JP6980973B2 - 紙筒ブロック - Google Patents
紙筒ブロック Download PDFInfo
- Publication number
- JP6980973B2 JP6980973B2 JP2017239061A JP2017239061A JP6980973B2 JP 6980973 B2 JP6980973 B2 JP 6980973B2 JP 2017239061 A JP2017239061 A JP 2017239061A JP 2017239061 A JP2017239061 A JP 2017239061A JP 6980973 B2 JP6980973 B2 JP 6980973B2
- Authority
- JP
- Japan
- Prior art keywords
- paper
- cylinder block
- winding
- circumference
- cut
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004804 winding Methods 0.000 claims description 74
- 230000002093 peripheral effect Effects 0.000 claims description 19
- 238000009751 slip forming Methods 0.000 claims description 5
- 238000007373 indentation Methods 0.000 claims 1
- 230000000052 comparative effect Effects 0.000 description 7
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 4
- 101100008046 Caenorhabditis elegans cut-2 gene Proteins 0.000 description 3
- 101100008047 Caenorhabditis elegans cut-3 gene Proteins 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000005336 cracking Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 101100008048 Caenorhabditis elegans cut-4 gene Proteins 0.000 description 1
- 241001422033 Thestylus Species 0.000 description 1
- DNJIEGIFACGWOD-UHFFFAOYSA-N ethanethiol Chemical compound CCS DNJIEGIFACGWOD-UHFFFAOYSA-N 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
Images











Landscapes
- Toys (AREA)
Description

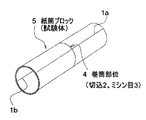
1a 長辺一方端
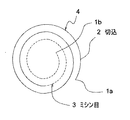
1b 長辺他方端
1c 端辺
2 長尺状切込
3 ミシン目状切込
4 巻筒部位
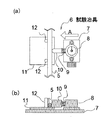
5 紙筒ブロック(試験体、サンプル)
6 試験冶具
7 第一台座
8 トルクゲージ
9 測定子
10 アタッチメント
11 第二台座
12 固定ピン
13 ブロック
14 筒ブロック片
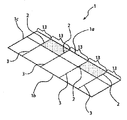
15 立体構造物
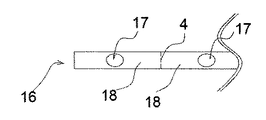
16 太い紙筒ブロック
17 組込穴
Claims (3)
- 紙を該紙の先端辺から薄厚円筒状に巻き取って該紙の端を巻き取った薄厚円筒側面に接着して形成してなる所望長さの紙筒ブロックを所定の巻筒部位にて複数の筒ブロック片に分離して該筒ブロック片を立体構造物の部品として組み立てる紙筒ブロックにおいて、前記巻筒部位が、前記巻筒部位の最外周を一周するように任意に連続して走る長尺状切込と、前記巻筒部位の内周側にて前記長尺状切込と一連に連続して少なくとも最内周を一周するミシン目状切込とを備えて形成されていることを特徴とする紙筒ブロック。
- ミシン目状切込が、最内周を含んで該最内周から外周側に向かう一周の半周を含んで一連に連続して形成されている請求項1記載の紙筒ブロック。
- 紙を該紙の先端辺から薄厚円筒状に巻き取って該紙の端を巻き取った薄厚円筒側面に接着して形成してなる所望長さの紙筒ブロックを所定の巻筒部位にて複数の筒ブロック片に分離して該筒ブロック片を立体構造物の部品として組み立てる紙筒ブロックにおいて、前記紙の一面には予め前記各筒ブロック片を構成するデザインが施されて隣接する筒ブロック片同士の境界には、前記先端辺から向かい合う他端辺の前記紙の端に向かって長尺状切込と該長尺状切込に連続して走るミシン目状切込が形成されており、前記長尺状切込は前記巻筒部位の最外周を一周するように連続する長尺状切込となり、前記ミシン目状切込は前記巻筒部位の内周側にて前記長尺状切込に一連に連続して少なくとも最内周を一周するミシン目状切込となることを特徴とする紙筒ブロック。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017239061A JP6980973B2 (ja) | 2017-11-27 | 2017-11-27 | 紙筒ブロック |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017239061A JP6980973B2 (ja) | 2017-11-27 | 2017-11-27 | 紙筒ブロック |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019093092A JP2019093092A (ja) | 2019-06-20 |
| JP6980973B2 true JP6980973B2 (ja) | 2021-12-15 |
Family
ID=66970389
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017239061A Active JP6980973B2 (ja) | 2017-11-27 | 2017-11-27 | 紙筒ブロック |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6980973B2 (ja) |
-
2017
- 2017-11-27 JP JP2017239061A patent/JP6980973B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019093092A (ja) | 2019-06-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102347705B1 (ko) | 티슈 제품을 천공하기 위한 천공 블레이드 | |
| US20090212153A1 (en) | Apparatus and a production process for producing rolls of disposable pieces of hygienic paper | |
| JP2016094247A (ja) | 段ボール箱、段ボールシートのミシン目形成方法、およびミシン目形成ユニット | |
| JP6980973B2 (ja) | 紙筒ブロック | |
| US20080110787A1 (en) | Sheet of paper, especially a cutlery pouch | |
| US10390662B1 (en) | Paper towel with customized tear force perforations | |
| JPWO2013018428A1 (ja) | パンチ及び穿孔刃 | |
| WO2016144845A1 (en) | Offset blank nesting | |
| EP1459877A2 (en) | Paperboard tube structures with one or more cut-and-folded plies | |
| JP2012051229A (ja) | 段ボールシートとその罫線加工方法 | |
| JP2016049225A (ja) | トイレットロール及びトイレットペーパーの型押し一体化方法 | |
| JP3989483B2 (ja) | 折り曲げ罫線入りプラスチックシートの製造に使用される折り曲げ罫線刃 | |
| EP0820843A1 (en) | Perforation rule for rotary cutting system | |
| EP1882563A3 (de) | Anlage sowie Verfahren zur Herstellung von Wellpappe-Bögen | |
| US511983A (en) | Seth wheeler | |
| CN201379489Y (zh) | 盒装折叠纸巾 | |
| EP3636082A3 (en) | Multilayer tube and related machine and method for making it | |
| JP5102389B1 (ja) | 綴じ孔列を備えた紙製品 | |
| JP2009291984A (ja) | ティシュ及びカートン入りティシュ、並びにこれらの製造方法 | |
| JP6242114B2 (ja) | マスキング材 | |
| JP7408187B1 (ja) | 段ボール穿孔治具および穿孔方法 | |
| JP3218771U (ja) | シート切断具 | |
| WO2016027761A1 (ja) | 段ボール箱、段ボールシートのミシン目形成方法、およびミシン目形成ユニット | |
| ATE457879T1 (de) | Verfahren zum zusammenfügen mehrerer seiten | |
| JP2019172345A (ja) | シート収容体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20201021 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210924 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211012 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211026 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6980973 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |