame is an obstacle, various information can be obtained when the molded product ejector is operating based on the still image or moving image from one monitor image pickup device. ..
また昇降フレームを前後方向に移動させる第1の走行体に、モニタ用撮像装置を設置してもよい。このようにすると昇降フレームが前後方向に移動しているときの情報も得ることができる。 Further, a monitor image pickup device may be installed on the first traveling body that moves the elevating frame in the front-rear direction. By doing so, it is possible to obtain information when the elevating frame is moving in the front-rear direction.
更に引き抜きフレームを横方向に移動させる第2の走行体に、モニタ用撮像装置を設置してもよい。この場合にも、モニタ用撮像装置からの静止画または動画に基づいて、成形品取出機が稼働しているときの各種の情報を得ることができる。 Further, a monitor image pickup device may be installed on the second traveling body that moves the extraction frame in the lateral direction. Also in this case, various information can be obtained when the molded product ejecting machine is operating, based on the still image or the moving image from the image pickup device for the monitor.
モニタ用撮像装置は、引き抜きフレームの端部内に配置されているのが好ましい。このようにすると、撮像装置の存在自体が目立たない状態となり、作業者が撮像装置を意識することなく作業を行うことになるため、画像データから普段の作業状態を知ることができる。 The monitor image pickup device is preferably arranged within the end of the extraction frame. By doing so, the existence of the image pickup device itself becomes inconspicuous, and the operator does the work without being aware of the image pickup device, so that the normal work state can be known from the image data.
引き抜きフレームの内部には撮像装置に接続される電線が収納されているのが好ましい。このようにすると、電線が切れる可能性がなくなるため、信頼性が大幅に向上する。 It is preferable that the electric wire connected to the image pickup apparatus is housed inside the drawing frame. By doing so, there is no possibility that the electric wire will be cut, so that the reliability is greatly improved.
モニタ用撮像装置が装着される可動フレームは、横方向に延びる横行フレームに沿って横方向に移動し且つ上下方向及び前記横方向と直交する前後方向に移動する昇降フレームであってもよい。昇降フレームにモニタ用撮像装置が装着されて得られる画像は、大きさが変化するものであるが、大きさが変化する画像であっても、各種の情報を得ることができる。 The movable frame on which the image pickup device for a monitor is mounted may be an elevating frame that moves laterally along a transverse frame extending in the lateral direction and moves in the vertical direction and in the front-rear direction orthogonal to the lateral direction. The size of the image obtained by mounting the image pickup device for a monitor on the elevating frame changes, but various information can be obtained even if the image changes in size.
1以上のモニタ用撮像装置からの情報の表示態様は任意である。例えば、成形品取出機が、表示画面を備えた表示部と、成形品取出機に含まれる制御対象機器の1種以上の動作状況を検知する検知部と、検知部で検知した検知データを分析する分析部と、分析部で分析した1種以上の分析データを表示情報として記憶するデータ記憶部とから構成される動作状況検知分析記憶部と、動作状況検知分析記憶部のデータ記憶部に記憶した表示情報を表示画面に表示する表示制御部を備えた情報表示システムを更に備えていてもよい。この場合、データ記憶部は、静止画または動画を画像データの表示情報として記憶する。そして表示制御部は、データ記憶部に記憶した分析データの表示情報と画像データの表示情報の両方を、表示画面に同期して表示するのが好ましい。このような同期表示を実施すると、表示情報で動作や作業に何らかの疑問を持った者は、分析情報を確認しながら必要な画像を見ることにより、疑問の原因を発見することができる可能性が高くなる。 The display mode of the information from one or more monitor image pickup devices is arbitrary. For example, the molded product ejector analyzes a display unit provided with a display screen, a detection unit that detects the operating status of one or more types of controlled devices included in the molded product ejector, and detection data detected by the detection unit. Operation status detection analysis storage unit consisting of an analysis unit and a data storage unit that stores one or more types of analysis data analyzed by the analysis unit as display information, and a data storage unit of the operation status detection analysis storage unit. An information display system including a display control unit for displaying the displayed information on the display screen may be further provided. In this case, the data storage unit stores a still image or a moving image as display information of image data. The display control unit preferably displays both the display information of the analysis data stored in the data storage unit and the display information of the image data in synchronization with the display screen. When such a synchronized display is performed, a person who has some doubts about the operation or work in the displayed information may be able to find the cause of the doubt by looking at the necessary image while checking the analysis information. It gets higher.
1以上のモニタ用撮像装置が、取り出し動作の際に移動する可動フレームまたは該可動フレームを移動させるための走行体に装着されている場合には、1以上のモニタ用撮像装置は、少なくとも成形品の取出時及び前記成形品の開放時に撮影した静止画または動画中に、成形機の成形型の一部及び該一部の周囲に存在する物が含まれるように、取付位置、アングル、視野角及び焦点距離が定められているのが好ましい。 When one or more monitor image pickup devices are attached to a movable frame that moves during a take-out operation or a traveling body for moving the movable frame, the one or more monitor image pickup devices are at least a molded product. The mounting position, angle, and viewing angle so that the still image or moving image taken at the time of taking out the molded product and opening the molded product includes a part of the molding mold of the molding machine and an object existing around the part. And the focal length is preferably defined.
動作状況検知分析記憶部の検知部として、成形品取出機のサイクルタイムを計数するものを用いた場合には、分析部は、所定の期間内に計数した時系列の複数のサイクルタイムを検知データとして、1サイクル中に必要以上の停止時間を含むサイクルの数及び発生時期を表示情報として分析してもよい。このようにするといわゆる1サイクル中に設定していない停止(チョコ停)がどの程度発生しているのかを知ることができる。この1サイクル中に設定していない停止(チョコ停)の発生状況を知ることができると、設定ミスや、装置の故障を知ることが可能になる。 When a device that counts the cycle time of the molded product take-out machine is used as the detection unit of the operation status detection analysis storage unit, the analysis unit detects a plurality of time-series cycle times counted within a predetermined period. As a display information, the number of cycles including a stop time longer than necessary in one cycle and the time of occurrence may be analyzed. By doing so, it is possible to know how much the stop (chocolate stop) that has not been set occurs during the so-called one cycle. If it is possible to know the occurrence status of a stop (chocolate stop) that has not been set during this one cycle, it is possible to know a setting error or a device failure.
設定ミスや、装置の故障を知るために、成形品取出機の不具合発生に関連付けられる条件を学習する機械学習装置をさらに備えていてもよい。この場合、検知部は、成形品取出機の動作状況を画像として検知するモニタ用撮像装置をさらに含んでいる。そして機械学習装置は、検知部が検知する1サイクル中に必要以上の停止時間を含むサイクルの数のデータ、発生時期のデータ及び停止時間のデータ並びに動作状況の画像データを含む状態変数を観測する状態観測部と、成形品取出機の不具合発生の度合いを判定した判定データを取得する判定データ取得部と、状態変数及び判定データの組み合わせに基づいて作成される訓練データセットに従って、成形品取出機の不具合発生に関連付けられる条件を学習する学習部を備えている。このような機械学習装置を備えていれば、状態変数及び判定データの組合せに基づいて作成される訓練データセットに従って、成形品取出機の不具合発生に関連付けられる条件を、成形品取出機を実際に動作させながら学習するので、実際の使用状況に応じた正確な不具合発生条件が学習される。 A machine learning device that learns the conditions associated with the occurrence of a defect in the molded product take-out machine may be further provided in order to know a setting error or a failure of the device. In this case, the detection unit further includes a monitor image pickup device that detects the operating state of the molded product take-out machine as an image. Then, the machine learning device observes a state variable including data on the number of cycles including a stop time longer than necessary, data on the occurrence time, data on the stop time, and image data of the operation status in one cycle detected by the detection unit. According to the training data set created based on the combination of the state observation unit, the judgment data acquisition unit that acquires the judgment data that determines the degree of failure of the molded product ejector, and the state variable and the determination data, the molded product ejector. It is equipped with a learning unit that learns the conditions associated with the occurrence of problems. If such a machine learning device is provided, the molded product unloading machine can actually set the conditions associated with the occurrence of a defect in the molded product unloading machine according to the training data set created based on the combination of the state variables and the judgment data. Since learning is performed while operating, accurate failure occurrence conditions according to actual usage conditions are learned.
以下、図面を参照して、本発明の成形品取出機の実施の形態について詳細に説明する。図1は、本実施の形態の成形品取出機1の全体構成を角度を変えて見た斜視図である。成形品取出機1は、トラバース型の成形品取出機であり、図示されていない成形機の固定プラテンに基部が支持される。図1に示す成形品取出機1は、横行フレーム3と、制御ボックス5と、引き抜きフレーム7と、ランナ用昇降ユニット9と、成形品吸着用昇降ユニット11とを備えている。横行フレーム3は、図示しない成形機の長手方向に水平に直交したX軸方向に延設される片持ビーム構造を有している。制御ボックス5は、横行フレーム3に支持されており、走行体6はサーボ機構に含まれるACサーボモータ(図示していない)を駆動源として横行フレーム3に沿ってX軸方向に進退する。可動フレームである引き抜きフレーム7は、走行体6に基部が取り付けられており、図示しない成形機の長手方向と平行なY軸方向に延びている。引き抜きフレーム7には、ランナ用昇降ユニット9及び成形品吸着用昇降ユニット11がサーボ機構に含まれる図示していないACサーボモータを駆動源としてY軸方向に移動可能に支持されている。引き抜きフレーム7の基部には、制御ボックス8が装着されている。
Hereinafter, embodiments of the molded product take-out machine of the present invention will be described in detail with reference to the drawings. FIG. 1 is a perspective view of the overall configuration of the molded product take-out
ランナ用昇降ユニット9は、引き抜きフレーム7に移動可能に支持された走行体15にZ軸方向に昇降する昇降フレーム17を備えた構造を有している。走行体15は、図示していないACサーボモータにより駆動されてY軸方向に移動する。昇降フレーム17は、ACサーボモータ19によって上下方向(Z軸方向)に昇降する。昇降フレーム17は、廃棄されるランナを保持するアタッチメントとしてのチャック21を備えている。
The elevating
また成形品吸着用昇降ユニット11に含まれる走行体23は、図示していないACサーボモータにより引き抜きフレーム7上をY軸方向に移動する。成形品吸着用昇降ユニット11は上下方向(Z軸方向)に昇降する可動フレームとしての昇降フレーム25と、昇降フレーム25の下端に設けられた姿勢制御装置を構成する反転ユニット27とを備えている。反転ユニット27には、破線で示した取出ヘッド28が装着される。なお後に説明する図3乃至図5には、取出ヘッド28を図示してある。
Further, the traveling
引き抜きフレーム7は、図1に示すように、横方向(X軸方向)に延びる横行フレーム3に沿って横方向に移動する。そして引き抜きフレーム7には、上下方向(Z軸方向)及び横方向と直交する前後方向(Y軸方向)に移動する昇降フレーム17,25が、前後方向に移動可能に装着されている。
As shown in FIG. 1, the
本実施例においては、引き抜きフレーム7は、鉄系材料によって形成された中空構造を有しており、引き抜きフレーム7の外壁は一方の側壁29と、一方の側壁29に対向する他方の側壁31と、一方の側壁29と他方の側壁31とを上下側でそれぞれ連結する上側連結板33及び下側連結板35とが相互に溶接されて、4面の側面を形成する。引き抜きフレーム7の自由端である先端7Aは閉塞板37により閉塞され、固定端(基部)である後端には制御ボックス8が装着されている。
In this embodiment, the
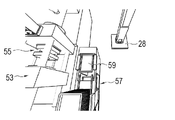
引き抜きフレーム7の一方の側壁29は、引き抜きフレーム7の昇降フレーム17,25が前後方向に移動することを許容するように、平坦な一方の側面を有している。また他方の側壁31の他方の側面は、途中から先端7Aに向かうに従って一方の側壁29の一方の側面30に近付くように傾斜する傾斜面39を有している。そして一方の側壁29の平坦な側面30の上下の縁に沿って、昇降フレーム17,25の移動をガイドするための一対のガイドレール41,41が設けられている。ガイドレール41,41の間には、昇降フレーム17,25を引き抜きフレーム7に沿って移動させるベルト43を用いた直線移動機構が配置されている。ベルト43は、ベルトカバー45によって一部が覆われている。
One side wall 29 of the
図2に示すように、引き抜きフレーム7の先端の閉塞板37と隣接してガイドレール41の先端部及びベルトカバー45の先端部を覆うキャップ47が設けられている。本実施の形態では、昇降フレーム17,25が前後方向に移動して横行フレーム3から最も離れた位置にあるときを引き抜きフレーム上の最大移動位置と定義したときに、この最大移動位置よりも引き抜きフレーム7の先端側に位置するキャップ47(引き抜きフレーム7の端部に相当)内に、下方向に向けて単眼カメラからなるモニタ用撮像装置49が設置されている。1台のモニタ用撮像装置49は、少なくとも成形品の取出時、成形品の開放時及び引き抜きフレーム7の退避時に撮影した静止画または動画中に、成形機の成形型の一部及びこの一部の周囲に存在する物が含まれるように、取付位置、アングル、視野角及び焦点距離が定められている。
As shown in FIG. 2, a
本実施の形態の1台のモニタ用撮像装置49により得られる静止画または動画には、少なくとも成形品の取出時及び成形品の開放時における成形機の成形型の一部及び該一部の周囲に存在する物が含まれる。限定された目的のために取られた静止画または動画には、その目的に適した画像は含まれているものの、その他の情報を得ることができる画像が含まれている可能性が低い。これに対して本実施の形態の1台のモニタ用撮像装置49により得られる静止画または動画は、少なくとも取出時、開放時及び可動フレームの退避時のいずれにおいても、成形型の一部とその周囲の画像が含まれる画像であれば、成形機及び成形品取出機の動作及び作業の中心となる領域の画像であるため、不良品の発生率が多くなった場合や、成形品を取り出すサイクルタイムが設定値よりも長くなっている場合や、緊急停止の回数が増えている場合などに、その原因がどこにあるかのヒントを得ることができる可能性が高い。したがって本実施の形態によれば、1台のモニタ用撮像装置49からの静止画または動画により、多くのモニタ情報を得ることができる。また本実施の形態のように、モニタ用撮像装置49を設けると、モニタ用撮像装置49の存在自体が目立たない状態となり、作業者がモニタ用撮像装置49を意識することなく作業を行うことになるため、画像データから普段の作業状態を知ることができる。また本実施の形態では、引き抜きフレーム7の内部に、モニタ用撮像装置49に接続される電線51が収納されている。このようにすると、電線51が切れる可能性がなくなるため、信頼性が大幅に向上する。
The still image or moving image obtained by one monitor
図3(A)及び(B)には、成形品取出機1を成形機53のプラテン56の上に設置した状態の斜視図を示してある。なお図3(A)及び(B)においては、引き抜きフレーム7の形状は簡略的に示してあるため、図1及び図2に示した引き抜きフレームの形状とは相違している。図3(A)は、成形機53の開いた成形型55の上に昇降フレーム17,25が位置している状態(取り出し状態)を示しており、図3(B)は成形機53の横に配置した製品ストッカ装置57のパレット59の上に昇降フレーム17,25が位置している状態(開放状態)を示している。前述の通り、モニタ用撮像装置49の取付位置、アングル(レンズが向けられる方向)、視野角及び焦点距離は、少なくとも成形品の取出時、成形品の開放時及び引き出しフレーム7の退避時に撮影した静止画または動画中に、成形機53の成形型55の一部及び該一部の周囲に存在する物(製品ストッカ装置57)が含まれるように定められている。
3A and 3B are perspective views showing a state in which the molded product take-out
図4は、図3(A)の成形機53の成形型55の上に引き抜きフレーム7があるとき(取出時)にモニタ用撮像装置49で撮影した静止画の一例を模擬的に示している。図4から判るように、この静止画からは、成形機53の成形型55の状況の情報だけでなく、成形機53の両側の状況の情報を知ることができる。
FIG. 4 simulates an example of a still image taken by a monitor
また図5は、製品ストッカ装置57のパレット59の上に引き抜きフレーム7が位置しているとき(開放時)で、取出ヘッド28がパレット59の上方に位置しているときにモニタ用撮像装置49で撮影した静止画の模擬図を示している。この静止画からは、成形型55の状況の情報だけでなく、製品ストッカ装置57の状況の情報を知ることができる。
Further, FIG. 5 shows a monitor
図6は、引き抜きフレームが退避位置にあるときに、モニタ用撮像装置49で撮影した静止画の模擬図を示している。この静止画からは、成形型55の状況の情報、製品ストッカ装置57の状況の情報、そして製品ストッカ装置57の周辺の状況の情報を知ることができる。図7は、成形型の交換のために、成形機53から成形型が外され、製品ストッカ装置が移動され、引き抜きフレームが退避位置にあるときに、モニタ用撮像装置49で撮影した静止画の模擬図を示している。この静止画からは、成形機53の成形型55を設置する際の周辺状況の情報を知ることができる。
FIG. 6 shows a simulated still image taken by the monitor
モニタ用撮像装置49の位置とアングルを本実施の形態のように定めると、このモニタ用撮像装置49から得られる画像データには、成形機53の成形型55内から成形品を取り出すときの情報、取り出した成形品を開放位置で解放するときの情報、引き抜きフレームが退避状態にあるときの情報、成形品取出機の周囲に近づく障害物に関する情報の大部分が含まれる。そのため本実施の形態によれば、1台のモニタ用撮像装置49からの画像データに基づいて、成形品取出機が可動しているときの各種の情報を得ることができる。
When the position and angle of the monitor
上記実施の形態では、キャップ47内にモニタ用撮像装置49を配置したが、キャップ47の外側にモニタ用撮像装置49を配置してもよいのは勿論である。また上記実施の形態ではモニタ用撮像装置49として単眼カメラを用いたが、複眼カメラを用いてもよく、またズームレンズを搭載したカメラを用いてもよい。またモニタ用撮像装置49は、動画を撮影するものでもよい。
In the above embodiment, the monitor
(モニタ用撮像装置の位置)
図8は、モニタ用撮像装置の取付位置の他の例を示す図である。図8では、上記実施の形態のモニタ用撮像装置49の他に、3台のモニタ用撮像装置49A乃至49Cを設置した場合の例を示している。
(Position of image pickup device for monitor)
FIG. 8 is a diagram showing another example of the mounting position of the image pickup device for a monitor. FIG. 8 shows an example in which three monitor
モニタ用撮像装置49Aは、昇降フレーム25の最大移動位置よりも引き抜きフレーム7の基部側に位置する引き抜きフレーム7の底部部分に設置されている。この位置では、昇降フレーム25の存在が邪魔になるものの、モニタ用撮像装置49Aからの静止画または動画に基づいて、成形品取出機が稼働しているときの各種の情報を得ることができる。
The monitor
またモニタ用撮像装置49Bは、昇降フレーム25を前後方向に移動させる第1の走行体23に設置されている。このようにすると昇降フレーム25が前後方向に移動しているときの情報も得ることができる。
Further, the monitor
更にモニタ用撮像装置49Cは、引き抜きフレーム7を横方向に移動させる第2の走行体6に設置されている。この場合にも、モニタ用撮像装置49Cからの静止画または動画に基づいて、成形品取出機が稼働しているときの各種の情報を得ることができる。なお図8に示す4台のモニタ用撮像装置49,49A乃至49Cのうち、1台のモニタ用撮像装置を設ける場合も、モニタ用撮像装置は、少なくとも成形品の取出時、成形品の開放時及び前記可動フレームの退避時に撮影した静止画または動画中に、成形機の成形型の一部及び該一部の周囲に存在する物が含まれるように、取付位置、アングル、視野角及び焦点距離を定めればよい。
Further, the monitor
図9は、本発明の成形品取出機の他の実施の形態における昇降フレーム25の先端に取り付けられる反転ユニット27の他の例を示している。本実施の形態では、反転ユニット27には成形型55の開閉方向にレンズ49Daを有するモニタ用撮像装置49Dが設けられている。本実施例では、反転ユニット27の駆動源34となるエアシリンダが間隔をあけて配置された2本のエアシリンダ34A及び34Bの間に形成された部品収納スペース34C内にモニタ用撮像装置49Dを収納している。なお反転ユニット27ではなく、昇降フレーム25に直接、モニタ用撮像装置を設置してもよいのは勿論である。昇降フレーム25にモニタ用撮像装置が装着されて得られる画像は、大きさが変化するものであるが、大きさが変化する画像であっても、各種の情報を得ることができる。
FIG. 9 shows another example of the reversing
(情報表示システム)
図10は、1以上のモニタ用撮像装置からの情報を表示する情報表示システム60の一例の構成を示すブロック図である。この情報表示システム60は、検知部の一部を構成するモニタ用撮像装置49,49A及び49Bと、検知部の一部を構成する計数部62と、表示制御部65を備えた動作状況検知分析記憶部61と、表示画面67を備えた表示部としてのコントローラ66と、データ通信装置68と、サーバ69と、通信端末装置70を備えている。検知部の一部を構成するモニタ用撮像装置49,49A及び49Bは、成形品取出機の動作状況を画像として検知するものである。計数部62は、成形品取出機のサイクルタイムを計数する。分析部63は、検知部で検知した検知データを分析する。そして分析部63で分析した1種以上の分析データを表示情報としてデータ記憶部64が記憶する。動作状況検知分析記憶部61のデータ記憶部64に記憶した表示情報は、表示制御部65が表示画面67を有する表示制御部としてのコントローラ66の表示画面に表示される。この場合、データ記憶部64は、静止画または動画の画像データを表示情報として記憶する。そして表示制御部65は、図11に示すように、データ記憶部64に記憶した分析データの表示情報と画像データの表示情報の両方を、表示画面に同期して表示する。このような同期表示を実施すると、表示情報で動作や作業に何らかの疑問を持った者は、分析情報を確認しながら必要な画像を見ることにより、疑問の原因を発見することができる可能性が高くなる。
(Information display system)
FIG. 10 is a block diagram showing a configuration of an example of an
なおモニタ用撮像装置49,49A及び49Bの少なくとも成形品の取出時及び前記成形品の開放時に撮影した静止画または動画中に、成形機の成形型の一部及び該一部の周囲に存在する物が含まれるように、取付位置、アングル、視野角及び焦点距離が定められているのが好ましい。
It should be noted that at least a part of the molding die of the molding machine and its surroundings are present in the still image or the moving image taken at the time of taking out the molded product and opening the molded product of the
本実施の形態では、動作状況検知分析記憶部61の検知部として、成形品取出機のサイクルタイムを計数する計数部62を備えているので、分析部63は、所定の期間内に計数した時系列の複数のサイクルタイムを検知データとして、1サイクル中に必要以上の停止時間を含むサイクルの数及び発生時期を表示情報として分析する機能を備えている。このような機能を分析部63がこのような機能を有すると、いわゆる1サイクル中に設定していない停止(チョコ停)がどの程度発生しているのかを知ることができる。この1サイクル中に設定していない停止(チョコ停)の発生状況を知ることができると、設定ミスや、装置の故障を知ることが可能になる。
In the present embodiment, as the detection unit of the operation status detection analysis storage unit 61, a
またこの例では、表示部は成形品取出機とは離れた位置にある通信端末装置70にも装着されている。なお動作状況検知分析記憶部61の中にあるデータ記憶部64は、成形品取出機と離れた位置にあるサーバ装置内に設けてもよいのは勿論である。この例では、表示制御部65と通信端末装置70とサーバ装置との間のデータ通信を可能にするデータ通信装置68を更に備えている。その結果、工場の外にいる管理者は、通信端末装置70の表示画面71を通して、分析結果のデータと画像を確認することができる。
Further, in this example, the display unit is also attached to the
(機械学習装置)
図12は、不具合発生予知システムの一例を示すブロック図である。不具合発生予知システム101は、機械学習機能を有する機械学習装置103を用いて成形品取出機の不具合発生に関連付けられる条件(以下、「不具合発生条件」と言う。)を学習することができる。また、不具合発生予知システム101は、機械学習装置103が学習した結果に基づいて、成形品取出機の状態に応じた不具合情報を作成することができる。
(Machine learning device)
FIG. 12 is a block diagram showing an example of a defect occurrence prediction system. The defect occurrence prediction system 101 can learn the conditions associated with the occurrence of defects in the molded product take-out machine (hereinafter referred to as “defect occurrence conditions”) by using the
本明細書において、「成形品取出機の不具合」は、成形品取出機の設定ミス、操作ミスに基づく成形品不良の発生の不具合を含んでいる。すなわち、「成形品取出機の不具合」は、意図される成形品取出機の機能を実行できない状態に限定されず、例えば、正常時の動作を一時的又は恒久的に再現できないといった状態も含むものとする。 In the present specification, the "defect of the molded product ejecting machine" includes a defect of the occurrence of a molded product defect due to a setting error of the molded article ejecting machine and an operation error. That is, the "malfunction of the molded product ejecting machine" is not limited to the state in which the intended function of the molded product ejecting machine cannot be executed, and includes, for example, the state in which the normal operation cannot be reproduced temporarily or permanently. ..
不具合発生予知システム101によって作成される「不具合情報」は、成形品取出機の不具合の有無を表す情報又は「不具合の度合い」を表す情報を含んでいる。「不具合情報」は、成形品取出機が正常な状態であることを表す情報を含んでいてもよい。「不具合の度合い」は、不具合の深刻さを意味する。「不具合の度合い」は、最大値又は最小値のいずれか一方が制限されていてもよい。「不具合の度合い」は、連続量であっても離散量であってもよい。オペレータは、「不具合の度合い」に応じて、対象の構成部品の交換又は修理を直ちに行うべきか、或いは次回の保守作業時に行うべきかを判断することができる。 The "defect information" created by the defect occurrence prediction system 101 includes information indicating the presence or absence of a defect in the molded product ejecting machine or information indicating the "degree of defect". The "defect information" may include information indicating that the molded product ejecting machine is in a normal state. "Degree of defect" means the seriousness of the defect. The "degree of defect" may be limited to either the maximum value or the minimum value. The "degree of defect" may be a continuous quantity or a discrete quantity. The operator can determine whether the target component should be replaced or repaired immediately or at the next maintenance work, depending on the "degree of defect".
図12の成形品取出機1は、図1乃至図11を用いて説明した成形品取出機である。成形品取出機1は、制御装置105からの指令で動作する。制御装置105は、制御プログラムに従って成形品取出機1に対する指令を作成する。制御装置105は、不具合判定部106を備えている。不具合判定部106は、公知の不具合診断方法を利用して成形品取出機1の不具合を判定する。不具合判定部106は、不具合発生予知システム101によって作成される不具合情報とは独立して、成形品取出機1の不具合の有無又は不具合の度合いを判定する。例えば、トルクセンサによって検出される外乱トルク、或いはセンサの出力データの振動の振幅が予め定められる閾値を超えたとき、画像データから本来存在しない物の存在を検知したとき、1サイクル中に必要以上の停止時間を含むサイクルの数のデータが閾値を超えたとき、またその発生時期が閾値を超えたとき、さらに停止時間が閾値を超えたときに、不具合判定部106は、不具合が発生したと判定する。このように、不具合判定部106は、様々な要因に基づく不具合を判定する。なお、不具合判定部106による判定結果は、機械学習装置103の判定データ取得部103Aに入力される。
The molded product take-out
不具合発生予知システム101は、成形品取出機のサイクルタイムを計数したり、動作画像を検知するする検知部107を備えている。検知部107は、撮像装置を備えた撮像センサ、計数センサ,力センサ、トルクセンサ、振動センサ、集音センサ、距離センサ、温度センサ、湿度センサ、流量センサ、光量センサ、圧力センサ等をセンサとして含んでいてもよい。検知部107から出力されるデータは、機械学習装置103の状態観測部103Bに入力される。
The defect occurrence prediction system 101 includes a
機械学習装置103は、成形品取出機1の不具合発生条件を学習する。本実施の形態では、機械学習装置103は、制御装置105に内蔵されている。そのため、機械学習装置103は、制御装置105のプロセッサを利用して機械学習を実行する。また別の実施形態において、機械学習装置103は、クラウドサーバ上に存在していてもよい。
The
判定データ取得部103Aは、不具合判定部106から判定データを取得する。判定データは、判定データ取得部103Aから学習部103Cに入力され、機械学習装置103が不具合発生条件を学習する際に使用される。判定データは、不具合の有無又は不具合の度合いを判定したデータである。
The determination data acquisition unit 103A acquires determination data from the
状態観測部103Bは、機械学習の入力値としての状態変数を成形品取出機1の動作中又は静止中に観測する。
The
状態変数は、検知部107が検知する1サイクル中に必要以上の停止時間を含むサイクルの数のデータ、発生時期のデータ及び停止時間のデータ、並びに動作状況の画像データを含んでいる。また状態変数は、成形品取出機1を制御する制御ソフトウェアの内部データを含んでいてもよい。内部データは、トルク、位置、速度、加速度、加速度、電流、電圧及び推定外乱値のうちの少なくともいずれか1つを含んでいてもよい。状態変数は、出力データ又は内部データに基づいて得られる計算データを含んでいてもよい。
The state variable includes data on the number of cycles including a stop time longer than necessary in one cycle detected by the
学習部103Cは、状態観測部103Bから出力される状態変数、及び判定データ取得部103Aから出力される判定データの組合せに基づいて作成される訓練データセットに従って、不具合発生条件を学習する。訓練データセットは、状態変数及び判定データを互いに関連付けたデータである。
The
機械学習装置103における学習過程の一例について説明する。学習が開始されると、状態観測部103Bが、状態変数を取得する。次に、判定データ取得部103Aが、不具合判定部106による判定結果に基づいて判定データを取得する。学習部103Cは、取得した状態変数と取得した判定データとの組合せに基づいて作成される訓練データセットに従って、不具合発生条件を学習する。この処理は、機械学習装置103が不具合発生条件を十分に学習するまで繰返し実行される。
An example of the learning process in the
なお機械学習装置103の学習部103Cは、ニューラルネットワークモデルに従って不具合発生条件を学習してもよいし、AIチップによって不具合発生条件を学習してもよい。
The
本発明により得られる静止画または動画は、少なくとも取出時、開放時及び可動フレームの退避時のいずれにおいても成形型の一部とその周囲の画像が含まれる画像であれば、成形機及び成形品取出機の動作の中心となる領域の画像であるため、不良品の発生率が多くなった場合や、成形品を取り出すサイクルタイムが設定値よりも長くなっている場合や、緊急停止の回数が増えている場合や、型の交換作業を行う時間が長くなっている場合などに、その原因がどこにあるかのヒントを得ることができる可能性が高い。したがって本発明によれば、少なくとも1台のモニタ用撮像装置からの静止画または動画により、多くのモニタ情報を得ることができる。 The still image or moving image obtained by the present invention is a molding machine and a molded product as long as the image includes an image of a part of the molding die and its surroundings at least at the time of taking out, opening, and retracting the movable frame. Since it is an image of the area that is the center of the operation of the take-out machine, the number of emergency stops is high when the incidence of defective products is high, the cycle time for taking out molded products is longer than the set value, and so on. If the number is increasing, or if the time to replace the mold is long, it is likely that you can get a hint as to where the cause is. Therefore, according to the present invention, a large amount of monitor information can be obtained from a still image or a moving image from at least one monitor image pickup device.
1 成形品取出機
3 横行フレーム
6 走行体
7 引き抜きフレーム
9 ランナ用昇降ユニット
11 成形品吸着用昇降ユニット
13 ACサーボモータ
15 走行体
17 昇降フレーム
19 ACサーボモータ
21 チャック
23 走行体
25 昇降フレーム
27 反転ユニット
28 取出ヘッド
29 一方の側壁
31 他方の側壁
33 上側連結板
34 駆動源
35 下側連結板
37 閉塞板
39 傾斜面
41 ガイドレール
47 キャップ
49,49A乃至49C,49D モニタ用撮像装置
53 成形機
55 成形型
57 製品ストッカ装置
59 パレット
60 情報表示システム
61 動作状況検知分析記憶部
62 計数部
63 分析部
64 データ記憶部
65 表示制御部
66 コントローラ
68 データ通信装置
69 サーバ
70 通信端末装置
101 不具合発生予知システム
103 機械学習装置
103A 判定データ取得部
103B 状態観測部
103C 学習部
105 制御装置
106 不具合判定部
107 検知部
1 Molded product take-out
Claims (7)
取り出し動作の際に移動する可動フレームに、少なくとも1台のモニタ用撮像装置が装着されており、
前記少なくとも1台のモニタ用撮像装置は、少なくとも成形品の取出時、前記成形品の開放時及び前記可動フレームの退避時に撮影した静止画または動画中に、前記成形機の成形型の一部及び該一部の周囲に存在する物が含まれるように、取付位置、アングル、視野角及び焦点距離が定められており、
前記可動フレームは、横方向に延びる横行フレームに沿って前記横方向に移動し且つ上下方向及び前記横方向と直交する前後方向に移動する昇降フレームが、前記前後方向に移動可能に装着される引き抜きフレームであり、
前記昇降フレームが前記前後方向に移動して前記横行フレームから最も離れた位置にあるときを前記引き抜きフレーム上の最大移動位置と定義したときに、1台の前記モニタ用撮像装置が、前記最大移動位置よりも前記引き抜きフレームの先端側に位置する前記引き抜きフレームの端部に設置されていることを特徴とする成形品取出機。 It is a molded product take-out machine installed on the molding machine.
At least one monitor image pickup device is attached to the movable frame that moves during the take-out operation.
The at least one monitor image pickup device includes a part of the molding die of the molding machine and a part of the molding machine in a still image or a moving image taken at least when the molded product is taken out, when the molded product is opened, and when the movable frame is retracted. The mounting position, angle, viewing angle and focal length are defined so that objects existing around the part are included.
The movable frame is a pull-out frame in which an elevating frame that moves laterally along a transverse frame extending laterally and moves in a vertical direction and a front-rear direction orthogonal to the lateral direction is movably mounted in the front-rear direction. It's a frame
When the elevating frame moves in the front-rear direction and is at the position farthest from the traverse frame is defined as the maximum movement position on the extraction frame, one monitor image pickup device moves the maximum movement. A molded product take-out machine characterized in that it is installed at the end of the withdrawal frame located on the tip end side of the withdrawal frame with respect to the position.
成形品取出機に含まれる制御対象機器の1種以上の動作状況を検知する検知部と、前記検知部で検知した検知データを分析する分析部と、前記分析部で分析した1種以上の分析データを表示情報として記憶するデータ記憶部とから構成される動作状況検知分析記憶部と、
前記動作状況検知分析記憶部の前記データ記憶部に記憶した前記表示情報を前記表示画面に表示する表示制御部を備えた情報表示システムを更に備えており、
前記データ記憶部は、前記静止画または動画を画像データの表示情報として記憶しており、
前記表示制御部は、前記データ記憶部に記憶した前記分析データの表示情報と前記画像データの表示情報の両方を、前記表示画面に同期して表示することを特徴とする請求項1に記載の成形品取出機。 A display unit with a display screen and
A detection unit that detects the operating status of one or more types of controlled equipment included in the molded product take-out machine, an analysis unit that analyzes the detection data detected by the detection unit, and one or more types of analysis analyzed by the analysis unit. An operation status detection analysis storage unit consisting of a data storage unit that stores data as display information,
Further, an information display system including a display control unit for displaying the display information stored in the data storage unit of the operation status detection analysis storage unit on the display screen is further provided.
The data storage unit stores the still image or moving image as display information of image data.
The first aspect of claim 1, wherein the display control unit displays both the display information of the analysis data and the display information of the image data stored in the data storage unit in synchronization with the display screen. Molded product take-out machine.
前記分析部は、所定の期間内に計数した時系列の複数のサイクルタイムを前記検知データとして、1サイクル中に必要以上の停止時間を含むサイクルの数及び発生時期を前記表示情報として分析することを特徴とする請求項5に記載の成形品取出機。 A part of the detection unit of the operation status detection analysis storage unit counts the cycle time of the molded product ejecting machine.
The analysis unit analyzes a plurality of time-series cycle times counted within a predetermined period as the detection data, and analyzes the number of cycles including a stop time longer than necessary in one cycle and the occurrence time as the display information. The molded product take-out machine according to claim 5.
前記成形品取出機の不具合発生に関連付けられる条件を学習する機械学習装置をさらに備え、
前記機械学習装置は、前記検知部が検知する前記1サイクル中に必要以上の停止時間を含むサイクルの数のデータ、発生時期のデータ及び停止時間のデータ、並びに動作状況の画像データを含む状態変数を観測する状態観測部と、
前記成形品取出機の不具合発生の度合いを判定した判定データを取得する判定データ取得部と、
前記状態変数及び前記判定データの組み合わせに基づいて作成される訓練データセットに従って、前記成形品取出機の不具合発生に関連付けられる条件を学習する学習部を備えていることを特徴とする請求項6に記載の成形品取出機。
The detection unit further includes the monitor image pickup device that detects the operating state of the molded product ejector as an image.
Further equipped with a machine learning device for learning the conditions associated with the occurrence of a defect in the molded product take-out machine.
The machine learning device is a state variable including data on the number of cycles including a stop time longer than necessary in the one cycle detected by the detection unit, data on the occurrence time and data on the stop time, and image data on the operation status. The state observation unit that observes
A determination data acquisition unit that acquires determination data for determining the degree of failure of the molded product ejecting machine, and a determination data acquisition unit.
The sixth aspect of claim 6 is characterized in that it includes a learning unit that learns conditions associated with the occurrence of a defect in the molded product ejecting machine according to a training data set created based on a combination of the state variables and the determination data. The described molded product take-out machine.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017131644 | 2017-07-05 | ||
| JP2017131644 | 2017-07-05 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2019014251A JP2019014251A (en) | 2019-01-31 |
| JP2019014251A5 JP2019014251A5 (en) | 2021-01-21 |
| JP7051619B2 true JP7051619B2 (en) | 2022-04-11 |
Family
ID=65356753
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018128203A Active JP7051619B2 (en) | 2017-07-05 | 2018-07-05 | Molded product take-out machine equipped with an image pickup device |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7051619B2 (en) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7227062B2 (en) * | 2019-04-16 | 2023-02-21 | ファナック株式会社 | Injection molding system and viewing screen display method |
| JP7341005B2 (en) * | 2019-09-12 | 2023-09-08 | 株式会社ユーシン精機 | Teaching method of molded product extraction system and molded product extraction machine |
| JP7314074B2 (en) * | 2020-01-31 | 2023-07-25 | 住友重機械工業株式会社 | Injection molding machine |
| KR102316034B1 (en) * | 2020-11-19 | 2021-10-25 | 주식회사 유일로보틱스 | Take out robot apparatus of injection molding machine |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003080528A (en) | 2001-09-14 | 2003-03-19 | Star Seiki Co Ltd | Method for diagnosing abnormality of ejector assembly |
| JP2007290154A (en) | 2006-04-21 | 2007-11-08 | Tietech Co Ltd | Molded product ejector |
| JP2017030152A (en) | 2015-07-28 | 2017-02-09 | ファナック株式会社 | Injection molding system capable of calculating optimum operating conditions, and machine learning apparatus |
-
2018
- 2018-07-05 JP JP2018128203A patent/JP7051619B2/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003080528A (en) | 2001-09-14 | 2003-03-19 | Star Seiki Co Ltd | Method for diagnosing abnormality of ejector assembly |
| JP2007290154A (en) | 2006-04-21 | 2007-11-08 | Tietech Co Ltd | Molded product ejector |
| JP2017030152A (en) | 2015-07-28 | 2017-02-09 | ファナック株式会社 | Injection molding system capable of calculating optimum operating conditions, and machine learning apparatus |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019014251A (en) | 2019-01-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7051619B2 (en) | Molded product take-out machine equipped with an image pickup device | |
| JP2019014251A5 (en) | ||
| CA3173497A1 (en) | In-situ inspection method based on digital data model of weld | |
| US11049287B2 (en) | Sensing system, work system, augmented-reality-image displaying method, and program | |
| WO2017123461A1 (en) | Weld training systems to synchronize weld data for presentation | |
| JP2009014712A (en) | Object detecting device and gate device using the same | |
| US9584772B2 (en) | Method and apparatus for inspecting parts | |
| KR20200004791A (en) | Control method of track maintenance machine | |
| CN111999314A (en) | Device and method for automatically checking deformation of flexible PCB in processing process | |
| JP2012254477A (en) | Method and system for detecting welding anomaly | |
| JP6995633B2 (en) | Molded product take-out system | |
| KR101989461B1 (en) | Safety system and Method for Robot working environment using vision system | |
| CN117381261A (en) | Automatic welding machine fault recognition device and method | |
| US10695968B2 (en) | Controller for injection molding machine | |
| JP5158993B2 (en) | Residual oxide detection and classification device in metal plate production line | |
| JP6986952B2 (en) | Car wash device | |
| JP7403834B2 (en) | Imaging device and imaging method | |
| CN112595229B (en) | Monitoring device for measuring volume of material | |
| CN214583413U (en) | Pipe quality detection system | |
| JP6952929B2 (en) | Train monitoring system | |
| US20220234146A1 (en) | Welding Work Measurement System | |
| JP7341005B2 (en) | Teaching method of molded product extraction system and molded product extraction machine | |
| WO2022065364A1 (en) | Weld measuring system, and weld measuring method | |
| CN211717607U (en) | Knitting needle vibration detection system based on image tracing point dynamic tracking analysis | |
| CN111693369B (en) | Durable monitoring system and device thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201201 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20201201 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20211018 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20211026 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211227 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220222 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220315 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220329 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220330 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7051619 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |