JP6796551B2 - 平坦化材料及び機械的プレーナーを使用した静電気式3dプリンタ - Google Patents
平坦化材料及び機械的プレーナーを使用した静電気式3dプリンタ Download PDFInfo
- Publication number
- JP6796551B2 JP6796551B2 JP2017099495A JP2017099495A JP6796551B2 JP 6796551 B2 JP6796551 B2 JP 6796551B2 JP 2017099495 A JP2017099495 A JP 2017099495A JP 2017099495 A JP2017099495 A JP 2017099495A JP 6796551 B2 JP6796551 B2 JP 6796551B2
- Authority
- JP
- Japan
- Prior art keywords
- flattening
- platen
- layer
- station
- itb
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G15/00—Apparatus for electrographic processes using a charge pattern
- G03G15/14—Apparatus for electrographic processes using a charge pattern for transferring a pattern to a second base
- G03G15/16—Apparatus for electrographic processes using a charge pattern for transferring a pattern to a second base of a toner pattern, e.g. a powder pattern, e.g. magnetic transfer
- G03G15/1605—Apparatus for electrographic processes using a charge pattern for transferring a pattern to a second base of a toner pattern, e.g. a powder pattern, e.g. magnetic transfer using at least one intermediate support
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/28—Powder bed fusion, e.g. selective laser melting [SLM] or electron beam melting [EBM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/60—Planarisation devices; Compression devices
- B22F12/63—Rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/60—Planarisation devices; Compression devices
- B22F12/67—Blades
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/80—Plants, production lines or modules
- B22F12/82—Combination of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/86—Serial processing with multiple devices grouped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/188—Processes of additive manufacturing involving additional operations performed on the added layers, e.g. smoothing, grinding or thickness control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/205—Means for applying layers
- B29C64/214—Doctor blades
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/40—Structures for supporting 3D objects during manufacture and intended to be sacrificed after completion thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G15/00—Apparatus for electrographic processes using a charge pattern
- G03G15/14—Apparatus for electrographic processes using a charge pattern for transferring a pattern to a second base
- G03G15/16—Apparatus for electrographic processes using a charge pattern for transferring a pattern to a second base of a toner pattern, e.g. a powder pattern, e.g. magnetic transfer
- G03G15/1625—Apparatus for electrographic processes using a charge pattern for transferring a pattern to a second base of a toner pattern, e.g. a powder pattern, e.g. magnetic transfer on a base other than paper
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G15/00—Apparatus for electrographic processes using a charge pattern
- G03G15/14—Apparatus for electrographic processes using a charge pattern for transferring a pattern to a second base
- G03G15/16—Apparatus for electrographic processes using a charge pattern for transferring a pattern to a second base of a toner pattern, e.g. a powder pattern, e.g. magnetic transfer
- G03G15/163—Apparatus for electrographic processes using a charge pattern for transferring a pattern to a second base of a toner pattern, e.g. a powder pattern, e.g. magnetic transfer using the force produced by an electrostatic transfer field formed between the second base and the electrographic recording member, e.g. transfer through an air gap
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G15/00—Apparatus for electrographic processes using a charge pattern
- G03G15/22—Apparatus for electrographic processes using a charge pattern involving the combination of more than one step according to groups G03G13/02 - G03G13/20
- G03G15/221—Machines other than electrographic copiers, e.g. electrophotographic cameras, electrostatic typewriters
- G03G15/224—Machines for forming tactile or three dimensional images by electrographic means, e.g. braille, 3d printing
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G15/00—Apparatus for electrographic processes using a charge pattern
- G03G15/22—Apparatus for electrographic processes using a charge pattern involving the combination of more than one step according to groups G03G13/02 - G03G13/20
- G03G15/225—Apparatus for electrographic processes using a charge pattern involving the combination of more than one step according to groups G03G13/02 - G03G13/20 using contact-printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/60—Treatment of workpieces or articles after build-up
- B22F10/62—Treatment of workpieces or articles after build-up by chemical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/10—Auxiliary heating means
- B22F12/17—Auxiliary heating means to heat the build chamber or platform
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/20—Cooling means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/30—Platforms or substrates
- B22F12/33—Platforms or substrates translatory in the deposition plane
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/50—Means for feeding of material, e.g. heads
- B22F12/52—Hoppers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/50—Means for feeding of material, e.g. heads
- B22F12/55—Two or more means for feeding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/205—Means for applying layers
- B29C64/223—Foils or films, e.g. for transferring layers of building material from one working station to another
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
- B29C64/393—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/25—Solid
- B29K2105/251—Particles, powder or granules
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0003—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular electrical or magnetic properties, e.g. piezoelectric
- B29K2995/001—Electrostatic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
Description
Claims (17)
- 3次元(3D)プリンタにおいて、
中間転写面と、
前記中間転写面に造形材料を転写するように配置された造形材料現像ステーションと、
前記中間転写面に支持材料を転写するように配置された支持材料現像ステーションであって、前記造形材料現像ステーション及び前記支持材料現像ステーションが前記中間転写面に前記造形材料及び前記支持材料の層を転写する、支持材料現像ステーションと、
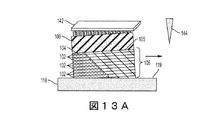
前記中間転写面に接触するように配置された平坦面を有するプラテンであって、前記平坦面が前記中間転写面上の前記層の1つに接触するのにともない、前記平坦面に前記造形材料及び前記支持材料の層が転写されるプラテンと、
前記層上に平坦化材料を堆積させるように配置されたディスペンサと、
前記プラテン上の前記層上の前記平坦化材料に接触して平坦化する機械的プレーナーであって、前記機械的プレーナーは、前記プラテンの前記平坦面と平行な方向において前記プラテンに相対的に移動する構造を含んで、前記平坦化材料のある部位を除去し且つ前記平坦化材料の他の部位を前記層の上部に残し、前記平坦化材料の上部を前記プラテンの前記平坦面と平行にする機械的プレーナーとを備える、3Dプリンタ。 - 前記平坦化材料が、前記造形材料と比較的容易に接合し、前記支持材料と比較的容易に接合しない、請求項1に記載の3Dプリンタ。
- 前記造形材料が前記平坦化材料を引き付け、前記支持材料が前記平坦化材料を混じり合わせない、請求項1に記載の3Dプリンタ。
- 前記機械的プレーナーが、細長構造物を備える、請求項1に記載の3Dプリンタ。
- 前記機械的プレーナーが、逆回転ローラーを備える、請求項1に記載の3Dプリンタ。
- 前記ディスペンサが、スプレー、ホッパーまたはシュートを備える、請求項1に記載の3Dプリンタ。
- 3次元(3D)プリンタにおいて、
中間転写面と、
前記中間転写面に造形材料を静電的に転写するように配置された造形材料現像ステーションと、
前記中間転写面に支持材料を静電的に転写するように配置された支持材料現像ステーションであって、前記造形材料現像ステーション及び前記支持材料現像ステーションが前記中間転写面に前記造形材料及び前記支持材料の層を転写する、支持材料現像ステーションと、
前記中間転写面に隣接する転写定着ステーションと、
前記中間転写面に繰り返し接触するように配置された平坦面を有するプラテンであって、前記平坦面上に前記層の独立した積層を連続的に形成するように前記転写定着ステーションにおいて前記中間転写面上の前記層の1つに接触するたびに、前記造形材料及び前記支持材料の層が前記平坦面に転写されるように前記中間転写面に対して移動するプラテンと、
前記層を一体に定着するために前記積層に熱及び圧力を印加するように配置された定着ステーションと、
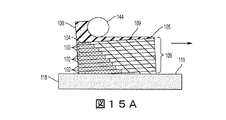
前記積層上に平坦化材料を堆積させるように配置されたディスペンサと、
前記積層上の前記平坦化材料に接触して平坦化する機械的プレーナーであって、前記機械的プレーナーは、前記プラテンの前記平坦面と平行な方向において前記プラテンに相対的に移動する構造を含んで、前記平坦化材料のある部位を除去し且つ前記平坦化材料の他の部位を前記積層の上部に残し、前記平坦化材料の上部を前記プラテンの前記平坦面と平行にする機械的プレーナーとを備え、
前記プラテンが、前記機械的プレーナーが前記平坦化材料を前記積層に定着させるように前記平坦化材料を平坦化した後に前記定着ステーションへと移動する、3Dプリンタ。 - 前記平坦化材料が、前記造形材料と比較的容易に接合し、前記支持材料と比較的容易に接合しない、請求項7に記載の3Dプリンタ。
- 前記造形材料が前記平坦化材料を引き付け、前記支持材料が前記平坦化材料を混じり合わせない、請求項7に記載の3Dプリンタ。
- 前記機械的プレーナーが、細長構造物を備える、請求項7に記載の3Dプリンタ。
- 前記機械的プレーナーが、逆回転ローラーを備える、請求項7に記載の3Dプリンタ。
- 前記ディスペンサが、スプレー、ホッパーまたはシュートを備える、請求項7に記載の3Dプレインタ。
- 3次元(3D)プリンタにおいて、
中間転写ベルト(ITB)と、
前記ITBに造形材料を静電的に転写するように配置された造形材料現像ステーションと、
前記ITBに支持材料を静電的に転写するように配置された支持材料現像ステーションであって、前記造形材料現像ステーション及び前記支持材料現像ステーションが前記ITBに前記造形材料及び前記支持材料の層を転写する、支持材料現像ステーションと、
前記ITBに隣接する転写定着ステーションと、
前記ITBに繰り返し接触するように配置された平坦面を有するプラテンであって、前記平坦面上に前記層の独立した積層を連続的に形成するように、前記転写定着ステーションにおいて前記ITB上の前記層の1つに接触するたびに前記造形材料及び前記支持材料の層が前記平坦面に転写されるように前記ITBに対して移動するプラテンと、
前記層を一体に定着するために前記積層に熱及び圧力を印加するように配置された定着ステーションと、
前記造形材料におけるポリマーを架橋するために前記積層に熱及び紫外線光を印加するように配置された硬化ステーションと、
前記ITBとは別個であり且つ前記積層に平坦化材料を堆積させるように配置されたディスペンサと、
前記ITBとは別個に配置され且つ前記積層上の前記平坦化材料に接触して平坦化する機械的プレーナーであって、前記機械的プレーナーは、前記プラテンの前記平坦面と平行な方向において前記プラテンに相対的に移動する構造を含んで、前記平坦化材料のある部位を除去し且つ前記平坦化材料の他の部位を前記積層の上部に残し、前記平坦化材料の上部を前記プラテンの前記平坦面と平行にする機械的プレーナーとを備え、
前記プラテンが、前記機械的プレーナーが前記平坦化材料を前記積層に定着させるように前記平坦化材料を平坦化した後に前記定着ステーションへと移動する、3Dプリンタ。 - 前記平坦化材料が、前記造形材料と比較的容易に接合し、前記支持材料と比較的容易に接合しない、請求項13に記載の3Dプリンタ。
- 前記造形材料が前記平坦化材料を引き付け、前記支持材料が前記平坦化材料を混じり合わせない、請求項13に記載の3Dプリンタ。
- 前記機械的プレーナーが、細長構造物を備える、請求項13に記載の3Dプリンタ。
- 前記機械的プレーナーが、逆回転ローラーを備える、請求項13に記載の3Dプリンタ。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US15/175,476 US10076869B2 (en) | 2016-06-07 | 2016-06-07 | Electrostatic 3-D printer using leveling material and mechanical planer |
| US15/175,476 | 2016-06-07 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2017217904A JP2017217904A (ja) | 2017-12-14 |
| JP2017217904A5 JP2017217904A5 (ja) | 2020-07-02 |
| JP6796551B2 true JP6796551B2 (ja) | 2020-12-09 |
Family
ID=59009601
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017099495A Expired - Fee Related JP6796551B2 (ja) | 2016-06-07 | 2017-05-19 | 平坦化材料及び機械的プレーナーを使用した静電気式3dプリンタ |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10076869B2 (ja) |
| EP (1) | EP3255504B1 (ja) |
| JP (1) | JP6796551B2 (ja) |
| KR (1) | KR102159480B1 (ja) |
| CN (1) | CN107471637B (ja) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10625292B2 (en) * | 2016-10-11 | 2020-04-21 | Xerox Corporation | System and method for finishing the surface of three-dimensional (3D) objects formed by additive manufacturing systems |
| US11273608B2 (en) * | 2018-06-07 | 2022-03-15 | Sakuu Corporation | Multi-material three-dimensional printer |
| JP7536787B2 (ja) | 2019-05-01 | 2024-08-20 | アイオー テック グループ リミテッド | 3d印刷を用いてチップをトップコネクタと電気接続する方法 |
| US11446750B2 (en) | 2020-02-03 | 2022-09-20 | Io Tech Group Ltd. | Systems for printing solder paste and other viscous materials at high resolution |
| US11622451B2 (en) | 2020-02-26 | 2023-04-04 | Io Tech Group Ltd. | Systems and methods for solder paste printing on components |
| US11260581B2 (en) | 2020-06-03 | 2022-03-01 | Sakuu Corporation | Jetted material printer with pressure-assisted fluid extraction |
| US12275187B2 (en) | 2020-06-03 | 2025-04-15 | Sakuu Corporation | 3D printer with pressure-assisted fluid extraction |
| US11497124B2 (en) | 2020-06-09 | 2022-11-08 | Io Tech Group Ltd. | Methods for printing conformal materials on component edges at high resolution |
| US11691332B2 (en) | 2020-08-05 | 2023-07-04 | Io Tech Group Ltd. | Systems and methods for 3D printing with vacuum assisted laser printing machine |
| WO2023192591A1 (en) * | 2022-03-31 | 2023-10-05 | Evolve Additive Solutions, Inc. | Additive manufacturing materials and methods with improved color |
| US12005640B2 (en) | 2022-06-03 | 2024-06-11 | Sakuu Corporation | Method and system of using gradual drying in multi-material 3D printing |
| WO2025057054A1 (en) * | 2023-09-11 | 2025-03-20 | Landa Labs (2012) Ltd | Method and apparatus for 3d printing |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6206672B1 (en) * | 1994-03-31 | 2001-03-27 | Edward P. Grenda | Apparatus of fabricating 3 dimensional objects by means of electrophotography, ionography or a similar process |
| US6066285A (en) | 1997-12-12 | 2000-05-23 | University Of Florida | Solid freeform fabrication using power deposition |
| ATE411888T1 (de) | 2002-12-03 | 2008-11-15 | Objet Geometries Ltd | Verfahren und vorrichtung für dreidimensionales drucken |
| US6775504B2 (en) | 2002-12-16 | 2004-08-10 | Xerox Corporation | Developer member adapted for depositing developer material on an imaging surface |
| US7250238B2 (en) | 2003-12-23 | 2007-07-31 | Xerox Corporation | Toners and processes thereof |
| US7270408B2 (en) | 2005-01-14 | 2007-09-18 | Xerox Corporation | Low level cure transfuse assist for printing with radiation curable ink |
| JP2008225417A (ja) * | 2007-03-16 | 2008-09-25 | Fujitsu Ltd | 構造体の製造方法 |
| US8784723B2 (en) | 2007-04-01 | 2014-07-22 | Stratasys Ltd. | Method and system for three-dimensional fabrication |
| US7851549B2 (en) | 2007-12-13 | 2010-12-14 | Xerox Corporation | Curable polyester latex made by phase inversion emulsification |
| US20100140852A1 (en) | 2008-12-04 | 2010-06-10 | Objet Geometries Ltd. | Preparation of building material for solid freeform fabrication |
| US8470231B1 (en) | 2009-06-01 | 2013-06-25 | Stratasys Ltd. | Three-dimensional printing process for producing a self-destructible temporary structure |
| EP2758837B1 (en) | 2011-09-23 | 2020-05-27 | Stratasys, Inc. | Layer transfusion for additive manufacturing |
| US20130186558A1 (en) | 2011-09-23 | 2013-07-25 | Stratasys, Inc. | Layer transfusion with heat capacitor belt for additive manufacturing |
| US8879957B2 (en) * | 2011-09-23 | 2014-11-04 | Stratasys, Inc. | Electrophotography-based additive manufacturing system with reciprocating operation |
| US8488994B2 (en) | 2011-09-23 | 2013-07-16 | Stratasys, Inc. | Electrophotography-based additive manufacturing system with transfer-medium service loops |
| WO2014072148A1 (de) | 2012-11-09 | 2014-05-15 | Evonik Industries Ag | Verwendung und herstellung beschichteter filamente für extrusionsbasierte 3d-druckverfahren |
| EP2917026A1 (de) | 2012-11-09 | 2015-09-16 | Evonik Röhm GmbH | Mehrfarbiger extrusionsbasierter-3d-druck |
| US10702453B2 (en) * | 2012-11-14 | 2020-07-07 | Xerox Corporation | Method and system for printing personalized medication |
| US9144940B2 (en) * | 2013-07-17 | 2015-09-29 | Stratasys, Inc. | Method for printing 3D parts and support structures with electrophotography-based additive manufacturing |
| WO2015073301A1 (en) | 2013-11-18 | 2015-05-21 | Chang Kai-Jui | Color or multi-material three-dimensional (3d) printing |
| US9744730B2 (en) | 2013-11-22 | 2017-08-29 | Stratasys, Inc. | Magnetic platen assembly for additive manufacturing system |
| US10144175B2 (en) * | 2014-03-18 | 2018-12-04 | Evolve Additive Solutions, Inc. | Electrophotography-based additive manufacturing with solvent-assisted planarization |
| EP3323599B1 (en) * | 2015-07-14 | 2019-06-19 | Mimaki Engineering Co., Ltd. | Forming device and forming method |
| US10105902B2 (en) * | 2016-04-18 | 2018-10-23 | Evolve Additive Solutions, Inc. | Electrophotography-based additive manufacturing with part molding |
-
2016
- 2016-06-07 US US15/175,476 patent/US10076869B2/en active Active
-
2017
- 2017-05-18 KR KR1020170061488A patent/KR102159480B1/ko not_active Expired - Fee Related
- 2017-05-18 CN CN201710354765.9A patent/CN107471637B/zh not_active Expired - Fee Related
- 2017-05-19 JP JP2017099495A patent/JP6796551B2/ja not_active Expired - Fee Related
- 2017-06-02 EP EP17174395.8A patent/EP3255504B1/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017217904A (ja) | 2017-12-14 |
| KR102159480B1 (ko) | 2020-09-25 |
| EP3255504A1 (en) | 2017-12-13 |
| EP3255504B1 (en) | 2019-09-04 |
| KR20170138342A (ko) | 2017-12-15 |
| US10076869B2 (en) | 2018-09-18 |
| CN107471637A (zh) | 2017-12-15 |
| CN107471637B (zh) | 2020-05-05 |
| US20170348908A1 (en) | 2017-12-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6796551B2 (ja) | 平坦化材料及び機械的プレーナーを使用した静電気式3dプリンタ | |
| JP6824100B2 (ja) | 異なる融点の材料を使用した静電3d現像装置 | |
| JP6800063B2 (ja) | 3次元プリンタ | |
| KR102154471B1 (ko) | 용해 가능한 용지를 이용하는 전자사진 3-d 인쇄 | |
| CN107457987B (zh) | 使用气溶胶施加器控制层形貌的静电3-d打印机 | |
| CN107471636A (zh) | 使用层和机械刨机的静电3‑d打印机 | |
| US10086558B2 (en) | 3-D electrostatic printer using track bound platens and registration system | |
| JP6815252B2 (ja) | 折り畳み可能な基材を使用した電子写真3d印刷 | |
| US10005230B2 (en) | Electrostatic 3-D printer controlling layer thickness using feedback loop to transfer device | |
| JP6785183B2 (ja) | アドレス指定可能なuv架橋を使用した静電3dプリンタ | |
| US10183443B2 (en) | Electrostatic 3-D printer controlling layer thickness using feedback loop to development device | |
| US10213958B2 (en) | Electrostatic 3-D printing system having acoustic transfer and corotron |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20170616 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20170828 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200518 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200518 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20200518 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20200601 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200623 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200831 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20201020 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20201116 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6796551 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |