JP6847679B2 - 複合材の修理方法 - Google Patents
複合材の修理方法 Download PDFInfo
- Publication number
- JP6847679B2 JP6847679B2 JP2017008476A JP2017008476A JP6847679B2 JP 6847679 B2 JP6847679 B2 JP 6847679B2 JP 2017008476 A JP2017008476 A JP 2017008476A JP 2017008476 A JP2017008476 A JP 2017008476A JP 6847679 B2 JP6847679 B2 JP 6847679B2
- Authority
- JP
- Japan
- Prior art keywords
- semi
- ventilation
- impregnated
- prepreg
- composite material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C73/00—Repairing of articles made from plastics or substances in a plastic state, e.g. of articles shaped or produced by using techniques covered by this subclass or subclass B29D
- B29C73/04—Repairing of articles made from plastics or substances in a plastic state, e.g. of articles shaped or produced by using techniques covered by this subclass or subclass B29D using preformed elements
- B29C73/10—Repairing of articles made from plastics or substances in a plastic state, e.g. of articles shaped or produced by using techniques covered by this subclass or subclass B29D using preformed elements using patches sealing on the surface of the article
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
Description
実施形態1に係る複合材1の修理方法は、複合材1に形成された損傷等による欠損部を修理対象としており、この修理対象となる被修理部5を修理する方法となっている。この修理方法によって修理された後の被修理部5である補修部8は、予め設定された所定の強度を満足するように修理される。
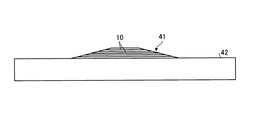
次に、図4から図7を参照して、実施形態2に係る複合材の修理方法について説明する。なお、実施形態2では、重複した記載を避けるべく、実施形態1と異なる部分について説明し、実施形態1と同様の構成である部分については、同じ符号を付して説明する。図4は、実施形態2に係る複合材の修理方法に関する一例の説明図である。図5は、実施形態2に係る複合材の修理方法に関する一例の説明図である。図6は、実施形態2に係る複合材の修理方法において修理された複合材の補修部の断面図である。図7は、実施形態2に係る複合材の修理方法において修理された複合材の補修部の強度に関するグラフである。
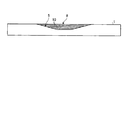
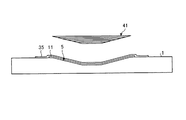
次に、図8及び図9を参照して、実施形態3に係る複合材の修理方法について説明する。なお、実施形態3でも、重複した記載を避けるべく、実施形態1及び2と異なる部分について説明し、実施形態1及び2と同様の構成である部分については、同じ符号を付して説明する。図8は、実施形態3に係る複合材の修理方法に関する一例の説明図である。図9は、実施形態3に係る複合材の修理方法に関する一例の説明図である。
5 被修理部
8 補修部
10 半含浸プリプレグ
11 樹脂シート
12 通気被覆シート
12a 被覆部位
12b 余剰部位
15 シール部材
16 封止部材
21 欠損部
25 真空吸引ポート
28 ヒータマット
29 バッグフィルム
30 シール材
35 通気介在シート
35a 被覆部位
35b 余剰部位
41 修理パッチ
42 成形型
F 繊維
R 樹脂
Claims (6)
- 複合材の修理対象となる被修理部を補修する複合材の修理方法において、
繊維に樹脂が含浸している含浸領域と繊維に樹脂が含浸していない未含浸領域とを含むプリプレグである半含浸プリプレグと、
シート状に形成された樹脂シートと、
通気性を有する部材である通気部材と、が用意されており、
前記複合材の表面から窪んで形成される前記被修理部に、前記樹脂シートを配置する樹脂シート配置工程と、
前記樹脂シート上に前記半含浸プリプレグを積層して配置するプリプレグ配置工程と、
積層した前記半含浸プリプレグの前記未含浸領域と連通するように前記通気部材を配置すると共に、前記通気部材を、真空吸引部と接する位置に配置する通気部材配置工程と、を備え、
前記プリプレグ配置工程では、前記半含浸プリプレグを所定数積層するごとに真空吸引を行うことを特徴とする複合材の修理方法。 - 前記半含浸プリプレグは、積層される積層方向である面外方向に亘って前記未含浸領域が形成されており、
前記通気部材は、前記半含浸プリプレグの最表面側に配置されて前記半含浸プリプレグを被覆すると共に、前記真空吸引部と接する位置に配置される通気被覆部材を有し、
前記通気部材配置工程では、前記プリプレグ配置工程後において、前記半含浸プリプレグを被覆するように、積層された前記半含浸プリプレグの最表面側に前記通気被覆部材を配置することを特徴とする請求項1に記載の複合材の修理方法。 - 前記半含浸プリプレグは、積層される積層方向に直交する面内方向に亘って前記未含浸領域が形成されており、
前記通気部材は、
前記樹脂シートと前記半含浸プリプレグとの間に配置されて前記半含浸プリプレグの前記未含浸領域と連通する通気介在部材と、
前記半含浸プリプレグの最表面側に配置されて前記半含浸プリプレグを被覆すると共に、前記通気介在部材及び前記真空吸引部と接する位置に配置される通気被覆部材と、を有し、
前記通気部材配置工程は、
前記樹脂シート配置工程後において、前記樹脂シート上に前記通気介在部材を配置する通気介在部材配置工程と、
前記プリプレグ配置工程後において、前記半含浸プリプレグを被覆するように、積層された前記半含浸プリプレグの最表面側に前記通気被覆部材を配置する通気被覆部材配置工程と、を含むことを特徴とする請求項1に記載の複合材の修理方法。 - 前記通気介在部材は、前記真空吸引部の真空吸引による、積層された前記半含浸プリプレグの前記樹脂シートへの移動に抗して、前記半含浸プリプレグと前記樹脂シートとの間に脱気回路を形成する緩衝材であることを特徴とする請求項3に記載の複合材の修理方法。
- 前記通気介在部材は、不織布であり、
前記不織布の厚さは、前記樹脂シートの厚さの0.7倍以上となっていることを特徴とする請求項3または4に記載の複合材の修理方法。 - 前記不織布の厚さは、前記樹脂シートの厚さの3倍以下となっていることを特徴とする請求項5に記載の複合材の修理方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017008476A JP6847679B2 (ja) | 2017-01-20 | 2017-01-20 | 複合材の修理方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017008476A JP6847679B2 (ja) | 2017-01-20 | 2017-01-20 | 複合材の修理方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018114721A JP2018114721A (ja) | 2018-07-26 |
| JP6847679B2 true JP6847679B2 (ja) | 2021-03-24 |
Family
ID=62983730
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017008476A Active JP6847679B2 (ja) | 2017-01-20 | 2017-01-20 | 複合材の修理方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6847679B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6946143B2 (ja) * | 2017-10-17 | 2021-10-06 | 三菱重工業株式会社 | 修理パッチ、修理パッチの成形方法、複合材の修理方法及び成形治具 |
| JP7036694B2 (ja) * | 2018-09-12 | 2022-03-15 | 三菱重工業株式会社 | 修理パッチ及び複合材の修理方法 |
| CN109334055B (zh) * | 2018-10-30 | 2020-10-30 | 宁夏大学 | 一种用于复合材料制件修复的在位加工装置 |
| CN110370689A (zh) * | 2019-07-10 | 2019-10-25 | 广州飞机维修工程有限公司 | 一种民航飞机座舱塑料部件的修理方法 |
| JP6764052B1 (ja) * | 2019-11-01 | 2020-09-30 | デザインアンドイノベーション株式会社 | 繊維強化プラスチック成形品、低比重部材、及び木質系建築物 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004276355A (ja) * | 2003-03-14 | 2004-10-07 | Toray Ind Inc | プリフォームおよびそのプリフォームを用いた繊維強化樹脂複合体の製造方法 |
| US7628879B2 (en) * | 2007-08-23 | 2009-12-08 | The Boeing Company | Conductive scrim embedded structural adhesive films |
| JP5441437B2 (ja) * | 2009-02-21 | 2014-03-12 | 東邦テナックス株式会社 | 部分含浸プリプレグ及びその製造方法並びにそれを用いた繊維強化複合材料の製造方法 |
| US8545650B2 (en) * | 2009-12-08 | 2013-10-01 | The Boeing Company | Method of repairing a composite structure |
| US9044904B2 (en) * | 2011-11-17 | 2015-06-02 | The Boeing Company | Expandable surface breather and method |
| JP6061568B2 (ja) * | 2012-08-31 | 2017-01-18 | 新日鉄住金マテリアルズ株式会社 | VaRTM用強化繊維シートの製造方法及び繊維強化プラスチック構造物成型方法 |
| US10213964B2 (en) * | 2015-05-08 | 2019-02-26 | The Boeing Company | Methods and apparatus for repairing composite materials |
-
2017
- 2017-01-20 JP JP2017008476A patent/JP6847679B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018114721A (ja) | 2018-07-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6847679B2 (ja) | 複合材の修理方法 | |
| KR101264947B1 (ko) | 대형의 벌집형 코어 강화 복합재료 구조물을 위한 저온,진공경화 제조방법 | |
| RU2015129705A (ru) | Отверждаемые препреги с отверстиями в поверхности | |
| EP2241432B1 (en) | Intermediate-manufactured composite airfoil and method for manufacturing | |
| EP2914414B1 (en) | Composite tool having vacuum integrity and method of making the same | |
| US20150283765A1 (en) | Supporting profiled element, method for producing a supporting profiled element, and use of said supporting profiled element in a method for producing a reinforced vehicle fuselage component | |
| WO2017081456A1 (en) | Methods and patches for repairing composite laminates | |
| US20140134383A1 (en) | Method for local reinforcement of a composite fiber reinforced panel and panel obtained using said method | |
| US20170225413A1 (en) | Method for manufacturing a reinforced part comprising a composite material | |
| EP3831585B1 (en) | Repair patch, repair patch molding method, and repair method for composite material | |
| JP4016013B2 (ja) | 積層成形物の製造方法 | |
| US11548247B2 (en) | Method for producing a composite component | |
| KR20170123411A (ko) | 양방향 z-피닝 패치를 이용한 광폭 섬유강화수지패널 제조방법 | |
| KR101857959B1 (ko) | 림 제조용 몰드 및 이를 이용한 림 제조방법 | |
| US20220152944A1 (en) | Embossed vacuum bag film, vacuum bagging system including an embossed vacuum bag film, and methods of fabricating a composite part using the same | |
| US20210221493A1 (en) | Integrally Stiffened Bonded Panel with Vented Pockets and Methods of Manufacture | |
| US20140150969A1 (en) | Device for the manufacture of a bonded component and also a method | |
| TWI592531B (zh) | 透氣複合纖維織物 | |
| US20240199231A1 (en) | Method for manufacuturing an aircraft window frame comprising a barrier layer, window frame obtained from this method and aircraft comprising at least one such window frame | |
| EP4046781B1 (en) | Embossed release film, vacuum bagging system, and methods of fabricating composite parts using the same | |
| KR101561029B1 (ko) | 차량용 헬멧 제조방법 | |
| KR101517575B1 (ko) | 반함침 프리프레그의 탈오토클레이브 성형방법 및 성형장치 | |
| JP6820753B2 (ja) | 修理パッチの成形方法 | |
| US11633881B1 (en) | Heated composite tool and method for building and use | |
| JP2018039130A (ja) | 複合材料の成形方法および複合材料の成形装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190828 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200925 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200929 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201130 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210202 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210303 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6847679 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |