JP6773720B2 - Packaging container and sealing method for packaging container - Google Patents
Packaging container and sealing method for packaging container Download PDFInfo
- Publication number
- JP6773720B2 JP6773720B2 JP2018087686A JP2018087686A JP6773720B2 JP 6773720 B2 JP6773720 B2 JP 6773720B2 JP 2018087686 A JP2018087686 A JP 2018087686A JP 2018087686 A JP2018087686 A JP 2018087686A JP 6773720 B2 JP6773720 B2 JP 6773720B2
- Authority
- JP
- Japan
- Prior art keywords
- flange
- lid
- end edge
- edge portion
- seal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004806 packaging method and process Methods 0.000 title claims description 29
- 238000007789 sealing Methods 0.000 title description 51
- 238000000034 method Methods 0.000 title description 11
- -1 polyethylene terephthalate Polymers 0.000 claims description 4
- 229920000139 polyethylene terephthalate Polymers 0.000 claims description 3
- 239000005020 polyethylene terephthalate Substances 0.000 claims description 3
- 239000010410 layer Substances 0.000 description 18
- 239000007789 gas Substances 0.000 description 11
- 230000002093 peripheral effect Effects 0.000 description 10
- 230000003014 reinforcing effect Effects 0.000 description 10
- 239000012790 adhesive layer Substances 0.000 description 7
- 230000004888 barrier function Effects 0.000 description 7
- 229920000219 Ethylene vinyl alcohol Polymers 0.000 description 5
- 239000004743 Polypropylene Substances 0.000 description 5
- 239000000463 material Substances 0.000 description 5
- 229920003002 synthetic resin Polymers 0.000 description 5
- 239000000057 synthetic resin Substances 0.000 description 5
- 239000004715 ethylene vinyl alcohol Substances 0.000 description 4
- 235000013305 food Nutrition 0.000 description 4
- 230000002787 reinforcement Effects 0.000 description 4
- 238000000465 moulding Methods 0.000 description 3
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- 238000005187 foaming Methods 0.000 description 2
- 230000035699 permeability Effects 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 238000007666 vacuum forming Methods 0.000 description 2
- 229920008790 Amorphous Polyethylene terephthalate Polymers 0.000 description 1
- MYMOFIZGZYHOMD-UHFFFAOYSA-N Dioxygen Chemical compound O=O MYMOFIZGZYHOMD-UHFFFAOYSA-N 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 229920002292 Nylon 6 Polymers 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 229910001882 dioxygen Inorganic materials 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 239000005033 polyvinylidene chloride Substances 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 238000003856 thermoforming Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images


Landscapes
- Containers Having Bodies Formed In One Piece (AREA)
- Closing Of Containers (AREA)
- Packages (AREA)
Description
本発明は、ヒートシールにより蓋体を接着して食品等を収容する容器本体を封止する包装用容器及び包装用容器のシール方法に関する。 The present invention relates to a packaging container for sealing a container body for storing foods and the like by adhering a lid body by heat sealing and a method for sealing the packaging container.
従来から、例えば、スーパーマーケットやコンビニエンスストアで販売される食品の包装用容器には、ヒートシールにより蓋体を接着して開口部分を閉じる容器本体が採用されていた。一般的に、ヒートシールを採用した容器本体は、中身の品質を保持する密封性・蓋体の易開封性・包装用容器全体の意匠性を有し、総合的に利便性が高いことから、近年では技術改良が進んできた。 Conventionally, for example, a container for packaging foods sold in a supermarket or a convenience store has adopted a container body in which a lid is adhered by a heat seal to close an opening. In general, a container body that uses a heat seal has a sealability that maintains the quality of the contents, an easy-to-open lid, and the design of the entire packaging container, and is highly convenient overall. In recent years, technological improvements have progressed.
例えば、特許文献1では、公知技術として、フィルム状の蓋体が立体的に接着されて密封性を有するように、フランジの周方向に対して環状で、フランジの上面に対して内側の角度と外側の角度とが同一なシール補強突条について開示している。しかしながら、この構成では、蓋体を剥がす力が分散してしまうため、開封性に難がある点を問題視している。
For example, in
そこで、新たな発明として、フランジの周方向に対して等間隔で、フランジの上面に対して外側の角度より内側の角度が大きい弧状のシール補強突条について開示されている。この構成によれば、シール補強突条の外側より内側のほうが蓋体を強く接着できるため、密封性の向上が期待されているのみならず、隣り合うシール補強突条同士の狭間(頂点)を介して蓋体を剥がす力を一箇所に集中できるようになるため、開封性の向上が期待されている。 Therefore, as a new invention, an arc-shaped seal reinforcing ridge having a larger inner angle than an outer angle with respect to the upper surface of the flange at equal intervals with respect to the circumferential direction of the flange is disclosed. According to this configuration, the lid can be adhered more strongly to the inside than to the outside of the seal reinforcing ridges, so that not only the sealing performance is expected to be improved, but also the gap (apex) between the adjacent seal reinforcing ridges can be formed. It is expected that the opening property will be improved because the force for peeling the lid can be concentrated in one place.
総じて、特許文献1では、フランジへの蓋体の接着力を確保するために、シール補強突条がフランジの上面に対して突出していることを前提としている。すなわち、蓋体はフランジの平面部分に対して面状に接着されるより突条に沿って立体状に接着されるほうが、密封性が向上するというものである。そして、このような密封性を維持しつつ、蓋体の開封性の向上にも寄与したのが、上述した新たな発明と位置付けられる。
As a whole,
しかしながら、特許文献1では、シール補強突条の高さと、蓋体をシールする際のシール機による加圧との関係について、開示されていない。一般的に、容器本体に蓋体をシールするには、発熱したシール機で蓋体の上から蓋体及びフランジを加圧して溶着する。このとき、フランジの高さが不ぞろいだと、十分に加圧されない部分や全く加圧されない部分が生じる恐れがある。
However,
すなわち、同文献内に記載の新たな発明では、個々のシール補強突条のうち最も高い部分とシール補強突条同士の狭間(頂点)に該当する最も低い部分とに高低差があるため、シール機による加圧度合いに差が生じる恐れがある。これにより、所々でシール強度のむらが生じるため、密封性が低下する恐れもある。一方、シール強度のむらを解消するためにシール機の加圧を強めると、耐荷重の許容範囲を超えて蓋体やフランジが破損する恐れがある。さらに、同文献内に記載の公知技術であっても、成型上の誤差や形状不良又は素材上のゆがみにより、シール補強突条の高さを均一にすることは極めて困難であり、極僅かな高低差が所々に生じてしまう。 That is, in the new invention described in the same document, there is a height difference between the highest portion of each seal reinforcing ridge and the lowest portion corresponding to the gap (apex) between the seal reinforcing ridges. There may be a difference in the degree of pressurization depending on the machine. As a result, the sealing strength becomes uneven in some places, and the sealing property may be deteriorated. On the other hand, if the pressurization of the sealing machine is increased in order to eliminate the unevenness of the sealing strength, the lid and the flange may be damaged beyond the allowable range of the load capacity. Furthermore, even with the known techniques described in the same document, it is extremely difficult to make the height of the seal reinforcing ridge uniform due to molding errors, shape defects, or distortion of the material, and it is extremely slight. Height differences occur in places.
また、同文献内に記載の新たな発明では、シール補強突条の内側の角度が急な分、通常のシール機では十分加圧しにくく、シール強度の確保にはシール補強突条の形状に沿って加圧できる高精度のシール機が必要となる。さらに、シール補強突条がフランジの幅方向の中央にある分、シール補強突条が幅方向に変形しにくいため、真上から加圧する通常のシール機でシール補強突条の全体にシールを貼り付けるのは困難である。 Further, in the new invention described in the same document, since the angle inside the seal reinforcing ridge is steep, it is difficult to pressurize sufficiently with a normal sealing machine, and the shape of the seal reinforcing ridge is used to secure the sealing strength. A high-precision sealing machine that can pressurize is required. Furthermore, since the seal reinforcement ridge is located in the center of the flange in the width direction, the seal reinforcement ridge is not easily deformed in the width direction. Therefore, a seal is attached to the entire seal reinforcement ridge with a normal sealing machine that pressurizes from directly above. It is difficult to attach.
このような従来技術の問題点に対し、発明者等は、容器本体のフランジに生じる通常の高低差を許容し、真上から加圧して蓋体と容器本体のフランジとを熱圧着する通常のシール機でも、所望のシール強度を確保する技術思想にたどり着いた。
そこで、本発明の目的は、シール機の能力に依存せず、容器本体のフランジの特性を活かして蓋体を接着して密封性を確保する包装用容器及び包装用容器のシール方法を提供することにある。
In response to such problems in the prior art, the inventors usually allow a normal height difference occurring in the flange of the container body and pressurize from directly above to thermocompression-bond the lid and the flange of the container body. Even with a sealing machine, we have arrived at a technical concept that ensures the desired sealing strength.
Therefore, an object of the present invention is to provide a packaging container and a method for sealing the packaging container, which does not depend on the capacity of the sealing machine and utilizes the characteristics of the flange of the container body to adhere the lid to ensure the sealing property. There is.
すなわち、本発明は、蓋体と、上記蓋体で密閉されるポリエチレンテレフタレート製かつ平面視で円形状である容器本体と、からなる包装用容器であって、上記容器本体は、アーチ状に形成されて蓋体をシールするフランジ部を備え、上記フランジ部は、上記容器本体の内側に位置する内端縁部と、上記内端縁部より外側かつ上記内端縁部と同等の高さに位置する外端縁部と、上記内端縁部と上記外端縁部とから等距離に位置する頂点とを有し、上記内端縁部側の傾斜角と上記外端縁部側の傾斜角とは、同等であり、上記内端縁部と上記外端縁部とをつなぐ仮想線から上記頂点までの垂直距離は、0.2mm〜0.4mmであることを特徴とする。
That is, the present invention is a packaging container including a lid, a container body made of polyethylene terephthalate sealed by the lid and having a circular shape in a plan view, and the container body is formed in an arch shape. It is provided with a flange portion for sealing the lid body, and the flange portion has an inner end edge portion located inside the container body and a height outside the inner end edge portion and at the same height as the inner end edge portion. It has an outer edge portion located, an apex located at an equal distance from the inner end edge portion and the outer end edge portion, and an inclination angle on the inner end edge side and an inclination on the outer end edge side. The corners are equivalent, and the vertical distance from the virtual line connecting the inner end edge portion and the outer end edge portion to the apex is 0.2 mm to 0.4 mm .
換言すれば、本発明における包装用容器は、蓋体で密閉される容器本体の側壁部の周端縁全周から連続して外側に設けられたフランジ部を備え、上記フランジ部は、上記側壁部の周端縁に相当するフランジ内端縁部と、上記蓋体を接着するために上記フランジ内端縁部より外側に配置されたシール部と、上記フランジ内端縁部と同等の高さかつ上記シール部より外側に配置されたフランジ外端縁部とを有し、上記シール部は、上記フランジ部の全周かつ上記フランジ内端縁部から上記フランジ外端縁部に渡って上方向に湾曲したアーチ状に形成されていることを特徴とする。
上記シール部の頂点は、上記フランジ内端縁部と上記フランジ外端縁部とから等距離に位置し、上記シール部の頂点と上記フランジ内端縁部及び上記フランジ外端縁部との鉛直方向の距離は、0.1mm〜0.7mmであることが望ましい。
In other words, the packaging container in the present invention includes a flange portion provided continuously from the entire circumference of the peripheral edge of the side wall portion of the container body sealed by the lid, and the flange portion is the side wall portion. The height of the inner edge of the flange corresponding to the peripheral edge of the portion, the seal portion arranged outside the inner edge of the flange for adhering the lid, and the inner edge of the flange. Moreover, it has a flange outer end edge portion arranged outside the seal portion, and the seal portion is upward all around the flange portion and from the flange inner end edge portion to the flange outer end edge portion. It is characterized in that it is formed in a curved arch shape.
The apex of the seal portion is located equidistant from the flange inner end edge portion and the flange outer end edge portion, and the apex of the seal portion is vertical to the flange inner end edge portion and the flange outer end edge portion. The distance in the direction is preferably 0.1 mm to 0.7 mm.
また、本発明による包装用容器のシール方法は、シール機で蓋体を接着して容器本体を密閉する包装用容器のシール方法であって、上記容器本体の側壁部の周端縁全周から連続して外側に設けられたフランジ部は、上記側壁部の周端縁に相当するフランジ内端縁部と、上記蓋体を接着するために上記フランジ内端縁部より外側に配置されたシール部と、上記フランジ内端縁部と同等の高さかつ上記シール部より外側に配置されたフランジ外端縁部とを有し、上記シール部は、上記フランジ部の全周かつ上記フランジ内端縁部から上記フランジ外端縁部に渡って上方向に湾曲したアーチ状に形成されており、上記シール部の頂点は、上記フランジ内端縁部と上記フランジ外端縁部とから等距離に位置し、上記シール部の頂点の高さが上記フランジ内端縁部及び上記フランジ外端縁部の高さと同等になるまで上記シール機で上記蓋体の上から上記シール部を加圧し、上記フランジ部の全周に渡って上記シール部を上記蓋体に対して平面状に接着することを特徴とする。 Further, the method for sealing a packaging container according to the present invention is a method for sealing a packaging container in which a lid is bonded with a sealing machine to seal the container body, from the entire circumference of the peripheral edge of the side wall portion of the container body. The continuously provided outer flanges are seals arranged outside the inner edge of the flange to bond the inner edge of the flange, which corresponds to the peripheral edge of the side wall, to the lid. It has a portion and a flange outer end edge portion that is at the same height as the flange inner end edge portion and is arranged outside the seal portion, and the seal portion is the entire circumference of the flange portion and the flange inner end. It is formed in an arch shape that curves upward from the edge portion to the outer edge portion of the flange, and the apex of the seal portion is equidistant from the inner edge portion of the flange and the outer edge portion of the flange. The seal portion is pressed from above the lid body with the seal machine until the height of the apex of the seal portion is equal to the height of the inner edge portion of the flange and the outer edge portion of the flange. It is characterized in that the seal portion is adhered to the lid body in a flat shape over the entire circumference of the flange portion.
本発明による包装用容器及び包装用容器のシール方法では、容器本体のフランジに生じる通常の高低差を許容し、真上から加圧して蓋体と容器本体のフランジとを熱圧着する通常のシール機でも、容器本体のフランジの特性を活かして蓋体を接着して密封性を確保することができる。 In the method for sealing a packaging container and a packaging container according to the present invention, a normal sealing that allows a normal height difference occurring in the flange of the container body and pressurizes from directly above to heat-bond the lid and the flange of the container body. Even in the machine, the lid body can be adhered to ensure the sealing property by utilizing the characteristics of the flange of the container body.
以下、図1〜図3を参照しつつ、本発明の一実施形態における包装用容器(以下、「本包装用容器」ともいう。)及び本包装用容器のシール方法について説明する。
なお、これらの図において、複数個存在する同一の部位については、一つの部位のみに符番し、重複する部位については省略することがある。説明の便宜上、所定の部位やこの引き出し線を破線や想像線(二点鎖線)で示す。
Hereinafter, the packaging container (hereinafter, also referred to as “the present packaging container”) and the sealing method of the present packaging container according to the embodiment of the present invention will be described with reference to FIGS. 1 to 3.
In these figures, a plurality of identical parts may be numbered only for one part, and overlapping parts may be omitted. For convenience of explanation, a predetermined part and this leader line are indicated by a broken line or an imaginary line (two-dot chain line).
まず、本包装用容器の構造について説明する。 First, the structure of the main packaging container will be described.
本発明の一実施形態における包装用容器は、食品等が収容される平面視で正方形状の容器本体Mであって、容器本体Mの開口部分がヒートシールにより合成樹脂製の成型蓋やフィルム等の蓋体で閉じられるものである。ヒートシールは、所定のシール機で容器本体Mと蓋体との接着部分を蓋体の表面側から加圧及び加熱して行われる。
図示しないが、成型蓋の場合、例えば、蓋体天面部と、天面部の周端縁全周から下方向に広がるように設けられた蓋体側壁部と、蓋体側壁部の下端に該当する周端縁全周から外方向に延出するように設けられた蓋体フランジ部とを少なくとも備えている。
The packaging container according to the embodiment of the present invention is a container body M having a square shape in a plan view in which food or the like is stored, and the opening portion of the container body M is heat-sealed to form a synthetic resin molded lid, film, or the like. It is closed by the lid of the. The heat seal is performed by pressurizing and heating the bonded portion between the container body M and the lid from the surface side of the lid with a predetermined sealing machine.
Although not shown, in the case of a molded lid, for example, it corresponds to the top surface of the lid, the side wall of the lid provided so as to extend downward from the entire circumference of the peripheral edge of the top, and the lower end of the side wall of the lid. It is provided with at least a lid flange portion provided so as to extend outward from the entire circumference of the peripheral edge.
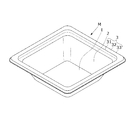
図1は、容器本体Mの内部が見える上方向からの斜視図である。図1に示すように、容器本体Mは、平面視で正方形状の本体底部1と、本体底部1の周端縁全周から上方向に広がるように設けられた本体側壁部2と、本体側壁部2の上端縁全周から連続して外方向に延出するように設けられた本体フランジ部3とを備えている。
FIG. 1 is a perspective view from above where the inside of the container body M can be seen. As shown in FIG. 1, the container main body M has a square
本体フランジ部3は、本体側壁部2の本体上側側壁部の周端縁に相当するフランジ内端縁部31と、蓋体を接着するためにフランジ内端縁部31より外側に配置されたシール部32と、フランジ内端縁部31と同等の高さかつシール部32より外側に配置されたフランジ外端縁部33とを有している。シール部32は、本体フランジ部3の全周かつフランジ内端縁部31からフランジ外端縁部33に渡って上方向に湾曲したアーチ状に形成されている。換言すれば、本体フランジ部3は、アーチ状に形成されており、容器本体Mの内側に位置するフランジ内端縁部31と、フランジ内端縁部31より外側かつフランジ内端縁部31と同等の高さに位置するフランジ外端縁部33と、フランジ内端縁部31とフランジ外端縁部33とから等距離に位置する図2に示す頂点32aとを有し、また、シール部32は、本体フランジ部3の幅方向全体から膨出している。
The main
この構成によれば、容器本体Mの本体フランジ部3に蓋体がシールされる場合、シール機による必要最低限の加圧にてシール部32が真上から均等に押しつぶされ、全周に渡ってシール部32の高さが均一になるため、シール部32と蓋体との間に隙間が生じにくくなる。すなわち、本包装用容器は、シール部32のクッション効果によりシール機の加圧で破損しにくいばかりでなく、シール部32全面に蓋体を密着させることができるため、全周に渡って所望のシール強度を提供することができる。したがって、本包装用容器は、蓋体のシール強度のバラつきによる蓋体の突発的な開封や密封性の低下を防ぐことができる。
ここで、フランジ部3が例えばフラット形状の場合、成型時にシートの両端部が最初に金型に触れることでその部分が冷やされシートが硬化されてしまい、シートの両端部が突出し、両端部の間が凹んだ形状になってしまう(図示せず)。一方、フランジ部3の中央部を突出させた形状の場合、成形時にシートの中央部が最初に金型に触れることでその部分が冷やされシートが硬化されてしまい、図2に示すフランジ部3のようなアーチ状にできる。
According to this configuration, when the lid is sealed on the main
Here, when the
図2は、容器本体Mを垂直方向から切断した場合の本体フランジ部3周辺を拡大した端面図である。図2に示すとおり、シール部32の頂点32aは、フランジ内端縁部31とフランジ外端縁部33とから等距離に位置し、頂点32aからフランジ内端縁部31及びフランジ外端縁部33までの鉛直方向の距離dは、0.1mm〜0.7mmであり、好ましくは0.2mm〜0.4mmである。換言すれば、フランジ内端縁部31とフランジ外端縁部33とをつなぐ仮想線から頂点32aまでの垂直距離dは、0.1mm〜0.7mmである。距離dが0.1mmより小さいとシール部32をアーチ状に成型しにくく、0.7mmより大きいとシール部32がフランジ内端縁部31及びフランジ外端縁部33に対して膨出し過ぎてシール強度のバラつきが発生してしまう。シール部32のフランジ内端縁部31側の傾斜角αとフランジ外端縁部33側の傾斜角βは同等であることが好ましい。フランジ内端縁部31側の傾斜角αとフランジ外端縁部33側の傾斜角βとが同等であることによって、シール部32をアーチ状に成型できるとともに、所望のシール強度を得ることができる。
FIG. 2 is an enlarged end view of the periphery of the main
なお、容器本体Mは、平面視で長方形状、円形状、半円形状、又は楕円形状でもよい。本体側壁部2は、本体底部1から連続して設けられた本体下側側壁部(符番しない)と、本体下側側壁部の上端縁全周から連続して外方向に設けられて段差を形成している本体側壁平面部(符番しない)と、本体側壁平面部の周端縁全周から連続して設けられた本体上側側壁部(符番しない)とを有していてもよい。本体フランジ部3は、フランジ外端縁部33の周端縁全周から連続して外方向かつ下方向に拡がるように配置されたフランジ先端部(符番しない)を有していてもよい。成型蓋の場合、平面視で容器本体Mと同形でも異形でもよい。成型蓋の蓋体フランジ部は、本体フランジ部3とヒートシールできる形状であれば、平面状でも湾曲状でもよい。
The container body M may have a rectangular shape, a circular shape, a semicircular shape, or an elliptical shape in a plan view. The main body
次に、本包装用容器における容器本体の成分ついて説明する。 Next, the components of the container body in the present packaging container will be described.
容器本体は、例えば、真空成型・熱板圧空成型・真空圧空成型・両面真空成型を採用し、合成樹脂シートを熱成型することにより形成される。合成樹脂シートとしては、例えば、ポリエチレンテレフタレート等のポリエステル系樹脂、ポリスチレン等のスチレン系樹脂、ポリプロピレン等のオレフィン系樹脂で、単層や多層の積層体からなるシートを使用してもよく、エチレン・ビニルアルコール共重合体やポリ塩化ビニリデン、MXナイロン(登録商標)に代表されるガスバリア層が含まれている。フィラーなどの添加物が含まれていてもよい。シートとしては、非発泡素材が好ましい。シートの表面又は裏面には、合成樹脂性の積層フィルムがラミネートされてもよく、積層フィルムにはガスバリア層や印刷層を積層してもよい。蓋体の一例として、OPET層/ドライラミ接着剤層/Ny層/EVOH層/接着剤層/PP層のような積層フィルム、PP層/接着剤層/EVOH層/接着剤層/PP層のようなポリオレフィン系ガスバリア積層シート、PP層/接着剤層/Ny層/接着剤層/EVOH層/ドライラミ接着剤層/APET層のようなガスバリア積層フィルムとシートとの積層シートが挙げられる。合成樹脂シートの厚みは特に制限なく、0.2mm〜0.8mmであればよく、好ましくは0.25mm〜0.6mmである。0.2mmより小さいと容器本体の剛性不足により輸送時などの衝撃により破損する可能性が高まる恐れがある。0.8mmより大きいと、材厚の増加によるコストアップと共に、作業効率の低下を招く恐れがある。 The container body is formed by, for example, adopting vacuum forming, hot plate compressed air forming, vacuum compressed air forming, and double-sided vacuum forming, and thermoforming a synthetic resin sheet. As the synthetic resin sheet, for example, a polyester resin such as polyethylene terephthalate, a styrene resin such as polystyrene, or an olefin resin such as polypropylene may be used, and a sheet composed of a single-layer or multi-layer laminate may be used. It contains a gas barrier layer typified by a vinyl alcohol copolymer, polyvinylidene chloride, and MX nylon (registered trademark). Additives such as fillers may be included. As the sheet, a non-foaming material is preferable. A synthetic resin laminated film may be laminated on the front surface or the back surface of the sheet, and a gas barrier layer or a printing layer may be laminated on the laminated film. As an example of the lid, such as a laminated film such as OPET layer / dry lami adhesive layer / Ny layer / EVOH layer / adhesive layer / PP layer, PP layer / adhesive layer / EVOH layer / adhesive layer / PP layer. Examples thereof include a polyolefin-based gas barrier laminated sheet, a laminated sheet of a gas barrier laminated film and a sheet such as a PP layer / adhesive layer / Ny layer / adhesive layer / EVOH layer / dry lami adhesive layer / APET layer. The thickness of the synthetic resin sheet is not particularly limited and may be 0.2 mm to 0.8 mm, preferably 0.25 mm to 0.6 mm. If it is smaller than 0.2 mm, there is a risk that the container body may be damaged due to an impact such as during transportation due to insufficient rigidity. If it is larger than 0.8 mm, the cost may increase due to the increase in the material thickness and the work efficiency may decrease.
ガスバリア層を含む構成によれば、ガス置換包装を行うことにより、食料品の保存期間の長期化を実現できることが期待される。ここで、ガスバリア層としては、例えば、酸素ガス、水蒸気ガス、二酸化炭素ガスといった気体の透過性が低ければ特に制限はないが、具体的には、JIS K 7126による酸素透過度が25μm厚みで1000ml/m2・24hr・MPa(20℃で75%RH)以下の樹脂であってもよく、例えばエチレン−ビニルアルコール共重合体(EVOH)、ポリアミド−6(PA6)であってもよい。また、ガスバリア層の厚みは1μm〜25μmであってもよいし、2μm〜15μmであってもよい。 According to the configuration including the gas barrier layer, it is expected that the storage period of food products can be extended by performing gas replacement packaging. Here, the gas barrier layer is not particularly limited as long as the permeability of a gas such as oxygen gas, water vapor gas, or carbon dioxide gas is low. Specifically, the oxygen permeability according to JIS K 7126 is 1000 ml with a thickness of 25 μm. / m 2 · 24hr · MPa ( RH 75% at 20 ° C.) may be a less resin, such as ethylene - vinyl alcohol copolymer (EVOH), or may be a polyamide -6 (PA6). The thickness of the gas barrier layer may be 1 μm to 25 μm or 2 μm to 15 μm.
次に、図3を参照しつつ、本発明による包装用容器のシール方法を説明する。 Next, a method for sealing the packaging container according to the present invention will be described with reference to FIG.
図3に示すとおり、前提として、図1に示す容器本体Mを用いることとする。容器本体Mは、図2に示すシール部32の距離dが0.3mmとし、成分は非発砲素材であればいずれでもよい。蓋体Nは、成型蓋であり、平面状の蓋体フランジ部Nfを備えている。シール機Pは、圧力0.35MPa〜1.0MPa、時間0.5秒〜5秒、温度100℃〜200℃とする。シール機Pによるヒートシール時には、容器本体Mの本体フランジ部3の裏側から加圧用のクッションCが載置される。
As shown in FIG. 3, as a premise, the container body M shown in FIG. 1 is used. In the container body M, the distance d of the
図3(a)に示すとおり、シール機Pで蓋体Nの蓋体フランジ部Nfの表面側から加圧する。蓋体フランジ部Nfは、まずシール部32の頂点32aに接する。シール機Pで蓋体フランジ部Nfを加圧し続けると、シール部32が少しずつ押し潰されていく。このとき、図示しないが、フランジ内端縁部31及びフランジ外端縁部33が外側に移動しつつ、シール部32が横方向に広がっていってもよい。そして、シール部32の頂点32aの内側及び外側が次第に蓋体フランジ部Nfに面接触していく。
図3(b)に示すとおり、シール機Pの加圧に伴って蓋体フランジ部Nfに面接触するシール部32の面積が増加すると、最終的には、シール部32の裏側がクッションCに面接触し、シール部32の頂点32aの高さがフランジ内端縁部31及びフランジ外端縁部33の高さと同等となってシール部32が平面状になると共に、本体フランジ部3の全周に渡ってシール部32の全面を蓋体フランジ部Nfに平面状に接着する。
図3(c)に示すとおり、シール機P及びクッションCから容器本体M及び蓋体Nを外すと、容器本体Mの開口部分が蓋体Nで封止された状態となる。このとき、シール部32と蓋体フランジ部Nfとの間に隙間はなく、所望のシール強度で容器本体Mと蓋体Nとが接着されている。この状態で、シール部32の弾性や素材上のゆがみにより、本体フランジ部3及び蓋体フランジ部Nfが歪んでいてもよい。
As shown in FIG. 3A, the sealing machine P applies pressure from the surface side of the lid flange portion Nf of the lid N. The lid flange portion Nf first contacts the apex 32a of the
As shown in FIG. 3B, when the area of the sealing
As shown in FIG. 3C, when the container body M and the lid N are removed from the sealing machine P and the cushion C, the opening portion of the container body M is sealed with the lid N. At this time, there is no gap between the
M 容器本体
1 本体底部
2 本体側壁部
3 本体フランジ部
31 フランジ内端縁部
32 シール部
32a 頂点
33 フランジ外端縁部
Claims (1)
前記容器本体は、アーチ状に形成されて蓋体をシールするフランジ部を備え、
前記フランジ部は、前記容器本体の内側に位置する内端縁部と、前記内端縁部より外側かつ前記内端縁部と同等の高さに位置する外端縁部と、前記内端縁部と前記外端縁部とから等距離に位置する頂点とを有し、
前記内端縁部側の傾斜角と前記外端縁部側の傾斜角とは、同等であり、
前記内端縁部と前記外端縁部とをつなぐ仮想線から前記頂点までの垂直距離は、0.2mm〜0.4mmである
ことを特徴とする包装用容器。
A packaging container including a lid, a container body made of polyethylene terephthalate sealed by the lid and having a circular shape in a plan view.
The container body is provided with a flange portion that is formed in an arch shape and seals the lid body.
The flange portion includes an inner end edge portion located inside the container body, an outer end edge portion located outside the inner end edge portion and at the same height as the inner end edge portion, and the inner end edge portion. It has a portion and a vertex located equidistant from the outer edge portion.
The inclination angle on the inner edge side and the inclination angle on the outer edge side are equivalent.
A packaging container characterized in that the vertical distance from the virtual line connecting the inner end edge portion and the outer end edge portion to the apex is 0.2 mm to 0.4 mm .
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018087686A JP6773720B2 (en) | 2018-04-27 | 2018-04-27 | Packaging container and sealing method for packaging container |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018087686A JP6773720B2 (en) | 2018-04-27 | 2018-04-27 | Packaging container and sealing method for packaging container |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020167026A Division JP7133600B2 (en) | 2020-10-01 | 2020-10-01 | Packaging container and sealing method for packaging container |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2019189344A JP2019189344A (en) | 2019-10-31 |
| JP2019189344A5 JP2019189344A5 (en) | 2020-02-27 |
| JP6773720B2 true JP6773720B2 (en) | 2020-10-21 |
Family
ID=68389628
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018087686A Active JP6773720B2 (en) | 2018-04-27 | 2018-04-27 | Packaging container and sealing method for packaging container |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6773720B2 (en) |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0335736Y2 (en) * | 1986-08-11 | 1991-07-29 | ||
| JPH0717502A (en) * | 1993-05-27 | 1995-01-20 | Haagendatsutsu Japan Kk | Method for heat-sealing and heat-sealer |
| JP2703877B2 (en) * | 1995-12-28 | 1998-01-26 | 昭和電工株式会社 | How to seal plastic containers |
-
2018
- 2018-04-27 JP JP2018087686A patent/JP6773720B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019189344A (en) | 2019-10-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7086670B2 (en) | Assembling paper container and manufacturing method of assembling paper container | |
| US10974888B2 (en) | Lidded container and container used therefor | |
| KR101958045B1 (en) | Funnel part and packaging container using funnel part | |
| JP6773720B2 (en) | Packaging container and sealing method for packaging container | |
| JP6975007B2 (en) | Packaging container and food packaging method | |
| JP2021006479A (en) | Packaging container and method for sealing packaging container | |
| JP6368086B2 (en) | Hollow structure | |
| JP5887758B2 (en) | Microwave cooking packaging container | |
| JP5953770B2 (en) | Aluminum lid and container | |
| JP2018043758A (en) | Anvil and ultrasonic sealing device | |
| JP6377450B2 (en) | Packaging for microwave oven | |
| JP7558974B2 (en) | Assembled paper container and film pasting machine | |
| JP7074552B2 (en) | Cover of packaging container | |
| WO2020009036A1 (en) | Freshness holding container, freshness holding container constituent member and method for manufacturing same | |
| JP6970555B2 (en) | Film for the lid of the packaging container and food packaging package | |
| WO2015087798A1 (en) | Packaging body and method for manufacturing packaging body | |
| JP7568495B2 (en) | container | |
| JP7349511B2 (en) | Packaging containers and their manufacturing and recycling methods | |
| JP2022034337A (en) | container | |
| JP6115193B2 (en) | Aluminum lid and container | |
| JP6972639B2 (en) | Container with lid and container used for it | |
| JP5840856B2 (en) | Double container for packaging comprising non-foamed layer and foamed layer, and method for producing the same | |
| JPS5952094B2 (en) | Double bottom container and its manufacturing method | |
| JP2021006479A5 (en) | ||
| JP6031773B2 (en) | Packaging container and manufacturing method thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200117 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200117 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20200117 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20200305 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200428 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200626 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200909 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20201001 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6773720 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |