JP7029945B2 - Laminated glass - Google Patents
Laminated glass Download PDFInfo
- Publication number
- JP7029945B2 JP7029945B2 JP2017229727A JP2017229727A JP7029945B2 JP 7029945 B2 JP7029945 B2 JP 7029945B2 JP 2017229727 A JP2017229727 A JP 2017229727A JP 2017229727 A JP2017229727 A JP 2017229727A JP 7029945 B2 JP7029945 B2 JP 7029945B2
- Authority
- JP
- Japan
- Prior art keywords
- glass plate
- bus bar
- heating wire
- layer
- functional layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J1/00—Windows; Windscreens; Accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60S—SERVICING, CLEANING, REPAIRING, SUPPORTING, LIFTING, OR MANOEUVRING OF VEHICLES, NOT OTHERWISE PROVIDED FOR
- B60S1/00—Cleaning of vehicles
- B60S1/02—Cleaning windscreens, windows or optical devices
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/20—Heating elements having extended surface area substantially in a two-dimensional plane, e.g. plate-heater
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/20—Heating elements having extended surface area substantially in a two-dimensional plane, e.g. plate-heater
- H05B3/22—Heating elements having extended surface area substantially in a two-dimensional plane, e.g. plate-heater non-flexible
- H05B3/26—Heating elements having extended surface area substantially in a two-dimensional plane, e.g. plate-heater non-flexible heating conductor mounted on insulating base
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/84—Heating arrangements specially adapted for transparent or reflecting areas, e.g. for demisting or de-icing windows, mirrors or vehicle windshields
- H05B3/86—Heating arrangements specially adapted for transparent or reflecting areas, e.g. for demisting or de-icing windows, mirrors or vehicle windshields the heating conductors being embedded in the transparent or reflecting material
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Joining Of Glass To Other Materials (AREA)
- Surface Heating Bodies (AREA)
Description
本発明は、合わせガラスに関する。 The present invention relates to laminated glass.
気温の低い日や寒冷地では、自動車のウインドシールドが曇ることがあり、運転に支障を来している。そのため、ウインドシールドの曇りを除去する種々の方法が提案されている。例えば、特許文献1には、ウインドシールドの内部に、バスバー及び加熱線を配置し、その発熱によって曇りを除去することが開示されている。 On cold days and cold regions, the windshield of a car may become cloudy, which hinders driving. Therefore, various methods for removing fogging of the windshield have been proposed. For example, Patent Document 1 discloses that a bus bar and a heating wire are arranged inside a windshield, and fogging is removed by heat generation thereof.
ところで、上記ウインドシールドは、2枚のガラス板の間に接着層とともにバスバーなどを配置した合わせガラスにより形成されている。そして、この合わせガラスを作製する際には、接着層上にバスバーを配置した上で、これらを2枚のガラス板の間に挟み圧力を付与して接着する。しかしながら、バスバーと接着層との間には段差が生じるため、接着時に、この段差に空気が残るおそれがあった。そして、このような空気が残ると、完成した合わせガラスには、この空気が泡として視認可能となり、製品としての品質の低下を招いていた。なお、このような泡の発生は、バスバーだけではなく、2枚のガラス板の間に、例えば、赤外線反射フィルム、調光フィルムなどの機能層を挟んだ配置したときにも生じ得る問題である。 By the way, the windshield is formed of laminated glass in which a bus bar or the like is arranged together with an adhesive layer between two glass plates. Then, when producing this laminated glass, after arranging the bus bar on the adhesive layer, these are sandwiched between two glass plates and pressure is applied to bond them. However, since a step is generated between the bus bar and the adhesive layer, there is a possibility that air may remain in this step at the time of adhesion. When such air remains, the air becomes visible as bubbles in the finished laminated glass, which causes deterioration of the quality of the product. It should be noted that the generation of such bubbles is a problem that can occur not only when the bus bar is arranged but also when a functional layer such as an infrared reflective film or a dimming film is sandwiched between two glass plates.
ところで、上記機能層は、その外周縁がガラス板の外周縁と一致するように形成することができ、このようにすれば、上記のような段差が生じないため、泡の発生を防止することができる。しかしながら、このようにすると、機能層の外周縁がガラス板の間から露出するため、ここからガラス板の間に水が浸入するおそれがある。これにより、合わせガラスが膨れると、本来の合わせガラスの機能を失うおそれがある。さらに、次のような問題もある。すなわち、各ガラス板の端縁は、断面円弧状に形成されることがあるため、機能層の外周縁がガラス板の外周縁と一致していると、接着層同士が接着しない可能性があり、これによって、接着層や機能層にシワが生じる可能性がある。そこで、接着層の外周縁の位置を、外側ガラス位置の位置より中央側に位置させる(例えば、数mm~30mm程度)ことで、水の浸入を防止することができる。しかしながら、このように、接着層の外周縁の位置をガラス板の外周縁よりも内側にすると、上述した泡が生じるおそれがある。 By the way, the functional layer can be formed so that its outer peripheral edge coincides with the outer peripheral edge of the glass plate, and in this way, the above-mentioned step does not occur, so that the generation of bubbles can be prevented. Can be done. However, in this case, since the outer peripheral edge of the functional layer is exposed from between the glass plates, water may infiltrate between the glass plates from here. As a result, if the laminated glass swells, the original function of the laminated glass may be lost. Furthermore, there are the following problems. That is, since the edge of each glass plate may be formed in an arc shape in cross section, if the outer peripheral edge of the functional layer coincides with the outer peripheral edge of the glass plate, the adhesive layers may not adhere to each other. This can cause wrinkles in the adhesive layer and the functional layer. Therefore, by locating the position of the outer peripheral edge of the adhesive layer on the center side of the position of the outer glass position (for example, about several mm to 30 mm), it is possible to prevent the ingress of water. However, if the position of the outer peripheral edge of the adhesive layer is set inside the outer peripheral edge of the glass plate in this way, the above-mentioned bubbles may occur.
本発明は、上記問題を解決するためになされたものであり、2枚のガラス板の間に機能層を配置した合わせガラスであって、見た目の品質を向上することができる、合わせガラスを提供することを目的とする。 The present invention has been made to solve the above problems, and to provide a laminated glass in which a functional layer is arranged between two glass plates, which can improve the appearance quality. With the goal.
項1:第1辺と、及び前記第1辺と対向する第2辺を有する外側ガラス板と、
前記外側ガラス板と対向配置され、前記外側ガラス板と略同形状の内側ガラス板と、
前記外側ガラス板と内側ガラス板との間に配置される中間膜と、
前記外側ガラス板の表面に形成される遮蔽層と、
を備え、
前記中間膜は、
接着層と、
前記接着層に支持される機能層と、
を備え、
前記機能層の外周縁の少なくとも一部は、前記接着層の外周縁よりも内側に位置する、内側部位を有しており、
前記遮蔽層は、少なくとも、前記機能層の内側部位と前記接着層の外周縁との間を覆うように配置されている、合わせガラス。
Item 1: An outer glass plate having a first side and a second side facing the first side.
An inner glass plate that is arranged to face the outer glass plate and has substantially the same shape as the outer glass plate,
An interlayer film arranged between the outer glass plate and the inner glass plate,
The shielding layer formed on the surface of the outer glass plate and
Equipped with
The interlayer film is
With an adhesive layer,
The functional layer supported by the adhesive layer and
Equipped with
At least a part of the outer peripheral edge of the functional layer has an inner portion located inside the outer peripheral edge of the adhesive layer.
The shielding layer is a laminated glass arranged so as to cover at least between the inner portion of the functional layer and the outer peripheral edge of the adhesive layer.
項2:前記遮蔽層は、前記外側ガラス板の前記中間膜側の表面に位置している項1の合わせガラス。 Item 2: The laminated glass of Item 1 in which the shielding layer is located on the surface of the outer glass plate on the intermediate film side.
項3:前記内側ガラス板の前記中間膜とは反対側の表面に設けられる第2遮蔽層をさらに備えている、項2に記載の合わせガラス。
Item 3: The laminated glass according to
項4:前記遮蔽層は、前記外側ガラス板の外周縁の全周に亘って形成されている、項1から3のいずれかに記載の合わせガラス。 Item 4: The laminated glass according to any one of Items 1 to 3, wherein the shielding layer is formed over the entire outer peripheral edge of the outer glass plate.
項5:前記遮蔽層は、前記外側ガラス板と前記中間膜との間に配置されている、項1から4のいずれかに記載の合わせガラス。 Item 5: The laminated glass according to any one of Items 1 to 4, wherein the shielding layer is arranged between the outer glass plate and the interlayer film.
項6:前記機能層の厚みが、5~200μmである、項1から5のいずれかに記載の合わせガラス。 Item 6: The laminated glass according to any one of Items 1 to 5, wherein the functional layer has a thickness of 5 to 200 μm.
項7:前記機能層は、
少なくとも一部が前記第1辺側の端部に沿って延びる第1バスバーと、
少なくとも一部が前記第2辺側の端部に沿って延びる第2バスバーと、
前記第1バスバーと第2バスバーとを連結するように配置された複数の加熱線と、
を備え、
前記第1バスバー及び第2バスバーの外周縁の一部が、前記内側部位を構成しており、
前記遮蔽層は、前記両バスバー及びその周縁近傍を覆うように形成されている、項1から6のいずれかに記載の合わせガラス。
Item 7: The functional layer is
A first busbar that at least partly extends along the end on the first side.
A second bus bar that at least partly extends along the end on the second side.
A plurality of heating wires arranged so as to connect the first bus bar and the second bus bar,
Equipped with
A part of the outer peripheral edge of the first bus bar and the second bus bar constitutes the inner portion.
項8:前記機能層は、前記両バスバー及び加熱線を支持する支持層をさらに有しており、
前記支持層が、前記接着層と接触する、項7に記載の合わせガラス。
Item 8: The functional layer further includes both bus bars and a support layer for supporting the heating wire.
項9:前記両バスバーは、複数の金属層を積層することで形成されている、項7または8に記載の合わせガラス。
Item 9: The laminated glass according to
項10:前記加熱線のピッチは、1.25~4mmである、項7から9のいずれかに記載の合わせガラス。
Item 10: The laminated glass according to any one of
項11:前記加熱線の発熱量が、2.0W/m以下である、項7から10のいずれかに記載の合わせガラス。
Item 11: The laminated glass according to any one of
項12:前記加熱線の厚みが、30μm以下である、項7から11のいずれかに記載の合わせガラス。
Item 12: The laminated glass according to any one of
項13:前記加熱線における前記接着層側の面の幅は、1~30μmである、項7から12のいずれかに記載の合わせガラス。
Item 13: The laminated glass according to any one of
項14:前記両バスバーに印加される電圧が20V未満であり、
前記加熱線における前記接着層側の面の幅は、前記加熱線の厚み以上の長さを有しており、
前記加熱線の幅が9~20μmである、項7から13のいずれかに記載の合わせガラス。
Item 14: The voltage applied to both bus bars is less than 20V.
The width of the surface of the heating wire on the adhesive layer side has a length equal to or greater than the thickness of the heating wire.
項15:前記両バスバーに印加される電圧が20~50Vであり、
前記加熱線における前記接着層側の面の幅は、前記加熱線の厚み以上の長さを有しており、
前記加熱線の幅が1~10μmである、項7から13のいずれかに記載の合わせガラス。
Item 15: The voltage applied to both bus bars is 20 to 50 V.
The width of the surface of the heating wire on the adhesive layer side has a length equal to or greater than the thickness of the heating wire.
本発明に係る合わせガラスによれば、2枚のガラス板の間に機能層を配置したものであっても、見た目の品質を向上することができる。 According to the laminated glass according to the present invention, even if the functional layer is arranged between two glass plates, the quality of appearance can be improved.
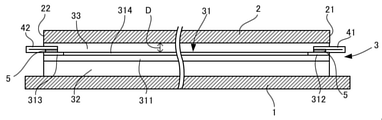
以下、本発明に係る合わせガラスをウインドシールドに適用した一実施形態について、図面を参照しつつ説明する。図1は、本実施形態に係るウインドシールドの平面図、図2は図1の断面図である。図1及び図2に示すように、本実施形態に係るウインドシールドは、外側ガラス板1、内側ガラス板2、及びこれらガラス板1,2の間に配置される中間層3を備えている。また、内側ガラス板2の上端部及び下端部には、切欠き部21,22がそれぞれ形成されており、各切欠き部21,22では、中間層3から延びる接続材41,42がそれぞれ露出している。以下、各部材について説明する。
Hereinafter, an embodiment in which the laminated glass according to the present invention is applied to a windshield will be described with reference to the drawings. FIG. 1 is a plan view of the windshield according to the present embodiment, and FIG. 2 is a cross-sectional view of FIG. As shown in FIGS. 1 and 2, the windshield according to the present embodiment includes an outer glass plate 1, an
<1.合わせガラスの概要>
<1-1.ガラス板>
各ガラス板1,2は、ともに、下辺12が上辺11よりも長い矩形状に形成されてする。すなわち、上辺11、下辺12、両側辺(左辺13,右辺14)で囲まれた台形状に形成されている。そして、上述したように、内側ガラス板2の上端部及び下端部には、円弧状の切欠き部がそれぞれ形成されている。以下では、内側ガラス板2の上端部に形成された切欠き部を第1切欠き部21、下端部に形成された切欠き部を第2切欠き部22と称することとする。また、各ガラス板1,2としては、公知のガラス板を用いることができ、熱線吸収ガラス、一般的なクリアガラスやグリーンガラス、またはUVグリーンガラスで形成することもできる。但し、これらのガラス板1、2は、自動車が使用される国の安全規格に沿った可視光線透過率を実現する必要がある。例えば、外側ガラス板1により必要な日射吸収率を確保し、内側ガラス板2により可視光線透過率が安全規格を満たすように調整することができる。以下に、クリアガラス、熱線吸収ガラス、及びソーダ石灰系ガラスの組成の一例を示す。
<1. Overview of laminated glass>
<1-1. Glass plate>
Each of the
(クリアガラス)
SiO2:70~73質量%
Al2O3:0.6~2.4質量%
CaO:7~12質量%
MgO:1.0~4.5質量%
R2O:13~15質量%(Rはアルカリ金属)
Fe2O3に換算した全酸化鉄(T-Fe2O3):0.08~0.14質量%
(Clear glass)
SiO 2 : 70-73 mass%
Al 2 O 3 : 0.6 to 2.4% by mass
CaO: 7-12% by mass
MgO: 1.0 to 4.5% by mass
R 2 O: 13 to 15% by mass (R is an alkali metal)
Total iron oxide converted to Fe 2 O 3 (T-Fe 2 O 3 ): 0.08 to 0.14% by mass
(熱線吸収ガラス)
熱線吸収ガラスの組成は、例えば、クリアガラスの組成を基準として、Fe2O3に換算した全酸化鉄(T-Fe2O3)の比率を0.4~1.3質量%とし、CeO2の比率を0~2質量%とし、TiO2の比率を0~0.5質量%とし、ガラスの骨格成分(主に、SiO2やAl2O3)をT-Fe2O3、CeO2およびTiO2の増加分だけ減じた組成とすることができる。
(Heat ray absorbing glass)
For the composition of the heat ray absorbing glass, for example, the ratio of total iron oxide (T-Fe 2 O 3 ) converted to Fe 2 O 3 is set to 0.4 to 1.3% by mass based on the composition of clear glass, and CeO. The ratio of 2 is 0 to 2% by mass, the ratio of TiO 2 is 0 to 0.5% by mass, and the skeleton components of glass (mainly SiO 2 and Al 2 O 3 ) are T-Fe 2 O 3 and CeO. The composition can be reduced by an increase in 2 and TiO 2 .
(ソーダ石灰系ガラス)
SiO2:65~80質量%
Al2O3:0~5質量%
CaO:5~15質量%
MgO:2質量%以上
NaO:10~18質量%
K2O:0~5質量%
MgO+CaO:5~15質量%
Na2O+K2O:10~20質量%
SO3:0.05~0.3質量%
B2O3:0~5質量%
Fe2O3に換算した全酸化鉄(T-Fe2O3):0.02~0.03質量%
(Soda lime glass)
SiO 2 : 65-80% by mass
Al 2 O 3 : 0 to 5% by mass
CaO: 5 to 15% by mass
MgO: 2% by mass or more NaO: 10-18% by mass
K 2 O: 0 to 5% by mass
MgO + CaO: 5 to 15% by mass
Na 2 O + K 2 O: 10 to 20% by mass
SO 3 : 0.05 to 0.3% by mass
B 2 O 3 : 0 to 5% by mass
Total iron oxide converted to Fe 2 O 3 (T-Fe 2 O 3 ): 0.02 to 0.03% by mass
上記のように、各ガラス板1、2は矩形状に形成されているが、上辺11と下辺12の長さの比は、例えば、1:1.04~1:1.5とすることができる。例えば、上辺が1200mmの場合、下辺を1250~1800mmとすることができる。具体的には、上辺を1195mm、下辺を1435mmとすることができる。なお、以上説明した比は、ウインドシールドを正面から投影したときの2次元平面での比である。
As described above, each of the
すなわち、図1では、下辺12が長い例を挙げているが、上辺11が長いウインドシールドにも適用可能である。例えば、一人用の小型車のウインドシールドは、上辺が500mmの場合、下辺を350~450mmとすることができる。具体的には、上辺を500mm、下辺を425mmとすることができる。
That is, although FIG. 1 gives an example in which the
本実施形態に係る合わせガラスの厚みは特には限定されないが、軽量化の観点からは、外側ガラス板1と内側ガラス板2の厚みの合計を、2.4~4.6mmとすることが好ましく、2.6~3.4mmとすることがさらに好ましく、2.7~3.2mmとすることが特に好ましい。このように、軽量化のためには、外側ガラス板1と内側ガラス板2との合計の厚みを小さくすることが必要であるので、各ガラス板のそれぞれの厚みは、特には限定されないが、例えば、以下のように、外側ガラス板1と内側ガラス板2の厚みを決定することができる。
The thickness of the laminated glass according to the present embodiment is not particularly limited, but from the viewpoint of weight reduction, the total thickness of the outer glass plate 1 and the
外側ガラス板1は、主として、外部からの障害に対する耐久性、耐衝撃性が必要であり、例えば、この合わせガラスを自動車のウインドシールドとして用いる場合には、小石などの飛来物に対する耐衝撃性能が必要である。他方、厚みが大きいほど重量が増し好ましくない。この観点から、外側ガラス板1の厚みは1.0~3.0mmとすることが好ましく、1.6~2.3mmとすることがさらに好ましい。何れの厚みを採用するかは、ガラスの用途に応じて決定することができる。 The outer glass plate 1 is mainly required to have durability and impact resistance against external obstacles. For example, when this laminated glass is used as a windshield of an automobile, it has impact resistance against flying objects such as pebbles. is necessary. On the other hand, the larger the thickness, the heavier the weight, which is not preferable. From this viewpoint, the thickness of the outer glass plate 1 is preferably 1.0 to 3.0 mm, more preferably 1.6 to 2.3 mm. Which thickness to adopt can be determined according to the use of the glass.
内側ガラス板2の厚みは、外側ガラス板1と同等にすることができるが、例えば、合わせガラスの軽量化のため、外側ガラス板1よりも厚みを小さくすることができる。具体的には、ガラスの強度を考慮すると、0.6~2.0mmであることが好ましく、0.8~1.8mmであることがさらに好ましく、0.8~1.6mmであることが特に好ましい。更には、0.8~1.3mmであることが好ましい。内側ガラス板2についても、何れの厚みを採用するかは、ガラスの用途に応じて決定することができる。
The thickness of the
なお、後述する中間層3に含まれる加熱線314が、中間層3の厚み方向の中心に配置されている場合には、両ガラス板の厚み1,2を相違させてもよい。いずれのガラス板を厚くするかは、加熱線314の主たる用途による。
When the
また、本実施形態に係る外側ガラス板1及び内側ガラス板2の形状は、湾曲形状であってもよい。但し、各ガラス板1、2が湾曲形状である場合には、ダブリ量が大きくなると遮音性能が低下するとされている。ダブリ量とは、ガラス板の曲げを示す量であり、ガラス板の上辺の中央と下辺の中央とを結ぶ直線Lを設定したとき、この直線Lとガラス板との距離のうち最も大きいものをダブリ量Dと定義する。
Further, the shapes of the outer glass plate 1 and the
また、湾曲形状のガラス板は、ダブリ量が30~38mmの範囲では、音響透過損失(STL:Sound Transmission Loss)に大きな差はないが、平面形状のガラス板と比べると、4000Hz以下の周波数帯域で音響透過損失が低下していることが分かる。したがって、湾曲形状のガラス板を作製する場合、ダブリ量は小さい方が好ましい。具体的には、ダブリ量を30mm未満とすることが好ましく、25mm未満とすることがさらに好ましく、20mm未満とすることが特に好ましい。 Further, the curved glass plate does not have a large difference in sound transmission loss (STL) in the range of the amount of doubling of 30 to 38 mm, but the frequency band is 4000 Hz or less as compared with the flat glass plate. It can be seen that the sound transmission loss is reduced. Therefore, when producing a curved glass plate, it is preferable that the amount of doubling is small. Specifically, the amount of doubling is preferably less than 30 mm, more preferably less than 25 mm, and particularly preferably less than 20 mm.
ここで、ガラス板が湾曲している場合の厚みの測定方法の一例について説明する。まず、測定位置については、ガラス板の左右方向の中央を上下方向に延びる中央線上の上下2箇所である。測定機器は、特には限定されないが、例えば、株式会社テクロック製のSM-112のようなシックネスゲージを用いることができる。測定時には、平らな面にガラス板の湾曲面が載るように配置し、上記シックネスゲージでガラス板の端部を挟持して測定する。 Here, an example of a method for measuring the thickness when the glass plate is curved will be described. First, the measurement positions are two points above and below the center line extending vertically along the center of the glass plate in the left-right direction. The measuring device is not particularly limited, but for example, a thickness gauge such as SM-112 manufactured by Teclock Co., Ltd. can be used. At the time of measurement, the curved surface of the glass plate is placed on a flat surface, and the edge of the glass plate is sandwiched between the thickness gauges for measurement.
<1-2.中間層>
続いて、中間層3について説明する。中間層3は、発熱層31、及びこの発熱層31を挟持しガラス板1,2と同形状の一対の接着層32,33、を有する3層で構成されている。以下では、外側ガラス板1側に配置される接着層を第1接着層32、内側ガラス板2側に配置される接着層を第2接着層33と称することとする。
<1-2. Middle class>
Subsequently, the
発熱層31には、後述するように複数の加熱線314が含まれ、これによってウインドシールドの表面に生じる雪、氷、曇りの除去を行う。その一方で、加熱線314の発熱により、その周囲にある接着層32,33等が加熱されるため、これによってウインドシールドを通して車外を見たとき、チラツキが生じることがある。このように、加熱線314には、解氷等を行えるような発熱量が要求されるとともに、チラツキの防止も求められ、そのために、本実施形態では、後述するように、加熱線314の発熱量、線幅、ピッチなどの寸法等が設定されている。
The
本発明者の研究の結果、ウインドシールドを介して車外を見たときのチラツキを防止するためには、加熱線314及びその周囲の温度を60℃以下に抑える必要があることが分かった。そのためには、加熱線314による発熱量をある程度低下させる必要がある。ここで、発熱量は、以下の式(1)によって算出できる。また、加熱線314の抵抗と加熱線314の長さ及び断面積との関係は、式(2)の通りである。
W=IV=RI2=V2/R (1)
R=ρ(L/A) (2)
但し、W:電力、E:電圧、I:電流、R:抵抗、L:長さ、A:断面積、ρ:電気抵抗率
As a result of the research of the present inventor, it was found that it is necessary to suppress the temperature of the
W = IV = RI 2 = V 2 / R (1)
R = ρ (L / A) (2)
However, W: electric power, E: voltage, I: current, R: resistance, L: length, A: cross-sectional area, ρ: electrical resistivity
したがって、上記式(1)(2)より、発熱量を低下するには、抵抗Rを大きくする、加熱線314の長さLを長くする、加熱線314の断面積Aを小さくする、電気抵抗率ρを大きくする、等の方策がある。その一方で、解氷等のためには、ある程度の発熱量が必要となる。そのため、各加熱線314の発熱量が低下した場合、ウインドシールド全体の発熱量を維持するには、加熱線314の数を増やす必要がある。以上の点を考慮しつつ、以下、中間層3を構成する各部材について、説明する。
Therefore, from the above equations (1) and (2), in order to reduce the calorific value, the resistance R is increased, the length L of the
<1-2-1.発熱層>
まず、発熱層31について説明する。発熱層31は、シート状の基材(支持層)311と、この基材311上に配置される、第1バスバー312、第2バスバー313、及び複数の加熱線314を備えている。複数の加熱線314は、両バスバー312,313を電極とするように並列に接続される。基材311は、上記ガラス板1,2や接着層32,33と対応するように矩形状に形成することができるが、必ずしも接着層32,33と同形状でなくてもよく、両ガラス板1,2よりも小さい形状であってもよい(この場合、例えば、基材311の周縁において、ガラス板の周縁部よりも内側の部位が、本発明の内側部位に相当する)。例えば、図1に示すように、上下方向には、内側ガラス板2の切欠き部21,22と干渉しないように、両切欠き部21,22間の長さよりも短くすることができる。また、基材311の左右方向の長さも両ガラス板1,2の幅よりも短くすることができる。
<1-2-1. Heat generation layer>
First, the
<1-2-1-1.バスバー>
そして、第1バスバー312は、基材311の上辺に沿って延びるように形成されている。一方、第2バスバー313は、基材311の下辺に沿って延びるように形成されているが、第1バスバー312よりは長く形成されている。但し、各バスバー312,313は、中間層3が両ガラス板1,2に挟持されたときに、上述した切欠き部21,22から、それぞれ露出しないように、切欠き部21,22よりも内側に配置される。なお、各バスバー312,313の上下の幅は、例えば、5~50mmであることが好ましく、10~30mmであることがさらに好ましい。これは、バスバー312,313の幅が5mmより小さいと、バスバーでの発熱量が増加することで加熱線314の発熱量が低下し、所望の発熱量が得られない。一方、バスバー312,313の幅が50mmよりも大きいと、バスバー312,313が、遮蔽層7からはみ出して、視野が妨げられるおそれがあることによる。また、各バスバー312,313は、正確に基材311に沿って形成されていなくてもよい。すなわち、基材311の端縁と完全に平行でなくてもよく、曲線状などにすることもできる。
<1-2-1-1. Busbar >
The
なお、バスバー312,313は、1層のみならず、複数層で形成することができる。例えば、各バスバー312,313と同様の帯状に形成された追加部材を形成し、上記各バスバー312,313に重ねることができる。これにより、バスバー312,313の厚みが増すため、抵抗値を低く抑えることができる。その結果、バスバー312,313における発熱を抑制することができる。なお、追加部材の材料は、バスバー312,313との同じことが好ましく、これにより、追加部材とバスバー312,313とを重ねたときに、一体化することができる。また、追加部材は、例えば半田によってバスバー312,13に固定することができるが、これに限定されるものではない。
The bus bars 312 and 313 can be formed not only by one layer but also by a plurality of layers. For example, an additional member formed in a band shape similar to each bus bar 312,313 can be formed and superposed on each of the bus bars 312,313. As a result, the thickness of the bus bars 312 and 313 is increased, so that the resistance value can be suppressed to a low level. As a result, heat generation in the bus bars 312 and 313 can be suppressed. The material of the additional member is preferably the same as that of the
複数の加熱線314は、両バスバー312,313を結ぶように、上下方向に延びるように形成されている。また、複数の加熱線314は、概ね平行に配置されている。各加熱線314は、直線状に形成できるほか、波形など、種々の形状にすることができる。特に、各加熱線314を正弦波形状にすることで、熱の分布が均一になるほか、光学的に、加熱線314がウインドシールドの視野を妨げるのを防止することができる。このとき、加熱線314のクリンプ率は、例えば、150%以下にすることができる。クリンプ率とは、発熱層31上の加熱線314の両端の間の長さに対する、加熱線314の実際の長さ(曲線をたどった長さ)の割合である。このようにクリンプ率を設定することで、式(2)のLを大きくすることができる。その結果、抵抗Rが大きくなるため、発熱量が小さくなり、チラツキを抑制することができる。なお、図面では、加熱線314を直線状に描いているが、上記のように波形も含み得る。
The plurality of
<1-2-1-2.加熱線>
各加熱線314の線幅は、1~30μmであることが好ましく、5~20μmであることがさらに好ましく、8~15μmであることが特に好ましい。加熱線314の線幅が小さいほど、視認しがたくなるため、本実施形態に係るウインドシールドには適している。但し、加熱線314の幅が小さくなると、断面積が小さくなるため、上記のように発熱量が小さくなるおそれがある。そのため、加熱線314の線幅の下限を上記のように設定することができる。一方、加熱線314の線幅が大きくなると、視認しやすくなり、また断面積の増加により発熱量が大きくなる。そのため、加熱線314の線幅の上限を上記のように設定している。
<1-2-1-2. Heating wire>
The line width of each
但し、両バスバー312,313間に印加される電圧によっては、以下のように設定することができる。例えば、電圧が20Vよりも小さい場合には、加熱線314の線幅が7~30μmであることが好ましい。線幅を7μm以上とすることで、断面積が大きくなり、発熱量が多くなる。つまり、電圧が20Vより小さい場合でも、要求される発熱量(例えば、400W/m2以上)を達成することができる。一方、線幅を30μm以下とすることで、視認性を低下することができ、また、加熱線314一本当たりの発熱量が抑制でき、結果、チラツキを防止することができる。なお、チラツキの観点からは、加熱線314の線幅は20μm以下が望ましく、更には15μm以下が望ましい。
However, it can be set as follows depending on the voltage applied between both
また、両バスバー312,313間に印加される電圧が20~50Vである場合には、1~10μmであることが好ましい。線幅を1μm以上とすることで、発熱量を大きくすることができる。一方、線幅を10μm以下とすることで、視認性を低下することができる。なお、この線幅は、加熱線314の断面形状のうち、最も大きい部分の線幅のことをいう。例えば、加熱線314の断面形状が台形である場合には、下辺の幅が線幅となり、加熱線314の断面形状が円形の場合には、直径が線幅となる。
When the voltage applied between the two
加熱線314の厚みは、30μm以下であることが好ましく、20μm以下であることがさらに好ましく、10μm以下であることが特に好ましい。このように、厚みが小さくなると、加熱線314と基材311との段差が小さくなり、後述するように、製造時にこの段差の近傍に泡が生じるのを抑制することができる。また、加熱線314の厚みは、加熱線314の線幅よりも小さいことが好ましい。換言すると、加熱線314の断面のアスペクト比が1以下であることが好ましい。これは、加熱線314の線幅よりも厚みが大きくなると、例えば、加熱線314が基材311上で倒れるなど、製造が困難になったり、あるいは、断線のおそれがあることによる。
The thickness of the
一方、加熱線314の厚みは、上述したように泡の発生を抑制するには、薄い方が好ましいが、要求される発熱量を達成するためには、加熱線314の厚みを大きくして、断面積を大きくすることが好ましい。この観点から、加熱線314の厚みは、泡の発生の可能性はあるものの、5μm以上であることが好ましい。また、後述するように、加熱線314の厚みが10μm以上であれば、泡がより発生する可能性がある。但し、加熱線3141本あたりの発熱量が多くなるとチラツキが発生するおそれがあるため、上記のように、30μm以下であることが望ましい。
On the other hand, the thickness of the
なお、加熱線314の線幅、厚みは、例えば、VHX-200(キーエンス社製)などのマイクロスコープを1000倍にして測定することができる。
The line width and thickness of the
また、隣接する加熱線314のピッチは、1.25~4.0mmであることが好ましく、1.50~3.5mmであることがより好ましく、2.0~3.0mmであることがさらに好ましい。なお、ピッチとは、隣接する加熱線314間の隙間の長さではなく、隣接する加熱線314間の隙間の長さに加熱線314の線幅を加えた長さとする。
Further, the pitch of the
このようにピッチの上限値を設定することで、例えば、ウインドシールド全体において、所定の発熱量(例えば、400W/m2)が求められる場合、上記のように、各加熱線314の発熱量Wを小さくしても、ピッチを小さくして加熱線314の数を増やすことができるため、ウインドシールド全体における発熱量の低下を防ぐことができる。一方、ピッチの下限値について、日本での平成29年11月時点では、次のような規定がある。すなわち、道路運送車両の保安基準の細目を定める告示の第39条第3項第5号(窓ガラス)には、窓ガラスの曇りを防止する機器のうち、試験領域Aに埋め込まれたものについて、「機器の幅が0.03mm以下で、密度が8本/cm(導体が水平に埋め込まれた場合にあっては、5本/cm)以下」定められているが、8本/cm以下を満たすためには、ピッチが1.25mm以上であることが望ましい。なお、加熱線314が正弦波状に形成されている場合には、例えば、図3に示すように、各加熱線314の中心線間の距離Lが、加熱線314のピッチとなる。この場合、隣接する加熱線314の波の中心線D間の距離Lを、各加熱線314の振幅Aの2倍以上とすることができる。また、振幅Aは、特には限定されないが、例えば、3mm以上にすることができる。
By setting the upper limit of the pitch in this way, for example, when a predetermined calorific value (for example, 400 W / m 2 ) is obtained for the entire windshield, the calorific value W of each
なお、加熱線314のピッチの下限については、次の点も考慮される。すなわち、ピッチが小さいと、上述した泡が発生しやすくなることが見出されている。具体的には、ピッチが1.25mmよりも小さいと、泡が残りやすくなることが見出されている。また、バスバー312,313の周縁に泡が発生した場合は、後述する遮蔽層により、泡を隠すことができるが、加熱線314の周縁に泡が発生すると、隠すことができない。このことからも加熱線のピッチは、1.25mm以上であることが好ましく、2.0mm以上であることがさらに好ましい。
Regarding the lower limit of the pitch of the
また、泡の発生を抑制するために、加熱線314のピッチを大きくしても、加熱線314の縁部、例えば、加熱線314の側面と基材311との交差する箇所には、泡が残りやすい。これに対しては、例えば、基材311をPVBにより形成すると、泡がPVBに溶けることがあるため、好ましい。但し、すべての泡が溶けるわけではなく、溶けなかった泡は、加熱線314を伝ってバスバー312,313側に移動し、バスバー312,313の周縁に残ることがある。したがって、このような泡の挙動を考慮すると、バスバー312,313を遮蔽層7で隠すことは意義がある。
Further, even if the pitch of the
なお、加熱線314が正弦波状に形成されている場合がある。また、隣接する加熱線314同士で正弦波状の凹凸の位置が異なったり、凹凸のピッチが異なったりする場合がある。これらの場合、加熱線314のピッチは、所定領域中の加熱線314の本数nをカウントして求めることができる。例えば、所定領域が、1辺200mmの矩形状の領域である場合、その領域内に加熱線314が101本配置されていれば、ピッチは200/(101-1)=2mmと求めることができる。また、所定領域は、JIS R3212で定める試験領域Aの範囲内であることが好ましい。なぜなら、JIS R3212における試験領域Aは、透視歪み等の試験を行うための領域であり、その領域において本願効果であるチラツキを防止する必要性が高いからである。
The
また、加熱線314の長さは、例えば、1000mm以上とすることができる。あるいは、1100mm以上、または1200mm以上とすることもできる。さらに、加熱線314の抵抗は、30Ω以上であることが好ましく、90Ω以上であることがさらに好ましい。このように加熱線の長さを長くすることで、式(2)に基づいて抵抗Rが大きくなるため、発熱量が小さくなり、チラツキを抑制することができる。
Further, the length of the
ここで、加熱線314の抵抗Rの測定について説明する。測定は、市販の電気抵抗測定器を用いて測定することができるが、一例として、デジタルマルチメータ73200シリーズ(YOKOGAWA社製)を挙げることができる。測定に当たっては、最初に、測定対象とする加熱線を選定する。次に、電気抵抗測定器の一方の端子を、その加熱線のバスバー312付近に接続し、また、他方の端子を、その加熱線のバスバー313付近に接続する。なお、図1のように、加熱線が外側ガラス板1と内側ガラス板2に挟まれており、電気抵抗測定器の端子が加熱線と接続できない場合は、外側ガラス板1かもしくは内側ガラス板2を破壊して加熱線314の抵抗Rを測定することができる。また、例えば、測定対象の加熱線と、その加熱線に隣接する加熱線のとの間がブリッジ(図示せず)によりつながっているときは、ブリッジを切断後に測定対象の加熱線の抵抗Rを測定する。
Here, the measurement of the resistance R of the
また、各加熱線314における単位長さ当たりの発熱量は、例えば、両バスバー312,313間に、例えば、13.5Vや48Vの電圧を印加したときに、2.0W/m以下であることが好ましく、1.5W/m以下であることがさらに好ましく、1.0W/m以下であることが特に好ましい。2.0W/m以下とすると、チラツキを抑制することができる。より具体的な範囲として、例えば、1.5W/m以上2.0W/m以下、1.35W/m以上1.5W/m以下、1.20W/m以上1.35W/m以下、1.0W/m以上1.20W/m以下、0.8W/m以上1.0W/m以下、または0.5W/m以上0.8W/m以下の範囲にすることができる。そして、このような加熱線314を用い、ウインドシールドにおける単位面積当たりの発熱量は、効果的な防曇や解氷等を行うために、300~600W/m2であることが好ましく、特に、400W/m2以上であることがさらに好ましく、500W/m2以上であることが特に好ましい。
Further, the calorific value per unit length in each
<1-2-1-3.発熱層の材料>
次に、発熱層31の材料について説明する。基材311は、両バスバー312,313、加熱線314を支持する透明のフィルムであり、その材料は特には限定されないが、例えば、ポリエチレンテレフタレート、ポリエチレン、ポリメチルメタクリレート、ポリ塩化ビニル、ポリエステル、ポリオレフィン、ポリカーボネート、ポリスチレン、ポリプロピレン、ナイロンなどで形成することができる。あるいは、ポリビニルブチラール樹脂(PVB)、エチレンビニルアセテート(EVA)などによっても形成することができる。また、両バスバー312,313及び加熱線314は、同一の材料で形成することができ、銅(またはスズメッキされた銅)、金、アルミニウム、マグネシウム、コバルト、タングステン、銀または、それら金属の合金など、種々の材料で形成することができる。このうち、特に、電気抵抗率が3.0×10-8Ωm以下の材料である、銀、銅、金、アルミニウムを用いることが好ましい。このように加熱線314の電気抵抗率の低くすると、式(2)に基づいて抵抗Rが小さくなるため、発熱量が大きくなる傾向にある。しかしながら、加熱線314のピッチ、長さ、断面積、線幅を調整することで、チラツキを抑制することができる。
<1-2-1-3. Heat-generating layer material>
Next, the material of the
続いて、両バスバー312,313、加熱線314の形成方法について説明する。これら両バスバー312,313、加熱線314は、その幅が10μm以上の線幅であれば、導電性材料をガラス板1,2に直接印刷してもよい。この場合、ガラス板をダイレクトに加熱し加熱線を形成することができるため、つまり、加熱線314形成時に中間膜を加熱する必要がないため、中間膜が変形し透視歪の発生を抑制することができる。また、予め形成された細線(ワイヤなど)などを基材311上に配置することでも形成できるが、特に、加熱線314の線幅をより細くするには、基材311上にパターン形成することで、加熱線314を形成することができる。その方法は、特には限定されないが、印刷、エッチング、転写など、種々の方法で形成することができる。このとき、各バスバー312,313、加熱線314を別々に形成することもできるし、これらを一体的に形成することもできる。なお、「一体的」とは、材料間に切れ目がなく(シームレス)、界面が存在しないことを意味する。
Subsequently, a method of forming both
また、両バスバー312,313を基材311上で形成し、加熱線314用の基材311を残して、バスバー312,313に対応する部分の基材311を剥離して取り外す。その後、両バスバーの間の基材上に加熱線を配置することもできる。
Further, both
特に、エッチングを採用する場合には、一例として、次のようにすることができる。まず、基材311にプライマー層を介して金属箔をドライラミネートする。金属箔としては、例えば、銅を用いることができる。そして、金属箔に対して、フォトリソグラフィー法を利用したケミカルエッチング処理を行うことにより、基材311上に、両バスバー312,313、複数の加熱線314を一体的にパターン形成することができる。特に、加熱線314の線幅を小さくする場合(例えば、15μm以下)には、薄い金属箔を用いることが好ましく、薄い金属層(例えば、5μm以下)を基材311上に蒸着やスパッタリング等により形成し、その後、フォトリソグラフィーによりパターニングを実施してもよい。なお、加熱線314の表面、つまり内側ガラス板2側の面は黒色化されており、これによって、車内側から加熱線314が視認されるのを抑制することができる。黒色化のための材料としては、窒化銅、酸化銅、窒化ニッケル、ニッケルクロム等があり、これらの材料を用いてメッキ処理により黒色化を行うことができる。
In particular, when etching is adopted, the following can be used as an example. First, a metal foil is dry-laminated on the
<1-2-2.接着層>
両接着層32,33は、発熱層31を挟持するとともに、ガラス板1,2への接着を行うためのシート状の部材である。両接着層32,33は、両ガラス板1,2と同じ大きさに形成されているが、両接着層32,32には、内側ガラス板2の切欠き部21,22と対応する位置に同形状の切欠き部がそれぞれ形成されている。また、これら接着層32,33は、種々の材料で形成することができるが、例えば、ポリビニルブチラール樹脂(PVB)、エチレンビニルアセテート(EVA)などによって形成することができる。特に、ポリビニルブチラール樹脂は、各ガラス板との接着性のほか、耐貫通性にも優れるので好ましい。なお、接着層32,33と発熱層31との間に界面活性剤の層を設けることもできる。このような界面活性剤により両層の表面を改質することができ、接着力を向上することができる。
<1-2-2. Adhesive layer>
Both the
また、上記のように、基材311を接着層32,33よりも小さく形成した場合には、両接着層32,33の周縁同士が接着する。そして、同材料同士は接着しやすいため、両接着層32,33の間に発熱層31を強固に保持することができる。但し、両接着層32,33の形状は特には限定されず、ガラス板1,2よりも小さくすることもできる。
Further, as described above, when the
なお、中間膜3は、他の構成を取ることができる。例えば、発熱層31の基材311を設けず、両接着層32,33の間に、バスバー312,313及び加熱線314を形成することもできる。基材311は、材料によってはヘイズ率が高いことがあるため、合わせガラスの透過率を低下させる可能性がある。したがって、基材311を設けないことで、合わせガラスの透過率を高くすることができる。また、接着層32,33はいずれか一方でもよい。したがって、例えば、中間膜3を、1つの接着層、バスバー312,313、及び加熱線314により構成することができる。接着層を一つにする場合、例えば、第1接着層32をなくした場合には、加熱線314が外側ガラス板1に接触することになる。この場合には、外側ガラス板1の氷や雪の除去に適している。一方、第2接着層33をなくした場合には、加熱線314が内側ガラス板2に接触することになる。この場合には、内側ガラス板2に生じる曇りの除去に適している。その他、上述したように、バスバー312,313に追加部材を積層し、バスバー312,313の厚みを大きくすることもできる。
The
追加部材の厚みは、特には限定されないが、バスバー312,313の抵抗値を小さくするために用いるため、それに応じて厚みを決定すればよい。例えば、50~200μm(例えば、100μm)にすることができる。但し、追加部材を用いる場合には、上述した泡が発生しやすくなる。 The thickness of the additional member is not particularly limited, but since it is used to reduce the resistance value of the bus bars 312 and 313, the thickness may be determined accordingly. For example, it can be 50 to 200 μm (for example, 100 μm). However, when the additional member is used, the above-mentioned bubbles are likely to occur.
<1-2-3.中間層の厚み>
また、中間層3の総厚は、特に規定されないが、0.3~6.0mmであることが好ましく、0.5~4.0mmであることがさらに好ましく、0.6~2.0mmであることが特に好ましい。また、発熱層31の基材311の厚みは、5~200μmであることが好ましく、5~100μmであることがさらに好ましい。なお、基材311を設けることでも、上述した泡の発生の可能性がある。
<1-2-3. Intermediate layer thickness>
The total thickness of the
一方、各接着層32,33の厚みは、発熱層31の厚みよりも大きいことが好ましく、具体的には、0.05~2.0mmであることが好ましく、0.05~1.0mmであることがさらに好ましい。更には、詳細は後述するが、加熱線314からガラス板1,2への放熱のしやすさを考慮すると、各接着層32,33の厚みは小さい方が好ましく、具体的には、0.05~0.4mmであることが好ましい。両接着層32,33の厚みは同じでもよいし、相違していてもよい。放熱を考慮した場合、例えば、第1接着層32の厚みを30~70μm(例えば、50μm)とし、第2接着層33の厚みを500~900μm(例えば、760μm)とすることができる。この場合、第1接着層32の厚みが小さいため、加熱線314からの熱が外側ガラス板1に伝わりやすくなり、解氷性能が高くなる。一方、この厚みを、第1接着層32と第2接着層33とで反対にすると、加熱線314からの熱が内側ガラス板2に伝わりやすくなり、防曇性能が高くなる。なお、第2接着層33と基材311とを密着させるため、この点を考慮すれば、その間に挟まれる両バスバー312,313、加熱線314の厚みは、3~20μmであることが好ましい。
On the other hand, the thickness of each of the
発熱層31及び接着層32,33の厚みは、例えば、以下のように測定することができる。まず、マイクロスコープ(例えば、キーエンス社製VH-5500)によって合わせガラスの断面を175倍に拡大して表示する。そして、発熱層31及び接着層32,33の厚みを目視により特定し、これを測定する。このとき、目視によるばらつきを排除するため、測定回数を5回とし、その平均値を発熱層31及び接着層32,33の厚みとする。
The thicknesses of the
なお、中間層3の発熱層31及び接着層32,33の厚みは全面に亘って一定である必要はなく、例えば、ヘッドアップディスプレイに用いられる合わせガラス用に楔形にすることもできる。この場合、中間層3の発熱層31及び接着層32,33の厚みは、最も厚みの小さい箇所、つまり合わせガラスの最下辺部を測定する。中間層3が楔形の場合、外側ガラス板1及び内側ガラス板2は、平行に配置されないが、このような配置も本発明におけるガラス板に含まれるものとする。すなわち、本発明においては、例えば、1m当たり3mm以下の変化率で厚みが大きくなる発熱層31及び接着層32,33を用いた中間層3を使用した時の外側ガラス板1と内側ガラス板2の配置を含む。
The thicknesses of the
<1-3.接続材>
次に、接続材について説明する。接続材41,42は、各バスバー312,313と接続端子(陽極端子又は陰極端子:図示省略)とを接続するためのものであり、導電性の材料によりシート状に形成されている。そして、この接続端子には、12Vより大きい電圧、例えば、13.5Vの電源電圧が印加される。以下では、第1バスバー312に接続される接続材を第1接続材41、第2バスバー313に接続される接続材を第2接続材42と称することとする。また、両接続材41,42の構成は同じであるため、以下では主として第1接続材41について説明する。
<1-3. Connection material>
Next, the connecting material will be described. The connecting
第1接続材41は、矩形状に形成されており、第1バスバー312と第2接着層33との間に挟まれる。そして、半田などの固定材5によって第1バスバー312に固定される。固定材5としては、後述するウインドシールドの組立て時にオートクレーブで同時に固定することができるよう、例えば、150℃以下の低融点の半田を用いることが好ましい。また、第1接続材41は、第1バスバー312から外側ガラス板1の上端縁まで延び、内側ガラス板2に形成された第1切欠き部21から露出するようになっている。そして、この露出部分において、電源へと延びるケーブルが接続された接続端子が半田などの固定材によって接続される。このように、両接続材41,42は、両ガラス板1,2の端部から突出することなく、内側ガラス板2の切欠き部21,22から露出した部分に接続端子が固定されるようになっている。なお、両接続材41,42は、薄い材料で形成されているため、図2に示すように、折り曲げた上で、端部を固定材5でバスバー312に固定することができる。
The first connecting
<1-4.遮蔽層>
図1に示すように、この合わせガラスの周縁には、黒などの濃色のセラミックに遮蔽層7が積層されている。この遮蔽層7は、車内また車外からの視野を遮蔽するものであり、合わせガラスの4つの辺に沿って積層されている。そして、両バスバー312,313は、遮蔽層7に覆われる位置に配置されている。特に、遮蔽層7は、両バスバー312,313の外縁及びその近傍を全て覆い、少なくとも両バスバー312,313の外縁と基材311との段差及びその近傍を覆うようになっている。また、基材311が接着層32,33よりも小さい場合には、少なくとも基材311と接着層32,33との段差及びその近傍を覆うようになっている。なお、図中の符号7は、遮蔽層7の内縁を示している。
<1-4. Shielding layer>
As shown in FIG. 1, a
遮蔽層7は、例えば、外側ガラス板1の外面のみ、外側ガラス板1の内面のみ、あるいは外側ガラス板1の内面と内側ガラス板2の内面、など種々の態様が可能である。なお、少なくとも外側ガラス板1に遮蔽層7を設けておけば、車外側から泡が視認されるのを防止することができる。一方、内側ガラス板2に第2の遮蔽層を設けると、車内側から泡が視認されるのを防止することができる。但し、第2の遮蔽層により車内側からの泡の視認を防止するか否かは、車両の構造にもよる。すなわち、合わせガラスを車体に嵌め込むことで泡が隠れる場合は、第2の遮蔽層は不要であるとも考えられる。しかし、合わせガラス自体の品質向上のため、あるいは車体に泡が隠れない場合は第2の遮蔽層を設けて、車内側からも泡を隠すことが好ましい。
The
また、セラミック、種々の材料で形成することができるが、例えば、以下の組成とすることができる。

*2,主成分:ホウケイ酸ビスマス、ホウケイ酸亜鉛
Further, it can be formed of ceramic or various materials, and for example, it can have the following composition.
セラミックは、スクリーン印刷法により形成することができるが、これ以外に、焼成用転写フィルムをガラス板に転写し焼成することにより作製することも可能である。スクリーン印刷を採用する場合、例えば、ポリエステルスクリーン:355メッシュ,コート厚み:20μm,テンション:20Nm,スキージ硬度:80度,取り付け角度:75°,印刷速度:300mm/sとすることができ、乾燥炉にて150℃、10分の乾燥により、セラミックを形成することができる。 The ceramic can be formed by a screen printing method, but it can also be produced by transferring a baking transfer film to a glass plate and firing it. When screen printing is adopted, for example, polyester screen: 355 mesh, coat thickness: 20 μm, tension: 20 Nm, squeegee hardness: 80 degrees, mounting angle: 75 °, printing speed: 300 mm / s can be set, and a drying oven. The ceramic can be formed by drying at 150 ° C. for 10 minutes.
また、遮蔽層7は、セラミックを積層するほか、濃色の樹脂製の遮蔽フィルムを貼り付けることで形成することもできる。
Further, the
<2.ウインドシールドの製造方法>
次に、ウインドシールドの製造方法について説明する。まず、ガラス板の製造ラインについて説明する。
<2. Windshield manufacturing method>
Next, a method for manufacturing the windshield will be described. First, the glass plate production line will be described.
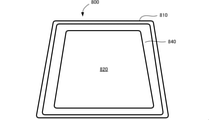
ここで、成形型について、図4及び図5を参照しつつ、さらに詳細に説明する。図4は成形型が通過する炉の側面図、図5は成形型の平面図である。図5に示すように、この成形型800は、両ガラス板1,2の外形と概ね一致するような枠状の型本体810を備えている。この型本体810は、枠状に形成されているため、内側には上下方向に貫通する内部空間820を有している。そして、この型本体810の上面に平板状の両ガラス板1,2の周縁部が載置される。そのため、このガラス板1,2には、下側に配置されたヒータ(図示省略)から、内部空間820を介して熱が加えられる。これにより、両ガラス板1,2は加熱により軟化し、自重によって下方へ湾曲することとなる。なお、型本体810の内周縁には、熱を遮蔽するための遮蔽板840を配置することがあり、これによってガラス板1,2が受ける熱を調整することができる。また、ヒータは、成形型800の下方のみならず、上方に設けることもできる。
Here, the molding die will be described in more detail with reference to FIGS. 4 and 5. FIG. 4 is a side view of the furnace through which the molding die passes, and FIG. 5 is a plan view of the molding die. As shown in FIG. 5, the molding die 800 includes a frame-shaped
そして、平板状の外側ガラス板1及び内側ガラス板2に上述した遮蔽層7が積層された後、これら外側ガラス板1及び内側ガラス板2は重ね合わされ、上記成形型800に支持された状態で、図4に示すように、加熱炉802を通過する。加熱炉802内で軟化点温度付近まで加熱されると、両ガラス板1,2は自重によって周縁部よりも内側が下方に湾曲し、曲面状に成形される。続いて、両ガラス板1,2は加熱炉802から徐冷炉803に搬入され、徐冷処理が行われる。その後、両ガラス板1,2は、徐冷炉803から外部に搬出されて放冷される。
Then, after the above-mentioned
こうして、外側ガラス板1及び内側ガラス板2が成形されると、これに続いて、中間層3を外側ガラス板1及び内側ガラス板2の間に挟む。具体的には、まず、外側ガラス板1、第1接着層32、発熱層31、第2接着層33、及び内側ガラス板2をこの順で積層する。このとき、発熱層31は、第1バスバー312等が形成された面を第2接着層33側に向ける。また、発熱層31の上下の端部は、内側ガラス板2の切欠き部21,22よりも内側に配置される。さらに、第1及び第2接着層32,33の切欠き部を、内側ガラス板2の切欠き部21,22と一致させる。これにより、内側ガラス板2の切欠き部21,22からは、外側ガラス板1が露出する。続いて、各切欠き部21,22から、発熱層31と第2接着層33との間に、各接続材41,42を挿入する。このとき、各接続材41,42には固定材5として低融点の半田を塗布しておき、この半田が各バスバー312,313上に配置されるようにしておく。
When the outer glass plate 1 and the
こうして、両ガラス板1,2、中間層3、及び接続材41,42が積層された積層体を、ゴムバッグに入れ、減圧吸引しながら約70~110℃で予備接着する。予備接着の方法は、これ以外でも可能であり、次の方法を採ることもできる。例えば、上記積層体をオーブンにより45~65℃で加熱する。次に、この積層体を0.45~0.55MPaでロールにより押圧する。続いて、この積層体を、再度オーブンにより80~105℃で加熱した後、0.45~0.55MPaでロールにより再度押圧する。こうして、予備接着が完了する。
In this way, the laminate in which both the
次に、本接着を行う。予備接着がなされた積層体を、オートクレーブにより、例えば、8~15気圧で、100~150℃によって、本接着を行う。具体的には、例えば、14気圧で135℃の条件で本接着を行うことができる。以上の予備接着及び本接着を通して、両接着層32,33が、発熱層31を挟んだ状態で各ガラス板1,2に接着される。また、接続材41,42の半田が溶融し、各接続材41,42が各バスバー312,313に固定される。こうして、本実施形態に係る合わせガラスが製造される。なお、これ以外の方法、例えば、プレス加工により、湾曲したウインドシールドを製造することもできる。
Next, the main bonding is performed. The pre-bonded laminate is subjected to main bonding by an autoclave, for example, at 8 to 15 atm and at 100 to 150 ° C. Specifically, for example, the main bonding can be performed at 14 atm and 135 ° C. Through the above pre-adhesion and main adhesion, both the
<3.ウインドシールドの使用方法>
上記のように構成されたウインドシールドは、車体に取付けられ、さらに各接続材41,42には、接続端子が固定される。その後、各接続端子に通電すると、接続材41,42、各バスバー312,313を介して加熱線314に電流が印加され、発熱する。この発熱により、ウインドシールドの車内側の面の曇りを除去したり、あるいは車外側の面の解氷を行うことができる。
<3. How to use the windshield >
The windshield configured as described above is attached to the vehicle body, and connection terminals are fixed to the connecting
<4.特徴>
以上のように、本実施形態によれば、以下の効果を得ることができる。
<4. Features>
As described above, according to the present embodiment, the following effects can be obtained.
(1) 上記のように、遮蔽層7は、両バスバー312,313の外縁及びその近傍を全て覆い、少なくとも両バスバー312,313の外縁と基材311との段差及びその近傍を覆うようになっている。そのため、バスバー312,313と基材311との段差に生じる泡を遮蔽層7で隠すことができる。よって、泡が発生しても車外から視認することができようにすることができる。
(1) As described above, the
(2) また、バスバー312,313、加熱線314、及び基材311の厚みを調整することで、泡の発生を抑制することができる。例えば、中間膜3を以下のように構成したウインドシールドの例を説明する。以下の例では、両接着層32,33の間に以下のような発熱層31を配置している。表中の数値は厚みである。なお、バスバー312,313及び加熱線314は一体的に形成されており、厚みは同じである。また、以下の表の外観は、バスバー近傍を撮影したものである。

参考例1~4では、発熱層31に基材311は設けていないが、バスバー312,313及び加熱線314と接着層32,33との間に段差が生じることで、製造時に空気が残留し、泡が生じている。参考例1,2では、泡が目立たないが、参考例3,4では泡が目立ち、また範囲が広くなっている。したがって、参考例3,4では、遮蔽層7でバスバー312,313を覆うことができるものの、泡の範囲が広い場合には、遮蔽層7も広げなければならない。よって、バスバー312,313及び加熱線314の厚みは30μm以下であることが好ましい。基材311を設けた場合には、バスバー312,313及び加熱線314に加え、基材311の厚みによっても段差が生じるため、追加部材によりバスバー312,313の厚みを大きくする場合を含め、発熱層(機能層)31全体の厚みとしては、5~200μmの範囲が望ましい。また、機能層に、例えば、調光機能を有するフィルムなどを含める場合には、5~500μmの範囲である事が好ましい。
In Reference Examples 1 to 4, the
(3) 本発明者は、加熱線314に電圧を印加して合わせガラスを加熱したとき、合わせガラスを介して車外を見ると、車外の対象物にチラツキが生じることを見出した。この原因を検討したところ、加熱線314の熱によってその近傍の樹脂層の屈折率が変化し、歪みが発生することを見出した。そして、この屈折率の変化によりチラツキが生じていることが分かった。
(3) The present inventor has found that when a laminated glass is heated by applying a voltage to the
さらに、本発明者は、特に、加熱線314及びその周囲の温度が約60℃を超えると、上記のようなチラツキが生じることを見出した。そこで、本発明者は、加熱線314及びその周囲の温度が約60℃を超えないようにするため、バスバー312,313間に13.5Vの電圧が印加されたとき、加熱線314の単位当たりの発熱量を2.0W/m以下にすることで、チラツキが防止されることを見出した。したがって、本実施形態に係るウインドシールドでは、バスバー312,313間に13.5Vの電圧が印加されたとき、各加熱線314の単位長さ当たりの発熱量が2.0W/m以下になるようにしているため、加熱線314及びその周囲の温度を約60℃以下に抑えることができ、その結果、ウインドシールドを介して車外を見たときのチラツキを防止することができる。
Furthermore, the present inventor has found that, in particular, when the temperature of the
(4) 加熱線については、例えば、電圧13.5Vで、横1180mm、縦958mmの領域に対し、発熱量として464W/m2が要求されるウインドシールドの場合、図10のように設定することができる。 (4) For the heating wire, for example, in the case of a windshield that requires a calorific value of 464 W / m 2 for a region of 1180 mm in width and 958 mm in length at a voltage of 13.5 V, set as shown in FIG. Can be done.
上記発熱量を満たすための加熱線314の形状は、図10に示す参考例5~16の通りである。しかし、加熱線314のピッチについては、上述した規定により、1.25mm以上であることが求められるため、参考例15及び16の加熱線を採用することが好ましい。したがって、このピッチを考慮すると、加熱線314の線幅は、10μm以上であることが好ましい。
The shape of the
また、図10と同条件で、電圧を48Vとした場合には、図11のように加熱線を設定することができる。この場合、チラツキを防止するため、各加熱線の単位長さ当たりの発熱量は、2.0W/m以下であることが好ましい。また、ピッチについては、4.0mm以下であることが好ましい。そのような条件下では、参考例17~19、21の加熱線を採用することが好ましい。そうすると、加熱線の線幅は、概ね10μm以下であることが好ましく、8μm以下であることがさらに好ましい。 Further, when the voltage is 48 V under the same conditions as in FIG. 10, the heating wire can be set as shown in FIG. In this case, in order to prevent flicker, the calorific value per unit length of each heating wire is preferably 2.0 W / m or less. The pitch is preferably 4.0 mm or less. Under such conditions, it is preferable to use the heating wires of Reference Examples 17 to 19 and 21. Then, the line width of the heating line is preferably about 10 μm or less, and more preferably 8 μm or less.
(5) 両バスバー312,313と加熱線314とが同じ材料で形成されているため、両バスバー312,313及び加熱線314の線膨張係数が同じになる。これにより、次のような利点がある。両バスバー312,313と加熱線314を異なる材料で形成した場合には、線膨張係数が異なるため、例えば、これらの部材を別々に作製して固定した場合には、ヒートサイクル試験などの過酷な環境変化によって、バスバーから加熱線が剥がれたり、これに起因して合わせガラスを構成する2枚のガラス板が互いに浮き上がる、といった不具合が生じる可能性があるが、本実施形態のように、両バスバー312,313と加熱線314とが同じ材料で形成すると、そのような不具合を防止することができる。
(5) Since both
(6) 両バスバー312,313と加熱線314とを一体的に形成しているため、両者の間の接触不良,ひいては発熱不良を防止することができる。発熱不良について詳細に説明すると、以下の通りである。一般的に、防曇のためにガラス板を加熱する場合には、ガラスクラックの発生を防止するため、加熱温度の上限値を、例えば70~80℃となるように電流値を制御することが求められる。これに対して、上記のような接触抵抗による局所的な発熱があれば、その部分を加熱温度の上限値として電流値の制御を行う必要がある。その結果、加熱線が全体的に十分に発熱するように制御できないという問題がある。しかしながら、上記構成によれば、局所的な発熱を防止できるため、加熱線も全体的に十分に発熱できるよう制御することができる。
(6) Since both
(7) 上記実施形態では、2つの接続材41,42を用いて各バスバー312,313と外部の端子とを接続するようにしているが、例えば、幅の広いバスバーを準備し、このバスバーの不要な部分をカットした上で、一部を切欠き部21,22から露出させることで、接続材の代わりにすることも考えられる。しかしながら、このようにすると、カットしたバスバーの角部で局所的な発熱が生じることも考えられる。これに対して、本実施形態では、各バスバー312,313に別体の接続材41,42を固定しているため、そのような局所的な発熱を防止することができる。
(7) In the above embodiment, the two connecting
<5.変形例>
以上、本発明の一実施形態について説明したが、本発明は上記実施形態に限定されるものではなく、その趣旨を逸脱しない限りにおいて、種々の変更が可能である。また、以下の変形例は適宜組合せが可能である。
<5. Modification example>
Although one embodiment of the present invention has been described above, the present invention is not limited to the above embodiment, and various modifications can be made without departing from the spirit of the present invention. In addition, the following modifications can be combined as appropriate.
<5.1>
発熱層31は、種々の形状にすることができる。例えば、予め基材311上に両バスバー312,313と加熱線314が形成されたシート状の発熱層31を準備しておき、これを適宜切断し、適当な形状にした上で、両ガラス板1,2の間に配置することができる。したがって、例えば、ガラス板1,2の端縁が湾曲していれば、それに合わせて基材311の端縁を湾曲させてもよい。また、発熱層31をガラス板1,2の形状と完全に一致させる必要はなく、防曇効果を得たい部分にのみ配置することができるため、ガラス板1,2よりも小さい形状など種々の形状にすることができる。なお、ガラス板1,2も完全な矩形以外に種々の形状にすることができる。
<5.1>
The
上記実施形態では、基材311上に両バスバー312,313と加熱線314を配置しているが、少なくとも加熱線314が配置されていればよい。したがって、例えば、両バスバー312,313を両接着層32,33の間に配置することもできる。
In the above embodiment, both
また、中間膜3の構成として、例えば、接着層32,33を設けず、バスバー312,313及び加熱線314を支持した基材311を両ガラス板1,2の間に配置することもできる。この場合、基材311が接着層としての役割を果たす。
Further, as the configuration of the
<5.2>
加熱線314の構成は、特には限定されず、種々の態様が可能である。この点について、図8を参照しつつ説明する。図12の例が、上記実施形態と相違するのは、主としてバスバー及び加熱線の配置であるため、以下では、相違部分のみを説明し、同一構成については同一の符号を付して説明を省略する。
<5.2>
The configuration of the
図12に示すように、この例において、複数の加熱線6は、両バスバー312,313を結ぶように、並列に配置されている。各加熱線6は、3つの部位と2つの折り返し部によって構成されている。すなわち、第1バスバー312から第2バスバー313へ近接する位置まで延びる第1部位61、第1部位61の下端部から第1折り返し部64を介して上方へ延び、第1バスバー312に近接する位置まで延びる第2部位62、及び第2部位62の上端部から第2折り返し部65を介して下方へ延び、第2バスバー313に連結される第3部位63を備えている。このように形成された複数の加熱線6が両バスバー312,313の左右方向に所定間隔をおいて並んでいる。
As shown in FIG. 12, in this example, the plurality of
以上の例では、各加熱線に折り返し部64、65を設けることで、各加熱線6を長くすることができる。これらによって、各加熱線6における発熱量を小さくすることができる。
In the above example, each
なお、加熱線6の形態は特には限定されず、本実施形態では、2つの折り返し部64,65を有するように形成しているが、3以上の折り返し部を設け、両バスバー212,213の間で延びる加熱線6の長さをさらに長くすることもできる。
The form of the
<5.3>
また、各加熱線314を長くするには、図13のような中継バスバーを設けることもできる。この点について、詳細に説明する。
<5.3>
Further, in order to lengthen each
図9に示すように、このウインドシールドでは、第1バスバー312が、各ガラス板1,2の下辺12の左側に配置され、第2バスバー313が、下辺12の右側に沿って配置されている。これに加え、ガラス板1,2の上辺11の左側に帯状の第1中継バスバー71、下辺12の第1及び第2バスバー312,313の間に帯状の第2中継バスバー72、ガラス板1,2の上辺11の右側に帯状の第3中継バスバー73が設けられている。第1中継バスバー71は、第1バスバー312及び第2中継バスバー72と対向する位置に配置され、第1バスバー312の左端部から第2中継バスバー72の中央付近までとほぼ同じ長さに形成されている。また、第3中継バスバー73は、第2中継バスバー72及び第2バスバー313と対向する位置に配置され、第1バスバー312の左端部から第2中継バスバー72の中央付近までとほぼ同じ長さに形成されている。
As shown in FIG. 9, in this windshield, the
複数の加熱線6は、4つの部分により構成されている。すなわち、複数の加熱線6は、それぞれ、第1バスバー312と第1中継バスバー71とを接続する第1部分601、第1中継バスバー71と第2中継バスバー72とを接続する第2部分602、第2中継バスバー72と第3中継バスバー73とを接続する第3部位603、及び第3中継バスバー73と第2バスバー313とを接続する第4部分604により構成されている。複数の第1部分601は、第1バスバー312から上方に向かって概ね平行に延びており、第1中継バスバー71の左半分に接続されている。複数の第2部分602は、第1中継バスバー71の右半分から下方に向かって概ね平行に延びており、第2中継バスバー72の左半分に接続されている。また、複数の第3部分603は、第2中継バスバー72の左半分から上方に向かって概ね平行に延びており、第3中継バスバー73に接続されている。そして、複数の第4部分604は、第3中継バスバー73の右半分から下方に向かって概ね平行に延びており、第2バスバー213に接続されている。
The plurality of
以上の例では、第1バスバー312と第2バスバー313との間に、3つの中継バスバー71~73を設け、これらを介して並列に配置された複数の加熱線6が第1バスバー312と第2バスバー313とを接続するように構成されている。したがって、第1バスバー312と第2バスバー313との間の加熱線6の長さを長くすることができる。これらによって、各加熱線6における発熱量を小さくすることができる。
In the above example, three relay bus bars 71 to 73 are provided between the
なお、この例では、両バスバー312,313を下辺12に沿って配置しているが、上辺11に沿って配置することもできる。すなわち、図9から両バスバー312,313及び3つの中継バスバー71~73を上下反対の位置に配置することができる。また、中継バスバーの数は特には限定されず、2つ、または4以上設けることもでき、すべての中継バスバーを通過して加熱線の両端部が第1バスバー312及び第2バスバー313に接続されていればよい。
In this example, both
<5.4>
また、隣接する加熱線314同士を少なくとも1つのブリッジで接続することもできる。これにより、例えば、一の加熱線314が断線したとしても、隣接する加熱線314から通電が可能となる。ブリッジの位置、数は特には限定されない。また、ブリッジの形状も特には限定されず、斜めに延びるように配置したり、波形にするなど、種々の形状にすることができる。なお、ブリッジは、加熱線314と同じ金属材料で形成し、加熱線314と一体的に形成することができる。
<5.4>
Further,
<5.5>
接続材41,42の形態や内側ガラス板2の切欠き部21,22の構成も特には限定されない。例えば、内側ガラス板2に、接続材41,42の厚み程度の小さい切欠き部を形成し、各バスバー312,313から延びる接続材41,42をこの切欠き部で折り返し、内側ガラス板2の表面に貼り付けておくこともできる。こうすることで、接続材41,42が合わせガラスの端部から面方向に突出するのを防止することができる。
<5.5>
The form of the connecting
<5.6>
ガラス板1,2の形状は特には限定されず、外形上、上辺11、下辺12、左辺13、右辺14が特定できるような形状であればよく、必ずしも矩形状でなくてもよい。また、各辺11~14は直線のほか、曲線であってもよい。
<5.6>
The shapes of the
<5.7>
上記実施形態では、各バスバー312,313をそれぞれ、ガラス板の上辺、下辺に沿って配置しているが、加熱線が左右方向に延びるようにバスバーをガラス板の左辺及び右辺に沿って配置することもできる。
<5.7>
In the above embodiment, the bus bars 312 and 313 are arranged along the upper side and the lower side of the glass plate, respectively, but the bus bars are arranged along the left side and the right side of the glass plate so that the heating lines extend in the left-right direction. You can also do it.
<5.8>
上記実施形態では、本発明に係る機能層として、発熱層31を設けたが、これ以外の機能を奏する機能層を設けることもできる。例えば、赤外線反射フィルム、調光フィルム、防犯シート、カラーフィルム、ヘッドアップディスプレイ用フィルムなどを設けることができる。そして、このような機能層を設けた場合にも、各接着層32,33との間に段差が形成されれば、上述したように泡が生じるおそれがあるため、遮蔽層7によって段差を覆うことが必要となる。
<5.8>
In the above embodiment, the
特に、機能層31として、赤外線反射フィルムを用いる場合には、フィルムのエッジが可塑剤と反応して、変色する可能性がある。したがって、このような機能層31を設けた場合にも、遮蔽層7によって変色を遮蔽することができる。
In particular, when an infrared reflective film is used as the
赤外線反射フィルム、調光フィルム、防犯シート、カラーフィルムのようなフィルムは、フィルムの伸長によっては、特に、合わせガラスのエッジ部に皺が生じてしまうことがある。このような場合にも、遮蔽層7によって皺を遮蔽することができる。
Films such as infrared reflective films, photochromic films, security sheets, and color films may have wrinkles, especially at the edges of the laminated glass, depending on the elongation of the film. Even in such a case, the wrinkles can be shielded by the
<5.9>
遮蔽層7の形状は特には限定されず、上記実施形態のように合わせガラスの周縁部に沿って形成することができるほか、少なくとも発熱層31と接着層32,33との段差を覆う位置に配置されていればよい。
<5.9>
The shape of the
<5.10>
上記実施形態では、本発明の合わせガラスを自動車のウインドシールドに適用した例を示したが、サイドガラス、リアガラスに適用することができる。また、自動車に限定されるものではなく、電車などの他の乗り物、建物の窓ガラスなどに適用することもできる。
<5.10>
In the above embodiment, the example in which the laminated glass of the present invention is applied to the windshield of an automobile is shown, but it can be applied to the side glass and the rear glass. Further, the present invention is not limited to automobiles, and can be applied to other vehicles such as trains, windowpanes of buildings, and the like.
1 外側ガラス板
2 内側ガラス板
3 中間層
31 発熱層(機能層)
311 基材
312 第1バスバー
313 第2バスバー
314 加熱線
1
Claims (16)
前記外側ガラス板と対向配置され、前記外側ガラス板と略同形状の内側ガラス板と、
前記外側ガラス板と内側ガラス板との間に配置される中間膜と、
前記外側ガラス板の表面に形成される遮蔽層と、
を備え、
前記中間膜は、
一対の接着層と、
前記一対の接着層の間に支持され、厚みが5~200μmの機能層と、
を備え、
前記機能層は、
少なくとも一部が前記第1辺側の端部に沿って延びる第1バスバーと、
少なくとも一部が前記第2辺側の端部に沿って延びる第2バスバーと、
前記第1バスバーと第2バスバーとを連結するように配置された複数の加熱線と、
少なくとも一つの中継バスバーを備え、
前記複数の加熱線は、少なくとも、
前記第1バスバーと前記中継バスバーとを接続する部分と、
前記第2バスバーと前記中継バスバーとを接続する部分と、
を備え、
前記機能層は前記接着層よりも小さく形成され、
前記一対の接着層の周縁同士が接触し、
前記機能層の外周縁の少なくとも一部は、前記外側ガラス板の外周縁よりも内側に位置する、内側部位を有しており、
前記遮蔽層は、少なくとも、
前記機能層の内側部位と前記接着層の外周縁との間、
前記第1及び第2バスバー、及びその周縁近傍、
前記中継バスバー及びその周縁近傍、及び
前記機能層の外周縁を覆うように配置される、合わせガラス。 An outer glass plate having a first side and a second side facing the first side,
An inner glass plate that is arranged to face the outer glass plate and has substantially the same shape as the outer glass plate,
An interlayer film arranged between the outer glass plate and the inner glass plate,
The shielding layer formed on the surface of the outer glass plate and
Equipped with
The interlayer film is
With a pair of adhesive layers,
A functional layer supported between the pair of adhesive layers and having a thickness of 5 to 200 μm,
Equipped with
The functional layer is
A first busbar that at least partly extends along the end on the first side.
A second bus bar that at least partly extends along the end on the second side.
A plurality of heating wires arranged so as to connect the first bus bar and the second bus bar,
Equipped with at least one relay bus bar,
The plurality of heating lines are at least
A portion connecting the first bus bar and the relay bus bar,
A portion connecting the second bus bar and the relay bus bar,
Equipped with
The functional layer is formed smaller than the adhesive layer and is formed.
The peripheral edges of the pair of adhesive layers come into contact with each other,
At least a part of the outer peripheral edge of the functional layer has an inner portion located inside the outer peripheral edge of the outer glass plate.
The shielding layer is at least
Between the inner part of the functional layer and the outer peripheral edge of the adhesive layer,
The first and second bus bars , and the vicinity of the periphery thereof,
A laminated glass arranged so as to cover the vicinity of the relay bus bar and its peripheral edge and the outer peripheral edge of the functional layer.
前記外側ガラス板と対向配置され、前記外側ガラス板と略同形状の内側ガラス板と、An inner glass plate that is arranged to face the outer glass plate and has substantially the same shape as the outer glass plate,
前記外側ガラス板と内側ガラス板との間に配置される中間膜と、An interlayer film arranged between the outer glass plate and the inner glass plate,
前記外側ガラス板の表面に形成される遮蔽層と、The shielding layer formed on the surface of the outer glass plate and
を備え、Equipped with
前記中間膜は、The interlayer film is
一対の接着層と、With a pair of adhesive layers,
前記一対の接着層の間に支持され、厚みが5~200μmの機能層と、A functional layer supported between the pair of adhesive layers and having a thickness of 5 to 200 μm,
を備え、Equipped with
前記機能層は、The functional layer is
少なくとも一部が前記第1辺側の端部に沿って延びる第1バスバーと、A first busbar that at least partly extends along the end on the first side.
少なくとも一部が前記第2辺側の端部に沿って延びる第2バスバーと、A second bus bar that at least partly extends along the end on the second side.
前記第1バスバーと第2バスバーとを連結するように配置された複数の加熱線と、A plurality of heating wires arranged so as to connect the first bus bar and the second bus bar,
赤外線反射フィルムと、Infrared reflective film and
を備え、Equipped with
前記機能層は前記接着層よりも小さく形成され、The functional layer is formed smaller than the adhesive layer and is formed.
前記一対の接着層の周縁同士が接触し、The peripheral edges of the pair of adhesive layers come into contact with each other,
前記機能層の外周縁の少なくとも一部は、前記外側ガラス板の外周縁よりも内側に位置する、内側部位を有しており、At least a part of the outer peripheral edge of the functional layer has an inner portion located inside the outer peripheral edge of the outer glass plate.
前記遮蔽層は、少なくとも、The shielding layer is at least
前記機能層の内側部位と前記接着層の外周縁との間、Between the inner part of the functional layer and the outer peripheral edge of the adhesive layer,
前記両バスバー及びその周縁近傍、及びBoth bus bars and their periphery, and
前記機能層の外周縁を覆うように配置される、合わせガラス。Laminated glass arranged so as to cover the outer peripheral edge of the functional layer.
前記外側ガラス板と対向配置され、前記外側ガラス板と略同形状の内側ガラス板と、An inner glass plate that is arranged to face the outer glass plate and has substantially the same shape as the outer glass plate,
前記外側ガラス板と内側ガラス板との間に配置される中間膜と、An interlayer film arranged between the outer glass plate and the inner glass plate,
前記外側ガラス板の表面に形成される遮蔽層と、The shielding layer formed on the surface of the outer glass plate and
を備え、Equipped with
前記中間膜は、The interlayer film is
一対の接着層と、With a pair of adhesive layers,
前記一対の接着層の間に支持され、厚みが5~200μmの機能層と、A functional layer supported between the pair of adhesive layers and having a thickness of 5 to 200 μm,
を備え、Equipped with
前記機能層は、The functional layer is
少なくとも一部が前記第1辺側の端部に沿って延びる第1バスバーと、A first busbar that at least partly extends along the end on the first side.
少なくとも一部が前記第2辺側の端部に沿って延びる第2バスバーと、A second bus bar that at least partly extends along the end on the second side.
前記第1バスバーと第2バスバーとを連結するように配置された複数の加熱線と、A plurality of heating wires arranged so as to connect the first bus bar and the second bus bar,
調光フィルム、防犯シート、カラーフィルム、ヘッドアップディスプレイ用フィルムのうち少なくとも1つと、At least one of dimming film, security sheet, color film, head-up display film,
を備え、Equipped with
前記機能層は前記接着層よりも小さく形成され、The functional layer is formed smaller than the adhesive layer and is formed.
前記一対の接着層の周縁同士が接触し、The peripheral edges of the pair of adhesive layers come into contact with each other,
前記機能層の外周縁の少なくとも一部は、前記外側ガラス板の外周縁よりも内側に位置する、内側部位を有しており、At least a part of the outer peripheral edge of the functional layer has an inner portion located inside the outer peripheral edge of the outer glass plate.
前記遮蔽層は、少なくとも、The shielding layer is at least
前記機能層の内側部位と前記接着層の外周縁との間、Between the inner part of the functional layer and the outer peripheral edge of the adhesive layer,
前記両バスバー及びその周縁近傍、及びBoth bus bars and their periphery, and
前記機能層の外周縁を覆うように配置される、合わせガラス。Laminated glass arranged so as to cover the outer peripheral edge of the functional layer.
前記支持層が、前記接着層と接触する、請求項1から7のいずれかに記載の合わせガラス。 The functional layer further has a support layer for supporting both the bus bars and the heating wire.
The laminated glass according to any one of claims 1 to 7 , wherein the support layer is in contact with the adhesive layer.
前記加熱線における前記接着層側の面の幅は、前記加熱線の厚み以上の長さを有しており、
前記加熱線の幅が7~30μmである、請求項1から13のいずれかに記載の合わせガラス。 The voltage applied to both bus bars is less than 20V.
The width of the surface of the heating wire on the adhesive layer side has a length equal to or greater than the thickness of the heating wire.
The laminated glass according to any one of claims 1 to 13 , wherein the width of the heating wire is 7 to 30 μm.
前記加熱線における前記接着層側の面の幅は、前記加熱線の厚み以上の長さを有しており、
前記加熱線の幅が1~10μmである、請求項1から13のいずれかに記載の合わせガラス。 The voltage applied to both bus bars is 20 to 50 V, and the voltage is 20 to 50 V.
The width of the surface of the heating wire on the adhesive layer side has a length equal to or greater than the thickness of the heating wire.
The laminated glass according to any one of claims 1 to 13 , wherein the width of the heating wire is 1 to 10 μm.
前記複数の加熱線は、少なくとも、
前記第1バスバーと前記中継バスバーとを接続する部分と、
前記第2バスバーと前記中継バスバーとを接続する部分と、
前記複数の中継バスバー同士を接続する部分と、
をさらに有し、
前記遮蔽層は、前記複数の中継バスバー及びその周縁近傍も覆うように配置される、請求項1から15のいずれかに記載の合わせガラス。
The functional layer further comprises a plurality of relay busbars.
The plurality of heating lines are at least
A portion connecting the first bus bar and the relay bus bar,
A portion connecting the second bus bar and the relay bus bar,
The part that connects the plurality of relay bus bars and
Have more
The laminated glass according to any one of claims 1 to 15 , wherein the shielding layer is arranged so as to cover the plurality of relay bus bars and the vicinity thereof.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017229727A JP7029945B2 (en) | 2017-11-29 | 2017-11-29 | Laminated glass |
| PCT/JP2018/043882 WO2019107458A1 (en) | 2017-11-29 | 2018-11-28 | Laminated glass |
| JP2022000778A JP7510963B2 (en) | 2017-11-29 | 2022-01-05 | Laminated Glass |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017229727A JP7029945B2 (en) | 2017-11-29 | 2017-11-29 | Laminated glass |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022000778A Division JP7510963B2 (en) | 2017-11-29 | 2022-01-05 | Laminated Glass |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019099404A JP2019099404A (en) | 2019-06-24 |
| JP7029945B2 true JP7029945B2 (en) | 2022-03-04 |
Family
ID=66664513
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017229727A Active JP7029945B2 (en) | 2017-11-29 | 2017-11-29 | Laminated glass |
| JP2022000778A Active JP7510963B2 (en) | 2017-11-29 | 2022-01-05 | Laminated Glass |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022000778A Active JP7510963B2 (en) | 2017-11-29 | 2022-01-05 | Laminated Glass |
Country Status (2)
| Country | Link |
|---|---|
| JP (2) | JP7029945B2 (en) |
| WO (1) | WO2019107458A1 (en) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018203563A1 (en) | 2017-05-02 | 2018-11-08 | ピルキントン グループ リミテッド | Laminated glass |
| JP7029945B2 (en) * | 2017-11-29 | 2022-03-04 | 日本板硝子株式会社 | Laminated glass |
| JP7565007B2 (en) * | 2020-06-01 | 2024-10-10 | 大日本印刷株式会社 | Conductive substrate and laminate |
| EP4043255A1 (en) * | 2021-02-11 | 2022-08-17 | Inalfa Roof Systems Group B.V. | Transparent roof panel having an isolated centre unit |
| CN216942139U (en) * | 2021-09-15 | 2022-07-12 | 法国圣戈班玻璃公司 | Laminated glass and window assembly |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013503424A (en) | 2009-08-27 | 2013-01-31 | ピルキントン グループ リミテッド | Electric heating window |
| JP2014033243A (en) | 2010-11-30 | 2014-02-20 | Asahi Glass Co Ltd | Vehicle window glass and antenna |
| JP2016088493A (en) | 2014-11-04 | 2016-05-23 | 日本板硝子株式会社 | Wind shield |
| JP2017130402A (en) | 2016-01-22 | 2017-07-27 | 大日本印刷株式会社 | Current-carrying heating glass and vehicle |
| JP2018101527A (en) | 2016-12-20 | 2018-06-28 | 旭硝子株式会社 | Window glass for vehicle |
| JP2018115101A (en) | 2017-01-20 | 2018-07-26 | ピルキントン グループ リミテッド | Laminated glass |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB8431894D0 (en) * | 1984-12-18 | 1985-01-30 | Pilkington Brothers Plc | Laminated windows for vehicles |
| WO2016080406A1 (en) | 2014-11-17 | 2016-05-26 | 大日本印刷株式会社 | Heating plate, conductive pattern sheet, vehicle, and method for manufacturing heating plate |
| JP7029945B2 (en) | 2017-11-29 | 2022-03-04 | 日本板硝子株式会社 | Laminated glass |
-
2017
- 2017-11-29 JP JP2017229727A patent/JP7029945B2/en active Active
-
2018
- 2018-11-28 WO PCT/JP2018/043882 patent/WO2019107458A1/en active Application Filing
-
2022
- 2022-01-05 JP JP2022000778A patent/JP7510963B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013503424A (en) | 2009-08-27 | 2013-01-31 | ピルキントン グループ リミテッド | Electric heating window |
| JP2014033243A (en) | 2010-11-30 | 2014-02-20 | Asahi Glass Co Ltd | Vehicle window glass and antenna |
| JP2016088493A (en) | 2014-11-04 | 2016-05-23 | 日本板硝子株式会社 | Wind shield |
| JP2017130402A (en) | 2016-01-22 | 2017-07-27 | 大日本印刷株式会社 | Current-carrying heating glass and vehicle |
| JP2018101527A (en) | 2016-12-20 | 2018-06-28 | 旭硝子株式会社 | Window glass for vehicle |
| JP2018115101A (en) | 2017-01-20 | 2018-07-26 | ピルキントン グループ リミテッド | Laminated glass |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019099404A (en) | 2019-06-24 |
| JP7510963B2 (en) | 2024-07-04 |
| WO2019107458A1 (en) | 2019-06-06 |
| JP2022062008A (en) | 2022-04-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7311948B2 (en) | windshield | |
| JP7029945B2 (en) | Laminated glass | |
| JP6905831B2 (en) | Laminated glass | |
| JP7044791B2 (en) | Laminated glass and its manufacturing method | |
| JP6807186B2 (en) | Side glass | |
| JP7182462B2 (en) | laminated glass | |
| JP6736448B2 (en) | Laminated glass | |
| JP7196922B2 (en) | laminated glass | |
| JP2018115101A (en) | Laminated glass | |
| WO2018203563A1 (en) | Laminated glass | |
| JP7090126B2 (en) | Laminated glass | |
| WO2021085003A1 (en) | Laminated glass | |
| WO2023140365A1 (en) | Windshield |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200617 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210518 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20210719 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210917 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20211005 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220105 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20220105 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20220114 |
|
| C21 | Notice of transfer of a case for reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C21 Effective date: 20220118 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220215 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220221 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7029945 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |