JP6562993B2 - Permanent magnet and motor, generator, and automobile using the same - Google Patents
Permanent magnet and motor, generator, and automobile using the same Download PDFInfo
- Publication number
- JP6562993B2 JP6562993B2 JP2017233721A JP2017233721A JP6562993B2 JP 6562993 B2 JP6562993 B2 JP 6562993B2 JP 2017233721 A JP2017233721 A JP 2017233721A JP 2017233721 A JP2017233721 A JP 2017233721A JP 6562993 B2 JP6562993 B2 JP 6562993B2
- Authority
- JP
- Japan
- Prior art keywords
- phase
- permanent magnet
- sintered body
- temperature
- sintered
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images










Landscapes
- Hard Magnetic Materials (AREA)
- Permanent Field Magnets Of Synchronous Machinery (AREA)
Description
本発明の実施形態は、永久磁石とそれを用いたモータ、発電機、及び自動車に関する。 Embodiments described herein relate generally to a permanent magnet and a motor, a generator, and an automobile using the permanent magnet.
高性能な永久磁石としては、Sm−Co系磁石やNd−Fe−B系磁石等の希土類磁石が知られている。ハイブリッド自動車(Hybrid Electric Vehicle:HEV)や電気自動車(Electric Vehicle:EV)のモータに永久磁石を使用する場合、永久磁石には耐熱性が求められる。HEVやEV用のモータには、Nd−Fe−B系磁石のNd(ネオジム)の一部をDy(ジスプロシウム)で置換して耐熱性を高めた永久磁石が用いられている。Dyは希少元素の一つであるため、Dyを使用しない永久磁石が求められている。Sm−Co系磁石はキュリー温度が高いため、Dyを使用しない組成系で優れた耐熱性を示すことが知られており、高温で良好な動作特性の実現が期待されている。 As high performance permanent magnets, rare earth magnets such as Sm-Co magnets and Nd-Fe-B magnets are known. When a permanent magnet is used in a motor of a hybrid vehicle (Hybrid Electric Vehicle: HEV) or an electric vehicle (Electric Vehicle: EV), the permanent magnet is required to have heat resistance. In a motor for HEV or EV, a permanent magnet is used in which a part of Nd (neodymium) in an Nd—Fe—B magnet is replaced with Dy (dysprosium) to improve heat resistance. Since Dy is one of rare elements, there is a demand for a permanent magnet that does not use Dy. Since Sm—Co magnets have a high Curie temperature, it is known that they exhibit excellent heat resistance in a composition system that does not use Dy, and realization of good operating characteristics at high temperatures is expected.
Sm−Co系磁石は、Nd−Fe−B系磁石に比べて磁化が低く、最大磁気エネルギー積((BH)max)も十分な値を実現することができない。Sm−Co系磁石の磁化を高めるためには、Coの一部をFeで置換すると共に、Fe濃度を高めることが有効である。しかしながら、Fe濃度が高い組成領域では、Sm−Co系磁石の保磁力が減少する傾向にある。また、Sm−Co系磁石は脆い金属間化合物からなり、加えて焼結磁石として用いることが一般的であるため、疲労特性の点から脆性が問題となるおそれがある。そこで、高Fe濃度の組成を有するSm−Co系焼結磁石において、保磁力等の磁気特性の向上に加えて、強度や靭性等の機械特性を高めることが求められている。 The Sm—Co magnet has a lower magnetization than the Nd—Fe—B magnet, and the maximum magnetic energy product ((BH) max ) cannot realize a sufficient value. In order to increase the magnetization of the Sm—Co magnet, it is effective to replace part of Co with Fe and increase the Fe concentration. However, in the composition region where the Fe concentration is high, the coercive force of the Sm—Co magnet tends to decrease. Further, since the Sm—Co magnet is made of a brittle intermetallic compound and is generally used as a sintered magnet, brittleness may be a problem in terms of fatigue characteristics. Therefore, in the Sm—Co based sintered magnet having a high Fe concentration composition, it is required to improve mechanical properties such as strength and toughness in addition to improvement of magnetic properties such as coercive force.
本発明が解決しようとする課題は、Sm−Co系焼結磁石の磁化や保磁力等の磁気特性を向上させると共に、強度等の機械特性を高めることを可能にした永久磁石とそれを用いたモータ、発電機、及び自動車を提供することにある。 The problem to be solved by the present invention is to improve the magnetic properties such as magnetization and coercive force of the Sm-Co sintered magnet, and to use the permanent magnet capable of enhancing the mechanical properties such as strength. It is to provide a motor, a generator, and an automobile.
実施形態の永久磁石は、
組成式1:Rp1Feq1Mr1Cus1Co100-p1-q1-r1-s1
(式中、Rは希土類元素から選ばれる少なくとも1種の元素であって、50原子%以上がSmであり、MはZr、TiおよびHfから選ばれる少なくとも1種の元素であり、p1、q1、r1およびs1はそれぞれ原子%で、10≦p1≦13.3、25≦q1≦40、0.87≦r1≦5.4、3.5≦s1≦13.5を満足する数である)
で表される組成を有する焼結体を具備する。永久磁石を構成する焼結体は、Th2Zn17型結晶相を含む主相からなる結晶粒と、
組成式2:Rp2Feq2Mr2Cus2Co100-p2-q2-r2-s2
(式中、Rは希土類元素から選ばれる少なくとも1種の元素であって、50原子%以上がSmであり、MはZr、TiおよびHfから選ばれる少なくとも1種の元素であり、p2、q2、r2およびs2はそれぞれ原子%で、10.8≦p2≦11.6、25≦q2≦40、1≦r2≦2、5≦s2≦16、1.5≦s2/s1≦4を満足する数である)
で表される組成を有し、かつ0.05μm以上2μm以下の範囲の平均厚さを有するCuリッチ相とを備える。主相は、Th2Zn17型結晶相を有するセル相と、CaCu5型結晶相を有し、セル相を取り囲むように存在するセル壁相とを備える。焼結体は、8.08g/cm3以上の密度を有する。
The permanent magnet of the embodiment is
Formula 1: R p1 Fe q1 M r1 Cu s1 Co 100-p1-q1-r1-s1
(In the formula, R is at least one element selected from rare earth elements, 50 atom% or more is Sm, M is at least one element selected from Zr, Ti and Hf, and p1, q1 , R1 and s1 are atomic%, and are numbers satisfying 10 ≦ p1 ≦ 13.3, 25 ≦ q1 ≦ 40, 0.87 ≦ r1 ≦ 5.4, 3.5 ≦ s1 ≦ 13.5)
A sintered body having a composition represented by: The sintered body constituting the permanent magnet includes crystal grains composed of a main phase including a Th 2 Zn 17 type crystal phase,
Formula 2: R p2 Fe q2 M r2 Cu s2 Co 100-p2-q2-r2-s2
(In the formula, R is at least one element selected from rare earth elements, 50 atom% or more is Sm, M is at least one element selected from Zr, Ti and Hf, and p2, q2 , R2 and s2 are atomic% and satisfy 10.8 ≦ p2 ≦ 11.6, 25 ≦ q2 ≦ 40, 1 ≦ r2 ≦ 2, 5 ≦ s2 ≦ 16, 1.5 ≦ s2 / s1 ≦ 4 Number)
And a Cu rich phase having an average thickness in the range of 0.05 μm or more and 2 μm or less. Major phase comprises a cell phase having a Th 2 Zn 17 crystal phase, have a CaCu 5 type crystal phase, and the cell wall phase present so as to surround the cell phase. The sintered body has a density of 8.08 g / cm 3 or more.
以下、実施形態の永久磁石について説明する。この実施形態の永久磁石は、
組成式1:Rp1Feq1Mr1Cus1Co100-p1-q1-r1-s1
(式中、Rは希土類元素から選ばれる少なくとも1種の元素、MはZr、Ti及びHfから選ばれる少なくとも1種の元素であり、p1、q1、r1及びs1はそれぞれ原子%で、10≦p1≦13.3、25≦q1≦40、0.87≦r1≦5.4、3.5≦s1≦13.5を満足する数である)
で表される組成を有する焼結体を具備する。実施形態の永久磁石を構成する焼結体は、Th2Zn17型結晶相を含む主相から結晶粒と、主相よりCu濃度が高いCuリッチ相とを備える。Cuリッチ相は0.05μm以上2μm以下の範囲の平均厚さを有する。
Hereinafter, the permanent magnet of the embodiment will be described. The permanent magnet of this embodiment is
Formula 1: R p1 Fe q1 M r1 Cu s1 Co 100-p1-q1-r1-s1
(In the formula, R is at least one element selected from rare earth elements, M is at least one element selected from Zr, Ti, and Hf, and p1, q1, r1, and s1 are each in atomic percent and 10 ≦ (P1 ≦ 13.3, 25 ≦ q1 ≦ 40, 0.87 ≦ r1 ≦ 5.4, 3.5 ≦ s1 ≦ 13.5)
A sintered body having a composition represented by: The sintered body constituting the permanent magnet of the embodiment includes crystal grains from a main phase including a Th 2 Zn 17 type crystal phase, and a Cu rich phase having a Cu concentration higher than that of the main phase. The Cu rich phase has an average thickness in the range of 0.05 μm to 2 μm.
組成式1において、元素Rとしてはイットリウム(Y)を含む希土類元素から選ばれる少なくとも1種の元素が使用される。元素Rはいずれも永久磁石に大きな磁気異方性をもたらし、高い保磁力を付与するものである。元素Rとしては、サマリウム(Sm)、セリウム(Ce)、ネオジム(Nd)及びプラセオジム(Pr)から選ばれる少なくとも1種を用いることが好ましく、特にSmを使用することが望ましい。元素Rの50原子%以上をSmとすることで、永久磁石の性能、とりわけ保磁力を再現性よく高めることができる。さらに、元素Rの70原子%以上がSmであることが望ましい。 In the composition formula 1, as the element R, at least one element selected from rare earth elements including yttrium (Y) is used. Any of the elements R provides a large magnetic anisotropy to the permanent magnet and imparts a high coercive force. The element R is preferably at least one selected from samarium (Sm), cerium (Ce), neodymium (Nd) and praseodymium (Pr), and particularly preferably Sm. By setting Sm to 50 atom% or more of the element R, the performance of the permanent magnet, particularly the coercive force, can be improved with good reproducibility. Furthermore, it is desirable that 70 atomic% or more of the element R is Sm.
焼結体の全体組成における元素Rの含有量p1は10原子%以上13.3原子%以下の範囲である。元素Rの含有量p1が10原子%未満であると、多量のα−Fe相が析出して十分な保磁力を得ることができない。一方、元素Rの含有量p1が13.3原子%を超えると、飽和磁化の低下が著しくなる。元素Rの含有量p1は10.2〜13原子%の範囲であることが好ましく、さらに好ましくは10.5〜12.5原子%の範囲である。 The content p1 of element R in the overall composition of the sintered body is in the range of 10 atomic% to 13.3 atomic%. When the content p1 of the element R is less than 10 atomic%, a large amount of α-Fe phase is precipitated and a sufficient coercive force cannot be obtained. On the other hand, when the content p1 of the element R exceeds 13.3 atomic%, the saturation magnetization is significantly reduced. The content p1 of the element R is preferably in the range of 10.2 to 13 atomic%, more preferably in the range of 10.5 to 12.5 atomic%.
鉄(Fe)は、主として永久磁石の磁化を担う元素である。Feを比較的多量に含有させることによって、永久磁石の飽和磁化を高めることができる。ただし、Feをあまり過剰に含有するとα−Fe相が析出したり、後述する所望の2相分離組織が得られにくくなるため、保磁力が低下するおそれがある。このため、焼結体の全体組成におけるFeの含有量q1は25原子%以上40原子%以下の範囲である。Feの含有量q1は27〜38原子%の範囲であることが好ましく、さらに好ましくは30〜36原子%の範囲である。 Iron (Fe) is an element mainly responsible for the magnetization of the permanent magnet. By containing a relatively large amount of Fe, the saturation magnetization of the permanent magnet can be increased. However, if Fe is contained excessively, an α-Fe phase is precipitated, or a desired two-phase separated structure to be described later is hardly obtained, so that the coercive force may be lowered. For this reason, the content q1 of Fe in the overall composition of the sintered body is in the range of 25 atomic% to 40 atomic%. The Fe content q1 is preferably in the range of 27 to 38 atomic%, more preferably in the range of 30 to 36 atomic%.
元素Mとしては、チタン(Ti)、ジルコニウム(Zr)及びハフニウム(Hf)から選ばれる少なくとも1種の元素が用いられる。元素Mを配合することによって、Fe濃度が高い組成で大きな保磁力を発現させることができる。焼結体の全体組成における元素Mの含有量r1は0.87原子%以上5.4原子%以下の範囲である。元素Mの含有量r1を0.87原子%以上とすることによって、Fe濃度を高めることができる。一方、元素Mの含有量r1が5.4原子%を超えると、磁化の低下が著しくなる。元素Mの含有量r1は1.3〜4.3原子%の範囲であることが好ましく、さらに好ましくは1.5〜2.9原子%の範囲である。 As the element M, at least one element selected from titanium (Ti), zirconium (Zr), and hafnium (Hf) is used. By blending the element M, a large coercive force can be expressed with a composition having a high Fe concentration. The content r1 of the element M in the overall composition of the sintered body is in the range of 0.87 atomic% to 5.4 atomic%. By setting the content r1 of the element M to 0.87 atomic% or more, the Fe concentration can be increased. On the other hand, when the content r1 of the element M exceeds 5.4 atomic%, the magnetization is remarkably reduced. The content r1 of the element M is preferably in the range of 1.3 to 4.3 atomic%, more preferably in the range of 1.5 to 2.9 atomic%.
元素MはTi、Zr、Hfのいずれであってもよいが、少なくともZrを含むことが好ましい。特に、元素Mの50原子%以上をZrとすることによって、永久磁石の保磁力を高める効果をさらに向上させることができる。一方、元素Mの中でHfはとりわけ高価であるため、Hfを使用する場合においても、その使用量は少なくすることが好ましい。Hfの含有量は元素Mの20原子%未満とすることが好ましい。 The element M may be any of Ti, Zr, and Hf, but preferably contains at least Zr. In particular, the effect of increasing the coercive force of the permanent magnet can be further improved by using 50 atomic% or more of the element M as Zr. On the other hand, since Hf is particularly expensive among the elements M, it is preferable to reduce the amount used even when Hf is used. The Hf content is preferably less than 20 atomic% of the element M.
銅(Cu)は、永久磁石に高い保磁力を発現させるための元素であり、さらにCuリッチ相を形成するために必須の元素である。焼結体の全体組成におけるCuの配合量s1は3.5原子%以上13.5原子%以下の範囲である。Cuの配合量s1が3.5原子%未満であると、高い保磁力を得ることが難しく、さらにCuリッチ相の生成が困難となり、十分な保磁力や強度を得ることができない。一方、Cuの配合量s1が13.5原子%を超えると、磁化の低下が著しくなる。Cuの配合量s1は3.9〜9原子%の範囲であることが好ましく、さらに好ましくは4.2〜7.2原子%の範囲である。 Copper (Cu) is an element for causing a permanent magnet to exhibit a high coercive force, and is an essential element for forming a Cu-rich phase. The compounding amount s1 of Cu in the overall composition of the sintered body is in the range of 3.5 atomic% to 13.5 atomic%. When the blending amount s1 of Cu is less than 3.5 atomic%, it is difficult to obtain a high coercive force, and it becomes difficult to generate a Cu-rich phase, so that a sufficient coercive force and strength cannot be obtained. On the other hand, when the compounding amount s1 of Cu exceeds 13.5 atomic%, the magnetization is remarkably reduced. The amount s1 of Cu is preferably in the range of 3.9 to 9 atomic%, more preferably in the range of 4.2 to 7.2 atomic%.
コバルト(Co)は、永久磁石の磁化を担うと共に、高い保磁力を発現させるために必要な元素である。さらに、Coを多く含有させるとキュリー温度が高くなり、永久磁石の熱安定性が向上する。Coの含有量が少なすぎると、これらの効果を十分に得ることができない。ただし、Coの含有量が過剰になると、相対的にFeの含有割合が下がって磁化が低下する。従って、Coの含有量は元素R、元素M及びCuの各含有量を考慮した上で、Feの含有量が上記した範囲を満足するように設定される。 Cobalt (Co) is an element necessary for developing a high coercive force while bearing the magnetization of the permanent magnet. Further, when a large amount of Co is contained, the Curie temperature is increased and the thermal stability of the permanent magnet is improved. If the Co content is too small, these effects cannot be obtained sufficiently. However, when the Co content is excessive, the content ratio of Fe is relatively lowered and the magnetization is lowered. Therefore, the content of Co is set so that the content of Fe satisfies the above-mentioned range in consideration of each content of the element R, the element M, and Cu.
Coの一部は、ニッケル(Ni)、バナジウム(V)、クロム(Cr)、マンガン(Mn)、アルミニウム(Al)、ガリウム(Ga)、ニオブ(Nb)、タンタル(Ta)及びタングステン(W)から選ばれる少なくとも1種の元素Aで置換してもよい。これらの置換元素Aは磁石特性、例えば保磁力の向上に寄与する。ただし、元素AによるCoの過剰な置換は磁化の低下を招くおそれがあるため、元素Aによる置換量はCoの20原子%以下であることが好ましい。 Part of Co is nickel (Ni), vanadium (V), chromium (Cr), manganese (Mn), aluminum (Al), gallium (Ga), niobium (Nb), tantalum (Ta) and tungsten (W). Substitution with at least one element A selected from These substitution elements A contribute to improvement of magnet characteristics, for example, coercive force. However, since excessive substitution of Co with the element A may cause a decrease in magnetization, the substitution amount with the element A is preferably 20 atomic% or less of Co.
この実施形態の永久磁石は、組成式1で表される組成を有する焼結体からなる焼結磁石である。焼結磁石(焼結体)は、Th2Zn17型結晶相を含む領域を主相としている。ここで、焼結磁石の主相とは、焼結体の断面等を走査電子顕微鏡(Scanning Electron Microscope:SEM)で観察した際に、観察像(SEM像)内で面積比率が最も大きい相を示すものである。焼結磁石の主相は、溶体化処理により形成したTbCu7型結晶相(1−7相/高温相)を前駆体とし、これに時効処理を施して形成した相分離組織、すなわちTh2Zn17型結晶相(2−17相)からなるセル相とCaCu5型結晶相(1−5相)等からなるセル壁相との相分離組織を有していることが好ましい。セル壁相の磁壁エネルギーはセル相に比べて大きいため、この磁壁エネルギーの差が磁壁移動の障壁となる。つまり、磁壁エネルギーの大きいセル壁相がピンニングサイトとして働くことで、磁壁ピニング型の保磁力が発現するものと考えられる。 The permanent magnet of this embodiment is a sintered magnet made of a sintered body having a composition represented by composition formula 1. The sintered magnet (sintered body) has a region including a Th 2 Zn 17 type crystal phase as a main phase. Here, the main phase of the sintered magnet is the phase having the largest area ratio in the observed image (SEM image) when the cross section of the sintered body is observed with a scanning electron microscope (SEM). It is shown. The main phase of the sintered magnet is a phase separated structure formed by subjecting a TbCu 7 type crystal phase (1-7 phase / high temperature phase) formed by solution treatment to a precursor and aging treatment, that is, Th 2 Zn. It is preferable to have a phase separation structure of a cell phase composed of a 17- type crystal phase (2-17 phase) and a cell wall phase composed of a CaCu 5 type crystal phase (1-5 phase) or the like. Since the domain wall energy of the cell wall phase is larger than that of the cell phase, this domain wall energy difference becomes a barrier for domain wall movement. That is, it is considered that the domain wall pinning type coercive force is expressed by the cell wall phase having a large domain wall energy acting as a pinning site.
実施形態の焼結磁石は、Th2Zn17型結晶相を含む主相からなる結晶粒を有しており、そのような結晶粒の多結晶体(焼結体)からなるものである。焼結体を構成する結晶粒の粒界(結晶粒界)には、粒界相が存在している。焼結体を構成する結晶粒の大きさ(結晶粒径)は、一般的にミクロンオーダー(例えば5〜500μm程度)であり、そのような結晶粒の粒界に存在する粒界相の厚さもミクロンオーダーである。一方、主相中のセル相の大きさはナノオーダー(例えば50〜400nm程度)であり、そのようなセル相を取り囲むセル壁相の厚さもナノオーダー(例えば2〜30nm程度)である。このように、焼結磁石を構成する結晶粒は、主相中のセル相とは異なるものである。同様に、結晶粒界に存在する粒界相も、セル相を取り囲むセル壁相とは異なるものである。セル相及びセル壁相による相分離組織は、結晶粒(主相)内に存在するものである。 The sintered magnet of the embodiment has crystal grains composed of a main phase including a Th 2 Zn 17 type crystal phase, and is composed of a polycrystalline body (sintered body) of such crystal grains. A grain boundary phase exists at the grain boundaries (crystal grain boundaries) of the crystal grains constituting the sintered body. The size of the crystal grains constituting the sintered body (crystal grain size) is generally on the order of microns (for example, about 5 to 500 μm), and the thickness of the grain boundary phase existing at the grain boundaries of such crystal grains is also Micron order. On the other hand, the size of the cell phase in the main phase is nano-order (for example, about 50 to 400 nm), and the thickness of the cell wall phase surrounding such a cell phase is also nano-order (for example, about 2 to 30 nm). Thus, the crystal grains constituting the sintered magnet are different from the cell phase in the main phase. Similarly, the grain boundary phase existing at the crystal grain boundary is also different from the cell wall phase surrounding the cell phase. The phase separation structure by the cell phase and the cell wall phase exists in the crystal grains (main phase).
Sm−Co系焼結磁石において、SEM等で観察される金属組織(焼結体の組織)は、上述した主相以外に様々な相(異相)を含んでいる。そのような異相のうち、特に主としてCu濃度が主相より高いCuリッチ相及びその析出形態が、Sm−Co系焼結磁石の強度や保磁力等に影響を及ぼすことを見出した。すなわち、焼結磁石を構成する結晶粒の粒界にCuリッチ相を薄く筋状に存在させることによって、異相であるCuリッチ相が相分離組織を有する主相に起因する保磁力等の磁気特性に悪影響を及ぼすことを抑制しつつ、焼結磁石(焼結体)の密度を高め、さらにCuリッチ相で結晶粒の粗大化や亀裂の進展を抑制することができる。これらによって、Sm−Co系焼結磁石の保磁力や磁化等の磁気特性と強度等の機械特性とを共に向上させることが可能となる。 In the Sm—Co based sintered magnet, the metal structure (sintered structure) observed by SEM or the like includes various phases (heterogeneous phases) in addition to the main phase described above. Among such different phases, it was found that a Cu-rich phase having a higher Cu concentration than that of the main phase and its precipitation form affect the strength and coercive force of the Sm—Co-based sintered magnet. That is, magnetic properties such as coercive force due to the main phase having a phase-separated structure of the Cu-rich phase, which is a different phase, by making the Cu-rich phase thin and streaky at the grain boundaries of the crystal grains constituting the sintered magnet It is possible to increase the density of the sintered magnet (sintered body) while suppressing adverse effects on the copper, and further suppress the coarsening of crystal grains and the progress of cracks in the Cu-rich phase. With these, it is possible to improve both the magnetic properties such as coercive force and magnetization and the mechanical properties such as strength of the Sm—Co sintered magnet.
実施形態の焼結磁石(焼結体)は、Th2Zn17型結晶相を含む主相からなる結晶粒と、平均厚さが0.05μm以上2μm以下の範囲のCuリッチ相とを備えている。Cuリッチ相は、上述したように焼結磁石を構成する結晶粒の粒界に薄く筋状に存在していることが好ましい。Cuリッチ相の平均厚さが0.05μm未満であると、言い換えると結晶粒界におけるCuリッチ相の析出量が不十分であると、焼結体の密度を高めることができず、焼結磁石の磁化が低下すると共に、強度の向上効果を得ることができない。Cuリッチ相の平均厚さが2μmを超える場合、言い換えると結晶粒界におけるCuリッチ相の析出量が多すぎる場合、焼結磁石の強度をより高めることができるものの、焼結磁石中の異相量が増大することに加えて、Cuリッチ相にCuが濃化しすぎることで主相中のCu濃度が低下し、主相の相分離が阻害されることから、焼結磁石の保磁力が低下する。 The sintered magnet (sintered body) of the embodiment includes crystal grains composed of a main phase including a Th 2 Zn 17 type crystal phase, and a Cu-rich phase having an average thickness in the range of 0.05 μm to 2 μm. Yes. As described above, the Cu-rich phase is preferably present in a thin streak shape at the grain boundaries of the crystal grains constituting the sintered magnet. If the average thickness of the Cu-rich phase is less than 0.05 μm, in other words, if the amount of precipitation of the Cu-rich phase at the crystal grain boundary is insufficient, the density of the sintered body cannot be increased, and the sintered magnet As a result, the effect of improving the strength cannot be obtained. When the average thickness of the Cu-rich phase exceeds 2 μm, in other words, when the amount of precipitation of the Cu-rich phase at the crystal grain boundary is too large, the strength of the sintered magnet can be increased, but the amount of different phases in the sintered magnet In addition to an increase in Cu, the Cu concentration in the main phase is reduced due to excessive concentration of Cu in the Cu-rich phase, and the phase separation of the main phase is inhibited, so the coercivity of the sintered magnet is reduced. .
上述したように、平均厚さが0.05〜2μmの範囲のCuリッチ相によれば、焼結磁石の保磁力や磁化等の磁気特性に加えて、強度等の機械特性を高めることができる。すなわち、Sm−Co系焼結磁石を構成する合金は脆い金属間化合物からなり、そのような合金の焼結体は特に強度特性が劣化しやすい。焼結磁石の強度を劣化させる要因として、金属間化合物の塑性変形の生じにくさが挙げられる。このため、応力が負荷されると結晶粒界で破壊が生じる。このような応力負荷による破壊を防ぐためには、合金の降伏応力を高めることが有効である。このような点に対して、焼結体の結晶粒界に適度な厚さのCuリッチ相を存在させることによって、応力が負荷された際の結晶粒界の破壊を抑制することができる。さらに、Cuリッチ相で亀裂の進展を抑えることができる。 As described above, according to the Cu-rich phase having an average thickness in the range of 0.05 to 2 μm, mechanical properties such as strength can be enhanced in addition to magnetic properties such as coercivity and magnetization of the sintered magnet. . That is, an alloy constituting the Sm—Co based sintered magnet is made of a brittle intermetallic compound, and a sintered body of such an alloy is particularly susceptible to deterioration in strength characteristics. As a factor that degrades the strength of the sintered magnet, it is difficult to cause plastic deformation of the intermetallic compound. For this reason, when stress is applied, fracture occurs at the grain boundaries. It is effective to increase the yield stress of the alloy in order to prevent breakage due to such stress loading. With respect to such a point, by causing a Cu-rich phase having an appropriate thickness to exist in the crystal grain boundary of the sintered body, it is possible to suppress breakage of the crystal grain boundary when stress is applied. Furthermore, the progress of cracks can be suppressed by the Cu-rich phase.
さらに、焼結体の結晶粒界にCuリッチ相が存在すると、焼結時の結晶粒界の移動が抑えられるため、結晶粒の粗大化を抑制することができる。焼結体の結晶粒径と強度との間には、ホール・ペッチの関係が成り立つとされており、結晶粒の粗大化を抑制することで強度が向上する。加えて、Cuリッチ相は転位のピニングサイトとしても機能し、この点からも焼結磁石の強度の向上に寄与すると考えられる。これらの要因に基づいて、焼結体の結晶粒界に適度な厚さのCuリッチ相を存在させることによって、Sm−Co系焼結磁石の強度を向上させることが可能となる。Cuリッチ相の平均厚さは0.1〜1.5μmの範囲であることがより好ましく、さらには好ましくは0.15〜1μmの範囲である。 Furthermore, when a Cu-rich phase is present at the crystal grain boundary of the sintered body, movement of the crystal grain boundary during sintering can be suppressed, so that coarsening of the crystal grains can be suppressed. It is said that a hole-petch relationship is established between the crystal grain size and strength of the sintered body, and the strength is improved by suppressing the coarsening of the crystal grains. In addition, the Cu-rich phase also functions as a dislocation pinning site, and it is considered that this also contributes to the improvement of the strength of the sintered magnet. Based on these factors, the strength of the Sm—Co-based sintered magnet can be improved by allowing a Cu-rich phase having an appropriate thickness to be present at the crystal grain boundaries of the sintered body. The average thickness of the Cu rich phase is more preferably in the range of 0.1 to 1.5 μm, and still more preferably in the range of 0.15 to 1 μm.
上記したように、Cuリッチ相は焼結体を構成する結晶粒の粗大化を抑制する効果を有する。具体的には、焼結体を構成する結晶粒は35μm以上200μm以下の範囲の平均結晶粒径を有することが好ましい。結晶粒の平均結晶粒径が200μmを超えると、焼結磁石の強度が低下しやすくなる。上述したように、結晶粒界に適度な厚さを有するCuリッチ相を存在させることで、結晶粒の過度な粗大化が抑制され、結晶粒の平均結晶粒径を200μm以下とすることができる。ただし、結晶粒界は磁化の反転核となる可能性がある。結晶粒径が小さすぎると結晶粒界が増加するため、保磁力及び角型性が低下する傾向がある。従って、結晶粒の平均結晶粒径は35μm以上であることが好ましい。 As described above, the Cu-rich phase has an effect of suppressing the coarsening of crystal grains constituting the sintered body. Specifically, the crystal grains constituting the sintered body preferably have an average crystal grain size in the range of 35 μm to 200 μm. When the average crystal grain size of the crystal grains exceeds 200 μm, the strength of the sintered magnet tends to decrease. As described above, the presence of a Cu-rich phase having an appropriate thickness at the crystal grain boundary suppresses excessive coarsening of the crystal grains, and allows the average crystal grain size of the crystal grains to be 200 μm or less. . However, there is a possibility that the crystal grain boundary becomes a magnetization reversal nucleus. If the crystal grain size is too small, the grain boundaries increase, and the coercive force and the squareness tend to decrease. Accordingly, the average crystal grain size of the crystal grains is preferably 35 μm or more.
Cuリッチ相は上述した平均厚さに加えて、焼結磁石(焼結体)中の体積分率を0.01%以上5%以下の範囲とすることが好ましい。Cuリッチ相の体積分率が5%を超えると、焼結磁石中の異相量が増大することに加えて、Cuリッチ相にCuが濃化しすぎて主相の相分離が阻害されるため、焼結磁石の保磁力が低下しやすい。Cuリッチ相の体積分率が0.01%未満であると、焼結体の強度の向上効果を十分に得ることができないと共に、焼結磁石の磁化も低下しやすい。Cuリッチ相の体積分率は0.03〜3%の範囲であることがより好ましく、さらには好ましくは0.05〜2%の範囲である。 In addition to the average thickness described above, the Cu-rich phase preferably has a volume fraction in the sintered magnet (sintered body) in the range of 0.01% to 5%. If the volume fraction of the Cu-rich phase exceeds 5%, in addition to increasing the amount of heterogeneous phase in the sintered magnet, Cu is too concentrated in the Cu-rich phase, which inhibits phase separation of the main phase. The coercive force of the sintered magnet tends to decrease. When the volume fraction of the Cu-rich phase is less than 0.01%, the effect of improving the strength of the sintered body cannot be obtained sufficiently, and the magnetization of the sintered magnet tends to be lowered. The volume fraction of the Cu rich phase is more preferably in the range of 0.03 to 3%, and still more preferably in the range of 0.05 to 2%.
上述したCuリッチ相は、下記の組成式2で表される組成を有するものである。
組成式2:Rp2Feq2Mr2Cus2Co100-p2-q2-r2-s2
(式中、Rは希土類元素から選ばれる少なくとも1種の元素、MはZr、Ti及びHfから選ばれる少なくとも1種の元素であり、p2、q2、r2及びs2はそれぞれ原子%で、10.8≦p2≦11.6、25≦q2≦40、1≦r2≦2、5≦s2≦16、1<s2/s1を満足する数である)
Cuリッチ相の組成が組成式2の範囲から外れると、上記したCuリッチ相に基づく密度や強度等の向上効果を得ることができない。Cuリッチ相のCu含有量(s2)は、さらに焼結体の全体組成におけるCu含有量(s1)に対して1.5倍以上4倍以下の範囲(1.5≦s2/s1≦4)であることが好ましい。これによって、焼結磁石の保磁力をより良好に保ちつつ、焼結磁石の強度をより効果的に向上させることができる。
The Cu rich phase described above has a composition represented by the following
Formula 2: R p2 Fe q2 M r2 Cu s2 Co 100-p2-q2-r2-s2
(In the formula, R is at least one element selected from rare earth elements, M is at least one element selected from Zr, Ti, and Hf, and p2, q2, r2, and s2 are each in atomic%, and 10. (8 ≦ p2 ≦ 11.6, 25 ≦ q2 ≦ 40, 1 ≦ r2 ≦ 2, 5 ≦ s2 ≦ 16, 1 <s2 / s1)
When the composition of the Cu rich phase is out of the range of the
Sm−Co系焼結磁石におけるCuリッチ相の出現と強度や磁気特性との関係について詳述する。Sm−Co系焼結磁石は、SmやCo等の原料を溶解して合金インゴットを形成し、合金インゴットを粉砕して得た粉末を磁場中で圧縮成型した後に焼結することにより作製される。合金インゴットは、図1のSEM−反射電子像に示すように、主相である2−17相の他に様々な相(異相)を含んでいる。異相はFe濃度が高くなるほど析出しやすくなる傾向がある。このような様々な相を含む合金粉末を用いて焼結体を作製すると、その焼結過程が異相の少ない合金粉末を用いた場合に比べて複雑になると予測される。すなわち、主相と異相の融点が大きく異なる場合、焼結時の昇温過程において融点の低い相は融解し、液相となることが考えられる。この場合、焼結は液相が関与した焼結、すなわち液相焼結に似た過程で進むと考えられる。 The relationship between the appearance of the Cu-rich phase in the Sm-Co based sintered magnet and the strength and magnetic properties will be described in detail. The Sm-Co sintered magnet is produced by melting raw materials such as Sm and Co to form an alloy ingot, and then compressing and molding the powder obtained by pulverizing the alloy ingot in a magnetic field. . As shown in the SEM-reflected electron image of FIG. 1, the alloy ingot includes various phases (heterogeneous phases) in addition to the 2-17 phase as the main phase. Different phases tend to precipitate more easily as the Fe concentration increases. If a sintered body is produced using such an alloy powder containing various phases, the sintering process is expected to be more complicated than when an alloy powder with few different phases is used. That is, when the melting points of the main phase and the heterogeneous phase are greatly different, it is conceivable that the phase having a low melting point melts and becomes a liquid phase during the temperature rising process during sintering. In this case, sintering is considered to proceed in a process similar to liquid phase sintering, that is, liquid phase.
合金粉末(原料粉末)中の異相の量は、Fe濃度が高くなるにつれて多くなる傾向があり、高Fe濃度の組成においては従来組成では気にしなくてよかった、異相の融解に関係する液相を考慮した焼結法の確立が必要になることが考えられる。そこで、合金粉末の焼結過程において、途中段階での金属組織を詳細に調べ、高密度化に向けた金属組織の制御法を検討した。Sm−Co系磁石の焼結は1170〜1230℃程度で行うのが一般的であるため、焼結温度以下のある温度まで昇温して一定時間保持した後、保持温度から急冷することによって、昇温途中の金属組織を室温まで保った試料を作製した。昇温時の到達温度を変えた試料を複数作製し、それらの試料の金属組織を比較した。ここでは、Sm−Zr−Cu−Fe−Co系組成を有する合金粉末を用いた。 The amount of the heterogeneous phase in the alloy powder (raw material powder) tends to increase as the Fe concentration increases. In the composition of high Fe concentration, the liquid phase related to melting of the heterogeneous phase, which was not a concern with the conventional composition, should be used. It may be necessary to establish a sintering method that takes into account. Therefore, in the sintering process of the alloy powder, the metal structure at the intermediate stage was examined in detail, and the control method of the metal structure for high density was examined. Since sintering of the Sm-Co magnet is generally performed at about 1170 to 1230 ° C., the temperature is raised to a certain temperature below the sintering temperature and held for a certain period of time, and then rapidly cooled from the holding temperature. A sample was prepared in which the metal structure during the temperature increase was kept at room temperature. A plurality of samples having different temperatures reached at the time of temperature increase were prepared, and the metal structures of these samples were compared. Here, an alloy powder having a Sm—Zr—Cu—Fe—Co composition was used.
各試料の金属組織(微細組織)を観察すると、主相である2−17相以外の相が存在することが認められた。さらに注意深く、異相について観察を行うと、数種類の異相が存在することが明らかとなった。具体的には、Smの酸化物、Zr濃度が80%以上である超Zrリッチ相、Sm濃度とZr濃度が主相よりも高いSm−Zrリッチ相、Cu濃度とZr濃度が主相より高いCu−Zrリッチ相、Cu濃度のみが主相より高いCuリッチ相等が存在していることが確認された。これらの異相のうち、特にCuリッチ相の析出形態に対して焼結過程の昇温時の条件が大きく影響することが明らかとなった。さらに、Cuリッチ相の析出状態が焼結体の密度や強度を大きく左右することを見出した。 When the metal structure (fine structure) of each sample was observed, it was recognized that phases other than the main phase 2-17 phase were present. Further careful observation of the different phases revealed that there were several different phases. Specifically, an oxide of Sm, an ultra-Zr rich phase having a Zr concentration of 80% or more, an Sm-Zr rich phase having a higher Sm concentration and Zr concentration than the main phase, and a higher Cu concentration and Zr concentration than the main phase. It was confirmed that a Cu-Zr rich phase, a Cu rich phase in which only the Cu concentration is higher than the main phase, and the like exist. Among these different phases, it has become clear that the conditions during the temperature increase in the sintering process have a great influence on the precipitation form of the Cu-rich phase in particular. Furthermore, it has been found that the precipitation state of the Cu-rich phase greatly affects the density and strength of the sintered body.
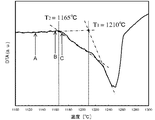
すなわち、Cuリッチ相の析出状態は焼結過程の昇温時の条件を調整することで制御することができる。さらに、Cuリッチ相の析出状態を制御することによって、焼結体(焼結磁石)の密度や強度等を向上させることができる。Cuリッチ相の析出状態は、特に昇温時の雰囲気により制御することができる。具体的には、昇温の途中まで真空雰囲気とし、焼結温度に近いある特定の温度でArガス等の不活性ガス雰囲気に切り替え、引き続き焼結を行うことによって、Cuリッチ相を適切な形で生成することができる。真空雰囲気から不活性ガス雰囲気への切り替え温度は、原料の相状態と大きく関係する。そこで、原料粉末に対して示差熱分析(DTA)による熱分析を行い、その結果を図2に示す。図2から分かるように、1210〜1250℃付近に大きな吸熱ピークが存在し、これら主相の融解による吸熱ピークと考えられる。 That is, the precipitation state of the Cu rich phase can be controlled by adjusting the conditions at the time of raising the temperature in the sintering process. Furthermore, the density and strength of the sintered body (sintered magnet) can be improved by controlling the precipitation state of the Cu-rich phase. The precipitation state of the Cu rich phase can be controlled particularly by the atmosphere at the time of temperature rise. Specifically, a Cu atmosphere is formed in a suitable shape by switching to an inert gas atmosphere such as Ar gas at a specific temperature close to the sintering temperature and continuing sintering at a specific temperature close to the sintering temperature. Can be generated. The switching temperature from the vacuum atmosphere to the inert gas atmosphere is largely related to the phase state of the raw material. Therefore, thermal analysis by differential thermal analysis (DTA) was performed on the raw material powder, and the results are shown in FIG. As can be seen from FIG. 2, there is a large endothermic peak in the vicinity of 1210 to 1250 ° C., which is considered to be an endothermic peak due to melting of these main phases.
さらに、図2に示す高Fe濃度を有するSm−Zr−Cu−Fe−Co系合金粉末の熱分析結果において、最大ピーク付近では1165℃あたりから急激に曲線が立ち上がり、吸熱ピークが発生していることが認められる。この最大ピークには昇温途中(1210℃付近)で変曲点を有している場合があり、曲線の立ち上がりがさらに急峻になっていることがうかがえる。最大ピークが主相の融解による吸熱ピークであると考えられ、この吸熱ピークの立ち上がりが最も急峻な位置での接線とベースラインとの交点T1を求めるとおよそ1210℃程度であり、この合金系から予測される融点として妥当な温度だと考えられる。これらのことから、2つもしくはそれ以上の相変体が生じていると思われる。つまり、主相と異なる相の融点が低温側(1165℃付近)に存在していると考えられる。 Furthermore, in the thermal analysis result of the Sm—Zr—Cu—Fe—Co alloy powder having a high Fe concentration shown in FIG. 2, a curve suddenly rises from around 1165 ° C. near the maximum peak, and an endothermic peak occurs. It is recognized that This maximum peak may have an inflection point in the middle of temperature rise (around 1210 ° C.), indicating that the curve rises more steeply. The maximum peak is considered to be the endothermic peak due to the melting of the main phase, and the intersection T 1 between the tangent line and the baseline at the steepest end of this endothermic peak is about 1210 ° C., and this alloy system It is thought that this is a reasonable temperature as the melting point predicted from. From these facts, it seems that two or more phase changes have occurred. That is, it is considered that the melting point of the phase different from the main phase exists on the low temperature side (around 1165 ° C.).
そこで、上述した合金粉末の圧縮成型体を、熱分析曲線の立ち上がり温度付近である1160℃(B)、1160℃から30℃低い1130℃(A)、及び1160℃から10℃高い1170℃(C)のそれぞれの温度まで真空雰囲気中で昇温し、1分間保持した後にArガス雰囲気に切り替えて急冷することによって、昇温途中の金属組織を有する試料を作製した。図3A、図3B及び図3Cに各試料のSEM−反射電子像を示す。1130℃(A)まで昇温した試料(1130℃材)では、主相以外の相としてSm酸化物の他に、Cu−Mリッチ相が出現しているのみであった。1160℃(A)まで昇温した試料(1160℃材)及び1170℃(A)まで昇温した試料(1170℃材)では、さらにCuリッチ相が出現していた。これら試料をArガス雰囲気中で焼結温度まで昇温して焼結することによって、焼結後の金属組織を有する試料を作製した。図4A、図4B及び図4Cに各試料(焼結材)のSEM−反射電子像を示す。 Therefore, the above-mentioned compression-molded alloy powder is formed by using 1160 ° C (B), which is around the rising temperature of the thermal analysis curve, 1130 ° C (A), 1160 ° C to 30 ° C lower, and 1170 ° C (C) 1160 ° C to 10 ° C higher. The sample was heated in a vacuum atmosphere to each temperature of 1), held for 1 minute, then switched to an Ar gas atmosphere and rapidly cooled to prepare a sample having a metal structure during the temperature increase. 3A, 3B, and 3C show SEM-reflected electron images of each sample. In the sample heated to 1130 ° C. (A) (1130 ° C. material), only a Cu—M rich phase appeared in addition to the Sm oxide as a phase other than the main phase. In the sample heated to 1160 ° C. (A) (1160 ° C. material) and the sample heated to 1170 ° C. (A) (1170 ° C. material), a Cu-rich phase further appeared. These samples were heated to a sintering temperature in an Ar gas atmosphere and sintered to prepare samples having a sintered metal structure. 4A, 4B and 4C show SEM-reflected electron images of each sample (sintered material).
図4Aないし図4Cから明らかなように、Cuリッチ相の生成状態が異なっている。1130℃材の焼結材ではCuリッチ相の生成が認められず、1160℃材の焼結材では結晶粒界に微量のCuリッチ相が板状に析出しており、その厚みは0.15μm程度であった。1180℃材の焼結材では、Cuリッチ相の厚さが0.5μm程度まで増大していた。これら試料の機械特性を3点曲げ試験による抗折強度を測定して評価したところ、1130℃材の焼結材は60MPaと低かったのに対して、1160℃材の焼結材は100MPaと高い値を示し、1180℃材の焼結材は115MPaとさらに高い値を示した。1130℃材の焼結材は密度も低く、そのために磁化も低い。1160℃材及び1180℃材の焼結材はいずれも十分な密度を有していた。1180℃材の焼結材の保磁力は1160℃材の焼結材より若干低かった。真空雰囲気からArガス雰囲気への切り替え温度をさらに高くするとCuリッチ相の厚さが増大し、保磁力がさらに低下する傾向がある。 As is apparent from FIGS. 4A to 4C, the state of formation of the Cu rich phase is different. In the sintered material of 1130 ° C., the formation of a Cu rich phase was not observed, and in the sintered material of 1160 ° C., a small amount of Cu rich phase was precipitated in the form of a plate at the grain boundary, and the thickness was 0.15 μm. It was about. In the sintered material of 1180 ° C. material, the thickness of the Cu rich phase increased to about 0.5 μm. The mechanical properties of these samples were evaluated by measuring the bending strength by a three-point bending test. The sintered material of the 1130 ° C. material was as low as 60 MPa, whereas the sintered material of the 1160 ° C. material was as high as 100 MPa. The sintered material of 1180 ° C. showed a higher value of 115 MPa. The sintered material of 1130 ° C. material also has a low density, and hence a low magnetization. Both the 1160 ° C. material and the 1180 ° C. sintered material had a sufficient density. The coercive force of the 1180 ° C. sintered material was slightly lower than that of the 1160 ° C. sintered material. When the switching temperature from the vacuum atmosphere to the Ar gas atmosphere is further increased, the thickness of the Cu-rich phase increases and the coercive force tends to further decrease.
このように、示唆熱分析で得られるDTA曲線で1100℃から1220℃の間に現れる吸熱ピークの立ち上がり温度を基準として、焼結工程の昇温過程における真空雰囲気からArガス雰囲気等の不活性ガス雰囲気への切り替え温度を調整することによって、焼結体中のCuリッチ相の析出の有無、さらにCuリッチ相の析出形態(析出量を含む)を制御することができる。そして、上記した吸熱ピークの立ち上がり温度付近まで真空雰囲気中で昇温を行った後、Arガス雰囲気等の不活性ガス雰囲気に切り替えて焼結を行うことで、焼結体の結晶粒界に適切な厚さ及び量のCuリッチ相を析出させることができる。これによって、焼結体(焼結磁石)の強度及び保磁力を向上させることが可能になる。 Thus, with reference to the rising temperature of the endothermic peak appearing between 1100 ° C. and 1220 ° C. in the DTA curve obtained by the suggested thermal analysis, an inert gas such as an Ar gas atmosphere from a vacuum atmosphere in the temperature rising process of the sintering process By adjusting the temperature for switching to the atmosphere, it is possible to control the presence or absence of precipitation of the Cu rich phase in the sintered body, and further the precipitation form (including the amount of precipitation) of the Cu rich phase. Then, after raising the temperature in the vacuum atmosphere to the vicinity of the rising temperature of the endothermic peak described above, switching to an inert gas atmosphere such as an Ar gas atmosphere is performed to perform sintering, so that it is suitable for the grain boundaries of the sintered body. A Cu rich phase with an appropriate thickness and amount can be deposited. Thereby, the strength and coercive force of the sintered body (sintered magnet) can be improved.
この実施形態の永久磁石において、主相やCuリッチ相中のCu濃度等の各元素濃度は、エネルギー分散型X線分光法(SEM−Energy Dispersive X−ray Spectroscopy:SEM−EDX)により測定することができる。SEM−EDX観察は、焼結体の内部に対して行う。焼結体内部の測定とは、以下に示す通りである。最大の面積を有する面における最長の辺の中央部において、辺に垂直(曲線の場合は中央部の接線と垂直)に切断した断面の表面部と内部とで組成を測定する。 In the permanent magnet of this embodiment, each element concentration such as Cu concentration in the main phase or Cu-rich phase is measured by energy dispersive X-ray spectroscopy (SEM-Energy Dispersive X-ray Spectroscopy: SEM-EDX). Can do. SEM-EDX observation is performed on the inside of the sintered body. The measurement inside the sintered body is as shown below. At the center of the longest side of the surface having the largest area, the composition is measured at the surface and inside of the cross section cut perpendicularly to the side (in the case of a curve, perpendicular to the tangent to the center).
測定箇所は、上記断面において各辺の1/2の位置を始点として辺に対し垂直に内側に向けて端部まで引いた基準線1と、各角部の中央を始点として角部の内角の角度の1/2の位置で内側に向けて端部まで引いた基準線2とを設け、これら基準線1、2の始点から基準線の長さの1%の位置を表面部、40%の位置を内部と定義する。なお、角部が面取り等で曲率を有する場合には、隣り合う辺を延長した交点を辺の端部(角部の中央)とする。この場合、測定箇所は交点からではなく、基準線と接した部分からの位置とする。
In the cross section, the measurement point is the reference line 1 drawn from the position of 1/2 of each side to the end perpendicular to the side to the end, and the inner angle of the corner starting from the center of each corner. A
測定箇所を以上のようにすることによって、例えば断面が四角形の場合、基準線は基準線1及び基準線2でそれぞれ4本の合計8本となり、測定箇所は表面部及び内部でそれぞれ8箇所となる。この実施形態においては、表面部及び内部でそれぞれ8箇所全てが上記した組成範囲内であることが好ましいが、少なくとも表面部及び内部でそれぞれ4箇所以上が上記した組成範囲内となればよい。この場合、1本の基準線での表面部及び内部の関係を規定するものではない。このように規定される焼結体内部の観察面を研磨して平滑にした後、倍率2500倍でSEM観察を行う。加速電圧は20kVとすることが望ましい。SEM−EDXの観察場所は結晶粒内の任意の20点とし、これら各点で測定を行って平均値を求め、この平均値を各元素の濃度とする。
By making the measurement points as described above, for example, when the cross section is a quadrangle, the reference line is a total of eight
Cuリッチ相の厚さは、以下のようにして求めるものとする。すなわち、倍率25000倍で撮像したSEM−反射電子像を使用して、隣り合う少なくとも3個の結晶粒の結晶粒界が交わる点(例えば、3個の結晶粒が交わる場合には3重点となる)を特定し、さらに隣り合う交わる点間における結晶粒界の中央の位置を特定する。SEM−反射電子像の倍率を5000倍に拡大した状態で、特定した中央の位置における結晶粒界(Cuリッチ相)の厚さを測定する。結晶粒界の厚さは、粒界方向に対して垂直方向の厚さとする。このような測定を20点に対して実施し、それらの平均値をCuリッチ相の厚さとする。 The thickness of the Cu rich phase is determined as follows. That is, using a SEM-reflected electron image captured at a magnification of 25000 times, a point where crystal grain boundaries of at least three adjacent crystal grains intersect (for example, when three crystal grains intersect, a triple point is given. ) And the center position of the crystal grain boundary between adjacent intersecting points. In a state where the magnification of the SEM-reflected electron image is enlarged to 5000 times, the thickness of the crystal grain boundary (Cu rich phase) at the specified center position is measured. The thickness of the crystal grain boundary is a thickness perpendicular to the grain boundary direction. Such a measurement is performed with respect to 20 points, and the average value thereof is taken as the thickness of the Cu-rich phase.
Cuリッチ相の体積分率は、電子線マイクロアナライザ(Electron Probe Micro Analyser:EPMA)で観察した視野中におけるCuリッチ相の面積比率で定義する。Cuリッチ相の面積比率は、以下のようにして求めることができる。まず、フィールドエミッション(FE)タイプのEPMAにより2500倍のBSE像を撮影する。市販の画像解析ソフト等で、撮影した画像を二つのしきい値を使用して特定のコントラスト抽出を行った後、面積計算する。コントラスト抽出とは、画像の各画素の輝度(明るさ)に対して、ある“しきい値”を2つ設け、しきい値A以下もしくはしきい値B以上ならば“0”、しきい値A以上でしきい値B以下ならば“1”として、領域を区別することである。しきい値は抽出を行いたい輝度がその分布の両側で最小となる値を使用し、その領域を選択する。別のコントラストと輝度の分布が重なる場合は、両者の輝度が最小となる値をしきい値として使用し、その領域を選択する。 The volume fraction of the Cu-rich phase is defined by the area ratio of the Cu-rich phase in the visual field observed with an electron probe microanalyzer (EPMA). The area ratio of the Cu rich phase can be determined as follows. First, a 2500 × BSE image is taken with a field emission (FE) type EPMA. A commercially available image analysis software or the like performs specific contrast extraction on the captured image using two threshold values, and then calculates the area. In contrast extraction, two “threshold values” are provided for the luminance (brightness) of each pixel of an image. If it is greater than or equal to A and less than or equal to the threshold value B, the region is identified as “1”. As the threshold value, a value at which the luminance to be extracted is minimum on both sides of the distribution is used, and the region is selected. When different contrast and luminance distributions overlap, a value that minimizes the luminance of both is used as a threshold value, and that region is selected.
焼結体(焼結磁石)を構成する結晶粒の平均粒径(平均結晶粒径)は、電子後方散乱回折像法(SEM−Electron Backscattering Pattern:SEM−EBSP)により測定することができる。以下に、測定面積内に存在する結晶粒の平均粒面積と平均粒径を求める手順を示す。まず、前処理として、試料をエポキシ樹脂にて包埋して機械研磨及びバフ仕上げした後、水洗及びエアブローによる散水を行う。散水後の試料をドライエッチング装置で表面処理する。次に、EBSDシステム−Digiview(TSL社製)が付属する走査型電子顕微鏡S−4300SE(日立ハイテクノロジーズ社製)で試料表面を観察する。観察条件は、加速電圧30kV、測定面積500μm×500μmとする。観察結果から、測定面積内に存在する結晶粒の平均粒面積及び平均粒径は、下記の条件により求める。 The average grain size (average grain size) of the crystal grains constituting the sintered body (sintered magnet) can be measured by an electron backscattering diffraction pattern (SEM-Electron Backscattering Pattern: SEM-EBSP). The procedure for obtaining the average grain area and the average grain size of the crystal grains present in the measurement area is shown below. First, as a pretreatment, the sample is embedded with an epoxy resin, machine-polished and buffed, and then washed with water and sprayed with air blow. The surface of the sprinkled sample is treated with a dry etching apparatus. Next, the sample surface is observed with a scanning electron microscope S-4300SE (manufactured by Hitachi High-Technologies Corp.) attached with EBSD System-Digiview (manufactured by TSL Corp.). The observation conditions are an acceleration voltage of 30 kV and a measurement area of 500 μm × 500 μm. From the observation results, the average grain area and average grain size of the crystal grains existing within the measurement area are determined under the following conditions.
ステップサイズ2μmにて、測定面積範囲内の全ピクセルの方位を測定し、隣接するピクセル間の方位差が5°以上である境界を結晶粒界と見なす。ただし、同一結晶粒内に内包される測定点が5点未満の結晶粒、及び測定面積範囲の端部に到達している結晶粒は、結晶粒として見なさないこととする。粒面積は結晶粒界に囲まれた同一結晶粒内の面積であり、平均粒面積は測定面積範囲内に存在する結晶粒の面積の平均値である。粒径は同一結晶粒内における面積と同面積を有する真円の直径とし、平均粒径は測定面積範囲内に存在する結晶粒の粒径の平均値である。 At a step size of 2 μm, the orientation of all pixels within the measurement area range is measured, and a boundary where the orientation difference between adjacent pixels is 5 ° or more is regarded as a crystal grain boundary. However, crystal grains having less than 5 measurement points included in the same crystal grain and crystal grains reaching the end of the measurement area range are not regarded as crystal grains. The grain area is the area within the same crystal grain surrounded by the crystal grain boundary, and the average grain area is the average value of the area of the crystal grains existing within the measurement area range. The particle diameter is the diameter of a perfect circle having the same area as that in the same crystal grain, and the average particle diameter is the average value of the grain diameters of the crystal grains present in the measurement area range.
この実施形態の永久磁石は、例えば以下のようにして作製される。まず、所定量の元素を含む合金粉末を作製する。合金粉末は、例えばアーク溶解法や高周波溶解法で溶解した合金溶湯を鋳造して合金インゴットを形成し、合金インゴットを粉砕することにより調製される。合金粉末の他の調製方法としては、ストリップキャスト法、メカニカルアロイング法、メカニカルグラインディング法、ガスアトマイズ法、還元拡散法等が挙げられ、これらの方法で調製した合金粉末を用いてもよい。このようにして得られた合金粉末又は粉砕前の合金に対し、必要に応じて熱処理を施して均質化してもよい。フレークやインゴットの粉砕は、ジェットミルやボールミル等を用いて実施される。粉砕は合金粉末の酸化を防止するために、不活性ガス雰囲気中や有機溶媒中で行うことが好ましい。 The permanent magnet of this embodiment is produced as follows, for example. First, an alloy powder containing a predetermined amount of element is prepared. The alloy powder is prepared, for example, by casting a molten alloy melted by an arc melting method or a high frequency melting method to form an alloy ingot, and then pulverizing the alloy ingot. Other methods for preparing the alloy powder include a strip casting method, a mechanical alloying method, a mechanical grinding method, a gas atomizing method, a reduction diffusion method, and the like, and an alloy powder prepared by these methods may be used. The alloy powder thus obtained or the alloy before pulverization may be homogenized by performing a heat treatment as necessary. Flakes and ingots are pulverized using a jet mill, a ball mill, or the like. The pulverization is preferably performed in an inert gas atmosphere or an organic solvent in order to prevent oxidation of the alloy powder.
次に、電磁石等の中に設置した金型内に合金粉末を充填し、磁場を印加しながら加圧成形することによって、結晶軸を配向させた圧縮成型体を作製する。この圧縮成型体を適切な条件下で焼結することで、高密度を有する焼結体を得ることができる。圧縮成型体の焼結は、真空雰囲気中での焼成とArガス等の不活性ガス雰囲気中での焼成とを組合せて実施することが好ましい。この場合、まず圧縮成型体を真空雰囲気中で所定の温度まで昇温し、次いで焼成雰囲気を真空雰囲気から不活性ガス雰囲気に切り替えた後、所定の焼結温度まで昇温して焼結することが好ましい。真空雰囲気から不活性ガス雰囲気への切り替え温度は、前述したようにDTA曲線で1100℃から1220℃の間に現れる吸熱ピークの立ち上がり温度を基準にして設定することが好ましい。 Next, a mold formed in an electromagnet or the like is filled with an alloy powder and subjected to pressure molding while applying a magnetic field, thereby producing a compression molded body in which crystal axes are oriented. By sintering this compression molded body under appropriate conditions, a sintered body having a high density can be obtained. The sintering of the compression-molded body is preferably performed by combining firing in a vacuum atmosphere and firing in an inert gas atmosphere such as Ar gas. In this case, the compression molded body is first heated to a predetermined temperature in a vacuum atmosphere, and then the firing atmosphere is switched from a vacuum atmosphere to an inert gas atmosphere and then heated to a predetermined sintering temperature and sintered. Is preferred. The switching temperature from the vacuum atmosphere to the inert gas atmosphere is preferably set based on the rising temperature of the endothermic peak appearing between 1100 ° C. and 1220 ° C. in the DTA curve as described above.
DTA曲線における上記吸熱ピークの立ち上がり温度をTp[℃]としたとき、真空雰囲気から不活性ガス雰囲気への切り替え温度T[℃]は、「Tp−25[℃]<T<Tp+25[℃]」を満たすように設定することが好ましい。雰囲気の切り替え温度Tが「Tp−25[℃]」以下であると、十分なCuリッチ相を結晶粒界に再生することができず、焼結体の密度や強度を高めることができない。一方、雰囲気の切り替え温度Tが「Tp+25[℃]」以上であると、焼結磁石の保磁力が低下してしまう。切り替え温度Tは「Tp−15[℃]<T<Tp+15[℃]」の範囲であることがより好ましく、さらに好ましくは「Tp−10[℃]<T<Tp+10[℃]」の範囲である。 When the rising temperature of the endothermic peak in the DTA curve is Tp [° C.], the switching temperature T [° C.] from the vacuum atmosphere to the inert gas atmosphere is “Tp−25 [° C.] <T <Tp + 25 [° C.]”. It is preferable to set so as to satisfy. When the switching temperature T of the atmosphere is “Tp−25 [° C.]” or lower, a sufficient Cu-rich phase cannot be regenerated at the crystal grain boundaries, and the density and strength of the sintered body cannot be increased. On the other hand, when the switching temperature T of the atmosphere is “Tp + 25 [° C.]” or more, the coercive force of the sintered magnet is lowered. The switching temperature T is more preferably in the range of “Tp−15 [° C.] <T <Tp + 15 [° C.]”, and more preferably in the range of “Tp−10 [° C.] <T <Tp + 10 [° C.]”. .
真空雰囲気中で昇温する際の真空度は9×10-2Pa以下であることが好ましい。真空雰囲気が9×10-2Paを超えると、Sm等の酸化物が過剰に形成されて磁気特性が低下する。さらに、9×10-2Pa以下の真空雰囲気中で昇温することで、Cuリッチ相の生成をより効果的に制御することができる。真空雰囲気は5×10-2Pa以下であることがより好ましく、さらに好ましくは1×10-2Pa以下である。また、真空雰囲気から不活性ガス雰囲気に切り替える際に、一定時間保持することも有効であり、これにより密度や強度の向上効果を高めることができる。保持時間は1分以上が好ましく、より好ましく5分以上、さらに好ましくは25分以上である。ただし、保持時間が長すぎるとSm等の蒸発により磁力が低下するおそれがあるため、保持時間は60分以下が好ましい。 The degree of vacuum when raising the temperature in a vacuum atmosphere is preferably 9 × 10 −2 Pa or less. When the vacuum atmosphere exceeds 9 × 10 −2 Pa, an oxide such as Sm is excessively formed and the magnetic characteristics are deteriorated. Furthermore, by raising the temperature in a vacuum atmosphere of 9 × 10 −2 Pa or less, the generation of the Cu rich phase can be controlled more effectively. The vacuum atmosphere is more preferably 5 × 10 −2 Pa or less, and further preferably 1 × 10 −2 Pa or less. In addition, when switching from a vacuum atmosphere to an inert gas atmosphere, holding for a certain period of time is also effective, and this can enhance the effect of improving density and strength. The holding time is preferably 1 minute or longer, more preferably 5 minutes or longer, and further preferably 25 minutes or longer. However, if the holding time is too long, the magnetic force may decrease due to evaporation of Sm or the like, and therefore the holding time is preferably 60 minutes or less.
不活性ガス雰囲気中での焼結温度は1215℃以下であることが好ましい。Fe濃度が高いと融点の低下が予測されるため、焼結温度が高すぎるとSm等の蒸発が生じやすくなる。焼結温度は1205℃以下がより好ましく、さらに好ましくは1195℃以下である。ただし、焼結体を高密度化するために、焼結温度は1170℃以上であることが好ましく、さらに好ましくは1180℃以上である。焼結温度による保持時間は0.5〜15時間とすることが好ましい。これによって、緻密な焼結体が得られる。焼結時間が0.5時間未満の場合、焼結体の密度に不均一性が生じる。また、焼結時間が15時間を超えると、Sm等の蒸発により良好な磁気特性を得ることができないおそれがある。より好ましい焼結時間は1〜10時間であり、さらに好ましくは1〜4時間である。 The sintering temperature in an inert gas atmosphere is preferably 1215 ° C. or lower. If the Fe concentration is high, the melting point is expected to decrease. Therefore, if the sintering temperature is too high, evaporation of Sm or the like tends to occur. The sintering temperature is more preferably 1205 ° C. or lower, and further preferably 1195 ° C. or lower. However, in order to increase the density of the sintered body, the sintering temperature is preferably 1170 ° C. or higher, more preferably 1180 ° C. or higher. The holding time depending on the sintering temperature is preferably 0.5 to 15 hours. As a result, a dense sintered body can be obtained. When the sintering time is less than 0.5 hour, non-uniformity occurs in the density of the sintered body. If the sintering time exceeds 15 hours, good magnetic properties may not be obtained due to evaporation of Sm or the like. A more preferable sintering time is 1 to 10 hours, and further preferably 1 to 4 hours.
次に、得られた焼結体に溶体化処理及び時効処理を施して結晶組織を制御する。溶体化処理は相分離組織の前駆体である1−7相を得るために、1100〜1190℃の範囲の温度で0.5〜16時間熱処理することが好ましい。1100℃未満の温度及び1190℃を超える温度では、溶体化処理後の試料中の1−7相の割合が小さく、良好な磁気特性が得られない。溶体化処理温度は1120〜1180℃の範囲がより好ましく、さらに好ましくは1120℃〜1170℃の範囲である。溶体化処理時間が0.5時間未満であると構成相が不均一になりやすく、16時間を超えると焼結体中のSm等が蒸発して良好な磁気特性が得られないおそれがある。溶体化処理時間は1〜14時間の範囲とすることがより好ましく、さらに好ましくは3〜12時間の範囲である。溶体化処理は酸化防止のために、真空雰囲気中や不活性ガス雰囲気中で行うことが好ましい。 Next, a solution treatment and an aging treatment are performed on the obtained sintered body to control the crystal structure. In order to obtain the 1-7 phase which is a precursor of a phase-separated structure, the solution treatment is preferably heat-treated at a temperature in the range of 1100 to 1190 ° C. for 0.5 to 16 hours. At temperatures below 1100 ° C. and temperatures above 1190 ° C., the ratio of the 1-7 phase in the sample after solution treatment is small, and good magnetic properties cannot be obtained. The solution treatment temperature is more preferably in the range of 1120 to 1180 ° C, and further preferably in the range of 1120 to 1170 ° C. If the solution treatment time is less than 0.5 hours, the constituent phases tend to be non-uniform, and if it exceeds 16 hours, Sm in the sintered body may evaporate and good magnetic properties may not be obtained. The solution treatment time is more preferably in the range of 1 to 14 hours, and still more preferably in the range of 3 to 12 hours. The solution treatment is preferably performed in a vacuum atmosphere or an inert gas atmosphere in order to prevent oxidation.
次に、溶体化処理後の焼結体に時効処理を施す。時効処理は結晶組織を制御し、磁石の保磁力を高める処理である。時効処理は700〜900℃の温度で4〜80時間保持した後、0.2〜2℃/分の冷却速度で300〜650℃の温度まで徐冷し、引き続いて炉冷により室温まで冷却することが好ましい。時効処理は二段階の熱処理により実施してもよい。例えば、上記した熱処理を一段目とし、その後に二段目の熱処理として300〜650℃の温度で一定時間保持した後、引き続き炉冷により室温まで冷却する。時効処理は酸化防止のために、真空雰囲気中や不活性ガス雰囲気中で行うことが好ましい。 Next, an aging treatment is performed on the sintered body after the solution treatment. The aging treatment is a treatment for controlling the crystal structure and increasing the coercive force of the magnet. The aging treatment is held at a temperature of 700 to 900 ° C. for 4 to 80 hours, and then gradually cooled to a temperature of 300 to 650 ° C. at a cooling rate of 0.2 to 2 ° C./min, and then cooled to room temperature by furnace cooling. It is preferable. The aging treatment may be performed by a two-stage heat treatment. For example, the above-described heat treatment is the first stage, and then the second stage heat treatment is held at a temperature of 300 to 650 ° C. for a certain period of time, and then cooled to room temperature by furnace cooling. The aging treatment is preferably performed in a vacuum atmosphere or an inert gas atmosphere in order to prevent oxidation.
時効処理温度が700℃未満又は900℃を超える場合には、均質なセル相とセル壁相との混合組織を得ることができず、永久磁石の磁気特性が低下するおそれがある。時効処理温度は750〜880℃であることがより好ましく、さらに好ましくは780〜860℃である。時効処理時間が4時間未満の場合には、1−7相からセル壁相の析出が十分に完了しないおそれがある。一方、時効処理時間が80時間を超える場合には、セル壁相の厚さが厚くなることでセル相の体積分率が低下したり、また結晶粒が粗大化することで、良好な磁気特性が得られないおそれがある。時効処理時間は6〜60時間であることがより好ましく、さらに好ましくは8〜45時間である。 When the aging treatment temperature is lower than 700 ° C. or higher than 900 ° C., a homogeneous mixed structure of the cell phase and the cell wall phase cannot be obtained, and the magnetic properties of the permanent magnet may be deteriorated. The aging treatment temperature is more preferably 750 to 880 ° C, and further preferably 780 to 860 ° C. When the aging treatment time is less than 4 hours, the cell wall phase may not be sufficiently precipitated from the 1-7 phase. On the other hand, when the aging treatment time exceeds 80 hours, the cell wall volume increases in thickness and the volume fraction of the cell phase decreases or the crystal grains become coarse, resulting in good magnetic properties. May not be obtained. The aging treatment time is more preferably 6 to 60 hours, further preferably 8 to 45 hours.
時効熱処理後の冷却速度が0.2℃/分未満の場合には、セル壁相の厚さが厚くなることでセル相の体積分率が低下したり、また結晶粒が粗大化することで、良好な磁気特性が得られないおそれがある。時効熱処理後の冷却速度が2℃/分を超えると、均質なセル相とセル壁相との混合組織を得ることができず、永久磁石の磁気特性が低下するおそれがある。時効熱処理後の冷却速度は0.4〜1.5℃/分の範囲とすることより好ましく、さらに好ましくは0.5〜1.3℃/分の範囲である。 When the cooling rate after the aging heat treatment is less than 0.2 ° C./min, the cell wall volume increases in thickness and the volume fraction of the cell phase decreases or the crystal grains become coarse. , Good magnetic properties may not be obtained. If the cooling rate after the aging heat treatment exceeds 2 ° C./min, a homogeneous mixed structure of the cell phase and the cell wall phase cannot be obtained, and the magnetic properties of the permanent magnet may be deteriorated. The cooling rate after the aging heat treatment is more preferably in the range of 0.4 to 1.5 ° C./min, and still more preferably in the range of 0.5 to 1.3 ° C./min.
なお、時効処理は二段階の熱処理に限らず、より多段階の熱処理としてもよく、さらに多段の冷却を実施することも有効である。また、時効処理の前処理として、時効処理よりも低い温度でかつ短時間の予備的な時効処理(予備時効処理)を施すことも有効である。これによって、磁化曲線の角型性の改善が期待される。具体的には、予備時効処理の温度を650〜790℃、処理時間を0.5〜4時間、時効処理後の徐冷速度を0.5〜1.5℃/分とすることで、永久磁石の角型性の改善が期待される。 The aging treatment is not limited to the two-stage heat treatment, and may be a multi-stage heat treatment, and it is also effective to perform multi-stage cooling. It is also effective to perform a preliminary aging treatment (preliminary aging treatment) at a temperature lower than that of the aging treatment and for a short time as a pretreatment of the aging treatment. This is expected to improve the squareness of the magnetization curve. Specifically, the temperature of the preliminary aging treatment is 650 to 790 ° C., the treatment time is 0.5 to 4 hours, and the slow cooling rate after the aging treatment is 0.5 to 1.5 ° C./min. Improvement in the squareness of the magnet is expected.
この実施形態の永久磁石は、各種モータや発電機に使用することができる。また、可変磁束モータや可変磁束発電機の固定磁石や可変磁石として使用することも可能である。この実施形態の永久磁石を用いることによって、各種のモータや発電機が構成される。この実施形態の永久磁石を可変磁束モータに適用する場合、可変磁束モータの構成やドライブシステムには、特開2008−29148号公報や特開2008−43172号公報に開示されている技術を適用することができる。 The permanent magnet of this embodiment can be used for various motors and generators. Further, it can be used as a fixed magnet or a variable magnet of a variable magnetic flux motor or a variable magnetic flux generator. Various motors and generators are configured by using the permanent magnet of this embodiment. When the permanent magnet of this embodiment is applied to a variable magnetic flux motor, the technology disclosed in Japanese Patent Application Laid-Open Nos. 2008-29148 and 2008-43172 is applied to the configuration and drive system of the variable magnetic flux motor. be able to.
次に、実施形態のモータと発電機について、図面を参照して説明する。図5は実施形態による永久磁石モータを示している。図5に示す永久磁石モータ11において、ステータ(固定子)12内にはロータ(回転子)13が配置されている。ロータ13の鉄心14中には、実施形態の永久磁石15が配置されている。実施形態の永久磁石の特性等に基づいて、永久磁石モータ11の高効率化、小型化、低コスト化等を図ることができる。
Next, the motor and the generator of the embodiment will be described with reference to the drawings. FIG. 5 shows a permanent magnet motor according to the embodiment. In the
図6は実施形態による可変磁束モータを示している。図6に示す可変磁束モータ21において、ステータ(固定子)22内にはロータ(回転子)23が配置されている。ロータ33の鉄心24中には、実施形態の永久磁石が固定磁石25及び可変磁石26として配置されている。可変磁石26は、磁束密度(磁束量)を可変することが可能とされている。可変磁石26はその磁化方向がQ軸方向と直交するため、Q軸電流の影響を受けず、D軸電流により磁化することができる。ロータ23には磁化巻線(図示せず)が設けられている。この磁化巻線に磁化回路から電流を流すことによって、その磁界が直接に可変磁石26に作用する構造となっている。
FIG. 6 shows a variable magnetic flux motor according to the embodiment. In the variable
実施形態の永久磁石によれば、前述した製造方法の各種条件を変更することによって、例えば保磁力が500kA/mを超える固定磁石25と保磁力が500kA/m以下の可変磁石26とを得ることができる。なお、図6に示す可変磁束モータ21においては、固定磁石25及び可変磁石26のいずれにも実施形態の永久磁石を用いることが可能であるが、いずれか一方の磁石に実施形態の永久磁石を用いてもよい。可変磁束モータ21は、大きなトルクを小さい装置サイズで出力可能であるため、モータの高出力・小型化が求められるハイブリッド車や電気自動車等のモータに好適である。
According to the permanent magnet of the embodiment, by changing the various conditions of the manufacturing method described above, for example, a fixed magnet 25 having a coercive force exceeding 500 kA / m and a variable magnet 26 having a coercive force of 500 kA / m or less are obtained. Can do. In the variable
図7は実施形態による発電機を示している。図7に示す発電機31は、実施形態の永久磁石を用いたステータ(固定子)32を備えている。ステータ(固定子)32の内側に配置されたロータ(回転子)33は、発電機31の一端に設けられたタービン34とシャフト35を介して接続されている。タービン34は、例えば外部から供給される流体により回転する。なお、流体により回転するタービン34に代えて、自動車の回生エネルギー等の動的な回転を伝達することによって、シャフト35を回転させることも可能である。ステータ32とロータ33には、各種公知の構成を採用することができる。
FIG. 7 shows a generator according to the embodiment. A
シャフト35は、ロータ33に対してタービン34とは反対側に配置された整流子(図示せず)と接触しており、ロータ33の回転により発生した起電力が発電機31の出力として相分離母線及び主変圧器(図示せず)を介して、系統電圧に昇圧されて送電される。発電機31は、通常の発電機及び可変磁束発電機のいずれであってもよい。なお、ロータ33にはタービン34からの静電気や発電に伴う軸電流による帯電が発生する。このため、発電機31はロータ33の帯電を放電させるためのブラシ36を備えている。
The
次に、実施例及びその評価結果について述べる。 Next, examples and evaluation results thereof will be described.
(実施例1〜2)
各原料を表1に示す組成となるように秤量した後、Arガス雰囲気中で高周波溶解して合金インゴットを作製した。合金インゴットを粗粉砕し、さらにジェットミルで微粉砕して合金粉末を調製した。得られた合金粉末に対して示差熱分析を行って、前述した手法によりDTA曲線で1100℃から1220℃の間に現れる吸熱ピーク(最大ピーク)の立ち上がり温度Tpを求めた。DTA曲線の測定には、示差熱天秤・TGD−7000型(アルバック理工社製)を用いた。測定温度範囲は室温から1650℃とし、加熱速度は10℃/分、雰囲気はArガス(流量100mL/分)とした。試料の量はおよそ300mgとし、アルミナ製容器に収容して測定を行った。リファレンスにはアルミナを使用した。このようにして求めた合金粉末のピーク立ち上がり温度Tpを表2に示す。
(Examples 1-2)
Each raw material was weighed so as to have the composition shown in Table 1, and then melted at high frequency in an Ar gas atmosphere to prepare an alloy ingot. The alloy ingot was coarsely pulverized and further finely pulverized with a jet mill to prepare an alloy powder. The obtained alloy powder was subjected to differential thermal analysis, and the rising temperature Tp of the endothermic peak (maximum peak) appearing between 1100 ° C. and 1220 ° C. on the DTA curve was determined by the method described above. For the measurement of the DTA curve, a differential thermal balance / TGD-7000 type (manufactured by ULVAC-RIKO) was used. The measurement temperature range was from room temperature to 1650 ° C., the heating rate was 10 ° C./min, and the atmosphere was Ar gas (flow rate 100 mL / min). The amount of the sample was about 300 mg, and the measurement was carried out in an alumina container. Alumina was used as a reference. Table 2 shows the peak rising temperature Tp of the alloy powder thus obtained.
次に、合金粉末を磁界中でプレス成型して圧縮成形体を作製した。合金粉末の圧縮成形体を焼成炉のチャンバ内に配置し、チャンバ内の真空度が9.5×10-3Paとなるまで真空排気した。この状態でチャンバ内の温度を表2に示す温度T(雰囲気切り替え温度)まで昇温し、その温度で5分間保持した後、チャンバ内にArガスを導入した。Ar雰囲気としたチャンバ内の温度を1195℃まで昇温し、その温度で3時間保持して焼結を行い、引き続いて1165℃で6時間保持して溶体化処理を行った。溶体化処理後の焼結体を720℃で4時間保持した後に室温まで徐冷し、さらに840℃で25時間保持した。このような条件下で時効処理を行った焼結体を400℃まで0.4℃/分の冷却速度で徐冷し、さらに室温まで炉冷することによって、目的とする焼結磁石を得た。 Next, the alloy powder was press-molded in a magnetic field to produce a compression molded body. The compression-molded body of the alloy powder was placed in the chamber of the firing furnace and evacuated until the degree of vacuum in the chamber was 9.5 × 10 −3 Pa. In this state, the temperature in the chamber was raised to a temperature T (atmosphere switching temperature) shown in Table 2 and held at that temperature for 5 minutes, and then Ar gas was introduced into the chamber. The temperature in the chamber in an Ar atmosphere was raised to 1195 ° C., held at that temperature for 3 hours for sintering, and subsequently held at 1165 ° C. for 6 hours for solution treatment. The sintered body after solution treatment was kept at 720 ° C. for 4 hours, then gradually cooled to room temperature, and further kept at 840 ° C. for 25 hours. The sintered body subjected to the aging treatment under such conditions was gradually cooled to 400 ° C. at a cooling rate of 0.4 ° C./min, and further cooled to the room temperature to obtain the intended sintered magnet. .
焼結磁石の組成は表1に示す通りである。磁石の組成分析は、誘導結合発光プラズマ(Inductively Coupled Plasma:ICP)法により実施した。また、前述した方法にしたがって、焼結磁石(焼結体)中のCuリッチ相の平均厚さ、体積分率及び組成と焼結密度を測定した。焼結磁石の磁気特性をBHトレーサで評価して保磁力と残留磁化を測定した。焼結磁石(焼結体)の抗折強度を以下に示す方法にしたがって測定した。これらの測定結果を表3及び表4に示す。なお、焼結体の平均結晶粒径を求めたところ、前述した35〜200μmの範囲内であることが確認された。 The composition of the sintered magnet is as shown in Table 1. The composition analysis of the magnet was performed by an inductively coupled plasma (ICP) method. Moreover, according to the method mentioned above, the average thickness of the Cu rich phase in a sintered magnet (sintered body), a volume fraction, a composition, and a sintered density were measured. The magnetic properties of the sintered magnet were evaluated with a BH tracer, and the coercive force and remanent magnetization were measured. The bending strength of the sintered magnet (sintered body) was measured according to the following method. These measurement results are shown in Tables 3 and 4. In addition, when the average crystal grain size of the sintered body was determined, it was confirmed to be in the range of 35 to 200 μm described above.
ICP法による組成分析は、以下の手順により行った。まず、記述の測定箇所から採取した試料を乳鉢で粉砕し、この粉砕試料を一定量はかり取り、石英製ビーカに入れる。混酸(硝酸と塩酸を含む)を入れ、ホットプレート上で140℃程度に加熱し、試料を完全に溶解させる。放冷した後、PFA製メスフラスコに移して定容し、試料溶液とする。このような試料溶液に対して、ICP発光分光分析装置を用いて検量線法により含有成分の定量を行う。ICP発光分光分析装置は、エスアイアイ・ナノテクノロジー社製のSPS4000(商品名)を用いた。 The composition analysis by the ICP method was performed according to the following procedure. First, a sample collected from the described measurement location is pulverized in a mortar, and a certain amount of this pulverized sample is weighed and placed in a quartz beaker. A mixed acid (including nitric acid and hydrochloric acid) is added and heated to about 140 ° C. on a hot plate to completely dissolve the sample. After standing to cool, transfer to a PFA volumetric flask and make a constant volume to obtain a sample solution. With respect to such a sample solution, the contained components are quantified by a calibration curve method using an ICP emission spectroscopic analyzer. As an ICP emission spectroscopic analyzer, SPS4000 (trade name) manufactured by SII Nanotechnology Inc. was used.
焼結体の抗折強度は、3点曲げ試験機・Rin−MIC1−07(松沢社製)を用いて測定した。測定試料はJIS規格に準拠し、幅4.0mm×厚さ3.0mm×長さ47mmの棒状試験片を、時効処理を施した焼結体試料から切り出して作製する。棒状試料は極力同一ブロックから5本を切り出す。切り出すことが困難な場合、同条件で作製した焼結体から切り出して5本用意する。試料表面は#400程度のサンドペーパで研磨し、明確な傷がみられない状態にする。支点間距離は40mm、荷重印加速度を0.5mm/分とする。試験は室温で行う。5本の試料の測定値の平均値を抗折強度σb3とする。 The bending strength of the sintered body was measured using a three-point bending tester, Rin-MIC1-07 (manufactured by Matsuzawa). The measurement sample conforms to JIS standards, and is produced by cutting out a bar-shaped test piece having a width of 4.0 mm, a thickness of 3.0 mm, and a length of 47 mm from an aging-treated sintered body sample. Cut out 5 bars from the same block as much as possible. When it is difficult to cut out, five pieces are cut out from the sintered body prepared under the same conditions. The sample surface is polished with sandpaper of about # 400 so that no clear scratches are observed. The distance between fulcrums is 40 mm, and the load application speed is 0.5 mm / min. The test is performed at room temperature. The average value of the measured values of the five samples is defined as the bending strength σb3.
(実施例3〜4)
各原料を表1に示す組成となるように秤量した後、Arガス雰囲気中でアーク溶解して合金インゴットを作製した。合金インゴットを1175℃×12時間の条件で熱処理した後に粗粉砕し、さらにジェットミルで微粉砕して合金粉末を調製した。実施例1と同様に、合金粉末のピーク立ち上がり温度Tpを求めた。次いで、合金粉末を磁界中でプレス成型して圧縮成形体を作製した。合金粉末の圧縮成形体を焼成炉のチャンバ内に配置して真空度が5.0×10-3Paとなるまで真空排気した。チャンバ内の温度を表2に示す温度T(雰囲気切り替え温度)まで昇温し、その温度で15分間保持した後、チャンバ内にArガスを導入して1180℃まで昇温し、その温度で3時間保持して焼結を行い、引き続いて1135℃で12時間保持して溶体化処理を行った。
(Examples 3 to 4)
Each raw material was weighed so as to have the composition shown in Table 1, and then arc-melted in an Ar gas atmosphere to prepare an alloy ingot. The alloy ingot was heat-treated at 1175 ° C. for 12 hours, coarsely pulverized, and further finely pulverized with a jet mill to prepare an alloy powder. Similar to Example 1, the peak rise temperature Tp of the alloy powder was determined. Subsequently, the alloy powder was press-molded in a magnetic field to produce a compression molded body. The compacted compact of the alloy powder was placed in the chamber of the firing furnace and evacuated until the degree of vacuum was 5.0 × 10 −3 Pa. The temperature in the chamber is raised to a temperature T (atmosphere switching temperature) shown in Table 2 and held at that temperature for 15 minutes. After introducing Ar gas into the chamber, the temperature is raised to 1180 ° C. and the temperature is 3 Sintering was carried out for a period of time, followed by solution treatment by holding at 1135 ° C. for 12 hours.
次に、溶体化処理後の焼結体を750℃で2時間保持した後に室温まで徐冷し、さらに810℃で45時間保持した。この後、焼結体を400℃まで徐冷し、その温度で1時間保持した後に室温まで炉冷することによって、目的とする焼結磁石を得た。焼結磁石の組成は表1に示す通りである。焼結磁石(焼結体)中のCuリッチ相の平均厚さ、体積分率及び組成、焼結磁石の密度、保磁力、残留磁化、抗折強度を、実施例1と同様にして測定した。これらの測定結果を表3及び表4に示す。なお、焼結体の平均結晶粒径を求めたところ、前述した35〜200μmの範囲内であることが確認された。 Next, the sintered body after the solution treatment was kept at 750 ° C. for 2 hours, then gradually cooled to room temperature, and further kept at 810 ° C. for 45 hours. Thereafter, the sintered body was gradually cooled to 400 ° C., held at that temperature for 1 hour, and then cooled to room temperature to obtain the intended sintered magnet. The composition of the sintered magnet is as shown in Table 1. The average thickness, volume fraction and composition of the Cu-rich phase in the sintered magnet (sintered body), the density of the sintered magnet, the coercive force, the residual magnetization, and the bending strength were measured in the same manner as in Example 1. . These measurement results are shown in Tables 3 and 4. In addition, when the average crystal grain size of the sintered body was determined, it was confirmed to be in the range of 35 to 200 μm described above.
(実施例5〜7)
各原料を表1に示す組成となるように秤量した後、Arガス雰囲気中で高周波溶解して合金インゴットを作製した。合金インゴットを1160℃×8時間の条件で熱処理した後に粗粉砕し、さらにジェットミルで微粉砕して合金粉末を調製した。実施例1と同様に、合金粉末のピーク立ち上がり温度Tpを求めた。次いで、合金粉末を磁界中でプレス成型して圧縮成形体を作製した。合金粉末の圧縮成形体を焼成炉のチャンバ内に配置して真空度が9.0×10-3Paとなるまで真空排気した。チャンバ内の温度を表2に示す温度T(雰囲気切り替え温度)まで昇温し、その温度で3分間保持した後、チャンバ内にArガスを導入して1190℃まで昇温し、その温度で4時間保持して焼結を行い、引き続いて1130℃で12時間保持して溶体化処理を行った。
(Examples 5-7)
Each raw material was weighed so as to have the composition shown in Table 1, and then melted at high frequency in an Ar gas atmosphere to prepare an alloy ingot. The alloy ingot was heat-treated at 1160 ° C. for 8 hours, coarsely pulverized, and further finely pulverized with a jet mill to prepare an alloy powder. Similar to Example 1, the peak rise temperature Tp of the alloy powder was determined. Subsequently, the alloy powder was press-molded in a magnetic field to produce a compression molded body. The compacted body of the alloy powder was placed in a chamber of a firing furnace and evacuated until the degree of vacuum was 9.0 × 10 −3 Pa. The temperature in the chamber is raised to a temperature T (atmosphere switching temperature) shown in Table 2 and held at that temperature for 3 minutes. After introducing Ar gas into the chamber, the temperature is raised to 1190 ° C., and the temperature is increased to 4 at that temperature. Sintering was carried out for a period of time, followed by a solution treatment by holding at 1130 ° C. for 12 hours.
次に、溶体化処理後の焼結体を690℃で4時間保持した後に室温まで徐冷し、さらに850℃で20時間保持した。この後、焼結体を350℃まで徐冷し、さらに室温まで炉冷することによって、目的とする焼結磁石を得た。焼結磁石の組成は表1に示す通りである。焼結磁石(焼結体)中のCuリッチ相の平均厚さ、体積分率及び組成、焼結磁石の密度、保磁力、残留磁化、抗折強度を、実施例1と同様にして測定した。これらの測定結果を表3及び表4に示す。なお、焼結体の平均結晶粒径を求めたところ、前述した35〜200μmの範囲内であることが確認された。 Next, the sintered body after the solution treatment was kept at 690 ° C. for 4 hours, then gradually cooled to room temperature, and further kept at 850 ° C. for 20 hours. Thereafter, the sintered body was gradually cooled to 350 ° C. and further furnace-cooled to room temperature to obtain a target sintered magnet. The composition of the sintered magnet is as shown in Table 1. The average thickness, volume fraction and composition of the Cu-rich phase in the sintered magnet (sintered body), the density of the sintered magnet, the coercive force, the residual magnetization, and the bending strength were measured in the same manner as in Example 1. . These measurement results are shown in Tables 3 and 4. In addition, when the average crystal grain size of the sintered body was determined, it was confirmed to be in the range of 35 to 200 μm described above.
(比較例1〜2)
表1に示す組成を適用する以外は、実施例1と同様にして焼結磁石を作製した。比較例1は合金組成中のFe濃度を25原子%未満としたものであり、比較例2は合金組成中のSm濃度を10原子%未満としたものである。焼結磁石(焼結体)中のCuリッチ相の平均厚さ、体積分率及び組成、焼結磁石の密度、保磁力、残留磁化、抗折強度を、実施例1と同様にして測定した。これらの測定結果を表3及び表4に示す。
(Comparative Examples 1-2)
A sintered magnet was produced in the same manner as in Example 1 except that the composition shown in Table 1 was applied. In Comparative Example 1, the Fe concentration in the alloy composition is less than 25 atomic%, and in Comparative Example 2, the Sm concentration in the alloy composition is less than 10 atomic%. The average thickness, volume fraction and composition of the Cu-rich phase in the sintered magnet (sintered body), the density of the sintered magnet, the coercive force, the residual magnetization, and the bending strength were measured in the same manner as in Example 1. . These measurement results are shown in Tables 3 and 4.
(比較例3〜4)
実施例5と同組成となるように各原料を秤量した後、Arガス雰囲気中で高周波溶解して合金インゴットを作製した。合金インゴットを1160℃×8時間の条件で熱処理した後に粗粉砕し、さらにジェットミルで微粉砕して合金粉末を調製した。実施例1と同様に、合金粉末のピーク立ち上がり温度Tpを求めた。次いで、合金粉末を磁界中でプレス成型して圧縮成形体を作製した。焼結工程における雰囲気切り替え温度Tを表2に示す温度とする以外は、実施例5と同様にして、焼結、溶体化処理及び時効処理を行って焼結磁石を作製した。焼結磁石(焼結体)中のCuリッチ相の平均厚さ、体積分率及び組成、焼結磁石の密度、保磁力、残留磁化、抗折強度を、実施例1と同様にして測定した。これらの測定結果を表3及び表4に示す。
(Comparative Examples 3-4)
Each raw material was weighed so as to have the same composition as in Example 5, and then melted at high frequency in an Ar gas atmosphere to prepare an alloy ingot. The alloy ingot was heat-treated at 1160 ° C. for 8 hours, coarsely pulverized, and further finely pulverized with a jet mill to prepare an alloy powder. Similar to Example 1, the peak rise temperature Tp of the alloy powder was determined. Subsequently, the alloy powder was press-molded in a magnetic field to produce a compression molded body. Sintering, solution treatment, and aging treatment were performed in the same manner as in Example 5 except that the atmosphere switching temperature T in the sintering process was changed to the temperature shown in Table 2, and a sintered magnet was produced. The average thickness, volume fraction and composition of the Cu-rich phase in the sintered magnet (sintered body), the density of the sintered magnet, the coercive force, the residual magnetization, and the bending strength were measured in the same manner as in Example 1. . These measurement results are shown in Tables 3 and 4.

表3及び表4から明らかなように、実施例1〜7の焼結磁石はいずれも適切な厚さ及び量(体積分率)のCuリッチ相を有しており、これにより高磁化と高保磁力に加えて、良好な機械特性(抗折強度)を有していることが分かる。なお、実施例1〜7の焼結磁石において、Cuリッチ相は焼結体の結晶粒界に薄く筋状に存在していることがSEM−反射電子像から確認された。実施例1〜7によれば、磁気特性と機械特性とに優れ、実用性が高い焼結磁石を提供することができる。 As is clear from Tables 3 and 4, all of the sintered magnets of Examples 1 to 7 have a Cu-rich phase having an appropriate thickness and amount (volume fraction). It can be seen that in addition to the magnetic force, it has good mechanical properties (bending strength). In the sintered magnets of Examples 1 to 7, it was confirmed from SEM-reflected electron images that the Cu-rich phase was thin and streak-like at the crystal grain boundaries of the sintered body. According to Examples 1 to 7, it is possible to provide a sintered magnet having excellent magnetic properties and mechanical properties and high practicality.
なお、本発明のいくつかの実施形態を説明したが、これらの実施形態は例として提示したものであり、発明の範囲を限定することは意図していない。これら新規な実施形態は、その他の様々な形態で実施し得るものであり、発明の要旨を逸脱しない範囲で、種々の省略、置き換え、変更を行うことができる。これら実施形態やその変形は、発明の範囲や要旨に含まれると共に、特許請求の範囲に記載された発明とその均等の範囲に含まれる。 In addition, although several embodiment of this invention was described, these embodiment is shown as an example and is not intending limiting the range of invention. These novel embodiments can be implemented in various other forms, and various omissions, replacements, and changes can be made without departing from the scope of the invention. These embodiments and modifications thereof are included in the scope and gist of the invention, and are included in the invention described in the claims and the equivalents thereof.
11…永久磁石モータ、12…ステータ、13…ロータ、14…鉄心、15…永久磁石、21…可変磁束モータ、22…ステータ、23…ロータ、24…鉄心、25…固定磁石、26…可変磁石、31…可変磁束発電機、32…ステータ、33…ロータ、34…タービン、35…シャフト、36…ブラシ。
DESCRIPTION OF
Claims (10)
(式中、Rは希土類元素から選ばれる少なくとも1種の元素であって、50原子%以上がSmであり、MはZr、TiおよびHfから選ばれる少なくとも1種の元素であり、p1、q1、r1およびs1はそれぞれ原子%で、10≦p1≦13.3、25≦q1≦40、0.87≦r1≦5.4、3.5≦s1≦13.5を満足する数である)
で表される組成を有する焼結体を具備する永久磁石であって、
前記焼結体は、Th2Zn17型結晶相を含む主相からなる結晶粒と、
組成式2:Rp2Feq2Mr2Cus2Co100-p2-q2-r2-s2
(式中、Rは希土類元素から選ばれる少なくとも1種の元素であって、50原子%以上がSmであり、MはZr、TiおよびHfから選ばれる少なくとも1種の元素であり、p2、q2、r2およびs2はそれぞれ原子%で、10.8≦p2≦11.6、25≦q2≦40、1≦r2≦2、5≦s2≦16、1.5≦s2/s1≦4を満足する数である)
で表される組成を有し、かつ0.05μm以上2μm以下の範囲の平均厚さを有するCuリッチ相とを備え、
前記主相は、前記Th2Zn17型結晶相を有するセル相と、CaCu5型結晶相を有し、前記セル相を取り囲むように存在するセル壁相とを備え、
前記焼結体は、8.08g/cm3以上の密度を有する、永久磁石。 Formula 1: R p1 Fe q1 M r1 Cu s1 Co 100-p1-q1-r1-s1
(In the formula, R is at least one element selected from rare earth elements, 50 atom% or more is Sm, M is at least one element selected from Zr, Ti and Hf, and p1, q1 , R1 and s1 are atomic%, and are numbers satisfying 10 ≦ p1 ≦ 13.3, 25 ≦ q1 ≦ 40, 0.87 ≦ r1 ≦ 5.4, 3.5 ≦ s1 ≦ 13.5)
A permanent magnet comprising a sintered body having a composition represented by:
The sintered body comprises crystal grains composed of a main phase including a Th 2 Zn 17 type crystal phase;
Formula 2: R p2 Fe q2 M r2 Cu s2 Co 100-p2-q2-r2-s2
(In the formula, R is at least one element selected from rare earth elements, 50 atom% or more is Sm, M is at least one element selected from Zr, Ti and Hf, and p2, q2 , R2 and s2 are atomic% and satisfy 10.8 ≦ p2 ≦ 11.6, 25 ≦ q2 ≦ 40, 1 ≦ r2 ≦ 2, 5 ≦ s2 ≦ 16, 1.5 ≦ s2 / s1 ≦ 4 Number)
And a Cu-rich phase having an average thickness in the range of 0.05 μm or more and 2 μm or less.
The main phase includes a cell phase having the Th 2 Zn 17 type crystal phase, and a cell wall phase having a CaCu 5 type crystal phase and existing so as to surround the cell phase,
The sintered body is a permanent magnet having a density of 8.08 g / cm 3 or more.
請求項1または請求項2に記載の永久磁石。 The volume fraction of the Cu-rich phase in the sintered body is in the range of 0.01% to 5%.
The permanent magnet according to claim 1 or 2.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017233721A JP6562993B2 (en) | 2017-12-05 | 2017-12-05 | Permanent magnet and motor, generator, and automobile using the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017233721A JP6562993B2 (en) | 2017-12-05 | 2017-12-05 | Permanent magnet and motor, generator, and automobile using the same |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012254128A Division JP6257890B2 (en) | 2012-11-20 | 2012-11-20 | Permanent magnet and motor and generator using the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018078301A JP2018078301A (en) | 2018-05-17 |
| JP6562993B2 true JP6562993B2 (en) | 2019-08-21 |
Family
ID=62150639
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017233721A Active JP6562993B2 (en) | 2017-12-05 | 2017-12-05 | Permanent magnet and motor, generator, and automobile using the same |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6562993B2 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7400317B2 (en) * | 2019-10-04 | 2023-12-19 | 大同特殊鋼株式会社 | Sintered magnet and method of manufacturing sintered magnet |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4680357B2 (en) * | 2000-09-08 | 2011-05-11 | 株式会社三徳 | Rare earth permanent magnet manufacturing method |
| JP2009295638A (en) * | 2008-06-02 | 2009-12-17 | Tdk Corp | Method for manufacturing r-t-b magnet |
| JP5479395B2 (en) * | 2011-03-25 | 2014-04-23 | 株式会社東芝 | Permanent magnet and motor and generator using the same |
| JP6257890B2 (en) * | 2012-11-20 | 2018-01-10 | 株式会社東芝 | Permanent magnet and motor and generator using the same |
| JP5710818B2 (en) * | 2014-03-14 | 2015-04-30 | 株式会社東芝 | Permanent magnet, motor and generator using the same |
| JP2014220503A (en) * | 2014-06-03 | 2014-11-20 | 株式会社東芝 | Motor and power generator |
-
2017
- 2017-12-05 JP JP2017233721A patent/JP6562993B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018078301A (en) | 2018-05-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6257890B2 (en) | Permanent magnet and motor and generator using the same | |
| JP6076705B2 (en) | Permanent magnet and motor and generator using the same | |
| US9653198B2 (en) | Permanent magnet and manufacturing method thereof, and motor and generator using the same | |
| JP6081254B2 (en) | Permanent magnet and motor and generator using the same | |
| JP5586645B2 (en) | Permanent magnet and motor and generator using the same | |
| JP5487228B2 (en) | Permanent magnet and motor and generator using the same | |
| JP6091957B2 (en) | Permanent magnet and motor and generator using the same | |
| JP5985738B1 (en) | Permanent magnets, motors, and generators | |
| JP6105046B2 (en) | PERMANENT MAGNET, MOTOR, GENERATOR, CAR, AND PERMANENT MAGNET MANUFACTURING METHOD | |
| JP5710818B2 (en) | Permanent magnet, motor and generator using the same | |
| JP2017168827A (en) | Permanent magnet, rotary electric machine, and vehicle | |
| JP6562993B2 (en) | Permanent magnet and motor, generator, and automobile using the same | |
| JP6325744B2 (en) | Permanent magnets, motors, and generators | |
| JP5781177B2 (en) | Permanent magnet and motor and generator using the same | |
| JP6510088B2 (en) | Permanent magnet and motor, generator and car using the same | |
| JP6448675B2 (en) | Permanent magnets, motors, generators, and cars | |
| JP6049662B2 (en) | Motors or generators, and cars | |
| JP6049661B2 (en) | permanent magnet | |
| JP6282761B2 (en) | Permanent magnets and motors, generators, and vehicles using the same | |
| JP2017139454A (en) | Permanent magnet, motor and power generator using the same, and vehicle |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181030 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181228 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190409 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190607 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190625 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190723 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6562993 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |