JP6980452B2 - Hollow container and its manufacturing method, and polypropylene resin composition for blow fill seal - Google Patents
Hollow container and its manufacturing method, and polypropylene resin composition for blow fill seal Download PDFInfo
- Publication number
- JP6980452B2 JP6980452B2 JP2017154309A JP2017154309A JP6980452B2 JP 6980452 B2 JP6980452 B2 JP 6980452B2 JP 2017154309 A JP2017154309 A JP 2017154309A JP 2017154309 A JP2017154309 A JP 2017154309A JP 6980452 B2 JP6980452 B2 JP 6980452B2
- Authority
- JP
- Japan
- Prior art keywords
- based polymer
- crystalline propylene
- propylene
- mass
- ethylene
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Landscapes
- Containers Having Bodies Formed In One Piece (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Description
本発明は、中空容器およびその製造方法、ならびにブローフィルシール用ポリプロピレン樹脂組成物に関する。 The present invention relates to a hollow container, a method for producing the same, and a polypropylene resin composition for blow-fill sealing.
食品用容器または医療用容器として、ポリプロピレン系樹脂組成物からなる層を有する中空容器が知られている(特許文献1)。 As a food container or a medical container, a hollow container having a layer made of a polypropylene-based resin composition is known (Patent Document 1).
中空成形体を形成する際に、形成された成形体が極めて短時間で固化することが必要とされることがある。例えば、ダイレクトブロー成形によって口部を有する中空成形体を金型内に形成し、続けて金型内で中空成形体に液体製品を充填してから口部を密封するブローフィルシール法によって液体封入容器を製造する場合、金型内に形成された中空成形体に直ちに液体製品が充填されるため、非常に短時間で中空成形体が固化する必要がある。このような成形体が短時間で固化することが必要とされる成形法によって、ポリプロピレン樹脂組成物の中空成形体を形成すると、目的とする形状を有する中空成形体を高い精度で形成することが困難な傾向があることが、明らかとなった。 When forming a hollow molded body, it may be necessary for the formed molded body to solidify in a very short time. For example, a hollow molded body having a mouth portion is formed in a mold by direct blow molding, and then the hollow molded body is filled with a liquid product in the mold and then liquid-filled by a blow fill sealing method in which the mouth portion is sealed. When manufacturing a container, the hollow molded body formed in the mold is immediately filled with the liquid product, so that the hollow molded body needs to be solidified in a very short time. When a hollow molded body of a polypropylene resin composition is formed by a molding method that requires such a molded body to solidify in a short time, it is possible to form a hollow molded body having a desired shape with high accuracy. It became clear that it tended to be difficult.
そこで本発明の一側面の目的は、ポリプロピレン樹脂組成物の中空成形体を有する中空容器に関して、中空成形体の欠陥の発生を抑制することにある。 Therefore, an object of one aspect of the present invention is to suppress the occurrence of defects in the hollow molded body with respect to the hollow container having the hollow molded body of the polypropylene resin composition.
本発明の一側面は、ポリプロピレン樹脂組成物の中空成形体を含む中空容器に関する。ポリプロピレン樹脂組成物は、
(A1)プロピレンに由来するモノマー単位を含む結晶性プロピレン系重合体A1と、
(A2)プロピレンに由来するモノマー単位を含む結晶性プロピレン系重合体A2と、
(B)エチレン−α−オレフィン共重合体と、
(C)核剤と、
を含有する。
結晶性プロピレン系重合体A1は、プロピレン以外のコモノマーに由来するモノマー単位の含有量が結晶性プロピレン系重合体A1の質量を基準として2〜8質量%である、共重合体である。
結晶性プロピレン系重合体A2は、プロピレン以外のコモノマーに由来するモノマー単位の含有量が結晶性プロピレン系重合体A2の質量を基準として0〜1質量%で、示差走査熱量測定において50〜180℃の範囲に観測される最大の結晶融解ピーク温度が150℃以上である、単独重合体または共重合体である。
結晶性プロピレン系重合体A1および結晶性プロピレン系重合体A2中のコモノマーは、エチレンおよびα−オレフィンのうち少なくとも一つのオレフィンである。
エチレン−α−オレフィン共重合体の密度が865〜920kg/m3である。
結晶性プロピレン系重合体A1、結晶性プロピレン系重合体A2、およびエチレン−α−オレフィン共重合体の合計量を基準として、結晶性プロピレン系重合体A1の含有量が35〜93質量%で、結晶性プロピレン系重合体A2の含有量が1〜35質量%で、エチレン−α−オレフィン共重合体の含有量が5〜30質量%である。
ポリプロピレン樹脂組成物の115℃で測定される半結晶化時間が70秒以下である。
One aspect of the present invention relates to a hollow container containing a hollow molded body of a polypropylene resin composition. The polypropylene resin composition is
(A1) A crystalline propylene-based polymer A1 containing a monomer unit derived from propylene, and
(A2) A crystalline propylene-based polymer A2 containing a monomer unit derived from propylene, and
(B) Ethylene-α-olefin copolymer and
(C) Nuclear agent and
Contains.
The crystalline propylene-based polymer A1 is a copolymer in which the content of a monomer unit derived from a comonomer other than propylene is 2 to 8% by mass based on the mass of the crystalline propylene-based polymer A1.
The crystalline propylene-based polymer A2 has a monomer unit content derived from a comonomer other than propylene of 0 to 1% by mass based on the mass of the crystalline propylene-based polymer A2, and has a differential scanning calorimetry of 50 to 180 ° C. A homopolymer or copolymer having a maximum crystallinity peak temperature observed in the range of 150 ° C. or higher.
The comonomer in the crystalline propylene-based polymer A1 and the crystalline propylene-based polymer A2 is at least one olefin among ethylene and α-olefin.
The density of the ethylene-α-olefin copolymer is 856-920 kg / m 3 .
Based on the total amount of the crystalline propylene-based polymer A1, the crystalline propylene-based polymer A2, and the ethylene-α-olefin copolymer, the content of the crystalline propylene-based polymer A1 is 35 to 93% by mass. The content of the crystalline propylene-based polymer A2 is 1 to 35% by mass, and the content of the ethylene-α-olefin copolymer is 5 to 30% by mass.
The semi-crystallization time of the polypropylene resin composition measured at 115 ° C. is 70 seconds or less.
上記本発明の一側面に係る中空容器は、形成された成形体が短時間で固化することが必要とされるブローフィルシール法等の成形法によっても、形状の欠陥を抑制しながら製造されることができる。 The hollow container according to one aspect of the present invention can be manufactured while suppressing shape defects by a molding method such as a blow fill sealing method in which the formed molded body needs to be solidified in a short time. be able to.
本発明の別の一側面は、上記中空容器と、上記中空容器内に収容された液体製品と、を備え、上記中空成形体が密封された口部を有する密封容器であり、該密封容器内に前記液体製品が密封されている、液体封入容器に関する。この液体封入容器は、ポリプロピレン樹脂組成物の中空成形体を有していることから、ブローフィルシール法によって、形状の欠陥を抑制しながら効率的に製造されることができる。 Another aspect of the present invention is a sealed container comprising the hollow container and a liquid product housed in the hollow container, and the hollow molded body has a sealed mouth portion, and the inside of the sealed container. The present invention relates to a liquid-encapsulated container in which the liquid product is sealed. Since this liquid-filled container has a hollow molded body of a polypropylene resin composition, it can be efficiently manufactured by the blow-fill sealing method while suppressing shape defects.
本発明の更に別の一側面は、ポリプロピレン樹脂組成物をダイレクトブロー成形によって成形して口部を有する中空成形体を金型内に形成し、金型内で、中空成形体に液体製品を充填してから口部を密封するブローフィルシール法によって液体封入容器を形成する工程を備える、液体封入容器を製造する方法に関する。この方法によれば、中空成形体の形状の欠陥を抑制しながら、液体封入容器を効率的に製造することができる。 In yet another aspect of the present invention, a polypropylene resin composition is molded by direct blow molding to form a hollow molded body having a mouth portion in a mold, and the hollow molded body is filled with a liquid product in the mold. The present invention relates to a method for manufacturing a liquid-encapsulated container, which comprises a step of forming a liquid-encapsulated container by a blow-fill sealing method for sealing the mouth portion. According to this method, a liquid-filled container can be efficiently manufactured while suppressing defects in the shape of the hollow molded product.
本発明の更に別の一側面は、上記液体封入容器をブローフィルシール法によって形成するために用いられる、ブローフィルシール用ポリプロピレン樹脂組成物に関する。ここでのポリプロピレン樹脂組成物は、上述したものと同様のものである。 Yet another aspect of the present invention relates to a polypropylene resin composition for blow-fill sealing used for forming the liquid-filled container by the blow-fill sealing method. The polypropylene resin composition here is the same as that described above.
本発明によれば、成形体が短時間で固化することが必要とされる成形法によって形成される、ポリプロピレン樹脂組成物の中空成形体を有する中空容器に関して、中空成形体の欠陥の発生を抑制することができる。本発明に係る中空容器は、透明性、柔軟性、低温での衝撃強度の点でも優れ、さらに、高い表面平滑性も有することができる。 According to the present invention, with respect to a hollow container having a hollow molded body of a polypropylene resin composition formed by a molding method that requires the molded body to solidify in a short time, the occurrence of defects in the hollow molded body is suppressed. can do. The hollow container according to the present invention is excellent in transparency, flexibility, impact strength at low temperature, and can also have high surface smoothness.
以下、本発明のいくつかの実施形態について詳細に説明する。ただし、本発明は以下の実施形態に限定されるものではない。 Hereinafter, some embodiments of the present invention will be described in detail. However, the present invention is not limited to the following embodiments.
一実施形態に係る中空容器は、ポリプロピレン樹脂組成物の中空成形体を含む。このポリプロピレン樹脂組成物は、
(A1)プロピレンに由来するモノマー単位を含む結晶性プロピレン系重合体A1と、
(A2)プロピレンに由来するモノマー単位を含む結晶性プロピレン系重合体A2と、
(B)エチレン−α−オレフィン共重合体と、
(C)核剤と、
を含有する。
結晶性プロピレン系重合体A1は、プロピレン以外のコモノマーに由来するモノマー単位の含有量が、結晶性プロピレン系重合体A1の質量を基準として2〜8質量%である、共重合体である。結晶性プロピレン系重合体A2は、プロピレン以外のコモノマーに由来するモノマー単位の含有量が、結晶性プロピレン系重合体A2の質量を基準として0〜1質量%である、単独重合体または共重合体である。結晶性プロピレン系重合体A1およびA2のコモノマーに由来するモノマー単位以外の部分は、プロピレンに由来するモノマー単位から構成される。
The hollow container according to one embodiment includes a hollow molded body of a polypropylene resin composition. This polypropylene resin composition is
(A1) A crystalline propylene-based polymer A1 containing a monomer unit derived from propylene, and
(A2) A crystalline propylene-based polymer A2 containing a monomer unit derived from propylene, and
(B) Ethylene-α-olefin copolymer and
(C) Nuclear agent and
Contains.
The crystalline propylene-based polymer A1 is a copolymer in which the content of the monomer unit derived from a comonomer other than propylene is 2 to 8% by mass based on the mass of the crystalline propylene-based polymer A1. The crystalline propylene-based polymer A2 is a homopolymer or a copolymer in which the content of the monomer unit derived from a comonomer other than propylene is 0 to 1% by mass based on the mass of the crystalline propylene-based polymer A2. Is. The portion of the crystalline propylene-based polymers A1 and A2 other than the monomer unit derived from the comonomer is composed of the monomer unit derived from propylene.
ここで、本明細書において、「結晶性プロピレン系重合体」とは、示差走査熱量測定において、熱量20J/g以上の結晶融解のピークが観測されるプロピレン系重合体を意味する。結晶性プロピレン系重合体A1の結晶の融解熱量は、通常20〜75J/gであり、中空成形体の透明性、柔軟性、衝撃強度の観点から、30〜75J/gであってもよい。結晶性プロピレン系重合体A2の結晶の融解熱量は、通常82J/g以上であり、加熱処理後の中空成形体の透明性の観点から、85J/g以上であってもよく、130J/g以下であってもよい。 Here, in the present specification, the "crystalline propylene-based polymer" means a propylene-based polymer in which a peak of crystal melting with a calorific value of 20 J / g or more is observed in differential scanning calorimetry. The amount of heat of fusion of the crystals of the crystalline propylene-based polymer A1 is usually 20 to 75 J / g, and may be 30 to 75 J / g from the viewpoint of transparency, flexibility, and impact strength of the hollow molded product. The heat of fusion of the crystals of the crystalline propylene-based polymer A2 is usually 82 J / g or more, and may be 85 J / g or more, and 130 J / g or less, from the viewpoint of the transparency of the hollow molded body after the heat treatment. May be.
本明細書で言及される示差走査熱量測定は、特に別に規定しない限り、窒素雰囲気下で、以下の(i)、(ii)、(iii)、(iv)、(v)、(vi)および(vii)の順で試験片に熱履歴を加える条件で行われる。
(i)24℃から220℃まで300℃/分の速度で昇温
(ii)220で5分間保持
(iii)300℃/分の速度で150℃まで降温
(iv)150℃で1分間保持
(v)5℃/分の速度で50℃まで降温
(vi)50℃で1分間保持
(vii)5℃/分の速度で180℃まで昇温
(vii)の工程から得られる結晶融解ピークから、50〜180℃の範囲に観測される最大の結晶融解ピーク温度、および最大の結晶融解ピーク温度を示す結晶融解ピークにおける融解熱量(J/g)が算出される。最大の結晶融解ピーク温度は、通常、当該重合体の融点とみなされる。結晶の融解熱量は、結晶融解ピークの両側のベースラインを延長した線と、結晶融解ピークとで囲まれた領域の面積から算出される値である。
The differential scanning calorimetry referred to herein is the following (i), (ii), (iii), (iv), (v), (vi) and (vi) under a nitrogen atmosphere, unless otherwise specified. It is performed under the condition that the heat history is added to the test piece in the order of (vii).
(I) Raise from 24 ° C to 220 ° C at a rate of 300 ° C / min (ii) Hold at 220 for 5 minutes (iii) Decrease to 150 ° C at a rate of 300 ° C / min (iv) Hold at 150 ° C for 1 minute (ii) v) From the crystal melting peak obtained from the step of lowering to 50 ° C. at a rate of 5 ° C./min (vi), holding at 50 ° C. for 1 minute (vii) and raising to 180 ° C. at a rate of 5 ° C./min (vii). The maximum crystal melting peak temperature observed in the range of 50 to 180 ° C. and the amount of heat of melting (J / g) at the crystal melting peak indicating the maximum crystal melting peak temperature are calculated. The maximum crystal melting peak temperature is usually considered to be the melting point of the polymer. The amount of heat of melting of a crystal is a value calculated from the area of the region surrounded by the line extending the baselines on both sides of the crystal melting peak and the crystal melting peak.
結晶性プロピレン系重合体A1またはA2を構成するプロピレン以外のコモノマーは、エチレン、α−オレフィンまたはこれらの組合せである。α−オレフィンは、例えば、ブテン−1、ヘキセン−1、4−メチルペンテン−1、およびオクテン−1からなる群より選ばれる少なくとも1種であってもよい。結晶性プロピレン系重合体A1と結晶性プロピレン系重合体A2とで、コモノマーの種類が同一でも異なっていてもよい。 The comonomer other than propylene constituting the crystalline propylene-based polymer A1 or A2 is ethylene, α-olefin, or a combination thereof. The α-olefin may be, for example, at least one selected from the group consisting of butene-1, hexene-1, 4-methylpentene-1, and octene-1. The type of comonomer may be the same or different between the crystalline propylene-based polymer A1 and the crystalline propylene-based polymer A2.
結晶性プロピレン系重合体A1におけるコモノマーに由来するモノマー単位の含有量は、結晶性プロピレン系重合体A1の質量を基準として、通常2〜8質量%であり、2〜7質量%、または3〜6質量%であってもよい。 The content of the monomer unit derived from the comonomer in the crystalline propylene-based polymer A1 is usually 2 to 8% by mass, 2 to 7% by mass, or 3 to 3 to 8% by mass based on the mass of the crystalline propylene-based polymer A1. It may be 6% by mass.
結晶性プロピレン系重合体A1は、プロピレン−エチレン共重合体、プロピレン−エチレン−ブテン−1共重合体、またはプロピレン−ブテン−1共重合体であってもよい。 The crystalline propylene-based polymer A1 may be a propylene-ethylene copolymer, a propylene-ethylene-butene-1 copolymer, or a propylene-butene-1 copolymer.
結晶性プロピレン系重合体A1の示差走査熱量測定において50〜180℃の範囲に観測される最大の結晶融解ピークの温度が、100〜145℃、110〜145℃、または120〜140℃であってもよい。 The temperature of the maximum crystal melting peak observed in the range of 50 to 180 ° C. in the differential scanning calorimetry of the crystalline propylene polymer A1 is 100 to 145 ° C., 110 to 145 ° C., or 120 to 140 ° C. May be good.
結晶性プロピレン系重合体A1のメルトフローレートが、0.5〜10g/10分、1.0〜8g/10分、または1.0〜6g/10分であってもよい。ここでメルトフローレートは、温度が230℃、荷重が2.16kgfの条件で測定される値である。メルトフローレートを測定する際、結晶性プロピレン系重合体に少量の酸化防止剤(例えば、結晶性プロピレン系重合体100質量部に対して0.5質量部程度)がブレンドされてもよい。以下、この条件で測定されるメルトフローレートをMFR(230℃,2.16kgf)と表す。 The melt flow rate of the crystalline propylene-based polymer A1 may be 0.5 to 10 g / 10 minutes, 1.0 to 8 g / 10 minutes, or 1.0 to 6 g / 10 minutes. Here, the melt flow rate is a value measured under the conditions of a temperature of 230 ° C. and a load of 2.16 kgf. When measuring the melt flow rate, a small amount of an antioxidant (for example, about 0.5 part by mass with respect to 100 parts by mass of the crystalline propylene-based polymer) may be blended with the crystalline propylene-based polymer. Hereinafter, the melt flow rate measured under this condition is referred to as MFR (230 ° C., 2.16 kgf).
結晶性プロピレン系重合体A2は、プロピレン単独重合体、またはコモノマーに由来するモノマー単位をごく少量だけ含む共重合体である。結晶性プロピレン系重合体A2は、核剤とともに、ポリプロピレン樹脂組成物の結晶化を速めることに寄与する。 The crystalline propylene-based polymer A2 is a propylene homopolymer or a copolymer containing a very small amount of a monomer unit derived from a comonomer. The crystalline propylene-based polymer A2, together with the nucleating agent, contributes to accelerating the crystallization of the polypropylene resin composition.
結晶性プロピレン系重合体A2は、プロピレン単独重合体、プロピレン−エチレン共重合体、プロピレン−エチレン−ブテン−1共重合体、またはプロピレン−ブテン−1共重合体であってもよい。 The crystalline propylene-based polymer A2 may be a propylene homopolymer, a propylene-ethylene copolymer, a propylene-ethylene-butene-1 copolymer, or a propylene-butene-1 copolymer.
結晶性プロピレン系重合体A2の示差走査熱量測定において50〜180℃の範囲に観測される最大の結晶融解ピークの温度(ピークトップの温度)は、150℃以上である。結晶性プロピレン系重合体A2の結晶融解ピークの温度が150℃より低いと、加熱処理後の中空成形体の透明性が低下する傾向がある。同様の観点から、結晶性プロピレン系重合体A2の結晶融解ピークの温度は、155℃以上であってもよく、170℃以下であってもよい。 The temperature of the maximum crystal melting peak (peak top temperature) observed in the range of 50 to 180 ° C. in the differential scanning calorimetry of the crystalline propylene-based polymer A2 is 150 ° C. or higher. When the temperature of the crystal melting peak of the crystalline propylene-based polymer A2 is lower than 150 ° C., the transparency of the hollow molded body after the heat treatment tends to decrease. From the same viewpoint, the temperature of the crystal melting peak of the crystalline propylene-based polymer A2 may be 155 ° C. or higher, or 170 ° C. or lower.
中空成形体の表面平滑性および透明性の観点から、結晶性プロピレン系重合体A2のMFR(230℃,2.16kgf)は、1〜200g/10分、2〜100g/10分、または3〜20g/10分であってもよい。 From the viewpoint of surface smoothness and transparency of the hollow molded product, the MFR (230 ° C., 2.16 kgf) of the crystalline propylene polymer A2 is 1 to 200 g / 10 minutes, 2 to 100 g / 10 minutes, or 3 to 3 to. It may be 20 g / 10 minutes.
エチレン−α−オレフィン共重合体は、エチレンを主なモノマー単位として含む共重合体である。エチレンに由来するモノマー単位は、エチレン−α−オレフィン共重合体の質量を基準として、50質量%以上であってもよく、中空成形体の柔軟性、衝撃強度の観点から、55質量%以上、60質量%以上、または65質量%以上であってもよい。 The ethylene-α-olefin copolymer is a copolymer containing ethylene as a main monomer unit. The monomer unit derived from ethylene may be 50% by mass or more based on the mass of the ethylene-α-olefin copolymer, and 55% by mass or more from the viewpoint of flexibility and impact strength of the hollow molded body. It may be 60% by mass or more, or 65% by mass or more.
エチレン−α−オレフィン共重合体を構成するα−オレフィンの炭素数は4〜12であってもよい。α−オレフィンは、例えば、ブテン−1、ペンテン−1、4−メチルペンテン−1、ヘキセン−1、オクテン−1、およびデセン−1からなる群より選ばれる少なくとも1種であってもよい。中空成形体の低温での衝撃強度の観点から、α−オレフィンは、ブテン−1、ヘキセン−1またはこれらの組合せであってもよい。 The α-olefin constituting the ethylene-α-olefin copolymer may have 4 to 12 carbon atoms. The α-olefin may be, for example, at least one selected from the group consisting of butene-1, pentene-1, 4-methylpentene-1, hexene-1, octene-1, and decene-1. From the viewpoint of the impact strength of the hollow molded product at a low temperature, the α-olefin may be butene-1, hexene-1, or a combination thereof.
エチレン−α−オレフィン共重合体の密度は、通常865〜920kg/m3であり、868〜910kg/m3、または870〜900kg/m3であってもよい。 The density of the ethylene-α-olefin copolymer is usually 856 to 920 kg / m 3 , and may be 868 to 910 kg / m 3 , or 870 to 900 kg / m 3.
エチレン−α−オレフィン共重合体のMFR(190℃,2.16kgf)が、0.1〜50g/10分、0.5〜40g/10分、1〜30g/10分で、または2〜20g/10分であってもよい。 The MFR (190 ° C., 2.16 kgf) of the ethylene-α-olefin copolymer is 0.1 to 50 g / 10 minutes, 0.5 to 40 g / 10 minutes, 1 to 30 g / 10 minutes, or 2 to 20 g. It may be / 10 minutes.
結晶性プロピレン系重合体A1、結晶性プロピレン系重合体A2、およびエチレン−α−オレフィン共重合体の合計量を基準として、結晶性プロピレン系重合体A1の含有量が35〜93質量%で、結晶性プロピレン系重合体A2の含有量が1〜35質量%で、エチレン−α−オレフィン共重合体の含有量が5〜30質量%である。中空成形体の柔軟性、透明性、低温での衝撃強度および加熱処理後の透明性の観点から、結晶性プロピレン系重合体A1の含有量が60〜90質量%で、結晶性プロピレン系重合体A2の含有量が3〜20質量%で、エチレン−α−オレフィン共重合体の含有量が5〜20質量%であってもよい。ポリプロピレン樹脂組成物の結晶化速度を特に高め、より一層速い成形サイクルを可能にするため、結晶性プロピレン系重合体A1の含有量が70〜92質量%で、結晶性プロピレン系重合体A2の含有量は3〜18質量%で、エチレン−α−オレフィン共重合体の含有量が5〜12質量%であってもよく、結晶性プロピレン系重合体A1の含有量が74〜90質量%で、結晶性プロピレン系重合体A2の含有量は4〜15質量%で、エチレン−α−オレフィン共重合体の含有量が6〜11質量%であってもよい。ポリプロピレン樹脂組成物は、結晶性プロピレン系重合体A1、結晶性プロピレン系重合体A2およびエチレン−α−オレフィン共重合体に関して、2種以上がポリプロピレン樹脂組成物に含まれる場合、それらの合計量が上記含有量の範囲内にあればよい。 Based on the total amount of the crystalline propylene-based polymer A1, the crystalline propylene-based polymer A2, and the ethylene-α-olefin copolymer, the content of the crystalline propylene-based polymer A1 is 35 to 93% by mass. The content of the crystalline propylene-based polymer A2 is 1 to 35% by mass, and the content of the ethylene-α-olefin copolymer is 5 to 30% by mass. From the viewpoint of flexibility, transparency, impact strength at low temperature, and transparency after heat treatment of the hollow molded product, the content of the crystalline propylene-based polymer A1 is 60 to 90% by mass, and the crystalline propylene-based polymer is a crystalline propylene-based polymer. The content of A2 may be 3 to 20% by mass, and the content of the ethylene-α-olefin copolymer may be 5 to 20% by mass. In order to particularly increase the crystallization rate of the polypropylene resin composition and enable a faster molding cycle, the content of the crystalline propylene-based polymer A1 is 70 to 92% by mass, and the content of the crystalline propylene-based polymer A2 is contained. The amount is 3 to 18% by mass, the content of the ethylene-α-olefin copolymer may be 5 to 12% by mass, and the content of the crystalline propylene-based polymer A1 is 74 to 90% by mass. The content of the crystalline propylene-based polymer A2 may be 4 to 15% by mass, and the content of the ethylene-α-olefin copolymer may be 6 to 11% by mass. Regarding the polypropylene resin composition, regarding the crystalline propylene-based polymer A1, the crystalline propylene-based polymer A2 and the ethylene-α-olefin copolymer, when two or more kinds are contained in the polypropylene resin composition, the total amount thereof is It may be within the above content range.
核剤は、ポリプロピレン樹脂組成物の結晶化を促進する成分である。この核剤と、結晶性プロピレン系重合体A1、結晶性プロピレン系重合体A2、およびエチレン−α−オレフィン共重合体との組み合わせにより、ポリプロピレン樹脂組成物の115℃における半結晶化時間を70秒以下とすることができる。115℃における70秒以下の半結晶化時間を示すポリプロピレン樹脂組成物を用いることで、形成された成形体が短時間で固化することが必要とされる成形法、特にブローフィルシール法の場合であっても、中空成形体の欠陥の発生を抑制することができる。中空成形体の欠陥抑制の観点から、ポリプロピレン樹脂組成物の115℃における半結晶化時間は、50秒以下、または40秒以下であってもよく、5秒以上、または10秒以上であってもよい。このような短い半結晶化時間を示すポリプロピレン樹脂組成物は、例えばブローフィルシール用ポリプロピレン樹脂組成物として有用である。 The nucleating agent is a component that promotes crystallization of the polypropylene resin composition. By combining this nucleating agent with the crystalline propylene-based polymer A1, the crystalline propylene-based polymer A2, and the ethylene-α-olefin copolymer, the semi-crystallization time of the polypropylene resin composition at 115 ° C. is 70 seconds. It can be as follows. In the case of a molding method in which it is required to solidify the formed molded product in a short time by using a polypropylene resin composition showing a semi-crystallization time of 70 seconds or less at 115 ° C., especially in the case of a blow fill sealing method. Even if there is, it is possible to suppress the occurrence of defects in the hollow molded body. From the viewpoint of suppressing defects in the hollow molded product, the semi-crystallization time of the polypropylene resin composition at 115 ° C. may be 50 seconds or less, 40 seconds or less, 5 seconds or more, or 10 seconds or more. good. A polypropylene resin composition exhibiting such a short semi-crystallization time is useful, for example, as a polypropylene resin composition for blow-fill sealing.
核剤は、当該技術分野において核剤として用いられているものから、特に制限なく選択することができる。核剤の例としては、芳香族リン酸エステル金属塩、ソルビトール系造核剤、ロジン系造核剤、ならびに高密度ポリエチレンおよびポリビニルシクロアルカンなどの高分子系造核剤が挙げられる。ポリプロピレン樹脂組成物は2種以上の核剤を含有し得る。 The nucleating agent can be selected without particular limitation from those used as nucleating agents in the art. Examples of nucleating agents include aromatic phosphate ester metal salts, sorbitol-based nucleating agents, rosin-based nucleating agents, and polymer-based nucleating agents such as high-density polyethylene and polyvinylcycloalkane. The polypropylene resin composition may contain two or more nucleating agents.
核剤の含有量は、結晶性プロピレン系重合体A1、結晶性プロピレン系重合体A2およびエチレン−α−オレフィン共重合体の合計量を基準として、10000ppm以下、5000ppm以下、または2000ppm以下であってもよく、50ppm以上、100ppm以上、または150ppm以上であってもよい。核剤の含有量がこれら範囲内にあると、70秒以下の半結晶化時間を示すポリプロピレン樹脂組成物を特に容易に得ることができる。ここで、本明細書における「ppm」は質量基準の値(質量ppm)である。 The content of the nucleating agent is 10,000 ppm or less, 5000 ppm or less, or 2000 ppm or less based on the total amount of the crystalline propylene-based polymer A1, the crystalline propylene-based polymer A2, and the ethylene-α-olefin copolymer. It may be 50 ppm or more, 100 ppm or more, or 150 ppm or more. When the content of the nucleating agent is within these ranges, a polypropylene resin composition exhibiting a semi-crystallization time of 70 seconds or less can be particularly easily obtained. Here, "ppm" in the present specification is a value based on mass (mass ppm).
ポリプロピレン樹脂組成物は、本発明の趣旨を逸脱しない範囲で、以上説明した成分に加えて、他の成分を更に含有してもよい。他の成分としては、例えば、中和剤、酸化防止剤、熱安定剤、耐候剤、紫外線吸収剤、帯電防止剤、分散剤、抗菌剤、蛍光増白剤、染料、顔料、および充填剤が挙げられる。 The polypropylene resin composition may further contain other components in addition to the components described above, as long as the gist of the present invention is not deviated. Other ingredients include, for example, neutralizing agents, antioxidants, heat stabilizers, weathering agents, UV absorbers, antistatic agents, dispersants, antibacterial agents, optical brighteners, dyes, pigments, and fillers. Can be mentioned.
ポリプロピレン樹脂組成物は、例えば、各成分を含む混合物を溶融混練することにより、溶融混錬物のペレットとして得ることができる。溶融混錬の温度は、例えば160〜300℃であってもよい。あるいは、各成分を含む溶融混錬前の混合物を、中空成形体を成形するための成形機に供給してもよい。各成分の混合に用いる装置としては、例えば、ヘンシェルミキサー、V−ブレンダー、リボンブレンダー、およびタンブラーブレンダーが挙げられる。溶融混練に用いられる装置としては、例えば、一軸押出機、二軸押出機、ニーダー混練機、バンバリーミキサー、およびロールミルが挙げられる。 The polypropylene resin composition can be obtained as pellets of the melt-kneaded product, for example, by melt-kneading the mixture containing each component. The temperature of melt kneading may be, for example, 160 to 300 ° C. Alternatively, a mixture containing each component before melt kneading may be supplied to a molding machine for molding a hollow molded product. Devices used for mixing the components include, for example, Henschel mixers, V-blenders, ribbon blenders, and tumbler blenders. Devices used for melt kneading include, for example, single-screw extruders, twin-screw extruders, kneader kneaders, Banbury mixers, and roll mills.
中空成形体の厚さは、特に制限されないが、例えば0.1〜2.0mmであってもよい。 The thickness of the hollow molded product is not particularly limited, but may be, for example, 0.1 to 2.0 mm.
中空容器は、上記中空成形体のみからなる単層品であってもよいし、上記中空成形体の内面または外面上に設けられた他の層を更に有する多層品であってもよい。他の層は、例えば、エチレン−ビニルアルコール共重合体、ポリアミド樹脂、およびポリエチレンテレフタレート樹脂から選ばれる樹脂を含む樹脂層であってもよい。中空容器の厚さのうち、ポリプロピレン樹脂組成物の中空成形体の厚さの割合は、30%以上、40%以上または50%以上であってもよい。 The hollow container may be a single-layer product composed of only the hollow molded body, or may be a multi-layer product further having another layer provided on the inner surface or the outer surface of the hollow molded body. The other layer may be, for example, a resin layer containing a resin selected from an ethylene-vinyl alcohol copolymer, a polyamide resin, and a polyethylene terephthalate resin. The ratio of the thickness of the hollow molded product of the polypropylene resin composition to the thickness of the hollow container may be 30% or more, 40% or more, or 50% or more.
中空容器は、通常、内容物を出入れするための口部を有する。口部が開口を形成していてもよく、その場合、脱着可能な蓋が口部に装着されてもよい。あるいは、中空容器が密封された口部を有する密封容器であってもよい。中空容器または中空成形体が、中空容器と、中空容器内に収容された液体製品と、を備える液体封入容器を構成することができる。この場合、中空成形体がブローフィルシール法によって形成された密封容器であってもよい。この密封容器内に液体製品が封入される。液体製品は、口部からの出し入れが可能な程度の流動性を有していればよく、粘性体であってもよい。 Hollow containers usually have a mouth for loading and unloading the contents. The mouth may form an opening, in which case a removable lid may be attached to the mouth. Alternatively, the hollow container may be a sealed container having a sealed mouth. A hollow container or a hollow molded body can constitute a liquid-filled container including a hollow container and a liquid product housed in the hollow container. In this case, the hollow molded body may be a sealed container formed by the blow fill sealing method. A liquid product is enclosed in this sealed container. The liquid product may be a viscous body as long as it has a fluidity that allows it to be taken in and out of the mouth.
中空容器またはポリプロピレン樹脂組成物の中空成形体の表面が平滑であると、中空容器が高い透明性の良好な外観を有することができる。係る観点から、ポリプロピレン樹脂組成物の中空成形体の平均表面粗さSRaは、0.01μm以上であってもよく、0.12μm以下、または0.10μm以下であってもよい。 If the surface of the hollow container or the hollow molded body of the polypropylene resin composition is smooth, the hollow container can have a good appearance with high transparency. From this point of view, the average surface roughness SRa of the hollow molded product of the polypropylene resin composition may be 0.01 μm or more, 0.12 μm or less, or 0.10 μm or less.
中空容器は、例えば、押出中空成形機を用いたダイレクトブロー成形により、製造することができる。ダイレクトブロー成形は、例えば、ポリプロピレン樹脂組成物をダイから押し出してチューブ状のパリソンを形成させることと、パリソンを中空成形体に対応する形状のキャビティを有する金型で挟み、次いでパリソン内部に加圧気体を吹き込むこととを含む。加圧気体の圧力によりパリソンは金型のキャビティに沿った形状に賦形され、冷却される。その後、金型を開いて中空成形体(または中空容器)が排出される。 The hollow container can be manufactured, for example, by direct blow molding using an extrusion hollow molding machine. In direct blow molding, for example, a polypropylene resin composition is extruded from a die to form a tubular parison, and the parison is sandwiched between molds having cavities having a shape corresponding to the hollow molded body, and then pressure is applied to the inside of the parison. Includes blowing gas. The pressure of the pressurized gas shapes the parison into a shape along the cavity of the mold and cools it. After that, the mold is opened and the hollow molded body (or hollow container) is discharged.
液体封入容器をブローフィルシール法によって製造する場合、ポリプロピレン樹脂組成物を上記のダイレクトブロー成形によって成形して、口部を有する中空成形体を金型内に形成し、次いで同じ金型内で、中空成形体に液体製品を充填してから口部を密封する。このように成形後に同じ金型内で短時間に中空成形体に液体成分が充填される場合であっても、ポリプロピレン樹脂組成物が速やかに固化するため、中空成形体の形状の欠陥を抑制することができる。 When the liquid-filled container is manufactured by the blow fill sealing method, the polypropylene resin composition is molded by the above direct blow molding to form a hollow molded body having a mouth portion in a mold, and then in the same mold. The hollow molded product is filled with a liquid product and then the mouth is sealed. In this way, even when the hollow molded body is filled with the liquid component in a short time in the same mold after molding, the polypropylene resin composition is rapidly solidified, so that defects in the shape of the hollow molded body are suppressed. be able to.
中空容器の用途は特に制限されないが、中空容器は、特に食品用容器または医療用容器として有用である。食品用容器は、例えば、マヨネーズ、ケチャップ、ソース、ドレッシング、蜂蜜、ジャム、清涼飲料水、およびアイスキャンディーから選ばれる液体製品を収容する容器であってもよい。医療用容器は、血液成分、生理食塩水、電解質、デキストラン製剤、マンニトール製剤、糖類製剤、アミノ酸製剤、脂肪乳剤、目薬、または流動食等の任意の薬液を液体製品として収容する容器であることができる。 The use of the hollow container is not particularly limited, but the hollow container is particularly useful as a food container or a medical container. The food container may be, for example, a container containing a liquid product selected from mayonnaise, ketchup, sauces, dressings, honey, jam, soft drinks, and popsicles. The medical container may be a container that contains any drug solution such as blood component, physiological saline, electrolyte, dextran preparation, mannitol preparation, sugar preparation, amino acid preparation, fat emulsion, eye drops, or liquid food as a liquid product. can.
1.原料
実施例および比較例で用いた重合体は以下のとおりである。
(A1)結晶性プロピレン系重合体A1
結晶性プロピレン系重合体A1−1:
特開平7−216017号公報の実施例1に記載の方法によって、α−オレフィン重合用の固体重合触媒を準備した。この固体重合触媒の存在下で、プロピレンおよびエチレンを気相重合することによって、プロピレン−エチレンランダム共重合体であるパウダー状のプロピレン系重合体A1−1を得た。得られた結晶性プロピレン系重合体A1−1の特性を後述する方法によって測定したところ、メルトフローレートは1.4g/10分で、エチレンの含有量は5.6質量%、融点は133℃、融解熱量は62J/gであった。
1. 1. The polymers used in the raw material examples and comparative examples are as follows.
(A1) Crystalline propylene-based polymer A1
Crystalline Propylene Polymer A1-1: 1:
A solid polymerization catalyst for α-olefin polymerization was prepared by the method described in Example 1 of JP-A-7-216017. In the presence of this solid polymerization catalyst, propylene and ethylene were subjected to gas phase polymerization to obtain a powdery propylene-based polymer A1-1 which is a propylene-ethylene random copolymer. When the characteristics of the obtained crystalline propylene-based polymer A1-1 were measured by the method described later, the melt flow rate was 1.4 g / 10 minutes, the ethylene content was 5.6% by mass, and the melting point was 133 ° C. The amount of heat of fusion was 62 J / g.
結晶性プロピレン系重合体A1−2
エチレンの量を変更したこと以外はプロピレン系重合体A1−1の合成と同様にして、プロピレン−エチレンランダム共重合体であるパウダー状の結晶性プロピレン系重合体A1−2(メルトフローレート:1.3g/10分、エチレンの含有量:4.0質量%、融点:142℃、融解熱量:69J/g)を得た。
Crystalline propylene polymer A1-2
Similar to the synthesis of propylene-based polymer A1-1 except that the amount of ethylene was changed, powdery crystalline propylene-based polymer A1-2 (melt flow rate: 1), which is a propylene-ethylene random copolymer. .3 g / 10 minutes, ethylene content: 4.0% by mass, melting point: 142 ° C., heat of fusion: 69 J / g) was obtained.
(A2)結晶性プロピレン系重合体A2
エチレンを用いなかったこと以外はプロピレン系重合体A1−1の合成と同様にして、結晶性プロピレン系重合体A2−1(メルトフローレート:8g/10分、エチレンの含有量:0質量%、融点:166℃、融解熱量:120J/g)を得た。
(A2) Crystalline propylene polymer A2
Crystalline propylene polymer A2-1 (melt flow rate: 8 g / 10 minutes, ethylene content: 0% by mass, similar to the synthesis of propylene polymer A1-1 except that ethylene was not used. Melting point: 166 ° C., heat of fusion: 120 J / g) was obtained.
(B)エチレン−α−オレフィン共重合体
住友化学(株)製のエチレン−ヘキセン−1共重合体(商品名:エクセレンFX FX301、MFR(190℃,2.18N):3.5g/10分、密度:898kg/m3)を準備した。
(B) Ethylene-α-olefin copolymer Ethylene-hexene-1 copolymer manufactured by Sumitomo Chemical Co., Ltd. (trade name: Excelene FX FX301, MFR (190 ° C., 2.18N): 3.5 g / 10 minutes , Density: 898 kg / m 3 ) was prepared.
(C)造核剤
C1:芳香族リン酸エステル金属塩(ADEKASTAB NA−18、株式会社ADEKA製)
C2:芳香族リン酸エステル金属塩(ADEKASTAB NA−21、株式会社ADEKA製)
(C) Nucleating agent C1: Aromatic phosphate ester metal salt (ADEKASTAB NA-18, manufactured by ADEKA Corporation)
C2: Aromatic phosphate metal salt (ADEKASTAB NA-21, manufactured by ADEKA Corporation)
(D)中和剤
・マグネシウム・アルミニウム・ハイドロオキサイド・カーボネート(DHT−4C、協和化学工業株式会社製)
(D) Neutralizer / Magnesium / Aluminum / Hydroxide / Carbonate (DHT-4C, manufactured by Kyowa Chemical Industry Co., Ltd.)
(E)酸化防止剤
E1:フェノール系酸化防止剤(ペンタエリスリチル−テトラキス[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]、Irganox 1010、BASFジャパン株式会社製)
E2:リン系酸化防止剤(トリス(2,4−ジ−tert−ブチルフェニル)フォスファイト、Irgafos 168、BASFジャパン株式会社製)
(E) Antioxidant E1: Phenolic antioxidant (pentaerythrityl-tetrakis [3- (3,5-di-t-butyl-4-hydroxyphenyl) propionate], Irganox 1010, manufactured by BASF Japan Ltd.)
E2: Phosphorus-based antioxidant (Tris (2,4-di-tert-butylphenyl) phosphite, Irgafos 168, manufactured by BASF Japan Ltd.)
2.試験方法
2−1.メルトフローレート(MFR)
結晶性プロピレン系重合体A1またはA2の粉体100質量部を、それぞれ、酸化防止剤のジブチルヒドロキシトルエン(BHT)0.5質量部とブレンドした。得られた粉体混合物を用いて、結晶性プロピレン系重合体A1およびA2のMFRを、JIS K7210の条件14の方法に従って230℃で測定した。エチレン−α−オレフィン共重合体のMFRを、JIS K6760に従い190℃で測定した。
2. 2. Test method 2-1. Melt flow rate (MFR)
100 parts by mass of the powder of the crystalline propylene-based polymer A1 or A2 was blended with 0.5 part by mass of the antioxidant dibutylhydroxytoluene (BHT), respectively. Using the obtained powder mixture, the MFR of the crystalline propylene-based polymers A1 and A2 was measured at 230 ° C. according to the method of condition 14 of JIS K7210. The MFR of the ethylene-α-olefin copolymer was measured at 190 ° C. according to JIS K6760.
2−2.密度(d)
エチレン−α−オレフィン共重合体の密度(kg/m3)を、JIS K6760−1981に従って測定した。
2-2. Density (d)
The density of the ethylene-α-olefin copolymer (kg / m 3 ) was measured according to JIS K6760-1981.
2−3.エチレンに由来するモノマー単位の含有量(エチレンの含有量)
結晶性プロピレン系重合体のIRスペクトルを測定した。得られたIRスペクトルデータから、エチレンに由来するモノマー単位の含有量(単位:質量%)を、高分子分析ハンドブック(1995年、紀伊国屋書店発行)の第616頁に記載されている「(i)ランダム共重合体に関する方法」に従って求めた。
2-3. Content of monomer unit derived from ethylene (ethylene content)
The IR spectrum of the crystalline propylene-based polymer was measured. From the obtained IR spectrum data, the content (unit: mass%) of the monomer unit derived from ethylene is described in page 616 of the Polymer Analysis Handbook (published by Kii Kuniya Bookstore in 1995). ) Method for random copolymers ”.
2−4.融点Tm(単位:℃)、融解熱量(単位:J/g)
結晶性プロピレン系重合体を熱プレス成形して、厚さ0.5mmのシートを作成した。熱プレス成形は、230℃で5分間の予熱後、1分間かけて5.0MPaまで昇圧して2分間保圧し、次いで、30℃、5.0MPaで5分間冷却する条件で行った。得られたシートから採取した試料について、示差走査型熱量計(パーキンエルマー社製、Diamond DSC)を用いて、以下の条件で示差走査熱量測定を行い、融点および融解熱量を求めた。
2-4. Melting point Tm (unit: ° C), heat of fusion (unit: J / g)
The crystalline propylene-based polymer was heat-press molded to prepare a sheet having a thickness of 0.5 mm. The hot press molding was carried out under the condition that after preheating at 230 ° C. for 5 minutes, the pressure was increased to 5.0 MPa over 1 minute, the pressure was held for 2 minutes, and then the mixture was cooled at 30 ° C. and 5.0 MPa for 5 minutes. The sample collected from the obtained sheet was measured for differential scanning calorimetry using a differential scanning calorimeter (Diamond DSC, manufactured by PerkinElmer) under the following conditions, and the melting point and the amount of heat for melting were determined.
<測定条件>
以下の(i)、(ii)、(iii)、(iv)、(v)、(vi)および(vii)の順で試験片に熱履歴を加えた。
(i)24℃から220℃まで300℃/分の速度で昇温
(ii)220で5分間保持
(iii)300℃/分の速度で150℃まで降温
(iv)150℃で1分間保持
(v)5℃/分の速度で50℃まで降温
(vi)50℃で1分間保持
(vii)5℃/分の速度で180℃まで昇温
(vii)の工程から得られる結晶融解ピークから、50〜180℃の範囲に観測される最大の結晶融解ピーク温度を融点として記録した。また、最大の結晶融解ピークを示す結晶融解ピークの面積から、結晶の融解熱量(J/g)を算出した。結晶の融解熱量は、結晶融解ピークの両側のベースラインを延長した線と、結晶融解ピークとで囲まれた領域の面積から算出される値である。
<Measurement conditions>
Thermal history was added to the test pieces in the order of (i), (ii), (iii), (iv), (v), (vi) and (vii) below.
(I) Raise from 24 ° C to 220 ° C at a rate of 300 ° C / min (ii) Hold at 220 for 5 minutes (iii) Decrease to 150 ° C at a rate of 300 ° C / min (iv) Hold at 150 ° C for 1 minute (ii) v) From the crystal melting peak obtained from the step of lowering to 50 ° C. at a rate of 5 ° C./min (vi), holding at 50 ° C. for 1 minute (vii) and raising to 180 ° C. at a rate of 5 ° C./min (vii). The maximum crystal melting peak temperature observed in the range of 50-180 ° C. was recorded as the melting point. Further, the calorific value of melting (J / g) of the crystal was calculated from the area of the crystal melting peak showing the maximum crystal melting peak. The amount of heat of melting of a crystal is a value calculated from the area of the region surrounded by the line extending the baselines on both sides of the crystal melting peak and the crystal melting peak.
2−5.半結晶化時間t1/2(単位:秒)
結晶化速度を示す半結晶化時間(t1/2)を、脱偏光強度法により測定した。脱偏光強度法は、偏光軸が互いに直交するよう設置された2枚の偏光板の間に溶融状態の試料を入れ、一定温度で結晶化させ、その結晶化の過程を光の透過光強度で追跡する方法である。半結晶化時間が長いほど結晶化が遅いことを示す。
ポリプロピレン樹脂組成物のペレットを190℃の熱プレスで成形して、厚み100μmの樹脂シートを得た。この樹脂シートを裁断して1.5cm四方の樹脂シートの試料を得た。この試料を、カバーガラスで挟み、230℃の溶融炉内で加熱することにより、樹脂シートを溶融させた。その後、溶融状態の樹脂シートを挟んだカバーガラスを、115℃のオイルバスに入れ、樹脂の結晶化を開始した。2枚の偏光板を、オイルバスを間に挟んで偏光軸が互いに直交する向きになるように予め設置しておき、溶融状態の樹脂シートを挟んだカバーガラスを、その主面が2枚の偏光板に平行になるように、オイルバス中で2枚の偏光板の間の位置に固定した。結晶化の進行に伴って増加する透過光を検出し、結晶化が十分進行した樹脂シートの透過光強度に対して、透過光強度が半分となる時間を、半結晶化時間t1/2とした。図1は、透過光強度の時間変化から半結晶化時間を決定する方法の例を示すグラフである。図1の縦軸は、入射した光のうち樹脂シートを透過した光の強度を示し、縦軸の値が大きいことは透過光強度が大きいことを意味する。図1に示されるように、透過光強度は、結晶化の進行にともなって初期値から急激に変化し、結晶化が十分進行すると一定の値となる。透過光強度の初期値と結晶化が十分進行した後の透過光強度との差がLであるとき、透過光強度が初期値+L/2に到達するまでの時間thalfと、結晶化が開始した時間(透過光強度の変化が開始した時間)t0との差(thalf−t0)が、半結晶化時間t1/2である。
2-5. Semi-crystallization time t 1/2 (unit: seconds)
The semi-crystallization time (t 1/2 ) indicating the crystallization rate was measured by the depolarization intensity method. In the depolarization intensity method, a molten sample is placed between two polarizing plates installed so that the axes of polarization are orthogonal to each other, crystallized at a constant temperature, and the crystallization process is tracked by the transmitted light intensity of light. The method. The longer the semi-crystallization time, the slower the crystallization.
The pellet of the polypropylene resin composition was molded by a hot press at 190 ° C. to obtain a resin sheet having a thickness of 100 μm. This resin sheet was cut to obtain a sample of a resin sheet of 1.5 cm square. This sample was sandwiched between cover glasses and heated in a melting furnace at 230 ° C. to melt the resin sheet. Then, the cover glass sandwiching the molten resin sheet was placed in an oil bath at 115 ° C. to start crystallization of the resin. Two polarizing plates are installed in advance so that the polarization axes are orthogonal to each other with an oil bath in between, and a cover glass sandwiching a molten resin sheet is provided with two main surfaces. It was fixed at a position between the two polarizing plates in an oil bath so as to be parallel to the polarizing plate. The time at which the transmitted light intensity is halved with respect to the transmitted light intensity of the resin sheet in which crystallization has progressed sufficiently by detecting the transmitted light that increases with the progress of crystallization is defined as the semi-crystallization time t 1/2 . did. FIG. 1 is a graph showing an example of a method of determining a semi-crystallization time from a time change of transmitted light intensity. The vertical axis of FIG. 1 indicates the intensity of the incident light transmitted through the resin sheet, and a large value on the vertical axis means that the transmitted light intensity is high. As shown in FIG. 1, the transmitted light intensity changes sharply from the initial value as the crystallization progresses, and becomes a constant value when the crystallization progresses sufficiently. When the difference between the initial value of the transmitted light intensity and the transmitted light intensity after the crystallization has progressed sufficiently is L, the time thalf until the transmitted light intensity reaches the initial value + L / 2 and the crystallization start. The difference ( thalf −t 0 ) from the time (time when the change in transmitted light intensity started) t 0 is the semi-crystallization time t 1/2 .
3.ポリプロピレン樹脂組成物の成形
3−1.ペレットの作成
表1に記載した組成(質量部またはppm)の原料を、ヘンシェルミキサーを用い、窒素雰囲気下にてドライブレンドした。得られた混合物を、単軸押出機(田辺プラスチックス機械株式会社製、スクリュー径40mmφ、VS40−28型)によって、窒素雰囲気下、230℃、回転数80rpmで溶融混練し、ポリプロピレン樹脂組成物のペレットを得た。
3. 3. Molding of polypropylene resin composition 3-1. Preparation of Pellets The raw materials having the compositions (parts by mass or ppm) shown in Table 1 were dry-blended in a nitrogen atmosphere using a Henschel mixer. The obtained mixture is melt-kneaded by a single-screw extruder (manufactured by Tanabe Plastics Machinery Co., Ltd., screw diameter 40 mmφ, VS40-28 type) at 230 ° C. and a rotation speed of 80 rpm in a nitrogen atmosphere to prepare a polypropylene resin composition. Pellets were obtained.
3−2.中空成形
3−1.で得られたペレットを、フルフライトタイプで直径が50mmのスクリューを有する(株)日本製鋼所製NB3B型中空成形機にて、押出量5kg/時間、ダイおよびコア温度195℃で押し出して円筒状のホットパリソンを形成させた。ホットパリソンを35℃に温度調節した金型で直ちに挟み、圧力0.1〜0.15MPaの圧縮空気をホットパリソンに11秒間吹き込んで、口部を有する単層の中空容器としての中空成形体(重量:35g、容量:600ml、側壁の厚さ:約0.5mm)を形成させた。
3-2. Hollow molding 3-1. The pellet obtained in the above section is extruded into a cylindrical shape by an NB3B type hollow molding machine manufactured by Japan Steel Works, Ltd., which is a full flight type and has a screw with a diameter of 50 mm, at an extrusion rate of 5 kg / hour and a die and core temperature of 195 ° C. Formed a hot parison. Immediately sandwich the hot parison with a mold whose temperature has been adjusted to 35 ° C., and blow compressed air at a pressure of 0.1 to 0.15 MPa into the hot parison for 11 seconds to form a hollow molded product as a single-layer hollow container having a mouth portion. Weight: 35 g, volume: 600 ml, side wall thickness: about 0.5 mm) was formed.
4.中空容器の評価
4−1.中空容器の表面粗さ
中空容器の側壁部の中央部を試験片として切り出した。この試験片の平均表面粗さを、三次元表面粗さ測定器サーフコーダSE−30K(株式会社小坂研究所製)を用いて、触針で試験片表面をMD方向(容器の縦方向)に沿ってトレースし、表面の凹凸によって生じる触針の上下の動きで平均表面粗さ(SRa)μmを求めた。触針の移動速度を0.2mm/秒とし、MD方向に垂直なTD方向に10μm間隔で、1mm×1mmの範囲の表面をトレースした。
4. Evaluation of hollow container 4-1. Surface roughness of the hollow container The central part of the side wall of the hollow container was cut out as a test piece. Use a three-dimensional surface roughness measuring instrument Surfcoder SE-30K (manufactured by Kosaka Laboratory Co., Ltd.) to measure the average surface roughness of this test piece in the MD direction (vertical direction of the container) with a stylus. The average surface roughness (SRa) μm was determined by the vertical movement of the stylus caused by the unevenness of the surface. The moving speed of the stylus was 0.2 mm / sec, and the surface in the range of 1 mm × 1 mm was traced at intervals of 10 μm in the TD direction perpendicular to the MD direction.
4−2.成形性
中空容器に水を入れ、口部に蓋をした。その後、口部を下に向けて中空容器を持ち、口部から液漏れの有無を確認した。口部の形状に欠損があると、液漏れが発生する。液漏れがない場合を「良好」、液漏れが発生した場合を「不良」として。成形性を評価した。
4-2. Moldability Water was put into a hollow container and the mouth was covered. After that, the hollow container was held with the mouth facing down, and the presence or absence of liquid leakage was confirmed from the mouth. If the shape of the mouth is defective, liquid leakage will occur. If there is no liquid leakage, it is regarded as "good", and if liquid leakage occurs, it is regarded as "bad". The moldability was evaluated.
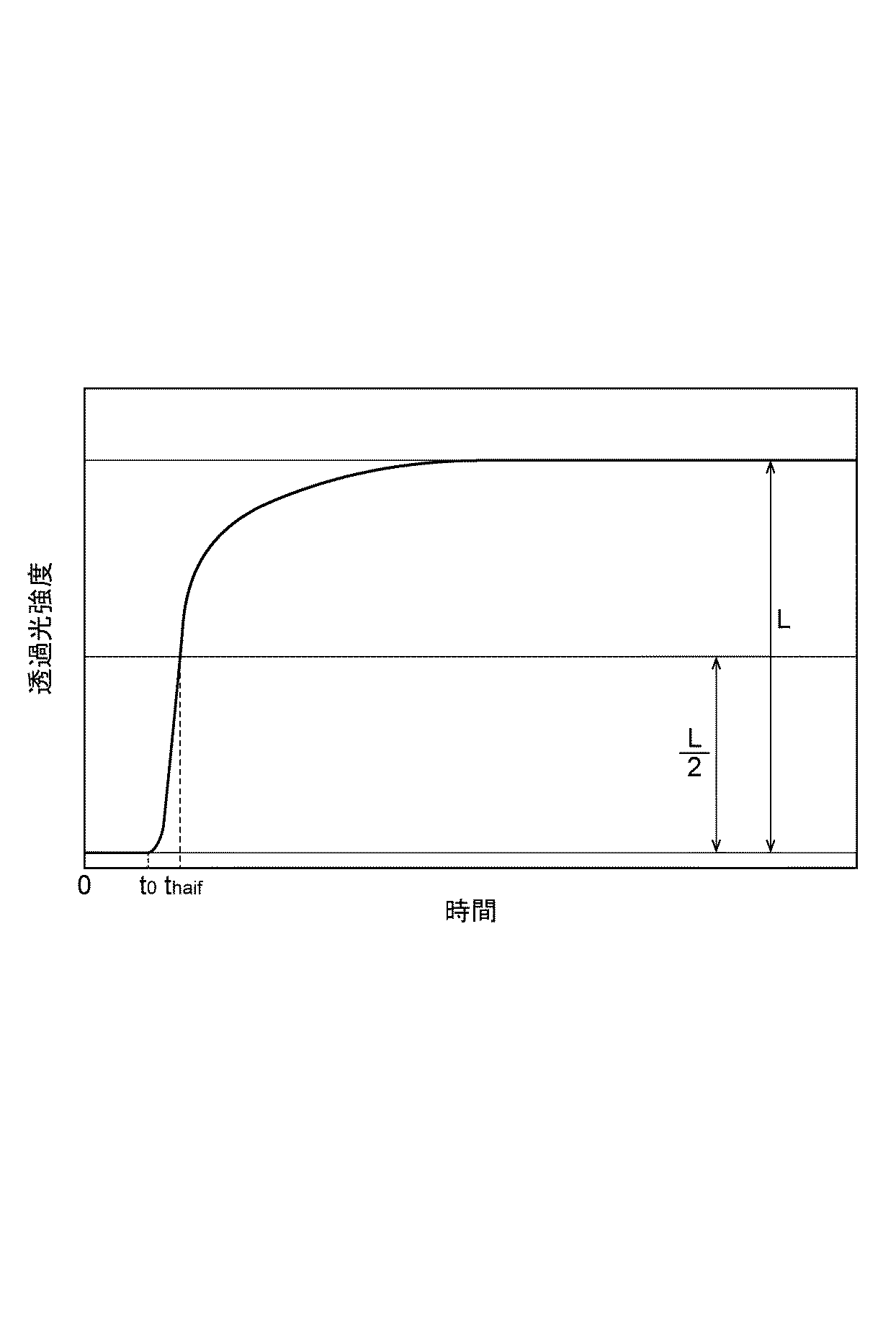
表1に示されるように、実施例のポリプロピレン樹脂組成物から形成された中空容器は、正常な形状の口部を有していた。また、中空容器の側壁部の表面が充分に平滑であった。一方、比較例のポリプロピレン樹脂組成物から形成された中空容器は、口部の形状に欠陥があるために、液漏れを発生させた。比較例1の中空容器は側壁部の表面の平滑性が低かった。 As shown in Table 1, the hollow container formed from the polypropylene resin composition of the example had a mouth portion having a normal shape. In addition, the surface of the side wall of the hollow container was sufficiently smooth. On the other hand, the hollow container formed from the polypropylene resin composition of the comparative example had a defect in the shape of the mouth portion, so that liquid leakage occurred. The hollow container of Comparative Example 1 had low smoothness on the surface of the side wall portion.
Claims (2)
前記ポリプロピレン樹脂組成物が、
(A1)プロピレンに由来するモノマー単位を含む結晶性プロピレン系重合体A1と、
(A2)プロピレンに由来するモノマー単位を含む結晶性プロピレン系重合体A2と、
(B)エチレン−α−オレフィン共重合体と、
(C)核剤と、
を含有し、
前記結晶性プロピレン系重合体A1が、プロピレン以外のコモノマーに由来するモノマー単位の含有量が前記結晶性プロピレン系重合体A1の質量を基準として2〜8質量%である、共重合体であり、
前記結晶性プロピレン系重合体A2が、プロピレン以外のコモノマーに由来するモノマー単位の含有量が前記結晶性プロピレン系重合体A2の質量を基準として0〜1質量%で、示差走査熱量測定において50〜180℃の範囲に観測される最大の結晶融解ピーク温度が150℃以上である、単独重合体または共重合体であり、
前記結晶性プロピレン系重合体A1および前記結晶性プロピレン系重合体A2中の前記コモノマーが、エチレンおよびα−オレフィンのうち少なくとも一つのオレフィンであり、
前記エチレン−α−オレフィン共重合体の密度が865〜920kg/m3であり、
前記結晶性プロピレン系重合体A1、前記結晶性プロピレン系重合体A2、および前記エチレン−α−オレフィン共重合体の合計量を基準として、前記結晶性プロピレン系重合体A1の含有量が35〜93質量%で、前記結晶性プロピレン系重合体A2の含有量が1〜35質量%で、前記エチレン−α−オレフィン共重合体の含有量が5〜30質量%であり、
前記ポリプロピレン樹脂組成物の115℃で測定される半結晶化時間が70秒以下である、方法。 A sealed container having a hollow container containing a hollow molded body of a polypropylene resin composition and a liquid product housed in the hollow container, and the hollow molded body has a sealed mouth, and the inside of the sealed container. A method for manufacturing a liquid-filled container, comprising a step of forming a liquid-filled container in which the liquid product is sealed by a blow-fill sealing method.
The polypropylene resin composition is
(A1) A crystalline propylene-based polymer A1 containing a monomer unit derived from propylene, and
(A2) A crystalline propylene-based polymer A2 containing a monomer unit derived from propylene, and
(B) Ethylene-α-olefin copolymer and
(C) Nuclear agent and
Contains,
The crystalline propylene-based polymer A1 is a copolymer in which the content of a monomer unit derived from a comonomer other than propylene is 2 to 8% by mass based on the mass of the crystalline propylene-based polymer A1.
The content of the monomer unit derived from the comonomer other than propylene in the crystalline propylene-based polymer A2 is 0 to 1% by mass based on the mass of the crystalline propylene-based polymer A2, and 50 to 1 in the differential scanning calorimetry. A homopolymer or copolymer having a maximum crystallinity peak temperature observed in the 180 ° C range of 150 ° C or higher.
The comonomer in the crystalline propylene-based polymer A1 and the crystalline propylene-based polymer A2 is at least one olefin among ethylene and α-olefin.
The density of the ethylene-α-olefin copolymer is 856-920 kg / m 3 .
The content of the crystalline propylene-based polymer A1 is 35 to 93 based on the total amount of the crystalline propylene-based polymer A1, the crystalline propylene-based polymer A2, and the ethylene-α-olefin copolymer. By mass%, the content of the crystalline propylene-based polymer A2 is 1 to 35% by mass, and the content of the ethylene-α-olefin copolymer is 5 to 30% by mass.
A method in which the semi-crystallization time of the polypropylene resin composition measured at 115 ° C. is 70 seconds or less.
当該ポリプロピレン樹脂組成物が、
(A1)プロピレンに由来するモノマー単位を含む結晶性プロピレン系重合体A1と、
(A2)プロピレンに由来するモノマー単位を含む結晶性プロピレン系重合体A2と、
(B)エチレン−α−オレフィン共重合体と、
(C)核剤と、
を含有し、
前記結晶性プロピレン系重合体A1が、プロピレン以外のコモノマーに由来するモノマー単位の含有量が前記結晶性プロピレン系重合体A1の質量を基準として2〜8質量%である、共重合体であり、
前記結晶性プロピレン系重合体A2が、プロピレン以外のコモノマーに由来するモノマー単位の含有量が前記結晶性プロピレン系重合体A2の質量を基準として0〜1質量%で、示差走査熱量測定において50〜180℃の範囲に観測される最大の結晶融解ピーク温度が150℃以上である、単独重合体または共重合体であり、
前記結晶性プロピレン系重合体A1および前記結晶性プロピレン系重合体A2中の前記コモノマーが、エチレンおよびα−オレフィンのうち少なくとも一つのオレフィンであり、
前記エチレン−α−オレフィン共重合体の密度が865〜920kg/m3であり、
前記結晶性プロピレン系重合体A1、前記結晶性プロピレン系重合体A2、および前記エチレン−α−オレフィン共重合体の合計量を基準として、前記結晶性プロピレン系重合体A1の含有量が35〜93質量%で、前記結晶性プロピレン系重合体A2の含有量が1〜35質量%で、前記エチレン−α−オレフィン共重合体の含有量が5〜30質量%であり、
当該ポリプロピレン樹脂組成物の115℃で測定される半結晶化時間が70秒以下である、ブローフィルシール用ポリプロピレン樹脂組成物。 A sealed container having a hollow container containing a hollow molded body of a polypropylene resin composition and a liquid product housed in the hollow container, and the hollow molded body has a sealed mouth, and the inside of the sealed container. A polypropylene resin composition for blow-fill sealing used for forming a liquid-filled container in which the liquid product is sealed by a blow-fill sealing method.
The polypropylene resin composition is
(A1) A crystalline propylene-based polymer A1 containing a monomer unit derived from propylene, and
(A2) A crystalline propylene-based polymer A2 containing a monomer unit derived from propylene, and
(B) Ethylene-α-olefin copolymer and
(C) Nuclear agent and
Contains,
The crystalline propylene-based polymer A1 is a copolymer in which the content of a monomer unit derived from a comonomer other than propylene is 2 to 8% by mass based on the mass of the crystalline propylene-based polymer A1.
The content of the monomer unit derived from the comonomer other than propylene in the crystalline propylene-based polymer A2 is 0 to 1% by mass based on the mass of the crystalline propylene-based polymer A2, and 50 to 1 in the differential scanning calorimetry. A homopolymer or copolymer having a maximum crystallinity peak temperature observed in the 180 ° C range of 150 ° C or higher.
The comonomer in the crystalline propylene-based polymer A1 and the crystalline propylene-based polymer A2 is at least one olefin among ethylene and α-olefin.
The density of the ethylene-α-olefin copolymer is 856-920 kg / m 3 .
The content of the crystalline propylene-based polymer A1 is 35 to 93 based on the total amount of the crystalline propylene-based polymer A1, the crystalline propylene-based polymer A2, and the ethylene-α-olefin copolymer. By mass%, the content of the crystalline propylene-based polymer A2 is 1 to 35% by mass, and the content of the ethylene-α-olefin copolymer is 5 to 30% by mass.
A polypropylene resin composition for blow-fill sealing, wherein the semi-crystallization time measured at 115 ° C. of the polypropylene resin composition is 70 seconds or less.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017154309A JP6980452B2 (en) | 2017-08-09 | 2017-08-09 | Hollow container and its manufacturing method, and polypropylene resin composition for blow fill seal |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017154309A JP6980452B2 (en) | 2017-08-09 | 2017-08-09 | Hollow container and its manufacturing method, and polypropylene resin composition for blow fill seal |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019031314A JP2019031314A (en) | 2019-02-28 |
| JP6980452B2 true JP6980452B2 (en) | 2021-12-15 |
Family
ID=65524010
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017154309A Active JP6980452B2 (en) | 2017-08-09 | 2017-08-09 | Hollow container and its manufacturing method, and polypropylene resin composition for blow fill seal |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6980452B2 (en) |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4736459B2 (en) * | 2005-02-18 | 2011-07-27 | 住友化学株式会社 | Hollow container made of polypropylene resin composition |
| WO2011090101A1 (en) * | 2010-01-22 | 2011-07-28 | 株式会社プライムポリマー | Multilayer blow-molded container, and process for production thereof |
| JP6208445B2 (en) * | 2013-03-25 | 2017-10-04 | 興人フィルム&ケミカルズ株式会社 | Polypropylene film for thermoforming sheet lamination |
-
2017
- 2017-08-09 JP JP2017154309A patent/JP6980452B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019031314A (en) | 2019-02-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5845756B2 (en) | Propylene-based resin sheet and package for heat treatment using the same | |
| CN103097134B (en) | Propylene resin multilayer tablet and the packing body for heating treatment using it | |
| US9120921B2 (en) | Polyethylene compositions comprising polypropylene | |
| ES2404700T3 (en) | A transparent polyolefin article that is subjected to heat treatment | |
| JP5487024B2 (en) | Propylene-based resin multilayer sheet and package for heat treatment using the same | |
| JP5135190B2 (en) | Propylene resin composition and multilayer sheet using the same | |
| JP2014208772A (en) | Resin composition for molding sheet, resin sheet obtained by using the composition, and package for heat treatment | |
| JP5439293B2 (en) | Propylene-based resin multilayer sheet and package for heat treatment using the same | |
| EP3246158B1 (en) | Laminate, container, method for producing container, and sheet for laminate raw material | |
| JP6980452B2 (en) | Hollow container and its manufacturing method, and polypropylene resin composition for blow fill seal | |
| JP4040185B2 (en) | Polyolefin resin composition, sheet and molded article | |
| JP2009299039A (en) | Polyproylene resin composition for thermo-forming sheet, and sheet and container comprising the same, | |
| US10626249B2 (en) | Polyolefin compositions | |
| JP5487023B2 (en) | Propylene-based resin multilayer sheet and package for heat treatment using the same | |
| JP5487025B2 (en) | Propylene-based resin multilayer sheet and package for heat treatment using the same | |
| JP7581884B2 (en) | Multilayer film, packaging material and packaging body | |
| US6812287B2 (en) | Propylene-based resin composition and heat-shrinkable film | |
| JP4113793B2 (en) | Polypropylene resin composition for heat-shrinkable film, method for producing the resin composition, and heat-shrinkable film | |
| JP4736459B2 (en) | Hollow container made of polypropylene resin composition | |
| TWI818000B (en) | Polypropylene resin sheet, method for producing polypropylene resin sheet, and resin container | |
| JPH11172059A (en) | Polypropylene sheet for packaging medicine | |
| JP7574643B2 (en) | Propylene-based resin composition and film using same | |
| JP7698448B2 (en) | Multi-layer biaxially oriented film | |
| JP7127488B2 (en) | Propylene resin sheet and heat treatment packaging bag using the same | |
| JP7131303B2 (en) | Propylene resin composition for heat treatment packaging bag and propylene resin sheet for heat treatment packaging bag using same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200630 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210524 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210608 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210729 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211102 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211117 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6980452 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |