JP6540794B2 - Friction stir welding machine - Google Patents
Friction stir welding machine Download PDFInfo
- Publication number
- JP6540794B2 JP6540794B2 JP2017506480A JP2017506480A JP6540794B2 JP 6540794 B2 JP6540794 B2 JP 6540794B2 JP 2017506480 A JP2017506480 A JP 2017506480A JP 2017506480 A JP2017506480 A JP 2017506480A JP 6540794 B2 JP6540794 B2 JP 6540794B2
- Authority
- JP
- Japan
- Prior art keywords
- friction stir
- stir welding
- work
- axis direction
- tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000003466 welding Methods 0.000 title claims description 284
- 238000003756 stirring Methods 0.000 title claims description 237
- 238000003825 pressing Methods 0.000 claims description 67
- 239000000523 sample Substances 0.000 claims description 48
- 238000005096 rolling process Methods 0.000 claims description 17
- 238000006243 chemical reaction Methods 0.000 claims description 13
- 230000007246 mechanism Effects 0.000 description 53
- 238000005304 joining Methods 0.000 description 16
- 230000009467 reduction Effects 0.000 description 9
- 238000013019 agitation Methods 0.000 description 5
- 238000006073 displacement reaction Methods 0.000 description 5
- 230000002452 interceptive effect Effects 0.000 description 5
- 230000008859 change Effects 0.000 description 4
- 238000000034 method Methods 0.000 description 4
- 238000013459 approach Methods 0.000 description 3
- 230000005484 gravity Effects 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 238000010276 construction Methods 0.000 description 2
- 238000001514 detection method Methods 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 238000007689 inspection Methods 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 238000007792 addition Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000002203 pretreatment Methods 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 238000011165 process development Methods 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
Images















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
Description
本開示は、ワーク間の接合部の摩擦撹拌接合に用いられる摩擦撹拌接合装置に関する。
本願は、2015年3月18日に日本に出願された特願2015−054606号に基づき優先権を主張し、その内容をここに援用する。The present disclosure relates to a friction stir welding apparatus used for friction stir welding of a joint between workpieces.
Priority is claimed on Japanese Patent Application No. 2015-054606, filed March 18, 2015, the content of which is incorporated herein by reference.
摩擦撹拌接合装置に用いられる摩擦撹拌接合ツール(摩擦撹拌接合用工具)としては、プローブと一体に回転する回転式ショルダを備えた形式と、回転するプローブと非回転の固定式ショルダとを備えた形式が知られている。 The friction stir welding tool (tool for friction stir welding) used in the friction stir welding apparatus includes a type equipped with a rotary shoulder that rotates integrally with the probe, and a rotary probe and a non-rotating fixed shoulder. The format is known.
固定式ショルダを備える摩擦撹拌接合ツールとしては、接合すべきワーク同士の角隅部(内隅部)を摩擦撹拌接合するために、固定式ショルダは角隅部を形成する両ワーク表面に当接する面を備える形状が知られている。 As a friction stir welding tool provided with a fixed shoulder, the fixed shoulder abuts on both work surfaces forming the corner in order to friction stir weld a corner (inner corner) of the workpieces to be joined. Shapes with faces are known.
前記のような角隅部接合用の摩擦撹拌接合ツールを用いる摩擦撹拌接合装置としては、水平な第1のワーク(水平部材)と、その上に立設される第2のワーク(立設部材)との突き合わせによって形成された2つの角隅部を、一対の摩擦撹拌接合ツールを用いて、立設される第2のワークの両側から摩擦撹拌接合する装置が、従来提案されている(たとえば、特許文献1参照)。 As a friction stir welding apparatus using the friction stir welding tool for corner corner welding as described above, a horizontal first work (horizontal member) and a second work (standing member erected thereon) are provided. An apparatus has conventionally been proposed (for example, friction stir welding of two corner portions formed by butt jointing with each other) from both sides of a second workpiece erected using a pair of friction stir welding tools (for example, , Patent Document 1).
この摩擦撹拌接合装置は、ワークを跨ぐように配置された門形のフレーム(門柱)を備える。フレームに設けられた押圧機構により、立設される第2のワークを上方から押圧して水平な第1のワークに対して押し付けることで、第2のワークが第1のワーク上に立設する接合姿勢を保持する。この状態で、フレームに設けられた別の押圧機構により、一対の摩擦撹拌接合ツールをワーク間の角隅部にそれぞれ押圧して、角隅部の摩擦撹拌接合を行う。 This friction stir welding apparatus includes a gate-shaped frame (gate post) arranged to straddle the workpiece. The second work is erected on the first work by pressing the second work erected from above from above and pressing it against the horizontal first work by the pressing mechanism provided on the frame Hold the bonding posture. In this state, the friction stir welding of the corner portions is performed by pressing the pair of friction stir welding tools to the corner portions between the works by another pressing mechanism provided on the frame.
固定式ショルダを備えた摩擦撹拌接合ツールによる角隅部の摩擦撹拌接合を行う際に、フィラーを加えて、接合後の角隅部に湾曲面(肉盛りによるフィレット)を形成させるようにしたAdStirと云われる手法も、従来提案されている(たとえば、非特許文献1参照)。 When performing friction stir welding of a corner with a friction stir welding tool equipped with a fixed shoulder, a filler is added to form a curved surface (fillet due to overlaying) at the corner after welding. A method referred to as has also been proposed conventionally (see, for example, Non-Patent Document 1).
特許文献1に示された摩擦撹拌接合装置では、摩擦撹拌接合を行う際、摩擦撹拌接合ツールを角隅部に押圧すると、その押圧荷重の反力がフレームに入力される。
In the friction stir welding apparatus disclosed in
この際、姿勢保持用の押圧機構によって保持されている立設される第2のワークの接合姿勢の精度が、摩擦撹拌接合ツールの押圧荷重の反力の影響を受ける。 At this time, the accuracy of the joining posture of the erected second workpiece held by the posture holding pressing mechanism is influenced by the reaction force of the pressing load of the friction stir welding tool.
非特許文献1には、摩擦撹拌接合時に接合対象となる角隅部を形成したワークの接合姿勢を保持する手段は、特に示されていない。
本開示は、接合すべきワーク同士の接合姿勢を、摩擦撹拌接合ツールの押圧荷重の反力の影響を受けない状態で保持しながら、ワーク間の接合部を摩擦撹拌接合することができる摩擦撹拌接合装置を提供することを目的とする。 The present disclosure is a friction stir welding that can friction stir weld a joint between workpieces while holding a joining posture of workpieces to be joined without being affected by a reaction force of a pressing load of a friction stir welding tool. It aims at providing a joining device.
本開示の一態様の摩擦撹拌接合装置は、互いに接する複数のワークの間の接合部を摩擦撹拌接合する摩擦撹拌接合ツールを備える接合装置本体と、前記接合装置本体とは別体に形成され、前記接合部の摩擦撹拌接合を行うときに前記ワークを保持するよう構成される転動体を有するワーククランプユニットとを備える。 A friction stir welding apparatus according to an aspect of the present disclosure is formed separately from a welding apparatus main body including a friction stir welding tool for friction stir welding a joint between a plurality of workpieces in contact with each other, and the welding apparatus main body separately. And a work clamp unit having rolling elements configured to hold the work when performing friction stir welding of the joint.
本開示の摩擦撹拌接合装置によれば、接合すべきワーク同士の接合姿勢を、摩擦撹拌接合ツールの押圧荷重の反力の影響を受けない状態で保持しながら、ワーク間の接合部を摩擦撹拌接合することができる。 According to the friction stir welding apparatus of the present disclosure, the joint between the works is friction stirred while holding the bonding posture of the works to be joined in a state not affected by the reaction force of the pressing load of the friction stir welding tool. It can be joined.
本開示の摩擦撹拌接合装置について、図面を参照して説明する。 The friction stir welding apparatus of the present disclosure will be described with reference to the drawings.
[第1実施形態]
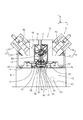
図1は、第1実施形態の摩擦撹拌接合装置を示す概略側面図である。図2は図1の概略平面図、図3は図1のA−A方向矢視図である。図4Aは、摩擦撹拌接合ツールの部分を拡大して示す平面図であり、図4Bは図4AのB−B方向矢視図である。図5は第1実施形態における接合装置本体を摩擦撹拌接合時にワークが移動する方向に沿って見た拡大図である。図6は第1実施形態におけるワーククランプユニットを拡大して示す側面図である。図7は図6のC−C方向矢視図である。図8Aは、第1実施形態におけるワークテーブルを拡大して示す平面図であり、図8Bは、ワークテーブルを拡大して示す側面図である。図9は第1実施形態におけるテーブル移動経路を示す概略平面図である。図10は接合装置本体のツール押圧部における軸直交方向移動ユニットを示す一部切断図である。図11は図10のD−D方向矢視図である。図12は接合装置本体のツール押圧部における軸方向移動ユニットを示す一部切断図である。図13は図12のE−E方向矢視図である。First Embodiment
FIG. 1 is a schematic side view showing the friction stir welding apparatus of the first embodiment. 2 is a schematic plan view of FIG. 1, and FIG. 3 is a view taken in the direction of arrows AA in FIG. FIG. 4A is a plan view showing a portion of the friction stir welding tool in an enlarged manner, and FIG. 4B is a view taken in the direction of arrows B in FIG. 4A. FIG. 5 is an enlarged view of the welding device main body in the first embodiment, viewed along the direction in which the workpiece moves at the time of friction stir welding. FIG. 6 is an enlarged side view showing the work clamp unit in the first embodiment. 7 is a view in the direction of arrows C-C in FIG. FIG. 8A is a plan view showing the work table in the first embodiment in an enlarged manner, and FIG. 8B is a side view showing the work table in an enlarged manner. FIG. 9 is a schematic plan view showing the table movement path in the first embodiment. FIG. 10 is a partial cutaway view showing an axial orthogonal direction moving unit in the tool pressing portion of the welding device main body. FIG. 11 is a view on arrow D-D in FIG. FIG. 12 is a partial cutaway view showing an axial movement unit in the tool pressing portion of the welding device main body. FIG. 13 is a view on arrow E-E in FIG.
本実施形態の摩擦撹拌接合装置は、図4Bに示すように、第1のワークW1と、第1のワークW1の面P1に対し所定の角度で交差する姿勢で端縁が突き合わされた第2のワークW2とにより形成される2つの角隅部(内隅部)c1,c2を、摩擦撹拌接合の対象とする。本実施形態では、一例として、第1のワークW1の面P1が水平に配置され、第2のワークW2が鉛直な姿勢で第1のワークW1の面P1に対して上方から突き合わされている場合について説明する。 In the friction stir welding apparatus according to the present embodiment, as shown in FIG. 4B, the second work W1 and the second work W1 are abutted with each other at a predetermined angle so as to intersect with the plane P1 of the first work W1. The two corner portions (inner corner portions) c1 and c2 formed by the work W2 and the workpiece W2 are subjected to friction stir welding. In the present embodiment, as an example, the surface P1 of the first work W1 is disposed horizontally, and the second work W2 is vertically butted against the surface P1 of the first work W1 from above. Will be explained.
なお、説明の便宜上、角隅部c1,c2の延びる方向をx軸方向、x軸方向に垂直な平面内で第1のワークW1の面P1に平行な方向をy軸方向、x軸方向及びy軸方向の双方に直交する方向をz軸方向とする3次元直交座標系を設定する。本実施形態では、第1のワークW1の面P1に沿うxy平面が水平面となるので、z軸方向が鉛直方向となり、第2のワークW2は鉛直面であるxz平面に沿って配置されている。 For convenience of explanation, the directions in which the corner portions c1 and c2 extend are the x-axis direction, the direction parallel to the surface P1 of the first work W1 in a plane perpendicular to the x-axis direction is the y-axis direction, the x-axis direction A three-dimensional orthogonal coordinate system is set in which the z-axis direction is a direction orthogonal to both the y-axis directions. In the present embodiment, since the xy plane along the plane P1 of the first work W1 is a horizontal plane, the z-axis direction is a vertical direction, and the second work W2 is disposed along the xz plane which is a vertical plane. .
本開示では、xy平面は、x軸方向とy軸方向に沿う平面を示し、xz平面は、x軸方向とz軸方向に沿う平面を示し、yz平面は、y軸方向とz軸方向に沿う平面を示す。xy平面、xz平面、およびyz平面は、位置が特定された平面を意味しない。 In the present disclosure, the xy plane indicates a plane along the x-axis direction and the y-axis direction, the xz plane indicates a plane along the x-axis direction and the z-axis direction, and the yz plane indicates the y-axis direction and the z-axis direction Show the plane along. The xy plane, the xz plane, and the yz plane do not mean the plane where the position is specified.
本実施形態の摩擦撹拌接合装置は、図1から図3に示すように、架台8の表面に定置された接合装置本体5と、第1のワークW1と第2のワークW2とを前述した接合姿勢で配置するワークテーブル10と、架台8の表面でのワークテーブル10のx軸方向の移動をガイドするテーブル移動経路11(図7参照)と、ワークテーブル10の移動機構12とを備える。更に、本実施形態の摩擦撹拌接合装置は、接合装置本体5とは別体に形成されるワーククランプユニット9を備える。
In the friction stir welding apparatus according to the present embodiment, as shown in FIGS. 1 to 3, the welding apparatus
本実施形態の摩擦撹拌接合装置は、図1から図3に示すように、摩擦撹拌接合ツール1a,1bを備えた接合装置本体5が架台8に設置され、接合装置本体5に対し、ワークW1,W2を図1、図2に矢印wで示すようにx軸方向に沿う一方向に移動させる。摩擦撹拌接合ツール1a,1bは、ワークW1,W2の移動に伴って、角隅部c1,c2に対して相対的に移動して摩擦撹拌接合を行う。ワーククランプユニット9は、接合装置本体5よりもツール相対移動方向tの前側(図1、図2では左側)に配置されている。ツール相対移動方向tとは、摩擦撹拌接合を行う際に、角隅部c1,c2を基準として、摩擦撹拌接合ツール1a,1b及び接合装置本体5が相対的に移動する方向である。本実施形態では、図1、図2に示すように、ツール相対移動方向tは、ワークW1,W2の実際の移動方向(矢印wで示す方向)とは逆向きとなる。
In the friction stir welding apparatus according to the present embodiment, as shown in FIGS. 1 to 3, the welding apparatus
本実施形態の接合装置本体5は、図4Aおよび図4Bに示すように、2つの角隅部c1,c2のうち、第2のワークW2の一方の側面P2a側の角隅部c1の接合に用いる第1の摩擦撹拌接合ツール1aと、他方の側面P2b側の角隅部c2の接合に用いる第2の摩擦撹拌接合ツール1bとを有している。
As shown in FIGS. 4A and 4B, the
第1の摩擦撹拌接合ツール1aは、回転駆動可能なプローブ2aと、プローブ2aの基端側の外周に配置された固定式ショルダ3aとを備える。プローブ2aは、プローブ2aの軸心方向がyz平面内で角隅部c1の角度の二等分線に平行となるように配置されることが好ましい。本実施形態では、角隅部c1が直角であるため、プローブ2aの軸心方向は、yz平面内で第2のワークW2に沿うz軸方向(鉛直方向)から一方の側面P2a側へ45度傾斜させた斜め下向きの角度をなすように配置されている。固定式ショルダ3aは、プローブ2aの先端寄りに配置される端部が、角隅部c1を形成させる第1のワークW1の面P1と第2のワークW2の側面P2aとにそれぞれ接触する2つのワーク接触面4aを備える山形(V字形状)である。
The first friction
第1の摩擦撹拌接合ツール1aは、図5に示すように、接合装置本体5にて、プローブ2aを回転駆動する回転駆動部7aを備えた第1の主軸ユニット6aの先端側に取り付けられた状態で使用される。
As shown in FIG. 5, the first friction
第2の摩擦撹拌接合ツール1bは、図4Aおよび図4Bに示すように、回転駆動可能なプローブ2bと、プローブ2bの基端側の外周に配置された固定式ショルダ3bとを備える。プローブ2bは、プローブ2bの軸心方向がyz平面内で角隅部c2の角度の二等分線に平行となるように配置されることが好ましい。本実施形態では、角隅部c2が直角であるため、プローブ2bの軸心方向は、yz平面内で第2のワークW2に沿うz軸方向(鉛直方向)から他方の側面P2b側へ45度傾斜させた斜め下向きの角度をなすように配置されている。固定式ショルダ3bは、プローブ2bの先端寄りに配置される端部が、角隅部c2を形成させる第1のワークW1の面P1と第2のワークW2の側面P2bとにそれぞれ接触する2つのワーク接触面4bを備える山形(V字形状)である。
As shown in FIGS. 4A and 4B, the second friction
第2の摩擦撹拌接合ツール1bは、図5に示すように、接合装置本体5にて、プローブ2bを回転駆動する回転駆動部7bを備えた第2の主軸ユニット6bの先端側に取り付けられた状態で使用される。
As shown in FIG. 5, the second friction
本実施形態では、図4Aに示したように、第1の摩擦撹拌接合ツール1aと第2の摩擦撹拌接合ツール1bにおいては、固定式ショルダ3a,3b同士、及び、プローブ2a,2b同士が第2のワークW2を挟んでx軸方向の同位置に配置される。このため、摩擦撹拌接合ツール1a,1bを装着した主軸ユニット6a,6bは、図5に示すように、一つのyz平面に沿ってV字状に配置される。
In the present embodiment, as shown in FIG. 4A, in the first friction
第1の摩擦撹拌接合ツール1aと第2の摩擦撹拌接合ツール1bにおいては、図4Bに示すように、第2のワークW2の両面側で角隅部c1と角隅部c2の摩擦撹拌接合を同時に行うときに、角隅部c1,c2に没入させるプローブ2a,2b同士、更には、プローブ2a,2bによる角隅部c1,c2の撹拌領域s1,s2同士に干渉が生じないように、プローブ2a,2bの固定式ショルダ3a,3bからの突出量が設定されている。
In the first friction
これにより、摩擦撹拌接合ツール1a,1bによる第1のワークW1と第2のワークW2とで形成される角隅部c1,c2の摩擦撹拌接合が、プローブ2aによる撹拌領域s1と、プローブ2bによる撹拌領域s2とが互いに干渉しない部分撹拌接合として行われる。このため、接合後の第1のワークW1と第2のワークW2において、撹拌領域s1での撹拌によって接合された部分と、撹拌領域s2での撹拌によって接合された部分との間に、第1のワークW1と第2のワークW2とが当接する当接面が一部残っている。
Thus, the friction stir welding of the corner portions c1 and c2 formed by the first work W1 and the second work W2 by the friction
摩擦撹拌接合ツール1a,1bを上述のように配置することにより、第1の摩擦撹拌接合ツール1aに対し角隅部c1に向けた押圧荷重を作用させる位置と、第2の摩擦撹拌接合ツール1bに対し角隅部c2に向けた押圧荷重を作用させる位置が、x軸方向において一致する。すなわち、第1の摩擦撹拌接合ツール1aに対し角隅部c1に向けた押圧荷重を作用させる位置と、第2の摩擦撹拌接合ツール1bに対し角隅部c2に向けた押圧荷重を作用させる位置が、第2のワークW2を間に挟んで同一のyz平面内に位置している。このため、押圧荷重に起因して、ワークW1,W2や、後述するワークテーブル10にxy平面内で回転モーメントが生じることが防止される。
By arranging the friction
接合装置本体5は、図5に示すように、テーブル移動経路11(図9参照)をy軸方向に沿って跨ぐように配置された門形のフレーム13を備えている。
As shown in FIG. 5, the bonding apparatus
フレーム13のy軸方向の一端側には、第1の主軸ユニット6aが、第1のツール押圧部14を介して取り付けられている。フレーム13のy軸方向の他端側には、第2の主軸ユニット6bが第2のツール押圧部15を介して取り付けられている。ツール押圧部14,15は、それぞれ、摩擦撹拌接合ツール1a,1bのyz平面内での位置の調整と、摩擦撹拌接合ツール1a,1bを角隅部c1,c2に向けて押圧するための押圧荷重の付与を行う。ツール押圧部14,15の具体的な構成については後述する。
A
図6、図7に、ワーククランプユニット9が示される。ワーククランプユニット9は、図1、図2に示したように、架台8の表面において、接合装置本体5よりもツール相対移動方向tの前側(図1、図2では左側)に設けられる。ワーククランプユニット9は、接合装置本体5とは別体であるフレーム16を備える。
The
フレーム16は、図6、図7に示すように、テーブル移動経路11(図9参照)をy軸方向に沿って跨ぐように配置された門形部17と、門形部17の接合装置本体5に臨む面側に設けられる突出部18とを備える。突出部18は、図2に示すように、第1の主軸ユニット6aと第2の主軸ユニット6bとの間に形成された空間内に配置可能な形状を有している。
As shown in FIGS. 6 and 7, the
架台8のy軸方向の両端部には、x軸方向に沿って延びる一対のガイドレール19が設けられる。フレーム16の門形部17のy軸方向の両端側は、それぞれ、一対のガイドレール19にガイドブロック20を介してスライド可能に支持されている。これにより、フレーム16は、図2に実線で示したように突出部18が第1の主軸ユニット6aと第2の主軸ユニット6bとの間の空間内に配置されて摩擦撹拌接合ツール1a,1bに近接した状態となる近接位置と、図2に二点鎖線で示すように突出部18が第1の主軸ユニット6a及び第2の主軸ユニット6bから離れた状態になる退避位置との間で、ガイドレール19に沿って移動可能となっている。なお、フレーム16が近接位置に配置される場合、図2に実線で示すように、突出部18は摩擦撹拌接合ツール1a,1bの上方に配置される。
A pair of
図6に示すように、門形部17のy軸方向の両端側には、フレーム16をガイドレール19上で解除可能に位置固定するためのフレーム固定部21が設けられる。これにより、フレーム16を、図2に実線で示した近接位置など任意の位置で固定することができる。なお、少なくとも図2に実線で示した近接位置でフレーム16を固定することができれば、その他の個所では固定されなくてもよい。フレーム固定部21は、ガイドレール19をクランプすることで、フレーム16を固定してもよい。又、フレーム固定部21として、その他の公知の方法でフレーム16を固定するフレーム固定手段を採用してもよい。
As shown in FIG. 6,
門形部17の内側のz軸方向の二個所には、図6、図7に示すように、一対のサイドクランプローラ22a,22bと、一対のサイドクランプローラ22c,22dが設けられる。一対のサイドクランプローラ22a,22b、および一対のサイドクランプローラ22c,22dは、それぞれ、y軸方向に沿って対向配置された一対の転動体であり、第2のワークW2の両側面P2a,P2b(図4Aおよび図4B参照)に接触する。
As shown in FIG. 6 and FIG. 7, a pair of
一対のサイドクランプローラ22a,22bと、一対のサイドクランプローラ22c,22dのうち、たとえば、y軸方向の一側(図7では右側)に配置されているサイドクランプローラ22a,22cが、門形部17にブラケット23を介して位置が固定された状態で取り付けられている。一方、y軸方向の他側(図7では左側)に配置されているサイドクランプローラ22b,22dは、y軸方向に沿って配置された押圧手段としての油圧シリンダ24を介して門形部17に取り付けられている。サイドクランプローラ22a,22cと、サイドクランプローラ22b,22dとの間に、第2のワークW2が配置された状態で油圧シリンダ24を伸長作動させることで、第2のワークW2の両側面P2a,P2bに、サイドクランプローラ22a,22cと、サイドクランプローラ22b,22dとが両側から押し付けられた状態となる。このため、第2のワークW2のy軸方向の位置が保持される。
Of the pair of
このように、y軸方向の一側のサイドクランプローラ22a,22cの位置を固定した構成とすることにより、第2のワークW2を保持する位置を、固定されたサイドクランプローラ22a,22cを基準としてy軸方向の同じ位置に決めることができる。
As described above, by fixing the position of the
なお、固定されたサイドクランプローラ22a,22cを支持しているブラケット23は、サイドクランプローラ22a,22cのy軸方向の位置の調整機構を備えてもよい。ブラケット23に、サイドクランプローラ22a,22cのy軸方向の位置の調整量を検出するためのスケールを設けてもよい。このようにすれば、たとえば、厚みの異なる第2のワークW2を接合対象とする場合であっても、第2のワークW2の厚みの中心を揃えることが可能になる。
The
門形部17の内側の架台8から離反する端部側に、トップクランプローラ25aが設けられる。トップクランプローラ25aは、第2のワークW2の第1のワークW1側とは反対側の端部に押し当てられる転動体である。トップクランプローラ25aは、yz平面内で第2のワークW2の面に沿う方向、すなわち、本実施形態ではz軸方向に配置された押圧手段としての油圧シリンダ26を介して門形部17に取り付けられている。
A
トップクランプローラ25aが第2のワークW2の端部に接するように配置された状態で油圧シリンダ26を伸長作動させると、第2のワークW2が第1のワークW1に対して押し付けられる。第1のワークW1は、第2のワークW2から受ける押し付け力により、ワークテーブル10に押し付けられる。このため、第1のワークW1と第2のワークW2とのz軸方向の位置が保持される。
When the
突出部18には、転動体としての一対のサイドクランプローラ22e,22f及びトップクランプローラ25bが設けられている。一対のサイドクランプローラ22e,22fは、門形部17に設けられる一対のサイドクランプローラ22a,22bと同様の構成である。サイドクランプローラ22fは、油圧シリンダ24を介して突出部18に支持されている。トップクランプローラ25bは、門形部17に設けられるトップクランプローラ25aと同様の構成であり、油圧シリンダ26を介して突出部18に支持されている。突出部18が図2に示すように第1の主軸ユニット6aと第2の主軸ユニット6bとの間の空間内に配置されるときに、一対のサイドクランプローラ22e,22f及びトップクランプローラ25bは、摩擦撹拌接合ツール1a,1b(図3参照)と、z軸方向に関して同じ位置か、又は、摩擦撹拌接合ツール1a,1bよりもツール相対移動方向tの前寄りの位置に配置されることが好ましい。
The projecting
サイドクランプローラ22a〜22fとトップクランプローラ25a,25bは、x軸方向に並べて配置された2連のローラ本体を備えた構成であることが好ましい。このような構成により、第2のワークW2のx軸方向に沿う姿勢からのy軸方向やz軸方向へのずれが、より確実に防止される。
It is preferable that the
サイドクランプローラ22a〜22f、およびトップクランプローラ25a,25bが前記のように2連のローラ本体を備える場合は、サイドクランプローラ22a,22c,22eの2連のローラ本体を保持させたローラフレーム(図示せず)が、ブラケット23に、x軸方向に揺動可能に取り付けられていることが好ましい。同様に、サイドクランプローラ22b,22d,22fとトップクランプローラ25a,25bの2連のローラ本体を保持させたローラフレーム(図示せず)が、油圧シリンダ24,26に、x軸方向に揺動可能に取り付けられていることが好ましい。更に、サイドクランプローラ22a〜22f、およびトップクランプローラ25a,25bのローラ本体は、外周面にクラウニングが施されていることが好ましい。
When the
一般に、長尺の部材は、全長に亘って振れや変形が全くない状態で製造することは難しい。ワーククランプユニット9のサイドクランプローラ22a〜22f、及び、トップクランプローラ25a,25bがx軸方向に揺動し、サイドクランプローラ22a〜22f、およびトップクランプローラ25a,25bのローラ本体の外周面にクラウニングが施される構成とすることで、第2のワークW2が長手方向(x軸方向)に振れや変形を有している場合であっても、ローラ本体がその振れや変形に倣うようにすることができる。
Generally, it is difficult to manufacture a long member with no runout or deformation over its entire length. The
以上の構成を有するワーククランプユニット9を用いてワークW1,W2の角隅部c1,c2の摩擦撹拌接合を行うときには、先ず、フレーム16を、図2に実線で示した位置に配置させ、フレーム固定部21により架台8に位置固定する。
When performing friction stir welding of the corner portions c1 and c2 of the works W1 and W2 using the
この状態で、ワーククランプユニット9の一対のサイドクランプローラ22a,22b、一対のサイドクランプローラ22c,22d、及び、一対のサイドクランプローラ22e,22fは、第2のワークW2のy軸方向の位置を保持し、トップクランプローラ25a,25bは、第1のワークW1と第2のワークW2のz軸方向の位置を保持する。
In this state, the pair of
なお、一対のサイドクランプローラ22a,22b、一対のサイドクランプローラ22c,22d、及び、一対のサイドクランプローラ22e,22fは、第2のワークW2のy軸方向の位置を保持できれば、必ずしも第2のワークW2に接していなくてもよい。又、トップクランプローラ25a,25bは、第1のワークW1と第2のワークW2のz軸方向の位置を保持することができれば、必ずしも第2のワークW2に接していなくてもよい。
If the pair of
これにより、第1のワークW1と第2のワークW2の、摩擦撹拌接合が行われている個所の付近であって、摩擦撹拌接合ツール1a,1bよりもツール相対移動方向tの前側の位置にある摩擦撹拌接合が行われる直前の部分が、ワーククランプユニット9によって接合姿勢に保持される。
Thereby, the first workpiece W1 and the second workpiece W2 are located near the portion where the friction stir welding is performed and on the front side of the tool relative movement direction t with respect to the friction
摩擦撹拌接合が行われている際、主軸ユニット6a,6bが支持されているフレーム13は、摩擦撹拌接合ツール1a,1bに作用させる押圧荷重の反力を受けている。これに対し、ワーククランプユニット9は、フレーム13とは独立した別体のフレーム16を備えている。したがって、ワーククランプユニット9によりワークW1,W2を接合姿勢で保持していても、ワーククランプユニット9が摩擦撹拌接合ツール1a,1bに作用させる押圧荷重の反力の影響を受けることはない。
When the friction stir welding is performed, the
摩擦撹拌接合を実施していないときには、フレーム固定部21による架台8に対するワーククランプユニット9の固定を解除して、ワーククランプユニット9を、図2に二点鎖線で示したように接合装置本体5から離れた退避位置に配置する。この状態では、突出部18が露出されるため、サイドクランプローラ22e,22fやトップクランプローラ25bに対して作業者が容易に近づいて点検や保守作業を行うことができる。
When the friction stir welding is not performed, the fixing of the
又、ワーククランプユニット9を退避させた状態では、第1の主軸ユニット6aと第1の摩擦撹拌接合ツール1a、及び、第2の主軸ユニット6bと第2の摩擦撹拌接合ツール1bから、ワーククランプユニット9が離れている。このため、角隅部c1,c2の摩擦撹拌接合を開始するときに、ワークテーブル10に実際に配置されたワークW1,W2間の角隅部c1,c2に対して摩擦撹拌接合ツール1a,1bの位置合わせを行う作業を、目視しながら行うことができる。更に、この状態で、主軸ユニット6a,6bや摩擦撹拌接合ツール1a,1bに作業者が容易に近づいて点検や保守作業を行うことも可能になる。
Further, in a state where the
ワーククランプユニット9を、図2に実線で示した摩擦撹拌接合を行うときの近接位置と、図2に二点鎖線で示した退避位置との間で移動させる方向が、x軸方向であって、ワークテーブル10に配置したワークW1,W2のテーブル移動経路11での移動方向に一致している。
The direction in which the
このため、ワーククランプユニット9を移動させても、テーブル移動経路11を移動するワークテーブル10に配置されたワークW1,W2に対するサイドクランプローラ22a〜22fのy軸方向の相対的な配置と、ワークテーブル10に配置されたワークW1,W2に対するトップクランプローラ25a,25bのz軸方向の相対的な配置は、変化しない。しかも、サイドクランプローラ22a〜22fとトップクランプローラ25a,25bの一部または全部が第2のワークW2に接している状態であっても、ワーククランプユニット9の移動に支障が生じることはない。
Therefore, even if the
したがって、ワーククランプユニット9を、近接位置と退避位置との間で往復動させても、ワークW1,W2の接合姿勢を保持することが可能である。
Therefore, even if the
ワークテーブル10のx軸方向の寸法は、図8Aおよび図8Bに示すように、第1のワークW1及び第2のワークW2のx軸方向の寸法よりも長い。 The dimension in the x-axis direction of the work table 10 is longer than the dimension in the x-axis direction of the first workpiece W1 and the second workpiece W2, as shown in FIGS. 8A and 8B.
図5および図8Aに示すように、ワークテーブル10の表面における第1のワークW1を配置する領域27のy軸方向の一側に、第1のワークW1のy軸方向の一端面を突き当てて位置決めする段差部28が設けられている。領域27のy軸方向の他側には、y軸方向クランプ29とz軸方向クランプ30が、x軸方向に沿って所定の間隔で交互に配列して設けられている。
As shown in FIGS. 5 and 8A, one end face of the first work W1 in the y-axis direction is butted against one side of the
y軸方向クランプ29は、第1のワークW1を、y軸方向に沿って段差部28との間に挟んで固定する。z軸方向クランプ30は、第1のワークW1のy軸方向の他端縁部を、z軸方向に沿ってワークテーブル10の表面との間に挟んで固定する。
The y-axis direction clamp 29 sandwiches and fixes the first workpiece W1 with the
ワークテーブル10のx軸方向の両端側の表面には、第1のワークW1と第2のワークW2のx軸方向の両端面を突き当ててx軸方向の変位を防止する端部押さえ部材31a,31bが設けられている。なお、端部押さえ部材31a,31bは、必ずしも第1のワークW1と第2のワークW2の両ワークの端面に突き当てる必要はなく、ワークテーブル10にクランプ29,30によって直接保持することができない第2のワークW2を、ワークテーブル10と一緒に確実に移動させることができるよう構成されていればよい。この観点からは、端部押さえ部材31a,31bを、少なくとも第2のワークW2のx軸方向の端面のみに突き当てるようにすればよい。
An
端部押さえ部材31a,31bは、たとえば、第1のワークW1と同様の厚み寸法を備えた横板部32に、第2のワークW2と同様の厚み寸法を備えた縦板部33が、第1のワークW1に対する第2のワークW2の突き合わせ角度と同様の角度で突き合わされて一体化されて形成される。本実施形態では、端部押さえ部材31a,31bは、横板部32に縦板部33が垂直な配置で突き合わされて一体化された逆T字形の構造を有する。
The
端部押さえ部材31a,31bの横板部32及び縦板部33は共にx軸方向に沿って延び、横板部32が、ワークテーブル10の表面に取り付けられている。
Both the
縦板部33には、第2のワークW2のx軸方向の端縁をy軸方向の両側から挟んで保持する保持具34が設けられている。
The
なお、摩擦撹拌接合の実施時にワークテーブル10を進行させる方向の前端側、すなわち、角隅部c1,c2における摩擦撹拌接合の始端側(図11では右側)に配置されている一方の端部押さえ部材31aは、ワークテーブル10に対する取り付け位置をx軸方向に変更可能に設けられることが好ましい。この場合、摩擦撹拌接合の対象となる第1のワークW1及び第2のワークW2のx軸方向の寸法が変化したとしても、一方の端部押さえ部材31aのワークテーブル10に対する取り付け位置を変更することにより、第1のワークW1と第2のワークW2の両端部を、端部押さえ部材31a,31bに突き当てて配置させることができる。そのため、x軸方向の寸法が異なる第1のワークW1及び第2のワークW2の摩擦撹拌接合を行う場合であっても、共通のワークテーブル10を使用することができる。なお、端部押さえ部材31aは、第1のワークW1と第2のワークW2の接合姿勢を保持させた状態で、第1のワークW1と第2のワークW2とをワーククランプユニット9に容易に導入させるためにワークテーブル10に設けられることが好ましいが、設けられなくてもよい。
The front end side in the direction of advancing the work table 10 at the time of performing the friction stir welding, that is, one end presser disposed at the start end of the friction stir welding at the corner portions c1 and c2 (right side in FIG. 11) The
ワークテーブル10の裏面におけるy軸方向の両端側には、x軸方向に延びる2条のラック35が全長に亘り設けられている。
At both ends in the y-axis direction on the back surface of the work table 10, two
架台8には、図9に二点鎖線で示すように、架台8のy軸方向の中央部に、ワークテーブル10(図2、図8A、および図8B参照)をx軸方向に移動させるためのテーブル移動経路11が設定されている。
In order to move the work table 10 (see FIG. 2, FIG. 8A and FIG. 8B) in the x-axis direction to the center of the y-axis direction of the
テーブル移動経路11は、ワークテーブル10のx軸方向の移動をガイドするガイド手段として、テーブル移動経路11に沿って配置されたボトムガイドローラ36と、サイドガイドローラ37と、トップガイドローラ38とを備える。
The
ボトムガイドローラ36は、図3、図5に示すように、テーブル移動経路11(図9参照)に沿ってx軸方向に移動するワークテーブル10の裏面を、ラック35と干渉しない位置で支持する。ボトムガイドローラ36は、図9に示すように、架台8の表面において、テーブル移動経路11の内側に、x軸方向及びy軸方向に、たとえば千鳥状に多数設けられている。ボトムガイドローラ36は、接合装置本体5の摩擦撹拌接合ツール1a,1bが配置されている部分(図1、図2参照)とx軸方向において一致する部分では、その他の部分よりも密に配置されていることが好ましい。これは、ワークテーブル10に保持された第1のワークW1と第2のワークW2の角隅部c1,c2の摩擦撹拌接合を行う際に、角隅部c1,c2に摩擦撹拌接合ツール1a,1b(図4Aおよび図4B参照)が押圧されることにより生じる荷重のz軸方向の成分を、より多くのボトムガイドローラ36で受けるためである。
The
サイドガイドローラ37は、図2、図3に示すように、ワークテーブル10のy軸方向の両側面を支持する。サイドガイドローラ37は、図9に示すように、架台8の表面において、テーブル移動経路11のy軸方向の両側位置に、x軸方向に所定の間隔で配列して設けられている。
As shown in FIGS. 2 and 3, the
トップガイドローラ38は、図2、図3に示すように、ワークテーブル10の表面のy軸方向の両端縁部に当接する。トップガイドローラ38は、図9に示すように、架台8の表面において、テーブル移動経路11のy軸方向の両側位置に設けられる。トップガイドローラ38は、x軸方向において、接合装置本体5の摩擦撹拌接合ツール1a,1bが配置されている部分(図2参照)を挟んだ両側位置に、所定の間隔を隔てて2つずつの組として設けられる。このようにトップガイドローラ38を2つずつの組で設けるのは、ワークテーブル10のz軸方向への傾きをより確実に防止するためである。なお、トップガイドローラ38は、2つずつの組以外の配置で設けてもよい。
As shown in FIGS. 2 and 3, the
これにより、テーブル移動経路11では、ボトムガイドローラ36、サイドガイドローラ37、およびトップガイドローラ38により、ワークテーブル10のz軸方向、及び、y軸方向への変位が拘束された状態で、ワークテーブル10のx軸方向への移動がガイドされる。
Thereby, in the
テーブル移動経路11のy軸方向の一側に設けられたサイドガイドローラ37とトップガイドローラ38のy軸方向の位置は固定され、一方、テーブル移動経路11のy軸方向の他側に設けられたサイドガイドローラ37とトップガイドローラ38のy軸方向の位置は調整できることが好ましい。これは、サイドガイドローラ37とトップガイドローラ38とを、実際に使用するワークテーブル10の寸法に合わせて配置するためである。
The position of the
移動機構12は、図1、図3、図9に示すように、架台8におけるテーブル移動経路11(図9参照)の下方に設けられ、ワークテーブル10のラック35と噛合可能な一対のピニオンギア39を備えている。ピニオンギア39は、図1に示すように、x軸方向にて、接合装置本体5の摩擦撹拌接合ツール1a,1bが配置されている個所の真下の近傍に配置されていることが好ましい。これは、ワークテーブル10に対し、摩擦撹拌接合が行われる個所の近傍で、x軸方向の駆動力を付与できるようにするためである。
As shown in FIGS. 1, 3 and 9, the moving
一対のピニオンギア39は、軸受40に支持されたy軸方向の回転軸41により互いに連結されている(図9参照)。回転軸41の一端は、架台8の内部に設けられた減速機42の出力側に連結され、減速機42には、サーボモータ等の駆動モータ43が接続されている。
The pair of pinion gears 39 are connected to each other by a rotating
以上の構成を有する移動機構12では、駆動モータ43により減速機42を介して回転軸41と共にピニオンギア39を回転駆動させると、ワークテーブル10は、ピニオンギア39に噛合したラック35と一体に、テーブル移動経路11に沿ってx軸方向に移動する。移動機構12は、駆動モータ43の回転方向を切り替えることにより、ワークテーブル10を、テーブル移動経路11で往復動させることができる。
In the moving
本実施形態の摩擦撹拌接合装置は、ワークW1,W2を補助的に保持するために、図1、図2に示すように、ワークW1,W2の、ワークテーブル10の架台8からはみ出す部分を支持するテーブル支持台44を備えている。
As shown in FIGS. 1 and 2, the friction stir welding apparatus according to the present embodiment supports a portion of the works W1 and W2 that protrudes from the
テーブル支持台44は、架台8の外側において、テーブル移動経路11(図9参照)の延長線上に配置される。テーブル支持台44の上面には、ワークテーブル10の裏面をラック35と干渉しない位置で支持するボトムガイドローラ45と、ワークテーブル10のy軸方向の両側面を支持するサイドガイドローラ46とが設けられる。
The
テーブル支持台44は、使用状況に応じて容易に設置、あるいは撤去するために、底部に走行輪47と昇降式の支持脚48とを備える。
The
支持脚48は、走行輪47の下端よりも下方に突出するように下降させた状態と、走行輪47の下端よりも上方に上昇させた状態に配置できるよう構成される。
The
支持脚48の昇降手段として、たとえば、支持脚48にねじが形成された支柱49を設け、テーブル支持台44にはナット部材50を設けて、ナット部材50に対して支柱49を回転させることで、支持脚48をテーブル支持台44に対して相対的に昇降させてもよい。
As raising and lowering means of the
なお、テーブル支持台44は、架台8からワークW1,W2がはみ出すことがない場合や、架台8からワークW1,W2がはみ出した部分を支持する必要がない場合など、ワークW1,W2を補助的に保持する必要がなければ、テーブル支持台44を省略してもよい。
The
次に、接合装置本体5の第1のツール押圧部14と第2のツール押圧部15について説明する。
Next, the first
第1のツール押圧部14は、第1の軸直交方向移動ユニット51と、第1の軸方向移動ユニット52とを備える。図2、図3、図5に示すように、フレーム13のy軸方向の一端側と、第1の主軸ユニット6aとの間に、フレーム13側から順に、第1の軸直交方向移動ユニット51と第1の軸方向移動ユニット52が介装される。
The first
第2のツール押圧部15は、第2の軸直交方向移動ユニット53と、第2の軸方向移動ユニット54とを備える。フレーム13のy軸方向の他端側と、第2の主軸ユニット6bとの間に、フレーム13側から順に、第2の軸直交方向移動ユニット53と、第2の軸方向移動ユニット54が介装される。
The second
第1の軸直交方向移動ユニット51は、図5、図10、図11に示すように、第1の主軸ユニット6aを、yz平面内でプローブ2a(図4参照)の軸心方向に沿う方向(以下、p軸方向と云う)に対して直交する方向(以下、q軸方向と云う)に移動させるよう構成される。
As shown in FIGS. 5, 10, and 11, the first axis orthogonal
具体的には、第1の軸直交方向移動ユニット51は、図10、図11に示すように、フレーム13に取り付けられたベースプレート55と、q軸方向に延びるようにベースプレート55に設けられたガイドレール56と、ガイドレール56にガイドブロック57を介してスライド自在に取り付けられた移動テーブル58と、移動テーブル58をガイドレール56の長手方向に沿って移動させるq軸方向の直動機構であるボールねじ機構59とを備える。
Specifically, as shown in FIGS. 10 and 11, the first axially orthogonal moving
ボールねじ機構59は、サーボモータ60と、サーボモータ60の出力側に連結されたねじ軸61と、ねじ軸61に取り付けられたナット部材62とを備える。
The
ボールねじ機構59は、ベースプレート55の表面に、ねじ軸61がガイドレール56と平行に延びる姿勢で設置される。ボールねじ機構59のナット部材62が、ロードセル63と取付部材64を介して移動テーブル58に取り付けられている。
The
以上の構成を有する第1の軸直交方向移動ユニット51は、サーボモータ60の駆動力によってねじ軸61を回転駆動することにより、移動テーブル58を、ナット部材62と一緒に、ガイドレール56に沿わせてq軸方向に移動させる。
The first axial orthogonal
第1の軸直交方向移動ユニット51においては、サーボモータ60による駆動力を停止した状態では、移動テーブル58がガイドレール56に沿って無制御で移動できる。
In the first axial orthogonal
第1の軸直交方向移動ユニット51には、移動テーブル58の自重及び移動テーブル58に作用する重量のガイドレール56に沿う方向の成分を支持する機械的な重力補償機構(自重補償機構、重量補償機構とも称する)として、たとえば、q軸方向に沿って配置されたガススプリング65が備えられている。
A mechanical gravity compensation mechanism (self-weight compensation mechanism, weight compensation mechanism, etc.) supporting the weight of the moving table 58 and the component of the weight acting on the moving table 58 in the direction along the
ガススプリング65の一端側はベースプレート55の固定個所に取り付けられ、ガススプリング65の他端側は移動テーブル58に取り付けられている。移動テーブル58に作用する重量とは、ナット部材62、ロードセル63、取付部材64、第1の軸方向移動ユニット52及び第1の主軸ユニット6aの重量である。
One end side of the
第1の軸方向移動ユニット52は、図5、図12、図13に示すように、第1の主軸ユニット6aを、p軸方向に移動させるよう構成される。
The first axial moving
具体的には、第1の軸方向移動ユニット52は、第1の軸直交方向移動ユニット51の移動テーブル58に取り付けられたベースプレート66と、p軸方向に延びるようにベースプレート66に設けられたガイドレール67と、ガイドレール67にガイドブロック68を介してスライド自在に取り付けられた移動テーブル69と、移動テーブル69をガイドレール67の長手方向に沿って移動させるp軸方向の直動機構であるボールねじ機構70とを備える。
Specifically, the first axial moving
ボールねじ機構70は、サーボモータ71と、サーボモータ71の出力側に接続された減速機72と、減速機72の出力側に連結されたねじ軸73と、ねじ軸73に取り付けられたナット部材74とを備える。
The
ボールねじ機構70は、ベースプレート66の表面に、ねじ軸73がガイドレール67と平行に延びる姿勢で設置される。ボールねじ機構70のナット部材74が、ロードセル75と取付部材76を介して移動テーブル69に取り付けられている。
The
以上の構成を有する第1の軸方向移動ユニット52は、サーボモータ71の駆動力により減速機72を介してねじ軸73を回転駆動することにより、移動テーブル69を、ナット部材74と一緒に、ガイドレール67に沿わせてp軸方向に移動させる。
The first axial moving
移動テーブル69には、図5に示すように、第1の主軸ユニット6aが取り付けられている。
As shown in FIG. 5, the
第2の軸直交方向移動ユニット53は、図5、図10に示すように、第2の主軸ユニット6bを、yz平面内でプローブ2b(図4参照)の軸心方向に沿う方向(以下、r軸方向と云う)に対して直交する方向(以下、s軸方向と云う)に移動させるよう構成される。
As shown in FIGS. 5 and 10, the second axis orthogonal
具体的には、第2の軸直交方向移動ユニット53は、フレーム13に取り付けられたベースプレート77と、s軸方向に延びるようにベースプレート77に設けられたガイドレール78と、ガイドレール78にガイドブロック79を介してスライド自在に取り付けられた移動テーブル80と、移動テーブル80をガイドレール78の長手方向に沿って移動させるs軸方向の直動機構であるボールねじ機構81とを備える。
Specifically, the second axially
ボールねじ機構81は、サーボモータ82と、サーボモータ82の出力側に連結されたねじ軸83と、ねじ軸83に取り付けられたナット部材84とを備える。
The
ボールねじ機構81は、ベースプレート77の表面に、ねじ軸83がガイドレール78と平行に延びる姿勢で設置される。ボールねじ機構81のナット部材84が、ロードセル85と取付部材86を介して移動テーブル80に取り付けられている。
The
以上の構成を有する第2の軸直交方向移動ユニット53は、サーボモータ82の駆動力によりねじ軸83を回転駆動することにより、移動テーブル80を、ナット部材84と一緒に、ガイドレール78に沿わせてs軸方向に移動させる。
The second axial orthogonal
第2の軸直交方向移動ユニット53においては、サーボモータ82による駆動力を停止した状態では、移動テーブル80がガイドレール78に沿って無制御で移動できる。
In the second axis orthogonal
第2の軸直交方向移動ユニット53には、移動テーブル80の自重及び移動テーブル80に作用する重量のガイドレール78に沿う方向の成分を支持する機械的な重力補償機構として、たとえば、s軸方向に沿って配置されたガススプリング87が備えられている。
As a mechanical gravity compensation mechanism for supporting the second axial orthogonal
ガススプリング87の一端側はベースプレート77の固定個所に取り付けられ、ガススプリング87の他端側は移動テーブル80に取り付けられている。移動テーブル80に作用する重量とは、ナット部材84、ロードセル85、取付部材86、第2の軸方向移動ユニット54及び第2の主軸ユニット6bの重量である。
One end of the
第2の軸方向移動ユニット54は、図5、図12に示すように、第2の主軸ユニット6bを、r軸方向に移動させるよう構成される。
The second
具体的には、第2の軸方向移動ユニット54は、第2の軸直交方向移動ユニット53の移動テーブル80に取り付けられたベースプレート88と、r軸方向に延びるようにベースプレート88に設けられたガイドレール89と、ガイドレール89にガイドブロック90を介してスライド自在に取り付けられた移動テーブル91と、移動テーブル91をガイドレール89の長手方向に沿って移動させるr軸方向の直動機構であるボールねじ機構92とを備える。
Specifically, the second axial moving
ボールねじ機構92は、サーボモータ93と、サーボモータ93の出力側に接続された減速機94と、減速機94の出力側に連結されたねじ軸95と、ねじ軸95に取り付けられたナット部材96とを備える。
The
ボールねじ機構92は、ベースプレート88の表面に、ねじ軸95がガイドレール89と平行に延びる姿勢で設置される。ボールねじ機構92のナット部材96が、ロードセル97と取付部材98を介して移動テーブル91に取り付けられている。
The
以上の構成を有する第2の軸方向移動ユニット54は、サーボモータ93の駆動力により減速機94を介してねじ軸95を回転駆動することにより、移動テーブル91を、ナット部材96と一緒に、ガイドレール89に沿わせてr軸方向に移動させる。
The second axial moving
移動テーブル91には、図5に示すように、第2の主軸ユニット6bが取り付けられている。
As shown in FIG. 5, the
したがって、接合装置本体5によれば、第1の主軸ユニット6aに取り付けられている第1の摩擦撹拌接合ツール1aのq軸方向の位置の調整と力の制御が、第1の軸直交方向移動ユニット51によって行われる。第1の摩擦撹拌接合ツール1aのp軸方向の位置の調整と力の制御が第1の軸方向移動ユニット52によって行われる。
Therefore, according to the welding device
同様に、第2の主軸ユニット6bに取り付けられている第2の摩擦撹拌接合ツール1bのs軸方向の位置の調整と力の制御が第2の軸直交方向移動ユニット53によって行われる。第2の摩擦撹拌接合ツール1bのr軸方向に沿う方向の位置の調整と力の制御が第2の軸方向移動ユニット54によって行われる。
Similarly, adjustment of the position in the s-axis direction of the second friction
接合装置本体5では、第1の摩擦撹拌接合ツール1aの角隅部c1に対する押圧荷重はp軸方向に作用する。したがって、第1の摩擦撹拌接合ツール1aの角隅部c1に対する押圧荷重の制御を、ロードセル75の検出結果を基に、第1の軸方向移動ユニット52の出力のみの制御で実施することができる。第1の摩擦撹拌接合ツール1aのq軸方向の位置の調整は、押圧荷重の制御に関与することなく第1の軸直交方向移動ユニット51により実施することができる。
In the
同様に、接合装置本体5では、第2の摩擦撹拌接合ツール1bの角隅部c2に対する押圧荷重はr軸方向に作用する。したがって、第2の摩擦撹拌接合ツール1bの角隅部c2に対する押圧荷重の制御を、ロードセル97の検出結果を基に、第2の軸方向移動ユニット54の出力のみの制御で実施することができる。第2の摩擦撹拌接合ツール1bのs軸方向の位置の調整は、押圧荷重の制御に関与することなく第2の軸直交方向移動ユニット53により実施することができる。
Similarly, in the welding device
このため、接合装置本体5によると、角隅部c1,c2の摩擦撹拌接合を行う際の、摩擦撹拌接合ツール1a,1bの押圧荷重をより確実に制御することができる。
Therefore, according to the welding device
次に、本実施形態の摩擦撹拌接合装置を用いて行う摩擦撹拌接合について説明する。 Next, friction stir welding performed using the friction stir welding apparatus of the present embodiment will be described.
摩擦撹拌接合の開始前に、作業者が、ワークテーブル10に、第1のワークW1と第2のワークW2を保持させる。この作業は、ワークテーブル10を、接合装置本体5及びワーククランプユニット9と干渉しない位置にx軸方向に移動させた状態で行うようにすればよい。この際、テーブル支持台44を適宜使用してもよい。
Before the start of the friction stir welding, the operator causes the work table 10 to hold the first work W1 and the second work W2. This work may be performed in a state where the work table 10 is moved in the x-axis direction to a position not interfering with the bonding device
ワークW1,W2をワークテーブル10に保持させた後、ワークテーブル10を移動機構12によりテーブル移動経路11に沿って移動させて、ワークW1,W2の角隅部c1,c2の摩擦撹拌接合の始端側を、摩擦撹拌接合ツール1a,1bと同じyz平面内に配置する。
After holding the works W1 and W2 on the work table 10, the work table 10 is moved along the
その後、ワーククランプユニット9を接合装置本体5から離反した退避位置に配置させた状態で、接合装置本体5は、軸直交方向移動ユニット51,53と軸方向移動ユニット52,54により、摩擦撹拌接合ツール1a,1bのプローブ2a,2bが角隅部c1,c2に近接して配置されるように主軸ユニット6a,6bの位置調整を行う。
Thereafter, in a state where the
次に、ワーククランプユニット9を、図1、図2に示すように、接合装置本体5に近接した近接位置に配置し、フレーム固定部21によりワーククランプユニット9の位置を固定する。次いで、ワーククランプユニット9では、サイドクランプローラ22a〜22f及びトップクランプローラ25a,25bにより、ワークテーブル10に保持されたワークW1,W2を接合姿勢で保持する。これにより、第2のワークW2のy軸方向及びz軸方向への変位、および第1のワークW1のz軸方向への変位は防止される。
Next, as shown in FIG. 1 and FIG. 2, the
この状態で、接合装置本体5は、主軸ユニット6a,6bの回転駆動部7a,7bを起動してプローブ2a,2bの回転駆動を開始する。その後、接合装置本体5は、軸方向移動ユニット52,54により、主軸ユニット6a,6bをプローブ2a,2bの軸心方向(p軸方向、r軸方向)に移動させて、回転駆動状態のプローブ2a,2bを、角隅部c1,c2に没入させる。更に、固定式ショルダ3aのワーク接触面4aを、第1のワークW1の面P1と第2のワークW2の一方の側面P2aに接触させ、固定式ショルダ3bのワーク接触面4bを、第1のワークW1の面P1と第2のワークW2の他方の側面P2bに接触させる。
In this state, the welding device
これにより、第2のワークW2を挟んで対称な位置にある角隅部c1,c2には、没入されたプローブ2a,2bによる撹拌領域s1,s2が、互いに干渉しない状態で形成される。
Thus, stirring regions s1 and s2 by the immersed
次に、移動機構12は、ワークテーブル10の移動を開始する。ワークテーブル10が移動すると、ワークテーブル10の移動に伴われて移動する角隅部c1,c2に対し、定置された接合装置本体5の摩擦撹拌接合ツール1a,1bが相対的に移動する。これにより、角隅部c1,c2に沿った摩擦撹拌接合が角隅部c1と角隅部c2とで同時に開始される。
Next, the moving
このようにして摩擦撹拌接合が開始されると、接合装置本体5では、軸方向移動ユニット52,54により摩擦撹拌接合ツール1a,1bを角隅部c1,c2に対して押圧する荷重が予め設定された目標値に一致するように、軸方向移動ユニット52,54に対する制御を開始する。
Thus, when the friction stir welding is started, in the welding device
同時に、接合装置本体5は、軸直交方向移動ユニット51,53について、サーボモータ60,82の制御と動力とを遮断する。これにより、第1の軸直交方向移動ユニット51では、移動テーブル58に第1の軸方向移動ユニット52を介して保持した第1の主軸ユニット6aの位置が、q軸方向に作用する外力に応じて自在に変化するようになる。又、第2の軸直交方向移動ユニット53では、移動テーブル80に第2の軸方向移動ユニット54を介して保持した第2の主軸ユニット6bの位置が、s軸方向に作用する外力に応じて自在に変化するようになる。
At the same time, the welding device
その結果、角隅部c1,c2に位置ずれが生じたとしても、摩擦撹拌接合ツール1a,1bの固定式ショルダ3a,3bが第1のワークW1の面P1に沿って滑ることで、摩擦撹拌接合ツール1a,1bの位置は、角隅部c1,c2の位置ずれに追従できる。なお、この場合であっても、摩擦撹拌接合ツール1a,1bの角隅部c1,c2に対する押圧荷重は、軸方向移動ユニット52,54によって一定に保持されている。
As a result, even if positional deviation occurs in the corner portions c1 and c2, the friction stir welding is performed by the fixed
このため、摩擦撹拌接合ツール1a,1bの位置を、角隅部c1,c2に倣わせた状態で角隅部c1,c2に沿う摩擦撹拌接合を行うことができる。
For this reason, it is possible to perform the friction stir welding along the corner portions c1 and c2 in a state in which the positions of the friction
前記のように角隅部c1,c2の摩擦撹拌接合が行われている間、接合装置本体5には、軸方向移動ユニット52,54によって摩擦撹拌接合ツール1a,1bを角隅部c1,c2に対し押圧している押圧荷重の反力が入力される。しかしながら、この反力の影響が接合装置本体5とは別体であるワーククランプユニット9に及ぶことはない。したがって、角隅部c1,c2の摩擦撹拌接合を行っている間、ワーククランプユニット9により、ワークW1,W2同士の接合姿勢を正確に保持し続けることができる。
As described above, while the friction stir welding of the corner portions c1 and c2 is performed, in the welding device
以上のようにして、摩擦撹拌接合ツール1a,1bによる摩擦撹拌接合が角隅部c1,c2の終端側の予め設定されている個所まで進行すると、移動機構12はワークテーブル10の移動を停止させる。
As described above, when the friction stir welding by the friction
次いで、軸直交方向移動ユニット51,53は、それぞれのサーボモータ60,82による制御を再開し、軸直交方向移動ユニット51,53と軸方向移動ユニット52,54とにより、摩擦撹拌接合ツール1a,1bを角隅部c1,c2より離反する方向に移動させる。これにより、プローブ2a,2bは、角隅部c1,c2より抜き出される。その後、主軸ユニット6a,6bによるプローブ2a,2bの回転駆動を停止する。
Subsequently, the axial orthogonal
その後、ワーククランプユニット9によるワークW1,W2の保持を解除し、ワーククランプユニット9を退避位置まで移動させる。
Thereafter, the holding of the works W1 and W2 by the
その後、ワークテーブル10を、移動機構12により接合装置本体5及びワーククランプユニット9と干渉しない位置まで移動させ、その状態で、ワークW1,W2の接合体を取り出す。
Thereafter, the work table 10 is moved by the moving
本実施形態の摩擦撹拌接合装置によれば、固定式ショルダ3a,3bを備えた一対の摩擦撹拌接合ツール1a,1bを用いて、ワークW1,W2間の角隅部c1,c2の摩擦撹拌接合を行うことができる。
According to the friction stir welding apparatus of the present embodiment, the friction stir welding of the corner portions c1 and c2 between the works W1 and W2 is performed using the pair of friction
又、本実施形態の摩擦撹拌接合装置においては、ワーククランプユニット9が接合装置本体5とは別体に形成されている。したがって、ワーククランプユニット9によって、接合すべきワークW1,W2同士の接合姿勢を、摩擦撹拌接合ツール1a,1bの押圧荷重の反力の影響を受けない状態で保持しながら、ワークW1,W2間の角隅部c1,c2を摩擦撹拌接合することができる。
Further, in the friction stir welding apparatus of the present embodiment, the
このため、本実施形態の摩擦撹拌接合装置では、製造されるワークW1,W2の接合体の品質を向上させることができる。 For this reason, in the friction stir welding apparatus of this embodiment, the quality of the joined body of the works W1 and W2 to be manufactured can be improved.
本実施形態の摩擦撹拌接合装置では、摩擦撹拌接合ツール1a,1bの固定式ショルダ3a,3bを角隅部c1,c2に直接配置する。
In the friction stir welding apparatus of the present embodiment, the fixed
従来の回転式ショルダを備えた形式の摩擦撹拌接合ツールを用いて角隅部の摩擦撹拌接合を行うときには、角隅部に三角断面の部材を配置するか、あるいは、一方のワークに、角隅部に三角断面で張り出す部分を設けるというような事前処理が必要である。しかしながら、本実施形態の摩擦撹拌接合装置では、これらの事前処理は不要である。 When performing friction stir welding of the corner using a friction stir welding tool of a type provided with a conventional rotary shoulder, a member of a triangular cross section is disposed at the corner, or a corner of one work is It is necessary to preprocess such as providing an overhanging section with a triangular cross section in the section. However, in the friction stir welding apparatus of the present embodiment, these pretreatments are unnecessary.
更に、摩擦撹拌接合ツール1a,1bの固定式ショルダ3a,3bからのプローブ2a,2bの突出量が、部分撹拌接合を行うことが可能であるように設定されている。
Furthermore, the amount of protrusion of the
このため、本実施形態の摩擦撹拌接合装置では、従来の角隅部の摩擦撹拌接合のように、角隅部に配置されるプローブによる撹拌領域同士が相互に干渉する全撹拌接合を行う場合のプローブの角隅部への挿入量に比して、プローブ2a,2bの角隅部c1,c2への挿入量を低減させることができる。
For this reason, in the friction stir welding apparatus according to the present embodiment, as in the conventional friction stir welding at the corner, the entire stir welding in which the stirring regions by the probes arranged at the corner are mutually interfered is performed The amount of insertion of the
これにより、本実施形態の摩擦撹拌接合装置では、プローブ2a,2bを角隅部c1,c2に没入させた状態で移動させるときに、プローブ2a,2bが受ける反力を、全撹拌接合を行う場合にプローブが受ける反力に比して小さくすることができる。そのため、本実施形態の摩擦撹拌接合装置では、全撹拌接合を行う場合に比して、摩擦撹拌接合の施工速度を向上させることができ、また、摩擦撹拌接合ツール1a,1bの寿命を向上させることができる。
Thereby, in the friction stir welding apparatus according to the present embodiment, when the
更に、本実施形態の摩擦撹拌接合装置では、個々のプローブ2a,2bで発生させる摩擦熱によってワークW1,W2におけるプローブ2a,2bの没入個所の周辺に局所的に入熱される熱量は、全撹拌接合を行う場合に比して少なくなる。そのため、ワークW1,W2の熱によるひずみや変形の発生を抑制することができる。
Furthermore, in the friction stir welding apparatus according to the present embodiment, the amount of heat locally input to the periphery of the immersion point of the
又、本実施形態の摩擦撹拌接合装置では、角隅部c1,c2について、第2のワークW2の両面側から摩擦撹拌接合を同時に行う。したがって、プローブ2a,2bにより発生する摩擦熱により、ワークW1,W2のx軸方向における同一の位置が加熱される。そのため、本実施形態の摩擦撹拌接合装置では、角隅部c1と角隅部c2をx軸方向の異なる位置に配置されたプローブで発生する摩擦熱により加熱する場合に比して、ワークW1,W2の加熱をより効率よく行うことができる。したがって、本実施形態の摩擦撹拌接合装置では、高い熱量を用いることにより、角隅部c1と角隅部c2との摩擦撹拌接合を安定して行うことができる。
Further, in the friction stir welding apparatus according to the present embodiment, the friction stir welding is simultaneously performed from both sides of the second work W2 at the corner portions c1 and c2. Therefore, the same position in the x-axis direction of the workpieces W1 and W2 is heated by the frictional heat generated by the
前記のようにワークW1,W2の加熱の効率が向上すると、プローブ2a,2bにより撹拌される撹拌領域s1,s2は軟化しやすくなる。このことによっても、本実施形態の摩擦撹拌接合装置は、摩擦撹拌接合の施工速度を向上させることができる。又、プローブ2a,2bを回転駆動させる際の抵抗が軽減されるので、摩擦撹拌接合ツール1a,1bの寿命を向上させることができる。
As described above, when the heating efficiency of the workpieces W1 and W2 is improved, the stirring regions s1 and s2 stirred by the
更に、角隅部c1と角隅部c2をx軸方向の異なる位置に配置されたプローブで発生する摩擦熱により加熱する場合は、角隅部c1と角隅部c2のいずれか一方が先行して加熱され、他方が後から加熱されることになるため、入熱の条件が均等にならない可能性がある。しかしながら、本実施形態の摩擦撹拌接合装置では、角隅部c1,c2に対する入熱を均等にすることができる。 Furthermore, in the case of heating the corner portion c1 and the corner portion c2 by the frictional heat generated by the probes arranged at different positions in the x-axis direction, one of the corner portion c1 and the corner portion c2 precedes Since the other is heated later, the heat input conditions may not be equal. However, in the friction stir welding apparatus according to the present embodiment, the heat input to the corner portions c1 and c2 can be equalized.
[第2実施形態]
図14は、第2実施形態の摩擦撹拌接合装置のワーククランプユニットを示す。Second Embodiment
FIG. 14 shows a work clamp unit of the friction stir welding apparatus of the second embodiment.
なお、図14において、図7と同一の構成には同一の符号を付してその説明を省略する。 In FIG. 14, the same components as in FIG. 7 will be assigned the same reference numerals and descriptions thereof will be omitted.
本実施形態におけるワーククランプユニット109においては、サイドクランプローラのうち、z軸方向の架台8から離れた位置に配置されてブラケット23を介してフレーム16に支持されたサイドクランプローラ22a,22e(図7参照)を、ブラケット23ごとフレーム16に対し着脱できる。図14は、サイドクランプローラ22a,22eをフレーム16から取り外した状態を示す。
In the
又、本実施形態におけるワーククランプユニット109においては、トップクランプローラ25a,25b用の油圧シリンダ26も、フレーム16に対し着脱できる。更に、本実施形態では、ワーククランプユニット109は、支柱部材99を備え、支柱部材99を介して油圧シリンダ26がフレーム16に取り付けられる。
Further, in the
本実施形態においては、油圧シリンダ26を、第一実施形態(図7)と同様にフレーム16に直接取り付ける状態と、図14に示すようにフレーム16に対して支柱部材99を介して取り付ける状態とに変更できる。支柱部材99は、第2のワークW2のz軸方向の寸法が小さく、架台8の表面から第2のワークW2の上端までの距離が、架台8の表面から一対のサイドクランプローラ22a,22b及び一対のサイドクランプローラ22e,22f(図7参照)の上端部までの距離よりも小さいときに使用される。
In the present embodiment, the
本実施形態の摩擦撹拌接合装置の構成は、ワーククランプユニット109以外は、第1実施形態と同様である。
The configuration of the friction stir welding apparatus of the present embodiment is the same as that of the first embodiment except for the
本実施形態におけるワーククランプユニット109は、図14に二点鎖線で示すように、ワークテーブル10に接合姿勢で配置された第2のワークW2の上端(z軸方向の寸法)が、一対のサイドクランプローラ22a,22b及び一対のサイドクランプローラ22e,22f(図7参照)の位置まで達しない場合に、図14に示した構成で使用される。すなわち、トップクランプローラ25a,25b用の油圧シリンダ26は、支柱部材99を介してフレーム16に取り付けられている。この際、トップクランプローラ25a,25bと干渉する可能性のあるサイドクランプローラ22a,22eは、予めブラケット23ごとフレーム16から取り外しておく。又、サイドクランプローラ22a,22eと対になっているサイドクランプローラ22b,22fは、油圧シリンダ24により、トップクランプローラ25a,25bと干渉しない位置に予め退避させておく。
The
これにより、本実施形態におけるワーククランプユニット109は、ワークテーブル10に配置された図14に二点鎖線で示す第1のワークW1と第2のワークW2の接合姿勢を、一対のサイドクランプローラ22c,22dと、トップクランプローラ25a,25bにより保持することができる。
As a result, the
したがって、本実施形態の摩擦撹拌接合装置によっても、第1実施形態と同様に第1のワークW1と第2のワークW2の角隅部c1,c2の摩擦撹拌接合処理を行うことができ、第1実施形態と同様の効果を得ることができる。 Therefore, also by the friction stir welding apparatus according to the present embodiment, the friction stir welding process can be performed on the corner portions c1 and c2 of the first work W1 and the second work W2 similarly to the first embodiment. The same effect as that of the embodiment can be obtained.
なお、本開示は、前記実施形態にのみ限定されるものではなく、ワーククランプユニット9は、接合装置本体5とは別体に形成され、フレーム13とは別のフレーム16に、第1のワークW1と第2のワークW2の摩擦撹拌接合を行う部分を接合姿勢に保持するローラを備えていれば、図示した以外の構成であってもよい。
Note that the present disclosure is not limited to only the above embodiment, and the
たとえば、サイドクランプローラ22a〜22fの数は、3対として示したが、ワークW1,W2のサイズや重量等に応じて適宜増減してもよい。サイドクランプローラのx軸方向及びz軸方向の配置は、適宜変更してもよい。同様に、トップクランプローラ25a,25bは、数や配置を適宜変更してもよい。
For example, although the number of
サイドクランプローラ22a〜22fと、トップクランプローラ25a,25bの径や、外周面の幅寸法(軸心方向の寸法)は、図示したものに限定されることなく適宜変更してもよい。
The diameters of the
ワーククランプユニット9に備えられる第2のワークW2を両側から保持する転動体としてサイドクランプローラ22a〜22fを、第2のワークW2を第1のワークW1とは反対側から保持する転動体としてトップクランプローラ25a,25bを示したが、転動体は、第2のワークW2の移動に追従して転動することが可能な部材であれば、保持具(ホルダ)に回転自在に保持された球体等、その他の部材を用いてもよい。
The
更に、複数のワーククランプユニット9を、接合装置本体5よりもツール相対移動方向tの前側(図1、図2では左側)に、配列してもよい。この場合、接合装置本体5の最も近くに配置されたワーククランプユニット9以外のワーククランプユニット9は、フレーム16の突出部18を省略して、門形部17のみを備える構成とすればよい。
Furthermore, the plurality of
サイドクランプローラ22b,22d,22fの押圧手段としては、サイドクランプローラ22b,22d,22fを第2のワークW2に側方から押し付けることができれば、空気圧シリンダや送りねじ機構等、油圧シリンダ24以外の任意の構成を採用してもよい。
As pressing means for the
ワーククランプユニット9のサイドクランプローラ22b,22d,22fと対となっているサイドクランプローラ22a,22c,22eにも押圧手段を備えてもよい。
The
トップクランプローラ25a,25bの押圧手段としては、トップクランプローラ25a,25bを第2のワークW2における第1のワークと反対側の端縁に押し付けることができれば、空気圧シリンダや送りねじ機構等、油圧シリンダ26以外の任意の構成を採用してもよい。
As a pressing means for the
第2実施形態では、トップクランプローラ25a,25bの位置を調整するために、油圧シリンダ26とフレーム16との間に支柱部材99を取り付ける構成を示した。しかしながら、支柱部材99を設ける代わりに、油圧シリンダ26を、支柱部材99の長さ以上のストロークを有するよう構成してもよい。
In the second embodiment, the
本開示における摩擦撹拌接合装置は、第1のワークW1と、第1のワークW1の面P1に対して90度以外の角度をなす姿勢で端縁が突き合わされた第2のワークW2とにより形成される2つの角隅部(内隅部)c1,c2を、摩擦撹拌接合の対象としてもよい。この場合は、第1のワークW1の面P1と第2のワークW2の側面P2aとの間の角度が90度以外となるため、角隅部c1の摩擦撹拌接合に用いる第1の摩擦撹拌接合ツール1aの固定式ショルダ3aが、第1のワークW1の面P1と第2のワークW2の側面P2aとの間の角度に応じた山形の端部を有するよう形成される。同様に、第1のワークW1の面P1と第2のワークW2の側面P2bとの間の角度が90度以外となるため、角隅部c2の摩擦撹拌接合に用いる第2の摩擦撹拌接合ツール1bの固定式ショルダ3bが、第1のワークW1の面P1と第2のワークW2の側面P2bとの間の角度に応じた山形の端部を有するよう形成される。
The friction stir welding apparatus according to the present disclosure is formed of a first work W1 and a second work W2 whose edges are butted at an attitude other than 90 degrees with respect to the surface P1 of the first work W1. The two corners (inner corners) c1 and c2 may be subjected to friction stir welding. In this case, since the angle between the surface P1 of the first work W1 and the side surface P2a of the second work W2 is other than 90 degrees, the first friction stir welding used for the friction stir welding of the corner portion c1 The fixed
又、摩擦撹拌接合ツール1a,1bのプローブ2a,2bが、固定式ショルダ3a,3bの端部の山形の角度の二等分線の方向に沿って配置される。
Further, the
この場合、ワーククランプユニット9において、サイドクランプローラ22a〜22fを、第2のワークW2を挟んで対称となる位置に配置し、トップクランプローラ25a,25bを第2のワークW2の面に沿わせて傾斜配置する。
In this case, in the
更に、接合装置本体5は、ワークテーブル10に配置された第1のワークW1と第2のワークW2とによって形成される角隅部c1,c2に、図4Aおよび図4Bに示したような固定式ショルダ3a,3bを備えた一対の摩擦撹拌接合ツール1a,1bを配置して、角隅部c1,c2の摩擦撹拌接合を行うことができれば、図示した以外の構成を備えていてもよい。たとえば、接合装置本体5において、フレーム13と第1の主軸ユニット6aとの間に介装する第1のツール押圧部14の第1の軸直交方向移動ユニット51と第1の軸方向移動ユニット52とのx軸方向の配置(順序)を入れ替えてもよい。又、第2のツール押圧部15も同様に、フレーム13と第2の主軸ユニット6bとの間に介装した第2の軸直交方向移動ユニット53と第2の軸方向移動ユニット54とのx軸方向の配置(順序)を入れ替えてもよい。
Furthermore, the bonding device
軸直交方向移動ユニット51,53は、直動機構として、ラックアンドピニオン方式や、アクチュエータ等、ボールねじ機構59,81以外の直動機構を使用してもよい。又、直動機構の配置、ガイドレール56,78の数や配置、ガイドブロック57,79の数や配置、ベースプレート55,77や移動テーブル58,80の形状、ガススプリング65,87の配置等については、任意に変更してもよい。軸直交方向移動ユニット51,53の重力補償機構として、定荷重ばねやその他のばね、シリンダ、カウンターウェイト等、ガススプリング65,87以外の任意の形式を採用してもよい。
The axis orthogonal
軸方向移動ユニット52,54は、直動機構として、ラックアンドピニオン方式や、アクチュエータ等、ボールねじ機構70,92以外の直動機構を使用してもよい。又、直動機構の配置、ガイドレール67,89の数や配置、ガイドブロック68,90の数や配置、ベースプレート66,88や移動テーブル69,91の形状等については、任意に変更してもよい。
The
更に、第1のツール押圧部14と第2のツール押圧部15は、摩擦撹拌接合ツール1a,1bの位置の制御と、摩擦撹拌接合ツール1a,1bに付与する押圧荷重の制御を行うことができれば、図示した以外の任意の形式を採用してもよい。たとえば、y軸方向に移動するテーブルを備えた移動ユニットと、z軸方向に移動するテーブルを備えた移動ユニットとのテーブル移動量及び出力を組み合わせて制御してもよい。
Furthermore, the first
角隅部c1,c2に配置する一対の摩擦撹拌接合ツール1a,1bは、x軸方向の位置を互いにずらした配置としてもよい。
The pair of friction
移動機構12は、ワークテーブル10をx軸方向に沿って移動させることができる構成としてあれば、図示した以外の構成でもよい。たとえば、移動機構12として、ボールねじ機構やアクチュエータを用いてもよい。あるいは、移動機構12は、架台8側に設けられるラックと、ワークテーブル10側に設けられる回転駆動可能なピニオンギアとを備えた構成としてもよい。
The moving
第1のワークW1の面P1を配置するxy平面は水平面でなく、傾斜していてもよい。この場合は、装置構成の説明に用いた前述した3次元直交座標系を、xy平面を基準に角度を変更すればよい。 The xy plane on which the surface P1 of the first workpiece W1 is disposed may not be a horizontal surface, but may be inclined. In this case, the angle may be changed based on the xy plane in the above-described three-dimensional orthogonal coordinate system used for describing the apparatus configuration.
摩擦撹拌接合を行うときに、非特許文献1に示されたAdStirと云われる手法を適用してもよい。
When performing friction stir welding, a technique called AdStir shown in
この場合は、摩擦撹拌接合ツール1a,1bの固定式ショルダ3a,3bのワーク接触面4a,4bにより形成されている山形の頂部における、ツール相対移動方向tの前側にはフィラーを挿入するための切欠部を設け、ツール相対移動方向tの後側には接合後の角隅部c1,c2に形成されるフィレットに応じた形状の切欠部を設ける。
In this case, for inserting the filler on the front side of the tool relative movement direction t at the top of the chevron formed by the
接合装置本体は、固定式ショルダを備えた形式の摩擦撹拌接合ツールに限らず、回転式ショルダを備えた形式の摩擦撹拌接合ツールを有する構成であってもよい。 The welding device main body is not limited to the friction stir welding tool of the type provided with the fixed shoulder, and may be configured to have the friction stir welding tool of the type provided with the rotary shoulder.
更に、本開示の摩擦撹拌接合装置は、接合すべきワーク同士の間の接合部であれば、2つの角隅部c1,c2以外の任意の接合部の接合に用いてもよい。 Furthermore, the friction stir welding apparatus according to the present disclosure may be used to join any joint other than the two corner portions c1 and c2, as long as the joint is between the workpieces to be joined.
たとえば、板状のワークの端縁部同士を突き合わせて配置した接合部について摩擦撹拌接合を行う場合にも適用できる。この場合、ワーククランプユニットは、接合装置本体とは別体に形成され、接合装置本体の摩擦撹拌接合ツールが配置されている個所の付近、特に、ツール相対移動方向tの前側となる位置に、ワークの表面に押し付けて接合姿勢を保持するためのローラ(転動体)を備える。これにより、ワーククランプユニットは、ワークの表面に押し付けたローラと、ワークが配置されているテーブルや架台等の部材との間で、ワークをクランプして接合姿勢を保持することができる。 For example, the present invention can also be applied to the case where friction stir welding is performed on a joint portion in which end edges of a plate-like work are butted. In this case, the work clamp unit is formed separately from the welding device main body, and in the vicinity of the position where the friction stir welding tool of the welding device main body is disposed, in particular, in the position ahead of the tool relative movement direction t A roller (rolling element) is provided for pressing against the surface of the work to hold the bonding posture. Thus, the workpiece clamp unit can clamp the workpiece between the roller pressed against the surface of the workpiece and a member such as a table or a mount on which the workpiece is disposed, and maintain the joining posture.
ワーククランプユニット9を、摩擦撹拌接合時に接合装置本体5に近接させた近接位置から、x軸方向以外に接合装置本体5から離反させて退避させる方向は、x軸方向でなくてもよい。その場合は、x軸方向のガイドレール19に代えて、退避させる方向に延びるガイド部を備えればよい。
The direction in which the
ワーククランプユニット9を、摩擦撹拌接合時に接合装置本体5に近接させた近接位置から、接合装置本体5から離反した退避位置に移動できるとしたが、ワーククランプユニット9が、接合装置本体5に近接した位置に取外し可能に固定されていてもよい。
Although it is possible to move the
更に、本開示の摩擦撹拌接合装置は、接合すべきワークを固定し、固定されたワーク間の接合部に沿って摩擦撹拌接合ツールを有する接合装置本体を移動させるようにして摩擦撹拌接合を行う装置に適用してもよい。この場合は、ワーククランプユニットが接合装置本体の移動方向に先行する側の近接した位置に配置され、摩擦撹拌接合を行うために接合装置本体を接合部の延びる方向に移動させるときに、ワーククランプユニットが接合装置本体に押されて一緒に移動するようにすればよい。又、ワーククランプユニットが、接合装置本体と同期して移動するための移動機構を備えてもよい。 Furthermore, the friction stir welding apparatus according to the present disclosure fixes the workpieces to be joined and performs friction stir welding such that the welding apparatus main body having the friction stir welding tool is moved along the joints between the fixed workpieces. It may be applied to the device. In this case, the work clamp unit is disposed at an adjacent position on the side preceding the moving direction of the bonding apparatus body, and the work clamp is moved in the extending direction of the bonding unit to perform friction stir welding. The units may be pushed by the bonding device body to move together. In addition, the work clamp unit may be provided with a moving mechanism for moving in synchronization with the welding device main body.
以上、本開示の好ましい実施例を説明したが、本開示はこれら実施例に限定されることはない。本開示の趣旨を逸脱しない範囲で、構成の付加、省略、置換、およびその他の変更が可能である。本開示は前述した説明によって限定されることはなく、添付のクレームの範囲によってのみ限定される。 Although the preferred embodiments of the present disclosure have been described above, the present disclosure is not limited to these embodiments. Additions, omissions, substitutions, and other modifications of the configuration are possible without departing from the spirit of the present disclosure. The present disclosure is not limited by the foregoing description, but is limited only by the scope of the appended claims.
本開示によれば、接合すべきワーク同士の接合姿勢を、摩擦撹拌接合ツールの押圧荷重の反力の影響を受けない状態で保持しながら、ワーク間の接合部を摩擦撹拌接合することができる摩擦撹拌接合装置を提供することができる。 According to the present disclosure, the friction stir welding can be performed on the joint between the works while holding the joining posture of the works to be joined without being affected by the reaction force of the pressing load of the friction stir welding tool. A friction stir welding apparatus can be provided.
1a 第1の摩擦撹拌接合ツール(摩擦撹拌接合ツール)
1b 第2の摩擦撹拌接合ツール(摩擦撹拌接合ツール)
5 接合装置本体
9 ワーククランプユニット
13 フレーム(第1フレーム)
16 フレーム(第2フレーム)
22a〜22f サイドクランプローラ(第1転動体)
25a,25b トップクランプローラ(第2転動体)
W1 第1のワーク(ワーク)
W2 第2のワーク(ワーク)
c1,c2 角隅部(接合部)1a 1st friction stir welding tool (friction stir welding tool)
1b Second friction stir welding tool (friction stir welding tool)
5 Bonding device
16 frames (the second frame)
22a to 22f side clamp roller (first rolling element)
25a, 25b top clamp roller (second rolling element)
W1 1st work (work)
W2 second work (work)
c1, c2 corner (junction)
Claims (8)
前記接合装置本体とは別体に形成され、前記接合部の摩擦撹拌接合を行うときに前記ワークを挟持するよう構成される転動体を有するワーククランプユニットと、を備え、
前記複数のワークは、第1のワークと、前記第1のワークの面に対して所定の角度で交わる姿勢で端縁を接して配置される第2のワークとを有し、
前記接合部は、前記第1のワークと前記第2のワークとにより形成される前記第2のワークの両側の角隅部であり、
前記ワーククランプユニットの前記転動体は、前記第2のワークを両側から挟んで保持する一対の第1転動体と、前記第2のワークを前記第1のワークが設けられる側とは反対側の端部において保持する第2転動体とを備える
摩擦撹拌接合装置。 A welding apparatus body comprising a friction stir welding tool for friction stir welding a joint between a plurality of workpieces in contact with each other;
A work clamp unit having a rolling element formed separately from the welding device body and configured to clamp the work when performing friction stir welding of the joint ;
The plurality of workpieces have a first workpiece and a second workpiece disposed in contact with an edge at a posture that intersects the surface of the first workpiece at a predetermined angle,
The joint portion is a corner on both sides of the second work formed by the first work and the second work,
The rolling elements of the work clamp unit are a pair of first rolling elements holding the second work on both sides, and a side opposite to the side on which the first work is provided on the second work. A friction stir welding apparatus comprising: a second rolling element for holding at an end .
請求項1記載の摩擦撹拌接合装置。 The friction stir welding apparatus according to claim 1, wherein the work clamp unit is configured to be movable to a proximity position close to the welding apparatus main body and a retracted position away from the welding apparatus main body.
請求項2記載の摩擦撹拌接合装置。 The friction stir welding apparatus according to claim 2, wherein the work clamp unit is configured to be movable along a direction in which the joint extends.
前記ワーククランプユニットは、前記接合装置本体の前記第1フレームとは別の第2フレームを備える
請求項1から請求項3のいずれか一項に記載の摩擦撹拌接合装置。 The welding device body includes a first frame that receives a reaction force of a pressing load of the friction stir welding tool,
The friction stir welding apparatus according to any one of claims 1 to 3, wherein the work clamp unit includes a second frame different from the first frame of the welding apparatus body.
前記第1フレームに、前記主軸ユニットが、前記ツール押圧部を介して取り付けられる
請求項4記載の摩擦撹拌接合装置。 The welding device main body is configured to rotate a probe of the friction stir welding tool, and to apply a pressing load for pressing the friction stir welding tool toward the welding portion. And a tool pressing portion,
The friction stir welding apparatus according to claim 4, wherein the spindle unit is attached to the first frame via the tool pressing portion.
前記第2フレームに前記転動体が取り付けられている
請求項4記載の摩擦撹拌接合装置。 The second frame is disposed in proximity to the friction stir welding tool,
The friction stir welding apparatus according to claim 4, wherein the rolling element is attached to the second frame.
前記突出部は、前記第2フレームが前記摩擦撹拌接合ツールに近接して配置されるときに、前記摩擦撹拌接合ツールの上方に配置される、
請求項6記載の摩擦撹拌接合装置。 The second frame includes a gate-shaped portion, and a protrusion protruding toward the bonding device main body from a surface of the gate shaped portion facing the bonding device main body,
The protrusion is disposed above the friction stir welding tool when the second frame is disposed in proximity to the friction stir welding tool.
The friction stir welding apparatus according to claim 6.
請求項1から請求項7のいずれか一項に記載の摩擦撹拌接合装置。 The rolling element is located on the front side relative to a position where friction stir welding is performed in a tool relative movement direction in which the friction stir welding tool is moved relative to the joint when performing friction stir welding of the joint. And at the same position as the position where the friction stir welding is performed in the relative movement direction of the tool
The friction stir welding apparatus according to any one of claims 1 to 7 .
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015054606 | 2015-03-18 | ||
| JP2015054606 | 2015-03-18 | ||
| PCT/JP2016/057403 WO2016147983A1 (en) | 2015-03-18 | 2016-03-09 | Friction stir welding device |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2016147983A1 JPWO2016147983A1 (en) | 2017-10-12 |
| JP6540794B2 true JP6540794B2 (en) | 2019-07-10 |
Family
ID=56918888
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017506480A Active JP6540794B2 (en) | 2015-03-18 | 2016-03-09 | Friction stir welding machine |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP6540794B2 (en) |
| WO (1) | WO2016147983A1 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110001259B (en) * | 2019-04-23 | 2020-07-24 | 北京天图天美创意文化有限公司 | Clamp of engraving machine for flat workpieces |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3732678B2 (en) * | 1999-05-31 | 2006-01-05 | 株式会社日立製作所 | Manufacturing method of structure |
| JP2001138072A (en) * | 2000-09-14 | 2001-05-22 | Hitachi Ltd | Friction welding device |
| JP5086845B2 (en) * | 2008-03-04 | 2012-11-28 | 日軽金アクト株式会社 | Friction stir welding equipment |
| JP2013166159A (en) * | 2012-02-14 | 2013-08-29 | Mitsubishi Heavy Ind Ltd | Friction stir welding device |
-
2016
- 2016-03-09 WO PCT/JP2016/057403 patent/WO2016147983A1/en active Application Filing
- 2016-03-09 JP JP2017506480A patent/JP6540794B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2016147983A1 (en) | 2017-10-12 |
| WO2016147983A1 (en) | 2016-09-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2016111351A1 (en) | Friction stir welding device | |
| JP5987397B2 (en) | Friction stir welding equipment | |
| JP5849678B2 (en) | Friction stir welding equipment | |
| JP6667376B2 (en) | Component press-in method and component press-in system | |
| KR20130070673A (en) | Jig apparatus for laser welding | |
| JP6676648B2 (en) | Holding device, processing device and method | |
| JPWO2016186134A1 (en) | Friction stir welding apparatus and friction stir welding method | |
| JP2008093758A (en) | Cutting device of internal bead section in column material | |
| JP4371669B2 (en) | Welding jig | |
| KR20130021565A (en) | Automatic welding system | |
| JP5984561B2 (en) | Friction stir welding equipment | |
| CN106536129A (en) | Floating fixture for friction stir welding | |
| JP6540794B2 (en) | Friction stir welding machine | |
| WO2016147999A1 (en) | Friction stir welding device | |
| JP6513595B2 (en) | Seat frame assembling unit and seat frame manufacturing method | |
| JP2007167896A (en) | Seam welding machine, seam welding apparatus, seam welding robot system, seam welding method, and method of creating rotary driving control program for roller electrode | |
| CN118417808B (en) | High-coordination numerical control machining welding machine tool | |
| JP3661923B2 (en) | Mash seam welding equipment | |
| KR20120075017A (en) | A jig device for laser welding | |
| JP5987396B2 (en) | Friction stir welding equipment | |
| KR200375423Y1 (en) | Tailor welded blank welding system | |
| KR20140119225A (en) | Clamping apparatus for laser welding | |
| TWI601592B (en) | Multi-axis welding equipment | |
| JP4207433B2 (en) | Butt welding equipment | |
| JP2007289985A (en) | Method and apparatus for folding |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170619 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20170620 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180612 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180809 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20180810 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20181109 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20190108 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190320 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20190329 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190514 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190527 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6540794 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |