JP6825899B2 - How to make a pneumatic tire - Google Patents
How to make a pneumatic tire Download PDFInfo
- Publication number
- JP6825899B2 JP6825899B2 JP2016244723A JP2016244723A JP6825899B2 JP 6825899 B2 JP6825899 B2 JP 6825899B2 JP 2016244723 A JP2016244723 A JP 2016244723A JP 2016244723 A JP2016244723 A JP 2016244723A JP 6825899 B2 JP6825899 B2 JP 6825899B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- butyl
- squeegee
- widthwise end
- chafer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 125000000484 butyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 claims description 74
- 241000254043 Melolonthinae Species 0.000 claims description 48
- 229920001971 elastomer Polymers 0.000 claims description 47
- 239000005060 rubber Substances 0.000 claims description 47
- 238000004519 manufacturing process Methods 0.000 claims description 12
- 238000000034 method Methods 0.000 claims description 7
- 238000010030 laminating Methods 0.000 claims description 2
- 238000000465 moulding Methods 0.000 description 22
- 229910000831 Steel Inorganic materials 0.000 description 15
- 239000011324 bead Substances 0.000 description 15
- 239000010959 steel Substances 0.000 description 15
- 230000007547 defect Effects 0.000 description 4
- 238000004073 vulcanization Methods 0.000 description 4
- 230000000052 comparative effect Effects 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 230000035699 permeability Effects 0.000 description 3
- 230000002950 deficient Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 239000000470 constituent Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 239000012466 permeate Substances 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/08—Building tyres
- B29D30/20—Building tyres by the flat-tyre method, i.e. building on cylindrical drums
- B29D30/30—Applying the layers; Guiding or stretching the layers during application
- B29D30/3007—Applying the layers; Guiding or stretching the layers during application by feeding a sheet perpendicular to the drum axis and joining the ends to form an annular element
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/0681—Parts of pneumatic tyres; accessories, auxiliary operations
- B29D2030/0682—Inner liners
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Tyre Moulding (AREA)
- Tires In General (AREA)
Description
本発明は空気入りタイヤの製造方法に関する。 The present invention relates to a method for manufacturing a pneumatic tire.
空気入りタイヤの一番内側にはインナーライナーが設けられている。インナーライナーは、エアーの透過を防ぐブチル層と、ブチル層とカーカスプライを接着させるためのスキージー層とからなる(例えば特許文献1参照)。 An inner liner is provided on the innermost side of the pneumatic tire. The inner liner comprises a butyl layer for preventing air permeation and a squeegee layer for adhering the butyl layer and carcass ply (see, for example, Patent Document 1).
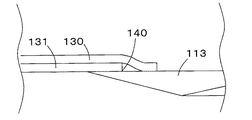
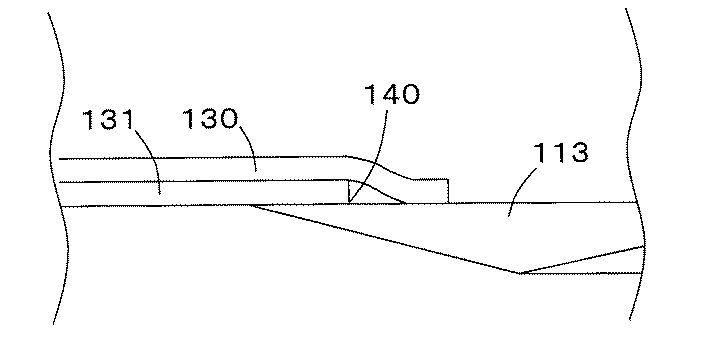
空気入りタイヤの製造においては、図5に示すように、まず成型ドラム上にラバーチェーファー113が貼り付けられ、ラバーチェーファー113の上からブチル層131及びスキージー層130が積層される。このとき図5に示すように、ブチル層131の幅方向端部がラバーチェーファー113とスキージー層130により挟まれる。すると、ブチル層の幅方向端部が段差140を形成するため、ブチル層131の幅方向端部近傍にエアーが残ってしまう。
In the production of a pneumatic tire, as shown in FIG. 5, a
ところで特許文献2にはインナーライナーのタイヤ周方向の端部を傾斜させることが記載されている。また特許文献3にはインナーライナーとサイドシートとの境界を傾斜させることが記載されている。 By the way, Patent Document 2 describes that the end portion of the inner liner in the tire circumferential direction is inclined. Further, Patent Document 3 describes that the boundary between the inner liner and the side sheet is inclined.
そこで本発明は、ブチル層の幅方向端部をラバーチェーファーとスキージー層とにより挟む工程を有し、ブチル層の幅方向端部近傍等にエアーが残りにくい空気入りタイヤの製造方法を提供することを課題とする。 Therefore, the present invention provides a method for manufacturing a pneumatic tire, which comprises a step of sandwiching the widthwise end portion of the butyl layer between a rubber chafer and a squeegee layer, and does not easily leave air in the vicinity of the widthwise end portion of the butyl layer. That is the issue.
本実施形態の空気入りタイヤの製造方法は、ラバーチェーファーの上からブチル層及びスキージー層を積層し、前記ブチル層の幅方向端部を前記ラバーチェーファーと前記スキージー層とで挟む工程を有する空気入りタイヤの製造方法であって、前記工程の前に、前記ブチル層及び前記スキージー層の幅方向端部に、前記ブチル層及び前記スキージー層の表面に対して20°以上35°以下となる傾斜を付け、前記工程において、前記ラバーチェーファーと前記ブチル層との重なり幅を5mm以上20mm以下とし、前記工程において、前記ブチル層の幅方向端部から前記スキージー層の幅方向端部までの距離を5mm以上20mm以下とすることを特徴とする。 The method for producing a pneumatic tire of the present embodiment includes a step of laminating a butyl layer and a squeegee layer on a rubber chafer and sandwiching a widthwise end portion of the butyl layer between the rubber chafer and the squeegee layer. A method for manufacturing a pneumatic tire, in which, before the step, the widthwise ends of the butyl layer and the squeegee layer are 20 ° or more and 35 ° or less with respect to the surfaces of the butyl layer and the squeegee layer. In the step, the overlapping width of the rubber chafer and the butyl layer is set to 5 mm or more and 20 mm or less, and in the step, from the widthwise end of the butyl layer to the widthwise end of the squeegee layer. The distance is 5 mm or more and 20 mm or less .
本実施形態によれば、ブチル層及びスキージー層の幅方向端部に、ブチル層及びスキージー層の表面に対して20°以上35°以下となる傾斜を付けるため、これらの端部が段差を形成しにくく、ブチル層の幅方向端部近傍等にエアーが残りにくい。 According to the present embodiment, the widthwise ends of the butyl layer and the squeegee layer are inclined to be 20 ° or more and 35 ° or less with respect to the surfaces of the butyl layer and the squeegee layer, so that these ends form a step. It is difficult for air to remain in the vicinity of the widthwise end of the butyl layer.
本実施形態について図面に基づき説明する。なお、本実施形態は一例に過ぎず、本発明の趣旨を逸脱しない範囲で適宜変更されたものについては、本発明の範囲に含まれるものとする。また図面は、説明の都合上、長さや形状等が誇張されて描かれたり、模式的に描かれたりする場合がある。しかしこのような図面はあくまでも一例であって、本発明の解釈を限定するものではない。 This embodiment will be described with reference to the drawings. It should be noted that the present embodiment is merely an example, and those which have been appropriately modified without departing from the spirit of the present invention shall be included in the scope of the present invention. Further, for convenience of explanation, the drawings may be drawn with exaggerated length, shape, etc., or may be drawn schematically. However, such drawings are merely examples and do not limit the interpretation of the present invention.
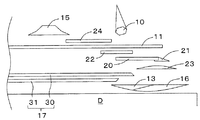
まず、本実施形態により製造される空気入りタイヤの構造について説明する。図1に示すように、本実施形態により製造される空気入りタイヤは、束ねられた鋼線にゴムが被覆されたビードコアと、ビードコアのタイヤ径方向外側に設けられたゴム製のビードフィラーとからなるビード10を、タイヤ幅方向両側に有する。カーカスプライ11が、タイヤ幅方向両側でビード10を包むと共に、これらのビード間で空気入りタイヤの骨格を形成している。カーカスプライ11のタイヤ径方向外側にはスチールコードがゴムに被覆された1枚又は複数枚のベルト12からなるベルト層が設けられている。さらにそのタイヤ径方向外側には接地面を有するトレッドゴム14が設けられている。またベルト12の幅方向両側において、カーカスプライ11とベルト12との間にベルト下パッド15が設けられている。またカーカスプライ11のタイヤ幅方向両側にはサイドウォールゴム16が設けられている。またカーカスの内側にはインナーライナー17が設けられている。インナーライナー17は、タイヤ内側のブチル層31と、カーカスプライ11側のスキージー層30とからなる。ブチル層31はエアーの透過を防ぐための層で、スキージー層30はブチル層31とカーカスプライ11とを接着させるための層である。
First, the structure of the pneumatic tire manufactured by the present embodiment will be described. As shown in FIG. 1, the pneumatic tire manufactured by the present embodiment is composed of a bead core in which a bundled steel wire is coated with rubber and a rubber bead filler provided on the outer side of the bead core in the tire radial direction.
ビード10の周りでは、ビード10をカーカスプライ11の外側から包むように、スチールチェーファー20が設けられている。スチールチェーファー20のタイヤ幅方向外側における端部にはスチールチェーファーパッド21が設けられている。また、スチールチェーファー20のタイヤ幅方向内側における端部の近傍にはフレアーテープ22が設けられ、フレアーテープ22の一部がスチールチェーファー20とカーカスプライ11との間に挟まれている。さらに、ビード10をスチールチェーファー20の外側から包むように、サイドウォールゴム16の下端からインナーライナー17の下端にかけて、ラバーチェーファー13が設けられている。ラバーチェーファー13とスチールチェーファーパッド21との間にはチェーファーパッド23が設けられている。
Around the
次に、図1に示す空気入りタイヤの大まかな製造方法について説明する。空気入りタイヤの製造工程は、大きく分けて、一次成型、二次成型及び加硫成型からなる。図2に空気入りタイヤの大まかな製造方法を簡略化して示す。 Next, a rough manufacturing method of the pneumatic tire shown in FIG. 1 will be described. The manufacturing process of pneumatic tires is roughly divided into primary molding, secondary molding and vulcanization molding. FIG. 2 shows a simplified method for manufacturing a pneumatic tire.
図2(a)に示すように、一次成型ではまず、インナーライナー17、カーカスプライ11、サイドウォールゴム16等からなるバンド体19が形成される。
As shown in FIG. 2A, first, in the primary molding, a
図3に示すように、まず、成型ドラムDの軸方向(ドラム軸方向)の両側に、ラバーチェーファー13及びサイドウォールゴム16が貼り付けられる。次に、ラバーチェーファー13の一部と重なるように、ドラム軸方向中央部に、インナーライナー17が貼り付けられる。ここで、インナーライナー17を構成するブチル層31とスキージー層30とが順番に成型ドラムDに貼り付けられても良いし、あらかじめブチル層31とスキージー層30とが一体化されてインナーライナー17が形成された後に、そのインナーライナー17が成型ドラムDに貼り付けられても良い。次に、ラバーチェーファー13とサイドウォールゴム16との境界を含む場所に、チェーファーパッド23が貼り付けられる。次に、インナーライナー17からチェーファーパッド23にかけての場所に、スチールチェーファー20及びスチールチェーファーパッド21が貼り付けられる。次に、スチールチェーファー20とインナーライナー17との境界を含む場所に、フレアーテープ22が貼り付けられる。次に、ドラム軸方向中央部に、カーカスプライ11が貼り付けられる。カーカスプライ11の一部には、インシュレーションテープ24が貼り付けられる。次に、二次成型においてベルト12の端部が配置される場所に、ベルト下パッド15が貼り付けられる。以上により、インナーライナー17、カーカスプライ11、サイドウォールゴム16等からなるバンド体19が完成する。
As shown in FIG. 3, first, the
バンド体19が形成された後、図2(b)及び図3に示すように、バンド体19の所定の2箇所にビード10がセットされる。次に、図2(c)に示すように、前記バンド体19の2つのビード10の間の部分が外径方向へシェーピングされ、また、前記バンド体19の2つのビード10より外側の部分がそれぞれビード10を包むようにターンアップされる。図2(c)における矢印Sはシェーピングの方向で、矢印Tはターンアップの方向である。前記バンド体19がシェーピング及びターンアップされたものがいわゆるグリーンケース25である。グリーンケース25が完成することにより一次成型が終了する。
After the
次に、グリーンケース25の外径部分にベルト12及びトレッドゴム14が貼り付けられる二次成型が行われる。二次成型の前に、あらかじめ、ベルト12及びトレッドゴム14が積層され、トレッド体26として完成している。二次成型では、図2(d)に示すように、このトレッド体26が前記グリーンケース25の外径部分に貼り付けられる。グリーンケース25とトレッド体26が一体化したものが生タイヤ28である。生タイヤ28に対して、タイヤ構成部材間のエアーを抜くためのステッチングがなされて、二次成型が完了する。
Next, secondary molding is performed in which the
二次成型が完了した後、加硫成型が行われる。加硫成型では、生タイヤ28が金型に入れられ、所定時間所定温度で保持される。加硫成型が終わると空気入りタイヤが完成する。
After the secondary molding is completed, vulcanization molding is performed. In vulcanization molding, the
次に、インナーライナー17の構造及び上記の一次成型におけるインナーライナー17の貼り付けについて詳細に説明する。
Next, the structure of the
上記の通り、インナーライナー17はスキージー層30とブチル層31とからなる。図4に示すように、スキージー層30及びブチル層31の幅方向端部(一次成型におけるドラム軸方向外側の端部であり、完成した空気入りタイヤにおいて内径側の端部となる部分)には傾斜が付いている。図4では、好ましい形態として、スキージー層30の幅方向端部の傾斜面32は上(バンド体19の径方向外側)を向き、ブチル層31の幅方向端部の傾斜面33は下(バンド体19の径方向内側)を向いている。しかし、スキージー層30の幅方向端部の傾斜面32が上を向いている場合において、ブチル層31の幅方向端部の傾斜面33も上を向いていても良い。また、スキージー層30の幅方向端部の傾斜面32が下を向いていても良く、その場合において、ブチル層31の幅方向端部の傾斜面33は上下のどちらを向いていても良い。スキージー層30の表面34に対するスキージー層30の傾斜面32の角度θ1は、20°以上35°以下である。また、ブチル層31の傾斜面33のブチル層31の表面35に対するブチル層31の傾斜面33の角度θ2も、20°以上35°以下である。
As described above, the
これらの傾斜面32、33は一次成型の前に形成される。これらの傾斜面32、33は、スキージー層30及びブチル層31の押出成型の際に、傾斜面32、33の形状を有する口金によって形成されても良い。また、これらの傾斜面32、33は、スキージー層30及びブチル層31が押出成型された後、それらの端部がカットされることにより形成されても良い。
These
一次成型において、ブチル層31及びスキージー層30は、ラバーチェーファー13のドラム軸方向内側の部分を含むドラム軸方向中央部に積層される。このとき、図4に示すように、スキージー層30の幅方向端部がブチル層31の幅方向端部よりもドラム軸方向外側に配置されるようにして、ブチル層31の上からスキージー層30が貼り付けられる。そのため、ブチル層31の幅方向端部は、スキージー層30とラバーチェーファー13によって挟まれる。
In the primary molding, the
ここで、ブチル層31とラバーチェーファー13との重なり幅L1が5mm以上20mm以下になるように、貼り付けがなされる。また、ブチル層31の幅方向端部からスキージー層30の幅方向端部までの距離L0が5mm以上20mm以下になるように、貼り付けがなされることが望ましい。
Here, the
なお、図3及び図4では各タイヤ構成部材(すなわちインナーライナー17、カーカスプライ11、サイドウォールゴム16等)が上下に離れて描かれているが、一次成型がなされた後は各タイヤ構成部材が上下に密着している。
In addition, although each tire component (that is,
次に本実施形態の作用効果について説明する。本実施形態では、ブチル層31の幅方向端部にブチル層31の表面35に対する傾斜面33が設けられるため、ブチル層31がラバーチェーファー13に貼り付けられたときに、ラバーチェーファー13とブチル層31とによる段差が形成されにくい。そのため、ブチル層31の幅方向端部の上からスキージー層30が被せられても、ブチル層31の幅方向端部近傍にエアーが残りにくい。
Next, the action and effect of this embodiment will be described. In the present embodiment, since the
また、スキージー層30の幅方向端部にスキージー層30の表面34に対する傾斜面32が設けられるため、スキージー層30がラバーチェーファー13に貼り付けられたときに、ラバーチェーファー13とスキージー層30とによる段差が形成されにくい。そのため、スキージー層30の上からスチールチェーファー20が被せられても、スキージー層30の幅方向端部近傍にエアーが残りにくい。
Further, since the
ここで、スキージー層30の表面34に対するスキージー層30の傾斜面32の角度θ1及びブチル層31の傾斜面33のブチル層31の表面35に対する角度θ2が20°以上であるため、スキージー層30及びブチル層31(特にブチル層31)が幅方向端部近傍において薄くなり過ぎてエアーが透過しやすくなることを防ぐことができる。また、スキージー層30の表面34に対するスキージー層30の傾斜面32の角度θ1及びブチル層31の傾斜面33のブチル層31の表面35に対する角度θ2が35°以下であるため、スキージー層30及びブチル層31の幅方向端部が段差を形成することを防ぐことができる。
Here, since the angle θ1 of the
また、ブチル層31とラバーチェーファー13との重なり幅L1が5mm以上であるため、ブチル層31とラバーチェーファー13とが十分に密着し、これらの間にエアーが残ることを防ぐことができる。また、ブチル層31とラバーチェーファー13との重なり幅L1が20mm以下であるため、一次成型においてブチル層31がビード10の周りに巻き上げられてしまいラバーチェーファー13の割れ等の原因となることを防ぐことができる。
Further, since the overlapping width L1 of the
また、ブチル層31の幅方向端部からスキージー層30の幅方向端部までの距離L0が5mm以上であれば、ラバーチェーファー13とスキージー層30とが確実に接触でき、スキージー層30及びブチル層31の幅方向端部近傍にエアーが残ることを防ぐことができる。また、ブチル層31の幅方向端部からスキージー層30の幅方向端部までの距離L0が20mm以下であれば、ブチル層31の幅方向の長さが短くなり過ぎず、ブチル層31がエアーの透過を防ぐことができる。
Further, if the distance L0 from the widthwise end of the
本実施形態の効果を確認するため、表1の比較例及び表2の実施例の空気入りタイヤの評価を行った。表1及び表2において、L0はブチル層の幅方向端部からスキージー層の幅方向端部までの距離を示し、L1はラバーチェーファーとブチル層との重なり幅を示している。また表1及び表2において、θはブチル層及びスキージー層における幅方向端部の傾斜面と表面とのなす角度を示しており、上記実施形態におけるθ1及びθ2に相当する。実施例の空気入りタイヤは上記実施形態の構成を満たすのに対し、比較例の空気入りタイヤはいずれかの構成を満たさない。 In order to confirm the effect of this embodiment, the pneumatic tires of the comparative examples in Table 1 and the examples in Table 2 were evaluated. In Tables 1 and 2, L0 indicates the distance from the widthwise end of the butyl layer to the widthwise end of the squeegee layer, and L1 indicates the overlapping width of the rubber chafer and the butyl layer. Further, in Tables 1 and 2, θ indicates the angle formed by the inclined surface and the surface of the widthwise end portion of the butyl layer and the squeegee layer, and corresponds to θ1 and θ2 in the above embodiment. The pneumatic tire of the embodiment satisfies the configuration of the above embodiment, whereas the pneumatic tire of the comparative example does not satisfy any of the configurations.
評価項目はエアー入り不良発生率及び耐エアー透過性とした。エアー入り不良発生率の評価では、評価者が、サイズ11R22.5のタイヤを100本製造して外観を観察し、エアー残りによる外観不良が確認されたタイヤの本数を数え、不良率を算出した。数値が小さいほど不良率が低いことを意味している。また、耐エアー透過性の評価では、評価者が、サイズ11R22.5のタイヤをリムサイズ22.5×7.50のホイールに組み付けて内圧を850kPaとし、90日放置後に内圧を測定し、内圧の降下代を指数化した。指数が大きいほど、内圧が降下しなかったことを意味し、インナーライナーがエアー透過を防いだことを意味している。 The evaluation items were the rate of defective air entry and air permeability resistance. In the evaluation of the occurrence rate of air-filled defects, the evaluator manufactured 100 tires of size 11R22.5, observed the appearance, counted the number of tires for which appearance defects due to the remaining air were confirmed, and calculated the defect rate. .. The smaller the value, the lower the defective rate. In the evaluation of air permeability resistance, the evaluator assembled a tire of size 11R22.5 to a wheel of rim size 22.5 x 7.50 to set the internal pressure to 850 kPa, and measured the internal pressure after leaving it for 90 days to determine the internal pressure. The descent allowance was indexed. The larger the index, the more the internal pressure did not drop, and the inner liner prevented air permeation.
結果は表1及び表2の通りで、実施例の空気入りタイヤは比較例の空気入りタイヤよりもエアー入り不良発生率が低いことが確認できた。また、実施例の空気入りタイヤは耐エアー透過性も良好であることが確認できた。 The results are shown in Tables 1 and 2, and it was confirmed that the pneumatic tire of the example had a lower occurrence rate of air injection defects than the pneumatic tire of the comparative example. It was also confirmed that the pneumatic tire of the example had good air permeability resistance.
10…ビード、11…カーカスプライ、12…ベルト、13…ラバーチェーファー、14…トレッドゴム、15…ベルト下パッド、16…サイドウォールゴム、17…インナーライナー、19…バンド体、20…スチールチェーファー、21…スチールチェーファーパッド、22…フレアーテープ、23…チェーファーパッド、24…インシュレーションテープ、25…グリーンケース、26…トレッド体、28…生タイヤ、30…スキージー層、31…ブチル層、32…スキージー層の幅方向端部の傾斜面、33…ブチル層の幅方向端部の傾斜面、34…スキージー層の表面、35…ブチル層の表面、113…ラバーチェーファー、130…スキージー層、131…ブチル層、140…段差 10 ... bead, 11 ... carcass ply, 12 ... belt, 13 ... rubber chafer, 14 ... tread rubber, 15 ... underbelt pad, 16 ... sidewall rubber, 17 ... inner liner, 19 ... band body, 20 ... steel chain Fur, 21 ... Steel chafer pad, 22 ... Flare tape, 23 ... Chafer pad, 24 ... Insulation tape, 25 ... Green case, 26 ... Tread body, 28 ... Raw tire, 30 ... Squishy layer, 31 ... Butyl layer , 32 ... Inclined surface at the widthwise end of the squeegee layer, 33 ... Inclined surface at the widthwise end of the butyl layer, 34 ... Surface of the squeegee layer, 35 ... Surface of the butyl layer, 113 ... Rubber chafer, 130 ... Squeegee Layer, 131 ... Butyl layer, 140 ... Step
Claims (1)
前記工程の前に、前記ブチル層及び前記スキージー層の幅方向端部に、前記ブチル層及び前記スキージー層の表面に対して20°以上35°以下となる傾斜を付け、
前記工程において、前記ラバーチェーファーと前記ブチル層との重なり幅を5mm以上20mm以下とし、
前記工程において、前記ブチル層の幅方向端部から前記スキージー層の幅方向端部までの距離を5mm以上20mm以下とする、空気入りタイヤの製造方法。
In a method for manufacturing a pneumatic tire, which comprises a step of laminating a butyl layer and a squeegee layer on a rubber chafer and sandwiching a widthwise end portion of the butyl layer between the rubber chafer and the squeegee layer.
Prior to the step, the widthwise ends of the butyl layer and the squeegee layer are inclined to be 20 ° or more and 35 ° or less with respect to the surfaces of the butyl layer and the squeegee layer.
In the step, the overlapping width of the rubber chafer and the butyl layer is set to 5 mm or more and 20 mm or less .
A method for manufacturing a pneumatic tire in which the distance from the widthwise end of the butyl layer to the widthwise end of the squeegee layer is 5 mm or more and 20 mm or less in the step.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016244723A JP6825899B2 (en) | 2016-12-16 | 2016-12-16 | How to make a pneumatic tire |
| CN201710710071.4A CN108202489B (en) | 2016-12-16 | 2017-08-18 | Method for manufacturing pneumatic tire |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016244723A JP6825899B2 (en) | 2016-12-16 | 2016-12-16 | How to make a pneumatic tire |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018094889A JP2018094889A (en) | 2018-06-21 |
| JP6825899B2 true JP6825899B2 (en) | 2021-02-03 |
Family
ID=62603409
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016244723A Active JP6825899B2 (en) | 2016-12-16 | 2016-12-16 | How to make a pneumatic tire |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP6825899B2 (en) |
| CN (1) | CN108202489B (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113858891B (en) * | 2021-09-26 | 2023-08-11 | 赛轮集团股份有限公司 | Sub-opening structure, tire and attaching method |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5228613B2 (en) * | 2008-05-15 | 2013-07-03 | 横浜ゴム株式会社 | Pneumatic tire manufacturing method and pneumatic tire |
| JP5167945B2 (en) * | 2008-05-21 | 2013-03-21 | 横浜ゴム株式会社 | Pneumatic tire manufacturing method |
| JP2012040780A (en) * | 2010-08-19 | 2012-03-01 | Sumitomo Rubber Ind Ltd | Method of manufacturing pneumatic tire, and pneumatic tire |
-
2016
- 2016-12-16 JP JP2016244723A patent/JP6825899B2/en active Active
-
2017
- 2017-08-18 CN CN201710710071.4A patent/CN108202489B/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN108202489A (en) | 2018-06-26 |
| CN108202489B (en) | 2020-01-03 |
| JP2018094889A (en) | 2018-06-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6285274B2 (en) | Bias tire and manufacturing method thereof | |
| JP4940753B2 (en) | Steel cord for rubber reinforcement and method for producing pneumatic radial tire using the same | |
| WO2015093440A1 (en) | Pneumatic tire and method for producing same | |
| JP5462817B2 (en) | Pneumatic tire manufacturing method | |
| JP5210460B2 (en) | Pneumatic tire manufacturing method | |
| JP2018099850A (en) | Method for manufacturing pneumatic tire | |
| JP6825899B2 (en) | How to make a pneumatic tire | |
| JP4263755B1 (en) | Pneumatic tire manufacturing method | |
| JP5969874B2 (en) | Pneumatic tire manufacturing method | |
| JP2016107720A (en) | Pneumatic tire | |
| JP2009202471A (en) | Method of manufacturing tire for heavy loading | |
| WO2016143742A1 (en) | Pneumatic tire | |
| JP2008254400A (en) | Manufacturing method for pneumatic tire for heavy load, and pneumatic tire for heavy load | |
| JP4684019B2 (en) | Heavy duty tire and manufacturing method thereof | |
| JP6306975B2 (en) | Pneumatic tire manufacturing method | |
| JP6196433B2 (en) | Pneumatic tire manufacturing method | |
| JP6147650B2 (en) | Pneumatic tire manufacturing method | |
| JP5529563B2 (en) | Pneumatic tire | |
| JP6825892B2 (en) | How to make a pneumatic tire | |
| JP7031096B2 (en) | Green tire | |
| JP4722629B2 (en) | Pneumatic tire manufacturing method | |
| WO2018016182A1 (en) | Method for manufacturing pneumatic tire and pneumatic tire | |
| JP2008173814A (en) | Manufacturing method of pneumatic radial tire | |
| JP2008265563A (en) | Pneumatic tire for aircraft | |
| JP6382095B2 (en) | Connection structure between tire rubber members and tire |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20191121 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201027 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20201030 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201201 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210112 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210114 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6825899 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |