JP6560254B2 - White reflective film for direct surface light source and direct surface light source using the same - Google Patents
White reflective film for direct surface light source and direct surface light source using the same Download PDFInfo
- Publication number
- JP6560254B2 JP6560254B2 JP2016568356A JP2016568356A JP6560254B2 JP 6560254 B2 JP6560254 B2 JP 6560254B2 JP 2016568356 A JP2016568356 A JP 2016568356A JP 2016568356 A JP2016568356 A JP 2016568356A JP 6560254 B2 JP6560254 B2 JP 6560254B2
- Authority
- JP
- Japan
- Prior art keywords
- light source
- film
- layer
- particles
- reflective
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000010410 layer Substances 0.000 claims description 115
- 239000002245 particle Substances 0.000 claims description 109
- 239000002344 surface layer Substances 0.000 claims description 78
- 239000011800 void material Substances 0.000 claims description 34
- 229920005989 resin Polymers 0.000 claims description 22
- 239000011347 resin Substances 0.000 claims description 22
- 229920000728 polyester Polymers 0.000 description 38
- 238000000034 method Methods 0.000 description 35
- 238000000576 coating method Methods 0.000 description 30
- 229920005992 thermoplastic resin Polymers 0.000 description 26
- 230000000694 effects Effects 0.000 description 24
- QQVIHTHCMHWDBS-UHFFFAOYSA-N isophthalic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-N 0.000 description 24
- 238000010438 heat treatment Methods 0.000 description 22
- 239000011248 coating agent Substances 0.000 description 21
- -1 polyethylene terephthalate Polymers 0.000 description 18
- 238000004519 manufacturing process Methods 0.000 description 15
- 229920000139 polyethylene terephthalate Polymers 0.000 description 15
- 239000005020 polyethylene terephthalate Substances 0.000 description 15
- 239000003795 chemical substances by application Substances 0.000 description 14
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 13
- 239000010954 inorganic particle Substances 0.000 description 13
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 12
- 239000003431 cross linking reagent Substances 0.000 description 12
- 238000009998 heat setting Methods 0.000 description 11
- 238000001125 extrusion Methods 0.000 description 10
- 239000007788 liquid Substances 0.000 description 10
- 230000002093 peripheral effect Effects 0.000 description 10
- 239000000203 mixture Substances 0.000 description 9
- 238000011156 evaluation Methods 0.000 description 8
- 238000009792 diffusion process Methods 0.000 description 7
- 238000010030 laminating Methods 0.000 description 7
- 239000004973 liquid crystal related substance Substances 0.000 description 7
- 238000002844 melting Methods 0.000 description 7
- 230000008018 melting Effects 0.000 description 7
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 6
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 6
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 6
- OFOBLEOULBTSOW-UHFFFAOYSA-N Malonic acid Chemical compound OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 6
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 6
- 230000006872 improvement Effects 0.000 description 6
- 239000000155 melt Substances 0.000 description 6
- 239000007787 solid Substances 0.000 description 6
- 229920000178 Acrylic resin Polymers 0.000 description 5
- 239000004925 Acrylic resin Substances 0.000 description 5
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 5
- 238000009826 distribution Methods 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- 239000002994 raw material Substances 0.000 description 5
- 239000002904 solvent Substances 0.000 description 5
- 230000001629 suppression Effects 0.000 description 5
- 229920001577 copolymer Polymers 0.000 description 4
- 238000007334 copolymerization reaction Methods 0.000 description 4
- 230000007423 decrease Effects 0.000 description 4
- WOZVHXUHUFLZGK-UHFFFAOYSA-N dimethyl terephthalate Chemical compound COC(=O)C1=CC=C(C(=O)OC)C=C1 WOZVHXUHUFLZGK-UHFFFAOYSA-N 0.000 description 4
- 150000002009 diols Chemical class 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- 230000009467 reduction Effects 0.000 description 4
- 239000000377 silicon dioxide Substances 0.000 description 4
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 3
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 3
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 3
- 229910000019 calcium carbonate Inorganic materials 0.000 description 3
- 239000000470 constituent Substances 0.000 description 3
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 3
- 230000001771 impaired effect Effects 0.000 description 3
- 239000004615 ingredient Substances 0.000 description 3
- 229920000642 polymer Polymers 0.000 description 3
- 239000004677 Nylon Substances 0.000 description 2
- 239000004793 Polystyrene Substances 0.000 description 2
- KKEYFWRCBNTPAC-UHFFFAOYSA-N Terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 description 2
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical compound OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 2
- 238000004220 aggregation Methods 0.000 description 2
- 230000002776 aggregation Effects 0.000 description 2
- 239000003963 antioxidant agent Substances 0.000 description 2
- 239000002216 antistatic agent Substances 0.000 description 2
- 125000003118 aryl group Chemical group 0.000 description 2
- WERYXYBDKMZEQL-UHFFFAOYSA-N butane-1,4-diol Chemical compound OCCCCO WERYXYBDKMZEQL-UHFFFAOYSA-N 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 238000002425 crystallisation Methods 0.000 description 2
- 230000008025 crystallization Effects 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 150000001925 cycloalkenes Chemical class 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- VNGOYPQMJFJDLV-UHFFFAOYSA-N dimethyl benzene-1,3-dicarboxylate Chemical compound COC(=O)C1=CC=CC(C(=O)OC)=C1 VNGOYPQMJFJDLV-UHFFFAOYSA-N 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 230000002349 favourable effect Effects 0.000 description 2
- 125000000524 functional group Chemical group 0.000 description 2
- YBMRDBCBODYGJE-UHFFFAOYSA-N germanium dioxide Chemical compound O=[Ge]=O YBMRDBCBODYGJE-UHFFFAOYSA-N 0.000 description 2
- 230000009477 glass transition Effects 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 229920001519 homopolymer Polymers 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- RXOHFPCZGPKIRD-UHFFFAOYSA-N naphthalene-2,6-dicarboxylic acid Chemical compound C1=C(C(O)=O)C=CC2=CC(C(=O)O)=CC=C21 RXOHFPCZGPKIRD-UHFFFAOYSA-N 0.000 description 2
- 239000004745 nonwoven fabric Substances 0.000 description 2
- 229920001778 nylon Polymers 0.000 description 2
- 239000011146 organic particle Substances 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 229920000098 polyolefin Polymers 0.000 description 2
- 229920002223 polystyrene Polymers 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- CXMXRPHRNRROMY-UHFFFAOYSA-N sebacic acid Chemical compound OC(=O)CCCCCCCCC(O)=O CXMXRPHRNRROMY-UHFFFAOYSA-N 0.000 description 2
- 238000003756 stirring Methods 0.000 description 2
- 238000004381 surface treatment Methods 0.000 description 2
- 238000003786 synthesis reaction Methods 0.000 description 2
- 238000011282 treatment Methods 0.000 description 2
- 239000001993 wax Substances 0.000 description 2
- WKBPZYKAUNRMKP-UHFFFAOYSA-N 1-[2-(2,4-dichlorophenyl)pentyl]1,2,4-triazole Chemical compound C=1C=C(Cl)C=C(Cl)C=1C(CCC)CN1C=NC=N1 WKBPZYKAUNRMKP-UHFFFAOYSA-N 0.000 description 1
- ZRDUSMYWDRPZRM-UHFFFAOYSA-N 2-sec-butyl-4,6-dinitrophenyl 3-methylbut-2-enoate Chemical compound CCC(C)C1=CC([N+]([O-])=O)=CC([N+]([O-])=O)=C1OC(=O)C=C(C)C ZRDUSMYWDRPZRM-UHFFFAOYSA-N 0.000 description 1
- NEQFBGHQPUXOFH-UHFFFAOYSA-N 4-(4-carboxyphenyl)benzoic acid Chemical compound C1=CC(C(=O)O)=CC=C1C1=CC=C(C(O)=O)C=C1 NEQFBGHQPUXOFH-UHFFFAOYSA-N 0.000 description 1
- DKPFZGUDAPQIHT-UHFFFAOYSA-N Butyl acetate Natural products CCCCOC(C)=O DKPFZGUDAPQIHT-UHFFFAOYSA-N 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- 229920002302 Nylon 6,6 Polymers 0.000 description 1
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- YIMQCDZDWXUDCA-UHFFFAOYSA-N [4-(hydroxymethyl)cyclohexyl]methanol Chemical compound OCC1CCC(CO)CC1 YIMQCDZDWXUDCA-UHFFFAOYSA-N 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 235000011037 adipic acid Nutrition 0.000 description 1
- 239000001361 adipic acid Substances 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 230000003078 antioxidant effect Effects 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 239000011246 composite particle Substances 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000007607 die coating method Methods 0.000 description 1
- 238000007865 diluting Methods 0.000 description 1
- 238000004821 distillation Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 108010092028 endopolygalacturonase II Proteins 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 239000006081 fluorescent whitening agent Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 229940119177 germanium dioxide Drugs 0.000 description 1
- 238000007756 gravure coating Methods 0.000 description 1
- XXMIOPMDWAUFGU-UHFFFAOYSA-N hexane-1,6-diol Chemical compound OCCCCCCO XXMIOPMDWAUFGU-UHFFFAOYSA-N 0.000 description 1
- FUZZWVXGSFPDMH-UHFFFAOYSA-N hexanoic acid Chemical compound CCCCCC(O)=O FUZZWVXGSFPDMH-UHFFFAOYSA-N 0.000 description 1
- 238000005286 illumination Methods 0.000 description 1
- 239000012948 isocyanate Substances 0.000 description 1
- 150000002513 isocyanates Chemical class 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- XIXADJRWDQXREU-UHFFFAOYSA-M lithium acetate Chemical compound [Li+].CC([O-])=O XIXADJRWDQXREU-UHFFFAOYSA-M 0.000 description 1
- 229940071125 manganese acetate Drugs 0.000 description 1
- UOGMEBQRZBEZQT-UHFFFAOYSA-L manganese(2+);diacetate Chemical compound [Mn+2].CC([O-])=O.CC([O-])=O UOGMEBQRZBEZQT-UHFFFAOYSA-L 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- KYTZHLUVELPASH-UHFFFAOYSA-N naphthalene-1,2-dicarboxylic acid Chemical compound C1=CC=CC2=C(C(O)=O)C(C(=O)O)=CC=C21 KYTZHLUVELPASH-UHFFFAOYSA-N 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000011242 organic-inorganic particle Substances 0.000 description 1
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 1
- RVTZCBVAJQQJTK-UHFFFAOYSA-N oxygen(2-);zirconium(4+) Chemical compound [O-2].[O-2].[Zr+4] RVTZCBVAJQQJTK-UHFFFAOYSA-N 0.000 description 1
- 238000009832 plasma treatment Methods 0.000 description 1
- 238000006068 polycondensation reaction Methods 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920000306 polymethylpentene Polymers 0.000 description 1
- 239000011116 polymethylpentene Substances 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 1
- 239000004810 polytetrafluoroethylene Substances 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 230000002040 relaxant effect Effects 0.000 description 1
- 235000012239 silicon dioxide Nutrition 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 239000004408 titanium dioxide Substances 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- 238000005809 transesterification reaction Methods 0.000 description 1
- WVLBCYQITXONBZ-UHFFFAOYSA-N trimethyl phosphate Chemical compound COP(=O)(OC)OC WVLBCYQITXONBZ-UHFFFAOYSA-N 0.000 description 1
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 1
- 239000011787 zinc oxide Substances 0.000 description 1
- 229910001928 zirconium oxide Inorganic materials 0.000 description 1
Images

Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F21—LIGHTING
- F21S—NON-PORTABLE LIGHTING DEVICES; SYSTEMS THEREOF; VEHICLE LIGHTING DEVICES SPECIALLY ADAPTED FOR VEHICLE EXTERIORS
- F21S2/00—Systems of lighting devices, not provided for in main groups F21S4/00 - F21S10/00 or F21S19/00, e.g. of modular construction
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/08—Mirrors
Landscapes
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Optical Elements Other Than Lenses (AREA)
- Laminated Bodies (AREA)
- Planar Illumination Modules (AREA)
- Electromagnetism (AREA)
Description
本発明は、直下型面光源の反射板として好適に用いられる白色反射フィルムおよびそれを用いた直下型面光源に関する。特に、液晶表示装置の直下型面光源の反射板として好適に用いられる白色反射フィルムに関する。 The present invention relates to a white reflective film suitably used as a reflector of a direct type surface light source and a direct type surface light source using the same. In particular, the present invention relates to a white reflective film suitably used as a reflector for a direct surface light source of a liquid crystal display device.
液晶表示装置(LCD)のバックライトユニットには、液晶表示パネルの背面に光源および反射フィルムを備える直下型と、液晶表示パネルの背面に、背面に反射板を備えた導光板を配し、かかる導光板の側面に光源を備えるエッジライト型とがある。従来、大型のLCDに用いられるバックライトユニットとしては、画面の明るさおよび画面内の明るさの均一性に優れるといった観点から、光源としてCCFLを用いた直下型CCFLバックライトユニットが主に用いられ、エッジライト型は、ノート型PC等比較的小型のLCDによく用いられていたが、近年、光源や導光板の発展により、エッジライト型のバックライトユニットでも明るさおよび画面内の明るさの均一性が向上し、比較的小型のもののみならず、大型のLCDにおいてもエッジライト型のバックライトユニットが用いられるようになってきた。これにより、LCDを薄くできるというメリットがある。かかるエッジライト型のバックライトユニットとしては、光源として発光ダイオード(LED)を用いたエッジライト型LEDバックライトユニットがよく用いられている。
そして更に近年は、消費電力の削減や導光板の省略によるコストダウン等の理由から、光源としてLEDを用いた直下型バックライトユニット(直下型LEDバックライトユニット)が用いられるようになってきた(特許文献1、2)。このような直下型LEDバックライトユニットは、一般的に、反射板とほぼ同一平面上にLED光源が配される態様となる。
直下型LEDバックライトユニットにおいては、消費電力、製造コストを抑制するために、できるだけLED間の距離を広くとり、使用するLEDの個数を少なくする配置が望ましい。しかしながら、LED間の距離を広くすると、表示装置においてLED上に対応する箇所が明るくなり、LED間に対応する箇所が暗くなるなどの輝度斑が生じやすくなるという問題がある。また、LEDの個数を少なくすると、LEDの光がバックライトユニットの周辺部分まで届きにくくなるため、画面の周辺部が暗くなり易く、輝度斑になるという問題がある。
そこで、これらの輝度斑を抑制するために、レンズシートや拡散シートを複数枚積層して使用したり(例えば特許文献3、4)、LED光源から拡散ボードまでの距離を広く取るような構造にする方法が提案されているが、前者では光のロスが大きくなる傾向にあり輝度が低下するという問題があり、また、後者ではバックライトユニットが厚くなるため、表示装置としての意匠性に劣るという問題がある。
なお、CCFL光源を用いた直下型バックライトユニットにおける輝度斑抑制の技術としては、凹凸状の表面を備える反射フィルムが提案されている(特許文献5、6)。
In recent years, direct-type backlight units using LEDs as light sources (direct-type LED backlight units) have come to be used for reasons such as reduction of power consumption and cost reduction by omitting a light guide plate (
In the direct type LED backlight unit, in order to reduce power consumption and manufacturing cost, it is desirable to dispose the LED as wide as possible and reduce the number of LEDs used. However, when the distance between the LEDs is widened, there is a problem in that brightness spots are likely to occur, such as a bright spot on the LED in the display device and a dark spot corresponding to the LED. In addition, if the number of LEDs is reduced, the light from the LEDs does not easily reach the peripheral part of the backlight unit, so that there is a problem that the peripheral part of the screen tends to be dark and becomes a luminance spot.
Therefore, in order to suppress these luminance spots, a plurality of lens sheets and diffusion sheets are used by being laminated (for example,
In addition, as a technique for suppressing luminance unevenness in a direct type backlight unit using a CCFL light source, a reflection film having an uneven surface has been proposed (Patent Documents 5 and 6).
一方、直下型LEDバックライトユニットにおいては、上述したようにLED光源は反射フィルムとほぼ同一平面上の反射フィルムの上にあるため、従来の直下型CCFLバックライトユニットとは光源と反射フィルムの相対的位置が異なる。具体的には、直下型LEDバックライトユニットにおいては光源と反射フィルムとの距離が近くなる。そのため、直下型LEDバックライトユニットにおける輝度斑抑制については、従来直下型CCFLバックライトユニットで提案されてきた輝度斑抑制の技術では不十分な場合があることを本発明者らは見出し、それに着目した。
さらに、このような輝度斑に係る課題に対しては、光源(LED光源)と組み合わせて使用されるレンズキャップの改良によっても検討がなされている。
例えば、反射型(広角拡散型ともいう)レンズキャップは、光源(LED光源)からLCD前面方向に向けて照射された光が、副たる少量の一部の光はそのままLCD前面方向に取り出されると同時に、主たる光を、レンズキャップを通過する際に背面側に反射させ、光源よりも背面側に備えられた反射フィルムに導き、そこで再度前面方向に反射させて前面方向に光を取り出すことによって、光源の有るところと無いところとの輝度差を低減して、輝度斑を抑制するものである。
また、上方拡散型レンズキャップは、光源からLCD前面方向に向けて照射された光が、一部はそのままLCD前面方向に取り出されると同時に、残りの一部の光を、レンズキャップに当たった際に反射させてレンズキャップ内に戻し、レンズキャップ内の底面に備えられたプリズム形状等を有する拡散反射板等にて光を拡散しながら再度前面方向に反射する機能を備えたものであり、それにより反射光の拡散成分を増加させて、輝度斑を抑制するものである。
しかしながら、例えば反射型レンズキャップを用いた場合においては、レンズキャップ通過時に背面側に反射された光は、反射フィルムには浅い角度(大きい入射角)で入射することとなり、上述したように反射フィルムへの入射光の状況は光源としてCCFLを用いた場合とは大きく異なるものであるため、従来のCCFL光源における輝度斑抑制技術では不十分な場合があり、輝度斑抑制効果が劣る場合があることを本発明者らは見出し、これに着目した。
本発明は、上記背景技術に鑑み、光源としてレンズキャップ(特に反射型レンズキャップ)を備えた光源を有する直下型面光源用として用いるに際して、好適に輝度斑を抑制することができる白色反射フィルムを提供することを目的とする。
本発明者らは、光源としてレンズキャップ(特に反射型レンズキャップ)を備えた光源を用いた、光源と反射フィルムとの距離が近い直下型面光源においては、反射フィルムに対して浅い角度で光が入射することとなり、従来の反射フィルムでは入射角が浅い場合の反射光の拡散性が小さく、このために輝度斑が発生していることを見出し、着目した。すなわち、近年の直下型LEDバックライトユニット(上述したようなレンズキャップを用いたものも含む。)は、反射フィルムに対する光の入射角は、約60°の成分が主となるが、従来の反射フィルムではこのような浅い角度で入射する光の反射光の拡散性は低く鏡面反射的となるために、そのような反射光が選択的に一部分を照射することとなり、具体的には光源(LED光源)周辺部が明るくなる輝度斑が生じやすいというメカニズムを考えた。
一方、バックライトユニットの周辺部は、光源からの距離が長く光が届きにくいために、周辺部が暗くなる輝度斑が生じやすいというメカニズムも考えられる。この周辺部の輝度斑を抑制するには、反射フィルムに対してより浅い角度(大きい入射角)で入射する光については、できるだけ拡散させずに遠方まで反射させることが有効であると考えた。
そして、本発明者らは、反射層の表面に粒子を含有する表面層を備え、かかる表面層の光沢度の態様を特定の態様とすることで、上記のようなレンズキャップを用いた場合の、光源と光源の間における輝度斑(光源間輝度斑)およびバックライトユニット周辺部における輝度斑が同時に抑制できることを見出し、本発明に到達した。
すなわち本発明は、上記課題を達成するために、以下の構成を採用するものである。
1.反射層Aと、樹脂を主たる構成成分とし粒子を含有する表面層Bとを有する反射フィルムであって、表面層Bの表面において、入射角85度の光沢度が9以上、16未満であり、さらに、入射角60度の光沢度が17以上、25未満である、レンズキャップを備える光源を有する直下型面光源用白色反射フィルム。
2.上記レンズキャップが反射型レンズキャップである、上記1に記載の直下型面光源用白色反射フィルム。
3.反射層Aがボイドを含有し、そのボイド体積率が15体積%以上、70体積%以下である、上記1または2に記載の直下型面光源用白色反射フィルム。
4.直下型面光源が、光源がLED光源であり、該LED光源を反射フィルムの上に配置してなる、上記1〜3のいずれか1に記載の直下型面光源用白色反射フィルム。
また、本発明は、以下も包含する。
5.上記1〜4のいずれか1に記載の白色反射フィルムを用いた、レンズキャップを備える光源を有する直下型面光源。
6.上記レンズキャップが反射型レンズキャップである、上記5に記載の直下型面光源。
7.上記光源がLED光源である、上記5または6に記載の直下型面光源。
On the other hand, in the direct type LED backlight unit, as described above, the LED light source is on the reflective film on the almost same plane as the reflective film. Therefore, the conventional direct type CCFL backlight unit is relatively different from the light source and the reflective film. The target position is different. Specifically, in the direct type LED backlight unit, the distance between the light source and the reflective film is reduced. For this reason, the present inventors have found that the brightness unevenness suppression in the direct type LED backlight unit may be insufficient with the brightness unevenness suppression technology proposed in the conventional direct type CCFL backlight unit. did.
Furthermore, the problem relating to such luminance spots has been studied by improving a lens cap used in combination with a light source (LED light source).
For example, a reflection type (also referred to as a wide-angle diffusion type) lens cap is configured such that light emitted from a light source (LED light source) toward the LCD front side, and a small amount of sub-light is extracted as it is toward the LCD front side. At the same time, the main light is reflected on the back side when passing through the lens cap, led to the reflective film provided on the back side rather than the light source, and then reflected again in the front direction to extract the light in the front direction, The brightness difference between the place with and without the light source is reduced to suppress the brightness spot.
In addition, the upward diffusion lens cap is used when a part of the light emitted from the light source toward the front of the LCD is extracted as it is toward the front of the LCD and the remaining part of the light hits the lens cap. The light is reflected back into the lens cap, and is reflected again in the front direction while diffusing light with a diffuse reflector having a prism shape etc. provided on the bottom surface of the lens cap. Thus, the diffusion component of the reflected light is increased to suppress the luminance unevenness.
However, for example, when a reflective lens cap is used, the light reflected to the back side when passing through the lens cap enters the reflective film at a shallow angle (large incident angle), and as described above, the reflective film The situation of incident light on the screen is significantly different from the case where CCFL is used as a light source, so that the luminance unevenness suppression technology in the conventional CCFL light source may be insufficient and the luminance unevenness suppression effect may be inferior. The present inventors found and focused on this.
In view of the above-described background art, the present invention provides a white reflective film capable of suitably suppressing luminance unevenness when used as a direct type surface light source having a light source including a lens cap (particularly, a reflective lens cap) as a light source. The purpose is to provide.
The present inventors have used a light source having a lens cap (particularly, a reflective lens cap) as a light source, and in a direct type surface light source in which the distance between the light source and the reflective film is short, light is emitted at a shallow angle with respect to the reflective film. Therefore, the conventional reflective film was found to have a low diffusibility of the reflected light when the incident angle is shallow, and therefore, it was found that luminance spots were generated. That is, recent direct-type LED backlight units (including those using the lens cap as described above) mainly have a component of about 60 ° as the incident angle of light with respect to the reflective film. In the film, since the diffused light of the light incident at such a shallow angle is low and specular, the reflected light selectively irradiates a part, specifically, a light source (LED We considered a mechanism in which luminance spots that brighten the periphery of the light source are likely to occur.
On the other hand, since the peripheral part of the backlight unit has a long distance from the light source and is difficult for light to reach, a mechanism in which luminance spots that darken the peripheral part easily occur is also conceivable. In order to suppress the luminance unevenness in the peripheral portion, it was considered effective to reflect light incident at a shallower angle (large incident angle) with respect to the reflection film to a far distance without diffusing as much as possible.
Then, the present inventors include a surface layer containing particles on the surface of the reflective layer, and by setting the glossiness of the surface layer to a specific aspect, the above-described lens cap is used. The present inventors have found that luminance spots between the light sources and the light sources (brightness spots between the light sources) and luminance spots in the periphery of the backlight unit can be suppressed at the same time.
That is, the present invention employs the following configuration in order to achieve the above-described problems.
1. A reflection film having a reflection layer A and a surface layer B containing particles mainly composed of a resin, and the surface layer B has a glossiness of 9 or more and less than 16 at an incident angle of 85 degrees, Furthermore, the white reflection film for direct type | mold surface light sources which has a light source provided with the lens cap whose glossiness of 60 degrees of incident angles is 17 or more and less than 25 .
2. 2. The white reflective film for direct surface light source according to 1 above, wherein the lens cap is a reflective lens cap.
3. The white reflective film for a direct type surface light source according to the above 1 or 2, wherein the reflective layer A contains a void, and the void volume ratio thereof is 15% by volume or more and 70% by volume or less.
4). The white reflective film for a direct surface light source according to any one of 1 to 3, wherein the direct surface light source is an LED light source, and the LED light source is disposed on the reflective film.
The present invention also includes the following.
5. The direct type | mold surface light source which has a light source provided with the lens cap using the white reflective film of any one of said 1-4.
6). 6. The direct type surface light source according to 5 above, wherein the lens cap is a reflective lens cap.
7). The direct surface light source according to 5 or 6 above, wherein the light source is an LED light source.
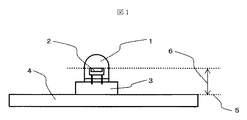
図1は、光源と反射板との配置の一例を表す模式図である。
図2は、光源と反射板との配置の一例を表す模式図である。FIG. 1 is a schematic diagram illustrating an example of an arrangement of a light source and a reflecting plate.
FIG. 2 is a schematic diagram illustrating an example of the arrangement of the light source and the reflection plate.
本発明の白色反射フィルムは、反射層Aと表面層Bとを有する。
以下、本発明を構成する各構成成分について詳細に説明する。
[反射層A]
本発明における反射層Aは、適した反射特性を奏すれば限定されないが、特には熱可塑性樹脂とボイド形成剤とからなり、ボイド形成剤を含有させることによって層中にボイドを含有し、白色を呈するようにした層である。かかるボイド形成剤としては、詳細は後述するが、例えば無機粒子、該反射層Aを構成する熱可塑性樹脂とは非相溶の樹脂(以下、非相溶樹脂と呼称する場合がある。)を用いることができる。また、反射層Aの波長550nmにおける反射率は、好ましくは95%以上、さらに好ましくは96%以上、特に好ましくは97%以上である。これにより白色反射フィルムの反射率を好ましい範囲としやすくなる。
反射層Aは、上述のとおり、好ましくは層中にボイドを有するものであるが、かかるボイドの体積が反射層Aの体積に対して占める割合(ボイド体積率)は15体積%以上、70体積%以下であることが好ましい。このような範囲とすることで反射率の向上効果を高くすることができ、上記のような反射率が得やすくなる。また、製膜延伸性の向上効果を高くすることができる。ボイド体積率が低すぎる場合は、好ましい反射率が得難くなる傾向にある。このような観点から、反射層Aにおけるボイド体積率は、さらに好ましくは30体積%以上、特に好ましくは40体積%以上である。他方、高すぎる場合は、製膜延伸性の向上効果が低くなる傾向にある。このような観点から、反射層Aにおけるボイド体積率は、さらに好ましくは65体積%以下、特に好ましくは60体積%以下である。
ボイド体積率は、反射層Aにおけるボイド形成剤の種類や大きさ、量を調整することにより達成することができる。
(熱可塑性樹脂)
反射層Aを構成する熱可塑性樹脂としては、例えばポリエステル、ポリオレフィン、ポリスチレン、アクリルからなる熱可塑性樹脂を挙げることができる。中でも、機械的特性および熱安定性に優れた白色反射フィルムを得る観点から、ポリエステルが好ましい。
かかるポリエステルとしては、ジカルボン酸成分とジオール成分とからなるポリエステルを用いることが好ましい。このジカルボン酸成分としては、テレフタル酸、イソフタル酸、2,6−ナフタレンジカルボン酸、4,4’−ジフェニルジカルボン酸、アジピン酸、セバシン酸等に由来する成分を挙げることができる。ジオール成分としては、エチレングリコール、1,4−ブタンジオール、1,4−シクロヘキサンジメタノール、1,6−ヘキサンジオール等に由来する成分を挙げることができる。これらのポリエステルのなかでも芳香族ポリエステルが好ましく、特にポリエチレンテレフタレートが好ましい。ポリエチレンテレフタレートはホモポリマーであってもよいが、フィルムを1軸あるいは2軸に延伸する際に結晶化が抑制されて製膜延伸性の向上効果が高くなる点から、共重合ポリマーが好ましい。共重合成分としては、上記のジカルボン酸成分やジオール成分が挙げられるが、耐熱性が高く、製膜延伸性の向上効果が高いという観点から、イソフタル酸、2,6−ナフタレンジカルボン酸に由来する成分が好ましい。共重合成分の割合は、ポリエステルの全ジカルボン酸成分100モル%を基準として、例えば1〜20モル%、好ましくは2〜18モル%、さらに好ましくは3〜15モル%、特に好ましくは7〜11モル%である。共重合成分の割合をこの範囲とすることによって、製膜延伸性の向上効果に優れる。また、熱寸法安定性に優れる。
(ボイド形成剤)
反射層Aにおいて、ボイド形成剤として無機粒子を用いる場合、無機粒子としては、白色無機粒子が好ましい。この白色無機粒子としては、硫酸バリウム、二酸化チタン、二酸化珪素、炭酸カルシウムの粒子を例示することができる。これら無機粒子は、白色反射フィルムが適切な反射率を有するように平均粒子径や含有量を選択すればよく、これらは特に限定はされない。好ましくは、反射層Aや白色反射フィルムの反射率が本発明における好ましい範囲となるようにすればよい。また、反射層Aにおけるボイド体積率が本発明における好ましい範囲となるようにすればよい。これらのことを勘案して、無機粒子の平均粒子径は、例えば0.2〜3.0μm、好ましくは0.3〜2.5μm、さら好ましくは0.4〜2.0μmである。またその含有量は、反射層Aの質量を基準として20〜60質量%が好ましく、25〜55質量%がさらに好ましく、最も好ましくは31〜53質量%である。また、上述のような粒子の態様を採用することにより、ポリエステル中で適度に分散させることが可能であり、粒子の凝集が起こり難く、粗大突起のないフィルムを得ることができ、また同時に、粗大粒子が起点となる延伸時の破断も抑制される。無機粒子は、どのような粒子形状でもあってもよく、例えば、板状、球状であってもよい。無機粒子は、分散性を向上させるための表面処理を行ってあってもよい。
ボイド形成剤として非相溶樹脂を用いる場合、非相溶樹脂としては、層を構成する熱可塑性樹脂と非相溶であれば特に限定されない。例えば、かかる熱可塑性樹脂がポリエステルである場合は、ポリエチレンやポリプロピレン等のポリオレフィン、シクロオレフィン、ポリスチレン、ポリメチルペンテンなどが好ましい。これらは粒子の態様でもよい。また、その含有量は、無機粒子の場合と同様に、白色反射フィルムが適切な反射率を有するように、平均粒子径や含有量を選択すればよく、これらは特に限定はされない。好ましくは、反射層Aや白色反射フィルムの反射率が本発明における好ましい範囲となるようにすればよい。また、反射層Aにおけるボイド体積率が本発明における好ましい範囲となるようにすればよい。これらのことを勘案して、含有量は、反射層Aの質量を基準として10〜50質量%が好ましく、12〜40質量%が更に好ましく、最も好ましくは13〜35質量%である。
(その他の成分)
反射層Aは、本発明の目的を阻害しない限りにおいて、その他の成分、例えば紫外線吸収剤、酸化防止剤、帯電防止剤、有機または無機の蛍光体、蛍光増白剤、ワックス、ボイド形成剤とは異なる粒子や樹脂等を含有することができる。
[表面層B]
以下、本発明における表面層Bについて詳述する。
本発明における表面層Bは、樹脂を主たる構成成分とし粒子を含有する層である。そして、該表面層Bの表面(反射層Aとは反対側の表面)には、該粒子により突起が形成され、かかる突起によって特定角度における光沢度(これは、特定角度における反射光の拡散性を示す。)が特定の範囲になっている。なお、ここで「主たる構成成分」とは、表面層Bにおいて樹脂以外の必須成分および任意成分を含有しその余の量であることを表す。例えば、表面層Bの質量に対して、好ましくは50質量%以上、より好ましくは60質量%以上、さらに好ましくは70質量%以上である。
(光沢度)
本発明においては、表面層Bの表面において、光沢度測定装置を用いて反射光解析を実施し、入射角60°のときの光沢度が17以上、50未満である。このような態様とすることで、入射した光の反射光に適切な拡散性を付与することができ、それにより光源近傍部の輝度斑(光源近傍が明部となり、光源と光源の間が暗部となる輝度斑)を抑制することができる。入射角60°のときの光沢度が大きい場合には、浅い角度で入射する光について、その反射光の拡散性が不足し、光源(LED光源)からの光が正反射に近い状態で反射してしまい、それにより光源近傍部が明るくなり輝度斑が生じてしまう。上記観点から、入射角60°のときの光沢度は、好ましくは40未満、より好ましくは35未満、さらに好ましくは30未満、特に好ましくは25未満、最も好ましくは22以下である。また、かかる光源近傍部の輝度斑を抑制するためには、入射角60°のときの光沢度は小さいことが好ましいが、小さすぎると、バックライトユニット周辺部まで光が届きにくくなり暗くなるため、バックライトユニット周辺部の輝度斑(該周辺部が暗部となる輝度斑)が大きくなる。そのため、入射角60°のときの光沢度の下限は、好ましくは18である。
一方、本発明においては、上記バックライトユニット周辺部の輝度斑を抑制するため、入射角85°のときの光沢度を3以上、16未満とする。このような態様とすることで、より浅い角度で入射した光の反射光の拡散性を適度に抑制することができ、それにより上記したバックライトユニット周辺部の輝度斑を抑制することができる。入射角85°のときの光沢度が小さい場合には、より浅い角度で入射する光について、その反射光の拡散性が大き過ぎ、光源(LED光源)からの光がほとんど拡散し、バックライトユニットの周辺部まで届きにくくなってしまい、それによってバックライトユニット周辺部が暗部となる輝度斑が生じてしまう。上記観点から、入射角85°のときの光沢度は、好ましくは5以上であり、より好ましくは7以上であり、さらに好ましくは8以上であり、特に好ましくは9以上である。また、かかるバックライトユニット周辺部の輝度斑を抑制するためには、入射角85°の光沢度は大きい方が良いものの、大きすぎると多量の光が周辺まで届き、逆に明るくなりすぎるという問題が発生する。さらに、光源近傍部での輝度斑(光源近傍が明部となる輝度斑)が大きくなる傾向となるため、入射角85°の光沢度の上限は、好ましくは15であり、より好ましくは14であり、さらに好ましくは13である。
表面層Bにおける表面光沢度の態様を上記態様にするには、後述のような粒子の態様や製法を採用したりすることが挙げられる。また、表面層Bの形成は、共押出法やラミネート法で積層したり、コーティングにより積層したりする方法が挙げられる。さらに、表面に、適したプラズマ処理などの表面処理を行うことで上記態様を満たす表面を形成することもできる。
(樹脂)
本発明における表面層Bを構成する樹脂としては、熱可塑性樹脂が好ましい。
表面層Bを構成する熱可塑性樹脂としては、上述した反射層Aを構成する熱可塑性樹脂と同様の熱可塑性樹脂を用いることができる。中でも、機械的特性および熱安定性に優れた白色反射フィルムを得る観点から、ポリエステルが好ましい。また、表面層Bを塗布法によって形成する場合は、かかる熱可塑性樹脂としてアクリル樹脂も好ましく用いることができる。
かかるポリエステルとしては、上述の反射層Aにおけるポリエステルと同様のポリエステルを用いることができる。これらのポリエステルのなかでも、機械的特性および熱安定性に優れる白色反射フィルムを得る観点から、芳香族ポリエステルが好ましく、特にポリエチレンテレフタレートが好ましい。ポリエチレンテレフタレートはホモポリマーであってもよいが、フィルムを1軸あるいは2軸に延伸する際に結晶化が抑制されて製膜延伸性の向上効果が高くなる点から共重合ポリマーが好ましい。かかる共重合成分としては、反射層Aの項で上記したジカルボン酸成分やジオール成分が挙げられるが、耐熱性が高く、製膜延伸性の向上効果が高いという観点から、イソフタル酸、2,6−ナフタレンジカルボン酸に由来する成分が好ましい。共重合成分の割合は、ポリエステルの全ジカルボン酸成分100モル%を基準として、例えば1〜20モル%、好ましくは2〜18モル%、さらに好ましくは3〜17モル%、特に好ましくは12〜16モル%である。共重合成分の割合をこの範囲とすることによって、製膜延伸性の向上効果に優れる。また、熱寸法安定性に優れる。
また、本発明における表面層Bは、上記の熱可塑性樹脂と共に架橋剤を用いて、架橋構造を有していてもよい。その場合は、架橋剤の反応性基と反応し得る官能基を有する熱可塑性樹脂を用いて、架橋剤と熱可塑性樹脂とによる架橋構造を形成してもよいし、架橋剤の反応性基と反応し得る官能基を有しない熱可塑性樹脂を用いて、熱可塑性樹脂のマトリックスと、架橋剤が架橋した架橋構造のマトリックスとを有する態様でもよい。架橋構造を有すると、表面層Bの強度が向上する傾向にある。一方、架橋構造を多く有しすぎると、フィルムの回収性に劣る傾向となるため、かかる観点においては架橋構造を多くし過ぎないことが好ましい。
表面層Bは、フィルムの製造中あるいは製造後に塗液の塗布によって形成することもできるし、例えば共押出法等を採用し、反射層Aと同時に形成してもよい。上述のように表面層Bが架橋構造を有するには、塗液の塗布によって形成するのが好ましい。架橋剤の含有量としては、上記のような観点から、塗液を構成する固形分を基準として、好ましくは35質量%以下、より好ましくは30質量%以下、さらに好ましくは25質量%以下、特に好ましくは20質量%以下である。また、好ましくは1質量%以上、より好ましくは2質量%以上、さらに好ましくは3質量%以上、特に好ましくは5質量%以上である。
フィルムの製造後に塗液の塗布によって表面層Bを形成する場合の態様の一例として、粒子、樹脂(好ましくは熱可塑性樹脂)、任意成分としての架橋剤やその他の成分を溶媒に分散または溶解させて得られた、表面層Bを形成するための塗液を、コーティング装置を用いてフィルムに所定量塗工し、温度70〜120℃、好ましくは段階的に昇温設定したオーブンにより乾燥させて表面層Bを形成する態様を挙げることができる。かかるコーティング装置としては、例えばダイコーティング装置やグラビアロールコーティング装置を用いることができる。また、溶媒としては、メチルエチルケトン(MEK)、酢酸エチル、トルエン等を用いることができる。塗液の固形分濃度としては、20〜50質量%が好ましく、これにより粒子の凝集を抑制しやすくなり、粒子脱落の抑制効果を高くすることができる。
(粒子)
本発明においては、表面層Bの表面において上述した光沢度の態様(反射光の拡散性)を満足することが肝要である。このような態様を満足すれば、粒子の平均粒子径や含有量については特に限定されないが、以下のような態様を好ましい態様として挙げることができる。
表面層Bに用いる粒子としては、平均粒子径が0.5μm以上、20.0μm未満であることが好ましい。このような態様とすることで、上述した表面光沢度の態様を満足し易くなる。平均粒子径が小さすぎると高さの高い突起が形成し難くなる傾向にあり、より浅い角度から入射する光の反射光の拡散性が小さくなる(入射角85°の光沢度が大きくなる)傾向にあり、これに起因する上述の輝度斑が生じ易くなる傾向にある。かかる観点から、粒子の平均粒子径は、より好ましくは1.0μm以上、さらに好ましくは1.5μm以上、さらに好ましくは2.0μm以上、特に好ましくは3.0μm以上である。他方、使用する粒子が大きすぎるとより上方から入射する光に対する拡散性が小さくなる(入射角60°の光沢度が大きくなる)傾向にあり、これに起因する上述の輝度斑が生じ易くなる傾向にある。さらに、表面層Bから粒子が脱落し易くなる傾向にあり、脱落してしまうと全体的に反射光の拡散性が小さくなる傾向にある。かかる観点から、より好ましくは18μm以下、さらに好ましくは17μm以下、さらに好ましくは15μm以下、特に好ましくは13μm以下である。
また、表面層B表面における上記表面光沢度の態様をより満足し易くするために、表面層Bにおける粒子の含有量は、表面層Bの体積を基準として3〜50体積%であることが好ましい。含有量が少なすぎると表面拡散性が全体的に小さくなってしまう(入射角60°の光沢度も入射角85°の光沢度も高くなる)傾向にあり、これに起因する上述の輝度斑が生じ易くなる傾向にある。かかる観点から、含有量は、より好ましくは10体積%以上、さらに好ましくは15体積%以上、特に好ましくは20体積%以上、最も好ましくは25体積%以上であり、また、より好ましくは45体積%以下、さらに好ましくは40体積%以下、さらに好ましくは35体積%以下、特に好ましくは30体積%以下である。
本発明において表面層Bに用いられる粒子は、その種類を問わず有機粒子であっても、無機粒子であっても、有機無機複合粒子であってもよい。より具体的に、特に好ましい態様について説明すると、好ましい有機粒子としては、例えばポリテトラフルオロエチレンのようなフッ素含有樹脂粒子、高耐熱ナイロン粒子、高耐熱アクリル粒子等が挙げられる。また、好ましい無機粒子としては、酸化チタン粒子、硫酸バリウム、炭酸カルシウム、酸化亜鉛粒子、酸化ジルコニウム粒子、酸化アルミニウム粒子、シリカ粒子等が挙げられる。中でも、凝集粒子が好ましく、さらに凝集無機粒子が好ましく、特に凝集シリカ粒子が好ましい。このような好ましい粒子の採用によって、本発明が規定する表面光沢度の態様をより達成し易くなる。
本発明においては、粒子として凝集粒子を採用することで、凝集粒子中においても光の拡散が望めることから、入射角の浅い光の反射光の拡散性を適切に向上し易くなり、すなわち入射角60°の光沢度および入射角85°の光沢度をより適切に低くし易くなるため好ましい。また、凝集粒子の採用によって、製膜延伸時の破断不良をより抑制したり、自己回収原料を利用してフィルムを生産する際の破断不良や光学特性への影響を抑制したりする効果もある。
また、上記の無機粒子および高耐熱ナイロン粒子、高耐熱アクリル粒子は、加熱加工しても溶融やガス発生しにくいという効果も有する。さらに、表面層Bの形成の際に粒度分布や形状に変化が生じ難いという点からも好ましい。
(その他の成分)
表面層Bは、上記構成成分以外の成分を、本発明の目的を阻害しない範囲において含有していてもよい。かかる成分としては、例えば紫外線吸収剤、酸化防止剤、帯電防止剤、有機または無機の蛍光体、蛍光増白剤、ワックス、上記粒子とは異なる粒子や上記樹脂とは異なる樹脂等を挙げることができる。
また、表面層Bは、本発明の目的を阻害しない範囲において、反射層Aにおいて挙げたボイド形成剤を含有していてもよく、そのような態様とすることで反射率の向上効果を高くすることができる。その反面、表面層Bにおけるボイド形成剤の含有量を少なくするか、ボイド形成剤を含有しないと、製膜延伸性の向上効果を高くすることができる。これらの観点から、表面層Bにおけるボイド体積率(表面層Bの体積に対する表面層Bにおけるボイドの体積の割合)は、0体積%以上、15体積%未満であることが好ましく、さらに好ましくは5体積%以下、特に好ましくは3体積%以下である。特に本発明においては、反射特性と製膜延伸性の向上効果を同時に高めることができることから、上述した反射層Aにおける好ましいボイド体積率と、かかる表面層Bにおける好ましいボイド体積率とを同時に採用することが特に好ましい。
[層構成]
本発明における反射層Aの厚みは、80〜300μmであることが好ましい。これにより反射率の向上効果を高くすることができる。薄すぎると反射率の向上効果が低く、他方厚すぎることは非効率である。このような観点から、さらに好ましくは150〜250μmである。
また、表面層Bの厚み(複数有する場合は、光源側であり反射面となる最外層を形成する1層の厚み)は、5〜70μmであることが好ましい。これにより、上述した好ましい態様の粒子と合わせて、表面層Bの表面光沢度の態様をより好ましくし易くなり、それにより輝度斑抑制の向上効果がさらに高まる傾向にある。また、実際の使用に際して熱たわみや収縮などによる不具合が出にくくなる。表面層Bが薄すぎると、表面層Bの表面に形成した突起中の粒子の脱落が発生しやすくなる傾向にあり、脱落してしまうと反射光の拡散性が小さくなる傾向にある。また、製膜延伸性が低下する傾向にある。他方、厚すぎると突起が形成され難くなる傾向にあり、浅い角度の反射光の拡散性が低下する傾向にあり、上述した入射角60°の光沢度および入射角85°の光沢度が達成し難くなる傾向にある。また、反射率が低くなる傾向にある。かかる観点から、より好ましくは10μm以上、さらに好ましくは15μm以上、特に好ましくは18μm以上であり、また、より好ましくは60μm以下、さらに好ましくは50μm以下、さらに好ましくは40μm以下、特に好ましくは30μm以下である。
本発明においては、表面層Bの形成方法として、好ましくは共押出法およびラミネート法と、塗布法(後述の各種コーティング法)とを挙げることができる。上述したより好ましい突起の態様が得られ、本発明の光沢度の態様を達成しやすい観点に加えて、それぞれの方法の工程適正を考慮すると、共押出法においては、表面層Bのより好ましい厚み範囲は上述と同様である。また、塗布法においては、より好ましくは6μm以上、さらに好ましくは6.5μm以上であり、また、より好ましくは10μm以下、さらに好ましくは8μm以下である。
白色反射フィルムの積層構成は、反射層AをA、表面層BをBと表わした際に、B/Aの2層構成、B/A/Bの3層構成、B/A/B’/Aの4層構成(ここでB’は表面層Bと同様の構成の内層B’を表わす。)、またBを少なくともいずれか片方の最外層に配した5層以上の多層構成を挙げることができる。特に好ましくはB/Aの2層構成、B/A/Bの3層構成である。最も好ましくはB/A/Bの3層構成であり、製膜延伸性により優れる。また、カール等の問題が生じ難い。
反射層Aおよび表面層Bは、特に表面層Bを共押出法やラミネート法で形成するに際しては、白色反射フィルム全体の厚みを100%とした際に、反射層Aの厚み比率が、好ましくは50〜95%、より好ましくは60〜90%、さらに好ましくは70〜90%であって、また、表面層Bの厚み比率が、好ましくは5〜50%、より好ましくは10〜40%、さらに好ましくは10〜30%である。これにより、工程適正を良好にしながら反射特性や製膜延伸性等の各特性のバランスをより良くすることができる。また、塗布法で形成するに際しては、反射層Aの厚み比率が、好ましくは90〜99%、より好ましくは92〜98%、さらに好ましくは93〜97%であり、また、表面層Bの厚み比率が、好ましくは1〜10%、より好ましくは2〜8%、さらに好ましくは3〜7%である。これにより、工程適正を良好にしながら反射特性の向上効果を高くすることができる。ここで各層の厚み比率は、各層を複数有する場合は、それらの積算厚みどうしの比率をいう。
本発明においては、反射層Aと表面層B以外に、本発明の目的を損なわない限りにおいて他の層を有していてもよい。例えば、帯電防止性や導電性、紫外線耐久性等の機能を付与するための層を有していてもよい。また、フィルムの製膜延伸性を向上させるための、ボイド体積率の比較的低い(好ましくは0体積%以上、15体積%未満、さらに好ましくは5体積%以下、特に好ましくは3体積%以下である)支持層Cを設けることもできる。
[フィルムの製造方法]
以下、本発明の白色反射フィルムを製造する方法の一例を説明する。
本発明の白色反射フィルムを製造するに際しては、溶融押出法等によって得られた反射層Aに、溶融樹脂コーティング法(溶融押出樹脂コーティング法を含む)、塗液コーティング法(インラインコーティング法及びオフラインコーティング法を含む)、共押出法およびラミネート法等により表面層Bを形成し、積層構成を形成することが、製膜延伸性の観点から好ましい。なかでも、本発明の白色反射フィルムは、反射層Aと表面層Bとを共押出法により積層して製造されたものであることが特に好ましい。また、反射層Aと表面層Bとは、共押出法により直接積層されていることが好ましい。このように共押出法で積層することによって、反射層Aと表面層Bとの界面密着性を高くすることができる上、フィルムを貼り合わせたり、フィルムの製膜後に改めて表面層Bを形成したりするための工程を経る必要が無いため、安価に、容易に量産できる。
以下に、反射層Aを構成する熱可塑性樹脂および表面層Bを構成する熱可塑性樹脂としてポリエステルを採用し、積層方法として共押出法を採用した場合の製法について説明するが、本発明はかかる製法に限定はされず、また下記を参考に他の態様についても同様に製造することができる。その際、押出工程を含まない場合は、以下の「溶融押出温度」は、例えば「溶融温度」と読み替えればよい。なお、ここで、用いるポリエステルの融点をTm(単位:℃)、ガラス転移温度をTg(単位:℃)とする。
まず、反射層Aを形成するためのポリエステル組成物として、ポリエステルと、ボイド形成剤と、他の任意成分を混合したものを用意する。また、表面層Bを形成するためのポリエステル組成物として、ポリエステルと、粒子と、他の任意成分を混合したものを用意する。これらポリエステル組成物は、乾燥して十分に水分を除去して用いる。
次に、乾燥したポリエステル組成物を、それぞれ別の押出機に投入し、溶融押出する。溶融押出温度は、Tm以上が必要であり、Tm+40℃程度とすればよい。
またこのとき、フィルムの製造に用いるポリエステル組成物、特に反射層Aに用いるポリエステル組成物は、線径15μm以下のステンレス鋼細線よりなる平均目開き10〜100μmの不織布型フィルターを用いて濾過を行うことが好ましい。この濾過を行うことで、通常は凝集して粗大凝集粒子となりやすい粒子の凝集を抑え、粗大異物の少ないフィルムを得ることができる。なお、不織布の平均目開きは、好ましくは20〜50μm、さらに好ましくは15〜40μmである。濾過したポリエステル組成物は、溶融した状態でフィードブロックを用いた同時多層押出法(共押出法)により、ダイから多層状態で押し出し、未延伸積層シートを製造する。ダイより押し出された未延伸積層シートを、キャスティングドラムで冷却固化し、未延伸積層フィルムとする。
次いで、この未延伸積層フィルムをロール加熱、赤外線加熱等で加熱し、製膜機械軸方向(以下、縦方向または長手方向またはMDと呼称する場合がある。)に延伸して縦延伸フィルムを得る。この延伸は2個以上のロールの周速差を利用して行うのが好ましい。縦延伸後のフィルムは、続いてテンターに導かれ、縦方向と厚み方向とに垂直な方向(以下、横方向または幅方向またはTDと呼称する場合がある。)に延伸して、二軸延伸フィルムとする。
延伸温度としては、ポリエステル(好ましくは反射層Aを構成するポリエステル)のTg以上、Tg+30℃以下の温度で行うことが好ましく、製膜延伸性により優れ、またボイドが好ましく形成されやすい。また、延伸倍率としては、縦方向、横方向ともに、好ましくは2.5〜4.3倍、さらに好ましくは2.7〜4.2倍である。延伸倍率が低すぎるとフィルムの厚み斑が悪くなる傾向にあり、またボイドが形成されにくい傾向にあり、他方高すぎると製膜中に破断が発生し易くなる傾向にある。なお、縦延伸を実施しその後横延伸を行うような逐次2軸延伸の際には、2段目(この場合は、横延伸)は1段目の延伸温度よりも10〜50℃程度高くする事が好ましい。これは1段目の延伸で配向した事により1軸フィルムとしてのTgがアップしている事に起因する。
また、各延伸の前にはフィルムを予熱することが好ましい。例えば、横延伸の予熱処理はポリエステル(好ましくは反射層Aを構成するポリエステル)のTg+5℃より高い温度から始めて、徐々に昇温するとよい。横延伸過程での昇温は連続的でも段階的(逐次的)でもよいが通常逐次的に昇温する。例えば、テンターの横延伸ゾーンをフィルム走行方向に沿って複数に分け、ゾーン毎に所定温度の加熱媒体を流すことで昇温する。
二軸延伸後のフィルムは、続いて、熱固定、熱弛緩の処理を順次施して二軸配向フィルムとするが、溶融押出から延伸に引き続いて、これらの処理もフィルムを走行させながら行うことができる。
二軸延伸後のフィルムは、クリップで両端を把持したままポリエステル(好ましくは反射層Aを構成するポリエステル)の融点をTmとして(Tm−20℃)〜(Tm−100℃)で、定幅または10%以下の幅減少下で熱処理して、熱固定し、熱収縮率を低下させるのがよい。かかる熱処理温度が高すぎるとフィルムの平面性が悪くなる傾向にあり、厚み斑が大きくなる傾向にある。他方低すぎると熱収縮率が大きくなる傾向にある。
かかる熱固定工程においては、以下のような条件を採用することが、本発明が規定する入射角60°の光沢度および入射角85°の光沢度を満足するために好ましい。すなわち本発明においては、熱固定工程において(Tm−100℃)〜(Tm−50℃)で第1熱処理を行い、(Tm−50℃)〜(Tm−20℃)で熱固定を行い、(Tm−100℃)〜(Tm−50℃)で第2熱処理を行い、これらを連続的に行うと共に、熱固定温度が第1熱処理温度および第2熱処理温度よりも30℃以上高い条件を採用することが好ましい。なお、ここでTmはポリエステル(好ましくは表面層Bを構成するポリエステル)の融点である。上述した好ましい粒子の態様と併せて、このように第1熱処理から熱固定にかけて急速に温度を上昇させ、かつ、熱固定から第2熱処理にかけて急速に温度を低下させることで、望ましい表面形態が得易くなり、上述した光沢度を達成し易くなる。熱固定温度と第1熱処理温度との温度差は、好ましくは40℃以上高い、より好ましくは50℃以上高い条件であり、そのとき第1熱処理温度は好ましくは(Tm−100℃)〜(Tm−60℃)、より好ましくは(Tm−100℃)〜(Tm−70℃)の範囲である。また、熱固定温度と第2熱処理温度との温度差は、好ましくは40°以上高い、より好ましくは50℃以上高い条件であり、そのとき第2熱処理温度は好ましくは(Tm−100℃)〜(Tm−60℃)、より好ましくは(Tm−100℃)〜(Tm−70℃)の範囲である。第1熱処理時間、熱固定時間、第2熱処理時間は、それぞれ独立して、1〜60秒間が好ましく、2〜45秒間がより好ましく、3〜30秒間がさらに好ましく、上述した光沢度をより達成し易くなる。
また、熱収縮量を調整するために、把持しているフィルムの両端を切り落し、フィルム縦方向の引き取り速度を調整し、縦方向に弛緩させることができる。弛緩させる手段としてはテンター出側のロール群の速度を調整する。弛緩させる割合として、テンターのフィルムライン速度に対してロール群の速度ダウンを行い、好ましくは0.1〜2.5%、さらに好ましくは0.2〜2.3%、特に好ましくは0.3〜2.0%の速度ダウンを実施してフィルムを弛緩(この値を「弛緩率」という)して、弛緩率をコントロールすることによって縦方向の熱収縮率を調整する。また、フィルム横方向は両端を切り落すまでの過程で幅減少させて、所望の熱収縮率を得ることができる。
なお、二軸延伸に際しては、上記のような縦−横の逐次二軸延伸法以外にも、横−縦の逐次二軸延伸法でもよい。また、同時二軸延伸法を用いて製膜することができる。同時二軸延伸法の場合、延伸倍率は、縦方向、横方向ともに例えば2.7〜4.3倍、好ましくは2.8〜4.2倍である。
かくして本発明の白色反射フィルムを得ることができる。
[白色反射フィルムの特性]
(反射率、正面輝度)
本発明の白色反射フィルムの、表面層B側から測定した反射率は、好ましくは96%以上、より好ましくは97%以上、さらに好ましくは97.5%以上、特に好ましくは98.0%以上である。反射率が96%以上であることによって、液晶表示装置や照明等に用いた場合には、高い輝度を得ることができる。かかる反射率は、反射層Aのボイド体積率を高くする等好ましい態様としたり、反射層Aの厚みを厚くしたり、表面層Bの厚みを薄くしたり等各層の態様を好ましい態様としたりすることにより達成できる。
また、表面層B側から測定した正面輝度は、後述する測定方法により求められるが、5100cd/m2以上が好ましく、5200cd/m2以上がより好ましく、5300cd/m2以上がさらに好ましく、5400cd/m2以上が特に好ましく、5500cd/m2以上が最も好ましい。
[直下型面光源]
本発明の白色反射フィルムは、直下型面光源用の反射板として好適に用いられるものである。ここで直下型面光源とは、発光面を上にしたときに、該発光面に対して下方に光源を有し、さらに下方に反射板を有する面光源のことをいう。これに対して、発光面を上にしたときに、該発光面の下方に導光板を備え、該導光板の下方に反射板を備え、該導光板の側面に光源を有する面光源を、エッジライト型(またはサイドライト型)面光源として区別することとする。
また、本発明における直下型面光源は、特に光源と反射板との距離(図1,2における符号6)が近い配置のものである。かかる距離とは、より厳密には、光源の発光面(光源がLED光源である場合はLED素子(図1,2における符号2)の発光面)の、反射板表面と同一の平面(図1,2における符号5)からの高さである(図1、図2参照)。このような直下型面光源の反射板(図1,2における符号4)として本発明の白色反射フィルムを採用することで、本発明の効果が奏される。この、光源と反射板との距離としては、例えば好ましくは10mm以下、より好ましくは9mm以下、さらに好ましくは8mm以下である。光源としてCCFLを採用した従来の直下型CCFLバックライトユニットは、光源と反射板との距離が比較的遠い配置であり、10mmを超えるため、本発明の白色反射フィルムを採用する効果が得られ難い。
本発明の白色反射フィルムは、反射板の上にLED光源を配置してなる直下型面光源用の反射板として特に好適に用いられる。このような面光源として直下型LEDバックライトユニットを挙げることができる。かかる面光源は、通常上述の好ましい光源と反射板との距離の態様となっているものである。よって、本発明の効果が特に奏され易い用途である。なお、上記の「反射板の上にLED光源を配置してなる」なる記載は、反射板とLED光源とが接している態様に限定されるものではない。例えば、反射板の上にモジュール(基板のこと。図1,2における符号3)を配してLED光源を配置してもよいし(図1)、モジュールは反射板の背面に配置し、反射板のLED光源部分に穴をあける等して、LED光源は反射板表面よりも突出している態様としてもよい(図2)。
本発明の白色反射フィルムは、レンズキャップ(図1,2における符号1)を備えた光源、さらには反射型レンズキャップを備えた光源、特に反射型レンズキャップを備えたLED光源と共に用いることでより優れた輝度斑抑制の効果が奏されるため、そのような光源を用いた直下型面光源用として特に好適に用いられる。The white reflective film of the present invention has a reflective layer A and a surface layer B.
Hereafter, each structural component which comprises this invention is demonstrated in detail.
[Reflection layer A]
The reflective layer A in the present invention is not limited as long as it has suitable reflective properties, but is particularly composed of a thermoplastic resin and a void forming agent, and by containing the void forming agent, the layer contains voids and is white. It is the layer which was made to exhibit. The void forming agent will be described in detail later. For example, inorganic particles and a resin that is incompatible with the thermoplastic resin that constitutes the reflective layer A (hereinafter may be referred to as an incompatible resin). Can be used. The reflectance of the reflective layer A at a wavelength of 550 nm is preferably 95% or higher, more preferably 96% or higher, and particularly preferably 97% or higher. Thereby, it becomes easy to make the reflectance of a white reflective film into a preferable range.
As described above, the reflective layer A preferably has voids in the layer, but the ratio of the volume of the voids to the volume of the reflective layer A (void volume ratio) is 15 volume% or more and 70 volumes. % Or less is preferable. By setting it as such a range, the improvement effect of a reflectance can be made high and it becomes easy to obtain the above reflectances. Moreover, the improvement effect of film forming stretchability can be heightened. When the void volume ratio is too low, a preferable reflectance tends to be difficult to obtain. From such a viewpoint, the void volume ratio in the reflective layer A is more preferably 30% by volume or more, and particularly preferably 40% by volume or more. On the other hand, if it is too high, the effect of improving the film-forming stretchability tends to be low. From such a viewpoint, the void volume ratio in the reflective layer A is more preferably 65% by volume or less, and particularly preferably 60% by volume or less.
The void volume ratio can be achieved by adjusting the type, size, and amount of the void forming agent in the reflective layer A.
(Thermoplastic resin)
Examples of the thermoplastic resin constituting the reflective layer A include thermoplastic resins made of polyester, polyolefin, polystyrene, and acrylic. Among these, polyester is preferable from the viewpoint of obtaining a white reflective film excellent in mechanical properties and thermal stability.
As such a polyester, it is preferable to use a polyester comprising a dicarboxylic acid component and a diol component. Examples of the dicarboxylic acid component include components derived from terephthalic acid, isophthalic acid, 2,6-naphthalenedicarboxylic acid, 4,4′-diphenyldicarboxylic acid, adipic acid, sebacic acid, and the like. Examples of the diol component include components derived from ethylene glycol, 1,4-butanediol, 1,4-cyclohexanedimethanol, 1,6-hexanediol, and the like. Among these polyesters, aromatic polyesters are preferable, and polyethylene terephthalate is particularly preferable. Polyethylene terephthalate may be a homopolymer, but a copolymer is preferred from the viewpoint that crystallization is suppressed when the film is stretched uniaxially or biaxially and the effect of improving film-forming stretchability is enhanced. Examples of the copolymer component include the dicarboxylic acid component and the diol component described above, and are derived from isophthalic acid and 2,6-naphthalenedicarboxylic acid from the viewpoint of high heat resistance and a high effect of improving film-forming stretchability. Ingredients are preferred. The proportion of the copolymerization component is, for example, 1 to 20 mol%, preferably 2 to 18 mol%, more preferably 3 to 15 mol%, particularly preferably 7 to 11 based on 100 mol% of the total dicarboxylic acid component of the polyester. Mol%. By making the ratio of a copolymerization component into this range, it is excellent in the improvement effect of film forming stretchability. Moreover, it is excellent in thermal dimensional stability.
(Void forming agent)
In the reflective layer A, when inorganic particles are used as the void forming agent, the inorganic particles are preferably white inorganic particles. Examples of the white inorganic particles include barium sulfate, titanium dioxide, silicon dioxide, and calcium carbonate particles. These inorganic particles should just select an average particle diameter and content so that a white reflective film may have an appropriate reflectance, and these are not specifically limited. Preferably, the reflectance of the reflective layer A or the white reflective film may be within a preferable range in the present invention. Moreover, what is necessary is just to make it the void volume ratio in the reflection layer A become the preferable range in this invention. Taking these into consideration, the average particle size of the inorganic particles is, for example, 0.2 to 3.0 μm, preferably 0.3 to 2.5 μm, and more preferably 0.4 to 2.0 μm. The content thereof is preferably 20 to 60% by mass, more preferably 25 to 55% by mass, and most preferably 31 to 53% by mass based on the mass of the reflective layer A. Further, by adopting the above-described particle mode, it is possible to appropriately disperse in the polyester, it is difficult for the particles to aggregate, and a film without coarse protrusions can be obtained. Breaking during stretching starting from the particles is also suppressed. The inorganic particles may have any particle shape, for example, a plate shape or a spherical shape. The inorganic particles may be subjected to a surface treatment for improving dispersibility.
When an incompatible resin is used as the void forming agent, the incompatible resin is not particularly limited as long as it is incompatible with the thermoplastic resin constituting the layer. For example, when the thermoplastic resin is polyester, polyolefin such as polyethylene or polypropylene, cycloolefin, polystyrene, polymethylpentene, or the like is preferable. These may be in the form of particles. Moreover, the content should just select an average particle diameter and content so that a white reflective film may have a suitable reflectance similarly to the case of an inorganic particle, These are not specifically limited. Preferably, the reflectance of the reflective layer A or the white reflective film may be within a preferable range in the present invention. Moreover, what is necessary is just to make it the void volume ratio in the reflection layer A become the preferable range in this invention. Considering these facts, the content is preferably 10 to 50% by mass, more preferably 12 to 40% by mass, and most preferably 13 to 35% by mass based on the mass of the reflective layer A.
(Other ingredients)
As long as the purpose of the present invention is not impaired, the reflective layer A includes other components such as an ultraviolet absorber, an antioxidant, an antistatic agent, an organic or inorganic phosphor, a fluorescent whitening agent, a wax, and a void forming agent. May contain different particles, resins, and the like.
[Surface layer B]
Hereinafter, the surface layer B in the present invention will be described in detail.
The surface layer B in the present invention is a layer containing a resin as a main constituent and particles. Further, protrusions are formed by the particles on the surface of the surface layer B (surface opposite to the reflective layer A), and the glossiness at a specific angle (this is the diffusibility of reflected light at the specific angle) by the protrusions. Is in a specific range. Here, the “main constituent component” means that the surface layer B contains an essential component other than the resin and an optional component and is an extra amount. For example, it is preferably 50% by mass or more, more preferably 60% by mass or more, and still more preferably 70% by mass or more with respect to the mass of the surface layer B.
(Glossiness)
In the present invention, reflected light analysis is performed on the surface of the surface layer B using a glossiness measuring device, and the glossiness at an incident angle of 60 ° is 17 or more and less than 50. By adopting such a mode, it is possible to impart appropriate diffusibility to the reflected light of the incident light, thereby causing luminance spots in the vicinity of the light source (the light source is a bright part, and the dark part is between the light source and the light source). Luminance spots) can be suppressed. When the glossiness at an incident angle of 60 ° is large, the light incident at a shallow angle is not sufficiently diffused in the reflected light, and the light from the light source (LED light source) is reflected in a state close to regular reflection. As a result, the vicinity of the light source becomes bright and luminance spots occur. From the above viewpoint, the glossiness at an incident angle of 60 ° is preferably less than 40, more preferably less than 35, still more preferably less than 30, particularly preferably less than 25, and most preferably 22 or less. Further, in order to suppress the luminance unevenness in the vicinity of the light source, it is preferable that the glossiness at an incident angle of 60 ° is small, but if it is too small, the light does not reach the periphery of the backlight unit and becomes dark. In addition, luminance spots around the backlight unit (brightness spots in which the peripheral portion becomes a dark portion) increase. Therefore, the lower limit of the glossiness when the incident angle is 60 ° is preferably 18.
On the other hand, in the present invention, the glossiness at an incident angle of 85 ° is set to 3 or more and less than 16 in order to suppress luminance unevenness around the backlight unit. By setting it as such an aspect, the diffusibility of the reflected light of the light which injected at a shallower angle can be suppressed moderately, and, thereby, the brightness | luminance spot of the above-mentioned backlight unit peripheral part can be suppressed. When the glossiness at an incident angle of 85 ° is small, the diffuseness of the reflected light is too large for light incident at a shallower angle, and the light from the light source (LED light source) is almost diffused, and the backlight unit. This makes it difficult to reach the peripheral part of the backlight unit, thereby causing a luminance spot in which the peripheral part of the backlight unit is a dark part. From the above viewpoint, the glossiness at an incident angle of 85 ° is preferably 5 or more, more preferably 7 or more, still more preferably 8 or more, and particularly preferably 9 or more. Moreover, in order to suppress the luminance unevenness around the backlight unit, it is preferable that the glossiness at an incident angle of 85 ° is large. However, if it is too large, a large amount of light reaches the periphery, and conversely, it becomes too bright. Occurs. Furthermore, since luminance spots in the vicinity of the light source tend to increase (brightness spots in the vicinity of the light source), the upper limit of the glossiness at an incident angle of 85 ° is preferably 15, more preferably 14. Yes, more preferably 13.
In order to change the surface glossiness of the surface layer B to the above-described embodiment, for example, the following particle embodiment or manufacturing method may be employed. The surface layer B may be formed by a method of laminating by a coextrusion method or a laminating method, or a method of laminating by coating. Furthermore, the surface which satisfy | fills the said aspect can also be formed by performing surface treatments, such as a suitable plasma treatment, on the surface.
(resin)
The resin constituting the surface layer B in the present invention is preferably a thermoplastic resin.
As the thermoplastic resin constituting the surface layer B, the same thermoplastic resin as the thermoplastic resin constituting the reflective layer A described above can be used. Among these, polyester is preferable from the viewpoint of obtaining a white reflective film excellent in mechanical properties and thermal stability. Moreover, when forming the surface layer B by the apply | coating method, an acrylic resin can also be preferably used as this thermoplastic resin.
As this polyester, the same polyester as the polyester in the reflective layer A described above can be used. Among these polyesters, aromatic polyesters are preferable, and polyethylene terephthalate is particularly preferable from the viewpoint of obtaining a white reflective film excellent in mechanical properties and thermal stability. Polyethylene terephthalate may be a homopolymer, but is preferably a copolymer from the viewpoint that crystallization is suppressed when the film is stretched uniaxially or biaxially and the effect of improving film-forming stretchability is enhanced. Examples of the copolymer component include the dicarboxylic acid component and the diol component described above in the section of the reflective layer A. From the viewpoint of high heat resistance and a high effect of improving film-forming stretchability, -Components derived from naphthalenedicarboxylic acid are preferred. The proportion of the copolymerization component is, for example, 1 to 20 mol%, preferably 2 to 18 mol%, more preferably 3 to 17 mol%, and particularly preferably 12 to 16 mol%, based on 100 mol% of the total dicarboxylic acid component of the polyester. Mol%. By making the ratio of a copolymerization component into this range, it is excellent in the improvement effect of film forming stretchability. Moreover, it is excellent in thermal dimensional stability.
Moreover, the surface layer B in this invention may have a crosslinked structure using a crosslinking agent with said thermoplastic resin. In that case, using a thermoplastic resin having a functional group capable of reacting with the reactive group of the crosslinking agent, a crosslinked structure of the crosslinking agent and the thermoplastic resin may be formed, or the reactive group of the crosslinking agent and An embodiment having a thermoplastic resin matrix and a crosslinked structure matrix in which a crosslinking agent is crosslinked may be used by using a thermoplastic resin having no functional group capable of reacting. When it has a crosslinked structure, the strength of the surface layer B tends to be improved. On the other hand, since it will be inferior to the recoverability of a film when there are too many crosslinked structures, it is preferable not to increase too many crosslinked structures from this viewpoint.
The surface layer B can be formed by applying a coating solution during or after the production of the film. For example, the surface layer B may be formed simultaneously with the reflective layer A by employing a coextrusion method or the like. As described above, in order for the surface layer B to have a crosslinked structure, it is preferably formed by applying a coating liquid. The content of the crosslinking agent is preferably 35% by mass or less, more preferably 30% by mass or less, still more preferably 25% by mass or less, in particular, based on the solid content constituting the coating liquid from the above viewpoint. Preferably it is 20 mass% or less. Moreover, it is preferably 1% by mass or more, more preferably 2% by mass or more, further preferably 3% by mass or more, and particularly preferably 5% by mass or more.
As an example of the case where the surface layer B is formed by applying a coating liquid after the production of the film, particles, a resin (preferably a thermoplastic resin), an optional cross-linking agent and other components are dispersed or dissolved in a solvent. A predetermined amount of the coating liquid for forming the surface layer B was applied to the film using a coating apparatus, and dried in an oven set at a temperature of 70 to 120 ° C., preferably stepwise. The aspect which forms the surface layer B can be mentioned. As such a coating apparatus, for example, a die coating apparatus or a gravure roll coating apparatus can be used. As the solvent, methyl ethyl ketone (MEK), ethyl acetate, toluene, or the like can be used. The solid content concentration of the coating liquid is preferably 20 to 50% by mass, which makes it easy to suppress the aggregation of particles and increase the effect of suppressing particle dropout.
(particle)
In the present invention, it is important to satisfy the above-described aspect of glossiness (diffusibility of reflected light) on the surface of the surface layer B. If such an aspect is satisfied, the average particle diameter and content of the particles are not particularly limited, but the following aspects can be mentioned as preferable aspects.
The particles used for the surface layer B preferably have an average particle size of 0.5 μm or more and less than 20.0 μm. By setting it as such an aspect, it will become easy to satisfy the aspect of the surface glossiness mentioned above. If the average particle diameter is too small, it tends to be difficult to form high protrusions, and the diffusibility of reflected light incident from a shallower angle tends to decrease (the glossiness at an incident angle of 85 ° increases). Therefore, the above-described luminance spots are likely to occur. From this viewpoint, the average particle diameter of the particles is more preferably 1.0 μm or more, further preferably 1.5 μm or more, further preferably 2.0 μm or more, and particularly preferably 3.0 μm or more. On the other hand, if the particles used are too large, the diffusibility to light incident from above tends to decrease (the glossiness at an incident angle of 60 ° increases), and the above-described luminance spots tend to occur easily. It is in. Furthermore, the particles tend to easily fall off from the surface layer B. If the particles fall off, the diffusibility of reflected light tends to be reduced as a whole. From this viewpoint, it is more preferably 18 μm or less, further preferably 17 μm or less, further preferably 15 μm or less, and particularly preferably 13 μm or less.
Further, in order to more easily satisfy the surface glossiness aspect on the surface layer B surface, the content of particles in the surface layer B is preferably 3 to 50% by volume based on the volume of the surface layer B. . If the content is too small, the overall surface diffusivity tends to be small (the glossiness at an incident angle of 60 ° and the glossiness at an incident angle of 85 ° is high), and the above-described luminance spots due to this tend to be low. It tends to occur easily. From this viewpoint, the content is more preferably 10% by volume or more, further preferably 15% by volume or more, particularly preferably 20% by volume or more, most preferably 25% by volume or more, and more preferably 45% by volume. Hereinafter, it is more preferably 40% by volume or less, further preferably 35% by volume or less, and particularly preferably 30% by volume or less.
The particles used for the surface layer B in the present invention may be organic particles, inorganic particles, or organic-inorganic composite particles regardless of the type. More specifically, a particularly preferred embodiment will be described. Preferred organic particles include, for example, fluorine-containing resin particles such as polytetrafluoroethylene, high heat-resistant nylon particles, and high heat-resistant acrylic particles. Preferred inorganic particles include titanium oxide particles, barium sulfate, calcium carbonate, zinc oxide particles, zirconium oxide particles, aluminum oxide particles, silica particles, and the like. Among these, aggregated particles are preferable, aggregated inorganic particles are preferable, and aggregated silica particles are particularly preferable. By adopting such preferable particles, it becomes easier to achieve the surface glossiness defined by the present invention.
In the present invention, by adopting the agglomerated particles as the particles, the diffusion of light can be expected even in the agglomerated particles. Therefore, it becomes easy to appropriately improve the diffusibility of the reflected light with a shallow incident angle, that is, the incident angle. The glossiness of 60 ° and the glossiness of incident angle of 85 ° are preferable because it becomes easier to appropriately lower the glossiness. In addition, the use of aggregated particles also has the effect of suppressing breakage failure at the time of film formation stretching, and suppressing the failure to breakage and the optical properties when producing films using self-collecting raw materials. .
In addition, the inorganic particles, the high heat resistant nylon particles, and the high heat resistant acrylic particles have an effect that they are hardly melted or gas generated even if they are heat-processed. Furthermore, it is preferable from the point that the particle size distribution and the shape hardly change when the surface layer B is formed.
(Other ingredients)
The surface layer B may contain components other than the above-described constituent components as long as the object of the present invention is not impaired. Examples of such components include ultraviolet absorbers, antioxidants, antistatic agents, organic or inorganic phosphors, fluorescent brighteners, waxes, particles different from the above particles, and resins different from the above resins. it can.
Further, the surface layer B may contain the void forming agent mentioned in the reflective layer A within a range not impairing the object of the present invention, and by making such an aspect, the effect of improving the reflectance is enhanced. be able to. On the other hand, if the content of the void forming agent in the surface layer B is reduced or if no void forming agent is contained, the effect of improving the film-forming stretchability can be increased. From these viewpoints, the void volume ratio in the surface layer B (ratio of the volume of voids in the surface layer B to the volume of the surface layer B) is preferably 0% by volume or more and less than 15% by volume, more preferably 5%. It is not more than volume%, particularly preferably not more than 3 volume%. In particular, in the present invention, since the effect of improving the reflection characteristics and film-forming stretchability can be enhanced at the same time, the preferred void volume ratio in the reflective layer A and the preferred void volume ratio in the surface layer B are simultaneously employed. It is particularly preferred.
[Layer structure]
The thickness of the reflective layer A in the present invention is preferably 80 to 300 μm. Thereby, the improvement effect of a reflectance can be made high. If it is too thin, the effect of improving the reflectance is low, while if it is too thick, it is inefficient. From such a viewpoint, it is more preferably 150 to 250 μm.
Moreover, it is preferable that the thickness of the surface layer B (when there are a plurality of layers, the thickness of one layer forming the outermost layer on the light source side and serving as the reflection surface) is 5 to 70 μm. Thereby, it becomes easy to make the aspect of the surface glossiness of the surface layer B more preferable in combination with the particles of the preferable aspect described above, and the effect of improving the luminance unevenness tends to further increase. In addition, problems due to thermal deflection and shrinkage are less likely to occur during actual use. If the surface layer B is too thin, the particles in the protrusions formed on the surface of the surface layer B tend to drop off. If the surface layer B falls off, the diffusibility of the reflected light tends to decrease. Moreover, there exists a tendency for film forming stretchability to fall. On the other hand, if it is too thick, it tends to be difficult to form protrusions, and the diffusibility of reflected light at a shallow angle tends to be reduced. It tends to be difficult. In addition, the reflectance tends to be low. From this viewpoint, it is more preferably 10 μm or more, further preferably 15 μm or more, particularly preferably 18 μm or more, more preferably 60 μm or less, still more preferably 50 μm or less, still more preferably 40 μm or less, particularly preferably 30 μm or less. is there.
In the present invention, preferred examples of the method for forming the surface layer B include a coextrusion method and a lamination method, and a coating method (various coating methods described later). In addition to the viewpoint that the above-described more preferable protrusion mode is obtained and the glossiness mode of the present invention is easily achieved, in consideration of the process suitability of each method, in the coextrusion method, the more preferable thickness of the surface layer B The range is the same as described above. In the coating method, the thickness is more preferably 6 μm or more, further preferably 6.5 μm or more, more preferably 10 μm or less, and further preferably 8 μm or less.
When the reflective layer A is A and the surface layer B is B, the laminated structure of the white reflective film is B / A two-layer configuration, B / A / B three-layer configuration, B / A / B ′ / A four-layer configuration of A (where B ′ represents an inner layer B ′ having the same configuration as the surface layer B), and a multilayer configuration of five or more layers in which B is disposed on at least one of the outermost layers. it can. Particularly preferred are a two-layer structure of B / A and a three-layer structure of B / A / B. Most preferably, it has a three-layer structure of B / A / B, and is excellent in film-forming stretchability. Further, problems such as curling are unlikely to occur.
When the reflective layer A and the surface layer B are formed by the coextrusion method or the laminate method, particularly when the thickness of the entire white reflective film is 100%, the thickness ratio of the reflective layer A is preferably 50 to 95%, more preferably 60 to 90%, still more preferably 70 to 90%, and the thickness ratio of the surface layer B is preferably 5 to 50%, more preferably 10 to 40%, Preferably it is 10 to 30%. Thereby, the balance of each characteristic, such as a reflection characteristic and film forming stretchability, can be improved more while making process appropriateness favorable. Moreover, when forming by the apply | coating method, the thickness ratio of the reflection layer A becomes like this. Preferably it is 90 to 99%, More preferably, it is 92 to 98%, More preferably, it is 93 to 97%. The ratio is preferably 1 to 10%, more preferably 2 to 8%, still more preferably 3 to 7%. Thereby, the improvement effect of a reflection characteristic can be made high, making process appropriateness favorable. Here, the thickness ratio of each layer refers to the ratio between the integrated thicknesses when there are a plurality of layers.
In the present invention, in addition to the reflective layer A and the surface layer B, other layers may be provided as long as the object of the present invention is not impaired. For example, you may have the layer for providing functions, such as antistatic property, electroconductivity, and ultraviolet durability. Moreover, the void volume ratio for improving the film-forming stretchability of the film is relatively low (preferably 0% by volume or more and less than 15% by volume, more preferably 5% by volume or less, particularly preferably 3% by volume or less. A support layer C can also be provided.
[Film Production Method]
Hereinafter, an example of the method for producing the white reflective film of the present invention will be described.
In producing the white reflective film of the present invention, the reflective layer A obtained by a melt extrusion method or the like is coated with a melt resin coating method (including a melt extrusion resin coating method), a coating liquid coating method (in-line coating method or off-line coating). It is preferable from the viewpoint of film-forming stretchability that the surface layer B is formed by a coextrusion method, a laminating method, or the like to form a laminated structure. Especially, it is especially preferable that the white reflective film of the present invention is produced by laminating the reflective layer A and the surface layer B by a coextrusion method. Moreover, it is preferable that the reflective layer A and the surface layer B are directly laminated by a coextrusion method. Thus, by laminating by the coextrusion method, the interfacial adhesion between the reflective layer A and the surface layer B can be increased, and the surface layer B is formed again after the films are bonded together or after the film is formed. Therefore, mass production can be easily performed at low cost.
Hereinafter, a manufacturing method in which polyester is employed as the thermoplastic resin constituting the reflective layer A and the thermoplastic resin constituting the surface layer B and a co-extrusion method is employed as a laminating method will be described. It is not limited to this, and other embodiments can be produced in the same manner with reference to the following. At that time, when the extrusion step is not included, the following “melt extrusion temperature” may be read as, for example, “melt temperature”. Here, the melting point of the polyester used is Tm (unit: ° C), and the glass transition temperature is Tg (unit: ° C).
First, a polyester composition for forming the reflective layer A is prepared by mixing polyester, a void forming agent, and other optional components. Moreover, what mixed polyester, particle | grains, and another arbitrary component as a polyester composition for forming the surface layer B is prepared. These polyester compositions are used after drying to sufficiently remove moisture.
Next, the dried polyester composition is put into separate extruders and melt-extruded. The melt extrusion temperature needs to be Tm or higher, and may be about Tm + 40 ° C.
At this time, the polyester composition used for the production of the film, particularly the polyester composition used for the reflective layer A, is filtered using a nonwoven fabric type filter having an average opening of 10 to 100 μm made of stainless steel fine wires having a wire diameter of 15 μm or less. It is preferable. By performing this filtration, it is possible to suppress aggregation of particles that normally tend to aggregate into coarse aggregated particles, and to obtain a film with few coarse foreign matters. In addition, the average opening of a nonwoven fabric becomes like this. Preferably it is 20-50 micrometers, More preferably, it is 15-40 micrometers. The filtered polyester composition is extruded in a multilayer state from a die by a simultaneous multilayer extrusion method (coextrusion method) using a feed block in a molten state to produce an unstretched laminated sheet. The unstretched laminated sheet extruded from the die is cooled and solidified with a casting drum to obtain an unstretched laminated film.
Next, this unstretched laminated film is heated by roll heating, infrared heating or the like, and stretched in the film forming machine axial direction (hereinafter sometimes referred to as the longitudinal direction or the longitudinal direction or MD) to obtain a longitudinally stretched film. . This stretching is preferably performed by utilizing the difference in peripheral speed between two or more rolls. The film after the longitudinal stretching is then guided to a tenter and stretched in a direction perpendicular to the longitudinal direction and the thickness direction (hereinafter sometimes referred to as a transverse direction or a width direction or TD) to be biaxially stretched. A film.
The stretching temperature is preferably a temperature of Tg or more and preferably Tg + 30 ° C. or less of the polyester (preferably the polyester constituting the reflective layer A), excellent in film-forming stretchability, and voids are preferably formed. The stretching ratio is preferably 2.5 to 4.3 times, more preferably 2.7 to 4.2 times in both the vertical direction and the horizontal direction. If the draw ratio is too low, uneven thickness of the film tends to be worsened, and voids tend not to be formed. On the other hand, if it is too high, breakage tends to occur during film formation. In the case of sequential biaxial stretching in which longitudinal stretching is performed and then lateral stretching is performed, the second stage (in this case, lateral stretching) is made about 10 to 50 ° C. higher than the first stage stretching temperature. Things are preferable. This is due to the fact that the Tg as a uniaxial film is increased due to the orientation in the first stage of stretching.
Moreover, it is preferable to preheat a film before each extending | stretching. For example, the pre-heat treatment for transverse stretching may be started from a temperature higher than Tg + 5 ° C. of the polyester (preferably the polyester constituting the reflective layer A) and gradually raised. Although the temperature rise in the transverse stretching process may be continuous or stepwise (sequential), the temperature is usually raised sequentially. For example, the transverse stretching zone of the tenter is divided into a plurality along the film running direction, and the temperature is raised by flowing a heating medium having a predetermined temperature for each zone.
The film after biaxial stretching is subsequently subjected to heat-fixing and heat-relaxing treatments in order to obtain a biaxially oriented film. However, following melt-extrusion to stretching, these treatments can also be performed while the film is running. it can.
The film after biaxial stretching has a constant width or a Tm −20 ° C. to (Tm−100 ° C.) melting point of the polyester (preferably the polyester constituting the reflective layer A) while holding both ends with clips. It is preferable to heat-treat under a width reduction of 10% or less and heat-set to lower the heat shrinkage rate. When the heat treatment temperature is too high, the flatness of the film tends to deteriorate, and the thickness unevenness tends to increase. On the other hand, if it is too low, the thermal shrinkage tends to increase.
In the heat setting step, it is preferable to adopt the following conditions in order to satisfy the glossiness at an incident angle of 60 ° and the glossiness at an incident angle of 85 ° defined by the present invention. That is, in the present invention, in the heat setting step, the first heat treatment is performed at (Tm-100 ° C) to (Tm-50 ° C), the heat setting is performed at (Tm-50 ° C) to (Tm-20 ° C), The second heat treatment is performed at (Tm-100 ° C) to (Tm-50 ° C), and these are continuously performed, and the heat setting temperature is higher by 30 ° C than the first heat treatment temperature and the second heat treatment temperature. It is preferable. Here, Tm is the melting point of the polyester (preferably the polyester constituting the surface layer B). In combination with the preferred particle mode described above, the desired surface morphology can be obtained by rapidly increasing the temperature from the first heat treatment to heat setting and rapidly decreasing the temperature from the heat setting to the second heat treatment. It becomes easy to achieve the glossiness described above. The temperature difference between the heat setting temperature and the first heat treatment temperature is preferably 40 ° C. or more, more preferably 50 ° C. or more, and the first heat treatment temperature is preferably (Tm−100 ° C.) to (Tm). −60 ° C.), more preferably in the range of (Tm−100 ° C.) to (Tm−70 ° C.). The temperature difference between the heat setting temperature and the second heat treatment temperature is preferably 40 ° or higher, more preferably 50 ° C. or higher, and the second heat treatment temperature is preferably (Tm-100 ° C.) to (Tm-60 ° C), more preferably in the range of (Tm-100 ° C) to (Tm-70 ° C). The first heat treatment time, the heat setting time, and the second heat treatment time are each independently preferably 1 to 60 seconds, more preferably 2 to 45 seconds, further preferably 3 to 30 seconds, and the above-described glossiness is more achieved. It becomes easy to do.
Further, in order to adjust the heat shrinkage, both ends of the film being held can be cut off, the take-up speed in the film vertical direction can be adjusted, and the film can be relaxed in the vertical direction. As a means for relaxing, the speed of the roll group on the tenter exit side is adjusted. As the rate of relaxation, the speed of the roll group is reduced with respect to the film line speed of the tenter, preferably 0.1 to 2.5%, more preferably 0.2 to 2.3%, particularly preferably 0.3. The film is relaxed by performing a speed reduction of ˜2.0% (this value is referred to as “relaxation rate”), and the longitudinal heat shrinkage rate is adjusted by controlling the relaxation rate. Further, the width of the film in the horizontal direction can be reduced in the process until both ends are cut off, and a desired heat shrinkage rate can be obtained.
In the biaxial stretching, a lateral-longitudinal sequential biaxial stretching method may be used in addition to the longitudinal-lateral sequential biaxial stretching method as described above. Moreover, it can form into a film using a simultaneous biaxial stretching method. In the case of the simultaneous biaxial stretching method, the stretching ratio is, for example, 2.7 to 4.3 times, preferably 2.8 to 4.2 times in both the longitudinal direction and the transverse direction.
Thus, the white reflective film of the present invention can be obtained.
[Characteristics of white reflective film]
(Reflectance, front brightness)
The reflectance measured from the surface layer B side of the white reflective film of the present invention is preferably 96% or more, more preferably 97% or more, still more preferably 97.5% or more, and particularly preferably 98.0% or more. is there. When the reflectance is 96% or more, high luminance can be obtained when used in a liquid crystal display device or illumination. Such a reflectance may be a preferable aspect such as increasing the void volume ratio of the reflective layer A, or a preferable aspect of each layer such as increasing the thickness of the reflective layer A or reducing the thickness of the surface layer B. Can be achieved.
Further, the front luminance measured from the surface layer B side is obtained by a measurement method described later, but is 5100 cd / m. 2 Or more, preferably 5200 cd / m 2 More preferably, 5300 cd / m 2 More preferably, 5400 cd / m 2 The above is particularly preferable, 5500 cd / m 2 The above is most preferable.
[Direct type surface light source]
The white reflective film of the present invention is suitably used as a reflector for a direct type surface light source. Here, the direct type surface light source refers to a surface light source having a light source below the light emitting surface and a reflecting plate below the light emitting surface when the light emitting surface is turned up. On the other hand, when the light emitting surface is turned up, a light source plate is provided below the light emitting surface, a light reflector is provided below the light guide plate, and a surface light source having a light source on the side surface of the light guide plate is used as an edge. A light type (or side light type) surface light source will be distinguished.
In addition, the direct type surface light source in the present invention has a configuration in which the distance between the light source and the reflector (
The white reflective film of the present invention is particularly preferably used as a reflector for a direct type surface light source in which an LED light source is disposed on a reflector. An example of such a surface light source is a direct type LED backlight unit. Such a surface light source is usually in the form of the distance between the preferred light source and the reflector. Therefore, this is an application in which the effects of the present invention are particularly easily achieved. In addition, the description “the LED light source is disposed on the reflection plate” is not limited to the aspect in which the reflection plate and the LED light source are in contact with each other. For example, the LED (light source) may be arranged by arranging a module (substrate,
The white reflective film of the present invention can be used together with a light source having a lens cap (
以下、実施例により本発明を詳述する。なお、各特性値は以下の方法で測定した。
(1)光線反射率
分光光度計(島津製作所製UV−3101PC)に積分球を取り付け、BaSO4白板を100%とした時の反射率を波長550nmで測定し、この値を反射率とした。なお、測定は、表面層B側の表面において行った。表裏に異なる表面層Bを有する場合は、反射面として使用する側(光源側)となる表面層Bの表面において測定した。
(2)粒子の平均粒子径
サンプルフィルムから表面層Bを剥離する等して単離し、熱可塑性樹脂を含む樹脂成分を溶剤を用いて溶解させ、そこから得られた粒子をレーザー散乱型粒度分布測定機(島津製作所製SALD−7000)にて、粒子の粒度分布(粒径の標準偏差)を求め、d50での粒子径(体積分布基準で小さい側から50%の分布となる粒子径)を平均粒子径とした。
(3)粒子の含有量
サンプルフィルムから一定体積の表面層Bを剥離する等して単離し、熱可塑性樹脂を含む樹脂成分を溶剤を用いて溶解させ、そこから得られた粒子の質量及び嵩密度を計量し、含有量(質量%、体積%)を求めた。なお、表面層Bの体積は、共押出の場合は表面層Bの密度(粘度勾配管法による)と質量とから求めた。塗布の場合は断面観察による厚さと切り出し面積とから求めた。
(4)フィルム厚みおよび層構成
白色反射フィルムをミクロトームにてスライスして断面出しを行い、かかる断面について日立製作所製S−4700形電界放出形走査電子顕微鏡を用いて、倍率500倍にて観測し、フィルム全体、反射層A、表面層Bの厚みをそれぞれ求めた。なお、フィルム全体および表面層Bの厚みは、粒子が表面層Bの表面より突出している部分を除いた部分の厚みとした。各層の厚み(μm)を求めた上で各層の厚み比を算出した。
(5)ボイド体積率の算出
ボイド体積率を求める層のポリマー、添加粒子、その他各成分の密度と配合割合から計算密度を求めた。同時に、当該層を剥離する等して単離し、質量および体積を計測し、これらから実密度を算出し、計算密度と実密度とから下記式により求めた。
ボイド体積率=100×(1−(実密度/計算密度))
なお、イソフタル酸共重合ポリエチレンテレフタレート(2軸延伸後)の密度を1.39g/cm3、硫酸バリウムの密度を4.5g/cm3とした。
また、ボイド体積率を測定する層のみを単離し、単位体積あたりの質量を求めて実密度を求めた。体積は、サンプルを面積3cm2に切り出し、そのサイズでの厚みをエレクトリックマイクロメーター(アンリツ製 K−402B)にて10点測定した平均値を厚みとし、面積×厚みとして算出した。質量は、電子天秤にて秤量した。
なお、粒子(凝集粒子含む)の比重としては、以下のメスシリンダー法にて求めた嵩比重の値を用いた。容積1000mlのメスシリンダーに絶乾状態の粒子を充填して、全体の重量を測定し、該全体の重量からメスシリンダーの重量を差引いて該粒子の重量を求め、該メスシリンダーの容積を測定し、該粒子の重量(g)を該容積(cm3)で割ることによって求められる。
(6)融点、ガラス転移温度
示差走査熱量測定装置(TA Instruments 2100 DSC)を用い、昇温速度20℃/分で測定を行った。
(7)正面輝度
LG社製の直下型LED液晶テレビ(LG50LN5400)から反射フィルムを取り出し、それに代えて実施例で得られた各種反射フィルムを、表面層B側が画面側となるように設置し、もともと備わっていた拡散フィルムおよびプリズムシートを配して、バックライトユニットの状態にて輝度計(大塚電子製Model MC−940)を用いて、バックライトの中心を真正面より測定距離500mmで輝度を測定した。なお、上記LED液晶テレビは、直下型面光源を備え、光源として反射型レンズキャップを備えたLED光源を備えるものであり、該LED光源と反射板との距離は8mmである。
(8)輝度斑評価(光源間輝度斑)
上記(7)と同様の方法にて実施例で得られた各種反射フィルムを備えたバックライトユニットを作成し、輝度斑を測定した。
輝度斑の数値化は、バックライトユニットの水平方向に複数個配置されているLED光源の集合であるLED光源の行であって、バックライトユニットの中央部を通るLED光源の行において、かかる行内の各LED光源の直上を通る二次元データを用い、LED光源直上の最も明るい部分と、LED光源間の最も暗くなる部分との輝度差(光源間輝度差、単位:cd)を算出して評価した。この輝度差について、好ましくは450cd以下、より好ましくは440cd以下、特に好ましくは430cd以下である。
(9)輝度斑評価(バックライトユニット周辺部輝度斑)
上記(8)と同様の方法にて実施例で得られた各種反射フィルムを備えたバックライトユニットを作成し、輝度斑を測定した。
輝度斑の数値化は、バックライトユニットの四辺部について、画面発光部の最外部より20mm内側までの領域の輝度平均値と、画面全体の輝度平均値との差を算出して評価した。この輝度差について、1150cd以下であれば問題なく、好ましくは1130cd以下、より好ましくは1100cd以下であり、他方1150cdを越えると斑が出ており使用出来ない。
(10)光沢度(入射角60°、入射角85°)
日本電色工業(株)製の光沢度計PG−IIを用いて、各入射角度における光沢度を測定した。
(11)製膜延伸性
実施例に記載のフィルムを、テンターを用いた連続製膜法にて製膜したときの製膜安定性を観察し、下記基準で評価した。
◎:8時間以上安定に製膜できる。
○:3時間以上8時間未満安定に製膜できる。
△:3時間未満で1度切断が生じた。
×:3時間未満で複数回切断が発生し、安定な製膜ができない。
<製造例1:イソフタル酸共重合ポリエチレンテレフタレート1の合成>
テレフタル酸ジメチル136.5質量部、イソフタル酸ジメチル13.5質量部(得られるポリエステルの全酸成分100モル%に対して9モル%となる)、エチレングリコール98質量部、ジエチレングリコール1.0質量部、酢酸マンガン0.05質量部、酢酸リチウム0.012質量部を精留塔、留出コンデンサを備えたフラスコに仕込み、撹拌しながら150〜240℃に加熱しメタノールを留出させエステル交換反応を行った。メタノールが留出した後、リン酸トリメチル0.03質量部、二酸化ゲルマニウム0.04質量部を添加し、反応物を反応器に移した。ついで撹拌しながら反応器内を徐々に0.3mmHgまで減圧するとともに292℃まで昇温し、重縮合反応を行い、イソフタル酸共重合ポリエチレンテレフタレート1を得た。このポリマーの融点は235℃であった。
<製造例2:イソフタル酸共重合ポリエチレンテレフタレート2の合成>
テレフタル酸ジメチル129.0質量部、イソフタル酸ジメチル21.0質量部(得られるポリエステルの全酸成分100モル%に対して14モル%となる)に変更した他は、上記製造例1と同様にして、イソフタル酸共重合ポリエチレンテレフタレート2を得た。このポリマーの融点は215℃であった。
<製造例3:粒子マスターチップ1の作成>
上記で得られたイソフタル酸共重合ポリエチレンテレフタレート1の一部、およびボイド形成剤として平均粒子径1.0μmの硫酸バリウム粒子(表中、BaSO4と表記する。)を用いて、神戸製鋼社製NEX−T60タンデム式押出機にて、得られるマスターチップの質量に対して硫酸バリウム粒子の含有量が60質量%となるように混合し、樹脂温度260℃にて押し出し、硫酸バリウム粒子含有の粒子マスターチップ1を作成した。
<製造例4:粒子マスターチップ2の作成>
上記で得られたイソフタル酸共重合ポリエチレンテレフタレート2に、粒子Aとして、東ソー・シリカ株式会社製AY−601(凝集シリカ)を風力分級し平均粒子径6.5μmとした粒子を、得られる粒子マスターチップにおける濃度が8質量%となるよう二軸押出機にて混合し、溶融温度250℃にて押し出し、粒子マスターチップ2を作成した。
[実施例1]
(白色反射フィルムの製造)
上記で得たイソフタル酸共重合ポリエチレンテレフタレート1と粒子マスターチップ1を反射層(A層)の原料として、イソフタル酸共重合ポリエチレンテレフタレート2と粒子マスターチップ2を表面層(B層)の原料としてそれぞれ用い、それぞれの層が表1に記載した構成となるように混合し、押出機に投入し、A層は溶融押出し温度255℃にて、B層は溶融押出し温度230℃にて溶融し、表1に示すごとくB層/A層/B層の層構成となるように3層フィードブロック装置を使用して合流させ、その積層状態を保持したままダイスよりシート状に成形した。このときB層/A層/B層の厚み比が2軸延伸後に10/80/10となるように各押出機の吐出量で調整した。さらにこのシートを表面温度25℃の冷却ドラムで冷却固化した未延伸フィルムとした。この未延伸フィルムを73℃の予熱ゾーン、つづけて75℃の予熱ゾーンを通して、92℃に保たれた縦延伸ゾーンに導き、縦方向に3.0倍に延伸し、25℃のロール群で冷却した。続いて、フィルムの両端をクリップで保持しながら115℃の予熱ゾーンを通して130℃に保たれた横延伸ゾーンに導き、横方向に3.7倍に延伸した。その後テンター内で155℃で10秒間の熱処理、200℃で10秒間の熱固定、155℃で10秒間の熱処理を連続的に行い、次いで幅入れ率1.8%、幅入れ温度130℃で横方向の幅入れを行い、次いでフィルム両端を切り落し、縦弛緩率2.0%で熱弛緩し、室温まで冷やして、表1に示すごとく厚み175μmのフィルムを得た。得られたフィルムの評価結果を表2に示す。
[実施例2〜4、比較例1〜4]
フィルムの構成を表1に示すとおりとする以外は、実施例1と同様にして白色反射フィルムを得た。得られたフィルムの評価結果を表2に示す。
なお、それぞれ使用した粒子の種類は下記の通りである。
粒子B:東ソー・シリカ株式会社製AY−601(凝集シリカ)を風力分級して平均粒子径3.5μmとした。
粒子C:東ソー・シリカ株式会社製AY−601(凝集シリカ)を風力分級して平均粒子径10.5μmとした。
粒子D:三共精粉株式会社製炭酸カルシウム(平均粒子径1.0μm)を使用した。
[実施例5]
上記で得たイソフタル酸共重合ポリエチレンテレフタレート1と粒子マスターチップ1を反射層(A層)の原料として、イソフタル酸共重合ポリエチレンテレフタレート2と粒子マスターチップ2を支持層(C層)の原料としてそれぞれ用い、それぞれの層が表1に記載した構成となるように混合し、押出機に投入し、A層は溶融押出し温度255℃にて、C層は溶融押出し温度230℃にて、表1に示すごとくC層/A層/C層の層構成となるように3層フィードブロック装置を使用して合流させ、その積層状態を保持したままダイスよりシート状に成形した。このときC層/A層/C層の厚み比が2軸延伸後に10/80/10となるように各押出機の吐出量で調整した。さらにこのシートを表面温度25℃の冷却ドラムで冷却固化した未延伸フィルムとした。この未延伸フィルムを73℃の予熱ゾーン、つづけて75℃の予熱ゾーンを通して、92℃に保たれた縦延伸ゾーンに導き、縦方向に3.0倍に延伸し、25℃のロール群で冷却した。続いて、フィルムの両端をクリップで保持しながら115℃の予熱ゾーンを通して130℃に保たれた横延伸ゾーンに導き、横方向に3.6倍に延伸した。その後テンター内で155℃で10秒間の熱処理、200℃で10秒間の熱固定、155℃で10秒間の熱処理を連続的に行い、次いで幅入れ率2%、幅入れ温度130℃で横方向の幅入れを行い、次いでフィルム両端を切り落し、縦弛緩率2.5%で熱弛緩し、室温まで冷やして、表1に示すごとく厚み175μmのフィルムを得た。
得られた二軸延伸フィルムの支持層(C層)の上に、ダイレクトグラビアコーティング装置にて、表面層(B層)を形成するための、下記塗液1に示す組成からなる塗液を、厚みが表1の通りになるように(wet厚み15g/m2の塗布量で)塗布した後、オーブン内にて80℃で乾燥してフィルムを得た。
<塗液1、固形分濃度33質量%>
・粒子:東レ株式会社製ナイロン66樹脂CM3006粉体(平均粒子径5μm、Ny粒子E)・・・8.3質量%
・アクリル樹脂(熱可塑性樹脂):DIC社製アクリディックA−817BA(固形分濃度50質量%)・・・30質量%
・架橋剤:日本ポリウレタン工業社製コロネートHL(イソシアネート系架橋剤、固形分濃度75質量%)・・・10質量%
・希釈溶媒:酢酸ブチル・・・51.7質量%
得られたフィルムの評価結果は表2の通りであった。なお、塗液1における各成分の固形分比率は以下の通りとなる。
・粒子:20質量%
・アクリル樹脂(熱可塑性樹脂):60質量%
・架橋剤:20質量%
[実施例6]
塗液1において、用いる粒子の種類を積水化成品工業社製 MBX−5(真球状アクリル粒子、平均粒子径5μm、Ac粒子F)に変更し、下記の固形分比率とし、厚みを表1の通りにする以外は、実施例5と同様にして白色反射フィルムを得た。得られたフィルムの評価結果を表2に示す。
・粒子:25質量%
・アクリル樹脂(熱可塑性樹脂):55質量%
・架橋剤:20質量%
[実施例7]
反射層Aのボイド形成剤の態様を、表1に示すごとくポリエステルに非相溶な樹脂(シクロオレフィン、ポリプラスチックス社製「TOPAS 6017S−04」)に変更した以外は、実施例1と同様にして白色反射フィルムを作成し、評価を実施した。評価結果を表2に示す。
[比較例5]
塗液1において、用いる粒子の種類を積水化成品工業社製 MBX−5(真球状アクリル粒子、平均粒子径5μm、Ac粒子F)に変更し、下記の固形分比率とし、厚みを表1の通りにする以外は、実施例5と同様にして白色反射フィルムを得た。得られたフィルムの評価結果を表2に示す。
・粒子:42質量%
・アクリル樹脂(熱可塑性樹脂):38質量%
・架橋剤:20質量%

本発明によれば、光源としてレンズキャップ(特に反射型レンズキャップ)を備えた光源を有する直下型面光源用として用いるに際して、反射フィルムと光源との距離が近い場合であっても、好適に輝度斑を抑制することができる白色反射フィルムを提供することができる。Hereinafter, the present invention will be described in detail by way of examples. Each characteristic value was measured by the following method.
(1) Light reflectance The integrating sphere was attached to a spectrophotometer (Shimadzu Corporation UV-3101PC), the reflectance when the BaSO 4 white plate was 100% was measured at a wavelength of 550 nm, and this value was defined as the reflectance. The measurement was performed on the surface on the surface layer B side. In the case where the front and back surfaces have different surface layers B, the measurement was performed on the surface of the surface layer B serving as the reflective surface (the light source side).
(2) Average particle size of particles Isolated by peeling off the surface layer B from the sample film, etc., and the resin component containing the thermoplastic resin is dissolved using a solvent, and the particles obtained therefrom are laser-scattered particle size distribution Using a measuring instrument (SALD-7000 manufactured by Shimadzu Corporation), the particle size distribution (standard deviation of particle size) is obtained, and the particle size at d50 (particle size with 50% distribution from the smaller side on the basis of volume distribution) is calculated. The average particle size was taken.
(3) Content of particles The surface layer B having a predetermined volume is isolated from the sample film by peeling, etc., and the resin component containing the thermoplastic resin is dissolved using a solvent. The density was measured and the content (mass%, volume%) was determined. In the case of coextrusion, the volume of the surface layer B was determined from the density (by the viscosity gradient tube method) and the mass of the surface layer B. In the case of coating, the thickness was determined from the cross-sectional observation and the cut-out area.
(4) Film thickness and layer structure A white reflective film is sliced with a microtome to obtain a cross section, and this cross section is observed at a magnification of 500 times using a Hitachi S-4700 field emission scanning electron microscope. The thickness of the whole film, the reflective layer A, and the surface layer B was determined. In addition, the thickness of the whole film and the surface layer B was made into the thickness of the part except the part which particle | grains protruded from the surface of the surface layer B. After determining the thickness (μm) of each layer, the thickness ratio of each layer was calculated.
(5) Calculation of Void Volume Ratio Calculated density was determined from the density and blending ratio of the polymer, additive particles, and other components of the layer for which void volume ratio was determined. At the same time, it was isolated by peeling off the layer, and the mass and volume were measured. The actual density was calculated from these, and the following formula was obtained from the calculated density and the actual density.
Void volume fraction = 100 × (1− (actual density / calculated density))
The density of isophthalic acid copolymerized polyethylene terephthalate (after biaxial stretching) was 1.39 g / cm 3 , and the density of barium sulfate was 4.5 g / cm 3 .
Moreover, only the layer which measures a void volume ratio was isolated, the mass per unit volume was calculated | required, and the real density was calculated | required. The volume was calculated as an area × thickness, where the sample was cut into an area of 3 cm 2 and the thickness at that size was measured at 10 points with an electric micrometer (K-402B manufactured by Anritsu). The mass was weighed with an electronic balance.
In addition, as the specific gravity of the particles (including aggregated particles), the value of bulk specific gravity obtained by the following graduated cylinder method was used. Fill a 1000 ml measuring cylinder with completely dry particles, measure the total weight, subtract the weight of the measuring cylinder from the total weight to obtain the weight of the particle, and measure the volume of the measuring cylinder. , By dividing the weight (g) of the particles by the volume (cm 3 ).
(6) Melting point, glass transition temperature Using a differential scanning calorimeter (TA Instruments 2100 DSC), the measurement was performed at a heating rate of 20 ° C./min.
(7) Front luminance The reflective film is taken out from the direct LED liquid crystal television (LG50LN5400) manufactured by LG, and instead the various reflective films obtained in the examples are installed so that the surface layer B side is the screen side, Measure the brightness at a measurement distance of 500mm from the front of the center of the backlight using the luminance meter (Model MC-940, manufactured by Otsuka Electronics) in the state of the backlight unit with the original diffusion film and prism sheet. did. The LED liquid crystal television includes a direct-type surface light source, and includes an LED light source including a reflective lens cap as a light source, and the distance between the LED light source and the reflector is 8 mm.
(8) Luminance spots evaluation (brightness spots between light sources)
Backlight units provided with various reflective films obtained in Examples in the same manner as in the above (7) were created, and luminance spots were measured.
The numerical expression of luminance spots is a row of LED light sources that is a set of LED light sources arranged in the horizontal direction of the backlight unit, and in the row of LED light sources that passes through the central part of the backlight unit. Using the two-dimensional data passing directly above each LED light source, the luminance difference between the brightest part directly above the LED light source and the darkest part between the LED light sources (luminance difference between light sources, unit: cd) is calculated and evaluated. did. This luminance difference is preferably 450 cd or less, more preferably 440 cd or less, and particularly preferably 430 cd or less.
(9) Luminance spots evaluation (brightness spots around the backlight unit)
Backlight units provided with various reflective films obtained in Examples in the same manner as in the above (8) were created, and luminance spots were measured.
The numerical expression of the luminance spots was evaluated by calculating the difference between the luminance average value of the region from the outermost part of the screen light emitting part to the inside of 20 mm and the luminance average value of the entire screen for the four sides of the backlight unit. If this luminance difference is 1150 cd or less, there is no problem, preferably 1130 cd or less, more preferably 1100 cd or less. On the other hand, if it exceeds 1150 cd, spots appear and cannot be used.
(10) Glossiness (incident angle 60 °, incident angle 85 °)
The glossiness at each incident angle was measured using a gloss meter PG-II manufactured by Nippon Denshoku Industries Co., Ltd.
(11) Film-forming stretchability The film-forming stability when the films described in the Examples were formed by a continuous film-forming method using a tenter was observed and evaluated according to the following criteria.
A: The film can be stably formed for 8 hours or more.
○: The film can be stably formed for 3 hours or more and less than 8 hours.
Δ: Cutting occurred once in less than 3 hours.
X: Cutting occurs multiple times in less than 3 hours, and stable film formation is not possible.
<Production Example 1: Synthesis of isophthalic acid copolymerized
136.5 parts by mass of dimethyl terephthalate, 13.5 parts by mass of dimethyl isophthalate (9 mol% with respect to 100 mol% of total acid components of the obtained polyester), 98 parts by mass of ethylene glycol, 1.0 part by mass of diethylene glycol , 0.05 parts by mass of manganese acetate and 0.012 parts by mass of lithium acetate were charged into a rectification column and a flask equipped with a distillation condenser, and heated to 150 to 240 ° C. with stirring to distill methanol to conduct a transesterification reaction. went. After methanol was distilled, 0.03 parts by mass of trimethyl phosphate and 0.04 parts by mass of germanium dioxide were added, and the reaction product was transferred to the reactor. Next, while stirring, the pressure in the reactor was gradually reduced to 0.3 mmHg and the temperature was raised to 292 ° C. to carry out a polycondensation reaction to obtain isophthalic acid copolymerized
<Production Example 2: Synthesis of isophthalic acid copolymerized
Except for changing to 129.0 parts by mass of dimethyl terephthalate and 21.0 parts by mass of dimethyl isophthalate (14 mol% with respect to 100 mol% of the total acid component of the resulting polyester), the same as in Production Example 1 above. Thus, isophthalic acid copolymerized
<Production Example 3: Preparation of
Using part of the isophthalic acid copolymerized
<Production Example 4: Preparation of
Particle master obtained from the above-obtained isophthalic acid-copolymerized
[Example 1]
(Manufacture of white reflective film)
The isophthalic acid copolymerized
[Examples 2 to 4, Comparative Examples 1 to 4]
A white reflective film was obtained in the same manner as in Example 1 except that the configuration of the film was as shown in Table 1. The evaluation results of the obtained film are shown in Table 2.
The types of particles used are as follows.
Particle B: AY-601 (aggregated silica) manufactured by Tosoh Silica Co., Ltd. was subjected to air classification to an average particle size of 3.5 μm.
Particle C: AY-601 (aggregated silica) manufactured by Tosoh Silica Co., Ltd. was air-classified to an average particle diameter of 10.5 μm.
Particle D: Sankyo Seiko Co., Ltd. calcium carbonate (average particle size 1.0 μm) was used.
[Example 5]
The isophthalic acid copolymerized
On the support layer (C layer) of the obtained biaxially stretched film, a coating liquid having the composition shown in the following
<
-Particles: nylon 66 resin CM3006 powder (average particle diameter 5 μm, Ny particles E) manufactured by Toray Industries, Inc. 8.3 mass%
Acrylic resin (thermoplastic resin): DIC's ACRICID A-817BA (solid content concentration 50% by mass) ... 30% by mass
・ Crosslinking agent: Coronate HL (isocyanate-based crosslinking agent, solid content concentration: 75% by mass) manufactured by Nippon Polyurethane Industry Co., Ltd .: 10% by mass
Diluting solvent: butyl acetate 51.7% by mass
The evaluation results of the obtained film were as shown in Table 2. In addition, the solid content ratio of each component in the
・ Particles: 20% by mass
-Acrylic resin (thermoplastic resin): 60% by mass
・ Crosslinking agent: 20% by mass
[Example 6]
In
・ Particles: 25% by mass
・ Acrylic resin (thermoplastic resin): 55% by mass
・ Crosslinking agent: 20% by mass
[Example 7]
As in Table 1, the void forming agent of the reflective layer A was changed to a resin incompatible with polyester (cycloolefin, “TOPAS 6017S-04” manufactured by Polyplastics Co., Ltd.) as shown in Table 1. A white reflective film was prepared and evaluated. The evaluation results are shown in Table 2.
[Comparative Example 5]
In
・ Particles: 42% by mass
-Acrylic resin (thermoplastic resin): 38% by mass
・ Crosslinking agent: 20% by mass
本発明の白色反射フィルムは、反射光の拡散性に優れるため、レンズキャップを備える光源を有する直下型面光源用の反射板として好適に用いられ、特に、光源と反射板との距離が近い直下型面光源用の反射板として好適に用いることができ、輝度斑抑制効果に優れ、産業上の利用可能性は高い。 Since the white reflective film of the present invention is excellent in diffusibility of reflected light, it is preferably used as a reflector for a direct type surface light source having a light source equipped with a lens cap, and in particular, immediately below the distance between the light source and the reflector. It can be suitably used as a reflector for a mold surface light source, has excellent luminance unevenness suppression effect, and has high industrial applicability.
Claims (7)
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015000302 | 2015-01-05 | ||
| JP2015000302 | 2015-01-05 | ||
| PCT/JP2015/086587 WO2016111234A1 (en) | 2015-01-05 | 2015-12-22 | White reflective film for direct surface light source and direct surface light source using same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2016111234A1 JPWO2016111234A1 (en) | 2017-09-21 |
| JP6560254B2 true JP6560254B2 (en) | 2019-08-14 |
Family
ID=56355928
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016568356A Active JP6560254B2 (en) | 2015-01-05 | 2015-12-22 | White reflective film for direct surface light source and direct surface light source using the same |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP6560254B2 (en) |
| KR (1) | KR102488716B1 (en) |
| CN (1) | CN107111014B (en) |
| TW (1) | TWI684794B (en) |
| WO (1) | WO2016111234A1 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101942896B1 (en) | 2017-03-24 | 2019-01-28 | 도레이첨단소재 주식회사 | Reflection film for edge back light unit |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7320531B2 (en) * | 2003-03-28 | 2008-01-22 | Philips Lumileds Lighting Company, Llc | Multi-colored LED array with improved brightness profile and color uniformity |
| DE10336129A1 (en) * | 2003-08-04 | 2005-02-24 | Röhm GmbH & Co. KG | Back projection screen for LCD monitors comprises at least one light scattering polymethylmethacrylate layer containing spherical particles (A) and spherical particles (B) having different average particle sizes |
| JP4967274B2 (en) * | 2004-08-06 | 2012-07-04 | 東レ株式会社 | Light reflecting film and surface light source using the same |
| KR100873899B1 (en) * | 2004-11-19 | 2008-12-15 | 미쓰이 가가쿠 가부시키가이샤 | Ethylene-based polymer fine particles, functional group-containing ethylene-based polymer fine particles and catalyst carrier for the production thereof |
| JP4622664B2 (en) | 2005-05-12 | 2011-02-02 | 東レ株式会社 | Planar light emitter |
| CN100340904C (en) * | 2005-09-07 | 2007-10-03 | 长兴化学工业股份有限公司 | Reflective sheet with high light diffusion |
| JP5040647B2 (en) * | 2006-02-03 | 2012-10-03 | 東レ株式会社 | Surface light source reflective member film |
| CN2916696Y (en) * | 2006-05-12 | 2007-06-27 | 长兴化学工业股份有限公司 | Direct Type Backlight Module |
| JP2008226928A (en) * | 2007-03-08 | 2008-09-25 | Sharp Corp | Light-emitting device, its manufacturing method, and lighting equipment |
| WO2008139824A1 (en) * | 2007-05-08 | 2008-11-20 | Toray Industries, Inc. | White reflective film |
| KR100990421B1 (en) * | 2008-07-23 | 2010-10-29 | 심현섭 | Lighting equipment to which surface light source of direct light source type with light reflecting means is applied |
| WO2010029886A1 (en) * | 2008-09-09 | 2010-03-18 | 東レ株式会社 | Directly under backlight device |
| TWI463190B (en) * | 2008-12-22 | 2014-12-01 | 優寶股份有限公司 | Light reflector and planar light source device |
| JP2010210891A (en) | 2009-03-10 | 2010-09-24 | Hitachi Displays Ltd | Liquid crystal display |
| JP5650382B2 (en) | 2009-05-18 | 2015-01-07 | 帝人デュポンフィルム株式会社 | Light reflection film |
| JP2012094266A (en) | 2010-10-25 | 2012-05-17 | Nippon Shokubai Co Ltd | Optical member and planar light source device using the same |
| JP2012137618A (en) * | 2010-12-27 | 2012-07-19 | Toray Ind Inc | White polyester film for reflector of surface light source |
| JP2012204336A (en) | 2011-03-28 | 2012-10-22 | Sharp Corp | Illumination device and display device |
| JP2012242764A (en) | 2011-05-24 | 2012-12-10 | Nippon Shokubai Co Ltd | Optical member and planar light source device using the same |
| TWI596385B (en) * | 2012-02-13 | 2017-08-21 | 東麗股份有限公司 | Reflective film |
| KR101299528B1 (en) * | 2012-12-18 | 2013-08-23 | (주)애니캐스팅 | Side emitting light emitting diode lens, back light unit and display device including the same |
| CN203217105U (en) * | 2013-05-08 | 2013-09-25 | 北京京东方光电科技有限公司 | Reflector plate, backlight module and display device |
| CN104110650B (en) * | 2014-06-19 | 2017-05-31 | 京东方科技集团股份有限公司 | A kind of light guide plate and preparation method thereof, backlight module |
-
2015
- 2015-12-22 KR KR1020177017236A patent/KR102488716B1/en active IP Right Grant
- 2015-12-22 CN CN201580072416.7A patent/CN107111014B/en active Active
- 2015-12-22 JP JP2016568356A patent/JP6560254B2/en active Active
- 2015-12-22 WO PCT/JP2015/086587 patent/WO2016111234A1/en active Application Filing
- 2015-12-30 TW TW104144487A patent/TWI684794B/en active
Also Published As
| Publication number | Publication date |
|---|---|
| CN107111014A (en) | 2017-08-29 |
| TW201634955A (en) | 2016-10-01 |
| WO2016111234A1 (en) | 2016-07-14 |
| TWI684794B (en) | 2020-02-11 |
| KR20170104455A (en) | 2017-09-15 |
| KR102488716B1 (en) | 2023-01-13 |
| JPWO2016111234A1 (en) | 2017-09-21 |
| CN107111014B (en) | 2020-05-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5926512B2 (en) | White reflective film | |
| JP6404962B2 (en) | White reflective film and method for producing the same | |
| CN107710032B (en) | White reflective film for large displays | |
| JP2010224446A (en) | White film for reflective film of backlight unit of liquid crystal display | |
| JP6259278B2 (en) | White reflective film for direct surface light source | |
| JP6560254B2 (en) | White reflective film for direct surface light source and direct surface light source using the same | |
| JP6490891B2 (en) | White reflective film for direct surface light source | |
| JP6336308B2 (en) | White reflective film for direct surface light source | |
| JP6110220B2 (en) | White reflective film | |
| JP5722937B2 (en) | White reflective film | |
| JP2006187910A (en) | Biaxially oriented laminated film | |
| JP6837285B2 (en) | White reflective film for large displays | |
| JP5785202B2 (en) | White reflective film | |
| JP6235299B2 (en) | White reflective film | |
| JP6352613B2 (en) | White reflective film | |
| JP5495344B2 (en) | White reflective film | |
| JP5905915B2 (en) | White reflective film | |
| JP5702482B2 (en) | White reflective film | |
| JP5495345B2 (en) | White reflective film | |
| JP2015069020A (en) | White reflective film | |
| JP2020073992A (en) | White reflective film for large-sized display |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170614 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180313 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180510 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181113 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190625 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190718 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6560254 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |