JP7028735B2 - 異材接合構造体の製造方法及び異材接合構造体 - Google Patents
異材接合構造体の製造方法及び異材接合構造体 Download PDFInfo
- Publication number
- JP7028735B2 JP7028735B2 JP2018136128A JP2018136128A JP7028735B2 JP 7028735 B2 JP7028735 B2 JP 7028735B2 JP 2018136128 A JP2018136128 A JP 2018136128A JP 2018136128 A JP2018136128 A JP 2018136128A JP 7028735 B2 JP7028735 B2 JP 7028735B2
- Authority
- JP
- Japan
- Prior art keywords
- aluminum
- steel
- sprayed coating
- aluminum alloy
- low temperature
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000463 material Substances 0.000 title claims description 133
- 238000004519 manufacturing process Methods 0.000 title claims description 22
- 229910000831 Steel Inorganic materials 0.000 claims description 82
- 239000010959 steel Substances 0.000 claims description 82
- 229910000838 Al alloy Inorganic materials 0.000 claims description 59
- 229910052751 metal Inorganic materials 0.000 claims description 54
- 239000002184 metal Substances 0.000 claims description 54
- 239000011248 coating agent Substances 0.000 claims description 49
- 238000000576 coating method Methods 0.000 claims description 49
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 47
- 229910052782 aluminium Inorganic materials 0.000 claims description 45
- 238000003466 welding Methods 0.000 claims description 45
- 239000000956 alloy Substances 0.000 claims description 40
- 238000000034 method Methods 0.000 claims description 36
- 229910001220 stainless steel Inorganic materials 0.000 claims description 26
- 239000000843 powder Substances 0.000 claims description 21
- 238000005304 joining Methods 0.000 claims description 18
- 238000005507 spraying Methods 0.000 claims description 9
- 229910000963 austenitic stainless steel Inorganic materials 0.000 claims description 8
- 238000002844 melting Methods 0.000 claims description 7
- 230000008018 melting Effects 0.000 claims description 7
- 239000010935 stainless steel Substances 0.000 claims description 7
- 239000000155 melt Substances 0.000 claims description 2
- 239000007789 gas Substances 0.000 description 15
- 239000007921 spray Substances 0.000 description 15
- 238000010276 construction Methods 0.000 description 6
- 230000000694 effects Effects 0.000 description 6
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 5
- 238000011156 evaluation Methods 0.000 description 5
- 239000002245 particle Substances 0.000 description 5
- 238000012360 testing method Methods 0.000 description 4
- 229910000859 α-Fe Inorganic materials 0.000 description 4
- 230000007547 defect Effects 0.000 description 3
- 230000035515 penetration Effects 0.000 description 3
- 229910001566 austenite Inorganic materials 0.000 description 2
- 239000011324 bead Substances 0.000 description 2
- 238000010288 cold spraying Methods 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 239000001307 helium Substances 0.000 description 2
- 229910052734 helium Inorganic materials 0.000 description 2
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 2
- 239000011261 inert gas Substances 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 230000002411 adverse Effects 0.000 description 1
- 239000003570 air Substances 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 230000004907 flux Effects 0.000 description 1
- 238000007429 general method Methods 0.000 description 1
- 229910000765 intermetallic Inorganic materials 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 229910000734 martensite Inorganic materials 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000007750 plasma spraying Methods 0.000 description 1
- 238000007751 thermal spraying Methods 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
Images
Landscapes
- Laser Beam Processing (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
Description
本発明は、異材接合構造体の製造方法及び異材接合構造体に関する。
近年、CO2排出量の削減を目的とした車体軽量化や衝突安全性強化を実現するため、自動車のボディ骨格等に高張力鋼板(High Tensile Strength Steel:HTSS)が適用されている。
また、更なる車体軽量化を目的として、軽量なアルミニウム又はアルミニウム合金材と鋼材とを接合した異種金属接合材についても需要が高くなっている。異種金属を接合する方法として、一般的には、釘またはネジ等で接合する方法があるが、釘またはネジは比較的高価であるため、接合材の製造コストが高くなると共に、釘またはネジの重量分だけ、得られる接合材が重くなるという問題がある。
一方、アルミニウム又はアルミニウム合金材と鋼材とを一般的な方法で直接溶接すると、接合界面に脆弱な金属間化合物が形成され、良好な強度を得ることができない。そこで、アルミニウム又はアルミニウム合金材と鋼材との接合において、高い強度を得ることができる溶接技術が求められている。
溶接による異種金属を接合する方法として、特許文献1には、鋼からなる第1基材の表面に、コールドスプレー法によりアルミニウム又はアルミニウム合金皮膜を形成し、この皮膜とアルミニウム又はアルミニウム合金からなる第2基材とを対向させて溶接する接合方法が開示されている。
ところで、アルミニウム又はアルミニウム合金材が閉断面の押出材である場合には、高張力鋼材側からの片側施工による溶接が必要となるが、上記特許文献1に記載された接合方法は、TIG(Tungsten Inert Gas)溶接、MIG(Metal Inert Gas)溶接、及びプラズマ溶接のような、熱影響の大きいアーク溶接を用いるものである。このため、アルミニウム又はアルミニウム合金材の表面に、コールドスプレーにより鋼と溶接可能な金属皮膜を形成し、この皮膜と高張力鋼とを溶接する場合には、アーク溶接時に発生する多量の熱により、アルミニウム又はアルミニウム合金材までもが溶融し、接合強度が低下するおそれがある。
本発明は、前述した課題に鑑みてなされたものであり、アルミニウム又はアルミニウム合金材と鋼材との異材接合において、鋼材側からの片側施工による溶接が可能であり、かつ、良好な接合継手を得ることができる異材接合構造体の製造方法及び異材接合構造体を提供することを目的とする。
本発明に係る異材接合構造体の製造方法は、下記(1)の構成からなる。
(1) アルミニウム又はアルミニウム合金材の表面の少なくとも一部に、フェライト系ステンレス鋼、オーステナイト系ステンレス鋼、及びフェライト系とオーステナイト系との2相ステンレス鋼から選択された少なくとも1種の金属粉末を低温溶射することにより低温溶射皮膜を形成する工程と、
前記低温溶射皮膜と鋼材とが対向するように、前記アルミニウム又はアルミニウム合金材と前記鋼材とを重ね合わせる工程と、
前記低温溶射皮膜と前記鋼材とを、該鋼材側からのレーザ溶接により接合する工程と、
を有することを特徴とする異材接合構造体の製造方法。
(1) アルミニウム又はアルミニウム合金材の表面の少なくとも一部に、フェライト系ステンレス鋼、オーステナイト系ステンレス鋼、及びフェライト系とオーステナイト系との2相ステンレス鋼から選択された少なくとも1種の金属粉末を低温溶射することにより低温溶射皮膜を形成する工程と、
前記低温溶射皮膜と鋼材とが対向するように、前記アルミニウム又はアルミニウム合金材と前記鋼材とを重ね合わせる工程と、
前記低温溶射皮膜と前記鋼材とを、該鋼材側からのレーザ溶接により接合する工程と、
を有することを特徴とする異材接合構造体の製造方法。
また、本発明に係る異材接合構造体の製造方法の好ましい実施形態は、下記(2)~(5)の構成からなる。
(2) 前記レーザ溶接は、前記低温溶射皮膜と前記鋼材のみを溶融させる、上記(1)に記載の異材接合構造体の製造方法。
(3) 前記低温溶射皮膜の膜厚が0.3mm以上である、上記(1)または(2)に記載の異材接合構造体の製造方法。
(4) 前記鋼材の引張強度が590MPa以上である、上記(1)~(3)のいずれか1つに記載の異材接合構造体の製造方法。
(5) 前記アルミニウム又はアルミニウム合金材は,閉断面の押出材である、上記(1)~(4)のいずれか1つに記載の異材接合構造体の製造方法。
(2) 前記レーザ溶接は、前記低温溶射皮膜と前記鋼材のみを溶融させる、上記(1)に記載の異材接合構造体の製造方法。
(3) 前記低温溶射皮膜の膜厚が0.3mm以上である、上記(1)または(2)に記載の異材接合構造体の製造方法。
(4) 前記鋼材の引張強度が590MPa以上である、上記(1)~(3)のいずれか1つに記載の異材接合構造体の製造方法。
(5) 前記アルミニウム又はアルミニウム合金材は,閉断面の押出材である、上記(1)~(4)のいずれか1つに記載の異材接合構造体の製造方法。
また、本発明に係る異材接合構造体は、下記(6)の構成からなる。
(6) アルミニウム又はアルミニウム合金材と、
前記アルミニウム又はアルミニウム合金材の表面の少なくとも一部に形成された低温溶射皮膜と、
前記低温溶射皮膜の上に重ね合わせられた鋼材と、
前記低温溶射皮膜と前記鋼材との溶接により形成された溶接金属と、を有し、
前記低温溶射皮膜は、フェライト系ステンレス鋼、オーステナイト系ステンレス鋼、及びフェライト系とオーステナイト系との2相ステンレス鋼から選択された少なくとも1種の金属を含むことを特徴とする異材接合構造体。
(6) アルミニウム又はアルミニウム合金材と、
前記アルミニウム又はアルミニウム合金材の表面の少なくとも一部に形成された低温溶射皮膜と、
前記低温溶射皮膜の上に重ね合わせられた鋼材と、
前記低温溶射皮膜と前記鋼材との溶接により形成された溶接金属と、を有し、
前記低温溶射皮膜は、フェライト系ステンレス鋼、オーステナイト系ステンレス鋼、及びフェライト系とオーステナイト系との2相ステンレス鋼から選択された少なくとも1種の金属を含むことを特徴とする異材接合構造体。
また、本発明に係る異材接合構造体の好ましい実施形態は、下記(7)~(10)の構成からなる。
(7) 前記溶接金属は、前記低温溶射皮膜と前記鋼材のみが溶融することにより形成される、上記(6)に記載の異材接合構造体。
(8) 前記低温溶射皮膜の膜厚が0.3mm以上である、上記(6)または(7)に記載の異材接合構造体。
(9) 前記鋼材の引張強度が590MPa以上である、上記(6)~(8)のいずれか1つに記載の異材接合構造体。
(10) 前記アルミニウム又はアルミニウム合金材は,閉断面の押出材である、上記(6)~(9)のいずれか1つに記載の異材接合構造体。
(7) 前記溶接金属は、前記低温溶射皮膜と前記鋼材のみが溶融することにより形成される、上記(6)に記載の異材接合構造体。
(8) 前記低温溶射皮膜の膜厚が0.3mm以上である、上記(6)または(7)に記載の異材接合構造体。
(9) 前記鋼材の引張強度が590MPa以上である、上記(6)~(8)のいずれか1つに記載の異材接合構造体。
(10) 前記アルミニウム又はアルミニウム合金材は,閉断面の押出材である、上記(6)~(9)のいずれか1つに記載の異材接合構造体。
本発明によれば、アルミニウム又はアルミニウム合金材と鋼材との異材接合において、鋼材側からの片側施工による溶接が可能であり、かつ、良好な接合継手を得ることができる異材接合構造体の製造方法及び異材接合構造体を提供することができる。
以下、本発明の実施形態について詳細に説明する。なお、本発明は、以下に説明する実施形態に限定されるものではなく、本発明の要旨を逸脱しない範囲において、任意に変更して実施することができる。
本発明者らは、アルミニウム又はアルミニウム合金材と鋼材との異材接合において、鋼材側からの片側施工による溶接であっても、良好な接合継手を得ることができる接合方法を得るために鋭意検討を重ねた。その結果、アルミニウム又はアルミニウム合金材の表面の少なくとも一部に、鋼材と溶接可能な金属粉末を低温溶射して低温溶射皮膜を形成するとともに、低温溶射付膜と鋼材とを、鋼材側からのレーザ溶接により接合することにより、良好な接合継手を得ることができることを見出した。
具体的には、アルミニウム又はアルミニウム合金板の表面に、低温溶射法(コールドスプレー法)により、高速で、所定の金属粉末を噴射させて金属皮膜(低温溶射皮膜)を形成すると、アルミニウム又はアルミニウム合金板と金属皮膜とは高強度の機械的な結合が得られるため、その後の鋼材とのレーザ溶接により得られた異材接合構造体についても、良好な接合継手が得られることが分かった。
よって、低温溶射に用いる金属粉末の成分と、鋼材の種類を適切に選択することが、良好な接合継手を得る上で重要であると考えられる。
以上より、本実施形態に係る異材接合構造体の製造方法は、アルミニウム又はアルミニウム合金材の表面の少なくとも一部に、フェライト系ステンレス鋼、オーステナイト系ステンレス鋼、及びフェライト系とオーステナイト系との2相ステンレス鋼から選択された少なくとも1種の金属粉末を低温溶射することにより低温溶射皮膜を形成する工程と、低温溶射皮膜と鋼材とが対向するように、アルミニウム又はアルミニウム合金材と鋼材とを重ね合わせる工程と、低温溶射皮膜と鋼材とを、鋼材側からのレーザ溶接により接合する工程と、を有する。
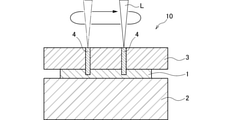
図1は、本発明の実施形態に係る異材接合構造体を模式的に示す断面図である。図1に示すように、本実施形態に係る異材接合構造体10は、アルミニウム又はアルミニウム合金材2の表面の少なくとも一部に、低温溶射皮膜1が形成されている。また、低温溶射皮膜1と鋼材3とが対向するように、アルミニウム又はアルミニウム合金材2と鋼材3とが重ね合わされている。更に、鋼材3側から照射されるレーザビームLにより、低温溶射皮膜1と鋼材3とがレーザ溶接され、低温溶射皮膜1と鋼材3との溶融により溶接金属(溶接ビード)4が形成されている。
低温溶射皮膜1は、フェライト系ステンレス鋼、オーステナイト系ステンレス鋼、及びフェライト系とオーステナイト系との2相ステンレス鋼から選択された少なくとも1種の金属を含むものである。なお、図示しないが、低温溶射により高速で金属粉末が吹きつけられた、アルミニウム又はアルミニウム合金材2の表面は、多量の金属粉末により微細な凹凸が形成されているため、低温溶射皮膜1と鋼材3とは、アンカー効果によって機械的に強固に接合されている。
続いて、図1に基づいて、本実施形態に係る異材接合構造体の製造方法を具体的に説明する。
まず、アルミニウム又はアルミニウム合金材2の表面の少なくとも一部に、コールドスプレー法により低温溶射皮膜1を形成する。コールドスプレー法とは、ガスと金属粉末とを音速以上の高速で対象物に吹きつけることにより低温溶射皮膜1を形成する方法である。この方法は、使用するガス種、圧力、温度、金属粉末の粒子径等を適宜選択して実施することができる。
なお、溶射皮膜を形成する方法としては、上記コールドスプレー法以外に、プラズマ溶射やアーク溶射などその他の溶射方法が考えられるが、これらはガス温度が高く、比較的融点の低いアルミニウム又はアルミニウム合金材2を溶解させるおそれがあるため、好ましくない。
まず、アルミニウム又はアルミニウム合金材2の表面の少なくとも一部に、コールドスプレー法により低温溶射皮膜1を形成する。コールドスプレー法とは、ガスと金属粉末とを音速以上の高速で対象物に吹きつけることにより低温溶射皮膜1を形成する方法である。この方法は、使用するガス種、圧力、温度、金属粉末の粒子径等を適宜選択して実施することができる。
なお、溶射皮膜を形成する方法としては、上記コールドスプレー法以外に、プラズマ溶射やアーク溶射などその他の溶射方法が考えられるが、これらはガス温度が高く、比較的融点の低いアルミニウム又はアルミニウム合金材2を溶解させるおそれがあるため、好ましくない。
その後、得られた低温溶射皮膜1の上に鋼材3を配置し、鋼材3におけるアルミニウム又はアルミニウム合金材2に面する側と反対側からレーザ溶接することにより、低温溶射皮膜1と鋼材3とを溶融させて溶接金属4を形成し、異材接合構造体10を製造することができる。
ここで、レーザ溶接は、アーク溶接などの他の溶接法に比べ、入熱が低く、熱影響が小さい溶接法である。アーク溶接の場合を用いた場合には、溶接時に発生する熱がアルミニウム又はアルミニウム合金材2まで到達しやすいため、アルミニウム又はアルミニウム合金材2までもが溶融し、接合強度が低下するおそれがある。しかし、レーザ溶接を用いた場合には、アルミニウム又はアルミニウム合金材2への熱影響を最小限に抑え、アルミニウム又はアルミニウム合金材2の溶融を抑制することができるため、接合強度の低下を防止し、良好な接合継手を得ることができる。
なお、アルミニウム又はアルミニウム合金材2への熱影響をより最小限に抑えるためには、低温溶射皮膜1及び鋼材3のみを溶融させるよう、適切な溶接条件を選択することが好ましい。レーザ溶接条件としては、熱源、出力、溶接速度、溶接部の直径、及び低温溶射皮膜1と鋼材3との間隔等を適宜選択することができる。
続いて、本実施形態に係る製造方法において、低温溶射皮膜1、その材料となる金属粉末、アルミニウム又はアルミニウム合金材2及び鋼材3について、以下に詳細に説明する。
<金属粉末の金属種:フェライト系ステンレス鋼、オーステナイト系ステンレス鋼、及びフェライト系とオーステナイト系との2相ステンレス鋼から選択された少なくとも1種>
低温溶射皮膜1と鋼材3とをレーザ溶接により接合するためには、低温溶射皮膜1の材料として、鋼材3と所望の接合強度で溶接することができると共に、溶接金属4の特性が良好となる金属材料を選択することが重要である。本実施形態では、鋼材3との間で良好な接合継手を容易に溶接することができるステンレス鋼(SUS)を選択する。
特に、種々のステンレス鋼のうち、フェライト系ステンレス鋼、オーステナイト系ステンレス鋼、及びフェライト系とオーステナイト系との2相ステンレス鋼は、マルテンサイト系ステンレス鋼に比べ耐食性に優れるため、腐食環境に晒される自動車の材料として適している。よって、コールドスプレーに用いる金属粉末としては、フェライト系ステンレス鋼、オーステナイト系ステンレス鋼、及びフェライト系とオーステナイト系との2相ステンレス鋼から選択された少なくとも1種の金属からなる粉末を使用する。
低温溶射皮膜1と鋼材3とをレーザ溶接により接合するためには、低温溶射皮膜1の材料として、鋼材3と所望の接合強度で溶接することができると共に、溶接金属4の特性が良好となる金属材料を選択することが重要である。本実施形態では、鋼材3との間で良好な接合継手を容易に溶接することができるステンレス鋼(SUS)を選択する。
特に、種々のステンレス鋼のうち、フェライト系ステンレス鋼、オーステナイト系ステンレス鋼、及びフェライト系とオーステナイト系との2相ステンレス鋼は、マルテンサイト系ステンレス鋼に比べ耐食性に優れるため、腐食環境に晒される自動車の材料として適している。よって、コールドスプレーに用いる金属粉末としては、フェライト系ステンレス鋼、オーステナイト系ステンレス鋼、及びフェライト系とオーステナイト系との2相ステンレス鋼から選択された少なくとも1種の金属からなる粉末を使用する。
<金属粉末の粒子径及び形状>
低温溶射皮膜1の材料となる金属粉末の粒子径については特に限定されないが、コールドスプレーのガス圧を1MPa以下の低圧条件とした場合には、例えば20μm以下であることが好ましく、10μm以下であることがより好ましい。
一方、ガス圧を1MPa~5MPaの高圧条件とした場合には、例えば50μm以下であることが好ましく、30μm以下であることがより好ましい。
金属粉末の粒子形状についても特に限定されないが、流動性の観点から球状であることが好ましい。
低温溶射皮膜1の材料となる金属粉末の粒子径については特に限定されないが、コールドスプレーのガス圧を1MPa以下の低圧条件とした場合には、例えば20μm以下であることが好ましく、10μm以下であることがより好ましい。
一方、ガス圧を1MPa~5MPaの高圧条件とした場合には、例えば50μm以下であることが好ましく、30μm以下であることがより好ましい。
金属粉末の粒子形状についても特に限定されないが、流動性の観点から球状であることが好ましい。
<作動ガスの種類>
コールドスプレーにおいて使用するガスについては特に限定されないが、一般的には、空気、窒素、ヘリウムまたはそれらの混合ガスを用いて行われる。一方、低温溶射皮膜が酸化すると、レーザ溶接性に悪影響を及ぼすおそれがあるため、ガス種として窒素やヘリウムを用いるのが好ましい。
コールドスプレーにおいて使用するガスについては特に限定されないが、一般的には、空気、窒素、ヘリウムまたはそれらの混合ガスを用いて行われる。一方、低温溶射皮膜が酸化すると、レーザ溶接性に悪影響を及ぼすおそれがあるため、ガス種として窒素やヘリウムを用いるのが好ましい。
<作動ガスの温度>
上述の通り、コールドスプレーにおいて使用するガスの温度が高い場合には、低温溶射皮膜1の基材となるアルミニウム又はアルミニウム合金材2を溶解させるおそれがある。よって、作動ガスの温度は、コールドスプレーに用いられる金属粉末の融点よりも低い温度とすることが好ましい。
上述の通り、コールドスプレーにおいて使用するガスの温度が高い場合には、低温溶射皮膜1の基材となるアルミニウム又はアルミニウム合金材2を溶解させるおそれがある。よって、作動ガスの温度は、コールドスプレーに用いられる金属粉末の融点よりも低い温度とすることが好ましい。
<低温溶射皮膜の膜厚>
コールドスプレーにより形成する低温溶射皮膜1の膜厚が0.3mm未満であると、低温溶射皮膜1及び鋼材3のみを溶融させるような溶接条件を適宜選択したとしても、レーザビームLのバラつきの影響により、低温溶射皮膜1及び鋼材3のみを溶融させることが困難となる場合があるため、ロバスト性が低くなる。
そこで、低温溶射皮膜1の膜厚を0.3mm以上とすることにより、レーザビームLのバラつきに柔軟に対応することができるため、厳しい条件設定が不要となる。よって、低温溶射皮膜の膜厚は0.3mm以上であることが好ましく、0.6mm以上であることがより好ましい。
一方、低温溶射皮膜の膜厚が3mmを超えると、成膜時間が長くなり、製造コストアップとなるおそれがある。従って、低温溶射皮膜の膜厚は3mm以下であることが好ましく、2mm以下であることがより好ましい。
コールドスプレーにより形成する低温溶射皮膜1の膜厚が0.3mm未満であると、低温溶射皮膜1及び鋼材3のみを溶融させるような溶接条件を適宜選択したとしても、レーザビームLのバラつきの影響により、低温溶射皮膜1及び鋼材3のみを溶融させることが困難となる場合があるため、ロバスト性が低くなる。
そこで、低温溶射皮膜1の膜厚を0.3mm以上とすることにより、レーザビームLのバラつきに柔軟に対応することができるため、厳しい条件設定が不要となる。よって、低温溶射皮膜の膜厚は0.3mm以上であることが好ましく、0.6mm以上であることがより好ましい。
一方、低温溶射皮膜の膜厚が3mmを超えると、成膜時間が長くなり、製造コストアップとなるおそれがある。従って、低温溶射皮膜の膜厚は3mm以下であることが好ましく、2mm以下であることがより好ましい。
<アルミニウム又はアルミニウム合金材>
アルミニウム又はアルミニウム合金材2についても特に限定されないが、自動車等に用いる部材に適用する場合には、強度の観点から、2000系、5000系、6000系及び7000系等のアルミニウム合金材を用いることが好ましい。なお、本実施形態においては、鋼材3側からの片側施工による溶接が可能なレーザ溶接を用いることから、自動車等の分野で多用される閉断面の押出材であっても問題なく使用することができる。
アルミニウム又はアルミニウム合金材2についても特に限定されないが、自動車等に用いる部材に適用する場合には、強度の観点から、2000系、5000系、6000系及び7000系等のアルミニウム合金材を用いることが好ましい。なお、本実施形態においては、鋼材3側からの片側施工による溶接が可能なレーザ溶接を用いることから、自動車等の分野で多用される閉断面の押出材であっても問題なく使用することができる。
<鋼材>
鋼材3としては、一般的に鉄鋼と呼ばれる金属からなる部材であれば特に限定されない。ただし、近年、自動車のボディ骨格等に用いられる鋼板としては、車体軽量化や衝突安全性強化を目的として高張力鋼材(ハイテン材)等が多用されている。鋼-アルミの異材接合法として普及している機械的接合法では、引張強度が590MPa以上の鋼板に適用することが困難である。よって、引張強度が590MPa以上の高張力鋼板において本発明は特に有効である。
鋼材3としては、一般的に鉄鋼と呼ばれる金属からなる部材であれば特に限定されない。ただし、近年、自動車のボディ骨格等に用いられる鋼板としては、車体軽量化や衝突安全性強化を目的として高張力鋼材(ハイテン材)等が多用されている。鋼-アルミの異材接合法として普及している機械的接合法では、引張強度が590MPa以上の鋼板に適用することが困難である。よって、引張強度が590MPa以上の高張力鋼板において本発明は特に有効である。
以下、実施例及び比較例を挙げて本発明について詳細に説明するが、本発明はこれらに限定されるものではない。
<実施例>
まず、板厚が3mmであるアルミニウム合金板の表面に、コールドスプレーを用いて金属皮膜(低温溶射皮膜)を形成した。
その後、得られた金属皮膜を介して、アルミニウム合金板と重なるように、板厚が1.4mmである鋼板を配置し、鋼板における、金属皮膜に接する面と反対側の面からレーザ照射することにより金属皮膜と鋼板とをレーザ溶接し、異材接合構造体を製造した。なお、レーザの照射はガルバノスキャナにより制御し、図1に示すように、円形状に溶接した。
まず、板厚が3mmであるアルミニウム合金板の表面に、コールドスプレーを用いて金属皮膜(低温溶射皮膜)を形成した。
その後、得られた金属皮膜を介して、アルミニウム合金板と重なるように、板厚が1.4mmである鋼板を配置し、鋼板における、金属皮膜に接する面と反対側の面からレーザ照射することにより金属皮膜と鋼板とをレーザ溶接し、異材接合構造体を製造した。なお、レーザの照射はガルバノスキャナにより制御し、図1に示すように、円形状に溶接した。
供試材、コールドスプレーの条件、及び溶接条件を以下に示す。
[供試材]
アルミニウム合金板:7N01
鋼板:ホットスタンプ材(22MnB鋼、引張強度1500MPa級)
[コールドスプレーの条件]
ガス種:窒素
ガス圧:4MPa
ガスの温度:750~1100℃
金属粉末の粒子径:10~50μm
[レーザ溶接条件]
熱源:ファイバーレーザ
出力:2.5~3.0kW
速度:4m/min
ビーム集光直径:φ0.6mm
レーザ走査軌跡:円状
溶接部直径(円の直径):φ6mm狙い
シールドガス:なし
ギャップ(板隙):0mm
[供試材]
アルミニウム合金板:7N01
鋼板:ホットスタンプ材(22MnB鋼、引張強度1500MPa級)
[コールドスプレーの条件]
ガス種:窒素
ガス圧:4MPa
ガスの温度:750~1100℃
金属粉末の粒子径:10~50μm
[レーザ溶接条件]
熱源:ファイバーレーザ
出力:2.5~3.0kW
速度:4m/min
ビーム集光直径:φ0.6mm
レーザ走査軌跡:円状
溶接部直径(円の直径):φ6mm狙い
シールドガス:なし
ギャップ(板隙):0mm
<比較例>
板厚が3mmであるアルミニウム合金板の表面に、コールドスプレーを用いた金属皮膜(低温溶射皮膜)を形成せずに、アルミニウム合金板と板厚が1.4mmである鋼板を重ね合わせた。続いて、鋼板における、アルミニウム合金板に接する面と反対側の面からレーザ照射することによりアルミニウム合金板と鋼板とをレーザ溶接し、異材接合構造体を製造した。なお、実施例と同様、レーザの照射はガルバノスキャナにより制御し、円形状に溶接した。また、レーザ溶接条件についても実施例と同様とした。
板厚が3mmであるアルミニウム合金板の表面に、コールドスプレーを用いた金属皮膜(低温溶射皮膜)を形成せずに、アルミニウム合金板と板厚が1.4mmである鋼板を重ね合わせた。続いて、鋼板における、アルミニウム合金板に接する面と反対側の面からレーザ照射することによりアルミニウム合金板と鋼板とをレーザ溶接し、異材接合構造体を製造した。なお、実施例と同様、レーザの照射はガルバノスキャナにより制御し、円形状に溶接した。また、レーザ溶接条件についても実施例と同様とした。
その後、得られた異材接合構造体について、継手に対して断面マクロ観察をおこない、溶け込み及び溶接欠陥の状況を調べた。
溶け込み及び溶接欠陥の評価基準としては、鋼材と金属皮膜との間のみで溶接金属が形成され、アルミニウム合金板が溶融しなかったものを○(評価:良)とした。また、溶接金属がアルミニウム合金板まで到達し、アルミニウム合金板が溶融したもののうち、鋼材とアルミが接合されていたものを△(評価:可)とし、接合されていなかったものを×(評価:不可)とした。
溶け込み及び溶接欠陥の評価基準としては、鋼材と金属皮膜との間のみで溶接金属が形成され、アルミニウム合金板が溶融しなかったものを○(評価:良)とした。また、溶接金属がアルミニウム合金板まで到達し、アルミニウム合金板が溶融したもののうち、鋼材とアルミが接合されていたものを△(評価:可)とし、接合されていなかったものを×(評価:不可)とした。
コールドスプレーで用いた金属粉末の材料、形成した金属皮膜の膜厚、レーザ溶接条件(出力、ギャップ)及び評価結果(溶け込み及び溶接欠陥の状況)を下記表1に示す。

上記表1に示すように、実施例である試験No.1及びNo.2は、アルミニウム又はアルミニウム合金板の表面に金属皮膜を形成し、金属皮膜と鋼材とをレーザ溶接することにより異材接合構造体を製造したものであり、金属皮膜となる金属粉末の材料が本発明の範囲内であるため、良好な接合継手が得られた。
一方、比較例である試験No.3は、鋼材とアルミの接合が認められず、使用に適さないものとなった。
以上詳述したように、本発明によれば、鋼材側からの片側施工による溶接が可能であり、かつ、良好な接合継手を得ることができる異材接合構造体を提供することができる。
1 低温溶射皮膜
2 アルミニウム又はアルミニウム合金材
3 鋼材
4 溶接金属(溶接ビード)
10 異材接合構造体
L レーザビーム
2 アルミニウム又はアルミニウム合金材
3 鋼材
4 溶接金属(溶接ビード)
10 異材接合構造体
L レーザビーム
Claims (10)
- アルミニウム又はアルミニウム合金材の表面の少なくとも一部に、フェライト系ステンレス鋼、オーステナイト系ステンレス鋼、及びフェライト系とオーステナイト系との2相ステンレス鋼から選択された少なくとも1種の金属粉末を低温溶射することにより低温溶射皮膜を形成する工程と、
前記低温溶射皮膜と鋼材とが対向するように、前記アルミニウム又はアルミニウム合金材と前記鋼材とを重ね合わせる工程と、
前記低温溶射皮膜と前記鋼材とを、該鋼材側からのレーザ溶接により接合する工程と、
を有することを特徴とする異材接合構造体の製造方法。 - 前記レーザ溶接は、前記低温溶射皮膜と前記鋼材のみを溶融させる、請求項1に記載の異材接合構造体の製造方法。
- 前記低温溶射皮膜の膜厚が0.3mm以上である、請求項1または2に記載の異材接合構造体の製造方法。
- 前記鋼材の引張強度が590MPa以上である、請求項1~3のいずれか1項に記載の異材接合構造体の製造方法。
- 前記アルミニウム又はアルミニウム合金材は,閉断面の押出材である、請求項1~4のいずれか1項に記載の異材接合構造体の製造方法。
- アルミニウム又はアルミニウム合金材と、
前記アルミニウム又はアルミニウム合金材の表面の少なくとも一部に形成された低温溶射皮膜と、
前記低温溶射皮膜の上に重ね合わせられた鋼材と、
前記低温溶射皮膜と前記鋼材との溶接により形成された溶接金属と、を有し、
前記低温溶射皮膜は、フェライト系ステンレス鋼、オーステナイト系ステンレス鋼、及びフェライト系とオーステナイト系との2相ステンレス鋼から選択された少なくとも1種の金属を含むことを特徴とする異材接合構造体。 - 前記溶接金属は、前記低温溶射皮膜と前記鋼材のみが溶融することにより形成される、請求項6に記載の異材接合構造体。
- 前記低温溶射皮膜の膜厚が0.3mm以上である、請求項6または7に記載の異材接合構造体。
- 前記鋼材の引張強度が590MPa以上である、請求項6~8のいずれか1項に記載の異材接合構造体。
- 前記アルミニウム又はアルミニウム合金材は,閉断面の押出材である、請求項6~9のいずれか1項に記載の異材接合構造体。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018136128A JP7028735B2 (ja) | 2018-07-19 | 2018-07-19 | 異材接合構造体の製造方法及び異材接合構造体 |
| EP19838561.9A EP3808494B1 (en) | 2018-07-19 | 2019-07-11 | Method for manufacturing joined structure of dissimilar materials, and joined structure of dissimilar materials |
| PCT/JP2019/027457 WO2020017420A1 (ja) | 2018-07-19 | 2019-07-11 | 異材接合構造体の製造方法及び異材接合構造体 |
| US17/257,758 US20210291298A1 (en) | 2018-07-19 | 2019-07-11 | Method for manufacturing joined structure of dissimilar materials, and joined structure of dissimilar materials |
| CN201980046442.0A CN112469529B (zh) | 2018-07-19 | 2019-07-11 | 异种材料接合结构体的制造方法和异种材料接合结构体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018136128A JP7028735B2 (ja) | 2018-07-19 | 2018-07-19 | 異材接合構造体の製造方法及び異材接合構造体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020011269A JP2020011269A (ja) | 2020-01-23 |
| JP7028735B2 true JP7028735B2 (ja) | 2022-03-02 |
Family
ID=69169179
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018136128A Active JP7028735B2 (ja) | 2018-07-19 | 2018-07-19 | 異材接合構造体の製造方法及び異材接合構造体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7028735B2 (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013188780A (ja) | 2012-03-14 | 2013-09-26 | Taiyo Nippon Sanso Corp | 異種金属接合方法 |
| JP2014237864A (ja) | 2013-06-06 | 2014-12-18 | Jfeエンジニアリング株式会社 | 被覆部材の製造方法及び被覆部材 |
| WO2016103376A1 (ja) | 2014-12-25 | 2016-06-30 | 本田技研工業株式会社 | 異材接合構造及び異材接合方法 |
| JP2016537201A (ja) | 2013-11-14 | 2016-12-01 | ザ ウェルディング インスティテュート | 第1及び第2の金属ワークピースの表面の1つに対する溶接改質材の層の冷溶射又は熱溶射を用いた、第1及び第2の金属ワークピースの溶接方法 |
| JP2017510463A (ja) | 2014-04-04 | 2017-04-13 | リンカーン グローバル, インコーポレイテッドLincoln Global, Inc. | Ac溶接波形を使用して溶接するシステム及び方法並びに亜鉛めっき加工物の溶接を改善する強化された消耗材料 |
| JP2017192951A (ja) | 2016-04-19 | 2017-10-26 | 株式会社神戸製鋼所 | アルミニウム製成形品の製法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58188585A (ja) * | 1982-04-30 | 1983-11-04 | Hitachi Ltd | Al材と異種金属材の接合方法 |
-
2018
- 2018-07-19 JP JP2018136128A patent/JP7028735B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013188780A (ja) | 2012-03-14 | 2013-09-26 | Taiyo Nippon Sanso Corp | 異種金属接合方法 |
| JP2014237864A (ja) | 2013-06-06 | 2014-12-18 | Jfeエンジニアリング株式会社 | 被覆部材の製造方法及び被覆部材 |
| JP2016537201A (ja) | 2013-11-14 | 2016-12-01 | ザ ウェルディング インスティテュート | 第1及び第2の金属ワークピースの表面の1つに対する溶接改質材の層の冷溶射又は熱溶射を用いた、第1及び第2の金属ワークピースの溶接方法 |
| JP2017510463A (ja) | 2014-04-04 | 2017-04-13 | リンカーン グローバル, インコーポレイテッドLincoln Global, Inc. | Ac溶接波形を使用して溶接するシステム及び方法並びに亜鉛めっき加工物の溶接を改善する強化された消耗材料 |
| WO2016103376A1 (ja) | 2014-12-25 | 2016-06-30 | 本田技研工業株式会社 | 異材接合構造及び異材接合方法 |
| JP2017192951A (ja) | 2016-04-19 | 2017-10-26 | 株式会社神戸製鋼所 | アルミニウム製成形品の製法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020011269A (ja) | 2020-01-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102695852B1 (ko) | 이재 접합 구조체의 제조 방법 및 이재 접합 구조체 | |
| Kouadri-David et al. | Study of metallurgic and mechanical properties of laser welded heterogeneous joints between DP600 galvanised steel and aluminium 6082 | |
| JP7231586B2 (ja) | 異材接合構造体の製造方法 | |
| CN112469529B (zh) | 异种材料接合结构体的制造方法和异种材料接合结构体 | |
| US20220168835A1 (en) | Method for manufacturing heterometallic assembly and heterometallic assembly | |
| JP5466632B2 (ja) | 異材接合方法 | |
| CN110582371B (zh) | 提高焊接表面品质的光滑方法 | |
| JP7261167B2 (ja) | 溶射された中間層を用いた溶接できない金属の抵抗溶接 | |
| JP7123674B2 (ja) | 異材接合構造体の製造方法及び異材接合構造体 | |
| JP7319231B2 (ja) | 異材接合構造体の製造方法 | |
| CN114007795B (zh) | 异种金属接合体的制造方法和异种金属接合体 | |
| JP7028735B2 (ja) | 異材接合構造体の製造方法及び異材接合構造体 | |
| JP4859732B2 (ja) | 異材ミグ接合継手及び異材ミグ接合方法 | |
| JP4978121B2 (ja) | 金属板の突合せ接合方法 | |
| JP2023008279A (ja) | 異材接合構造体の製造方法 | |
| Kah et al. | Joining of sheet metals using different welding processes | |
| EP4019182B1 (en) | Method for welding dissimilar metal materials by means of laser | |
| RU2776711C2 (ru) | Контактная сварка несвариваемых металлов с помощью нанесенных термическим напылением промежуточных слоев | |
| JP2013071133A (ja) | 異種金属接合方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20201130 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220125 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220217 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7028735 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |