JP6892888B2 - 計時器用ムーブメントの渦巻き状のばねを固定するバランスばねスタッド及びこのようなバランスばねスタッドを製造する方法 - Google Patents
計時器用ムーブメントの渦巻き状のばねを固定するバランスばねスタッド及びこのようなバランスばねスタッドを製造する方法 Download PDFInfo
- Publication number
- JP6892888B2 JP6892888B2 JP2019065797A JP2019065797A JP6892888B2 JP 6892888 B2 JP6892888 B2 JP 6892888B2 JP 2019065797 A JP2019065797 A JP 2019065797A JP 2019065797 A JP2019065797 A JP 2019065797A JP 6892888 B2 JP6892888 B2 JP 6892888B2
- Authority
- JP
- Japan
- Prior art keywords
- free end
- spiral spring
- gap
- arm
- stud
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Classifications
-
- G—PHYSICS
- G04—HOROLOGY
- G04B—MECHANICALLY-DRIVEN CLOCKS OR WATCHES; MECHANICAL PARTS OF CLOCKS OR WATCHES IN GENERAL; TIME PIECES USING THE POSITION OF THE SUN, MOON OR STARS
- G04B17/00—Mechanisms for stabilising frequency
- G04B17/32—Component parts or constructional details, e.g. collet, stud, virole or piton
- G04B17/325—Component parts or constructional details, e.g. collet, stud, virole or piton for fastening the hairspring in a fixed position, e.g. using a block
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Springs (AREA)
- Adornments (AREA)
- Standing Axle, Rod, Or Tube Structures Coupled By Welding, Adhesion, Or Deposition (AREA)
Description
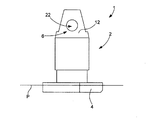
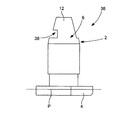
2 バランスばねスタッド
4 基部
P 平面
6 第1のアーム
8 第2のアーム
10 ギャップ
12、14 外面
16 接着剤滴
18 外側の自由端
20 渦巻き状のばね
22 穴
24 内側の自由端
28 コレット
30 ディスク
32 接着剤滴
34 紫外線源
36 第2の特定の実施形態
38 溝
40 フック
42 支持面
44 第3の特定の実施形態
46 ビード
48 内側側面
50 スタンピングツール
d1 初期の幅
d2 最終幅
52 環状のカラー
54 穴開け器
56 第1の穴
58 第2の穴
60 接着剤ディスペンサー
Claims (4)
- 計時器用ムーブメント用の渦巻き状のばね(20)の最も外側の巻きの自由端(18)を接着剤滴(16)を用いて固定するバランスばねスタッドであって、
このバランスばねスタッド(2)には、平面(P)内にて延在している基部(4)があり、
前記基部(4)からは、前記基部(4)の反対側の端にて自由な第1のアーム(6)と第2のアーム(8)が延在しており、
前記第1のアーム(6)と前記第2のアーム(8)は、ギャップ(10)によって互いに離れており、
前記ギャップ(10)内にて、硬化された接着剤滴(16)内にトラップされた渦巻き状のばね(20)の最も外側の巻きの自由端(18)が収容され、
少なくとも前記第1のアーム(6)には、その自由端から離れた箇所に溝(38)が形成されており、
この溝(38)は、前記基部(4)の前記平面(P)と角度を形成している平面内にて広がっており、
硬化された接着剤滴(16)を保持する支持面(42)を形成するフック(40)の境界を少なくとも前記第1のアーム(6)において形成し、
前記第1のアーム(6)と前記第2のアーム(8)の少なくとも一方には、前記渦巻き状のばね(20)の最も外側の巻きの自由端(18)が中にトラップされた硬化された接着剤滴(16)が、前記バランスばねスタッド(2)に接着しないようになっても、収容されている前記ギャップ(10)から解放されることを防ぐように構成している止め手段がある
バランスばねスタッド。 - 計時器用ムーブメント用の渦巻き状のばね(20)の最も外側の巻きの自由端(18)を接着剤滴(16)を用いて固定するバランスばねスタッドであって、
このバランスばねスタッド(2)には、平面(P)内にて延在している基部(4)があり、
前記基部(4)からは、前記基部(4)の反対側の端にて自由な第1のアーム(6)と第2のアーム(8)が延在しており、
前記第1のアーム(6)と前記第2のアーム(8)は、ギャップ(10)によって互いに離れており、
前記ギャップ(10)内にて、硬化された接着剤滴(16)内にトラップされた渦巻き状のばね(20)の最も外側の巻きの自由端(18)が収容され、
少なくとも前記第1のアームと前記第2のアーム(6、8)は、前記バランスばねスタッド(2)の対応するアーム(6、8)と一体化されるように作られる少なくとも1つのビード(46)が設けられ、前記ビードは前記渦巻き状のばね(20)の最も外側の巻きの自由端(18)がトラップされている硬化された接着剤滴(16)を受ける前記ギャップ(10)内に突き出ている
バランスばねスタッド。 - 計時器用ムーブメント用の渦巻き状のばね(20)の最も外側の巻きの自由端(18)を固定するバランスばねスタッド(2)を製造する方法であって、
このバランスばねスタッド(2)は、平面(P)内にて延在している基部(4)と、及びこの平面(P)から延在している第1及び第2のアーム(6、8)とを有し、
前記第1及び第2のアーム(6、8)は、硬化された接着剤滴(16)内にトラップされる、渦巻き状のばね(20)の最も外側の巻きの自由端(18)を収容するように意図されているギャップ(10)によって互いに離れており、
前記ギャップ(10)は、初期には第1の幅(d1)を有するように作られ、
当該方法は、前記渦巻き状のばね(20)の最も外側の巻きの自由端(18)がトラップされる硬化された接着剤滴(16)を受けるように構成している前記ギャップ(10)内にて突き出ている止め手段(46)をスタンピングしアプセット加工することによって作ることによって前記ギャップ(10)を広げるステップを備える方法。 - 計時器用ムーブメント用の渦巻き状のばね(20)の最も外側の巻きの自由端(18)を固定するバランスばねスタッド(2)を製造する方法であって、
このバランスばねスタッド(2)は、平面(P)内にて延在している基部(4)を有し、この基部(4)上に第1及び第2のアーム(6、8)が立っており、
前記第1及び第2のアーム(6、8)は、前記基部(4)の反対側の端においては自由になっており、
前記第1及び第2のアーム(6、8)は、硬化された接着剤滴(16)内にトラップされる前記渦巻き状のばね(20)の最も外側の巻きの自由端(18)が収容されるギャップ(10)によって互いに離れており、
当該方法は、前記第1及び第2のアーム(6、8)の前記自由端から前記基部(4)の方へと前記バランスばねスタッド(2)に第1の穴を機械加工して形成し、前記基部(4)から前記第1及び第2のアーム(6、8)の自由端の方へと前記スタッド(2)に第2の穴を機械加工して形成するステップを備え、
前記機械加工は、前記第1の穴が前記第2の穴内に部分的に出現するように行われ、
これによって、前記渦巻き状のばね(20)の最も外側の巻きの自由端(18)がトラップされる硬化された接着剤滴(16)を収容するように形成された前記ギャップ(10)内にて突き出ているカラーを局所的に保持するようにされる方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP18172195.2 | 2018-05-14 | ||
| EP18172195.2A EP3570118B1 (fr) | 2018-05-14 | 2018-05-14 | Piton pour la fixation d'un ressort spiral d'un mouvement d'horlogerie et procédé de fabrication d'un tel piton |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019200199A JP2019200199A (ja) | 2019-11-21 |
| JP6892888B2 true JP6892888B2 (ja) | 2021-06-23 |
Family
ID=62167150
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019065797A Active JP6892888B2 (ja) | 2018-05-14 | 2019-03-29 | 計時器用ムーブメントの渦巻き状のばねを固定するバランスばねスタッド及びこのようなバランスばねスタッドを製造する方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US11480926B2 (ja) |
| EP (1) | EP3570118B1 (ja) |
| JP (1) | JP6892888B2 (ja) |
| CN (1) | CN110488592B (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6757481B1 (ja) * | 2020-01-29 | 2020-09-16 | セイコーウオッチ株式会社 | 調速機、脱進機、ムーブメント及び時計 |
| EP4332686A1 (fr) * | 2022-08-30 | 2024-03-06 | ETA SA Manufacture Horlogère Suisse | Spiral pour ensemble balancier-spiral d'un mouvement d'horlogerie |
| EP4386490A1 (fr) * | 2022-12-13 | 2024-06-19 | The Swatch Group Research and Development Ltd | Composant d'horlogerie résultant de l'assemblage de deux pièces et procédé de fabrication dudit composant |
| CH720429A1 (fr) * | 2023-01-12 | 2024-07-31 | Vaucher Mft Fleurier S A | Ensemble piton-spiral pour mouvement d'horlogerie |
| JP2025002256A (ja) * | 2023-06-22 | 2025-01-09 | セイコーエプソン株式会社 | ひげ持ち、ひげ持ち付きひげゼンマイ、その製造方法、テンプ、および、時計 |
| EP4498175A1 (fr) * | 2023-07-24 | 2025-01-29 | ETA SA Manufacture Horlogère Suisse | Organe réglant d'horlogerie muni d'un système d'actionnement à crochet |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH499804A (fr) * | 1965-04-21 | 1969-04-15 | Virola Sa | Dispositif de fixation d'un spiral d'horlogerie à l'axe du balancier |
| DE1932432A1 (de) * | 1969-06-26 | 1971-01-07 | Kienzle Uhrenfabriken Gmbh | Vorrichtung zum Befestigen eines Endes einer Schwingfeder |
| FR2141622B1 (ja) * | 1971-06-15 | 1977-06-03 | Lip Horlogerie | |
| CH559382A (ja) * | 1973-01-12 | 1975-02-28 | ||
| FR2283475A1 (fr) * | 1973-12-21 | 1976-03-26 | Epsilon Sarl | Procede pour la fixation de l'extremite exterieure d'un ressort spiral a un piton et piton pour la mise en oeuvre du procede |
| JPS521172U (ja) * | 1975-06-23 | 1977-01-06 | ||
| CH600404B5 (ja) * | 1975-12-02 | 1978-06-15 | Hormec Sa | |
| CH622149GA3 (en) * | 1977-12-23 | 1981-03-31 | Device for fixing the outer end of a hairspring to the framework of the movement of a timepiece and method for manufacturing this device | |
| WO1999012080A1 (en) * | 1997-08-28 | 1999-03-11 | Seiko Epson Corporation | Spring, power spring, hair spring, driving mechanism utilizing them, and timepiece |
| EP1515200A1 (fr) * | 2003-09-10 | 2005-03-16 | Patek Philippe S.A. | Spiral d'horlogerie |
| EP3118692B1 (fr) * | 2015-07-16 | 2018-12-26 | Nivarox-FAR S.A. | Fixation de ressort-spiral d'horlogerie par collage |
| CH711473B1 (fr) * | 2016-02-25 | 2017-03-15 | Eta Sa Mft Horlogère Suisse | Procédé de fixation d'un spiral pour mouvement d'horlogerie mécanique au moyen d'une colle dans un piton. |
| EP3211486B1 (fr) * | 2016-02-25 | 2018-09-26 | ETA SA Manufacture Horlogère Suisse | Procede de fixation d'un spiral pour mouvement d'horlogerie mecanique |
-
2018
- 2018-05-14 EP EP18172195.2A patent/EP3570118B1/fr active Active
-
2019
- 2019-03-29 JP JP2019065797A patent/JP6892888B2/ja active Active
- 2019-04-09 US US16/379,009 patent/US11480926B2/en active Active
- 2019-05-13 CN CN201910393205.3A patent/CN110488592B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US11480926B2 (en) | 2022-10-25 |
| CN110488592A (zh) | 2019-11-22 |
| EP3570118A1 (fr) | 2019-11-20 |
| US20190346812A1 (en) | 2019-11-14 |
| CN110488592B (zh) | 2021-03-16 |
| JP2019200199A (ja) | 2019-11-21 |
| EP3570118B1 (fr) | 2022-01-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6892888B2 (ja) | 計時器用ムーブメントの渦巻き状のばねを固定するバランスばねスタッド及びこのようなバランスばねスタッドを製造する方法 | |
| US8707536B2 (en) | Assembly of a part that has no plastic domain | |
| TWI493299B (zh) | 用於在無需壓入或黏合之下固定部件之系統 | |
| US8944676B2 (en) | Assembly of a part that is brittle | |
| TWI648605B (zh) | 具有受應力的彈性裝置之複合組件 | |
| US8636403B2 (en) | Timepiece component and method for making same | |
| US8739385B2 (en) | Assembly of a part that has no plastic domain | |
| US20130286795A1 (en) | Assembly of a part that has no plastic domain | |
| RU2589665C2 (ru) | Сборочная система храпового замка | |
| CN107662088B (zh) | 加速度计摆组件装配定位方法 | |
| US9529333B2 (en) | Method of manufacturing a device comprising at least two parts | |
| HK1239843B (zh) | 具有受力的彈性裝置的複合構件 | |
| BE1026930B1 (nl) | Verbeterde werkwijze voor het vervaardigen van een piëzo-elektrische buzzer en piëzo-elektrische buzzer volgens werkwijze | |
| JP7684137B2 (ja) | 部品、部品を有する時計用ムーブメント、時計用ムーブメントを有する時計、および部品の製造方法 | |
| CN221613190U (zh) | 用于固定钟表机芯的游丝的固定部件 | |
| JP2022542842A (ja) | 時計構成要素を結合するための方法 | |
| HK40066947A (zh) | 用於將鐘錶部件結合的方法 | |
| KR20240031086A (ko) | 기계적 측시 무브먼트의 스프렁 밸런스 어셈블리의 밸런스 스프링 | |
| JP2852446B2 (ja) | スピーカの製造方法 | |
| JP2022551453A (ja) | ディスクを固定する装置 | |
| JP2022540290A (ja) | X線マーカーをステントに取り付ける方法 | |
| HK1239842A1 (en) | Dial applique for a timepiece | |
| HK1176127B (en) | Assembly of a part that has no plastic domain | |
| HK1188836A1 (zh) | 不具有塑性域的部件的組裝 | |
| HK1188836B (en) | Assembly of a component which does not have a plastic domain |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190417 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200317 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200608 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201215 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210302 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210525 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210528 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6892888 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |