JP6928627B2 - 絶縁電線、キャブタイヤケーブル、及びこれらの製造方法 - Google Patents
絶縁電線、キャブタイヤケーブル、及びこれらの製造方法 Download PDFInfo
- Publication number
- JP6928627B2 JP6928627B2 JP2019062725A JP2019062725A JP6928627B2 JP 6928627 B2 JP6928627 B2 JP 6928627B2 JP 2019062725 A JP2019062725 A JP 2019062725A JP 2019062725 A JP2019062725 A JP 2019062725A JP 6928627 B2 JP6928627 B2 JP 6928627B2
- Authority
- JP
- Japan
- Prior art keywords
- insulating layer
- mass
- base resin
- silane
- parts
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Insulated Conductors (AREA)
- Processes Specially Adapted For Manufacturing Cables (AREA)
Description
絶縁電線又はキャブタイヤケーブルの結線には、通常、絶縁層及び/又はシースを部分的に取り除いて(例えば、端部を取り除いて)、電源や別のケーブル等と電気的に接続させる。しかし、絶縁電線又はキャブタイヤケーブル中の絶縁電線から絶縁層を除去する際に、除去対象部分の絶縁層の一部がむきとれずに導体上に残存し、又は、除去非対象部分の絶縁層の切断端面から延びるひげ(絶縁層を厚さ方向に切断できずに絶縁層の切断端面に残存する(切断端面から延在する)、絶縁層に由来する線状体(毛状体))が生じ、絶縁層の皮むき性に劣る場合や、絶縁層と導体が接着しているために導体自体が伸びてしまう場合があった。そこで、内側絶縁層(いわゆるセパレータ層)を絶縁層の内側に設けることで、絶縁層と導体間の密着の度合いを下げ、絶縁層の皮むき性の改良、導体の延伸を防止する方法が採られてきた。例えば、特許文献1及び特許文献2には、導体上にセパレータ層を有し、その外周を絶縁層で被覆したキャブタイヤケーブルが記載されている。
このセパレータ層としては、例えば、紙、及びポリエチレンテレフタレート等の樹脂を用いた層が使用されてきた。例えば、特許文献3には、セパレータ層として、クロスもしくはフィルムの少なくとも一方の面にゴムコーティングを施した複合テープを用いる技術が提案されている。また、特許文献4には、セパレータ層としてポリエステル製のテープやナイロン製のテープを使用してもよいことが記載されている。
また、上記のようなセパレータ層を有する絶縁電線又はキャブタイヤケーブルについては、皮むきの際に絶縁電線の内側絶縁層(セパレータ層)がむきとれずに導体上に残ってしまう等、絶縁層(2層以上である場合、内側絶縁層の外側に配置される外側絶縁層を含む。)の皮むき性になお改善の余地があった。
〔1〕
導体と、前記導体の外周を被覆する内側絶縁層(X)と、前記内側絶縁層(X)の外周を被覆する少なくとも1層の外側絶縁層とを有する絶縁電線であって、
前記少なくとも1層の外側絶縁層の内、最も厚肉の外側絶縁層(Y)が、下記シラン架橋性組成物(Ay)のシラノール縮合硬化物からなり、
前記内側絶縁層(X)の100%モジュラス(Mx)が前記外側絶縁層(Y)の100%モジュラス(My)より高い、
絶縁電線。
〔シラン架橋性組成物(Ay)〕
エチレンゴム及びスチレン系エラストマーの少なくとも一方を含有するベース樹脂(Ry)100質量部に対して、無機フィラー(Fy)1〜400質量部と、前記ベース樹脂(Ry)とグラフト化反応したシランカップリング剤(Sy)1〜15.0質量部と、シラノール縮合触媒(Cy)とを含有する厚肉のシラン架橋性組成物(Ay)
〔2〕
前記内側絶縁層(X)が下記シラン架橋性組成物(Ax)のシラノール縮合硬化物からなる、〔1〕に記載の絶縁電線。
〔シラン架橋性組成物(Ax)〕
ベース樹脂(Rx)100質量部に対して、無機フィラー(Fx)1〜400質量部と、前記ベース樹脂(Rx)とグラフト化反応したシランカップリング剤(Sx)1〜15.0質量部と、シラノール縮合触媒(Cx)とを含有するシラン架橋性組成物(Ax)
〔3〕
前記ベース樹脂(Rx)中のエチレンゴム、スチレン系エラストマー、及び非芳香族有機油の合計含有量が、前記ベース樹脂(Ry)中のエチレンゴム、スチレン系エラストマー、及び非芳香族有機油の合計含有量よりも少ない、請求項2に記載の絶縁電線。
〔4〕
絶縁電線の外周をシースで被覆してなるキャブタイヤケーブルであって、
前記絶縁電線が、導体と、前記導体の外周を被覆する内側絶縁層(X)と、前記内側絶縁層(X)の外周を被覆する少なくとも1層の外側絶縁層とを有し、
前記少なくとも1層の外側絶縁層の内、最も厚肉の外側絶縁層(Y)が、下記シラン架橋性組成物(Ay)のシラノール縮合硬化物からなり、
前記内側絶縁層(X)の100%モジュラス(Mx)が前記外側絶縁層(Y)の100%モジュラス(My)より高い、
キャブタイヤケーブル。
〔シラン架橋性組成物(Ay)〕
エチレンゴム及びスチレン系エラストマーの少なくとも一方を含有するベース樹脂(Ry)100質量部に対して、無機フィラー(Fy)1〜400質量部と、前記ベース樹脂(Ry)とグラフト化反応したシランカップリング剤(Sy)1〜15.0質量部と、シラノール縮合触媒(Cy)とを含有するシラン架橋性組成物(Ay)
〔5〕
前記内側絶縁層(X)が下記シラン架橋性組成物(Ax)のシラノール縮合硬化物からなる、〔3〕に記載のキャブタイヤケーブル。
〔シラン架橋性組成物(Ax)〕
ベース樹脂(Rx)100質量部に対して、無機フィラー(Fx)1〜400質量部と、前記ベース樹脂(Rx)とグラフト化反応したシランカップリング剤(Sx)1〜15.0質量部と、シラノール縮合触媒(Cx)とを含有するシラン架橋性組成物(Ax)
〔6〕
前記ベース樹脂(Rx)中のエチレンゴム、スチレン系エラストマー、及び非芳香族有機油の合計含有量が、前記ベース樹脂(Ry)中のエチレンゴム、スチレン系エラストマー、及び非芳香族有機油の合計含有量よりも少ない、〔5〕に記載のキャブタイヤケーブル。
〔7〕
前記シースが、下記シラン架橋性組成物(Az)のシラノール縮合硬化物からなる、〔4〕〜〔6〕のいずれか1項に記載のキャブタイヤケーブル。
〔シラン架橋性組成物(Az)〕
含ハロゲン樹脂を含有するベース樹脂(Rz)100質量部に対して、無機フィラー(Fz)1〜200質量部と、前記ベース樹脂(Rz)とグラフト化反応したシランカップリング剤(Sz)2質量部を越え15.0質量部以下と、シラノール縮合触媒(Cz)とを含有するシラン架橋性組成物(Az)
〔8〕
前記ベース樹脂(Rz)が、塩素化ポリエチレンとポリ塩化ビニルと可塑剤とを含有する〔7〕に記載のキャブタイヤケーブル。
〔9〕
導体と、前記導体の外周を被覆する内側絶縁層(X)と、前記内側絶縁層(X)の外周を被覆する少なくとも1層の外側絶縁層とを有し、前記少なくとも1層の外側絶縁層が最も厚肉の外側絶縁層(Y)を有し、前記内側絶縁層(X)の100%モジュラス(Mx)が前記外側絶縁層(Y)の100%モジュラス(My)より高い、絶縁電線の製造方法であって、
前記外側絶縁層(Y)を、下記工程(e)〜(h)により形成する、絶縁電線の製造方法。
工程(e):エチレンゴム及びスチレン系エラストマーの少なくとも一方を含有するベース樹脂(Ry)100質量部に対して、有機過酸化物(Py)0.01〜0.6質量部と、無機フィラー(Fy)1〜400質量部と、前記ベース樹脂(Ry)とグラフト化反応しうるグラフト化反応部位を有するシランカップリング剤(Sy)1〜15.0質量部とを溶融混合して、前記グラフト化反応部位と前記ベース樹脂(Ry)とをグラフト化反応させることにより、シラン架橋性樹脂(Ly)を含むシランマスターバッチ(Iy)を調製する工程
工程(f):前記シランマスターバッチ(Iy)及びシラノール縮合触媒(Cy)を溶融混合してシラン架橋性組成物(Ay)を得る工程
工程(g):前記シラン架橋性組成物(Ay)で前記内側絶縁層(X)の外周を被覆して外側絶縁層前駆体(By)を形成する工程
工程(h):前記外側絶縁層前駆体(By)を水と接触させて前記外側絶縁層(Y)を形成する工程
〔10〕
前記ベース樹脂(Ry)の一部を前記工程(e)において溶融混合し、前記ベース樹脂(Ry)の残部を前記工程(f)において混合する、〔9〕に記載の絶縁電線の製造方法。
〔11〕
前記内側絶縁層(X)を、下記工程(a)〜(d)により形成する、〔9〕又は〔10〕に記載の絶縁電線の製造方法。
工程(a):ベース樹脂(Rx)100質量部に対して、有機過酸化物(Px)0.01〜0.6質量部と、無機フィラー(Fx)1〜400質量部と、前記ベース樹脂(Rx)とグラフト化反応しうるグラフト化反応部位を有するシランカップリング剤(Sx)1〜15.0質量部とを溶融混合して、前記グラフト化反応部位と前記ベース樹脂(Rx)とをグラフト化反応させることにより、シラン架橋性樹脂(Lx)を含むシランマスターバッチ(Ix)を調製する工程
工程(b):前記シランマスターバッチ(Ix)及びシラノール縮合触媒(Cx)を溶融混合してシラン架橋性組成物(Ax)を得る工程
工程(c):前記シラン架橋性組成物(Ax)で前記導体の外周を被覆して内側絶縁層前駆体を形成する工程
工程(d):前記内側絶縁層前駆体を水と接触させて前記内側絶縁層(X)を形成する工程
〔12〕
前記ベース樹脂(Rx)の一部を前記工程(a)において溶融混合し、前記ベース樹脂(Rx)の残部を前記工程(b)において混合する、〔11〕に記載の絶縁電線の製造方法。
〔13〕
絶縁電線の外周をシースで被覆してなり、前記絶縁電線が、導体と、前記導体の外周を被覆する内側絶縁層(X)と、前記内側絶縁層(X)の外周を被覆する少なくとも1層の外側絶縁層とを有し、前記少なくとも1層の外側絶縁層が最も厚肉の外側絶縁層(Y)を有し、前記内側絶縁層(X)の100%モジュラス(Mx)が前記外側絶縁層(Y)の100%モジュラス(My)より高い、キャブタイヤケーブルの製造方法であって、
前記外側絶縁層(Y)を、下記工程(e)〜(h)により形成する、キャブタイヤケーブルの製造方法。
工程(e):エチレンゴム及びスチレン系エラストマーの少なくとも一方を含有するベース樹脂(Ry)100質量部に対して、有機過酸化物(Py)0.01〜0.6質量部と、無機フィラー(Fy)1〜400質量部と、前記ベース樹脂(Ry)とグラフト化反応しうるグラフト化反応部位を有するシランカップリング剤(Sy)1〜15.0質量部とを溶融混合して、前記グラフト化反応部位と前記ベース樹脂(Ry)とをグラフト化反応させることにより、シラン架橋性樹脂(Ly)を含むシランマスターバッチ(Iy)を調製する工程
工程(f):前記シランマスターバッチ(Iy)及びシラノール縮合触媒(Cy)を溶融混合してシラン架橋性組成物(Ay)を得る工程
工程(g):前記シラン架橋性組成物(Ay)で前記内側絶縁層(X)の外周を被覆して外側絶縁層前駆体(By)を形成する工程
工程(h):前記外側絶縁層前駆体(By)を水と接触させて前記外側絶縁層(Y)を形成する工程
〔14〕
前記ベース樹脂(Ry)の一部を前記工程(e)において溶融混合し、前記ベース樹脂(Ry)の残部を前記工程(f)において混合する、〔13〕に記載のキャブタイヤケーブルの製造方法。
〔15〕
前記内側絶縁層(X)を、下記工程(a)〜(d)により形成する、〔13〕又は〔14〕に記載のキャブタイヤケーブルの製造方法。
工程(a):ベース樹脂(Rx)100質量部に対して、有機過酸化物(Px)0.01〜0.6質量部と、無機フィラー(Fx)1〜400質量部と、前記ベース樹脂(Rx)とグラフト化反応しうるグラフト化反応部位を有するシランカップリング剤(Sx)1〜15.0質量部とを溶融混合して、前記グラフト化反応部位と前記ベース樹脂(Rx)とをグラフト化反応させることにより、シラン架橋性樹脂(Lx)を含むシランマスターバッチ(Ix)を調製する工程
工程(b):前記シランマスターバッチ(Ix)及びシラノール縮合触媒(Cx)を溶融混合してシラン架橋性組成物(Ax)を得る工程
工程(c):前記シラン架橋性組成物(Ax)で前記導体の外周を被覆して内側絶縁層前駆体を形成する工程
工程(d):前記内側絶縁層前駆体を水と接触させて前記内側絶縁層(X)を形成する工程
〔16〕
前記ベース樹脂(Rx)の一部を前記工程(a)において溶融混合し、前記ベース樹脂(Rx)の残部を前記工程(b)において混合する、〔15〕に記載のキャブタイヤケーブルの製造方法。
〔17〕
前記シースを下記工程(k)〜(n)により形成する、〔13〕〜〔16〕のいずれか1項に記載のキャブタイヤケーブルの製造方法。
工程(k):含ハロゲン樹脂を含有するベース樹脂(Rz)100質量部に対して、有機過酸化物(Pz)0.003〜0.3質量部と、無機フィラー(Fz)1〜200質量部と、前記ベース樹脂(Rz)とグラフト化反応しうるグラフト化反応部位を有するシランカップリング剤(Sz)2質量部を越え15.0質量部以下とを溶融混合して、前記グラフト化反応部位と前記ベース樹脂(Rz)とをグラフト化反応させることにより、シラン架橋性樹脂(Lz)を含むシランマスターバッチ(Iz)を調製する工程
工程(l):前記シランマスターバッチ(Iz)とシラノール縮合触媒(Cz)とを溶融混合してシラン架橋性組成物(Az)を得る工程
工程(m):前記シラン架橋性組成物(Az)で、前記絶縁電線の外周を被覆してシース前駆体を形成する工程
工程(n):前記シース前駆体を水分と接触させて前記シースを形成する工程
〔18〕
前記ベース樹脂(Rz)の一部を前記工程(k)において溶融混合し、前記ベース樹脂(Rz)の残部を前記工程(l)において混合する、〔17〕に記載のキャブタイヤケーブルの製造方法。
〔19〕
前記ベース樹脂(Rz)の残部にクロロプレンゴムを含有する、〔17〕又は〔18〕のいずれか1項に記載のキャブタイヤケーブルの製造方法。
本発明の絶縁電線は、導体と、導体の外周を被覆する内側絶縁層(X)と、内側絶縁層(X)の外周を被覆する少なくとも1層の外側絶縁層とを有し、少なくとも1層の外側絶縁層の内、最も厚肉の外側絶縁層(Y)(以下、厚肉外側絶縁層(Y)ともいう)が、下記シラン架橋性組成物(Ay)のシラノール縮合硬化物からなり、内側絶縁層(X)の100%モジュラスが厚肉外側絶縁層(Y)の100%モジュラスより高い。
絶縁電線の構成は、上記以外は特に限定されず、通常の絶縁電線の構成とすることができる。
ここで、100%モジュラスは、JIS C 3005 法に準拠する、後述する実施例の測定方法により測定された値とする。
内側絶縁層(X)の100%モジュラス(Mx)は、厚肉外側絶縁層(Y)の100%モジュラス(My)に対して、0.5〜20.0MPa高いことが好ましく、1.0〜20.0MPa高いことがより好ましく、3.0〜14.0MPa高いことがさらに好ましい。上記範囲内とすると、より高い屈曲耐久性を絶縁電線等に付与することができる。
内側絶縁層(X)の100%モジュラス(Mx)は、5.0〜28.0MPaが好ましく、7.0〜22.0MPaがより好ましく、8.0〜18.0MPaがさらに好ましく、10.0〜18.0MPaが特に好ましい。
厚肉外側絶縁層(Y)の100%モジュラス(My)は、1.2〜8.0MPaが好ましく、2.0〜6.5MPaがより好ましい。
上記内側絶縁層の100%モジュラス(Mx)及び外側絶縁層の100%モジュラス(My)は、樹脂成分の種類及び含有量、無機フィラーの種類及び含有量、架橋の度合い等を調整することにより上記範囲に設定することができる。
絶縁電線が複数の外側絶縁層を有する場合、厚肉外側絶縁層(Y)以外の外側絶縁層の100%モジュラスは、内側絶縁層(X)の100%モジュラス(Mx)よりも低ければ、特に限定されず、厚肉外側絶縁層(Y)の100%モジュラス(My)と同じでも、低くても、高くてもよい。
内側絶縁層(X)の厚さは、用途等に応じて適宜に決定することができる。例えば、内側絶縁層(X)の平均厚さは、好ましくは0.1〜0.5mmであり、より好ましくは0.5〜0.4mmである。ここで、内側絶縁層(X)の平均厚さは、絶縁電線から導体を引き抜いて得られた管状片の、管状片の軸線に対して垂直な任意の断面を顕微鏡で観察した際の、任意の点を起点(0度)として、周方向に、中心角0度、90度、180度、及び270度の4箇所で測定された厚さの平均値である。また、複数本の導体の集合体を用いる場合には、上記任意の断面において、内側絶縁層(X)の厚さが最も薄い部分を起点として、周方向に、中心角0度、90度、180度、及び270度の4箇所で測定した厚さの平均値である。
内側絶縁層(X)は、通常の絶縁層として機能すればよく、さらに、いわゆるセパレータとして、導体と外側絶縁層との密着性を制御する機能を有する層として機能してもよい。
外側絶縁層が複数の層である場合、外側絶縁層は2層であることが好ましく、内側絶縁層(X)の外周を直接被覆する外側絶縁層が、厚肉外側絶縁層(Y)であることがより好ましい。
外側絶縁層は、1層であることが特に好ましい。
厚肉外側絶縁層(Y)は、後述する厚肉シラン架橋性組成物(Ay)のシラノール縮合硬化物からなる層である。
厚肉外側絶縁層(Y)の厚さは、用途等に応じて適宜に決定することができる。厚肉外側絶縁層(Y)の平均厚さは、好ましくは0.2〜1.8mmであり、より好ましくは0.4〜1.4mmである。厚肉外側絶縁層(Y)以外の外側絶縁層の平均厚さは、厚肉外側絶縁層(Y)よりも薄ければ特に制限されず、適宜に決定される。好ましくは0.05〜0.5mmであり、より好ましくは0.08〜0.25mmである。外側絶縁層が複数層からなる場合、厚肉外側絶縁層(Y)と厚肉外側絶縁層以外の外側絶縁層の合計厚さ(平均厚さの合計)は、好ましくは0.5〜2.0mmであり、より好ましくは0.6〜1.8mmである。外側絶縁層の平均厚さは、内側絶縁層(X)の平均厚さと同じ方法で測定でき、上記と同じ方法で特定された4箇所で測定された厚さの平均値である。
図1に端面図を示した本発明の絶縁電線の一実施態様は、1本の導体1と、導体1の外周を被覆する内側絶縁層2と、内側絶縁層2を被覆する外側絶縁層3からなる絶縁電線10である。
絶縁電線の好ましい形態は、上記図3に示したものに限られず、上述のとおり、複数の導体を有してもよい。また、導体の配置は、撚りあわされていても、並置状態でもよい。
内側絶縁層(X)は、上記100%モジュラスを示す材料からなる層であれば、その材料等については特に限定されない。内側絶縁層(X)は、ポリオレフィン樹脂を含んでなる層であることが好ましく、後述するシラン架橋性組成物(Ax)のシラノール縮合硬化物からなる層であることがより好ましい。
内側絶縁層(X)は、電線、電気ケーブル、電気コード等において、一般的に使用されている各種の添加剤を本発明の効果を損なわない範囲で含有してもよい。
ポリオレフィン樹脂は、エチレン性不飽和結合を有する化合物(通常、アルケン)を重合又は共重合して得られる重合体からなる樹脂であれば、特に限定されない。従来、電線及びケーブルに使用されている公知のポリオレフィン樹脂を使用することができる。
ポリオレフィン樹脂としては、例えば、ポリエチレン、ポリプロピレン、エチレン−α−オレフィン共重合体、酸共重合成分もしくは酸エステル共重合成分を有するポリオレフィン共重合体等の重合体からなる樹脂、これら重合体のゴム又はエラストマー(後述するエチレンゴム及びスチレン系エラストマーを除く)等が挙げられる。
内側絶縁層(X)は、ポリオレフィン樹脂を1種単独で、又は2種以上を含有していてもよい。
またポリオレフィン樹脂は架橋されていてもよい。このような架橋ポリオレフィン樹脂としては、シラン架橋ポリエチレン、シラン架橋エチレン−α−オレフィン共重合体を用いることができる。
内側絶縁層(X)は、下記〔シラン架橋性組成物(Ax)〕のシラノール縮合硬化物からなることがより好ましい。〔シラン架橋性組成物(Ax)〕
ベース樹脂(Rx)100質量部に対して、無機フィラー(Fx)1〜400質量部と、ベース樹脂(Rx)とグラフト化反応したシランカップリング剤(Sx)1〜15.0質量部と、シラノール縮合触媒(Cx)とを含有するシラン架橋性組成物(Ax)
シラン架橋性組成物(Ax)は、後述する工程(a)及び(b)により調製することができる。
シラン架橋性組成物(Ax)中の各成分の好ましい含有量は、後述する工程(a)〜(d)を有する絶縁電線の製造方法における各成分の配合量と同じであり、好ましい範囲も同様である。
ベース樹脂(Rx)は、後述する有機過酸化物から発生したラジカルの存在下において、シランカップリング剤のグラフト化反応部位とグラフト化反応可能な部位(例えば、炭素鎖の不飽和結合部位、水素原子を有する炭素原子)を主鎖中又はその末端に有している。
ベース樹脂(Rx)としては、ポリオレフィン樹脂、エチレンゴム、及びスチレン系エラストマーのいずれか、又はこれらの組み合わせが挙げられる。ベース樹脂(Rx)としては、より具体的には、ポリエチレン樹脂、ポリプロピレン樹脂、エチレン−α−オレフィン共重合体樹脂、酸共重合成分又は酸エステル共重合成分を有するポリオレフィン共重合体からなる樹脂、エチレン−プロピレンゴム、エチレン−α−オレフィン−ジエンゴム、及びスチレン系エラストマーのいずれか、又はこれらの組み合わせが挙げられる。また、ベース樹脂(Rx)の一部に非芳香族有機油や可塑剤を用いてもよい。
ポリオレフィン樹脂としては、上記で説明したポリオレフィン樹脂を用いることができる。なかでも、ポリエチレン樹脂及びポリプロピレン樹脂が好ましい。
エチレンゴム及びスチレン系エラストマーは、以下のものを使用することができる。
エチレンゴムは、エチレン性不飽和結合を有する化合物を共重合して得られる共重合体からなるゴム(エラストマーを含む)であれば特に限定されず、公知のものを使用することができる。エチレンゴムとしては、好ましくは、エチレンとα−オレフィンとの共重合体、エチレンとα−オレフィンとジエンとの三元共重合体からなるゴムが挙げられる。三元共重合体のジエン構成成分は、共役ジエン構成成分であっても非共役ジエン構成成分であってもよく、非共役ジエン構成成分が好ましい。
なかでも、エチレン−プロピレンゴム、エチレン−ブテンゴム、エチレン−プロピレン−ジエンゴム、エチレン−ブテン−ジエンゴムが好ましく、エチレン−プロピレンゴム及びエチレン−プロピレン−ジエンゴムがより好ましい。
スチレン系エラストマーは、分子内に芳香族ビニル化合物を構成成分とする重合体からなるものをいう。
スチレン系エラストマーとしては、共役ジエン化合物と芳香族ビニル化合物とのブロック共重合体及びランダム共重合体、又は、それらの水素添加物等からなるものが好ましい。
スチレン系エラストマーとしては、例えば、スチレン−エチレン−ブチレン−スチレンブロック共重合体(SEBS)、スチレン−イソプレン−スチレンブロック共重合体(SIS)、水素化SBS、スチレン−エチレン−エチレン−プロピレン−スチレンブロック共重合体(SEEPS)、スチレン−エチレン−プロピレン−スチレンブロック共重合体(SEPS)、水素化SIS、水素化スチレン・ブタジエンゴム(HSBR)、水素化アクリロニトリル・ブタジエンゴム(HNBR)等からなるものを挙げることができる。
非芳香族有機油は、芳香族環を構成する炭素原子数が全炭素数に対して30%未満のものをいい、樹脂組成物に通常用いられるものを特に制限されることなく用いることができる。非芳香族有機油としては、パラフィン鎖を構成する炭素原子数が全炭素数に対して50%以上であるパラフィン系オイル、及びナフテン環を構成する炭素原子数が全炭素数に対して30〜40%であり、パラフィン鎖を構成する炭素原子数が全炭素数に対して50%未満であるナフテン系オイルが挙げられ、パラフィン系オイルが好ましい。非芳香族有機油は、1種類を単独で用いてもよいし、2種類以上を併用してもよい。
ベース樹脂(Rx)は上記以外の樹脂成分(他の樹脂成分)を含んでいてもよい。他の樹脂成分は、特に制限されず、グラフト化反応可能な部位を有していてもいなくてもよい。
ベース樹脂(Rx)中の、ポリオレフィン樹脂、エチレンゴム、及びスチレン系エラストマーの合計含有率は、特に制限されず、50質量%以上が好ましく、60質量%以上がより好ましく、70質量%以上がさらに好ましい。上限は、100質量%である。
ベース樹脂(Rx)中の、エチレンゴム、及びスチレン系エラストマーの合計含有率は、特に制限されず、0〜60質量%が好ましく、5〜50質量%以上がより好ましく、10〜45質量%以上がさらに好ましい。
ベース樹脂(Rx)中の、ポリオレフィン樹脂の含有率は、特に限定されず、上記合計含有率を満たす範囲内で適宜に設定されることが好ましい。ベース樹脂(Rx)中の、ポリオレフィン樹脂の含有率は、100〜10質量%が好ましく、95〜10質量%がより好ましく、80〜25質量%がさらに好ましく、70〜35質量%が特に好ましい。
ベース樹脂(Rx)中の、エチレンゴムの含有率は、特に限定されず、上記合計含有率を満たす範囲内で適宜に設定されることが好ましい。ベース樹脂(Rx)中の、エチレンゴムの含有率は、0〜85質量%が好ましく、0〜50質量%がより好ましく、0〜35質量%がさらに好ましい。
ベース樹脂(Rx)中の、スチレン系エラストマーの含有率は、上記合計含有率を満たす範囲内で適宜に設定されることが好ましい。ベース樹脂(Rx)中の、スチレン系エラストマーの含有率は、0〜55質量%が好ましく、5〜40質量%がより好ましく、10〜35質量%がさらに好ましい。
ベース樹脂(Rx)中の、非芳香族有機油の含有率は、特に制限されないが、0質量%以上エチレンゴム及びスチレン系エラストマーの合計量と同量以下、好ましくは3質量%以上エチレンゴム及びスチレン系エラストマーの合計量の80%以下が好ましい。
ベース樹脂(Rx)は、エチレンゴム、スチレン系エラストマー及び非芳香族有機油の少なくとも一種とポリオレフィン樹脂とを含有することが好ましい。
内側絶縁層(X)の100%モジュラス(Mx)を外側絶縁層(Y)の100%モジュラス(My)より高くする観点からは、ベース樹脂(Rx)中の、エチレンゴム、スチレン系エラストマー及び非芳香族有機油の合計含有量(Tx)は、後述するベース樹脂(Ry)中の、エチレンゴム、スチレン系エラストマー及び非芳香族有機油の合計含有量(Ty)よりも少ないことが好ましい。具体的には、合計含有量(Tx)は合計含有量(Ty)に対して、10〜80質量%少ないことが好ましく、30〜60質量%少ないことがより好ましい。合計含有量(Tx)は、0〜55質量%が好ましく、5〜50質量%以上がより好ましく、10〜45質量%以上がさらに好ましい。
有機過酸化物(Px)は、少なくとも熱分解によりラジカルを発生して、触媒として、シランカップリング剤(Sx)のベース樹脂(Rx)へのラジカル反応によるグラフト化反応(シランカップリング剤(Sx)のグラフト化反応部位とベース樹脂(Rx)のグラフト化反応可能な部位との共有結合形成反応であって、(ラジカル)付加反応ともいう。)を生起させる働きをする。
有機過酸化物(Px)としては、上記機能を有し、ラジカル重合又は従来のシラン架橋法に用いられるものを特に制限されずに用いることができる。例えば、ベンゾイルパーオキサイド、ジクミルパーオキサイド(DCP)、2,5−ジメチル−2,5−ジ−(tert−ブチルパーオキシ)ヘキサン又は2,5−ジメチル−2,5−ジ−(tert−ブチルペルオキシ)ヘキシン−3が好ましい。
有機過酸化物(Px)の分解温度は、80〜195℃が好ましく、125〜180℃が特に好ましい。本発明において、有機過酸化物(Px)の分解温度とは、単一組成の有機過酸化物(Px)を加熱したとき、ある一定の温度又は温度域でそれ自身が2種類以上の化合物に分解反応を起こす温度を意味する。具体的には、DSC法等の熱分析により、窒素ガス雰囲気下で5℃/分の昇温速度で、室温から加熱したとき、吸熱又は発熱を開始する温度をいう。
有機過酸化物(Px)は、1種類を用いても、2種類以上を用いてもよい。
本発明において、無機フィラー(Fx)は、その表面に、シランカップリング剤(Sx)のシラノール基等の反応部位と水素結合等が形成できる部位もしくは共有結合による化学結合しうる部位を有するものであれば特に制限なく用いることができる。この無機フィラー(Fx)における、シランカップリング剤(Sx)の反応部位と化学結合しうる部位としては、OH基(水酸基、含水もしくは結晶水の水分子、カルボキシ基等のOH基)、アミノ基、SH基等が挙げられる。
無機フィラー(Fx)としては、例えば、水酸化アルミニウム、水酸化マグネシウム、炭酸カルシウム、炭酸マグネシウム、ケイ酸カルシウム、ケイ酸マグネシウム、酸化カルシウム、酸化マグネシウム、酸化アルミニウム、窒化アルミニウム、ほう酸アルミニウムウイスカ、水和ケイ酸アルミニウム、水和ケイ酸マグネシウム、塩基性炭酸マグネシウム、ハイドロタルサイト等の水酸基あるいは結晶水を有する化合物のような金属水和物や、窒化ほう素、シリカ(結晶質シリカ、非晶質シリカ等)、カーボン、クレー、酸化亜鉛、酸化錫、酸化チタン、酸化モリブデン、三酸化アンチモン、シリコーン化合物、石英、タルク、ほう酸亜鉛、ホワイトカーボン、硼酸亜鉛、ヒドロキシスズ酸亜鉛、スズ酸亜鉛を使用することができる。
無機フィラー(Fx)は、これらのなかでも、シリカ、水酸化アルミニウム、及び水酸化マグネシウムの少なくとも1種が好ましい。
無機フィラー(Fx)は、1種類を単独で配合してもよいし、2種類以上を併用してもよい。
シランカップリング剤(Sx)は、シラン架橋性組成物(Ax)においては、ベース樹脂(Rx)とグラフト化反応している。ベース樹脂(Rx)とグラフト化反応したシランカップリング剤(Sx)(シラングラフト樹脂)は、市販品を用いることもできるが、後述する方法で調製したものが物性(耐熱性と強度との両立等)の点で、好ましい。
上記シラングラフト樹脂の調製に用いる、シランカップリング剤(Sx)としては、有機過酸化物(Px)の分解により生じたラジカルの存在下で、ベース樹脂(Rx)のグラフト化反応可能な部位にグラフト化反応しうる部位(基又は原子)と、シラノール縮合可能な加水分解性シリル基とを有するものであれば、特に限定されない。このようなシランカップリング剤(Sy)としては、従来のシラン架橋法に使用されているシランカップリング剤が挙げられる。
シランカップリング剤(Sx)としては、不飽和基を有するシランカップリング剤が挙げられ、具体的には、ビニルトリメトキシシラン、ビニルトリエトキシシラン、ビニルトリブトキシシラン、ビニルジメトキシエトキシシラン、ビニルジメトキシブトキシシラン、ビニルジエトキシブトキシシラン、アリルトリメトキシシラン、アリルトリエトキシシラン、ビニルトリアセトキシシラン等のビニルシラン、(メタ)アクリロキシシラン等が挙げられる。中でも、ビニルトリメトキシシラン又はビニルトリエトキシシランが特に好ましい。
シランカップリング剤(Sx)は、1種類を用いても、2種類以上を用いてもよい。
シランカップリング剤(Sx)は、そのままの形態で用いてもよいし、溶剤で希釈した形態で用いてもよい。
シラノール縮合触媒(Cx)は、ベース樹脂(Rx)にグラフトされたシランカップリング剤(Sx)の加水分解性シリル基を水分の存在下で縮合反応(促進)させる働きがある。このシラノール縮合触媒(Cx)の働きに基づき、シランカップリング剤(Sx)を介して、ベース樹脂(Rx)同士が架橋される。
このようなシラノール縮合触媒(Cx)としては、特に制限されず、例えば、有機スズ化合物、金属石けん、白金化合物等が挙げられる。有機スズ化合物としては、例えば、ジブチルスズジラウレート、ジオクチルスズジラウレート、ジブチルスズジオクチエート、ジブチルスズジアセテート等の有機スズ化合物が挙げられる。
シラノール縮合触媒(Cx)は、1種類を用いても、2種類以上を用いてもよい。
本発明に用いられるシラノール縮合触媒(Cx)は、所望により樹脂に混合される。このような樹脂(キャリア樹脂(CRx)ともいう)としては、特に限定されないが、ベース樹脂(Rx)以外の樹脂又はベース樹脂(Rx)の一部を用いることができる。
キャリア樹脂(CRx)としては、ポリオレフィン樹脂が好ましく、シラノール縮合触媒(Cx)と親和性がよく耐熱性を付与できる点で、ポリエチレンが特に好ましい。
内側絶縁層(X)は、電線、電気ケーブル、電気コード等において、一般的に使用されている各種の添加剤を本発明の効果を損なわない範囲で含有してもよい。このような添加剤として、例えば、架橋助剤、酸化防止剤、滑剤、金属不活性剤、又は、充填剤(難燃(助)剤を含む。)等が挙げられる。
厚肉外側絶縁層(Y)は、絶縁電線が内側絶縁層(X)の外側に有する絶縁層の内、最も厚肉の層であり、上記100%モジュラスを示す材料からなる層である。厚肉外側絶縁層(Y)は、下記シラン架橋性組成物(Ay)のシラノール縮合硬化物からなる。厚肉外側絶縁層(Y)を、下記シラン架橋性組成物(Ay)のシラノール縮合硬化物層とすることにより、特にキャブタイヤケーブルの屈曲耐久性、更には絶縁層の皮むき性を高めることができる。
〔シラン架橋性組成物(Ay)〕
エチレンゴム及びスチレン系エラストマーの少なくとも一方を含有するベース樹脂(Ry)100質量部に対して、無機フィラー(Fy)1〜400質量部と、前記ベース樹脂(Ry)とグラフト化反応したシランカップリング剤(Sy)1〜15.0質量部と、シラノール縮合触媒(Cy)とを含有するシラン架橋性組成物(Ay)
シラン架橋性組成物(Ay)は、後述する工程(e)及び(f)により調製することができる。
シラン架橋性組成物(Ay)中の各成分の好ましい含有量は、後述する工程(e)〜(h)を有する絶縁電線の製造方法における各成分の配合量と同じであり、好ましい範囲も同様である。
ベース樹脂(Ry)は、エチレンゴム及びスチレン系エラストマーの少なくとも一方を含有する。エチレンゴム及びスチレン系エラストマーは、後述する有機過酸化物から発生したラジカルの存在下において、シランカップリング剤のグラフト化反応部位とグラフト化反応可能な部位(例えば、炭素鎖の不飽和結合部位、水素原子を有する炭素原子)を主鎖中又はその末端に有している。ベース樹脂(Ry)がエチレンゴム及びスチレン系エラストマーの少なくとも一方を含有することにより、屈曲耐久性に寄与する外側絶縁層を形成することができる。
エチレンゴム及びスチレン系エラストマーとしては、上記[内側絶縁層(X)]で説明したエチレンゴム及びスチレン系エラストマーを用いることができる。
ベース樹脂(Ry)は、上記ゴム又はエラストマー以外の成分を含有していてもよく、含有していてもよい成分としては、例えば、非芳香族有機油が挙げられる。非芳香族有機油としては、上記[内側絶縁層(X)]で説明した非芳香族有機油を用いることができる。
このベース樹脂(Ry)は、各成分の合計が100質量%となるように、各成分の含有率が下記範囲内から選択される。
ベース樹脂(Ry)は上記以外の樹脂成分(他の樹脂成分)を含んでいてもよい。他の樹脂成分は、特に制限されず、グラフト化反応可能な部位を有していてもいなくてもよい。このような樹脂成分として、ポリオレフィン樹脂が好ましい。ポリオレフィン樹脂としては、上記[内側絶縁層(X)]で説明したポリオレフィン樹脂を用いることができる。
ベース樹脂(Ry)中の、エチレンゴムの含有率は、上記合計含有率を満たす範囲内で適宜に設定される。ベース樹脂(Ry)中の、エチレンゴムの含有率は、0〜85質量%が好ましく、0〜50質量%がより好ましく、0〜35質量%がさらに好ましい。
ベース樹脂(Ry)中の、スチレン系エラストマーの含有率は、上記合計含有率を満たす範囲内で適宜に設定される。ベース樹脂(Ry)中の、スチレン系エラストマーの含有率は、0〜55質量%が好ましく、5〜40質量%がより好ましく、10〜35質量%がさらに好ましい。
ベース樹脂(Ry)中の、非芳香族有機油の含有率は、特に制限されないが、0質量%〜エチレンゴム及びスチレン系エラストマーの合計量と同量以下、好ましくは3質量%からエチレンゴム及びスチレン系エラストマーの合計量の80%以下が好ましい。
ベース樹脂(Ry)中の、ポリオレフィン樹脂の含有率は、特に限定されないが、95〜10質量%が好ましく、80〜25質量%がより好ましく、70〜35質量%がさらに好ましい。
ベース樹脂(Ry)は、エチレンゴム及びスチレン系エラストマーの少なくとも一方に加えて非芳香族有機油を含有することが好ましい。
肉厚外側絶縁層(Y)の100%モジュラス(My)を内側絶縁層(X)の100%モジュラス(Mx)より低くする観点からは、ベース樹脂(Ry)中の、エチレンゴム、スチレン系エラストマー及び非芳香族有機油の合計含有量(Ty)は、上記合計量(Tx)よりも多いことが好ましい。合計含有量(Ty)は、40〜90質量%が好ましく、50〜85質量%以上がより好ましく、55〜80質量%以上がさらに好ましい。
ベース樹脂(Rx)及びベース樹脂(Ry)中のエチレンゴム及び/又はスチレン系エラストマーの含有量を増やすことで、内側絶縁層(X)及び肉厚外側絶縁層(Y)のモジュラスは低下する傾向にあり、柔軟性は高まる傾向にある。さらに、非芳香族有機油及び/又は可塑剤を加えることで、さらにモジュラスは低下する傾向にある。
ベース樹脂(Ry)は、ベース樹脂(Rx)と同種類又は同樹脂系統の樹脂成分を含むことが好ましい。このようにすると、内側絶縁層(X)と外側絶縁層(Y)との接着がより容易となる傾向であり、端末加工時にも内側絶縁層(X)と外側絶縁層(Y)とを一体にむきとりやすく(段剥きにされることなく)、きれいに加工することができる。
有機過酸化物(Py)としては、上述の〔内側絶縁層(X)〕で説明した有機過酸化物(Px)を使用することができる。好ましい範囲等についても同様である。
無機フィラー(Fy)としては、上述の〔内側絶縁層(X)〕で説明した無機フィラー(Fx)を使用することができる。好ましい範囲等についても同様である。
無機フィラー(Fy)としては、水酸化マグネシウムが好ましい。
シランカップリング剤(Sy)は、シラン架橋性組成物(Ay)においては、ベース樹脂(Ry)とグラフト化反応している。シランカップリング剤(Sx)と同様に、ベース樹脂(Ry)とグラフト化反応したシランカップリング剤(Sy)として、市販品を用いてもよい。
シランカップリング剤(Sy)としては、上述の〔内側絶縁層(X)〕で説明したシランカップリング剤(Sx)を使用することができる。好ましい範囲等についても同様である。
シラノール縮合触媒(Cy)としては、上述の〔内側絶縁層(X)〕で説明したシラノール縮合触媒(Cx)を使用することができる。好ましい範囲等についても同様である。
キャリア樹脂(CRy)は、上述の〔内側絶縁層(X)〕で説明したキャリア樹脂(CRx)に対応する。
キャリア樹脂(CRy)としては、ベース樹脂(Ry)の一部を用いることができる。キャリア樹脂(CRy)は、ポリオレフィン樹脂が好ましく、シラノール縮合触媒(Cy)と親和性がよく耐熱性を付与できる点で、ポリエチレン樹脂が特に好ましい。
外側絶縁層は、上述の〔内側絶縁層(X)〕で説明した添加剤を、本発明の効果を損なわない範囲で含有していてもよい。添加剤の好ましい範囲等については、上述のものと同様である。
厚肉外側絶縁層(Y)以外の外側絶縁層は、内側絶縁層(X)よりも100%モジュラスが低い材料からなる層であれば、その材料等については特に限定されない。通常の絶縁電線に用いる層とすることができる。厚肉外側絶縁層(Y)以外の外側絶縁層は、エチレンゴム、スチレン系エラストマー、及びポリオレフィン樹脂(好ましくはエチレン−α−オレフィン共重合体樹脂)の少なくとも1種を主成分とする層であることが好ましい。
厚肉外側絶縁層(Y)以外の外側絶縁層は、架橋されていてもよい。架橋は、後述するシラン架橋法及び化学架橋法のいずれかにより行うことができる。
厚肉外側絶縁層(Y)以外の外側絶縁層は、着色された層であってもよい。
本発明のキャブタイヤケーブルは、絶縁電線の外周をシースで被覆してなり、絶縁電線が、導体と、前記導体の外周を被覆する内側絶縁層(X)と、前記内側絶縁層(X)の外周を被覆する少なくとも1層の外側絶縁層とを有し、少なくとも1層の外側絶縁層の内、最も厚肉の外側絶縁層(Y)がシラン架橋性組成物(Ay)のシラノール縮合硬化物からなり、内側絶縁層(X)の100%モジュラス(Mx)が外側絶縁層(Y)の100%モジュラス(My)より高い(Mx>My)。すなわち、本発明のキャブタイヤケーブルは、本発明の絶縁電線の外周をシースで被覆してなるケーブルである。
キャブタイヤケーブルの構成は、上記以外は特に限定されず、通常のキャブタイヤケーブルの構成とすることができる。
キャブタイヤケーブルにおいて、シースの100%モジュラスは、内側絶縁層(X)の100%モジュラス(Mx)よりも低ければ、特に限定されず、厚肉外側絶縁層(Y)の100%モジュラス(My)と同じでも、低くても、高くてもよい。
シースの厚さは、用途等に応じて適宜に決定することができる。シースの平均厚さは、好ましくは0.3〜6.0mmであり、より好ましくは0.5〜3.0mmである。シースの平均厚さは、キャブタイヤケーブルから絶縁電線を引き抜いて得られた管状片の、管状片の軸線に対して垂直な任意の断面を顕微鏡で観察した際の、任意の点を起点(0度)として、周方向に、中心角0度、90度、180度、及び270度の4箇所で測定された厚さの平均値である。ケーブルコアを用いる場合には、上記任意の断面において、シースの厚さが最も薄い部分を起点として、周方向に、中心角0度、90度、180度、及び270度の4箇所で測定した厚さの平均値である。
外側絶縁層とシースの間には、タルク等を含有する離型剤層を有していてもよい。
図2に端面図を示した本発明のキャブタイヤケーブルの一実施態様は、1本の導体11と、導体11の外周を被覆する内側絶縁層21と、内側絶縁層21の外周を被覆する外側絶縁層31からなる1本の絶縁電線と、外側絶縁層31の外周を被覆するシース41を有するキャブタイヤケーブル101である。絶縁電線は、図1に示す絶縁電線と同じである。
図3に端面図を示した本発明のキャブタイヤケーブルの別の実施態様は、1本の導体12と、導体12の外周を被覆する内側絶縁層22と、内側絶縁層22の外周を被覆する外側絶縁層32からなる3本の絶縁電線が使用されている以外は図2に示すキャブタイヤケーブルと同様である。
キャブタイヤケーブルの好ましい形態は上記図2及び図3に示したものに限らず、上述のとおり、2本の絶縁電線を有していてもよいし、4本以上の絶縁電線を有していてもよい。絶縁電線の配置は、撚りあわされていても、並置状態でもよい。
シースは、特に限定されず、通常のキャブタイヤケーブルに用いられるシースとすることができる。
シースは、含ハロゲン樹脂を含んでなるものが好ましい。含ハロゲン樹脂としては、後述の含ハロゲン樹脂を使用することができる。
シースは、未架橋でもよいが、架橋されていることが好ましく、架橋はシラン架橋法と化学架橋法の2つの方法により行うことができる。ここで、化学架橋法とは、熱を加えることにより有機過酸化物等を分解させて生じるラジカルによって重合体同士を直接架橋反応させる方法(有機過酸化物架橋法)をいう。また、シラン架橋法とは、有機過酸化物の存在下で不飽和基を有するシランカップリング剤を重合体にシラングラフト化反応(単に、グラフト化反応ともいう。)させてシラングラフト重合体を得た後に、所望により成形し、次いで、好ましくはシラノール縮合触媒の存在下で、シラングラフト重合体を水分と接触させることにより、シランカップリング剤を介して架橋した重合体を得る方法をいう。シランカップリング剤を架橋剤として使用するシラン架橋法は化学架橋法の一種であるが、本発明において、化学架橋という場合、重合体同士を直接架橋させる、上記有機過酸化物架橋法をいう。
〔シラン架橋性組成物(Az)〕
含ハロゲン樹脂を含有するベース樹脂(Rz)100質量部に対して、無機フィラー(Fz)1〜200質量部と、前記ベース樹脂(Rz)とグラフト化反応したシランカップリング剤(Sz)2質量部を越え15.0質量部以下とを含有し、さらにシラノール縮合触媒(Cz)とを含有するシラン架橋性組成物(Az)
シラン架橋性組成物(Az)は、後述する工程(k)及び(l)により調製することができる。
シラン架橋性組成物(Az)中の各成分の好ましい含有量は、後述する工程(k)〜(n)を有するキャブタイヤケーブルの製造方法における各成分の配合量と同じであり、好ましい範囲も同様である。
以下、シラン架橋性組成物(Az)の成分、及びその調製に用いる材料について説明する。
ベース樹脂(Rz)は、ハロゲン原子を含有する樹脂又はゴムである含ハロゲン樹脂を含有する。含ハロゲン樹脂は、上述したグラフト化反応可能な部位を主鎖中又はその末端に有している。
含ハロゲン樹脂は、1種を単独で用いても2種以上を併用してもよい。
他にも、ポリ塩化ビニルの共重合体、ポリ塩化ビニリデン又はその共重合体、塩素化ポリエチレンの共重合体、クロロスルホン化ゴム等の塩素含有樹脂もしくはゴム、フッ素樹脂等のフッ素含有樹脂もしくはゴム等が挙げられる。
フッ素ゴムとしては、特に限定されるものではないが、テトラフルオロエチレン−プロピレン共重合体ゴム(FEPM)、テトラフルオロエチレン−フッ化(例えばヘキサフルオロ)プロピレン共重合体ゴム、テトラフルオロエチレン−パーフルオロビニルエーテル共重合体ゴム(FFKM)、フッ化ビニリデンゴム(FKM、例えば、ビニリデンフルオライド−ヘキサフルオロプロピレン共重合体ゴム)、又は、これらと塩素系ゴム例えばクロロプレンとの共重合体ゴム等が挙げられる。
他の樹脂は、特に限定されないが、熱可塑性エラストマー、ポリオレフィン樹脂等が挙げられる。ポリオレフィン樹脂としては、上記[内側絶縁層(X)]で説明したものを使用することができる。
オイル成分は、特に限定されないが、有機油又は鉱物油が挙げられる。有機油又は鉱物油として、大豆油、パラフィンオイル、ナフテンオイルが挙げられる。
可塑剤は、特に限定されず、含ハロゲン樹脂又は含ハロゲンゴムに通常用いられる各種のものが挙げられる。例えば、トリメリット酸トリアルキル(C8、C10)等のトリメリット酸系可塑剤、ピロメリット酸エステル系可塑剤、フタル酸エステル系可塑剤、アジピン酸エステル可塑剤、ポリエステル系可塑剤等が挙げられる。
例えば、含ハロゲン樹脂の、ベース樹脂(Rz)中の含有率は、30〜100質量%が好ましく、50〜100質量%がより好ましい。
オイルの含有率は、特に限定されないが、ベース樹脂(Rz)100質量%中、0〜75質量%であることが好ましく、0〜60質量%であることがより好ましい。
可塑剤の含有率は、特に限定されないが、ベース樹脂(Rz)100質量%中、0〜75質量%であることが好ましく、0〜60質量%であることがより好ましい。
有機過酸化物(Pz)としては、上述の〔内側絶縁層(X)〕で説明した有機過酸化物(Px)を使用することができる。好ましい範囲等についても同様である。
無機フィラー(Fz)としては、上述の〔外側絶縁層〕で説明した無機フィラー(Fy)を使用することができる。好ましい範囲等についても同様である。
無機フィラー(Fz)としては、ハイドロタルサイト及びシリカの少なくとも1種が好ましい。
シランカップリング剤(Sz)は、シラン架橋性組成物(Az)においては、ベース樹脂(Rz)とグラフト化反応している。シランカップリング剤(Sy)と同様に、ベース樹脂(Rz)とグラフト化反応したシランカップリング剤(Sz)として、市販品を用いてもよい。
シランカップリング剤(Sz)としては、上述の〔外側絶縁層〕で説明したシランカップリング剤(Sy)を使用することができる。好ましい範囲等についても同様である。
シラノール縮合触媒(Cz)としては、上述の〔内側絶縁層(X)〕で説明したシラノール縮合触媒(Cx)を使用することができる。好ましい範囲等についても同様である。
キャリア樹脂(CRz)は、上述の〔内側絶縁層(X)〕で説明したキャリア樹脂(CRx)に対応する。
キャリア樹脂(CRz)としては、ベース樹脂(Rz)の一部を用いることができる。キャリア樹脂(CRz)は、塩素化ポリエチレン及び/又はポリ塩化ビニルが好ましい。また、キャリア樹脂(CRz)にクロロプレンゴムを用いることもできる。
シースは、上述の〔内側絶縁層(X)〕で説明した添加剤を、本発明の効果を損なわない範囲で含有していてもよい。添加剤の好ましい範囲等については、上述のものと同様である。
本発明の絶縁電線の製造方法について説明する。
本発明の絶縁電線の製造方法は、内側絶縁層(X)を形成するための工程を有する。
内側絶縁層(X)の形成工程は特に限定されず、通常の工程により行うことができる。
内側絶縁層(X)の形成工程は、導体の外周を、各種樹脂で被覆して内側絶縁層(X)を形成する工程(1)であってもよい。
工程(1)は、樹脂で導体の外周を被覆できればよく、適宜に成形方法及び成形条件が選択される。成形方法は、押出機を用いた押出成形、射出成形機を用いた射出成形、その他の成形機を用いた成形法が挙げられる。本発明においては、押出成形が好ましい。
工程(1)は、本発明のキャブタイヤケーブルの好ましい形態に応じて、行うことができる。例えば、導体を1本用いる場合には、導体の外周に樹脂を被覆して、内側絶縁層(X)を形成する。導体を複数本用いる場合には、この複数本の導体の集合体の外周に樹脂を被覆して、内側絶縁層(X)を形成する。
工程(a):ベース樹脂(Rx)100質量部に対して、有機過酸化物(Px)0.01〜0.6質量部と、無機フィラー(Fx)1〜400質量部と、ベース樹脂(Rx)とグラフト化反応しうるグラフト化反応部位を有するシランカップリング剤(Sx)1〜15.0質量部とを溶融混合して、グラフト化反応部位とベース樹脂(Rx)とをグラフト化反応させることにより、シラン架橋性樹脂(Lx)を含むシランマスターバッチ(Ix)を調製する工程
工程(b):シランマスターバッチ(Ix)及びシラノール縮合触媒(Cx)を溶融混合してシラン架橋性組成物(Ax)を得る工程
工程(c):シラン架橋性組成物(Ax)で導体の外周を被覆して内側絶縁層前駆体を形成する工程
工程(d):内側絶縁層前駆体を水と接触させて内側絶縁層(X)を形成する工程
本発明においては、工程(a)においてベース樹脂(Rx)の全部を溶融混合することもできるが、工程(a)においてベース樹脂(Rx)の一部を溶融混合し、残部を後述する工程(b)において溶融混合することが好ましい。
本発明においては、各成分を一度に溶融混錬することもできるが、上記各成分を、下記工程(a−1)及び(a−2)により、(溶融)混合することが好ましい。
工程(a−1):少なくとも無機フィラー(Fx)及びシランカップリング剤(Sx)を混合して混合物を調製する工程
工程(a−2):工程(a−1)で得られた混合物と、ベース樹脂(Rx)の全部又は一部とを、有機過酸化物(Px)の存在下で有機過酸化物(Px)の分解温度以上の温度において、溶融混合する工程
工程(a−1)の混合においては、上記分解温度未満の温度が保持されている限り、ベース樹脂(Rx)が存在していてもよい。この場合、ベース樹脂(Rx)とともに無機フィラー(Fx)及びシランカップリング剤(Sx)を上記温度で混合(工程(a−1))した後に溶融混合することが好ましい。
工程(a−1)を有機過酸化物(Px)の存在下で行わない場合には、有機過酸化物(Px)は工程(a−2)において混合される。
混合方法としては、ゴム、プラスチック等で通常用いられる方法であれば、特に限定されない。混合装置は、例えば無機フィラー(Fx)の配合量に応じて適宜に選択される。混練装置として、一軸押出機、二軸押出機、ロール、バンバリーミキサー又は各種のニーダー等が用いられる。樹脂成分の分散性、及び架橋反応の安定性の面で、バンバリーミキサー又は各種のニーダー等の密閉型ミキサーが好ましい。
ベース樹脂(Rx)の混合方法は、特に限定されない。例えば、ベース樹脂(Rx)を予め調製して用いてもよく、各成分、例えばエチレンゴム等の樹脂成分、非芳香族有機油等を、それぞれ別々に混合してもよい。
工程(a)において、上記添加剤、特に酸化防止剤や金属不活性剤は、いずれの工程で又は成分に混合されてもよいが、無機フィラー(Fx)に混合されたシランカップリング剤(Sx)の樹脂へのグラフト反応を阻害しない点で、キャリア樹脂に混合されるのがよい。
工程(a)、特に工程(a−2)において、架橋助剤は実質的に混合されないことが好ましい。架橋助剤が実質的に混合されないと、溶融混合中に有機過酸化物(Px)により樹脂成分同士の架橋反応が生じにくく、外観が優れたものになる。また、シランカップリング剤(Sx)のベース樹脂(Rx)へのグラフト反応が生じやすく、耐熱性が優れたものになる。ここで、実質的に混合されないとは、不可避的に存在する架橋助剤をも排除するものではなく、上述の問題が生じない程度に存在していてもよいことを意味する。
上記工程(a)、特に上程(a−1)において、シランカップリング剤は、その加水分解性シリル基で、無機フィラーの化学結合しうる部位と結合又は吸着する。さらに、このシランカップリング剤は、調製工程(a)、特に工程(a−2)において、そのグラフト化反応部位で、ベース樹脂(Rx)のグラフト化反応可能な部位とグラフト化反応する。工程(a)において、シランカップリング剤がベース樹脂にグラフト化反応する態様としては、少なくとも次のものが挙げられる。すなわち、無機フィラーと弱い結合で結合又は吸着したシランカップリング剤が無機フィラーから脱離してベース樹脂にグラフト化反応する態様である。また、無機フィラーと強い結合で結合又は吸着したシランカップリング剤が無機フィラーとの結合を保持した状態でベース樹脂にグラフト化反応する態様である。シランカップリング剤について、無機フィラーとの弱い結合としては、水素結合による相互作用、イオン、部分電荷もしくは双極子間での相互作用、吸着による作用等が挙げられる。また、無機フィラーとの強い結合としては、無機フィラー表面の化学結合しうる部位との化学結合等が挙げられる。
工程(b)においては、上記工程(a−2)で樹脂の一部を溶融混合した場合、ベース樹脂(Rx)の残部とシラノール縮合触媒(Cx)とを溶融混合し、触媒マスターバッチ(Jx)(触媒MB(Jx)ともいう)を調製して、この触媒MB(Jx)を用いる。なお、ベース樹脂(Rx)の残部に加えて他の樹脂を用いることもできる。
キャリア樹脂(CRx)とシラノール縮合触媒(Cx)との混合は、均一に混合できる方法であればよく、ベース樹脂(Rx)の溶融下で行う混合(溶融混合)が挙げられる。溶融混合は上記工程(a−2)の溶融混合と同様に行うことができる。例えば、混合温度は、80〜250℃、より好ましくは100〜240℃で行うことができる。その他の条件、例えば混合時間は適宜設定することができる。
このようにして調製される触媒MB(Jx)は、シラノール縮合触媒(Cx)及びキャリア樹脂(CRx)、所望により添加されるフィラーの混合物である。
他の樹脂の配合量は、工程(a−2)においてグラフト反応を促進させることができるうえ、成形中にブツが生じにくい点で、ベース樹脂(Rx)100質量部に対して、好ましくは1〜60質量部、より好ましくは2〜50質量部、さらに好ましくは2〜40質量部である。
溶融混合方法は、ベース樹脂の溶融下で行う方法であればよく、例えば、工程(a−2)の溶融混合と基本的に同様である。溶融温度は、樹脂又はキャリア樹脂の溶融温度に応じて適宜に選択され、例えば、好ましくは80〜250℃、より好ましくは100〜240℃である。その他の条件、例えば混合(混練)時間は適宜設定することができる。
工程(b)においては、シラノール縮合反応を避けるため、シランMB(Ix)とシラノール縮合触媒(Cx)が混合された状態で高温状態に長時間保持されないことが好ましい。
シラン架橋性組成物(Ax)の一態様は、ベース樹脂(Rx)100質量部に対し、無機フィラー(Fx)1〜400質量部と、ベース樹脂(Rx)とグラフト化反応したシランカップリング剤(Sx)1〜15.0質量部とを含有し、さらにシラノール縮合触媒(Cx)を含有している。
工程(c)は、シラン架橋性組成物(Ax)を導体に被覆できればよく、適宜に成形方法及び成形条件が選択される。成形方法は、押出機を用いた押出成形、射出成形機を用いた射出成形、その他の成形機を用いた成形が挙げられる。本発明においては、押出成形が好ましい。
シラン架橋性組成物(Ax)のシラノール縮合硬化物は、ベース樹脂に対して特定量のシランカップリング剤がグラフト化反応したシラングラフト樹脂と特定量の無機フィラーとを含むシラン架橋性組成物について、シラングラフト樹脂に結合したシランカップリング剤の加水分解性基をシラノール縮合により架橋させたものである。このシラングラフト樹脂は、シラノール結合(シロキサン結合)を介して縮合した架橋樹脂を含んでおり、無機フィラーはシラングラフト樹脂のシランカップリング剤に結合していてもよい。
よって、この硬化物層は、シラングラフト樹脂の架橋硬化物と無機フィラーとを含有している。シラングラフト樹脂の架橋硬化物は、ベース樹脂構成成分、無機フィラー構成成分、シランカップリング剤構成成分を有している。架橋硬化物中の各成分の含有量は、反応条件、反応率等に応じて変動するが、好ましくは上記配合量の範囲内である。より詳細には、この架橋硬化物は、シラングラフト樹脂がシランカップリング剤により無機フィラーに結合又は吸着して、無機フィラー及びシランカップリング剤を介して結合(架橋)した架橋樹脂と、シラングラフト樹脂にグラフトしたシランカップリング剤の反応部位が加水分解して互いにシラノール縮合反応することにより、シラングラフト樹脂同士がシランカップリング剤を介して架橋したシラン架橋樹脂とを少なくとも含む。また、架橋樹脂及びシラン架橋樹脂は、それぞれ、無機フィラー及びシランカップリング剤を介した結合(架橋)と、シランカップリング剤を介した架橋とが混在していてもよい。
外側絶縁層のうち厚肉外側絶縁層(Y)は、下記の工程(e)〜(h)により形成する。
工程(e):エチレンゴム及びスチレン系エラストマーの少なくとも一方を含有するベース樹脂(Ry)100質量部に対して、有機過酸化物(Py)0.01〜0.6質量部と、無機フィラー(Fy)1〜400質量部と、前記ベース樹脂(Ry)とグラフト化反応しうるグラフト化反応部位を有するシランカップリング剤(Sy)1〜15.0質量部とを溶融混合して、前記グラフト化反応部位と前記ベース樹脂(Ry)とをグラフト化反応させることにより、シラン架橋性樹脂(Ly)を含むシランマスターバッチ(Iy)を調製する工程
工程(f):前記シランマスターバッチ(Iy)及びシラノール縮合触媒(Cy)を溶融混合してシラン架橋性組成物(Ay)を得る工程
工程(g):前記シラン架橋性組成物(Ay)で前記内側絶縁層(X)の外周を被覆して外側絶縁層前駆体(By)を形成する工程
工程(h):前記外側絶縁層前駆体(By)を水と接触させて前記外側絶縁層(Y)を形成する工程
工程(e)〜(h)は、使用する材料、その配合量等が異なる以外は、工程(a)〜(d)と同様にそれぞれ行うことができる、好ましい態様についても同様である。
以下に、工程(e)〜(h)について、工程(a)〜(d)と異なる点を中心に説明する。
上記において、外側絶縁層前駆体はシラン架橋性組成物(Ay)の層である。また、厚肉外側絶縁層(Y)は、シラン架橋性組成物(Ay)のシラノール縮合硬化物の層であり、また、外側絶縁層前駆体(By)の硬化物である。
工程(a)と同様、工程(e)においても、無機フィラー(Fy)は、シランカップリング剤(Sy)と混合して用いることが好ましい。すなわち、本発明においては、上記各成分を、下記工程(e−1)及び(e−2)により、(溶融)混合することが好ましい。
工程(e−1):少なくとも無機フィラー(Fy)及びシランカップリング剤(Sy)を混合して混合物を調製する工程
工程(e−2):工程(e−1)で得られた混合物と、ベース樹脂(Ry)の全部又は一部とを、有機過酸化物(Py)の存在下で有機過酸化物(Py)の分解温度以上の温度において、溶融混合する工程
上記工程(e−1)及び(e−2)は、上記工程(a−1)及び(a−2)と同様に行うことができる。
ここで、工程(f)でベース樹脂(Ry)の残部が配合される場合、ベース樹脂(Ry)は、工程(e−2)において、好ましくは80〜99質量%、より好ましくは85〜95質量%が配合され、工程(f)において、好ましくは1〜20質量%、より好ましくは5〜15質量%が配合される。
上記工程(e−1)においては、無機フィラー(Fy)及びシランカップリング剤(Sy)に加えて、有機過酸化物(Py)を混合することが好ましい。
工程(f)においては、工程(b)と同様、シラノール縮合触媒(Cy)は、触媒MB(Jy)とし、シランMB(Iy)と混合するのが好ましい。すなわち、工程(a)と同様に、工程(e)においてベース樹脂(Ry)の全部を溶融混合することもできるが、工程(e)においてベース樹脂(Ry)の一部を溶融混合し、残部を工程(f)において溶融混合することが好ましい。
工程(f)により、シランMB(Iy)とシラノール縮合触媒(Cy)(又は触媒MB(Jy))との溶融混合物である厚肉シラン架橋性組成物(Ay)が得られる。この厚肉シラン架橋性組成物(Ay)(シラン架橋性樹脂(Ly))は、シランカップリング剤由来の加水分解性シリル基がシラノール縮合していない未架橋体である。
シラン架橋性組成物(Ay)の一態様は、エチレンゴム及びスチレン系エラストマーの少なくとも一方を含有するベース樹脂(Ry)100質量部に対して、無機フィラー(Fy)1〜400質量部と、前記ベース樹脂(Ry)とグラフト化反応したシランカップリング剤(Sy)1〜15.0質量部と、シラノール縮合触媒(Cy)とを含有するシラン架橋性組成物(Ay)である。
工程(g)は、具体的には、シラン架橋性組成物(Ay)を、内側絶縁層(X)の外周に、成形して、好ましくは押出成形して、外側絶縁層前駆体(By)を形成する。
厚肉シラン架橋性組成物(Ay)のシラノール縮合硬化物は、エチレンゴム又はスチレン系エラストマーを含むベース樹脂に対して特定量のシランカップリング剤がグラフト化反応したシラングラフト樹脂と特定量の無機フィラーとを含むシラン架橋性組成物について、シラングラフト樹脂に結合したシランカップリング剤の加水分解性基をシラノール縮合により架橋させたものである。このシラングラフト樹脂は、シラノール結合(シロキサン結合)を介して縮合した架橋樹脂を含んでおり、無機フィラーはシラングラフト樹脂のシランカップリング剤に結合していてもよい。
厚肉外側絶縁層(Y)以外の外側絶縁層の形成工程は特に限定されず、通常の工程により行うことができる。上記形成工程は、例えば、エチレン−α−オレフィン共重合体樹脂で内側絶縁層(X)又は厚肉外側絶縁層(Y)の外周を被覆できればよく、適宜に成形方法及び成形条件が選択される。成形方法は、押出機を用いた押出成形、射出成形機を用いた射出成形、その他の成形機を用いた成形法が挙げられる。本発明においては、押出成形が好ましい。
外側絶縁層(Y)以外の外側絶縁層を、内側絶縁層(X)の外周に直接被覆する場合には、その後の外側絶縁層(Y)の形成工程は、工程(g)において内側絶縁層(X)を厚肉外側絶縁層(Y)以外の絶縁層に置き換える以外は、工程(e)〜(h)と同様にして行うことができる。
本発明のキャブタイヤケーブルの製造方法の製造方法について説明する。
本発明のキャブタイヤケーブルの製造方法においては、上述の絶縁電線の製造方法と同様に絶縁電線を製造し、さらに、絶縁電線の外周を被覆するシースを形成する工程を行う。この工程は、シース用の材料で絶縁電線の外周を被覆できればよく、適宜に成形方法及び成形条件が選択される。成形方法は、押出機を用いた押出成形、射出成形機を用いた射出成形、その他の成形機を用いた成形が挙げられる。本発明においては、押出成形が好ましい。この工程により、絶縁電線(ケーブルコア)の外周にシースが被覆され、本発明のキャブタイヤケーブルを得ることができる。
複数の絶縁電線を用いる場合には、上記工程の前に複数の絶縁電線を並べる又は撚りあわせる工程を含むことができる。
シースは、含ハロゲン樹脂で絶縁電線の外周を被覆し、その後、含ハロゲン樹脂を硬化させて形成することが好ましい。
工程(k):含ハロゲン樹脂を含有するベース樹脂(Rz)100質量部に対して、有機過酸化物(Pz)0.003〜0.3質量部と、無機フィラー(Fz)1〜200質量部と、ベース樹脂(Rz)とグラフト化反応しうるグラフト化反応部位を有するシランカップリング剤(Sz)2質量部を越え15.0質量部以下とを溶融混合して、グラフト化反応部位とベース樹脂(Rz)とをグラフト化反応させることにより、シラン架橋性樹脂(Lz)を含むシランマスターバッチ(Iz)を調製する工程
工程(l):シランマスターバッチ(Iz)とシラノール縮合触媒(Cz)とを混合してシラン架橋性組成物(Az)を得る工程
工程(m):シラン架橋性組成物(Az)で、絶縁電線の外周を被覆してシース前駆体を形成する工程
工程(n):シース前駆体を水分と接触させてシースを形成する工程
工程(k)〜(n)は、使用する材料、その配合量等が異なる以外は、工程(a)〜(d)と同様にそれぞれ行うことができる、好ましい態様についても同様である。
以下に、工程(k)〜(n)について、工程(a)〜(d)と異なる点を中心に説明する。
上記において、シース前駆体はシラン架橋性組成物(Az)の層である。また、シースは、シラン架橋性組成物(Az)のシラノール縮合硬化物の層であり、また、シース前駆体の硬化物である。
工程(a)と同様に、工程(k)においてベース樹脂(Rz)の全部を溶融混合することもできるが、工程(k)においてベース樹脂(Rz)の一部を溶融混合し、残部を後述する工程(l)において溶融混合することが好ましい。
工程(a)と同様、工程(k)においても、無機フィラー(Fz)は、シランカップリング剤(Sz)と混合して用いることが好ましい。すなわち、本発明においては、上記各成分を、下記工程(k−1)及び(k−2)により、(溶融)混合することが好ましい。
工程(k−1):少なくとも無機フィラー(Fz)及びシランカップリング剤(Sz)を混合して混合物を調製する工程
工程(k−2):工程(k−1)で得られた混合物と、ベース樹脂(Rz)の全部又は一部とを、有機過酸化物(Pz)の存在下で有機過酸化物(Pz)の分解温度以上の温度において、溶融混合する工程
上記工程(k−1)及び(k−2)は、上記工程(a−1)及び(a−2)と同様に行うことができる。
ここで、工程(l)でベース樹脂(Rz)の残部が配合される場合、ベース樹脂(Rz)は、工程(k−2)において、好ましくは80〜99質量%、より好ましくは85〜95質量%が配合され、工程(l)において、好ましくは1〜20質量%、より好ましくは5〜15質量%が配合される。
上記工程(k−1)においては、無機フィラー(Fz)及びシランカップリング剤(Sz)に加えて、有機過酸化物(Pz)を混合することが好ましい。
工程(l)においては、工程(b)と同様、シラノール縮合触媒(Cz)は、触媒MB(Jz)とし、シランMB(Iz)と混合するのが好ましい。
工程(l)により、シランMB(Iz)とシラノール縮合触媒(Cz)(又は触媒MB(Jz))との溶融混合物であるシラン架橋性組成物(Az)が得られる。このシラン架橋性組成物(Az)(シラン架橋性樹脂(Lz))は、シランカップリング剤由来の加水分解性シリル基がシラノール縮合していない未架橋体である。
シラン架橋性組成物(Az)の一態様は、含ハロゲン樹脂を含有するベース樹脂(Rz)100質量部に対し、無機フィラー(Fz)1〜200質量部と、ベース樹脂(Rz)とグラフト化反応したシランカップリング剤(Sz)2質量部を越え15.0質量部以下とを含有し、さらにシラノール縮合触媒(Cz)を含有するシラン架橋性組成物(Az)を含有している。
工程(m)は、具体的には、シラン架橋性組成物(Az)を、絶縁電線の外側絶縁層の外周に、成形して、好ましくは押出成形して、シース前駆体を形成する。
工程(m)は、ケーブルコアの外周にシラン架橋性組成物(Az)を被覆する工程であり、本発明のキャブタイヤケーブルの好ましい形態に応じて、ケーブルコアを選択して用いる。例えば、絶縁電線を単数用いる場合(図1参照。)には、絶縁電線の外周にシラン架橋性組成物(Az)を被覆して、シース前駆体を形成する。絶縁電線を複数本用いる場合(図2参照。)には、この複数本の絶縁電線の集合体の外周にシラン架橋性組成物(Az)を被覆して、シース前駆体を形成する。
シラン架橋性組成物(Az)のシラノール縮合硬化物は、含ハロゲン樹脂を含むベース樹脂に対して特定量のシランカップリング剤がグラフト化反応したシラングラフト樹脂と特定量の無機フィラーとを含むシラン架橋性組成物について、シラングラフト樹脂に結合したシランカップリング剤の加水分解性基をシラノール縮合により架橋させたものである。このシラングラフト樹脂は、シラノール結合(シロキサン結合)を介して縮合した架橋樹脂を含んでおり、無機フィラーはシラングラフト樹脂のシランカップリング剤に結合していてもよい。
また、工程(a)〜(c)、工程(e)〜(g)、及び工程(k)〜(m)を行っておいて、後から工程(d)、(h)、及び(n)を行ってもよい。
内側絶縁層(X)の100%モジュラスを厚肉外側絶縁層(Y)の100%モジュラスより高くしたことにより、屈曲に対して厚肉外側絶縁層(Y)が内側よりも伸びやすくなっている。また、厚肉外側絶縁層(Y)を特定のシラン架橋性組成物のシラノール縮合硬化物からなる層としたことにより、厚肉外側絶縁層(Y)の形成時に内側絶縁層(X)が化学架橋のための高温高圧力にさらされないため、内側絶縁層(X)の溶融が抑制され、また、厚肉外側絶縁層(Y)による内側絶縁層(X)に対する過度の締め付けが抑制される。すなわち、導体と内側絶縁層(X)との間の密着力を必要以上に強固なものとせずに導体に対して内側絶縁層(X)がある程度の滑り性を有している。これらの特性により、多数回にわたってさらには繰り返し屈曲されても、屈曲応力の導体への伝播が緩衝されて導体が断線されにくいと考えられる。
さらに、上述のとおり、導体と内側絶縁層(X)との密着力が必要以上に強固なものとならないため、絶縁層の皮むきの際には、内側絶縁層(X)の一部が導体上に残りにくく、また厚肉外側絶縁層(Y)が、特定組成物のシラノール縮合硬化物からなるため切断性に優れており、厚肉外側絶縁層(Y)が硬化物であることにより過度の伸びが抑制されているため絶縁層の切断端面にひげが生じにくいと考えられる。また、内側絶縁層(X)と厚肉外側絶縁層(Y)が直接接している好ましい態様においては、内側絶縁層(X)と厚肉外側絶縁層(Y)の密着力が紙等によるセパレータに対して高いため、内側絶縁層(X)と厚肉外側絶縁層(Y)とを一体にむきとりやすく、絶縁層の皮むき性により優れる。
このような特性を有する本発明の絶縁電線は、キャブタイヤケーブル用の絶縁電線として好適に用いることができる。
本発明のキャブタイヤケーブルは、上記絶縁電線の外周にシースを有しているが、上記の絶縁電線の高い屈曲耐久性と優れた絶縁層の皮むき性を維持している。
また、外側絶縁層及びシースを特定のシラノール縮合硬化物で形成する、本発明の好ましい態様では、架橋とフィラー同士又はフィラーとポリマーの結合とにより、巻き付けなどにより変形されてもシース及び絶縁層が溶融又は破壊されにくく耐熱性に優れる。
内側絶縁層(X)をシラン架橋により形成する好ましい態様においては、化学架橋によって作成する場合と比較して、内側絶縁層(X)の収縮が少なく、導体との密着力が過度に強化されないため、導体と内側絶縁層(X)との間の滑り性により優れる。このため、屈曲耐久性をさらに高めることができる。
さらに、シースをシラン架橋により形成する態様では、外側絶縁層(厚肉外側絶縁層(Y)又はその他の外側絶縁層)とシースとの間に離形剤を含有する離形剤層を設けなくても、皮むき加工により良好にシースを皮むきすることが可能である。通常のキャブタイヤケーブルにおいては、外側絶縁層とシースとの界面にタルク、金属石けん、シリコーン等を含有する離形剤を塗布することで、外側絶縁層とシースとの間の密着力を低下させて、シースの皮むき性を改善している。これに対し、本発明の上記態様のキャブタイヤケーブルでは、これらの離形処方を施してもよいが、外側絶縁層とシースとの間に離形剤を塗布しなくてもシースの高い皮むき性を確保できる。
表1において、各例の配合量に関する数値は特に断らない限り質量部を表す。
エチレンゴムとして
「三井3092M」(商品名、三井化学社製、エチレン−プロピレン−ジエンゴム)
「三井0045」(商品名、三井化学社製、エチレン−プロピレンゴム)
非芳香族有機油として
「ダイアナプロセスPW90」(商品名、出光興産社製、パラフィンオイル)
スチレン系エラストマーとして
「セプトン4077」(商品名、クラレ社製、スチレン系エラストマー(SEEPS))
ポリオレフィン樹脂として
「エボリューSP0540」(商品名、プライムポリマー社製、直鎖状メタロセンポリエチレン(LLDPE))
「エボリューSP2525F」(商品名、プライムポリマー社製、直鎖状メタロセンポリエチレン(LLDPE))
「PB222A」(商品名、サンアロマー社製、ランダムポリプロピレン)
「UE320」(日本ポリエチレン社製、ノバテックPE(商品名)、直鎖低密度ポリエチレン(LLDPE))
<有機過酸化物(Px)>
「パーヘキサ25B」(商品名、日本油脂社製、2,5−ジメチル−2,5−ジ(tert−ブチルパーオキシ)ヘキサン、分解温度149℃)
<無機フィラー(Fx)>
水酸化マグネシウム(商品名:キスマ5、協和化学工業株社製、平均粒径0.8μm)
<シランカップリング剤(Sx)>
「KBM−1003」(商品名、信越化学工業社製、ビニルトリメトキシシラン)
<シラノール縮合触媒(Cx)>
「アデカスタブOT−1」(商品名、ADEKA社製、ジオクチルスズジラウリレート)
<酸化防止剤(ヒンダードフェノール酸化防止剤)>
「イルガノックス1076」(商品名、BASF社製、フェノール酸化防止剤、オクタデシル−3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート)
エチレンゴムとして
「三井3092M」(商品名、三井化学社製、エチレン−プロピレン−ジエンゴム)
「三井0045」(商品名、三井化学社製、エチレン−プロピレンゴム)
「JSR EP123」(商品名:JSR社製、エチレン−酢酸ビニル共重合体)
スチレン系エラストマーとして
「セプトン4077」(商品名、クラレ社製、スチレン系エラストマー(SEEPS))
非芳香族有機油として
「ダイアナプロセスPW90」(商品名、出光興産社製、パラフィンオイル)
ポリオレフィン樹脂として
「EV360」(商品名、三井デュポンポリケミカル社製、エチレン−酢酸ビニル共重合体)
「エボリューSP0540」(商品名、プライムポリマー社製、直鎖状メタロセンポリエチレン(LLDPE))
「エボリューSP2525F」(商品名、プライムポリマー社製、直鎖状メタロセンポリエチレン(LLDPE))
「PB222A」(商品名、サンアロマー社製、ランダムポリプロピレン)
「UE320」(日本ポリエチレン社製、ノバテックPE(商品名)、直鎖低密度ポリエチレン(LLDPE))
<有機過酸化物(Px)>
「パーヘキサ25B」(商品名、日本油脂社製、2,5−ジメチル−2,5−ジ(tert−ブチルパーオキシ)ヘキサン、分解温度149℃)
「パークミルD」(商品名、日油社製、ジクミルパーオキサイド、分解温度151℃)
<無機フィラー(Fx)>
水酸化マグネシウム(商品名:キスマ5、協和化学工業株社製、平均粒径0.8μm)
シリカ(日本アエロジル社製)
<シランカップリング剤(Sy)>
「KBM−1003」(商品名、信越化学工業社製、ビニルトリメトキシシラン)
<シラノール縮合触媒(Cx)>
「アデカスタブOT−1」(商品名、ADEKA社製、ジオクチルスズジラウリレート)
<酸化防止剤(ヒンダードフェノール酸化防止剤)>
「イルガノックス1076」(商品名、BASF社製、フェノール酸化防止剤、オクタデシル−3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート)
「イルガノックス1010」(商品名、BASF社製、ペンタエリスリトールテトラキス[3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート])
<ベース樹脂(Rz)>
含ハロゲン樹脂として
「エラスレン401A」(商品名、昭和電工社製、塩素化ポリエチレン)
「スカイプレンE−33」(商品名、東ソー社製、クロロプレンゴム)
「ZEST 1400」(商品名、新第一塩ビ社製、ポリ塩化ビニル(PVC))
「エラスレン402NA−X5」(商品名、昭和電工社製、塩素化ポリエチレン)
可塑剤として
「アデカサイザーC−9N」(商品名、ADEKA製、トリメリット酸系可塑剤)
<有機過酸化物(Px)>
「パーヘキサ25B」(商品名、日本油脂社製、2,5−ジメチル−2,5−ジ(tert−ブチルパーオキシ)ヘキサン、分解温度149℃)
「パークミルD」(商品名、日油社製、ジクミルパーオキサイド、分解温度151℃)
<無機フィラー(Fz)>
「DHT4A」(商品名、協和化学工業社製、ハイドロタルサイト)
「アエロジル200」(商品名、日本アエロジル社製、親水性フュームドシリカ、非結晶性シリカ)
<シランカップリング剤(Sz)>
「KBM−1003」(商品名、信越化学工業社製、ビニルトリメトキシシラン)
<シラノール縮合触媒(Cz)>
「アデカスタブOT−1」(商品名、ADEKA社製、ジオクチルスズジラウリレート)
<酸化防止剤>
「イルガノックス1010」(商品名、BASF社製、ペンタエリスリトールテトラキス[3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート])
実施例1〜5、7〜10及び比較例1〜8に用いる絶縁コンパウンドAは、以下のように調製した。表1に示す配合量で、有機過酸化物とシランカップリング剤とを混合し、得られた混合物を無機フィラーに加え、ヘンシェルミキサーを用いて30℃で10分間攪拌を行って、無機フィラー混合物を調製した。次に、この無機フィラー混合物を、ベース樹脂と共にバンバリーミキサーに加え、190℃で混練を10分間行い、200℃で排出して、シランマスターバッチ(絶縁コンパウンドA)を得た(工程(a))。排出後、フィーダールーダーを介し、ホットカットでペレットを得た。
実施例6に用いる絶縁コンパウンドAは、表1に示すポリオレフィン樹脂をそのまま用いた。
実施例1〜5、7〜10、及び比較例1〜8に用いる絶縁コンパウンドBは、以下のように調製した。表1に示す配合量で、ベース樹脂、シラノール縮合触媒、及び酸化防止剤をバンバリーミキサーに加え、180℃で混練を10分間行い、190℃で排出して、触媒MB(絶縁コンパウンドB)を得た(工程(b))。排出後、フィーダールーダーを介し、ホットカットでペレットを得た。
実施例1〜10、比較例1〜3に用いる絶縁コンパウンドCは、以下のように調製した。表1に示す配合量で、有機過酸化物とシランカップリング剤とを混合し、得られた混合物を無機フィラーに加え、ヘンシェルミキサーを用いて30℃で10分間攪拌を行って、無機フィラー混合物を調製した。次に、この無機フィラー混合物を、ベース樹脂と共にバンバリーミキサーに加え、190℃で混練を10分間行い、200℃で排出して、シランマスターバッチ(絶縁コンパウンドC)を得た(工程(e))。排出後、フィーダールーダーを介し、ホットカットでペレットを得た。
比較例5、6に用いる絶縁コンパウンドCは、表1に示す配合量で、ポリオレフィン樹脂を無機フィラーに加え、ヘンシェルミキサーを用いて30℃で10分間攪拌を行って、調製した。
比較例8に用いる絶縁コンパウンドCは、表1に示す配合量で、ベース樹脂とシランカップリング剤を無機フィラーに加え、ヘンシェルミキサーを用いて30℃で10分間攪拌を行って、調製した。
実施例1〜10、比較例1〜3に用いる絶縁コンパウンドDは、以下のように調製した。表1に示す配合量で、ベース樹脂、シラノール縮合触媒、及び酸化防止剤をバンバリーミキサーに加え、180℃で混練を10分間行い、190℃で排出して、触媒MB(絶縁コンパウンドD)を得た(工程(f))。排出後、フィーダールーダーを介し、ホットカットでペレットを得た。
比較例4及び7に用いる絶縁コンパウンドEは、表1に示す配合量で、ベース樹脂、有機過酸化物、無機フィラー、酸化防止剤、及びシランカップリング剤をヘンシェルミキサーに導入し、30℃で10分間攪拌を行って、樹脂混合物を調製した。次に、この樹脂混合物を90mmφの単軸ストレーナーに加え、温度190℃で押出機より排出し、ストランドを水冷後、水を除去し、丸ペレタイザーでカットしてペレットを得た。
実施例1〜7、9、比較例1〜5に用いるシースコンパウンドAは、以下のように調製した。表1に示す配合量で、有機過酸化物とシランカップリング剤とを混合し、得られた混合物を無機フィラー成分に加えヘンシェルミキサーを用いて30℃で10分間攪拌を行って、無機フィラー混合物を調製した。次に、この無機フィラー混合物を、ベース樹脂及び可塑剤と共に、表1に示す質量比でバンバリーミキサーに加え、180℃で混練を10分間行い、195℃で排出して、シランマスターバッチ(シースコンパウンドA)を得た(工程(k))。排出後、フィーダールーダーを介し、ホットカットでペレットを得た。
実施例8及び比較例7に用いるシースコンパウンドAは、表1に示す配合量で、クロロプレンと有機過酸化物と無機フィラーとを常温(25℃)で混合した。
実施例10及び比較例6に用いるシースコンパウンドAは、以下のようにして調製した。表1に示す配合量で、塩素化ポリエチレンと、無機フィラーと、シランカップリング剤とをバンバリーミキサーに加え、180℃で混練を10分間行い、195℃で排出して、シースコンパウンドAを得た。排出後、フィーダールーダーを介し、ホットカットでペレットを得た。
比較例8に用いるシースコンパウンドAは、以下のようにして調製した。表1に示す配合量で、ポリ塩化ビニルと、可塑剤と、無機フィラーとをバンバリーミキサーに加え、180℃で混練を10分間行い、195℃で排出して、シースコンパウンドAを得た。排出後、フィーダールーダーを介し、ホットカットでペレットを得た。
表1に示す配合量で、ベース樹脂、可塑剤、シラノール縮合触媒、及び酸化防止剤を、バンバリーミキサーに加え、180℃で混練を10分間行い、190℃で排出して、触媒MB(シースコンパウンドB)を得た(工程(l))。排出後、フィーダールーダーを介し、ホットカットでペレットを得た。
以下のようにして、導体として撚り線を使用した以外は図1に示す構成の絶縁電線を製造し、これを用いて図3に示す構成のキャブタイヤケーブルを製造した。
− 絶縁電線の作製 −
絶縁コンパウンドAとBとを、表1に示す配合比で、室温(25℃)にて、ドライブレンドし、ドライブレンド物をシリンダー温度165℃、ヘッド温度190℃に設定した65mmφの押出機に導入し、37/0.26導体(外径1.8mm)の外側に、L/D23mmの25mmφ押出機で、外径2.1mmで押出被覆して内側絶縁層付導体を形成した(工程(c))。得られた内側絶縁層付導体を常温(25℃)で4日間放置した(工程(d))。
次に、絶縁コンパウンドCとDとを、表1に示す配合比で、室温(25℃)にて、ドライブレンドし、ドライブレンド物をシリンダー温度165℃、ヘッド温度190℃に設定した65mmφの押出機に導入し、上記内側絶縁層付導体の外周を外径3.5mmとなるように押出被覆した(工程(g))。得られた厚肉外側絶縁層付導体を常温(25℃)で4日間放置した(工程(h))。このようにしてシラン架橋法により内側絶縁層及び厚肉外側絶縁層を形成し、絶縁電線を得た。
− ケーブルの製造 −
作製した絶縁電線を3本撚りあわせてケーブルコアを作成した。
次に、シースコンパウンドA及びBを表に示す配合比で、室温にて、ドライブレンドし、ドライブレンド物をシリンダー温度130℃、ヘッド温度150℃に設定した90mmφの押出機に導入し、ケーブルコアの外周を押出被覆(標準肉厚0.8mm)し(工程(m))、常温で4日間放置した(工程(n))。このようにしてシラン架橋法によりシースを形成し、外径11.2mmの、キャブタイヤケーブルを得た。なお実施例5及び7はケーブルコア外周上にタルクを塗布した後に、シースを形成して、キャブタイヤケーブルを得た(タルクを塗布したものについては、表1のタルク塗布欄に「あり」と表記して示す。)
− 絶縁電線の作製 −
37/0.26導体(外径1.8mm)の外側に、表1に示すポリオレフィン樹脂を、L/D23mmの25mmφ押出機で、外径2.1mmで押出被覆して内側絶縁層付導体を形成した。
次に、絶縁コンパウンドCとDとを、表1に示す配合比で、室温(25℃)にて、ドライブレンドし、ドライブレンド物をシリンダー温度165℃、ヘッド温度190℃に設定した65mmφの押出機に導入し、上記内側絶縁層付導体の外周を外径3.5mmとなるように押出被覆した(工程(g))。得られた厚肉外側絶縁層付導体を常温(25℃)で4日間放置した(工程(h)。このようにしてシラン架橋法により厚肉外側絶縁層を形成し、絶縁電線を得た。
− ケーブルの製造 −
作成した絶縁電線を3本撚りあわせてケーブルコアを作成した。
次に、シースコンパウンドA及びBを表に示す配合比で、室温にて、ドライブレンドし、ドライブレンド物をシリンダー温度130℃、ヘッド温度150℃に設定した90mmφの押出機に導入し、ケーブルコアの外周を押出被覆(標準肉厚0.8mm)し(工程(m))、常温で4日間放置した(工程(n))。このようにしてシラン架橋法によりシースを形成し、外径11.2mmの、キャブタイヤケーブルを得た。
− 絶縁電線の作製 −
絶縁コンパウンドAとBとを、表1に示す配合比で、室温(25℃)にて、ドライブレンドし、ドライブレンド物をシリンダー温度165℃、ヘッド温度190℃に設定した65mmφの押出機に導入し、37/0.26導体(外径1.8mm)の外側に、L/D23mmの25mmφ押出機で、外径2.1mmで押出被覆して内側絶縁層付導体を形成した(工程(c))。得られた内側絶縁層付導体を常温(25℃)で4日間放置した(工程(d))。
次に、絶縁コンパウンドCとDとを、表1に示す配合比で、室温(25℃)にて、ドライブレンドし、ドライブレンド物をシリンダー温度165℃、ヘッド温度190℃に設定した65mmφの押出機に導入し、上記内側絶縁層付導体の外周を外径3.5mmとなるように押出被覆した(工程(g))。得られた厚肉外側絶縁層付導体を常温(25℃)で4日間放置した(工程(h)。このようにしてシラン架橋法により内側絶縁層及び厚肉外側絶縁層を形成し、絶縁電線を得た。
− ケーブルの製造 −
作成した絶縁電線を3本撚りあわせてケーブルコアを作成した。
次に、シースコンパウンドAをシリンダー温度100℃、ヘッド温度120℃に設定した90mmφの押出機に導入し、ケーブルコアの外周を押出被覆(標準肉厚0.8mm)した。このようにして化学架橋法によりシースを形成し、外径11.2mmの、キャブタイヤケーブルを得た。
− 絶縁電線の作製 −
絶縁コンパウンドAとBとを、表1に示す配合比で、室温(25℃)にて、ドライブレンドし、ドライブレンド物をシリンダー温度165℃、ヘッド温度190℃に設定した65mmφの押出機に導入し、37/0.26導体(外径1.8mm)の外側に、L/D23mmの25mmφ押出機で、外径2.1mmで押出被覆して内側絶縁層付導体を形成した(工程(c))。得られた内側絶縁層付導体を常温(25℃)で4日間放置した(工程(d))。
次に、絶縁コンパウンドCとDとを、表1に示す配合比で、室温(25℃)にて、ドライブレンドし、ドライブレンド物をシリンダー温度165℃、ヘッド温度190℃に設定した65mmφの押出機に導入し、上記内側絶縁層付導体の外周を外径3.5mmとなるように押出被覆した(工程(g))。得られた厚肉外側絶縁層付導体を常温(25℃)で4日間放置した(工程(h)。このようにしてシラン架橋法により内側絶縁層及び厚肉外側絶縁層を形成し、絶縁電線を得た。
− ケーブルの製造 −
作成した絶縁電線を3本撚りあわせてケーブルコアを作成した。
次に、シースコンパウンドAをシリンダー温度130℃、ヘッド温度150℃に設定した90mmφの押出機に導入し、ケーブルコアの外周を押出被覆(標準肉厚0.8mm)した。このようにしてシラン架橋していないシースを形成し、外径11.2mmの、キャブタイヤケーブルを得た。
− 絶縁電線の作製 −
絶縁コンパウンドAとBとを、表1に示す配合比で、室温(25℃)にて、ドライブレンドし、ドライブレンド物をシリンダー温度165℃、ヘッド温度190℃に設定した65mmφの押出機に導入し、37/0.26導体(外径1.8mm)の外側に、L/D23mmの25mmφ押出機で、外径2.1mmで押出被覆して内側絶縁層付導体を形成した(工程(c))。得られた内側絶縁層付導体を常温(25℃)で4日間放置した(工程(d)。
次に、絶縁コンパウンドEをシリンダー温度165℃、ヘッド温度190℃に設定した65mmφの押出機に導入し、上記内側絶縁層付導体の外周を外径3.5mmとなるように押出被覆した。このようにしてシラン架橋法により内側絶縁層を、化学架橋法により厚肉外側絶縁層を形成し、絶縁電線を得た。
− ケーブルの製造 −
作成した絶縁電線を3本撚りあわせてケーブルコアを作成した。
次に、シースコンパウンドA及びBを表に示す配合比で、室温にて、ドライブレンドし、ドライブレンド物をシリンダー温度130℃、ヘッド温度150℃に設定した90mmφの押出機に導入し、ケーブルコアの外周を押出被覆(標準肉厚0.8mm)し(工程(m))、常温で4日間放置した(工程(n))。このようにしてシラン架橋法によりシースを形成し、外径11.2mmの、キャブタイヤケーブルを得た。
− 絶縁電線の作製 −
絶縁コンパウンドAとBとを、表1に示す配合比で、室温(25℃)にて、ドライブレンドし、ドライブレンド物をシリンダー温度165℃、ヘッド温度190℃に設定した65mmφの押出機に導入し、37/0.26導体(外径1.8mm)の外側に、L/D23mmの25mmφ押出機で、外径2.1mmで押出被覆して内側絶縁層付導体を形成した(工程(c))。得られた内側絶縁層付導体を常温(25℃)で4日間放置した(工程(d)。
次に、絶縁コンパウンドCをシリンダー温度165℃、ヘッド温度190℃に設定した65mmφの押出機に導入し、上記内側絶縁層付導体の外周を外径3.5mmとなるように押出被覆した。このようにしてシラン架橋法により内側絶縁層を形成し、さらにシラン架橋していない厚肉外側絶縁層を形成し、絶縁電線を得た。
− ケーブルの製造 −
作成した絶縁電線を3本撚りあわせてケーブルコアを作成した。
次に、シースコンパウンドA及びBを表に示す配合比で、室温にて、ドライブレンドし、ドライブレンド物をシリンダー温度130℃、ヘッド温度150℃に設定した90mmφの押出機に導入し、ケーブルコアの外周を押出被覆(標準肉厚0.8mm)し(工程(m))、常温で4日間放置した(工程(n))。このようにしてシラン架橋法によりシースを形成し、外径11.2mmの、キャブタイヤケーブルを得た。
− 絶縁電線の作製 −
絶縁コンパウンドAとBとを、表1に示す配合比で、室温(25℃)にて、ドライブレンドし、ドライブレンド物をシリンダー温度165℃、ヘッド温度190℃に設定した65mmφの押出機に導入し、37/0.26導体(外径1.8mm)の外側に、L/D23mmの25mmφ押出機で、外径2.1mmで押出被覆して内側絶縁層付導体を形成した(工程(c))。得られた内側絶縁層付導体を常温(25℃)で4日間放置した(工程(d)。
次に、絶縁コンパウンドCをシリンダー温度165℃、ヘッド温度190℃に設定した65mmφの押出機に導入し、上記内側絶縁層付導体の外周を外径3.5mmとなるように押出被覆した。このようにしてシラン架橋法により内側絶縁層を形成し、さらにシラン架橋していない厚肉外側絶縁層を形成し、絶縁電線を得た。
− ケーブルの製造 −
作成した絶縁電線を3本撚りあわせてケーブルコアを作成した。
次に、シースコンパウンドAをシリンダー温度130℃、ヘッド温度150℃に設定した90mmφの押出機に導入し、ケーブルコアの外周を押出被覆(標準肉厚0.8mm)した。このようにして未架橋のシースを形成し、外径11.2mmの、キャブタイヤケーブルを得た。
− 絶縁電線の作製 −
絶縁コンパウンドAとBとを、表1に示す配合比で、室温(25℃)にて、ドライブレンドし、ドライブレンド物をシリンダー温度165℃、ヘッド温度190℃に設定した65mmφの押出機に導入し、37/0.26導体(外径1.8mm)の外側に、L/D23mmの25mmφ押出機で、外径2.1mmで押出被覆して内側絶縁層付導体を形成した(工程(c))。得られた内側絶縁層付導体を常温(25℃)で4日間放置した(工程(d)。
次に、絶縁コンパウンドEをシリンダー温度180℃、ヘッド温度190℃に設定した65mmφの押出機に導入し、上記内側絶縁層付導体の外周を外径3.5mmとなるように押出被覆した。このようにしてシラン架橋法により内側絶縁層を、化学架橋法により厚肉外側絶縁層を形成し、絶縁電線を得た。
− ケーブルの製造 −
作成した絶縁電線を3本撚りあわせてケーブルコアを作成した。
次に、シースコンパウンドAをシリンダー温度100℃、ヘッド温度120℃に設定した90mmφの押出機に導入し、ケーブルコアの外周を押出被覆(標準肉厚0.8mm)した。このようにして化学架橋法によりシースを形成し、外径11.2mmの、キャブタイヤケーブルを得た。
− 絶縁電線の作製 −
絶縁コンパウンドAとBとを、表1に示す配合比で、室温(25℃)にて、ドライブレンドし、ドライブレンド物をシリンダー温度165℃、ヘッド温度190℃に設定した65mmφの押出機に導入し、37/0.26導体(外径1.8mm)の外側に、L/D23mmの25mmφ押出機で、外径2.1mmで押出被覆して内側絶縁層付導体を形成した(工程(c))。得られた内側絶縁層付導体を常温(25℃)で4日間放置した(工程(d)。
次に、絶縁コンパウンドCをシリンダー温度165℃、ヘッド温度190℃に設定した65mmφの押出機に導入し、上記内側絶縁層付導体の外周を外径3.5mmとなるように押出被覆した。このようにしてシラン架橋法により内側絶縁層を形成し、さらにシラン架橋していない厚肉外側絶縁層を形成し、絶縁電線を得た。
− ケーブルの製造 −
作成した絶縁電線を3本撚りあわせてケーブルコアを作成した。
次に、シースコンパウンドAをシリンダー温度180℃、ヘッド温度185℃に設定した90mmφの押出機に導入し、ケーブルコアの外周を押出被覆(標準肉厚0.8mm)した。このようにして未架橋のシースを形成し、外径11.2mmの、キャブタイヤケーブルを得た。
0−1)内側絶縁層の100%モジュラス
上記で得られた絶縁電線から導体を引き抜いた管状片を作成し、厚肉外側絶縁層に傷を入れ取り除くことで、内側絶縁層の管状片を作成した。
得られた内側絶縁層の管状片をJIS C 3005に則り、引張試験を行い、管状片の伸びが100%になるまで引っ張ったときの引張応力(100%モジュラス)を求めた。
0−2)厚肉外側絶縁層の100%モジュラス
上記で得られた絶縁電線から導体を引き抜いた管状片を作成し、内側絶縁層を両側から引き抜くことで、厚肉外側絶縁層の管状片を得た。得られた厚肉外側絶縁層の管状片をJIS C 3005に則り、引張試験を行い、管状片の伸びが100%になるまで引っ張ったときの引張応力(100%モジュラス)を求めた。
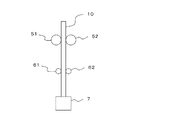
図4に示すように、水平かつ互いに平行に配置された2本のマンドレル51、52間及び揺れ防止用の押え61、62間に、絶縁電線10を鉛直方向に通し、絶縁電線10の下方におもり7を取り付けた。この状態で、絶縁電線10の上端を左右のマンドレル51又は52の上側外周に交互に接するように(左右交互に繰り返し)屈曲させた。屈曲回数は、絶縁電線10を左右のマンドレル51、52のいずれかの外周に接するように屈曲させた場合を1回として、カウントした。なお、試験条件は、マンドレル径20mm、左右曲げ角度90°、速度60屈曲/分で行い、おもりは500g、絶縁電線10とマンドレルとのクリアランスは1mmとし、絶縁電線10の上方の側面が各マンドレルの上方外周に接するように、屈曲させる長さを調製して、25℃の雰囲気で、試験を行った。絶縁電線10の導体をループ状に直列につないで通電し、絶縁電線の導体の断線が生じるまでの屈曲回数を測定した。結果を表1に示す。
上記において、絶縁電線10をキャブタイヤケーブル102に変更した以外は、同様にして、キャブタイヤケーブルの屈曲耐久性を評価した。キャブタイヤケーブルの試験においては、3本の絶縁電線の内、いずれかの絶縁電線の導体の断線が生じるまでの屈曲回数を測定した。
本試験の評価は、絶縁電線及びキャブタイヤケーブルのいずれについても、断線が生じるまでの屈曲回数が15000回以上であれば「○」、10000回以上15000回未満は「△」、10000回未満を「×」とした。屈曲耐久性試験は屈曲回数の評価が「○」及び「△」である場合を合格とした。
絶縁層の皮むき性を、本試験により確認した。
得られたキャブタイヤケーブルからシースを取り除いてケーブルコアを露出させた。ケーブルコアの3本の絶縁電線の撚りを解き、その内、1本の絶縁電線の絶縁層を穴径2.0mmのワイヤーストリッパーを用いてむき取り、観察した。
絶縁層の切断面を観察して、ヒゲの長さを測定した。ヒゲとは、絶縁層を厚さ方向に切断できずに絶縁層の切断端面に残存する(切断端面から延在する)、絶縁層に由来する線状体(毛状体)をいう。
切断面のひげの長さが2.5mm以下のものを合格、ひげの長さが2.5mmを超えるものやむけなかったもの(内側絶縁層、又は内側絶縁層と外側絶縁層と、が導体上に残ってしまったもの)を不合格とした。
得られたキャブタイヤケーブルを80℃で168時間放置し、その後、シースを取り除いてケーブルコアを露出させた。ケーブルコアの3本の絶縁電線の撚りを解き、その内、1本の絶縁電線の絶縁層を穴径2.0mmのワイヤーストリッパーを用いてむき取り、観察した。
絶縁層の切断面を観察して、ヒゲの長さを測定した。ヒゲとは、絶縁層を厚さ方向に切断できずに絶縁層の切断端面に残存する(切断端面から延在する)、絶縁層に由来する線状体(毛状体)をいう。
切断面のひげの長さが2.5mm以下のものを「○」、ひげの長さが2.5mmを超えるものや、絶縁層がむけなかったものを「△」とした。本試験は、キャブタイヤケーブルが輸送されたり、倉庫で保管されたりすることを想定した試験であり、輸送時又は保管時に高温に曝されることにより絶縁体と導体との密着力が過度なものとなって皮むき性が低下することを考慮して、加熱後にも優れた皮むき性を維持しているかを評価する促進過酷試験である。
得られたキャブタイヤケーブルについて、穴径8.0mmのワイヤーストリッパーを用いて端部から50mm皮むきを行った。
ワイヤーストリッパーで皮むきできたもの(シース部分を完全に剥ぎ取ってケーブルコアを露出させることができたもの)を「○」、シース部分が剥ぎ取れなかったもの又はワイヤーストリッパーでケーブル全周方向への切断時に一部が切れずに残ったものを「△」とした。
得られたキャブタイヤケーブルを自己径で6ターンマンドレルに巻き付け、120℃で24時間放置し、その後常温に戻した後に、マンドレルから取り外し、外観を確認した。
シースが溶融又は破れて絶縁層が露出したもの、絶縁層が溶融又は破れて導体が露出したものは「△」とした。シース及び絶縁に破れ及び溶融がないものを「○」とした。
本試験は、キャブタイヤケーブルの耐熱性を評価する試験である。

これに対し、内側絶縁層(X)の100%モジュラスが厚肉外側絶縁層(Y)の100%モジュラスよりも高く、かつ肉厚外側絶縁層(Y)が特定の組成物のシラノール縮合硬化部物からなる絶縁電線を用いた実施例1〜10は、いずれも、絶縁電線及びキャブタイヤケーブルの屈曲耐久性に優れ、かつ絶縁層の皮むき性に優れていた。
1、11、12 導体
2、21、22 内側絶縁層
3、31、32 外側絶縁層
101、102 キャブタイヤケーブル
41、42 シース
51、52 マンドレル
61、62 揺れ防止用の押え
7 おもり
Claims (19)
- 導体と、前記導体の外周を被覆する内側絶縁層(X)と、前記内側絶縁層(X)の外周を被覆する少なくとも1層の外側絶縁層とを有する絶縁電線であって、
前記少なくとも1層の外側絶縁層の内、最も厚肉の外側絶縁層(Y)が、下記シラン架橋性組成物(Ay)のシラノール縮合硬化物からなり、
前記内側絶縁層(X)の100%モジュラス(Mx)が前記外側絶縁層(Y)の100%モジュラス(My)より高い、
絶縁電線。
〔シラン架橋性組成物(Ay)〕
エチレンゴム及びスチレン系エラストマーの少なくとも一方を含有するベース樹脂(Ry)100質量部に対して、無機フィラー(Fy)1〜400質量部と、前記ベース樹脂(Ry)とグラフト化反応したシランカップリング剤(Sy)1〜15.0質量部と、シラノール縮合触媒(Cy)とを含有するシラン架橋性組成物(Ay) - 前記内側絶縁層(X)が下記シラン架橋性組成物(Ax)のシラノール縮合硬化物からなる、請求項1に記載の絶縁電線。
〔シラン架橋性組成物(Ax)〕
ベース樹脂(Rx)100質量部に対して、無機フィラー(Fx)1〜400質量部と、前記ベース樹脂(Rx)とグラフト化反応したシランカップリング剤(Sx)1〜15.0質量部と、シラノール縮合触媒(Cx)とを含有するシラン架橋性組成物(Ax) - 前記ベース樹脂(Rx)中のエチレンゴム、スチレン系エラストマー、及び非芳香族有機油の合計含有量が、前記ベース樹脂(Ry)中のエチレンゴム、スチレン系エラストマー、及び非芳香族有機油の合計含有量よりも少ない、請求項2に記載の絶縁電線。
- 絶縁電線の外周をシースで被覆してなるキャブタイヤケーブルであって、
前記絶縁電線が、導体と、前記導体の外周を被覆する内側絶縁層(X)と、前記内側絶縁層(X)の外周を被覆する少なくとも1層の外側絶縁層とを有し、
前記少なくとも1層の外側絶縁層の内、最も厚肉の外側絶縁層(Y)が、下記シラン架橋性組成物(Ay)のシラノール縮合硬化物からなり、
前記内側絶縁層(X)の100%モジュラス(Mx)が前記外側絶縁層(Y)の100%モジュラス(My)より高い、
キャブタイヤケーブル。
〔シラン架橋性組成物(Ay)〕
エチレンゴム及びスチレン系エラストマーの少なくとも一方を含有するベース樹脂(Ry)100質量部に対して、無機フィラー(Fy)1〜400質量部と、前記ベース樹脂(Ry)とグラフト化反応したシランカップリング剤(Sy)1〜15.0質量部と、シラノール縮合触媒(Cy)とを含有するシラン架橋性組成物(Ay) - 前記内側絶縁層(X)が下記シラン架橋性組成物(Ax)のシラノール縮合硬化物からなる、請求項4に記載のキャブタイヤケーブル。
〔シラン架橋性組成物(Ax)〕
ベース樹脂(Rx)100質量部に対して、無機フィラー(Fx)1〜400質量部と、前記ベース樹脂(Rx)とグラフト化反応したシランカップリング剤(Sx)1〜15.0質量部と、シラノール縮合触媒(Cx)とを含有するシラン架橋性組成物(Ax) - 前記ベース樹脂(Rx)中のエチレンゴム、スチレン系エラストマー、及び非芳香族有機油の合計含有量が、前記ベース樹脂(Ry)中のエチレンゴム、スチレン系エラストマー、及び非芳香族有機油の合計含有量よりも少ない、請求項5に記載のキャブタイヤケーブル。
- 前記シースが、下記シラン架橋性組成物(Az)のシラノール縮合硬化物からなる、請求項4〜6のいずか1項に記載のキャブタイヤケーブル。
〔シラン架橋性組成物(Az)〕
含ハロゲン樹脂を含有するベース樹脂(Rz)100質量部に対して、無機フィラー(Fz)1〜200質量部と、前記ベース樹脂(Rz)とグラフト化反応したシランカップリング剤(Sz)2質量部を越え15.0質量部以下と、シラノール縮合触媒(Cz)とを含有するシラン架橋性組成物(Az) - 前記ベース樹脂(Rz)が、塩素化ポリエチレンとポリ塩化ビニルと可塑剤とを含有する請求項7に記載のキャブタイヤケーブル。
- 導体と、前記導体の外周を被覆する内側絶縁層(X)と、前記内側絶縁層(X)の外周を被覆する少なくとも1層の外側絶縁層とを有し、前記少なくとも1層の外側絶縁層が最も厚肉の外側絶縁層(Y)を有し、前記内側絶縁層(X)の100%モジュラス(Mx)が前記外側絶縁層(Y)の100%モジュラス(My)より高い、絶縁電線の製造方法であって、
前記外側絶縁層(Y)を、下記工程(e)〜(h)により形成する、絶縁電線の製造方法。
工程(e):エチレンゴム及びスチレン系エラストマーの少なくとも一方を含有するベース樹脂(Ry)100質量部に対して、有機過酸化物(Py)0.01〜0.6質量部と、無機フィラー(Fy)1〜400質量部と、前記ベース樹脂(Ry)とグラフト化反応しうるグラフト化反応部位を有するシランカップリング剤(Sy)1〜15.0質量部とを溶融混合して、前記グラフト化反応部位と前記ベース樹脂(Ry)とをグラフト化反応させることにより、シラン架橋性樹脂(Ly)を含むシランマスターバッチ(Iy)を調製する工程
工程(f):前記シランマスターバッチ(Iy)及びシラノール縮合触媒(Cy)を溶融混合してシラン架橋性組成物(Ay)を得る工程
工程(g):前記シラン架橋性組成物(Ay)で前記内側絶縁層(X)の外周を被覆して外側絶縁層前駆体(By)を形成する工程
工程(h):前記外側絶縁層前駆体(By)を水と接触させて前記外側絶縁層(Y)を形成する工程 - 前記ベース樹脂(Ry)の一部を前記工程(e)において溶融混合し、前記ベース樹脂(Ry)の残部を前記工程(f)において混合する、請求項9に記載の絶縁電線の製造方法。
- 前記内側絶縁層(X)を、下記工程(a)〜(d)により形成する、請求項9又は10に記載の絶縁電線の製造方法。
工程(a):ベース樹脂(Rx)100質量部に対して、有機過酸化物(Px)0.01〜0.6質量部と、無機フィラー(Fx)1〜400質量部と、前記ベース樹脂(Rx)とグラフト化反応しうるグラフト化反応部位を有するシランカップリング剤(Sx)1〜15.0質量部とを溶融混合して、前記グラフト化反応部位と前記ベース樹脂(Rx)とをグラフト化反応させることにより、シラン架橋性樹脂(Lx)を含むシランマスターバッチ(Ix)を調製する工程
工程(b):前記シランマスターバッチ(Ix)及びシラノール縮合触媒(Cx)を溶融混合してシラン架橋性組成物(Ax)を得る工程
工程(c):前記シラン架橋性組成物(Ax)で前記導体の外周を被覆して内側絶縁層前駆体を形成する工程
工程(d):前記内側絶縁層前駆体を水と接触させて前記内側絶縁層(X)を形成する工程 - 前記ベース樹脂(Rx)の一部を前記工程(a)において溶融混合し、前記ベース樹脂(Rx)の残部を前記工程(b)において混合する、請求項11に記載の絶縁電線の製造方法。
- 絶縁電線の外周をシースで被覆してなり、前記絶縁電線が、導体と、前記導体の外周を被覆する内側絶縁層(X)と、前記内側絶縁層(X)の外周を被覆する少なくとも1層の外側絶縁層とを有し、前記少なくとも1層の外側絶縁層が最も厚肉の外側絶縁層(Y)を有し、前記内側絶縁層(X)の100%モジュラス(Mx)が前記外側絶縁層(Y)の100%モジュラス(My)より高い、キャブタイヤケーブルの製造方法であって、
前記外側絶縁層(Y)を、下記工程(e)〜(h)により形成する、キャブタイヤケーブルの製造方法。
工程(e):エチレンゴム及びスチレン系エラストマーの少なくとも一方を含有するベース樹脂(Ry)100質量部に対して、有機過酸化物(Py)0.01〜0.6質量部と、無機フィラー(Fy)1〜400質量部と、前記ベース樹脂(Ry)とグラフト化反応しうるグラフト化反応部位を有するシランカップリング剤(Sy)1〜15.0質量部とを溶融混合して、前記グラフト化反応部位と前記ベース樹脂(Ry)とをグラフト化反応させることにより、シラン架橋性樹脂(Ly)を含むシランマスターバッチ(Iy)を調製する工程
工程(f):前記シランマスターバッチ(Iy)及びシラノール縮合触媒(Cy)を溶融混合してシラン架橋性組成物(Ay)を得る工程
工程(g):前記シラン架橋性組成物(Ay)で前記内側絶縁層(X)の外周を被覆して外側絶縁層前駆体(By)を形成する工程
工程(h):前記外側絶縁層前駆体(By)を水と接触させて前記外側絶縁層(Y)を形成する工程 - 前記ベース樹脂(Ry)の一部を前記工程(e)において溶融混合し、前記ベース樹脂(Ry)の残部を前記工程(f)において混合する、請求項13に記載のキャブタイヤケーブルの製造方法。
- 前記内側絶縁層(X)を、下記工程(a)〜(d)により形成する、請求項13又は14に記載のキャブタイヤケーブルの製造方法。
工程(a):ベース樹脂(Rx)100質量部に対して、有機過酸化物(Px)0.01〜0.6質量部と、無機フィラー(Fx)1〜400質量部と、前記ベース樹脂(Rx)とグラフト化反応しうるグラフト化反応部位を有するシランカップリング剤(Sx)1〜15.0質量部とを溶融混合して、前記グラフト化反応部位と前記ベース樹脂(Rx)とをグラフト化反応させることにより、シラン架橋性樹脂(Lx)を含むシランマスターバッチ(Ix)を調製する工程
工程(b):前記シランマスターバッチ(Ix)及びシラノール縮合触媒(Cx)を溶融混合してシラン架橋性組成物(Ax)を得る工程
工程(c):前記シラン架橋性組成物(Ax)で前記導体の外周を被覆して内側絶縁層前駆体を形成する工程
工程(d):前記内側絶縁層前駆体を水と接触させて前記内側絶縁層(X)を形成する工程 - 前記ベース樹脂(Rx)の一部を前記工程(a)において溶融混合し、前記ベース樹脂(Rx)の残部を前記工程(b)において混合する、請求項15に記載のキャブタイヤケーブルの製造方法。
- 前記シースを下記工程(k)〜(n)により形成する、請求項13〜16のいずれか1項に記載のキャブタイヤケーブルの製造方法。
工程(k):含ハロゲン樹脂を含有するベース樹脂(Rz)100質量部に対して、有機過酸化物(Pz)0.003〜0.3質量部と、無機フィラー(Fz)1〜200質量部と、前記ベース樹脂(Rz)とグラフト化反応しうるグラフト化反応部位を有するシランカップリング剤(Sz)2質量部を越え15.0質量部以下とを溶融混合して、前記グラフト化反応部位と前記ベース樹脂(Rz)とをグラフト化反応させることにより、シラン架橋性樹脂(Lz)を含むシランマスターバッチ(Iz)を調製する工程
工程(l):前記シランマスターバッチ(Iz)とシラノール縮合触媒(Cz)とを溶融混合してシラン架橋性組成物(Az)を得る工程
工程(m):前記シラン架橋性組成物(Az)で、前記絶縁電線の外周を被覆してシース前駆体を形成する工程
工程(n):前記シース前駆体を水分と接触させて前記シースを形成する工程 - 前記ベース樹脂(Rz)の一部を前記工程(k)において溶融混合し、前記ベース樹脂(Rz)の残部を前記工程(l)において混合する、請求項17に記載のキャブタイヤケーブルの製造方法。
- 前記ベース樹脂(Rz)の残部にクロロプレンゴムを含有する、請求項17又は18のいずれか1項に記載のキャブタイヤケーブルの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019062725A JP6928627B2 (ja) | 2019-03-28 | 2019-03-28 | 絶縁電線、キャブタイヤケーブル、及びこれらの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019062725A JP6928627B2 (ja) | 2019-03-28 | 2019-03-28 | 絶縁電線、キャブタイヤケーブル、及びこれらの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020161448A JP2020161448A (ja) | 2020-10-01 |
| JP6928627B2 true JP6928627B2 (ja) | 2021-09-01 |
Family
ID=72639780
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019062725A Active JP6928627B2 (ja) | 2019-03-28 | 2019-03-28 | 絶縁電線、キャブタイヤケーブル、及びこれらの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6928627B2 (ja) |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10112223A (ja) * | 1996-10-04 | 1998-04-28 | Sumitomo Electric Ind Ltd | 耐衝撃性電線 |
| JP3692315B2 (ja) * | 2001-08-06 | 2005-09-07 | 住友電気工業株式会社 | 圧縮導体を使用した水密絶縁電線。 |
| WO2018180689A1 (ja) * | 2017-03-31 | 2018-10-04 | 古河電気工業株式会社 | 難燃性架橋樹脂成形体及びその製造方法、シランマスターバッチ、マスターバッチ混合物及びその成形体、並びに、難燃性製品 |
-
2019
- 2019-03-28 JP JP2019062725A patent/JP6928627B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020161448A (ja) | 2020-10-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6623260B2 (ja) | 耐熱性シラン架橋樹脂成形体及びその製造方法、耐熱性シラン架橋性樹脂組成物及びその製造方法、シランマスターバッチ、並びに耐熱性シラン架橋樹脂成形体を用いた耐熱性製品 | |
| US10155854B2 (en) | Heat-resistant silane crosslinked resin molded body and method of producing the same, heat-resistant silane crosslinkable resin composition and method of producing the same, silane master batch, and heat-resistant product using heat-resistant silane crosslinked resin molded body | |
| US10304584B2 (en) | Heat-resistant silane crosslinked resin molded body and method of producing the same, heat-resistant silane crosslinkable resin composition and method of producing the same, silane master batch, and heat-resistant product using heat-resistant silane crosslinked resin molded body | |
| WO2017138641A1 (ja) | 耐熱性塩素含有架橋樹脂成形体及びその製造方法、シランマスターバッチ、マスターバッチ混合物及びその成形体、並びに、耐熱性製品 | |
| JP6265876B2 (ja) | 耐熱性シラン架橋樹脂成形体及びその製造方法、耐熱性シラン架橋性樹脂組成物及びその製造方法、シランマスターバッチ、並びに耐熱性シラン架橋樹脂成形体を用いた耐熱性製品 | |
| JP6858115B2 (ja) | シラン架橋性ゴム組成物及びシラン架橋ゴム成形体の製造方法 | |
| JP6762341B2 (ja) | 耐熱性架橋フッ素ゴム成形体及びその製造方法、シランマスターバッチ、マスターバッチ混合物、並びに、耐熱性製品 | |
| JP6395745B2 (ja) | シラン架橋樹脂成形体及びシラン架橋性樹脂組成物とそれらの製造方法、シランマスターバッチ、並びに、成形品 | |
| JP5889252B2 (ja) | 難燃性樹脂組成物、およびそれを成形してなる難燃性樹脂成形体を含む難燃性物品 | |
| JP6706855B2 (ja) | 耐熱性塩素含有架橋樹脂成形体及びその製造方法、並びに、耐熱性製品 | |
| JP7019623B2 (ja) | キャブタイヤケーブル、キャブタイヤケーブル用絶縁電線及びこれらの製造方法 | |
| JP6706858B2 (ja) | 耐熱性塩素含有架橋樹脂成形体及びその製造方法、シランマスターバッチ、マスターバッチ混合物及びその成形体、並びに、耐熱性製品 | |
| JP2017141386A (ja) | 耐熱性シラン架橋樹脂成形体及びその製造方法、並びに、シランマスターバッチ及び耐熱性製品 | |
| JP6928627B2 (ja) | 絶縁電線、キャブタイヤケーブル、及びこれらの製造方法 | |
| JP6688634B2 (ja) | シラン架橋性ゴム組成物及びシラン架橋ゴム成形体とそれらの製造方法、並びに、シラン架橋ゴム成形品 | |
| JP6639937B2 (ja) | 耐熱性シラン架橋熱可塑性エラストマー成形体の製造方法、シランマスターバッチ、並びに、耐熱性製品 | |
| JP7157539B2 (ja) | 配線材 | |
| JP7166973B2 (ja) | 複合ケーブル | |
| JP7007978B2 (ja) | キャブタイヤケーブル及びその製造方法 | |
| JP7157540B2 (ja) | 配線材 | |
| JP7157541B2 (ja) | 配線材 | |
| JP2024140153A (ja) | 架橋性樹脂組成物、耐熱性架橋物、耐熱性架橋樹脂成形体及び耐熱性架橋樹脂成形品、並びに、シラン架橋性樹脂組成物及び耐熱性シラン架橋樹脂成形体の製造方法 | |
| JP2023147833A (ja) | シラン架橋性シリコーンゴム組成物、シラン架橋シリコーンゴム成形体及びそれらの製造方法、並びに、シラン架橋シリコーンゴム成形品 | |
| JP6523012B2 (ja) | 耐熱性シラン架橋樹脂成形体及び耐熱性シラン架橋性樹脂組成物とそれらの製造方法、シランマスターバッチ、並びに、耐熱性製品 | |
| JP2023147832A (ja) | シラン架橋性シリコーンゴム組成物、シラン架橋シリコーンゴム成形体及びそれらの製造方法、並びに、シラン架橋シリコーンゴム成形品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20201020 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210623 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210720 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210806 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6928627 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R370 | Written measure of declining of transfer procedure |
Free format text: JAPANESE INTERMEDIATE CODE: R370 |