JP6822049B2 - 鋼加工部品及びその製造方法 - Google Patents
鋼加工部品及びその製造方法 Download PDFInfo
- Publication number
- JP6822049B2 JP6822049B2 JP2016201709A JP2016201709A JP6822049B2 JP 6822049 B2 JP6822049 B2 JP 6822049B2 JP 2016201709 A JP2016201709 A JP 2016201709A JP 2016201709 A JP2016201709 A JP 2016201709A JP 6822049 B2 JP6822049 B2 JP 6822049B2
- Authority
- JP
- Japan
- Prior art keywords
- steel
- less
- heat treatment
- processed
- austenite
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Landscapes
- Heat Treatment Of Articles (AREA)
Description
+(1/3){100/(0.78×α(211)/γ(311)+1)}
Cは、フェライト、ベイナイト、マルテンサイト、オーステナイトの含有量を調整し、本実施形態において必要なオーステナイト量を確保する。Cの含有量は、0.050%〜0.500%とすることが好ましく、0.100〜0.400%がより好ましい。
Siは固溶強化による鋼の強度向上、延性向上、また、炭化物(セメンタイト)の生成を抑制して、オーステナイトを残留させる効果を有する。Siの含有量は、0.1〜3.00%とすることが好ましく、0.50〜2.00%がより好ましい。
Mnは変態挙動を制御し、変態相の量や硬さを制御する。動的強度も考慮して、Mn含有量は1.00〜8.00%が好ましく、1.50〜3.00%がより好ましい。
Pは不純物として鋼中に含有され、粒界に偏析して鋼を脆化させる。Pの含有量は少ないほど好ましく、0.100%以下が好ましい。より好ましくは0.050%以下である。
Sは不純物として鋼中に含有され、硫化物系介在物を形成し、延性を低下させる。Sの含有量は少ないほど好ましく、0.010%以下が好ましい。より好ましくは、0.005%以下である。
Alは溶鋼を脱酸するために用いる。また、Siと同様にセメンタイトの生成を抑制し、オーステナイトを残留させる効果を有する。Alの含有量は、0.005〜2.00%が好ましく、0.05〜1.00%がより好ましい。
Nは不純物として鋼中に含有され、延性を劣化させる。Nの含有量は少ないほど好ましく、0.010%以下が好ましい。より好ましくは、0.005%以下である。
Oは酸化物を形成し、伸びを劣化させる。Oの含有量は少ないほど好ましく、0.010%以下が好ましい。より好ましくは、0.005%以下である。
Nbは、析出物強化、フェライト結晶粒の成長抑制による細粒強化、及び再結晶の抑制を通じた転位強化により鋼板の強度上昇に寄与するので、必要に応じて含有させてもよい。Nbは少しでも存在すれば強度の上昇に寄与する。より効果的に強度を上昇させるためには、0.005%以上含有させるのが好ましい。含有量が多すぎると、炭窒化物の析出が多くなり成形性が劣化するので、0.10%以下とするのが好ましく、0.050%以下がより好ましい。
Tiは、析出物強化、フェライト結晶粒の成長抑制による細粒強化、及び再結晶の抑制を通じた転位強化により鋼板の強度上昇に寄与するので、必要に応じて含有させてもよい。Tiは少しでも存在すれば強度の上昇に寄与する。より効果的に強度を上昇させるためには、0.005%以上含有させるのが好ましい。含有量が多すぎると、炭窒化物の析出が多くなり成形性が劣化するので、0.20%以下とするのが好ましく、0.050%以下がより好ましい。
Crは強化元素であり、焼入れ性を向上するので、必要に応じて含有させてもよい。Crが少しでも存在すれば、これらの効果は得られる。より効果的に含有の効果を得るためには、含有量を0.050%以上とするのが好ましい。含有量が多すぎると製造性に悪影響をおよぼすので、0.500%以下とするのが好ましい。
Moは強化元素であり、焼入れ性を向上するので、必要に応じて含有させてもよい。Moが少しでも存在すれば、これらの効果は得られる。より効果的に含有の効果を得るためには、含有量を0.050%以上とするのが好ましい。含有量が多すぎると製造性に悪影響をおよぼすので、0.500%以下とするのが好ましい。
鋼板に対して、引張試験にて残延性が5%になるように、予ひずみを与える疑似プレスを施し、疑似プレスを施した鋼板に対して、表2〜3に記載の条件で熱処理を施した。熱処理を施した鋼板について、伸びを測定した。伸びの測定は、JIS Z 2241に準拠して行った。試験片はすべて、JIS Z 2201に定められる13B号試験片とした。
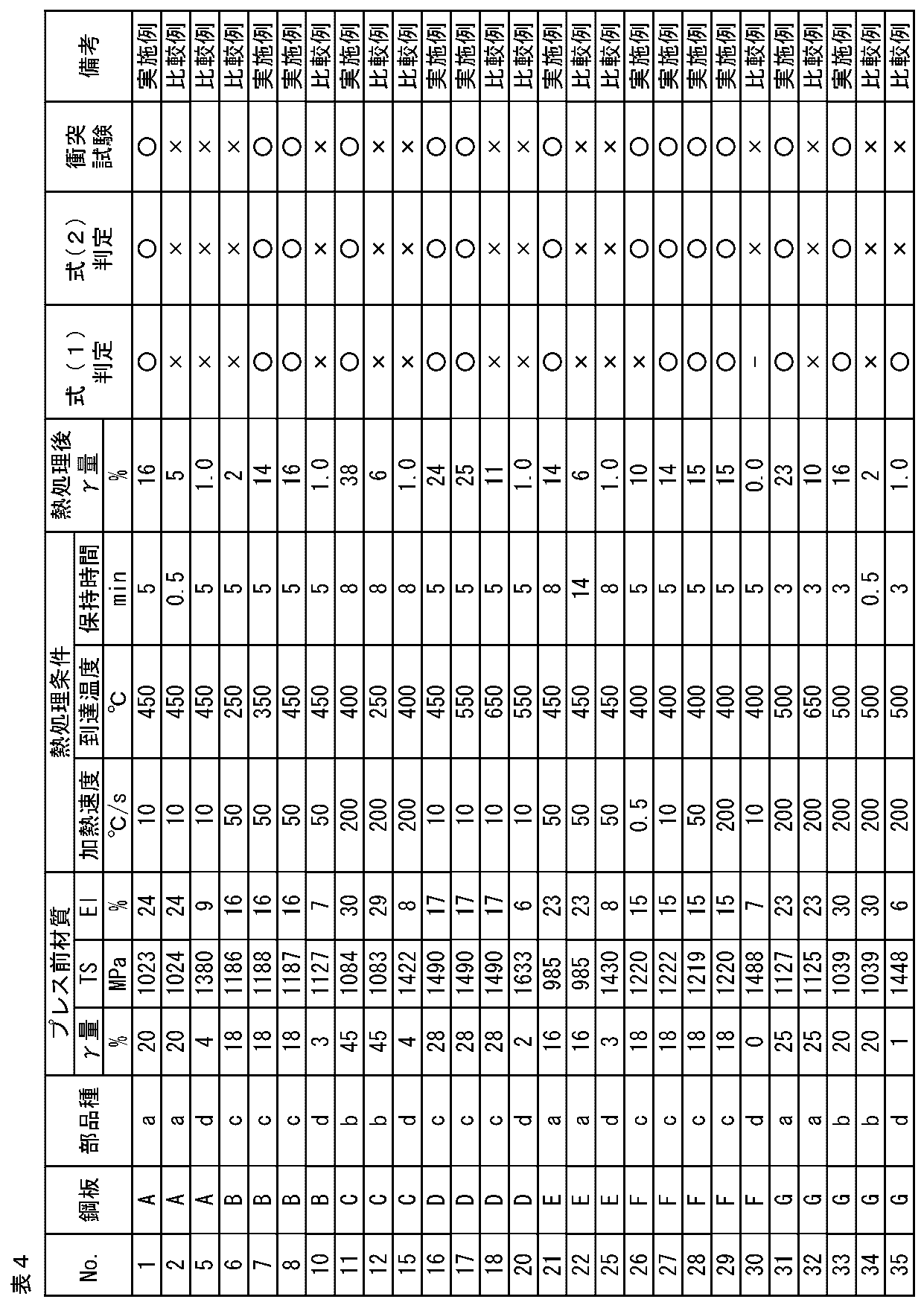
実施例1で用いたのと同様の鋼板の一部を用いて、冷間でのプレス加工により4種類の部品を作製し、その後、表4に示す熱処理を施した。熱処理の条件は、実施例1でそれぞれの鋼板に対して施した条件と同じとした。表4中の部品種a〜dは、それぞれ、プレスによる伸びの減少が、15%、22%、8%、3%となる部品である。なお、表4中の熱処理後γ量、式(1)判定、式(2)判定は、表2〜3に示した、実施例1における疑似プレスを施した場合のものである。
Claims (6)
- 鋼材を冷間でプレス加工し、
プレス加工された上記鋼材に熱処理温度300〜600℃で熱処理時間1〜10minの熱処理を施す鋼加工部品の製造方法であって、
上記鋼材の冷間でのプレス加工前の伸びをEl O 、プレス加工後、熱処理前の伸びをEl A 、熱処理後の伸びをEl R としたとき、El R >(El O −El A )×0.5+El A を満たす
ことを特徴とする鋼加工部品の製造方法。 - 前記鋼材の冷間でのプレス加工前の組織が、オーステナイトを面積率で5%以上含有することを特徴とする請求項1に記載の鋼加工部品の製造方法。
- 前記熱処理を施す際に、前記鋼材を加熱速度1〜500℃/sで前記熱処理温度まで加熱することを特徴とする請求項1又は2に記載の鋼加工部品の製造方法。
- 前記鋼材の冷間でのプレス加工前のオーステナイト面積率をγO、熱処理後のオーステナイト面積率をγRとしたとき、0.6≦γR/γOを満たすことを特徴とする請求項1〜3のいずれか1項に記載の鋼加工部品の製造方法。
- 前記鋼加工部品が自動車用部品であることを特徴とする請求項1〜4のいずれか1項に記載の鋼加工部品の製造方法。
- 冷間でのプレス加工前の前記鋼材の化学組成が、質量%で、
C :0.050〜0.500%、
Si:0.10〜3.00%、
Mn:1.00〜8.00%、
P :0.100%以下、
S :0.010%以下、
Al:0.005〜2.00%、
N :0.010%以下、
O :0.010%以下、
Nb:0.10%以下、
Ti:0.20%以下、
Cr:0.500%以下、及び
Mo:0.500%以下
を含有し、残部がFe及び不可避的不純物である
ことを特徴とする請求項1〜5のいずれか1項に記載の鋼加工部品の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016201709A JP6822049B2 (ja) | 2016-10-13 | 2016-10-13 | 鋼加工部品及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016201709A JP6822049B2 (ja) | 2016-10-13 | 2016-10-13 | 鋼加工部品及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018062689A JP2018062689A (ja) | 2018-04-19 |
| JP6822049B2 true JP6822049B2 (ja) | 2021-01-27 |
Family
ID=61967450
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016201709A Active JP6822049B2 (ja) | 2016-10-13 | 2016-10-13 | 鋼加工部品及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6822049B2 (ja) |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100555328B1 (ko) * | 2001-04-27 | 2006-02-24 | 수미도모 메탈 인더스트리즈, 리미티드 | 금속 개스캣과 그 소재 및 이들 제조방법 |
| JP4282731B2 (ja) * | 2006-08-11 | 2009-06-24 | 新日本製鐵株式会社 | 疲労特性に優れた自動車足回り部品の製造方法 |
| JP5644093B2 (ja) * | 2008-12-19 | 2014-12-24 | Jfeスチール株式会社 | 高強度部材の製造方法 |
| WO2014077294A1 (ja) * | 2012-11-14 | 2014-05-22 | Jfeスチール株式会社 | 自動車用衝突エネルギー吸収部材およびその製造方法 |
| JP6252730B2 (ja) * | 2013-07-18 | 2017-12-27 | 株式会社特殊金属エクセル | バネ用ステンレス鋼帯及びその製造方法 |
-
2016
- 2016-10-13 JP JP2016201709A patent/JP6822049B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018062689A (ja) | 2018-04-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6338025B2 (ja) | 高強度鋼板及びその製造方法 | |
| JP7240486B2 (ja) | 優れた硬度と衝撃靭性を有する耐摩耗鋼板及びその製造方法 | |
| JP6689384B2 (ja) | 化成処理性及び穴拡げ性に優れた超高強度鋼板及びその製造方法 | |
| JP4650013B2 (ja) | 低温靱性に優れた耐摩耗鋼板およびその製造方法 | |
| JP4484070B2 (ja) | 高張力熱延鋼板及びその製造方法 | |
| JP5620336B2 (ja) | 高疲労強度、高靭性機械構造用鋼部品およびその製造方法 | |
| JP5504636B2 (ja) | 高強度熱延鋼板およびその製造方法 | |
| JP7471417B2 (ja) | 低温衝撃靭性に優れた高硬度耐摩耗鋼及びその製造方法 | |
| WO2011118597A1 (ja) | 温間加工性に優れた高強度鋼板 | |
| WO2014104441A1 (ko) | 용접성이 우수한 고망간 내마모강 및 그 제조방법 | |
| JP5302840B2 (ja) | 伸びと伸びフランジ性のバランスに優れた高強度冷延鋼板 | |
| JP4962440B2 (ja) | 高強度冷延鋼板の製造方法 | |
| EP4265771A1 (en) | High strength steel sheet having excellent workability and method for manufacturing same | |
| CN116547400A (zh) | 弯曲加工性优异的超高强度冷轧钢板及其制造方法 | |
| JP6958214B2 (ja) | 鋼加工部品の製造方法 | |
| US20230030694A1 (en) | High strength steel sheet having excellent workability and method for manufacturing same | |
| KR20220083776A (ko) | 열간 압연 및 열처리된 강판 그리고 이의 제조 방법 | |
| WO2017144419A1 (en) | Hot formed part and method for producing it | |
| CN113692456A (zh) | 剪切加工性优异的超高强度钢板及其制造方法 | |
| JP6822049B2 (ja) | 鋼加工部品及びその製造方法 | |
| KR20150001469A (ko) | 고강도 냉연강판 및 그 제조 방법 | |
| JP6791179B2 (ja) | 非調質鋼およびその製造方法 | |
| US20230031278A1 (en) | High strength steel sheet having excellent workability and method for manufacturing same | |
| US20230029040A1 (en) | High strength steel sheet having superior workability and method for manufacturing same | |
| CN115997043A (zh) | 钢的锻造部件以及制造其的方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190605 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200324 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200519 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200703 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20201208 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20201221 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6822049 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |