JP6910041B2 - Carbon fiber composite material - Google Patents
Carbon fiber composite material Download PDFInfo
- Publication number
- JP6910041B2 JP6910041B2 JP2017039214A JP2017039214A JP6910041B2 JP 6910041 B2 JP6910041 B2 JP 6910041B2 JP 2017039214 A JP2017039214 A JP 2017039214A JP 2017039214 A JP2017039214 A JP 2017039214A JP 6910041 B2 JP6910041 B2 JP 6910041B2
- Authority
- JP
- Japan
- Prior art keywords
- carbon fiber
- composite material
- poly
- meth
- polyolefin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229920000049 Carbon (fiber) Polymers 0.000 title claims description 120
- 239000004917 carbon fiber Substances 0.000 title claims description 120
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 title claims description 94
- 239000002131 composite material Substances 0.000 title claims description 49
- -1 polypropylene Polymers 0.000 claims description 36
- 239000004743 Polypropylene Substances 0.000 claims description 34
- 229920001155 polypropylene Polymers 0.000 claims description 34
- 229920002845 Poly(methacrylic acid) Polymers 0.000 claims description 33
- 229920005992 thermoplastic resin Polymers 0.000 claims description 30
- 229920000098 polyolefin Polymers 0.000 claims description 20
- 229920005989 resin Polymers 0.000 claims description 20
- 239000011347 resin Substances 0.000 claims description 20
- 229910052751 metal Inorganic materials 0.000 claims description 17
- 239000002184 metal Substances 0.000 claims description 17
- 150000003839 salts Chemical class 0.000 claims description 17
- 239000000835 fiber Substances 0.000 claims description 13
- 229920000428 triblock copolymer Polymers 0.000 claims description 11
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 claims description 5
- 239000003795 chemical substances by application Substances 0.000 description 32
- 238000004513 sizing Methods 0.000 description 32
- 229920000642 polymer Polymers 0.000 description 21
- 229920002125 Sokalan® Polymers 0.000 description 20
- 238000013467 fragmentation Methods 0.000 description 14
- 238000006062 fragmentation reaction Methods 0.000 description 14
- 238000002156 mixing Methods 0.000 description 14
- 239000011734 sodium Substances 0.000 description 13
- 230000000052 comparative effect Effects 0.000 description 12
- 238000012360 testing method Methods 0.000 description 11
- 239000000523 sample Substances 0.000 description 10
- 238000004519 manufacturing process Methods 0.000 description 9
- VBUBYMVULIMEHR-UHFFFAOYSA-N propa-1,2-diene;prop-1-yne Chemical compound CC#C.C=C=C VBUBYMVULIMEHR-UHFFFAOYSA-N 0.000 description 9
- 238000000034 method Methods 0.000 description 7
- 229910014033 C-OH Inorganic materials 0.000 description 6
- 229910014570 C—OH Inorganic materials 0.000 description 6
- 229910021645 metal ion Inorganic materials 0.000 description 6
- COCAUCFPFHUGAA-MGNBDDOMSA-N n-[3-[(1s,7s)-5-amino-4-thia-6-azabicyclo[5.1.0]oct-5-en-7-yl]-4-fluorophenyl]-5-chloropyridine-2-carboxamide Chemical compound C=1C=C(F)C([C@@]23N=C(SCC[C@@H]2C3)N)=CC=1NC(=O)C1=CC=C(Cl)C=N1 COCAUCFPFHUGAA-MGNBDDOMSA-N 0.000 description 6
- 239000012779 reinforcing material Substances 0.000 description 6
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 5
- 238000005259 measurement Methods 0.000 description 5
- 239000000126 substance Substances 0.000 description 5
- 238000005979 thermal decomposition reaction Methods 0.000 description 5
- WSSSPWUEQFSQQG-UHFFFAOYSA-N 4-methyl-1-pentene Chemical compound CC(C)CC=C WSSSPWUEQFSQQG-UHFFFAOYSA-N 0.000 description 4
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 4
- 238000004833 X-ray photoelectron spectroscopy Methods 0.000 description 4
- 238000010560 atom transfer radical polymerization reaction Methods 0.000 description 4
- 229920001400 block copolymer Polymers 0.000 description 4
- 238000002844 melting Methods 0.000 description 4
- 230000008018 melting Effects 0.000 description 4
- 238000000465 moulding Methods 0.000 description 4
- 229910001415 sodium ion Inorganic materials 0.000 description 4
- 239000004711 α-olefin Substances 0.000 description 4
- 229920003043 Cellulose fiber Polymers 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 238000004898 kneading Methods 0.000 description 3
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 3
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 3
- 229920005604 random copolymer Polymers 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 229920002430 Fibre-reinforced plastic Polymers 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- NPYPAHLBTDXSSS-UHFFFAOYSA-N Potassium ion Chemical compound [K+] NPYPAHLBTDXSSS-UHFFFAOYSA-N 0.000 description 2
- FKNQFGJONOIPTF-UHFFFAOYSA-N Sodium cation Chemical compound [Na+] FKNQFGJONOIPTF-UHFFFAOYSA-N 0.000 description 2
- PTFCDOFLOPIGGS-UHFFFAOYSA-N Zinc dication Chemical compound [Zn+2] PTFCDOFLOPIGGS-UHFFFAOYSA-N 0.000 description 2
- XECAHXYUAAWDEL-UHFFFAOYSA-N acrylonitrile butadiene styrene Chemical compound C=CC=C.C=CC#N.C=CC1=CC=CC=C1 XECAHXYUAAWDEL-UHFFFAOYSA-N 0.000 description 2
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 2
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 2
- 150000001336 alkenes Chemical class 0.000 description 2
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 2
- 238000000748 compression moulding Methods 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 229920000359 diblock copolymer Polymers 0.000 description 2
- 239000006185 dispersion Substances 0.000 description 2
- 239000012153 distilled water Substances 0.000 description 2
- 238000001125 extrusion Methods 0.000 description 2
- 239000011151 fibre-reinforced plastic Substances 0.000 description 2
- 125000004435 hydrogen atom Chemical group [H]* 0.000 description 2
- 238000001746 injection moulding Methods 0.000 description 2
- 239000004584 polyacrylic acid Substances 0.000 description 2
- 229920001748 polybutylene Polymers 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920005606 polypropylene copolymer Polymers 0.000 description 2
- 229920005629 polypropylene homopolymer Polymers 0.000 description 2
- 229910001414 potassium ion Inorganic materials 0.000 description 2
- 238000000527 sonication Methods 0.000 description 2
- 241000894007 species Species 0.000 description 2
- 239000002699 waste material Substances 0.000 description 2
- WRIDQFICGBMAFQ-UHFFFAOYSA-N (E)-8-Octadecenoic acid Natural products CCCCCCCCCC=CCCCCCCC(O)=O WRIDQFICGBMAFQ-UHFFFAOYSA-N 0.000 description 1
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- LQJBNNIYVWPHFW-UHFFFAOYSA-N 20:1omega9c fatty acid Natural products CCCCCCCCCCC=CCCCCCCCC(O)=O LQJBNNIYVWPHFW-UHFFFAOYSA-N 0.000 description 1
- QSBYPNXLFMSGKH-UHFFFAOYSA-N 9-Heptadecensaeure Natural products CCCCCCCC=CCCCCCCCC(O)=O QSBYPNXLFMSGKH-UHFFFAOYSA-N 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- 239000005642 Oleic acid Substances 0.000 description 1
- ZQPPMHVWECSIRJ-UHFFFAOYSA-N Oleic acid Natural products CCCCCCCCC=CCCCCCCCC(O)=O ZQPPMHVWECSIRJ-UHFFFAOYSA-N 0.000 description 1
- 240000007594 Oryza sativa Species 0.000 description 1
- 235000007164 Oryza sativa Nutrition 0.000 description 1
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 1
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- 239000004696 Poly ether ether ketone Substances 0.000 description 1
- 229930182556 Polyacetal Natural products 0.000 description 1
- 239000004695 Polyether sulfone Substances 0.000 description 1
- 239000004734 Polyphenylene sulfide Substances 0.000 description 1
- 235000021355 Stearic acid Nutrition 0.000 description 1
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 1
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000012790 confirmation Methods 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- QXJSBBXBKPUZAA-UHFFFAOYSA-N isooleic acid Natural products CCCCCCCC=CCCCCCCCCC(O)=O QXJSBBXBKPUZAA-UHFFFAOYSA-N 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000002905 metal composite material Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 230000003472 neutralizing effect Effects 0.000 description 1
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 1
- OQCDKBAXFALNLD-UHFFFAOYSA-N octadecanoic acid Natural products CCCCCCCC(C)CCCCCCCCC(O)=O OQCDKBAXFALNLD-UHFFFAOYSA-N 0.000 description 1
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 1
- ZQPPMHVWECSIRJ-KTKRTIGZSA-N oleic acid Chemical compound CCCCCCCC\C=C/CCCCCCCC(O)=O ZQPPMHVWECSIRJ-KTKRTIGZSA-N 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 239000008188 pellet Substances 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 239000011574 phosphorus Substances 0.000 description 1
- 238000001420 photoelectron spectroscopy Methods 0.000 description 1
- 239000000088 plastic resin Substances 0.000 description 1
- 229920001652 poly(etherketoneketone) Polymers 0.000 description 1
- 229920001495 poly(sodium acrylate) polymer Polymers 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920005668 polycarbonate resin Polymers 0.000 description 1
- 239000004431 polycarbonate resin Substances 0.000 description 1
- 229920006393 polyether sulfone Polymers 0.000 description 1
- 229920002530 polyetherether ketone Polymers 0.000 description 1
- 229920013716 polyethylene resin Polymers 0.000 description 1
- 229920000193 polymethacrylate Polymers 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 229920006324 polyoxymethylene Polymers 0.000 description 1
- 229920000069 polyphenylene sulfide Polymers 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 238000009717 reactive processing Methods 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
- 239000012744 reinforcing agent Substances 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 235000009566 rice Nutrition 0.000 description 1
- 229910052708 sodium Inorganic materials 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 239000008117 stearic acid Substances 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
Images






Landscapes
- Reinforced Plastic Materials (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Description
本発明は、界面接着性及び帯電防止特性に優れた炭素繊維複合材料に関する。 The present invention relates to a carbon fiber composite material having excellent interfacial adhesiveness and antistatic properties.
近年、金属材料の代替材料として繊維強化プラスチックが注目され、ガラスや炭素繊維を補強材とした複合材料が様々な用途で使用されている。しかし、繊維強化プラスチックでは長繊維を用いて圧縮成形法により成形するのが一般的であるが、圧縮成形法では細かな形状に対応できず、成形性が悪いといった問題があった。 In recent years, fiber reinforced plastics have attracted attention as an alternative material to metal materials, and composite materials using glass or carbon fiber as a reinforcing material have been used for various purposes. However, in fiber reinforced plastics, long fibers are generally used for molding by a compression molding method, but the compression molding method cannot cope with fine shapes and has a problem of poor moldability.
また、炭素繊維の製造には、多くのエネルギーやコストを要するので、リサイクル炭素繊維(RCF)を利用することも行われている。また、廃炭素繊維複合材料は埋め立て処理ができないため、リサイクル炭素繊維を廃炭素繊維複合材料から取り出して有効利用する点は循環社会に対し大きく寄与する。 In addition, since the production of carbon fiber requires a lot of energy and cost, recycled carbon fiber (RCF) is also used. In addition, since the waste carbon fiber composite material cannot be landfilled, the point that the recycled carbon fiber is taken out from the waste carbon fiber composite material and effectively used contributes greatly to the recycling society.
RCFには、サイジング剤が表面に塗布されている。サイジング剤は、主に、炭素繊維の結束と、炭素繊維と熱硬化性樹脂との複合化とを効率よくするためのものであり、熱可塑性樹脂とは相溶性が低い。よって、サイジング剤は、炭素繊維と熱可塑性樹脂との間における良好な界面接着性が得られないことから、炭素繊維と熱可塑性樹脂との複合材料において、機械的特性の向上は難しいという問題があった。 A sizing agent is applied to the surface of the RCF. The sizing agent is mainly for efficiently binding the carbon fibers and combining the carbon fibers and the thermosetting resin, and has low compatibility with the thermoplastic resin. Therefore, since the sizing agent cannot obtain good interfacial adhesiveness between the carbon fiber and the thermoplastic resin, there is a problem that it is difficult to improve the mechanical properties of the composite material of the carbon fiber and the thermoplastic resin. there were.
また、RCFには、その繊維表面に樹脂との界面接着性低下の原因となりうる微細なうねりと表面粗さが存在する。そこで、補強効果を効率よく発現させるために、RCFのアスペクト比を大きくする方策が採られている。しかし、RCFの繊維長が5mm超になると、射出成形や押出成形が困難になり、成形方法および用途を限定する原因となってしまうという問題があった。 Further, the RCF has fine waviness and surface roughness on the fiber surface which can cause a decrease in interfacial adhesiveness with the resin. Therefore, in order to efficiently develop the reinforcing effect, a measure for increasing the aspect ratio of the RCF is adopted. However, when the fiber length of RCF exceeds 5 mm, injection molding and extrusion molding become difficult, which causes a problem of limiting the molding method and application.
また、非極性の熱可塑性樹脂(例えば、ポリプロピレン樹脂等)中に、補強材である極性のセルロース繊維を分散させることは非常に困難である。非極性の熱可塑性樹脂中に極性のセルロース繊維を分散させる相溶化剤として、例えば、特許文献1、2には、ポリプロピレンとセルロース繊維に対し、相溶化剤としてマレイン酸変性ポリプロピレンを混合することにより得られる複合材料が開示されている。しかしながら、相溶化剤としてマレイン酸変性ポリプロピレンを用いた複合材料では、繊維状補強材と樹脂間における界面接着性が十分ではなく、また、十分な導電性が得られない場合があるという問題があった。また、複合材料の前記界面接着性を向上させるためには、マレイン酸変性ポリプロピレンを多量に添加しなければならないが、マレイン酸変性ポリプロピレンの配合量を増大させると、複合材料の導電性が低下してしまうという問題があった。 Further, it is very difficult to disperse polar cellulose fibers as a reinforcing material in a non-polar thermoplastic resin (for example, polypropylene resin or the like). As a compatibilizer for dispersing polar cellulose fibers in a non-polar thermoplastic resin, for example, Patent Documents 1 and 2 describe polypropylene and cellulose fibers by mixing maleic acid-modified polypropylene as a compatibilizer. The resulting composite material is disclosed. However, a composite material using maleic acid-modified polypropylene as a compatibilizer has a problem that the interfacial adhesiveness between the fibrous reinforcing material and the resin is not sufficient and sufficient conductivity may not be obtained. rice field. Further, in order to improve the interfacial adhesiveness of the composite material, a large amount of maleic acid-modified polypropylene must be added, but if the blending amount of the maleic acid-modified polypropylene is increased, the conductivity of the composite material decreases. There was a problem that it would end up.
本発明は、上記課題を解決するためになされたものであり、少量の相溶化剤でも、繊維状補強材と樹脂間における界面接着性が向上して優れた機械的特性が得られ、また、導電性に優れた複合材料を提供することを目的とする。 The present invention has been made to solve the above problems, and even with a small amount of compatibilizer, the interfacial adhesiveness between the fibrous reinforcing material and the resin is improved, and excellent mechanical properties can be obtained. An object of the present invention is to provide a composite material having excellent conductivity.
本発明の態様は、炭素繊維と、熱可塑性樹脂と、前記炭素繊維と前記熱可塑性樹脂の相溶化剤と、を含む炭素繊維複合材料であって、前記相溶化剤が、ポリオレフィン−ポリ(メタ)アクリル酸及びポリオレフィン−ポリ(メタ)アクリル酸の金属塩からなる群から選択された少なくとも1つのブロック共重合体である炭素繊維複合材料である。 Aspect of the present invention is a carbon fiber composite material containing carbon fibers, a thermoplastic resin, and a compatibilizer for the carbon fibers and the thermoplastic resin, wherein the compatibilizer is a polyolefin-poly (meth). ) A carbon fiber composite material that is at least one block copolymer selected from the group consisting of metal salts of acrylates and polyolefin-poly (meth) acrylates.
上記態様では、ポリオレフィン−ポリ(メタ)アクリル酸は、ポリオレフィンである重合体ブロックとポリ(メタ)アクリル酸である重合体ブロックとを有している。ポリオレフィン−ポリ(メタ)アクリル酸の金属塩は、ポリオレフィンである重合体ブロックとポリ(メタ)アクリル酸の金属塩である重合体ブロックとを有している。なお、ポリオレフィンとは、特定のオレフィン1種またはオレフィン2種以上の共重合体を意味する。 In the above aspect, the polyolefin-poly (meth) acrylic acid has a polymer block which is a polyolefin and a polymer block which is a poly (meth) acrylic acid. The metal salt of polyolefin-poly (meth) acrylic acid has a polymer block which is a polyolefin and a polymer block which is a metal salt of poly (meth) acrylic acid. The polyolefin means a copolymer of one specific olefin or two or more olefins.
本発明の態様は、前記相溶化剤が、0.5〜10質量%含まれる炭素繊維複合材料である。 An aspect of the present invention is a carbon fiber composite material containing 0.5 to 10% by mass of the compatibilizer.
本発明の態様は、前記相溶化剤が、トリブロック共重合体である炭素繊維複合材料である。 In the embodiment of the present invention, the compatibilizer is a carbon fiber composite material which is a triblock copolymer.
本発明の態様は、前記ポリオレフィン−ポリ(メタ)アクリル酸が、ポリ(メタ)アクリル酸−ポリオレフィン−ポリ(メタ)アクリル酸、前記ポリオレフィン−ポリ(メタ)アクリル酸の金属塩が、ポリ(メタ)アクリル酸の金属塩−ポリオレフィン−ポリ(メタ)アクリル酸の金属塩である、炭素繊維複合材料である。 In the embodiment of the present invention, the polyolefin-poly (meth) acrylic acid is a poly (meth) acrylic acid-polyolefin-poly (meth) acrylic acid, and the metal salt of the polyolefin-poly (meth) acrylic acid is poly (meth). ) A metal salt of acrylic acid-polyolefin-poly (meth) A carbon fiber composite material which is a metal salt of acrylic acid.
本発明の態様は、前記熱可塑性樹脂が、ポリプロピレン樹脂である炭素繊維複合材料である。 In the aspect of the present invention, the thermoplastic resin is a carbon fiber composite material which is a polypropylene resin.
本発明の態様は、前記ポリオレフィンが、ポリプロピレンである炭素繊維複合材料である。 An aspect of the present invention is a carbon fiber composite material in which the polyolefin is polypropylene.
本発明の態様は、前記炭素繊維の繊維長が、0.1〜50mmである炭素繊維複合材料である。 Aspect of the present invention is a carbon fiber composite material in which the fiber length of the carbon fiber is 0.1 to 50 mm.
本発明の態様によれば、極性を有する炭素繊維と熱可塑性樹脂の相溶化剤として、ポリオレフィン−ポリ(メタ)アクリル酸及びポリオレフィン−ポリ(メタ)アクリル酸の金属塩からなる群から選択された少なくとも1つのブロック共重合体を配合することにより、炭素繊維と熱可塑性樹脂間における界面接着性が向上し、結果、優れた機械的特性を有する炭素繊維複合材料が得られる。また、炭素繊維が炭素繊維の表面にサイジング剤が塗布された強い極性を有する炭素繊維であり、熱可塑性樹脂が非極性であっても、上記相溶化剤も配合することにより、非極性の熱可塑性樹脂中における極性の炭素繊維の分散を均一化できるので、前記界面接着性が向上し、結果、優れた機械的特性を有する炭素繊維複合材料が得られる。 According to the aspect of the present invention, the compatibilizer for the polar carbon fiber and the thermoplastic resin was selected from the group consisting of metal salts of polyolefin-poly (meth) acrylic acid and polyolefin-poly (meth) acrylic acid. By blending at least one block copolymer, the interfacial adhesion between the carbon fiber and the thermoplastic resin is improved, and as a result, a carbon fiber composite material having excellent mechanical properties is obtained. Further, the carbon fiber is a carbon fiber having a strong polarity in which a sizing agent is applied to the surface of the carbon fiber, and even if the thermoplastic resin is non-polar, the non-polar heat can be obtained by adding the compatibilizer. Since the dispersion of the polar carbon fibers in the plastic resin can be made uniform, the interfacial adhesiveness is improved, and as a result, a carbon fiber composite material having excellent mechanical properties can be obtained.
また、本発明の態様によれば、上記相溶化剤は少量の配合でも優れた機械的特性を有する炭素繊維複合材料が得られるので、導電性に優れ、帯電防止機能の向上した炭素繊維複合材料を得ることができる。 Further, according to the aspect of the present invention, since the carbon fiber composite material having excellent mechanical properties can be obtained even if the compatibilizer is blended in a small amount, the carbon fiber composite material having excellent conductivity and improved antistatic function can be obtained. Can be obtained.
本発明の態様によれば、相溶化剤が、0.5〜10質量%含まれることにより、界面接着性と導電性とをバランスよく向上させることができる。 According to the aspect of the present invention, when the compatibilizer is contained in an amount of 0.5 to 10% by mass, the interfacial adhesiveness and the conductivity can be improved in a well-balanced manner.
本発明の態様によれば、炭素繊維の繊維長が0.1〜50mmであることにより、射出成形や押出成形等による成形性が向上する。 According to the aspect of the present invention, when the fiber length of the carbon fiber is 0.1 to 50 mm, the moldability by injection molding, extrusion molding, or the like is improved.
次に、本発明の炭素繊維複合材料について、以下に説明する。本発明の炭素繊維複合材料は、(A)炭素繊維と、(B)熱可塑性樹脂と、(C)炭素繊維と熱可塑性樹脂の相溶化剤と、を含む炭素繊維複合材料であって、(C)相溶化剤が、ポリオレフィン−ポリ(メタ)アクリル酸及びポリオレフィン−ポリ(メタ)アクリル酸の金属塩からなる群から選択された少なくとも1つのブロック共重合体である。 Next, the carbon fiber composite material of the present invention will be described below. The carbon fiber composite material of the present invention is a carbon fiber composite material containing (A) carbon fiber, (B) a thermoplastic resin, and (C) a compatibilizer for the carbon fiber and the thermoplastic resin. C) The compatibilizer is at least one block copolymer selected from the group consisting of metal salts of polyolefin-poly (meth) acrylic acid and polyolefin-poly (meth) acrylic acid.
(A)炭素繊維
炭素繊維は、リサイクル炭素繊維(RCF)でも、リサイクルではない炭素繊維でも使用可能である。炭素繊維の表面にサイジング剤が塗布されている場合には、必要に応じて、サイジング剤除去工程にて、炭素繊維表面におけるサイジング剤の塗布量を低減させておく。サイジング除去工程としては、例えば、炭素繊維を、有機溶剤(例えば、アセトン等)中にて、30〜50℃、10〜30分の超音波処理を行い(必要に応じて、超音波処理は複数回行ってもよい)、その後、アルコール(例えば、エタノール)と蒸留水にて洗浄し、乾燥させる方法が挙げられる。
(A) Carbon fiber The carbon fiber can be used as either recycled carbon fiber (RCF) or non-recycled carbon fiber. When the sizing agent is applied to the surface of the carbon fiber, the amount of the sizing agent applied to the surface of the carbon fiber is reduced in the sizing agent removing step, if necessary. As a sizing removal step, for example, carbon fibers are subjected to sonication in an organic solvent (for example, acetone) at 30 to 50 ° C. for 10 to 30 minutes (if necessary, a plurality of sonications are performed). It may be repeated), and then washed with alcohol (for example, ethanol) and distilled water and dried.
炭素繊維の繊維長は、特に限定されず、成形品に要求される強度等の特性に応じて、1mm以下から数メートルまで、適宜選択可能である。炭素繊維の繊維長は、例えば、補強剤としての効果と成形性のバランスの点から、0.1〜50mm が好ましく、1.0〜5.0mmが特に好ましい。また、炭素繊維複合材料中における炭素繊維の配合量は、特に限定されないが、その下限値は、機械的強度を確実に得る点から1.0質量部が好ましく、3.0質量%がより好ましく、5.0質量%が特に好ましい。一方で、炭素繊維複合材料中における炭素繊維の配合量の上限値は、優れた成形性を得る点から25質量%が好ましく、15質量%がより好ましく、10質量%が特に好ましい。 The fiber length of the carbon fiber is not particularly limited, and can be appropriately selected from 1 mm or less to several meters according to the characteristics such as strength required for the molded product. The fiber length of the carbon fiber is preferably 0.1 to 50 mm, particularly preferably 1.0 to 5.0 mm, for example, from the viewpoint of the balance between the effect as a reinforcing agent and the moldability. The amount of carbon fiber blended in the carbon fiber composite material is not particularly limited, but the lower limit thereof is preferably 1.0 part by mass, more preferably 3.0% by mass, from the viewpoint of reliably obtaining mechanical strength. , 5.0% by mass is particularly preferable. On the other hand, the upper limit of the blending amount of carbon fibers in the carbon fiber composite material is preferably 25% by mass, more preferably 15% by mass, and particularly preferably 10% by mass from the viewpoint of obtaining excellent moldability.
(B)熱可塑性樹脂
熱可塑性樹脂は、特に限定されないが、例えば、アクリロニトリル− ブタジエン− スチレン樹脂(ABS)、ポリアミド樹脂、ポリカーボネート樹脂、ポリオレフィン樹脂(例えば、ポリプロピレン樹脂、ポリエチレン樹脂)、ポリアセタール樹脂、ポリエーテルイミド、ポリエーテルスルホン、ポリフェニレンスルフィド、ポリエーテルケトン、ポリエーテルエーテルケトンなどが挙げられる。これらのうち、成形性、耐水性、耐油性及び耐溶剤性等に優れる点から、ポリプロピレン樹脂が好ましい。これらの樹脂は、単独で使用してもよく、2種以上を混合して使用してもよい。
(B) Thermoplastic resin The thermoplastic resin is not particularly limited, and is, for example, acrylonitrile-butadiene-styrene resin (ABS), polyamide resin, polycarbonate resin, polyolefin resin (for example, polypropylene resin, polyethylene resin), polyacetal resin, poly. Examples thereof include etherimide, polyethersulfone, polyphenylene sulfide, polyetherketone, and polyetheretherketone. Of these, polypropylene resin is preferable because it is excellent in moldability, water resistance, oil resistance, solvent resistance, and the like. These resins may be used alone or in combination of two or more.
炭素繊維複合材料中における熱可塑性樹脂の配合量は、特に限定されないが、例えば、65〜98.5質量%が好ましく、75〜95質量%が特に好ましい。 The blending amount of the thermoplastic resin in the carbon fiber composite material is not particularly limited, but is preferably 65 to 98.5% by mass, particularly preferably 75 to 95% by mass, for example.
(C)炭素繊維と熱可塑性樹脂の相溶化剤(以下、「相溶化剤」ということがある。)
本発明では、相溶化剤として、ポリオレフィン−ポリ(メタ)アクリル酸及びポリオレフィン−ポリ(メタ)アクリル酸の金属塩からなる群から選択された少なくとも1つのブロック共重合体が配合されている。前記相溶化剤を配合することで、非極性の熱可塑性樹脂の補強材として、極性を有する炭素繊維が用いられても、非極性の熱可塑性樹脂中における炭素繊維の分散を均一化できるので、炭素繊維と熱可塑性樹脂間における界面接着性が向上し、結果、優れた機械的特性を有する炭素繊維複合材料が得られる。さらに、上記相溶化剤は少量の配合でも優れた機械的特性を有する炭素繊維複合材料が得られるので、導電性に優れた炭素繊維複合材料を得ることができる
(C) A compatibilizer for carbon fiber and a thermoplastic resin (hereinafter, may be referred to as a "compatibility agent").
In the present invention, as a compatibilizer, at least one block copolymer selected from the group consisting of a metal salt of polyolefin-poly (meth) acrylic acid and polyolefin-poly (meth) acrylic acid is blended. By blending the compatibilizer, even if polar carbon fibers are used as a reinforcing material for the non-polar thermoplastic resin, the dispersion of the carbon fibers in the non-polar thermoplastic resin can be made uniform. The interfacial adhesion between the carbon fiber and the thermoplastic resin is improved, and as a result, a carbon fiber composite material having excellent mechanical properties is obtained. Further, since the carbon fiber composite material having excellent mechanical properties can be obtained even if the compatibilizer is blended in a small amount, a carbon fiber composite material having excellent conductivity can be obtained.
ポリオレフィン−ポリ(メタ)アクリル酸
ポリオレフィン−ポリ(メタ)アクリル酸は、ポリオレフィンである重合体ブロックとポリ(メタ)アクリル酸である重合体ブロックとを有している。上記2種のブロック重合体を有する構造であれば、化学構造は、ジブロック共重合体、トリブロック共重合体等、特に限定されないが、炭素繊維と熱可塑性樹脂間における界面接着性がさらに向上する点からトリブロック共重合体が好ましく、[a1]−[b1]−[a2]構造のトリブロック共重合体が特に好ましい。
Polyolefin-poly (meth) acrylic acid Polyolefin-poly (meth) acrylic acid has a polymer block which is a polyolefin and a polymer block which is a poly (meth) acrylic acid. As long as the structure has the above two types of block polymers, the chemical structure is not particularly limited to diblock copolymers, triblock copolymers, etc., but the interfacial adhesion between the carbon fiber and the thermoplastic resin is further improved. A triblock copolymer is preferable, and a triblock copolymer having a structure of [a 1 ]-[b 1 ]-[a 2] is particularly preferable.
[a1]の重合体ブロックは、ポリ(メタ)アクリル酸である。[a1]の数平均分子量は、特に限定されないが、500〜10000が好ましく、1000〜5000が特に好ましい。[a2]の重合体ブロックも、[a1]の共重合体ブロックと同様に、ポリ(メタ)アクリル酸である。[a2]の数平均分子量は、特に限定されないが、[a1]の重合体ブロックと同様に、500〜10000が好ましく、1000〜5000が特に好ましい。 The polymer block of [a 1 ] is poly (meth) acrylic acid. The number average molecular weight of [a 1 ] is not particularly limited, but is preferably 500 to 10000, and particularly preferably 1000 to 5000. The polymer block of [a 2 ] is also poly (meth) acrylic acid, like the copolymer block of [a 1]. The number average molecular weight of [a 2 ] is not particularly limited, but is preferably 500 to 10000, particularly preferably 1000 to 5000, as in the polymer block of [a 1].
[b1]の重合体ブロックは、ポリオレフィンである。ポリオレフィンとして、例えば、ポリプロピレンを挙げることができる。ポリプロピレンには、通称ホモポリプロピレンと呼ばれるイソタクチックポリプロピレン、通称ランダムポリプロピレンと呼ばれるプロピレンと少量(例えば、ランダムポリプロピレン中に10質量%以下)の他のα−オレフィンとのランダム共重合体、通称ブロックポリプロピレンやリアクターブレンドポリプロピレンと呼ばれるプロピレンと他のα−オレフィンとの共重合体などが挙げられる。また、ポリプロピレンの他、ポリエチレン、ポリ(1−ブテン)、ポリ(4−メチルペンテン)などのポリオレフィンを挙げることが出来る。[b1]の数平均分子量は、特に限定されないが、1000〜200000が好ましく、10000〜50000が特に好ましい。 The polymer block of [b 1 ] is a polyolefin. Examples of the polyolefin include polypropylene. Polypropylene includes isotactic polypropylene, commonly known as homopolypropylene, a random copolymer of propylene, commonly known as random polypropylene, and a small amount (for example, 10% by mass or less in random polypropylene) of other α-olefins, commonly known as block polypropylene. And a copolymer of propylene called reactor-blended polypropylene and other α-olefins. In addition to polypropylene, polyolefins such as polyethylene, poly (1-butene), and poly (4-methylpentene) can be mentioned. The number average molecular weight of [b 1 ] is not particularly limited, but is preferably 1000 to 20000, and particularly preferably 1000 to 50000.
ポリオレフィン−ポリ(メタ)アクリル酸の製造方法は、例えば、ポリオレフィンの熱分解を制御することにより、熱分解生成物である両末端に二重結合を有するポリオレフィン(テレケリックス)を得、得られた両末端に二重結合を有するポリオレフィンの末端に、原子移動ラジカル重合(ATRP)によりポリ(メタ)アクリル酸を付加させる製造方法を挙げることができる。 A method for producing a polyolefin-poly (meth) acrylic acid is obtained, for example, by controlling the thermal decomposition of a polyolefin to obtain a polyolefin (telekerix) having a double bond at both ends, which is a thermal decomposition product. Examples thereof include a production method in which poly (meth) acrylic acid is added to the ends of a polyolefin having double bonds at both ends by atom transfer radical polymerization (ATRP).
ポリオレフィン−ポリ(メタ)アクリル酸の金属塩
ポリオレフィン−ポリ(メタ)アクリル酸の金属塩は、ポリオレフィンである重合体ブロックとポリ(メタ)アクリル酸の金属塩である重合体ブロックとを有している。上記2種のブロック重合体を有する構造であれば、化学構造は、ジブロック共重合体、トリブロック共重合体等、特に限定されないが、炭素繊維と熱可塑性樹脂間における界面接着性がさらに向上する点からトリブロック共重合体が好ましく、[a1]−[b1]−[a2]構造のトリブロック共重合体が特に好ましい。
Metallic salt of polyolefin-poly (meth) acrylic acid The metal salt of polyolefin-poly (meth) acrylic acid has a polymer block which is a polyolefin and a polymer block which is a metal salt of poly (meth) acrylic acid. There is. As long as the structure has the above two types of block polymers, the chemical structure is not particularly limited to diblock copolymers, triblock copolymers, etc., but the interfacial adhesion between the carbon fiber and the thermoplastic resin is further improved. A triblock copolymer is preferable, and a triblock copolymer having a structure of [a 1 ]-[b 1 ]-[a 2] is particularly preferable.
[a1]の重合体ブロックは、ポリ(メタ)アクリル酸の金属塩である。ポリ(メタ)アクリル酸の金属塩である重合体は、ポリ(メタ)アクリル酸の全てのカルボキシル基について、水素原子が金属イオンで置換されてもよく、ポリ(メタ)アクリル酸の一部のカルボキシル基について、水素原子が金属イオンで置換されてもよい。金属イオン種としては特に限定されないが、例えば、ナトリウムイオン、カリウムイオン、亜鉛イオン等を挙げることができる。[a1]の数平均分子量は、特に限定されないが、500〜10000が好ましく、1000〜5000が特に好ましい。[a2]の重合体ブロックも、[a1]の重合体ブロックと同様に、ポリ(メタ)アクリル酸の金属塩である。[a2]の数平均分子量は、特に限定されないが、[a1]の重合体ブロックと同様に、500〜10000が好ましく、1000〜5000が特に好ましい。金属イオン種としては特に限定されないが、[a1]の重合体ブロックと同様に、例えば、ナトリウムイオン、カリウムイオン、亜鉛イオン等を挙げることができる。 The polymer block of [a 1 ] is a metal salt of poly (meth) acrylic acid. A polymer that is a metal salt of poly (meth) acrylic acid may have a hydrogen atom substituted with a metal ion for all carboxyl groups of poly (meth) acrylic acid, and is a part of poly (meth) acrylic acid. For the carboxyl group, the hydrogen atom may be replaced with a metal ion. The metal ion species is not particularly limited, and examples thereof include sodium ion, potassium ion, and zinc ion. The number average molecular weight of [a 1 ] is not particularly limited, but is preferably 500 to 10000, and particularly preferably 1000 to 5000. The polymer block of [a 2 ] is also a metal salt of poly (meth) acrylic acid, like the polymer block of [a 1]. The number average molecular weight of [a 2 ] is not particularly limited, but is preferably 500 to 10000, particularly preferably 1000 to 5000, as in the polymer block of [a 1]. The metal ion species is not particularly limited, and examples thereof include sodium ion, potassium ion, zinc ion, and the like, as in the polymer block of [a 1].
[b1]の重合体ブロックは、ポリオレフィンである。ポリオレフィンとして、例えば、ポリプロピレンを挙げることができる。ポリプロピレンには、通称ホモポリプロピレンと呼ばれるイソタクチックポリプロピレン、通称ランダムポリプロピレンと呼ばれるプロピレンと少量(例えば、ランダムポリプロピレン中に10質量%以下)の他のα−オレフィンとのランダム共重合体、通称ブロックポリプロピレンやリアクターブレンドポリプロピレンと呼ばれるプロピレンと他のα−オレフィンとの共重合体などが挙げられる。また、ポリプロピレンの他、ポリエチレン、ポリ(1−ブテン)、ポリ(4−メチルペンテン)などのポリオレフィンを挙げることが出来る。[b1]の数平均分子量は、特に限定されないが、1000〜200000が好ましく、10000〜50000が特に好ましい。 The polymer block of [b 1 ] is a polyolefin. Examples of the polyolefin include polypropylene. Polypropylene includes isotactic polypropylene, commonly known as homopolypropylene, a random copolymer of propylene, commonly known as random polypropylene, and a small amount (for example, 10% by mass or less in random polypropylene) of other α-olefins, commonly known as block polypropylene. And a copolymer of propylene called reactor-blended polypropylene and other α-olefins. In addition to polypropylene, polyolefins such as polyethylene, poly (1-butene), and poly (4-methylpentene) can be mentioned. The number average molecular weight of [b 1 ] is not particularly limited, but is preferably 1000 to 20000, and particularly preferably 1000 to 50000.
ポリオレフィン−ポリ(メタ)アクリル酸の金属塩の製造方法は、例えば、ポリオレフィンの熱分解を制御することにより、熱分解生成物である両末端に二重結合を有するポリオレフィン(テレケリックス)を得、得られた両末端に二重結合を有するポリオレフィンの末端に、原子移動ラジカル重合(ATRP)によりポリ(メタ)アクリル酸を付加させたのち、金属イオンを添加して中和する製造方法を挙げることができる。 In the method for producing a metal salt of polyolefin-poly (meth) acrylic acid, for example, by controlling the thermal decomposition of polyolefin, a polyolefin (telekerix) having a double bond at both ends, which is a thermal decomposition product, is obtained. A production method in which poly (meth) acrylic acid is added to the ends of the obtained polyolefin having double bonds at both ends by atom transfer radical polymerization (ATRP) and then metal ions are added to neutralize the results. Can be done.
炭素繊維複合材料中における相溶化剤の配合割合は、特に限定されないが、その下限値は、炭素繊維の分散性をより均一化することで界面接着性を確実に向上させる点から0.5質量%が好ましく、1.0質量%がより好ましく、2.0質量%が特に好ましい。一方で、炭素繊維複合材料中における相溶化剤の配合割合の上限値は、優れた導電性を得る点から10質量%が好ましく、5.0質量%がより好ましく、4.0質量%が特に好ましい。 The blending ratio of the compatibilizer in the carbon fiber composite material is not particularly limited, but the lower limit is 0.5 mass from the viewpoint of making the dispersibility of the carbon fiber more uniform and surely improving the interfacial adhesiveness. % Is preferable, 1.0% by mass is more preferable, and 2.0% by mass is particularly preferable. On the other hand, the upper limit of the blending ratio of the compatibilizer in the carbon fiber composite material is preferably 10% by mass, more preferably 5.0% by mass, and particularly preferably 4.0% by mass from the viewpoint of obtaining excellent conductivity. preferable.
また、本発明の炭素繊維複合材料では、上記(A)〜(C)成分に加えて、必要に応じて、他の成分を添加してもよい。他の成分としては、特に限定されず、例えば、フェノール系およびリン系等の酸化防止剤、ステアリン酸系及びオレイン酸系等の滑剤等を挙げることができる。 Further, in the carbon fiber composite material of the present invention, in addition to the above components (A) to (C), other components may be added as needed. The other components are not particularly limited, and examples thereof include antioxidants such as phenol and phosphorus, lubricants such as stearic acid and oleic acid, and the like.
炭素繊維複合材料の製造方法は、特に限定されないが、例えば、熱可塑性樹脂と炭素繊維と相溶化剤とを所定の割合にて配合後、成型機(例えば、押出機等)を用いて上記配合物を溶解、混練することで製造することができる。 The method for producing the carbon fiber composite material is not particularly limited, but for example, after blending the thermoplastic resin, the carbon fiber and the compatibilizer in a predetermined ratio, the above blending is performed using a molding machine (for example, an extruder or the like). It can be manufactured by dissolving and kneading the product.
次に、本発明の実施例を説明するが、本発明はその趣旨を超えない限り、これらの例に限定されるものではない。 Next, examples of the present invention will be described, but the present invention is not limited to these examples as long as the gist of the present invention is not exceeded.
炭素繊維複合材料について
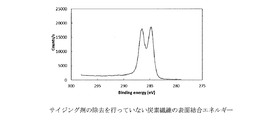
熱可塑性樹脂として、ポリプロピレン(日本ポリプロピレン(株)製:NOVATEC-PP:FY6,MFR:2.5,Mn:776000)を使用した。炭素繊維として、東レ(株)製:T700/12Kを使用した。炭素繊維表面のサイジング剤は、熱分解処理では酸化孔が生じるため、アセトンにて超音波処理を40℃、20分にて2回行い、その後、エタノールと蒸留水にてリンスし、乾燥させて、炭素繊維表面から取り除いた。炭素繊維のサイジング剤が除去できたことを電界放出形走査電子顕微鏡(Field Emission-Scanning Electron Microscope:FE-SEM)(日本電子(株)製:JSM-7100F)及びX線光電子分光法(X-ray Photoelectron Spectroscopy:XPS)(テルモ(株)製:K-ALPHA KA1148)を用いて確認した(図1、2、3参照)。
About carbon fiber composite material Polypropylene (manufactured by Nippon Polypropylene Co., Ltd .: NOVATEC-PP: FY6, MFR: 2.5, Mn: 776000) was used as the thermoplastic resin. Toray Industries, Inc .: T700 / 12K was used as the carbon fiber. Since the sizing agent on the surface of carbon fibers has oxide pores in the thermal decomposition treatment, it is sonicated twice with acetone at 40 ° C. for 20 minutes, then rinsed with ethanol and distilled water and dried. , Removed from the carbon fiber surface. Field Emission-Scanning Electron Microscope (FE-SEM) (manufactured by JEOL Ltd .: JSM-7100F) and X-ray photoelectron spectroscopy (X-) indicate that the carbon fiber sizing agent could be removed. Confirmation was performed using ray Photoelectron Spectroscopy: XPS (manufactured by Terumo Co., Ltd .: K-ALPHA KA1148) (see FIGS. 1, 2 and 3).
図1から、サイジング剤の除去後に、縦に細かな線状の凹凸を炭素繊維表面に確認することができた。また、図2、3及び下記表1から、サイジング剤のC−OH結合の減少が確認できた。 From FIG. 1, it was possible to confirm vertically fine linear irregularities on the carbon fiber surface after the sizing agent was removed. Further, from FIGS. 2 and 3 and Table 1 below, it was confirmed that the C-OH bond of the sizing agent was reduced.

なお、表1中、左の表がサイジング剤の除去を行っていない炭素繊維のX線光電子分光の測定結果、右の表がサイジング剤の除去を行った炭素繊維のX線光電子分光の測定結果である。 In Table 1, the table on the left shows the measurement results of X-ray photoelectron spectroscopy of carbon fibers without removing the sizing agent, and the table on the right shows the measurement results of X-ray photoelectron spectroscopy of carbon fibers without removing the sizing agent. Is.
相溶化剤として、以下のものを使用した。
・無水マレイン化ポリプロピレン(MAPP)(三洋化成(株)製:ユーメックス1010 酸化度52%Mn:42000)。無水マレイン化ポリプロピレンは熱可塑性樹脂と炭素繊維を混練する場合に用いられている従来の相溶化剤である。
The following were used as compatibilizers.
-Maleic anhydride polypropylene (MAPP) (manufactured by Sanyo Chemical Industries, Ltd .: Youmex 1010, degree of oxidation 52% Mn: 42000). Maleic anhydride polypropylene is a conventional compatibilizer used when kneading a thermoplastic resin and carbon fibers.
・ポリアクリル酸−イソタクチックポリプロピレン―ポリアクリル酸のトリブロック共重合体(iPP−PAA)((株)三栄興業製 Mn:4000−23000−4000)。 -A triblock copolymer of polyacrylic acid-isotactic polypropylene-polyacrylic acid (iPP-PAA) (Mn: 4000-23000-4000 manufactured by Sanei Kogyo Co., Ltd.).
・ポリアクリル酸ナトリウム−イソタクチックポリプロプレン―ポリアクリル酸ナトリウムのトリブロック共重合体(iPP−PAA-Na)((株)三栄興業製 Mn:5000−23000−5000)。なお、iPP−PAA-Naは、作製時に金属イオンで中和する際にNaイオンを用いることでNaイオンを添加したものである。 -Sodium polyacrylate-isotactic polyproprene-sodium polyacrylate triblock copolymer (iPP-PAA-Na) (Mn: 5000-23000-5000 manufactured by Sanei Kogyo Co., Ltd.). In addition, iPP-PAA-Na is obtained by adding Na ion by using Na ion when neutralizing with metal ion at the time of production.
・ポリアクリル酸−ランダムポリプロピレン―ポリアクリル酸のトリブロック共重合体(rPP−PAA)((株)三栄興業製 Mn:2500−17000−2500)。ランダムポリプロピレンは、エチレンを5質量%、プロピレンを95質量%含むランダムコポリマーである。 -A triblock copolymer of polyacrylic acid-random polypropylene-polyacrylic acid (rPP-PAA) (Mn: 2500-17000-2500 manufactured by Sanei Kogyo Co., Ltd.). Random polypropylene is a random copolymer containing 5% by mass of ethylene and 95% by mass of propylene.
炭素繊維複合材料の製造方法について
リアクティブプロセッシングによる各種コンポジットの作製
ポリプロピレンと、補強材である炭素繊維(Entry6〜10)と、上記相溶化剤であるMAPP、iPP−PAA、iPP−PAA-Na、rPP−PAAとを、下記表2の配合割合にて二軸押出機(テクノベル(株)製:KZW20TW-45MG-NH、L/D=45 スクリュー径20mm:同方向回転)を用いて射出部190℃、混合180℃、回転数150rpmにて、溶解、混練してストランドを作製し、ストランドペレタイザ(テクノベル(株)製)を用いてペレット状に加工した。なお、表2中、配合量の空欄部は配合なしを意味する。
Manufacturing method of carbon fiber composite material Preparation of various composites by reactive processing Polypropylene, carbon fiber (Entry 6 to 10) as a reinforcing material, and the above-mentioned compatibilizers MAPP, iPP-PAA, iPP-PAA-Na, Injecting part 190 with rPP-PAA using a twin-screw extruder (manufactured by Technobel Co., Ltd .: KZW20TW-45MG-NH, L / D = 45
炭素繊維複合材料における熱可塑性樹脂と炭素繊維の界面接着性評価は、マイクロドロップレット(MD)法とフラグメンテーション(FT)法を用いて行った。 The interfacial adhesiveness between the thermoplastic resin and the carbon fiber in the carbon fiber composite material was evaluated by using the microdroplet (MD) method and the fragmentation (FT) method.
マイクロドロップレット(MD)法
サイジング剤を除去した炭素繊維(直径7μm、繊維長50mm)を金型の中心にはり、該金型の中心に、溶融した上記Entry1〜5の試料を付着させて、サンプルを作製した。熱可塑性樹脂の溶融にはヒートプレート(AS ONE社製:TEMPERATURE CONTROLLER TJA-550)を使用した。各サンプルの溶融温度、溶融時間、樹脂玉成形温度、樹脂玉成形時間の条件を下記表3に示す。
Microdroplet (MD) method A carbon fiber (diameter 7 μm, fiber length 50 mm) from which the sizing agent has been removed is placed in the center of the mold, and the molten samples of Entry 1 to 5 are attached to the center of the mold. A sample was prepared. A heat plate (manufactured by AS ONE: TEMPERATURE CONTROLLER TJA-550) was used to melt the thermoplastic resin. The conditions of the melting temperature, melting time, resin ball forming temperature, and resin ball forming time of each sample are shown in Table 3 below.
上記のように、炭素繊維にEntry1〜5の試料を付着させて、サンプルである樹脂玉を作製した。試験に用いた樹脂玉の大きさは100μm とした。炭素繊維に付着した樹脂玉をブレードで把持し、炭素繊維を樹脂玉が抜けるまで一方向に引っ張った。界面接着性評価の試験速度は0.06mm/分とした。炭素繊維から樹脂玉が抜けたときの荷重(F)を用いて、式(1)にて界面せん断強度(τ)を算出した。なお、下記界面せん断強度の測定は、東栄産業(株)製の複合材界面特性評価装置HM410 を用いて行った。 As described above, the samples of Entry 1 to 5 were attached to the carbon fibers to prepare a resin ball as a sample. The size of the resin ball used in the test was 100 μm. The resin ball attached to the carbon fiber was grasped by a blade, and the carbon fiber was pulled in one direction until the resin ball came off. The test speed for interfacial adhesion evaluation was 0.06 mm / min. The interfacial shear strength (τ) was calculated by the formula (1) using the load (F) when the resin ball was removed from the carbon fiber. The following interface shear strength was measured using the composite material interface characteristic evaluation device HM410 manufactured by Toei Sangyo Co., Ltd.
τ=F /(πDL) (1)
(式中、D は炭素繊維の直径、L は樹脂玉と炭素繊維とが接する界面の長さを意味する。)
τ = F / (πDL) (1)
(In the formula, D means the diameter of the carbon fiber, and L means the length of the interface where the resin ball and the carbon fiber contact.)
フラグメンテーション(FT)法
ホットプレス機(井元製作所(株)製:IMC-180C型)を用いてEntry1〜5のフィルムを作製した。フィルムとしての成形条件は、各サンプルについて、溶融を180℃で5分、圧縮を50kNで3分とした。フィルムの作製後、Entry1〜5のフィルムについて、サイジング剤の除去処理を行った炭素繊維とサイジング剤の除去処理を行っていない炭素繊維を、それぞれ、直線状に貼り付け、180℃にて1分の溶融、50kNにて1分の圧縮をし、炭素繊維をフィルム中に挟み込んだ。炭素繊維をフィルム中に挟み込んだ試料を、試料打ち抜き機(井元製作所(株)製:IMC-1948型)を用いて所定形状に成形し、サンプルを作製した。
Films of Entry 1 to 5 were prepared using a fragmentation (FT) method hot press machine (manufactured by Imoto Seisakusho Co., Ltd .: IMC-180C type). The molding conditions for the film were: melting at 180 ° C. for 5 minutes and compression at 50 kN for 3 minutes for each sample. After the production of the film, the carbon fibers that have been subjected to the sizing agent removal treatment and the carbon fibers that have not been subjected to the sizing agent removal treatment are respectively attached in a straight line to the films of Entry 1 to 5 for 1 minute at 180 ° C. Was melted and compressed at 50 kN for 1 minute, and carbon fibers were sandwiched in the film. A sample in which carbon fibers were sandwiched in a film was molded into a predetermined shape using a sample punching machine (manufactured by Imoto Seisakusho Co., Ltd .: IMC-1948 type) to prepare a sample.
作製したサンプルを引張試験機(SHIMADZU製:オートグラフAG-Xplus)にセットし、引張試験機の前にカメラ(NOW JAPAN製)を設置し、0.5mm/分の速度で引張試験を行い、炭素繊維の破断を観察した。下記式(2)にて炭素繊維臨界繊維長を算出し、下記式(3)にて界面せん断強度(τ)を算出した。せん断繊維測定本数N=4で平均値を採用した。 The prepared sample was set in a tensile tester (SHIMADZU: Autograph AG-Xplus), a camera (NOW JAPAN) was installed in front of the tensile tester, and a tensile test was performed at a speed of 0.5 mm / min. The breakage of carbon fibers was observed. The carbon fiber critical fiber length was calculated by the following formula (2), and the interfacial shear strength (τ) was calculated by the following formula (3). The average value was adopted when the number of shear fibers measured was N = 4.
マイクロドロップレット(MD)試験の結果を図4に示す。 The result of the microdroplet (MD) test is shown in FIG.
図4から、相溶化剤を用いなかった比較例1であるEntry1と比較して、相溶化剤としてMAPPを用いた比較例2であるEntry2、相溶化剤としてiPP−PAAを用いた実施例1であるEntry3、相溶化剤としてiPP−PAA-Naを用いた実施例2であるEntry4、相溶化剤としてrPP−PAA を用いた実施例3であるEntry5では、それぞれ、56%、129%、117%、99%の界面せん断強度の向上が確認された。また、比較例2であるEntry2と比較して、実施例1である Entry3、実施例2であるEntry4、実施例3であるEntry5では、それぞれ、46%、38%、27%の界面せん断強度の向上が確認された。よって、MAPPと比較して、iPP−PAA、iPP−PAA-Na、rPP−PAAは、いずれも優れた界面接着性を示した。
From FIG. 4, compared with Entry 1 which is Comparative Example 1 in which no compatibilizer was used, Entry 2 which is Comparative Example 2 using MAPP as a compatibilizer and Example 1 in which iPP-PAA was used as a compatibilizer. In Entry3 which is Entry3, Entry4 which is Example 2 using iPP-PAA-Na as a compatibilizer, and Entry5 which is Example 3 which uses rPP-PAA as a compatibilizer, 56%, 129% and 117, respectively. It was confirmed that the interfacial shear strength was improved by% and 99%. Further, as compared with Entry 2 which is Comparative Example 2, Entry 3 which is Example 1, Entry 4 which is Example 2, and
フラグメンテーション(FT)試験の結果を図5、6に示す。図5は、サイジング剤の除去処理を行った炭素繊維のFT試験結果、図6はサイジング剤の除去処理を行っていない炭素繊維のFT試験結果である。 The results of the fragmentation (FT) test are shown in Figures 5 and 6. FIG. 5 shows the FT test result of the carbon fiber after the sizing agent removal treatment, and FIG. 6 shows the FT test result of the carbon fiber without the sizing agent removal treatment.
図5から、サイジング剤の除去処理を行った炭素繊維について、比較例1であるEntry1と、比較例2であるEntry2、実施例1である Entry3、実施例2であるEntry4、実施例3であるEntry5を比較すると、それぞれ、230%、337%、367%、284%の界面せん断強度の向上が確認された。また、比較例2であるEntry2と、実施例1である Entry3、実施例2であるEntry4、実施例3であるEntry5を比較すると、それぞれ、32%、41%、16%の界面せん断強度の向上が確認された。
From FIG. 5, regarding the carbon fibers that have been subjected to the removal treatment of the sizing agent, Entry 1 which is Comparative Example 1, Entry 2 which is Comparative Example 2, Entry 3 which is Example 1, Entry 4 which is Example 2, and Example 3 are shown. Comparing
図6から、サイジング剤の除去処理を行っていない炭素繊維について、比較例1であるEntry1と、比較例2であるEntry2、実施例1である Entry3、実施例2であるEntry4、実施例3であるEntry5を比較すると、それぞれ、186%、397%、356%、292%の界面せん断強度の向上が確認された。また、比較例2であるEntry2と、実施例1である Entry3、実施例2であるEntry4、実施例3であるEntry5を比較すると、それぞれ、73%、59%、37%の界面せん断強度が確認された。
From FIG. 6, regarding the carbon fibers that have not been subjected to the removal treatment of the sizing agent, Entry 1 which is Comparative Example 1, Entry 2 which is Comparative Example 2, Entry 3 which is Example 1, Entry 4 which is Example 2, and Example 3 Comparing
上記図5、6から、サイジング剤の除去処理を行った炭素繊維でも、サイジング剤の除去処理を行っていない炭素繊維でも、MAPPと比較して、iPP−PAA、iPP−PAA-Na、rPP−PAAは、いずれも優れた界面接着性を示した。 From FIGS. 5 and 6 above, the carbon fibers that have been subjected to the sizing agent removal treatment and the carbon fibers that have not been subjected to the sizing agent removal treatment are compared with MAPP, iPP-PAA, iPP-PAA-Na, and rPP-. All PAAs showed excellent interfacial adhesiveness.
マイクロドロップレット(MD)試験とフラグメンテーション(FT)試験の結果から、サイジング剤中に含まれるC−OH結合と相溶化剤であるiPP−PAA、iPP−PAA-Na、rPP−PAAとが、エステル結合して架橋を形成したことにより、界面せん断強度が向上したと考えられる。サイジング剤の除去処理を実施した炭素繊維においても、C−OH結合の残基と上記各相溶化剤とが架橋を形成したと考えられるため、サイジング剤の除去処理をした炭素繊維、サイジング剤の除去処理をしなかった炭素繊維、どちらにおいても界面接着性が向上したと考えられる。 From the results of the microdroplet (MD) test and the fragmentation (FT) test, the C-OH bond contained in the sizing agent and the compatibilizers iPP-PAA, iPP-PAA-Na, and rPP-PAA are esterified. It is considered that the interfacial shear strength was improved by combining to form a crosslink. Even in the carbon fiber subjected to the sizing agent removal treatment, it is considered that the residue of the C-OH bond and each of the above compatibilizers formed a cross-linking, so that the carbon fiber and the sizing agent removed from the sizing agent It is considered that the interfacial adhesiveness was improved in both of the carbon fibers that were not removed.
また、MAPPでは、五員環オキソランが炭素繊維のサイジング剤のC−OH結合とエステル結合することによって、相溶化剤を配合しなかった比較例1と比較して界面せん断強度が向上したと考えられる。しかしながら、MAPPでは、サイジング剤中に含まれるC−OH結合との結合部が1か所のみであり、架橋は点で形成されていると考えられる。これに対し、iPP−PAA、iPP−PAA-Na、rPP−PAAでは、サイジング剤のC−OH結合と両末端にあるアクリル基とで架橋を形成、すなわち、2か所の架橋により、架橋は面で形成されて3次元的な架橋構造となるので、MAPPと比較して、より高い界面接着性を示したと考えられる。 Further, in MAPP, it is considered that the interfacial shear strength was improved as compared with Comparative Example 1 in which the compatibilizer was not added, because the five-membered ring oxolane was ester-bonded with the C-OH bond of the carbon fiber sizing agent. Be done. However, in MAPP, there is only one bond with the C-OH bond contained in the sizing agent, and it is considered that the crosslinks are formed at points. On the other hand, in iPP-PAA, iPP-PAA-Na, and rPP-PAA, a crosslink is formed by the C-OH bond of the sizing agent and the acrylic groups at both ends, that is, the crosslink is formed by two crosslinks. Since it is formed by a surface and has a three-dimensional crosslinked structure, it is considered that it showed higher interfacial adhesiveness as compared with MAPP.
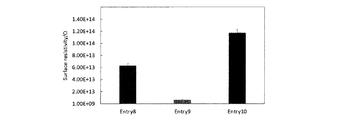
帯電防止特性評価
比較例1であるEntry1、実施例1、2、3であるEntry3、4、5、実施例4、5、6であるEntry8、9、10の各試料について、ホットプレスで180℃、1分で溶融し、厚さ0.4〜0.8mmに成形してシート状とした。サンプルの表面抵抗の測定はJIS K 6911に従い、次のようにして行った。表面抵抗計にハイレスタ−UP(三菱化学(株)製)、プローブはUR−100(三菱化学(株)製)を用いた。装置を起動し抵抗値が安定するまで2時間放置し、1000Vを60秒印可した後、23℃で表面抵抗値を測定した。
Evaluation of antistatic characteristics Entry 1 of Comparative Example 1,
表面抵抗値の測定結果を、図7、8に示す。 The measurement results of the surface resistance value are shown in FIGS. 7 and 8.
図7、8から、相溶化剤としてiPP−PAA、iPP−PAA-Na、rPP−PAAを使用した実施例1〜6(Entry3〜5、8〜10)では、相溶化剤を使用しなかった比較例1(Entry1)と比較して、表面抵抗値が低減し、帯電防止特性が得られた。図7、8から、iPP−PAA-Naを相溶化剤として使用した実施例2、5(Entry4、9)では、他の実施例よりも表面抵抗値がさらに低減した。これはNaにより炭素繊維複合材料に極性が生じ、導電性が改善したためと考えられる。 From FIGS. 7 and 8, in Examples 1 to 6 (Entry 3 to 5, 8 to 10) in which iPP-PAA, iPP-PAA-Na, and rPP-PAA were used as the compatibilizer, the compatibilizer was not used. Compared with Comparative Example 1 (Entry 1), the surface resistance value was reduced and antistatic characteristics were obtained. From FIGS. 7 and 8, in Examples 2 and 5 (Entry 4 and 9) in which iPP-PAA-Na was used as a compatibilizer, the surface resistance value was further reduced as compared with the other examples. It is considered that this is because Na causes the carbon fiber composite material to become polar and the conductivity is improved.
本発明の炭素繊維複合材料では、既存の相溶化剤であるMAPPに代えて、iPP−PAA、iPP−PAA-Na、rPP−PAAを、ポリオレフィンと炭素繊維の複合材料の相溶化剤として使用することで、界面接着性および帯電防止特性得ることができる。よって、機械的特性と帯電防止特性が要求される成形品の分野で、特に、利用価値が高い。 In the carbon fiber composite material of the present invention, iPP-PAA, iPP-PAA-Na, and rPP-PAA are used as a compatibilizer for the composite material of polyolefin and carbon fiber instead of the existing compatibilizer MAPP. Therefore, interfacial adhesiveness and antistatic properties can be obtained. Therefore, it has high utility value especially in the field of molded products that require mechanical properties and antistatic properties.
Claims (5)
前記相溶化剤が、ポリ(メタ)アクリル酸−ポリオレフィン−ポリ(メタ)アクリル酸及びポリ(メタ)アクリル酸の金属塩−ポリオレフィン−ポリ(メタ)アクリル酸の金属塩からなる群から選択された少なくとも1つの、[a1]−[b1]−[a2]構造のトリブロック共重合体であり、
[a1]の数平均分子量が500〜10000、[a2]の数平均分子量が500〜10000、[b1]の数平均分子量が1000〜200000である炭素繊維複合材料。 A carbon fiber composite material containing carbon fibers, a thermoplastic resin, and a compatibilizer for the carbon fibers and the thermoplastic resin.
The compatibilizer was selected from the group consisting of poly (meth) acrylic acid- polyolefin-poly (meth) acrylic acid and poly (meth) acrylic acid metal salts- polyolefin-poly (meth) acrylic acid metal salts. It is a triblock copolymer having at least one [a 1 ]-[b 1 ]-[a 2] structure.
A carbon fiber composite material having a number average molecular weight of [a 1 ] of 500 to 10000, a number average molecular weight of [a 2 ] of 500 to 10000, and a number average molecular weight of [b 1 ] of 1000 to 200,000.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017039214A JP6910041B2 (en) | 2017-03-02 | 2017-03-02 | Carbon fiber composite material |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017039214A JP6910041B2 (en) | 2017-03-02 | 2017-03-02 | Carbon fiber composite material |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018145245A JP2018145245A (en) | 2018-09-20 |
| JP6910041B2 true JP6910041B2 (en) | 2021-07-28 |
Family
ID=63589471
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017039214A Active JP6910041B2 (en) | 2017-03-02 | 2017-03-02 | Carbon fiber composite material |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6910041B2 (en) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7209248B2 (en) * | 2018-09-28 | 2023-01-20 | 学校法人金沢工業大学 | Manufacturing method of fiber-reinforced polypropylene composite material and fiber-reinforced polypropylene composite material |
| CN113474418B (en) | 2019-02-28 | 2023-10-24 | 出光兴产株式会社 | Resin composition and molded article thereof |
| JP7405642B2 (en) * | 2019-03-12 | 2023-12-26 | 三洋化成工業株式会社 | Compatibilizer for resin |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000218711A (en) * | 1999-02-02 | 2000-08-08 | Asahi Chem Ind Co Ltd | Carbon fiber-containing thermoplastic resin molded product |
| JP2005048172A (en) * | 2003-07-14 | 2005-02-24 | Mitsubishi Chemicals Corp | Propylene-based block copolymer |
| JP2013103490A (en) * | 2011-11-17 | 2013-05-30 | Du Pont Mitsui Polychem Co Ltd | Laminate |
| KR101415014B1 (en) * | 2013-06-21 | 2014-07-04 | 한국생산기술연구원 | Composite for transport comprising polypropylene resin and carbon long fiber |
-
2017
- 2017-03-02 JP JP2017039214A patent/JP6910041B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018145245A (en) | 2018-09-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101575458B1 (en) | Polyolefin-natural fiber composites for extrusion molding | |
| JP6910041B2 (en) | Carbon fiber composite material | |
| TWI795516B (en) | Fiber-reinforced thermoplastic resin molded article and fiber-reinforced thermoplastic resin molded material | |
| JP6070575B2 (en) | Pellet mixture, carbon fiber reinforced polypropylene resin composition, molded product, and method for producing pellet mixture | |
| JP2018115254A (en) | Composite resin composition | |
| JP2016196142A (en) | Molding and method for producing the same | |
| JP7561088B2 (en) | Fiber composite resin composition | |
| DE102012011898A1 (en) | Resin composition and inverter component made therefrom | |
| JP2021509124A (en) | Conductive concentrated resin composition, conductive polyamide resin composition, its manufacturing method and molded product | |
| US11993695B2 (en) | Thermoplastic resin composition having excellent heat resistance and electromagnetic wave shielding capacity, method of preparing thermoplastic resin composition, and injection-molded article manufactured using thermoplastic resin composition | |
| JP2024120913A (en) | Method for producing resin composition | |
| JP7198287B2 (en) | Long fiber reinforced propylene resin composition and long fiber reinforced molded article | |
| JP6937160B2 (en) | Fiber composite resin molded parts | |
| CN115867608B (en) | Ethylene polymer composition and use thereof | |
| CN106188824B (en) | Polymer resin composition, polymer composite tape, and front bumper for automobile | |
| JP6797707B2 (en) | Method for manufacturing an injection molded product made of a fiber reinforced resin composition | |
| KR101425975B1 (en) | Polymer resin blend composition for automotive exterior, article for automotive exterior and preparing method of the same | |
| Slieptsova et al. | Polymer sand composites based on the mixed and heavily contaminated thermoplastic waste | |
| JP2014221848A (en) | Fiber-reinforced resin composition | |
| KR101335165B1 (en) | Enhanced dimensional stability of modified polyphenylene ether/carbon fiber and manufacturing method the same | |
| Kim et al. | Compatibilizing effects of polypropylene-g-itaconic acid on the polypropylene composites | |
| CN113265145A (en) | Carbon fiber reinforced polyphenylene sulfide composite material and preparation method thereof | |
| KR20140103834A (en) | Resin composite material and method for manufacturing resin composite material | |
| JP2017008242A (en) | Long fiber pellet, pellet mixture and molded article | |
| WO2019069134A1 (en) | Carbon fiber reinforced polypropylene and polyethylene composite materials |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200131 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20201119 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201130 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210121 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210315 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210507 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210607 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210628 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6910041 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |