JP6799016B2 - ステンシルプリンターの二重作用ステンシルワイパー組立体 - Google Patents
ステンシルプリンターの二重作用ステンシルワイパー組立体 Download PDFInfo
- Publication number
- JP6799016B2 JP6799016B2 JP2017564077A JP2017564077A JP6799016B2 JP 6799016 B2 JP6799016 B2 JP 6799016B2 JP 2017564077 A JP2017564077 A JP 2017564077A JP 2017564077 A JP2017564077 A JP 2017564077A JP 6799016 B2 JP6799016 B2 JP 6799016B2
- Authority
- JP
- Japan
- Prior art keywords
- stencil
- shuttle
- actuator
- frame
- assembly
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 230000009977 dual effect Effects 0.000 title claims description 6
- 229910000679 solder Inorganic materials 0.000 claims description 47
- 230000000007 visual effect Effects 0.000 claims description 46
- 238000000034 method Methods 0.000 claims description 31
- 238000007639 printing Methods 0.000 claims description 31
- 239000000758 substrate Substances 0.000 claims description 30
- 239000000463 material Substances 0.000 claims description 15
- 238000004140 cleaning Methods 0.000 claims description 14
- 239000011345 viscous material Substances 0.000 claims description 7
- 230000001174 ascending effect Effects 0.000 claims description 2
- 238000007599 discharging Methods 0.000 claims 1
- 230000008569 process Effects 0.000 description 14
- 238000007689 inspection Methods 0.000 description 12
- 238000004519 manufacturing process Methods 0.000 description 5
- 239000002904 solvent Substances 0.000 description 4
- 230000006872 improvement Effects 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 230000009471 action Effects 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 230000001360 synchronised effect Effects 0.000 description 2
- 238000011179 visual inspection Methods 0.000 description 2
- 230000004075 alteration Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000001010 compromised effect Effects 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005538 encapsulation Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F15/00—Screen printers
- B41F15/08—Machines
- B41F15/0881—Machines for printing on polyhedral articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F15/00—Screen printers
- B41F15/14—Details
- B41F15/34—Screens, Frames; Holders therefor
- B41F15/36—Screens, Frames; Holders therefor flat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F15/00—Screen printers
- B41F15/14—Details
- B41F15/40—Inking units
- B41F15/42—Inking units comprising squeegees or doctors
- B41F15/423—Driving means for reciprocating squeegees
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F15/00—Screen printers
- B41F15/14—Details
- B41F15/44—Squeegees or doctors
- B41F15/46—Squeegees or doctors with two or more operative parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F35/00—Cleaning arrangements or devices
- B41F35/003—Cleaning arrangements or devices for screen printers or parts thereof
- B41F35/005—Cleaning arrangements or devices for screen printers or parts thereof for flat screens
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41P—INDEXING SCHEME RELATING TO PRINTING, LINING MACHINES, TYPEWRITERS, AND TO STAMPS
- B41P2215/00—Screen printing machines
- B41P2215/50—Screen printing machines for particular purposes
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/10—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern
- H05K3/12—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern using thick film techniques, e.g. printing techniques to apply the conductive material or similar techniques for applying conductive paste or ink patterns
- H05K3/1216—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern using thick film techniques, e.g. printing techniques to apply the conductive material or similar techniques for applying conductive paste or ink patterns by screen printing or stencil printing
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistor
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits
- H05K3/34—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits by soldering
- H05K3/3457—Solder materials or compositions; Methods of application thereof
- H05K3/3485—Applying solder paste, slurry or powder
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Screen Printers (AREA)
- Electric Connection Of Electric Components To Printed Circuits (AREA)
- Inking, Control Or Cleaning Of Printing Machines (AREA)
- Printing Methods (AREA)
Description
本出願は、2015年3月25日出願の「STENCIL PRINTER HAVING STENCIL SHUTTLE ASSEMBLY」と題する米国特許出願第14/668024号の一部継続出願であり、上記米国特許出願は、あらゆる目的に対して、引用することによりその全体が本明細書に組み入れられる。
Claims (16)
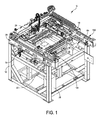
- 電子基板上に粘性材料を印刷するステンシルプリンターであって、該ステンシルプリンターは、
フレームと、
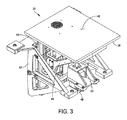
前記フレームに結合された電子基板支持体であって、電子基板を支持し、該電子基板を下降位置と上昇位置との間で移動させるように構成されている、電子基板支持体と、
前記フレームに結合されたステンシルシャトル組立体であって、該ステンシルシャトル組立体は、ステンシルを支持し、該ステンシルを、x軸方向に、該ステンシルが該ステンシルプリンターの前方近くに位置決めされる第1の位置と、該ステンシルが該ステンシルプリンターの後方近くに位置決めされる第2の位置との間で移動させるように構成され、該ステンシルシャトル組立体は、前記ステンシルを、y軸方向に位置合わせするように移動させるように更に構成されている、ステンシルシャトル組立体と、
前記フレームに結合された印刷ヘッドであって、前記ステンシルに係合し、印刷ストローク中、前記基板上に材料を吐出するように構成されている、印刷ヘッドと、
前記ステンシルが前記ステンシルシャトル組立体によって前記基板から離れるように並進移動する際、前記ステンシルから材料を除去するワイパーと、
を備え、
前記ステンシルシャトル組立体は、前記ステンシルが前記基板から離れるように並進移動するとき、前記ステンシルを、前記y軸方向に、振動させながら移動させるように構成され、
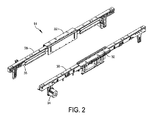
前記ステンシルシャトル組立体は、
ステージフレームであって、前記ステンシルを収容するとともに該ステージフレームに固定するように構成されている、ステージフレームと、
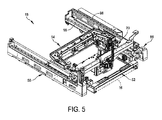
前記フレームに結合されるとともに、前記ステージフレームに結合され、該ステージフレーム及び前記ステンシルを移動させるステンシルシャトルと、
前記ステージフレームを前記ステンシルシャトルに対して第1の方向に移動させるように構成されている第1のアクチュエーターと、
前記ステージフレームを前記ステンシルシャトルに対して、前記第1の方向に対して概ね垂直な第2の方向に移動させるように構成されている第2のアクチュエーターと、
前記ステージフレームを前記ステンシルシャトルに対して前記第1の方向に移動させるように構成されている第3のアクチュエーターとを備え、
前記第1のアクチュエーター、前記第2のアクチュエーター、及び前記第3のアクチュエーターは、前記ステンシルを位置合わせするように構成されているとともに、前記ステンシルを並進移動させる場合、前記ステンシルを前記y軸方向に移動させるように構成され、
前記第1のアクチュエーター、前記第2のアクチュエーター、及び前記第3のアクチュエーターは、二重作用拭取り動作をもたらすように個々に又は同期して給電され、それにより、前記ステンシルワイパーのワイパー紙と前記ステンシルの底面との間の相対的な動きを増加させる、ステンシルプリンター。 - 前記ステンシルシャトル組立体は、前記ステージフレームを前記ステンシルシャトルにクランプする少なくとも1つのクランプを更に備える、請求項1に記載のステンシルプリンター。
- 前記基板の表面を検査するために前記フレームに結合された視覚システムを更に備える、請求項1に記載のステンシルプリンター。
- 前記視覚システムと、前記第1のアクチュエーター、前記第2のアクチュエーター、及び前記第3のアクチュエーターと、前記少なくとも1つのクランプとに結合されるコントローラーを更に備え、前記ステージフレームを、x方向、y方向、及び回転方向において、前記ステンシルシャトルに対して移動及び固定して、前記基板を位置合わせする、請求項3に記載のステンシルプリンター。
- 前記ステンシルシャトル組立体は、前記ステージフレームに設けられ、前記第1のアクチュエーターを受けるように構成されている第1のピボットピンと、前記ステージフレームに設けられ、前記第2のアクチュエーターを受けるように構成されている第2のピボットピンと、前記ステージフレームに設けられ、前記第3のアクチュエーターを受けるように構成されている第3のピボットピンとを更に備え、前記第1のピボットピン、前記第2のピボットピン、及び前記第3のピボットピンは、前記ステンシルシャトルを、前記第1のアクチュエーター、前記第2のアクチュエーター、及び前記第3のアクチュエーターを介して、前記ステージフレームに対して位置決めするように構成されている、請求項4に記載のステンシルプリンター。
- 回転移動方向は、前記第1のアクチュエーター及び前記第3のアクチュエーターを調整することによって得られる、請求項1に記載のステンシルプリンター。
- 前記ステンシルシャトル組立体は、前記フレームに結合され、前記ステンシルシャトルを前記フレームに固定するように構成されている2つのシャトル支持体を更に備える、請求項1に記載のステンシルプリンター。
- 前記ステンシルシャトル組立体は、前記ステンシルシャトルを前記2つのシャトル支持体にクランプする少なくとも1つのクランプを更に備える、請求項7に記載のステンシルプリンター。
- 前記フレーム及び前記印刷ヘッドに結合された駆動組立体を更に備え、該駆動組立体は、前記印刷ヘッドを移動させて前記印刷ストロークを実行するように構成されているとともに、前記ステンシルシャトルフレームを前記第1の位置と前記第2の位置との間で選択的に移動させるように構成されている、請求項1に記載のステンシルプリンター。
- 電子基板上に粘性材料を吐出するとともにステンシルを清掃する方法であって、該方法は、
前記電子基板を印刷位置に搬送することと、
視覚システムを前記電子基板上で移動させて、電子基板の基準点位置及びステンシルの基準点位置を得ることと、
前記ステンシルの位置のアクチュエーターに対するx軸調整、y軸調整、及び回転調整を実行して、前記ステンシルの基準点位置と前記電子基板の基準点位置とを正確に位置合わせすることと、
印刷ヘッドによって前記ステンシル上で印刷ストロークを実行して、前記ステンシルの孔を通して前記電子基板上にはんだペーストを押し出すことと、
シャトル搬送クランプを選択的に係合させて、前記印刷ヘッドを、前記ステンシルを支持するステンシルシャトル組立体に強固に結合することと、
前記印刷ヘッド及び前記ステンシルをx軸方向にステンシルワイパー組立体に向かって移動させて、前記ステンシルワイパー組立体が前記ステンシルの下面を清掃するステンシル拭取り動作を開始することと、
前記ステンシルを、前記y軸方向に、振動させながら移動させることと、
を含み、
前記ステンシルを前記y軸方向に移動させることは、ステンシルシャトル組立体の第1のアクチュエーター、第2のアクチュエーター、及び第3のアクチュエーターを個々に又は同期して給電し、二重作用拭取り動作をもたらすことを含む、方法。
方法。 - 前記ステンシル拭取り動作中、前記印刷位置とは反対方向に前記印刷ヘッドを移動させることを更に含む、請求項10に記載の方法。
- 前記ステンシルワイパー組立体を拭取り高さまで上昇させることを更に含む、請求項11に記載の方法。
- 前記電子基板上に視覚システムを移動させる前に、前記電子基板を視覚高さに持ち上げることを更に含む、請求項10に記載の方法。
- 前記視覚システムは、前記電子基板の基準点位置及び前記ステンシルの基準点位置を得た後に停止位置に移動する、請求項10に記載の方法。
- 印刷ストロークを実行する前に、前記電子基板を印刷高さまで持ち上げることを更に含む、請求項10に記載の方法。
- 印刷ストロークを実行することは、前記印刷ストロークの前に、前記印刷ヘッドのスクイージーブレードを前記ステンシルに向かって下降させ、それにより、前記スクイージーブレードを前記ステンシルに係合させ、前記印刷ストローク後に、前記スクイージーブレードを前記ステンシルから離れるように上昇させることを含む、請求項15に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/737,171 US9370924B1 (en) | 2015-03-25 | 2015-06-11 | Dual action stencil wiper assembly for stencil printer |
| US14/737,171 | 2015-06-11 | ||
| PCT/US2016/030671 WO2016200509A1 (en) | 2015-06-11 | 2016-05-04 | Dual action stencil wiper assembly for stencil printer |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018520021A JP2018520021A (ja) | 2018-07-26 |
| JP6799016B2 true JP6799016B2 (ja) | 2020-12-09 |
Family
ID=56084364
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017564077A Active JP6799016B2 (ja) | 2015-06-11 | 2016-05-04 | ステンシルプリンターの二重作用ステンシルワイパー組立体 |
Country Status (7)
| Country | Link |
|---|---|
| EP (1) | EP3307540B1 (ja) |
| JP (1) | JP6799016B2 (ja) |
| CN (1) | CN107921776B (ja) |
| ES (1) | ES2789423T3 (ja) |
| PL (1) | PL3307540T3 (ja) |
| TW (1) | TWI688213B (ja) |
| WO (1) | WO2016200509A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106541693B (zh) * | 2017-01-06 | 2020-06-19 | 福建屹立智能化科技有限公司 | 一种3d增材印花机 |
| CN106739447A (zh) * | 2017-01-06 | 2017-05-31 | 福建屹立智能化科技有限公司 | 一种3d增材印花机网框升降装置 |
| US11318549B2 (en) * | 2019-06-13 | 2022-05-03 | Illinois Tool Works Inc. | Solder paste bead recovery system and method |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2614946B2 (ja) * | 1991-05-27 | 1997-05-28 | 日立テクノエンジニアリング株式会社 | スクリーン印刷機 |
| US7013802B2 (en) * | 2004-02-19 | 2006-03-21 | Speedline Technologies, Inc. | Method and apparatus for simultaneous inspection and cleaning of a stencil |
| US7017489B2 (en) * | 2004-02-20 | 2006-03-28 | Speedline Technologies, Inc. | Methods and apparatus for changing web material in a stencil printer |
| JP4759305B2 (ja) * | 2005-04-11 | 2011-08-31 | ヤマハ発動機株式会社 | 印刷方法および印刷装置 |
| JP4561682B2 (ja) * | 2006-04-17 | 2010-10-13 | パナソニック株式会社 | スクリーン印刷装置 |
| US8746139B2 (en) * | 2010-12-08 | 2014-06-10 | Illinois Tool Works Inc. | Combination stencil printer and dispenser and related methods |
| US8474377B2 (en) * | 2010-12-08 | 2013-07-02 | Illinois Tool Works Inc. | Combination stencil printer and dispenser and related methods |
| JP5767861B2 (ja) * | 2011-05-31 | 2015-08-19 | ヤマハ発動機株式会社 | 印刷機 |
| JP5662975B2 (ja) * | 2012-07-23 | 2015-02-04 | ヤマハ発動機株式会社 | スクリーン印刷装置 |
-
2016
- 2016-04-14 TW TW105111659A patent/TWI688213B/zh active
- 2016-05-04 WO PCT/US2016/030671 patent/WO2016200509A1/en active Application Filing
- 2016-05-04 ES ES16725655T patent/ES2789423T3/es active Active
- 2016-05-04 JP JP2017564077A patent/JP6799016B2/ja active Active
- 2016-05-04 EP EP16725655.1A patent/EP3307540B1/en active Active
- 2016-05-04 PL PL16725655T patent/PL3307540T3/pl unknown
- 2016-05-04 CN CN201680046866.3A patent/CN107921776B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| WO2016200509A8 (en) | 2017-02-02 |
| CN107921776B (zh) | 2020-07-31 |
| CN107921776A (zh) | 2018-04-17 |
| ES2789423T3 (es) | 2020-10-26 |
| WO2016200509A1 (en) | 2016-12-15 |
| TWI688213B (zh) | 2020-03-11 |
| EP3307540A1 (en) | 2018-04-18 |
| JP2018520021A (ja) | 2018-07-26 |
| PL3307540T3 (pl) | 2020-10-19 |
| EP3307540B1 (en) | 2020-02-26 |
| TW201644199A (zh) | 2016-12-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101876850B1 (ko) | 복합 스텐실 프린터와 디스펜서 및 관련 방법 | |
| KR101876863B1 (ko) | 복합 스텐실 프린터와 디스펜서 및 관련 방법 | |
| KR101876855B1 (ko) | 복합 스텐실 프린터와 디스펜서를 이용하여 기판 상에 점성 물질을 적층하는 방법 | |
| KR101876868B1 (ko) | 복합 스텐실 프린터와 디스펜서 및 관련 방법 | |
| KR102373280B1 (ko) | 스텐실 셔틀 어셈블리를 갖춘 스텐실 프린터 | |
| JP6799016B2 (ja) | ステンシルプリンターの二重作用ステンシルワイパー組立体 | |
| US9370924B1 (en) | Dual action stencil wiper assembly for stencil printer | |
| JP5185806B2 (ja) | スクリーン印刷機 | |
| TW202311061A (zh) | 用於模板印刷機的刮刀滴液收集系統 | |
| JP2024534339A (ja) | ステンシルプリンタのスクイージドリップ回収システム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190213 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200218 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200514 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20201020 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20201119 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6799016 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |