JP6832279B6 - 手切れ性シート及びその製造方法 - Google Patents
手切れ性シート及びその製造方法 Download PDFInfo
- Publication number
- JP6832279B6 JP6832279B6 JP2017533819A JP2017533819A JP6832279B6 JP 6832279 B6 JP6832279 B6 JP 6832279B6 JP 2017533819 A JP2017533819 A JP 2017533819A JP 2017533819 A JP2017533819 A JP 2017533819A JP 6832279 B6 JP6832279 B6 JP 6832279B6
- Authority
- JP
- Japan
- Prior art keywords
- film
- modified region
- modified
- main
- films
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005520 cutting process Methods 0.000 title description 26
- 238000004519 manufacturing process Methods 0.000 title description 11
- 238000000034 method Methods 0.000 claims description 60
- 229920000642 polymer Polymers 0.000 claims description 55
- 238000011084 recovery Methods 0.000 claims description 44
- 230000002093 peripheral effect Effects 0.000 claims description 39
- 238000010438 heat treatment Methods 0.000 claims description 37
- 239000002243 precursor Substances 0.000 claims description 36
- 239000000463 material Substances 0.000 claims description 29
- 229920000098 polyolefin Polymers 0.000 claims description 11
- 238000001816 cooling Methods 0.000 claims description 7
- 230000008859 change Effects 0.000 claims description 6
- 230000002829 reductive effect Effects 0.000 claims description 4
- 230000001070 adhesive effect Effects 0.000 description 51
- 239000000853 adhesive Substances 0.000 description 47
- 230000008569 process Effects 0.000 description 43
- 238000000576 coating method Methods 0.000 description 39
- 239000002390 adhesive tape Substances 0.000 description 33
- -1 oligomers Polymers 0.000 description 28
- 238000012360 testing method Methods 0.000 description 28
- 229920006254 polymer film Polymers 0.000 description 26
- 239000010410 layer Substances 0.000 description 25
- 239000011248 coating agent Substances 0.000 description 23
- 239000000446 fuel Substances 0.000 description 23
- 230000000873 masking effect Effects 0.000 description 23
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 19
- 239000000203 mixture Substances 0.000 description 18
- 229920006378 biaxially oriented polypropylene Polymers 0.000 description 17
- 239000011127 biaxially oriented polypropylene Substances 0.000 description 17
- 239000004743 Polypropylene Substances 0.000 description 16
- 238000002844 melting Methods 0.000 description 15
- 230000008018 melting Effects 0.000 description 15
- 239000000470 constituent Substances 0.000 description 14
- 238000005266 casting Methods 0.000 description 11
- 238000005755 formation reaction Methods 0.000 description 10
- 230000000977 initiatory effect Effects 0.000 description 10
- 230000004048 modification Effects 0.000 description 10
- 238000012986 modification Methods 0.000 description 10
- 229920001155 polypropylene Polymers 0.000 description 10
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 9
- 239000007788 liquid Substances 0.000 description 9
- 229920000728 polyester Polymers 0.000 description 9
- 230000008901 benefit Effects 0.000 description 8
- 239000003795 chemical substances by application Substances 0.000 description 8
- 239000007800 oxidant agent Substances 0.000 description 8
- 239000011347 resin Substances 0.000 description 8
- 229920005989 resin Polymers 0.000 description 8
- 230000015572 biosynthetic process Effects 0.000 description 7
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 7
- 239000000654 additive Substances 0.000 description 6
- 239000011230 binding agent Substances 0.000 description 6
- 230000000052 comparative effect Effects 0.000 description 6
- 229920001577 copolymer Polymers 0.000 description 6
- 239000002667 nucleating agent Substances 0.000 description 6
- 230000003647 oxidation Effects 0.000 description 6
- 238000007254 oxidation reaction Methods 0.000 description 6
- 239000002904 solvent Substances 0.000 description 6
- 239000004793 Polystyrene Substances 0.000 description 5
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 5
- 230000004888 barrier function Effects 0.000 description 5
- 238000006243 chemical reaction Methods 0.000 description 5
- 238000002485 combustion reaction Methods 0.000 description 5
- 239000000945 filler Substances 0.000 description 5
- 229920002223 polystyrene Polymers 0.000 description 5
- 238000012545 processing Methods 0.000 description 5
- 239000000126 substance Substances 0.000 description 5
- 239000002344 surface layer Substances 0.000 description 5
- 238000011282 treatment Methods 0.000 description 5
- 239000002585 base Substances 0.000 description 4
- 238000004132 cross linking Methods 0.000 description 4
- 239000013078 crystal Substances 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 230000001747 exhibiting effect Effects 0.000 description 4
- 239000000835 fiber Substances 0.000 description 4
- 230000004907 flux Effects 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- 239000003973 paint Substances 0.000 description 4
- 239000002245 particle Substances 0.000 description 4
- 239000000049 pigment Substances 0.000 description 4
- 238000001878 scanning electron micrograph Methods 0.000 description 4
- 229920006126 semicrystalline polymer Polymers 0.000 description 4
- 239000000758 substrate Substances 0.000 description 4
- 239000004952 Polyamide Substances 0.000 description 3
- 239000012963 UV stabilizer Substances 0.000 description 3
- 239000012790 adhesive layer Substances 0.000 description 3
- 239000003963 antioxidant agent Substances 0.000 description 3
- 229920001400 block copolymer Polymers 0.000 description 3
- 230000008602 contraction Effects 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 238000001125 extrusion Methods 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 239000003345 natural gas Substances 0.000 description 3
- 238000010422 painting Methods 0.000 description 3
- 230000000149 penetrating effect Effects 0.000 description 3
- 229920002647 polyamide Polymers 0.000 description 3
- 239000002952 polymeric resin Substances 0.000 description 3
- 229920005604 random copolymer Polymers 0.000 description 3
- 229920003002 synthetic resin Polymers 0.000 description 3
- 238000010998 test method Methods 0.000 description 3
- VBICKXHEKHSIBG-UHFFFAOYSA-N 1-monostearoylglycerol Chemical compound CCCCCCCCCCCCCCCCCC(=O)OCC(O)CO VBICKXHEKHSIBG-UHFFFAOYSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- 229920000181 Ethylene propylene rubber Polymers 0.000 description 2
- 239000004831 Hot glue Substances 0.000 description 2
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 2
- 239000004594 Masterbatch (MB) Substances 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 239000002202 Polyethylene glycol Substances 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 2
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 229910052783 alkali metal Inorganic materials 0.000 description 2
- 238000000137 annealing Methods 0.000 description 2
- 239000002216 antistatic agent Substances 0.000 description 2
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 2
- WPYMKLBDIGXBTP-UHFFFAOYSA-N benzoic acid Chemical class OC(=O)C1=CC=CC=C1 WPYMKLBDIGXBTP-UHFFFAOYSA-N 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 230000001143 conditioned effect Effects 0.000 description 2
- 239000012792 core layer Substances 0.000 description 2
- 238000002425 crystallisation Methods 0.000 description 2
- 230000008025 crystallization Effects 0.000 description 2
- 238000007607 die coating method Methods 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 238000005553 drilling Methods 0.000 description 2
- 239000000975 dye Substances 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 239000012760 heat stabilizer Substances 0.000 description 2
- 230000001976 improved effect Effects 0.000 description 2
- 239000011256 inorganic filler Substances 0.000 description 2
- 229910003475 inorganic filler Inorganic materials 0.000 description 2
- 230000000670 limiting effect Effects 0.000 description 2
- 239000000314 lubricant Substances 0.000 description 2
- 239000012766 organic filler Substances 0.000 description 2
- 230000001590 oxidative effect Effects 0.000 description 2
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 2
- 230000035515 penetration Effects 0.000 description 2
- 239000004014 plasticizer Substances 0.000 description 2
- 238000005498 polishing Methods 0.000 description 2
- 229920001223 polyethylene glycol Polymers 0.000 description 2
- 229920005606 polypropylene copolymer Polymers 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 230000001681 protective effect Effects 0.000 description 2
- 238000010791 quenching Methods 0.000 description 2
- 230000000171 quenching effect Effects 0.000 description 2
- 230000005855 radiation Effects 0.000 description 2
- 238000009738 saturating Methods 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 238000010301 surface-oxidation reaction Methods 0.000 description 2
- 239000000454 talc Substances 0.000 description 2
- 229910052623 talc Inorganic materials 0.000 description 2
- 235000012222 talc Nutrition 0.000 description 2
- 230000003685 thermal hair damage Effects 0.000 description 2
- 238000009966 trimming Methods 0.000 description 2
- QEOSCXACXNFJCY-AKHDSKFASA-N (2R,3R,4S,5R)-6-benzyl-7-phenylheptane-1,2,3,4,5,6-hexol Chemical compound C(C1=CC=CC=C1)C(O)([C@H](O)[C@@H](O)[C@H](O)[C@H](O)CO)CC1=CC=CC=C1 QEOSCXACXNFJCY-AKHDSKFASA-N 0.000 description 1
- QNRATNLHPGXHMA-XZHTYLCXSA-N (r)-(6-ethoxyquinolin-4-yl)-[(2s,4s,5r)-5-ethyl-1-azabicyclo[2.2.2]octan-2-yl]methanol;hydrochloride Chemical compound Cl.C([C@H]([C@H](C1)CC)C2)CN1[C@@H]2[C@H](O)C1=CC=NC2=CC=C(OCC)C=C21 QNRATNLHPGXHMA-XZHTYLCXSA-N 0.000 description 1
- WPMYUUITDBHVQZ-UHFFFAOYSA-M 3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoate Chemical compound CC(C)(C)C1=CC(CCC([O-])=O)=CC(C(C)(C)C)=C1O WPMYUUITDBHVQZ-UHFFFAOYSA-M 0.000 description 1
- 239000005995 Aluminium silicate Substances 0.000 description 1
- 229910052582 BN Inorganic materials 0.000 description 1
- 239000005711 Benzoic acid Substances 0.000 description 1
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- 239000004215 Carbon black (E152) Substances 0.000 description 1
- UGFAIRIUMAVXCW-UHFFFAOYSA-N Carbon monoxide Chemical compound [O+]#[C-] UGFAIRIUMAVXCW-UHFFFAOYSA-N 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical group [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 1
- 229920002449 FKM Polymers 0.000 description 1
- 244000043261 Hevea brasiliensis Species 0.000 description 1
- 101100388055 Mus musculus Polm gene Proteins 0.000 description 1
- 239000006057 Non-nutritive feed additive Substances 0.000 description 1
- BPQQTUXANYXVAA-UHFFFAOYSA-N Orthosilicate Chemical compound [O-][Si]([O-])([O-])[O-] BPQQTUXANYXVAA-UHFFFAOYSA-N 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- NRCMAYZCPIVABH-UHFFFAOYSA-N Quinacridone Chemical compound N1C2=CC=CC=C2C(=O)C2=C1C=C1C(=O)C3=CC=CC=C3NC1=C2 NRCMAYZCPIVABH-UHFFFAOYSA-N 0.000 description 1
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Natural products C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 1
- YKTSYUJCYHOUJP-UHFFFAOYSA-N [O--].[Al+3].[Al+3].[O-][Si]([O-])([O-])[O-] Chemical compound [O--].[Al+3].[Al+3].[O-][Si]([O-])([O-])[O-] YKTSYUJCYHOUJP-UHFFFAOYSA-N 0.000 description 1
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- 150000001340 alkali metals Chemical class 0.000 description 1
- 229910052784 alkaline earth metal Inorganic materials 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 235000012211 aluminium silicate Nutrition 0.000 description 1
- DIZPMCHEQGEION-UHFFFAOYSA-H aluminium sulfate (anhydrous) Chemical compound [Al+3].[Al+3].[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O DIZPMCHEQGEION-UHFFFAOYSA-H 0.000 description 1
- 229940115440 aluminum sodium silicate Drugs 0.000 description 1
- SXQXMCWCWVCFPC-UHFFFAOYSA-N aluminum;potassium;dioxido(oxo)silane Chemical compound [Al+3].[K+].[O-][Si]([O-])=O.[O-][Si]([O-])=O SXQXMCWCWVCFPC-UHFFFAOYSA-N 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 239000003242 anti bacterial agent Substances 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 238000003491 array Methods 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 239000000440 bentonite Substances 0.000 description 1
- 229910000278 bentonite Inorganic materials 0.000 description 1
- SVPXDRXYRYOSEX-UHFFFAOYSA-N bentoquatam Chemical compound O.O=[Si]=O.O=[Al]O[Al]=O SVPXDRXYRYOSEX-UHFFFAOYSA-N 0.000 description 1
- 235000010233 benzoic acid Nutrition 0.000 description 1
- 230000033228 biological regulation Effects 0.000 description 1
- 239000002981 blocking agent Substances 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 229920005549 butyl rubber Polymers 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 239000001506 calcium phosphate Substances 0.000 description 1
- 229910000389 calcium phosphate Inorganic materials 0.000 description 1
- 235000011010 calcium phosphates Nutrition 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 229910002091 carbon monoxide Inorganic materials 0.000 description 1
- 150000004649 carbonic acid derivatives Chemical class 0.000 description 1
- 229920002301 cellulose acetate Polymers 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 229910052570 clay Inorganic materials 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 230000005494 condensation Effects 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- PMHQVHHXPFUNSP-UHFFFAOYSA-M copper(1+);methylsulfanylmethane;bromide Chemical compound Br[Cu].CSC PMHQVHHXPFUNSP-UHFFFAOYSA-M 0.000 description 1
- 229920003020 cross-linked polyethylene Polymers 0.000 description 1
- 239000004703 cross-linked polyethylene Substances 0.000 description 1
- 238000001723 curing Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000032798 delamination Effects 0.000 description 1
- 230000001627 detrimental effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 235000014113 dietary fatty acids Nutrition 0.000 description 1
- 239000004205 dimethyl polysiloxane Substances 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 150000002170 ethers Chemical class 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 230000000763 evoking effect Effects 0.000 description 1
- 238000004299 exfoliation Methods 0.000 description 1
- 239000000194 fatty acid Substances 0.000 description 1
- 229930195729 fatty acid Natural products 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 239000004088 foaming agent Substances 0.000 description 1
- 229910021485 fumed silica Inorganic materials 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- YQEMORVAKMFKLG-UHFFFAOYSA-N glycerine monostearate Natural products CCCCCCCCCCCCCCCCCC(=O)OC(CO)CO YQEMORVAKMFKLG-UHFFFAOYSA-N 0.000 description 1
- SVUQHVRAGMNPLW-UHFFFAOYSA-N glycerol monostearate Natural products CCCCCCCCCCCCCCCCC(=O)OCC(O)CO SVUQHVRAGMNPLW-UHFFFAOYSA-N 0.000 description 1
- 150000002334 glycols Chemical class 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 239000010440 gypsum Substances 0.000 description 1
- 229910052602 gypsum Inorganic materials 0.000 description 1
- 229920001519 homopolymer Polymers 0.000 description 1
- 238000007757 hot melt coating Methods 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 125000004435 hydrogen atom Chemical group [H]* 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000004816 latex Substances 0.000 description 1
- 229920000126 latex Polymers 0.000 description 1
- 230000004807 localization Effects 0.000 description 1
- ZLNQQNXFFQJAID-UHFFFAOYSA-L magnesium carbonate Chemical compound [Mg+2].[O-]C([O-])=O ZLNQQNXFFQJAID-UHFFFAOYSA-L 0.000 description 1
- 239000001095 magnesium carbonate Substances 0.000 description 1
- 229910000021 magnesium carbonate Inorganic materials 0.000 description 1
- HCWCAKKEBCNQJP-UHFFFAOYSA-N magnesium orthosilicate Chemical compound [Mg+2].[Mg+2].[O-][Si]([O-])([O-])[O-] HCWCAKKEBCNQJP-UHFFFAOYSA-N 0.000 description 1
- 239000000395 magnesium oxide Substances 0.000 description 1
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 1
- 239000000391 magnesium silicate Substances 0.000 description 1
- 235000019792 magnesium silicate Nutrition 0.000 description 1
- 229910052919 magnesium silicate Inorganic materials 0.000 description 1
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 239000002557 mineral fiber Substances 0.000 description 1
- 230000000116 mitigating effect Effects 0.000 description 1
- 239000003607 modifier Substances 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 229920003052 natural elastomer Polymers 0.000 description 1
- 229920001194 natural rubber Polymers 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 239000003348 petrochemical agent Substances 0.000 description 1
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N phenol group Chemical group C1(=CC=CC=C1)O ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920000435 poly(dimethylsiloxane) Polymers 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 239000004848 polyfunctional curative Substances 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 238000010094 polymer processing Methods 0.000 description 1
- 239000004926 polymethyl methacrylate Substances 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 230000001902 propagating effect Effects 0.000 description 1
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 1
- 238000003847 radiation curing Methods 0.000 description 1
- 230000003134 recirculating effect Effects 0.000 description 1
- 238000002407 reforming Methods 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 238000007665 sagging Methods 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 230000035945 sensitivity Effects 0.000 description 1
- 150000004760 silicates Chemical class 0.000 description 1
- 235000012239 silicon dioxide Nutrition 0.000 description 1
- 239000000344 soap Substances 0.000 description 1
- 235000012217 sodium aluminium silicate Nutrition 0.000 description 1
- WXMKPNITSTVMEF-UHFFFAOYSA-M sodium benzoate Chemical compound [Na+].[O-]C(=O)C1=CC=CC=C1 WXMKPNITSTVMEF-UHFFFAOYSA-M 0.000 description 1
- 235000010234 sodium benzoate Nutrition 0.000 description 1
- 239000004299 sodium benzoate Substances 0.000 description 1
- 239000001488 sodium phosphate Substances 0.000 description 1
- 229910000162 sodium phosphate Inorganic materials 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 238000007592 spray painting technique Methods 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 238000010345 tape casting Methods 0.000 description 1
- 239000002470 thermal conductor Substances 0.000 description 1
- 239000004408 titanium dioxide Substances 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- QORWJWZARLRLPR-UHFFFAOYSA-H tricalcium bis(phosphate) Chemical compound [Ca+2].[Ca+2].[Ca+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O QORWJWZARLRLPR-UHFFFAOYSA-H 0.000 description 1
- RYFMWSXOAZQYPI-UHFFFAOYSA-K trisodium phosphate Chemical compound [Na+].[Na+].[Na+].[O-]P([O-])([O-])=O RYFMWSXOAZQYPI-UHFFFAOYSA-K 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- 239000012855 volatile organic compound Substances 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
- 239000001993 wax Substances 0.000 description 1
- 230000003313 weakening effect Effects 0.000 description 1
- 238000009736 wetting Methods 0.000 description 1
- 239000011787 zinc oxide Substances 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D7/00—Producing flat articles, e.g. films or sheets
- B29D7/01—Films or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/302—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising aromatic vinyl (co)polymers, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/263—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer having non-uniform thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/14—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by a layer differing constitutionally or physically in different parts, e.g. denser near its faces
- B32B5/142—Variation across the area of the layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/027—Thermal properties
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L101/00—Compositions of unspecified macromolecular compounds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
- B29C55/10—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial
- B29C55/12—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
- B29C55/10—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial
- B29C55/12—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial
- B29C55/14—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial successively
- B29C55/143—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial successively firstly parallel to the direction of feed and then transversely thereto
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/10—Polymers of propylene
- B29K2023/12—PP, i.e. polypropylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2270/00—Resin or rubber layer containing a blend of at least two different polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/516—Oriented mono-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/518—Oriented bi-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/582—Tearability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/726—Permeability to liquids, absorption
- B32B2307/7265—Non-permeable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/73—Hydrophobic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/734—Dimensional stability
- B32B2307/736—Shrinkable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2405/00—Adhesive articles, e.g. adhesive tapes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2323/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2323/10—Homopolymers or copolymers of propene
- C08J2323/12—Polypropene
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/302—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier the adhesive being pressure-sensitive, i.e. tacky at temperatures inferior to 30°C
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/312—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier parameters being the characterizing feature
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2423/00—Presence of polyolefin
- C09J2423/006—Presence of polyolefin in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2425/00—Presence of styrenic polymer
- C09J2425/006—Presence of styrenic polymer in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2467/00—Presence of polyester
- C09J2467/006—Presence of polyester in the substrate
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Mechanical Engineering (AREA)
- Thermal Sciences (AREA)
- Physics & Mathematics (AREA)
- Materials Engineering (AREA)
- Adhesive Tapes (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Laminated Bodies (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Sheet Holders (AREA)
- Making Paper Articles (AREA)
Description
(a)1つ以上のポリマー(例えば、ポリオレフィン、ポリエステル、ポリスチレン、及びポリアミド)を含む、第1のフィルム形成ポリマー構成成分を含み、かつ
(b)(1)第1主面及び第2主面と、(2)主フィルムが熱誘発自己形成可能であるランド部と、(3)1つ以上の改質領域と、を有する。各改質領域は、中央部と、中央部を取り囲む周縁部と、を備え、ランド部によって取り囲まれており、各周縁部の平均厚さは、改質領域を取り囲むランド部の平均厚さよりも大きく、各中央部の平均厚さは、改質領域を取り囲むランド部の平均厚さよりも小さく、かつ0よりも大きい(すなわち、改質領域は不透過性である)。この新規構造のフィルムによってもたらされる独特の一連の特性により、これらのフィルムは多くの用途に非常に好適となり、多くの驚くべき利点を提供することができる。いくつかの実施形態において、本発明の物品は、接着テープ又は接着シートのバッキングとして使用される。いくつかの実施形態において、主フィルムの1つ以上のセグメントは、約100gf/mil厚さ未満の引裂強度を有する。
(a)熱誘発弾性回復が可能であり、かつ第1主面及び第2主面を有する、前駆体部材を提供することと、
(b)前駆体部材の少なくとも1つの目標領域を前駆体部材の緩和温度(Tr)より高い温度で選択的に加熱する一方で、改質領域内で前駆体部材の寸法の変化を引き起こすように、改質領域を取り囲む前駆体部材の一部の温度を前駆体部材のTr未満の温度に維持し、その結果、目標領域におけるフィルム材料の一部が熱誘発弾性回復を受け、かつ周縁部によって取り囲まれた中央部を備える改質領域を形成し、周縁部の最大厚さが相対的により大きくなり、かつ第1面から第2面まで完全に開口する(すなわち、フィルムに穴をあける)ことなく、中央部の相対的な厚さが低下することと、
(c)改質領域をTr未満まで冷却することによって主フィルムを得ることと、を含み、主フィルムは、(1)第1主面及び第2主面と、(2)主フィルムが熱誘発弾性回復可能であるランド部と、(3)中央部と、中央部を取り囲む周縁部と、を備える1つ以上の改質領域と、を有し、改質領域はランド部によって取り囲まれており、各周縁部の平均厚さは、改質領域を取り囲むランド部の平均厚さよりも大きく、各中央部の平均厚さは、改質領域を取り囲むランド部の平均厚さよりも小さく、かつ0よりも大きい。
以下に定義する用語については、異なる定義が「特許請求の範囲」又は本明細書中の他の箇所で与えられない限り、これらの定義が適用されるものとする。
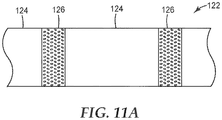
図1は、本発明の例示的な主フィルムの一部を示す。フィルム10は好適な前駆体フィルム12(すなわち、熱誘発弾性回復が可能である配向フィルム)から作製され、(1)第1主面14及び反対側の第2主面16と、(2)ランド部18と、(3)それぞれが中央部22と、中央部を取り囲む周縁部24とを備える1つ以上の改質領域20と、を有し、改質領域20はランド部18によって取り囲まれている。
本発明の形状適合性のある手切れ性主フィルム及び物品の作製に有用な前駆体フィルムは、典型的には、半結晶性の構成成分を有する配向フィルムである。
本発明のテープのバッキング部材は、場合により、当該技術分野において既知の、1つ以上の添加物及び他の構成成分を含む。例えば、バッキング部材又はその構成成分部材は、充填剤、顔料及び他の着色剤、ブロッキング防止剤、潤滑剤、可塑剤、加工助剤、静電気防止剤、核形成剤(例えば、β核形成剤)、抗酸化剤及び熱安定化剤、紫外線安定化剤、並びに他の特性変性剤(例えば、所望の接着剤及び他の材料との相溶性を改善する作用剤又は接着特性を増大若しくは低下させる作用剤等)を含んでもよい。充填剤及び他の添加物は、好ましくは、本明細書に記載の好ましい実施形態によって得られる特性に悪影響を及ぼさないように選択された量で加えられる。
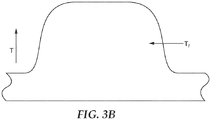
図2に示すように、本発明のテープのバッキング部材の主層は、その第1面から第2面方向に延在し(すなわち、第1面から第2面までが薄くなるが)第2面に到達はしない中央部を有する、改質領域を有する。このような新規フィルムの構造は、新規であり、多くの驚くべき利点を提供する。
「ポリマーフィルム14に形成された穿孔パターンには、本発明の布状フィルム及びテープバッキングの引裂特性及び引張特性に対して強い影響がある。ここで図4に関しては、典型的な穿孔パターン28の拡大したレイアウトの一部を示しており、長手方向の配向が上下、横方向の配向が左右である。示した穿孔パターン28は、穿孔1a、1b、及び1cを有する第1列、穿孔2a、2b、及び2cを有する第2列、穿孔3a、3b、及び3cを有する第3列、穿孔4a、4b、及び4cを有する第4列、並びに穿孔5a、5b、及び5cを有する第5列として特定される、一連の穿孔の列を備える。典型的には、穿孔は、フィルムの表面のほとんど又は全てに沿って延在するパターンを形成し、したがって、図4に示されたパターンは、1つのそのようなパターンの一部にすぎない。」
本発明の主フィルムは、本明細書に記載の、周縁及び凹部を有するが開口した中央部のない改質領域を提供する、様々なフィルム形成、配向、及び選択的な加熱法を使用して製造することができる。
(A)(a)熱誘発弾性回復が可能であり、かつ(b)第1主面及び第2主面を有する、前駆体フィルムを提供することと、
(B)前駆体フィルムの少なくとも1つの目標領域を前駆体フィルムの緩和温度(Tr)より高い温度で選択的に加熱する一方で、目標領域内で前駆体部材の寸法の変化を引き起こすように、目標領域を取り囲む前駆体フィルムの一部の温度を前駆体フィルムのTr未満の温度に維持し、その結果、目標領域におけるフィルム材料の一部が熱誘発弾性回復を受け、かつ周縁部によって取り囲まれた中央部を備える改質領域を形成し、周縁部の最大厚さが相対的により大きくなり、かつ中央部の相対的な厚さが低下するが、前駆体部材の第1主面と第2主面との間で完全に開口することはないことと、続いて、
(C)改質領域をTr未満まで冷却することによって主フィルムを得ることと、によって実施され、主フィルムは、(1)第1主面及び第2主面と、(2)主フィルムが熱誘発弾性回復可能であるランド部と、(3)1つ以上の改質領域と、を有し、各改質領域は、主フィルムの第1主面から突出し、かつ中央部を取り囲む周縁部を備える。本発明の接着テープは、次に、主フィルムの第2主面に配設される(すなわち、バッキング部材が、本質的に主フィルムからなる場合)、又は、バッキング部材の第2主面に配設される(すなわち、バッキング部材が、主層と、主フィルムの第2主面に(例えば、押出によって)接合された、適宜用いられる第2層を備える場合)、標準的に粘着性である感圧接着剤を適用することによって作製される。
ここで、「a」=周縁の厚さ、
「b」=ランド部の厚さ、
「c」=穿孔である中央部の厚さ(すなわち、0に達する)である。
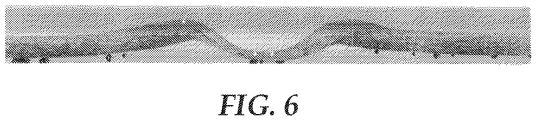
図5は、フィルムの熱誘発弾性回復によって形成された、開口した穿孔を示す、倍率80倍の走査型電子顕微鏡写真である。熱改質領域の周縁部、ランド部、及び中央部は、a、b、及びcと表示される。

容易な手切れ性が所望される多くの実施形態に対し、得られる主フィルムが、非ノッチ引裂強度約100グラム重(gf)/mil厚さ以下、より好ましくは約70gf/mil厚さ以下、最も好ましくは約55gf/mil厚さ(例えば、テープの横方向において)を呈することが時として好ましい。フィルムの引裂力が高すぎると、本発明のフィルムのいくつかの用途では許容される場合もあるが、フィルムを手で引裂くのが過度に困難となってしまうことがある。
バッキング部材の第2主面として被覆される接着剤は、当該技術分野において既知の任意の好適な接着剤とすることができる。好ましい接着剤は、標準的に粘着性である感圧接着剤である。接着剤の選択は、大部分は、得られるテープの目的とする用途に応じて決まる。好適な接着剤の実例としては、アクリレート、天然ゴム、ブチルゴム、スチレンコポリマー等のゴム樹脂、シリコーン、及びこれらの組み合わせをベースとするものが挙げられる。接着剤は、溶液コーティング、水系コーティング、又はホットメルトコーティング法によって適用することができる。接着剤としては、ホットメルトコーティングされた組成物、転写コーティングされた組成物、溶媒コーティングされた組成物、及びラテックス組成物、並びに積層接着剤、熱活性化接着剤、及び水活性化接着剤を挙げることができ、テープロールの巻き出し及び接着特性の望ましいバランスをもたらすものであることを除き、限定されるものではない。
本発明は、包装用テープ、塗装用マスキングテープ、一般用途又は「ダクト」テープ、医療用テープ、マスキングフィルム、ライナー、ラップ、並びに不織材、フォーム等を含む、1つ以上の追加の層を有するラミネート等の多くの用途向けの、接着剤付き又は接着剤なしであり得る、テープ又はシートの製造に使用することができる。
接着テープは、接着、接合、又はマスキング用途に幅広く使用されている。このような接着テープの本質的な側面は、自己接着剤及び剥離コーティングが付加されたテープバッキングが存在することである。接着テープの使用には、接着テープのバッキングが、道具又は手で引き裂くことによって分割供給が可能であり、有用な長さのテープをロールから分離できることが不可欠である。特に、マスキングテープ用途の分野では、所望分のテープを、いかなる道具又はテープの分割供給装置も使用せずに、接着テープロールから直接手で容易に引き裂けることが不可欠である。これにより、マスキングテープの、柔軟な、最速の使用が可能となる。本明細書で使用する手切れ性は、平均的な人間が、妥当で過度ではない労力のみによって、ある長さ若しくはシートの上記バッキングを容易に引き裂けるという意味での、テープが手で引き裂かれる能力、又は、手切れ性を指す。いくつかの態様において、鋭い力を素速く適用し、テープを有用な長さに「ぷつっと切る(snap)」ことができるのが望ましい。
・好都合な手切れ性
・固有の耐湿気性及び耐水性
・スリバリングに対する抵抗性
・直線の引裂伝搬
・目立たないこと
・高い形状適合性、すなわち、ポリマーフィルムの固有の伸長性と、火炎衝撃を受けたフィルムが有する薄くなった中央部に起因する「追加的」な伸長性と、の両方による、連続的かつ平坦な外側又は凸状端部で半径に形状を合わせられる能力。
・低コスト
・バリア、バインダー、又は飽和剤のコーティングを必要としないこと。
下記の試験方法を使用した。
BOPPフィルムの引張弾性率は、Alliance RT/5 MTS引張試験機により、ASTM D3759に従い測定した。幅1インチ、長さ6インチの試料を、試験フィルムの横方向に沿って切り出した。各試料の厚さを、この細片に沿って3つの異なる点で測定し、3つの測定値の平均として記録した。続いて、試験片を試験機のグリップに、分離間隔4インチで固定した。試験片の長軸を、グリップの中央の間を走る仮想の直線に沿って注意深く整列させた。固定中、試験片には、緩みの除去に必要とされた以上の引張力は加えなかった。次に、試験片が破断するまで、クロスヘッドを12インチ/分で移動した。引張弾性率を記録し、厚さによって正規化した。各フィルムについて、5反復を試験した。
試験片の熱誘発弾性回復応力を、TA Instrument model RSA G2 Dynamic Mechanical Analyzer(TA Instruments(New Castle,DE))を使用し、引張モードで測定した。
試験片の熱誘発弾性回復を、高精度寸法追跡システム(CCDマイクロメーター、LS−7001及びCCD LS−7030T)を取り付けたPerbix Thermal Shrinkage Analysis Instrument(Perbix Machine Company(Brooklyn Park,MN))を使用して測定し、熱処理前のフィルムの寸法の変化を検出した。試験片は、測定用に、フィルム配向の主軸に沿って切断した。実際には、逐次的に延伸したBOPPに対し、フィルムの横方向(TD)で、寸法はMDが25.4mm、TDが228.6mmとなる。試験片が平坦かつ均一に配置されるように、試験片を、1.5gの重りの引張力を使用して固定した。試験片をまず25℃で最短5分間コンディショニングした。フィルムの試験片の一方の端でフィルムをクリップに定置し、次いでオーブン中115℃で5分間加熱し、続いて25℃まで2分間冷却した。試料を加熱及び冷却しながら、試料の長さをKeyenceシステムで測定し、経時的な長さの変化を測定した。加熱の際に、フィルムの結晶質セグメント又は他の硬質相セグメントが軟化及び溶融するため、軸方向の収縮力又は弾性回復力が生じる。この結果、試験片のTDの長さの低下(熱収縮)又は増加(熱膨張)が起こる。報告したデータは、115℃下で少なくとも1分経過した後の、最初のプラトー領域から取られるものである。熱誘発弾性回復は、試験片の留め具に対してひずみ方向にかかるため、報告される値は、収縮のため負となる(つまり、試験片は引張収縮力を留め具に対して及ぼす)。熱膨張の場合には、値は正で報告される。
選択的な熱プロセスに供されたフィルムの手切れ性を、BOPPフィルムの横方向における開始引裂力試験を使用して測定した。引裂を開始する力を、Thwing−Albert Electronic Pro Elemendorf Tear Testerを使用して測定した。引裂試験を、非ノッチの2.5”×2.5”(63mm×63mm)のフィルム試験片に対し、それぞれについて5反復とし、1600gの振り子重りを使用して実施した。試験方法は、Elemendorf Propagation Force Tear試験−ASTM D1922に基づく。5反復の平均を、引裂を引き起こすグラム重単位で報告する。
厚さ約30〜約40マイクロメートルの、下記ポリマーの完成品シートを形成し、ロールに巻き取った。使用したプロセス条件を、表1に示す。
同時二軸配向ポリプロピレンフィルムを、米国特許第4,675,582号、同第4,825,111号、同第4,853,602号、同第5,036,262号、同第5,051,225号、及び同第5,072,493号に記載の、リニアモーターに基づく同時延伸プロセスを使用して調製した。延伸装置は、Brueckner Maschinenbraue(Seigsdorf,Germany)によって組み立てられた。表2に記載のポリマーを使用した。
表1に列挙した樹脂を、単軸押出機に装着された3層押出ダイを使用して共押出しし、32〜64℃の範囲の温度に設定したキャスティングドラム上でキャスティングすることにより、シートに形成した。続いてキャストシートを、まず、一組の選択的に加熱された駆動ローラーに通し、長手方向(MDO)の伸長比約5倍、次いで長手方向縁部に沿って一連のバネ仕掛けのグリップで固定し、横方向(TDO)に約9倍延伸することにより、逐次的に配向させた。このように形成した二軸配向シートを、更に処理するため、連続するロールとして回収した。
下記の火炎衝突プロセスを使用して、実施例における選択的な加熱を実施した。
長手方向の配向比が5:1、横方向の配向比が9:1である標準的な市販の逐次二軸配向ポリプロピレンを、実施例について記載した火炎衝突プロセスを通過させた。ただし、火炎の強さは578W/cm2(5000Btu/時インチ)、当量比は0.97(空気:燃料比10.0:1)、バッキングロール温度を38℃に保ち、濃縮を制御するための圧縮空気はバッキングロールには吹き込まず、リボンバーナーハウジングとバッキングロールとの間の距離は12mmであった。フィルムを速度25〜30m/分で、火炎衝突プロセスを通過させた。
Claims (5)
- 主フィルムを備える物品であって、
(a)前記主フィルムは、1つ以上のポリマーを含む第1のポリマー構成成分を含み、
(b)前記主フィルムは、
(1)第1主面及び第2主面と、
(2)前記主フィルムが熱誘発弾性回復可能であるランド部と、
(3)1つ以上の改質領域と、を備え、
各改質領域は、中央部と、前記中央部を取り囲む周縁部と、を備え、ランド部によって取り囲まれており、
各周縁部の平均厚さは、前記改質領域を取り囲む前記ランド部の平均厚さよりも大きく、各中央部の平均厚さは、前記改質領域を取り囲む前記ランド部の平均厚さより小さく、かつ0よりも大きく、かつ前記主フィルムの1つ以上のセグメントの引裂強度は約100gf/mil厚さ以下である、物品。 - 前記第1のポリマー構成成分が、1つ以上のポリオレフィンポリマーを含む、請求項1に記載の物品。
- 前記主フィルムが、複数の改質領域の第1のアレイを有する第1のセグメントと、複数の改質領域の第2のアレイを有する第2のセグメントと、を有し、前記第1のアレイが前記第2のアレイとは1つ以上の特徴において異なる、請求項1に記載の物品。
- 前記特徴が、(1)隣接した改質領域間の平均距離、(2)改質領域の形状、(3)改質領域の寸法、及び(4)周縁部の平均厚さからなる群から選択される、請求項3に記載の物品。
- (a)熱誘発弾性回復が可能であり、かつ第1主面及び第2主面を有する、前駆体部材を提供することと、
(b)前記前駆体部材の少なくとも1つの目標領域を前記前駆体部材の緩和温度(Tr)より高い温度で選択的に加熱する一方で、前記改質領域内で前記前駆体部材の寸法の変化を引き起こすように、前記改質領域を取り囲む前記前駆体部材の一部の温度を前記前駆体部材のTr未満の温度に維持し、その結果、前記目標領域における前記フィルム材料の一部が熱誘発弾性回復を受け、かつ周縁部によって取り囲まれた中央部を備える改質領域を形成し、前記周縁部の最大厚さが相対的により大きくなり、かつ前記第1面から前記第2面まで開口することなく、前記中央部の相対的な厚さが低下することと、
(c)前記改質領域をTr未満まで冷却することによって主フィルムを得ることと、を含み、前記主フィルムは、
(1)第1主面及び第2主面と、
(2)前記主フィルムが熱誘発弾性回復可能であるランド部と、
(3)中央部と、前記中央部を取り囲む周縁部と、を備える1つ以上の改質領域と、
を有し、前記改質領域はランド部によって取り囲まれており、
各周縁部の平均厚さは、前記改質領域を取り囲む前記ランド部の平均厚さよりも大きく、各中央部の平均厚さは、前記改質領域を取り囲む前記ランド部の平均厚さよりも小さく、かつ0よりも大きい、請求項1に記載の物品を形成する方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201462096259P | 2014-12-23 | 2014-12-23 | |
| US62/096,259 | 2014-12-23 | ||
| PCT/US2015/000231 WO2016105501A1 (en) | 2014-12-23 | 2015-12-23 | Hand tearable sheets and method for manufacturing same |
Publications (4)
| Publication Number | Publication Date |
|---|---|
| JP2018508596A JP2018508596A (ja) | 2018-03-29 |
| JP2018508596A5 JP2018508596A5 (ja) | 2019-02-07 |
| JP6832279B2 JP6832279B2 (ja) | 2021-02-24 |
| JP6832279B6 true JP6832279B6 (ja) | 2021-03-24 |
Family
ID=55275149
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017533819A Active JP6832279B6 (ja) | 2014-12-23 | 2015-12-23 | 手切れ性シート及びその製造方法 |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US10427365B2 (ja) |
| EP (1) | EP3237566A1 (ja) |
| JP (1) | JP6832279B6 (ja) |
| KR (1) | KR20170097723A (ja) |
| CN (1) | CN107207918A (ja) |
| AU (1) | AU2015371310A1 (ja) |
| BR (1) | BR112017013701A2 (ja) |
| CA (1) | CA2972232A1 (ja) |
| MX (1) | MX370224B (ja) |
| RU (1) | RU2017122184A (ja) |
| SG (1) | SG11201705178SA (ja) |
| TW (1) | TW201641637A (ja) |
| WO (1) | WO2016105501A1 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BR112020006838A2 (pt) | 2017-10-06 | 2020-10-06 | Northern Technologies International Corporation | composições de fitas de silicone autofundentes tendo inibidores de corrosão nelas |
| US10702029B2 (en) * | 2018-02-19 | 2020-07-07 | Natowatchbands.Com, Llc | Watch band or other wearable strap with tear away safety feature |
| US20190254390A1 (en) * | 2018-02-19 | 2019-08-22 | Natowatchbands.Com, Llc | Watch band or other strap with tear away safety feature |
| EP3774280A4 (en) * | 2018-03-29 | 2022-01-05 | 3M Innovative Properties Company | MICROFACTURED FILM AND METHOD OF ITS MANUFACTURING |
| US12048616B2 (en) * | 2019-05-22 | 2024-07-30 | Wade Melling | First aid medical treatment apparatus and method |
| WO2020240388A1 (en) * | 2019-05-31 | 2020-12-03 | 3M Innovative Properties Company | Heat-treated, oriented (co)polymeric films and methods for making the same using a cross-linked carrier layer |
| US20220220264A1 (en) | 2019-05-31 | 2022-07-14 | 3M Innovative Properties Company | Heat-treated, non-oriented (co)polymeric films and methods for making the same using an oriented carrier film |
| CN114616302A (zh) | 2019-11-20 | 2022-06-10 | 3M创新有限公司 | 重叠粘贴时具有高光学透明度的医用带材 |
| US20240033130A1 (en) | 2020-12-11 | 2024-02-01 | 3M Innovative Properties Company | Perforated tapes for medical applications |
Family Cites Families (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4167914A (en) | 1977-05-25 | 1979-09-18 | Bolton-Emerson, Inc. | Rotating rod, rotating press roll nip coating apparatus |
| US4125665A (en) | 1977-08-29 | 1978-11-14 | Johnson & Johnson | Container sealing tape |
| US4152231A (en) | 1978-10-26 | 1979-05-01 | Shell Oil Company | Radiation cured polydiene based polymer composition |
| IT8267442A0 (it) | 1982-04-05 | 1982-04-05 | Rotomec Costr Mecc | Dispositivo per spalmare una sostanza su di un materiale in nastro |
| US4581087A (en) | 1983-02-04 | 1986-04-08 | The Kendall Company | Method of making a thermoplastic adhesive-coated tape |
| US4656213A (en) | 1984-10-26 | 1987-04-07 | Atlantic Richfield Company | Acrylic hot melt pressure sensitive adhesive compounds |
| FI853041A0 (fi) | 1985-08-07 | 1985-08-07 | Valmet Oy | Anordning foer belaeggning av materialbana. |
| US4853602A (en) | 1985-12-24 | 1989-08-01 | E. I. Dupont De Nemours And Company | System for using synchronous secondaries of a linear motor to biaxially draw plastic films |
| US4675582A (en) | 1985-12-24 | 1987-06-23 | E. I. Du Pont De Nemours And Company | System useful for controlling multiple synchronous secondaries of a linear motor along an elongated path |
| US4756337A (en) | 1986-02-24 | 1988-07-12 | Royston Laboratories, Inc. | Gasline repair kit |
| US4825111A (en) | 1987-11-02 | 1989-04-25 | E. I. Du Pont De Nemours And Company | Linear motor propulsion system |
| US5072493A (en) | 1988-06-22 | 1991-12-17 | E. I. Du Pont De Nemours And Company | Apparatus for drawing plastic film in a tenter frame |
| US5051225A (en) | 1988-06-22 | 1991-09-24 | E. I. Du Pont De Nemours And Company | Method of drawing plastic film in a tenter frame |
| US5212011A (en) | 1988-12-16 | 1993-05-18 | Sumitomo Chemical Co., Ltd. | Adhesive tape |
| US5036262A (en) | 1989-09-13 | 1991-07-30 | E. I. Du Pont De Nemours And Company | Method of determining control instructions |
| US5804610A (en) | 1994-09-09 | 1998-09-08 | Minnesota Mining And Manufacturing Company | Methods of making packaged viscoelastic compositions |
| JPH09272100A (ja) * | 1996-04-05 | 1997-10-21 | Nidaiki Kk | プラスチックフイルムの手切り誘導構造 |
| US5889118A (en) * | 1996-06-03 | 1999-03-30 | Minnesota Mining And Manufacturing Company | Thermomorphic "smart" pressure sensitive adhesives |
| JP3536644B2 (ja) * | 1997-02-14 | 2004-06-14 | 東洋製罐株式会社 | 易開封性包材及び包装袋 |
| US6432527B1 (en) * | 1999-12-14 | 2002-08-13 | 3M Innovative Properties Company | Embossed film having controlled tear |
| US6635334B1 (en) | 2000-08-08 | 2003-10-21 | 3M Innovative Properties Company | Cloth-like polymeric films |
| US7037100B2 (en) * | 2002-10-09 | 2006-05-02 | 3M Innovative Properties Company | Apparatus for flame-perforating films and methods of flame-perforating films |
| US7138169B2 (en) * | 2003-03-05 | 2006-11-21 | 3M Innovative Properties Company | Cloth-like polymeric film with directional tear |
| US7160095B2 (en) * | 2003-10-06 | 2007-01-09 | 3M Innovative Properties Company | Apparatus for oxygen enriched flame-perforation of a polymer film |
| US7635264B2 (en) | 2007-12-20 | 2009-12-22 | 3M Innovative Properties Company | Attenuating combustion noise of premixed flames |
| JP2015513596A (ja) * | 2012-02-28 | 2015-05-14 | スリーエム イノベイティブ プロパティズ カンパニー | 同一の広がりを持ち交差する塗料保持パターン及び手引き裂きパターンを含む微細構造化テープ |
| WO2015100319A1 (en) * | 2013-12-26 | 2015-07-02 | 3M Innovative Properties Company | Adhesive tapes and methods for making |
-
2015
- 2015-12-23 JP JP2017533819A patent/JP6832279B6/ja active Active
- 2015-12-23 RU RU2017122184A patent/RU2017122184A/ru unknown
- 2015-12-23 KR KR1020177019981A patent/KR20170097723A/ko unknown
- 2015-12-23 WO PCT/US2015/000231 patent/WO2016105501A1/en active Application Filing
- 2015-12-23 AU AU2015371310A patent/AU2015371310A1/en not_active Abandoned
- 2015-12-23 SG SG11201705178SA patent/SG11201705178SA/en unknown
- 2015-12-23 TW TW104143457A patent/TW201641637A/zh unknown
- 2015-12-23 US US15/538,445 patent/US10427365B2/en active Active
- 2015-12-23 EP EP15831089.6A patent/EP3237566A1/en not_active Withdrawn
- 2015-12-23 MX MX2017008404A patent/MX370224B/es active IP Right Grant
- 2015-12-23 CN CN201580070818.3A patent/CN107207918A/zh not_active Withdrawn
- 2015-12-23 BR BR112017013701-1A patent/BR112017013701A2/pt not_active Application Discontinuation
- 2015-12-23 CA CA2972232A patent/CA2972232A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| US20170361550A1 (en) | 2017-12-21 |
| CN107207918A (zh) | 2017-09-26 |
| CA2972232A1 (en) | 2016-06-30 |
| RU2017122184A (ru) | 2019-01-24 |
| JP6832279B2 (ja) | 2021-02-24 |
| KR20170097723A (ko) | 2017-08-28 |
| WO2016105501A1 (en) | 2016-06-30 |
| MX370224B (es) | 2019-12-06 |
| AU2015371310A1 (en) | 2017-07-13 |
| EP3237566A1 (en) | 2017-11-01 |
| RU2017122184A3 (ja) | 2019-01-24 |
| MX2017008404A (es) | 2017-10-19 |
| TW201641637A (zh) | 2016-12-01 |
| BR112017013701A2 (pt) | 2018-01-02 |
| US10427365B2 (en) | 2019-10-01 |
| SG11201705178SA (en) | 2017-07-28 |
| JP2018508596A (ja) | 2018-03-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6832279B6 (ja) | 手切れ性シート及びその製造方法 | |
| US6635334B1 (en) | Cloth-like polymeric films | |
| EP1606364B1 (en) | Cloth-like polymeric film with directional tear and method of manufacturing | |
| KR20140063624A (ko) | 저접착성 백사이즈를 포함하는 수동-인열성 마스킹 테이프 | |
| AU2011285969B2 (en) | Duct tape with foam film backing layer | |
| JP2011518063A (ja) | 接着物品 | |
| KR20140063623A (ko) | 실리콘-함유 저접착성 백사이즈를 포함하는 수동-인열성 마스킹 테이프 | |
| WO2015100319A1 (en) | Adhesive tapes and methods for making | |
| US20220220264A1 (en) | Heat-treated, non-oriented (co)polymeric films and methods for making the same using an oriented carrier film | |
| US20220213351A1 (en) | Heat-treated, oriented (co)polymeric films and methods for making the same using a cross-linked carrier layer | |
| JP5171359B2 (ja) | 積層体及び粘着テープ | |
| JP2007152867A (ja) | 離型シート | |
| JP2004035757A (ja) | 易裂性ポリオレフィン系樹脂フィルム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181221 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181221 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191211 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200107 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200326 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200421 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210105 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210201 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6832279 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |