JP6535655B2 - 複合材料 - Google Patents
複合材料 Download PDFInfo
- Publication number
- JP6535655B2 JP6535655B2 JP2016503679A JP2016503679A JP6535655B2 JP 6535655 B2 JP6535655 B2 JP 6535655B2 JP 2016503679 A JP2016503679 A JP 2016503679A JP 2016503679 A JP2016503679 A JP 2016503679A JP 6535655 B2 JP6535655 B2 JP 6535655B2
- Authority
- JP
- Japan
- Prior art keywords
- resin
- layer
- damping
- double coupling
- damping material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000002131 composite material Substances 0.000 title description 85
- 239000000463 material Substances 0.000 claims description 289
- 238000013016 damping Methods 0.000 claims description 161
- 239000010410 layer Substances 0.000 claims description 139
- 229920005989 resin Polymers 0.000 claims description 123
- 239000011347 resin Substances 0.000 claims description 123
- 239000000835 fiber Substances 0.000 claims description 43
- 239000002344 surface layer Substances 0.000 claims description 38
- 239000003822 epoxy resin Substances 0.000 claims description 36
- 229920000647 polyepoxide Polymers 0.000 claims description 36
- 238000000034 method Methods 0.000 claims description 33
- 238000004519 manufacturing process Methods 0.000 claims description 23
- 229920001187 thermosetting polymer Polymers 0.000 claims description 19
- 239000000843 powder Substances 0.000 claims description 18
- 239000003795 chemical substances by application Substances 0.000 claims description 13
- 229920000642 polymer Polymers 0.000 claims description 7
- 239000011248 coating agent Substances 0.000 claims description 5
- 238000000576 coating method Methods 0.000 claims description 5
- 239000003365 glass fiber Substances 0.000 claims description 5
- 229920000049 Carbon (fiber) Polymers 0.000 claims description 4
- 239000004917 carbon fiber Substances 0.000 claims description 4
- 238000007655 standard test method Methods 0.000 claims description 3
- 239000004636 vulcanized rubber Substances 0.000 claims description 3
- 230000008878 coupling Effects 0.000 claims 20
- 238000010168 coupling process Methods 0.000 claims 20
- 238000005859 coupling reaction Methods 0.000 claims 20
- 238000007596 consolidation process Methods 0.000 description 20
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 20
- -1 monofunctional Chemical compound 0.000 description 20
- GYZLOYUZLJXAJU-UHFFFAOYSA-N diglycidyl ether Chemical class C1OC1COCC1CO1 GYZLOYUZLJXAJU-UHFFFAOYSA-N 0.000 description 16
- 239000000203 mixture Substances 0.000 description 16
- 238000000151 deposition Methods 0.000 description 12
- 229920001971 elastomer Polymers 0.000 description 12
- 239000005060 rubber Substances 0.000 description 12
- 230000008021 deposition Effects 0.000 description 11
- 238000005470 impregnation Methods 0.000 description 11
- 229920003319 Araldite® Polymers 0.000 description 10
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 10
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 9
- PXKLMJQFEQBVLD-UHFFFAOYSA-N bisphenol F Chemical compound C1=CC(O)=CC=C1CC1=CC=C(O)C=C1 PXKLMJQFEQBVLD-UHFFFAOYSA-N 0.000 description 8
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 7
- MQJKPEGWNLWLTK-UHFFFAOYSA-N Dapsone Chemical compound C1=CC(N)=CC=C1S(=O)(=O)C1=CC=C(N)C=C1 MQJKPEGWNLWLTK-UHFFFAOYSA-N 0.000 description 7
- 238000009472 formulation Methods 0.000 description 7
- 239000000654 additive Substances 0.000 description 6
- 229920001577 copolymer Polymers 0.000 description 6
- AFEQENGXSMURHA-UHFFFAOYSA-N oxiran-2-ylmethanamine Chemical compound NCC1CO1 AFEQENGXSMURHA-UHFFFAOYSA-N 0.000 description 6
- 229920000728 polyester Polymers 0.000 description 6
- 239000000523 sample Substances 0.000 description 6
- 125000003118 aryl group Chemical group 0.000 description 5
- 230000001965 increasing effect Effects 0.000 description 5
- 229920003986 novolac Polymers 0.000 description 5
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N phenol group Chemical group C1(=CC=CC=C1)O ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 5
- 238000010998 test method Methods 0.000 description 5
- QTWJRLJHJPIABL-UHFFFAOYSA-N 2-methylphenol;3-methylphenol;4-methylphenol Chemical compound CC1=CC=C(O)C=C1.CC1=CC=CC(O)=C1.CC1=CC=CC=C1O QTWJRLJHJPIABL-UHFFFAOYSA-N 0.000 description 4
- 239000004593 Epoxy Substances 0.000 description 4
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical compound CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 description 4
- 125000001931 aliphatic group Chemical group 0.000 description 4
- 229940106691 bisphenol a Drugs 0.000 description 4
- 229910052799 carbon Inorganic materials 0.000 description 4
- 229930003836 cresol Natural products 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 229920001568 phenolic resin Polymers 0.000 description 4
- 239000011342 resin composition Substances 0.000 description 4
- 239000002904 solvent Substances 0.000 description 4
- 102100033189 Diablo IAP-binding mitochondrial protein Human genes 0.000 description 3
- 150000008064 anhydrides Chemical class 0.000 description 3
- 150000004982 aromatic amines Chemical class 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 229910002804 graphite Inorganic materials 0.000 description 3
- 239000010439 graphite Substances 0.000 description 3
- RAXXELZNTBOGNW-UHFFFAOYSA-N imidazole Natural products C1=CNC=N1 RAXXELZNTBOGNW-UHFFFAOYSA-N 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 239000000047 product Substances 0.000 description 3
- 230000002787 reinforcement Effects 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 150000003457 sulfones Chemical class 0.000 description 3
- 239000000454 talc Substances 0.000 description 3
- 229910052623 talc Inorganic materials 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- 239000004416 thermosoftening plastic Substances 0.000 description 3
- XQUPVDVFXZDTLT-UHFFFAOYSA-N 1-[4-[[4-(2,5-dioxopyrrol-1-yl)phenyl]methyl]phenyl]pyrrole-2,5-dione Chemical compound O=C1C=CC(=O)N1C(C=C1)=CC=C1CC1=CC=C(N2C(C=CC2=O)=O)C=C1 XQUPVDVFXZDTLT-UHFFFAOYSA-N 0.000 description 2
- SEFYJVFBMNOLBK-UHFFFAOYSA-N 2-[2-[2-(oxiran-2-ylmethoxy)ethoxy]ethoxymethyl]oxirane Chemical compound C1OC1COCCOCCOCC1CO1 SEFYJVFBMNOLBK-UHFFFAOYSA-N 0.000 description 2
- CMLFRMDBDNHMRA-UHFFFAOYSA-N 2h-1,2-benzoxazine Chemical compound C1=CC=C2C=CNOC2=C1 CMLFRMDBDNHMRA-UHFFFAOYSA-N 0.000 description 2
- NBMQGZICMNFIGL-UHFFFAOYSA-N 3,4-bis(oxiran-2-ylmethyl)naphthalene-1,2-diol Chemical compound C1OC1CC=1C(O)=C(O)C2=CC=CC=C2C=1CC1CO1 NBMQGZICMNFIGL-UHFFFAOYSA-N 0.000 description 2
- CWLKGDAVCFYWJK-UHFFFAOYSA-N 3-aminophenol Chemical compound NC1=CC=CC(O)=C1 CWLKGDAVCFYWJK-UHFFFAOYSA-N 0.000 description 2
- PLIKAWJENQZMHA-UHFFFAOYSA-N 4-aminophenol Chemical compound NC1=CC=C(O)C=C1 PLIKAWJENQZMHA-UHFFFAOYSA-N 0.000 description 2
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 2
- 101150082208 DIABLO gene Proteins 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- 229920001807 Urea-formaldehyde Polymers 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 2
- 238000007792 addition Methods 0.000 description 2
- 150000001336 alkenes Chemical class 0.000 description 2
- 150000001412 amines Chemical class 0.000 description 2
- 235000013877 carbamide Nutrition 0.000 description 2
- YACLQRRMGMJLJV-UHFFFAOYSA-N chloroprene Chemical compound ClC(=C)C=C YACLQRRMGMJLJV-UHFFFAOYSA-N 0.000 description 2
- 239000004643 cyanate ester Substances 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- QGBSISYHAICWAH-UHFFFAOYSA-N dicyandiamide Chemical compound NC(N)=NC#N QGBSISYHAICWAH-UHFFFAOYSA-N 0.000 description 2
- 239000003733 fiber-reinforced composite Substances 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- 239000011888 foil Substances 0.000 description 2
- SLGWESQGEUXWJQ-UHFFFAOYSA-N formaldehyde;phenol Chemical compound O=C.OC1=CC=CC=C1 SLGWESQGEUXWJQ-UHFFFAOYSA-N 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- JDSHMPZPIAZGSV-UHFFFAOYSA-N melamine Chemical compound NC1=NC(N)=NC(N)=N1 JDSHMPZPIAZGSV-UHFFFAOYSA-N 0.000 description 2
- 239000012778 molding material Substances 0.000 description 2
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 2
- 230000035515 penetration Effects 0.000 description 2
- 125000001997 phenyl group Chemical class [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 description 2
- IGALFTFNPPBUDN-UHFFFAOYSA-N phenyl-[2,3,4,5-tetrakis(oxiran-2-ylmethyl)phenyl]methanediamine Chemical compound C=1C(CC2OC2)=C(CC2OC2)C(CC2OC2)=C(CC2OC2)C=1C(N)(N)C1=CC=CC=C1 IGALFTFNPPBUDN-UHFFFAOYSA-N 0.000 description 2
- 229920003192 poly(bis maleimide) Polymers 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- ODGAOXROABLFNM-UHFFFAOYSA-N polynoxylin Chemical compound O=C.NC(N)=O ODGAOXROABLFNM-UHFFFAOYSA-N 0.000 description 2
- 229920006395 saturated elastomer Polymers 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 229920001169 thermoplastic Polymers 0.000 description 2
- 150000003672 ureas Chemical class 0.000 description 2
- 229920001567 vinyl ester resin Polymers 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- PUPZLCDOIYMWBV-UHFFFAOYSA-N (+/-)-1,3-Butanediol Chemical compound CC(O)CCO PUPZLCDOIYMWBV-UHFFFAOYSA-N 0.000 description 1
- WZCQRUWWHSTZEM-UHFFFAOYSA-N 1,3-phenylenediamine Chemical compound NC1=CC=CC(N)=C1 WZCQRUWWHSTZEM-UHFFFAOYSA-N 0.000 description 1
- VILCJCGEZXAXTO-UHFFFAOYSA-N 2,2,2-tetramine Chemical compound NCCNCCNCCN VILCJCGEZXAXTO-UHFFFAOYSA-N 0.000 description 1
- KQSMCAVKSJWMSI-UHFFFAOYSA-N 2,4-dimethyl-1-n,1-n,3-n,3-n-tetrakis(oxiran-2-ylmethyl)benzene-1,3-diamine Chemical compound CC1=C(N(CC2OC2)CC2OC2)C(C)=CC=C1N(CC1OC1)CC1CO1 KQSMCAVKSJWMSI-UHFFFAOYSA-N 0.000 description 1
- LJGHYPLBDBRCRZ-UHFFFAOYSA-N 3-(3-aminophenyl)sulfonylaniline Chemical compound NC1=CC=CC(S(=O)(=O)C=2C=C(N)C=CC=2)=C1 LJGHYPLBDBRCRZ-UHFFFAOYSA-N 0.000 description 1
- YBRVSVVVWCFQMG-UHFFFAOYSA-N 4,4'-diaminodiphenylmethane Chemical compound C1=CC(N)=CC=C1CC1=CC=C(N)C=C1 YBRVSVVVWCFQMG-UHFFFAOYSA-N 0.000 description 1
- 108091053400 ATL family Proteins 0.000 description 1
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 1
- 229930185605 Bisphenol Natural products 0.000 description 1
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- 101710101225 Diablo IAP-binding mitochondrial protein Proteins 0.000 description 1
- RWSOTUBLDIXVET-UHFFFAOYSA-N Dihydrogen sulfide Chemical class S RWSOTUBLDIXVET-UHFFFAOYSA-N 0.000 description 1
- 239000004609 Impact Modifier Substances 0.000 description 1
- VQTUBCCKSQIDNK-UHFFFAOYSA-N Isobutene Chemical group CC(C)=C VQTUBCCKSQIDNK-UHFFFAOYSA-N 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 229920001665 Poly-4-vinylphenol Polymers 0.000 description 1
- 239000002174 Styrene-butadiene Substances 0.000 description 1
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Chemical compound NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 150000008065 acid anhydrides Chemical class 0.000 description 1
- 230000005534 acoustic noise Effects 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 229920000800 acrylic rubber Polymers 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 150000001335 aliphatic alkanes Chemical class 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- WTEOIRVLGSZEPR-UHFFFAOYSA-N boron trifluoride Chemical class FB(F)F WTEOIRVLGSZEPR-UHFFFAOYSA-N 0.000 description 1
- MTAZNLWOLGHBHU-UHFFFAOYSA-N butadiene-styrene rubber Chemical compound C=CC=C.C=CC1=CC=CC=C1 MTAZNLWOLGHBHU-UHFFFAOYSA-N 0.000 description 1
- 125000000484 butyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 239000004202 carbamide Substances 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 229920005556 chlorobutyl Polymers 0.000 description 1
- 238000005056 compaction Methods 0.000 description 1
- 239000000356 contaminant Substances 0.000 description 1
- 239000011258 core-shell material Substances 0.000 description 1
- 230000002596 correlated effect Effects 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- 150000002009 diols Chemical class 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 150000002195 fatty ethers Chemical class 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 125000003055 glycidyl group Chemical group C(C1CO1)* 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 150000002460 imidazoles Chemical class 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 238000001802 infusion Methods 0.000 description 1
- 230000009545 invasion Effects 0.000 description 1
- 239000012948 isocyanate Substances 0.000 description 1
- 150000002513 isocyanates Chemical class 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 229920000126 latex Polymers 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 239000002923 metal particle Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 239000010445 mica Substances 0.000 description 1
- 229910052618 mica group Inorganic materials 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229920000768 polyamine Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000009257 reactivity Effects 0.000 description 1
- 239000012783 reinforcing fiber Substances 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 239000007779 soft material Substances 0.000 description 1
- 238000009718 spray deposition Methods 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 239000011115 styrene butadiene Substances 0.000 description 1
- 229920003048 styrene butadiene rubber Polymers 0.000 description 1
- NVBFHJWHLNUMCV-UHFFFAOYSA-N sulfamide Chemical class NS(N)(=O)=O NVBFHJWHLNUMCV-UHFFFAOYSA-N 0.000 description 1
- 229940124530 sulfonamide Drugs 0.000 description 1
- 150000003456 sulfonamides Chemical class 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
- 239000012209 synthetic fiber Substances 0.000 description 1
- 235000007586 terpenes Nutrition 0.000 description 1
- 150000003512 tertiary amines Chemical class 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 239000012745 toughening agent Substances 0.000 description 1
- 239000003190 viscoelastic substance Substances 0.000 description 1
- 238000011179 visual inspection Methods 0.000 description 1
- 230000004584 weight gain Effects 0.000 description 1
- 235000019786 weight gain Nutrition 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/04—Layered products comprising a layer of natural or synthetic rubber comprising rubber as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B25/08—Layered products comprising a layer of natural or synthetic rubber comprising rubber as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/10—Layered products comprising a layer of natural or synthetic rubber next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/02—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by a sequence of laminating steps, e.g. by adding new layers at consecutive laminating stations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/26—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer which influences the bonding during the lamination process, e.g. release layers or pressure equalising layers
- B32B2037/268—Release layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/02—Composition of the impregnated, bonded or embedded layer
- B32B2260/021—Fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/02—Composition of the impregnated, bonded or embedded layer
- B32B2260/021—Fibrous or filamentary layer
- B32B2260/023—Two or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/04—Impregnation, embedding, or binder material
- B32B2260/046—Synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/101—Glass fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/106—Carbon fibres, e.g. graphite fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/07—Parts immersed or impregnated in a matrix
- B32B2305/076—Prepregs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/72—Cured, e.g. vulcanised, cross-linked
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/10—Properties of the layers or laminate having particular acoustical properties
- B32B2307/102—Insulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/56—Damping, energy absorption
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2363/00—Epoxy resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/18—Aircraft
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/16—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating
- B32B37/20—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating involving the assembly of continuous webs only
- B32B37/203—One or more of the layers being plastic
Landscapes
- Laminated Bodies (AREA)
- Reinforced Plastic Materials (AREA)
Description
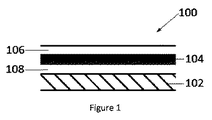
繊維及び構造用樹脂材料を含む構造層、
ダンピング材料、
接合材料、
並びに表面層
を備える、ダンピング化済み(damped)複合材料を製造するための方法であって、
a) 接合材料をダンピング材料の第1の面と組み合わせるステップ、
b) 接合材料及びダンピング材料の第1の面を構造層と組み合わせるステップ、
c) 表面層をダンピング材料の第2の面と組み合わせるステップ
を含む、上記方法が提供される。
なお、下記[1]から[27]は、いずれも本発明の一形態又は一態様である。
[1]
ダンピング材料、接合材料、並びに、繊維及び構造用樹脂材料を含む構造層を含む、ダンピング化済み複合材料。
[2]
前記ダンピング材料の第1の面上の前記接合材料が、前記ダンピング材料とプリプレグとの接着を増大させる、[1]に記載のダンピング化済み複合材料。
[3]
前記ダンピング材料が、加硫ゴムを含む、[1]又は[2]に記載のダンピング化済み複合材料。
[4]
前記ダンピング材料が、ASTM D1456−86(2010)標準試験法に従って測定したときに300%から800%の間の最大伸びを有する、[1]から[3]までのいずれか一項に記載のダンピング化済み複合材料。
[5]
前記ダンピング材料が、連続シートである、[1]から[4]までのいずれか一項に記載のダンピング化済み複合材料。
[6]
前記接合材料が、熱硬化性樹脂、好ましくはエポキシ樹脂を含む、[1]から[5]までのいずれか一項に記載のダンピング化済み複合材料。
[7]
前記ダンピング材料が、無変形状態において不透過性及び/又は連続的である、[1]から[6]までのいずれか一項に記載のダンピング化済み複合材料。
[8]
前記ダンピング材料が、0.1〜0.2mmの厚さを有する、[1]から[7]までのいずれか一項に記載のダンピング化済み複合材料。
[9]
前記繊維が、ガラス繊維又は炭素繊維を含み、好ましくは一方向への整列を有する、[1]から[8]までのいずれか一項に記載のダンピング化済み複合材料。
[10]
前記構造用樹脂が、熱硬化性樹脂、好ましくはエポキシ樹脂を含む、[1]から[9]までのいずれか一項に記載のダンピング化済み複合材料。
[11]
前記構造用樹脂及び繊維が、プリプレグ又はセミプレグを含む、[1]から[10]までのいずれか一項に記載のダンピング化済み複合材料。
[12]
前記ダンピング材料が、表面紛体又は裏当て層を備える、[1]から[11]までのいずれか一項に記載のダンピング化済み複合材料
[13]
前記ダンピング材料が、樹脂又は硬化剤の表面紛体を含む、[12]に記載のダンピング化済み複合材料。
[14]
前記接合材料が、1g/m 2 から50g/m 2 までの面積重量を有する熱硬化性樹脂フィルムである、[1]から[13]までのいずれか一項に記載のダンピング化済み複合材料。
[15]
ダンピング層が、表面粘着性を増大させるための表面層をさらに含む、[1]から[14]までのいずれか一項に記載のダンピング化済み複合材料であって、該表面層が、6g/m 2 から10g/m 2 までの面積重量の熱硬化性樹脂フィルムである、上記ダンピング化済み複合材料。
[16]
前記接合材料が、熱可塑性ベールを含む、[1]から[15]までのいずれか一項に記載のダンピング化済み複合材料。
[17]
表面材料が、熱可塑性ベールを含む、[1]から[16]までのいずれか一項に記載のダンピング化済み複合材料。
[18]
前記ダンピング材料が、テクスチャーアナライザーによって測定したときに2Nから25Nまでのピーク力、好ましくは4Nから10Nまでのピーク力、及び/又はこれらの組合せのピーク力を有する表面粘着性を示す、[1]から[17]までのいずれか一項に記載のダンピング化済み複合材料。
[19]
片面又は両面上にポリマー裏当てを備え、又は、ポリマー裏当てによって紙裏当てを置きかえた後、スリット加工を行う、[1]から[18]までのいずれか一項に記載のダンピング化済み複合材料。
[20]
前記接合材料が、前記構造層の樹脂を含む、[1]から[19]までのいずれか一項に記載のダンピング化済み複合材料。
[21]
繊維及び構造用樹脂材料を含む構造層、
ダンピング材料、
接合材料、
並びに表面層
を備える、([1]から[20]?までのいずれか一項に記載の)ダンピング化済み複合材料を製造するための方法であって、
a) 接合材料を該ダンピング材料の第1の面と組み合わせるステップ;
b)該 接合材料及び該ダンピング材料の第1の面を該構造層と組み合わせるステップ;
c) 表面層を該ダンピング材料の第2の面と組み合わせるステップ
を含む、上記方法。
[22]
前記ダンピング材料が、紛体塗膜を備え付けられており、前記接合材料及び/又は表面層が、該紛体を取り除くことなく施用される、[21]に記載のダンピング化済み複合材料を製造するための方法。
[23]
前記ダンピング材料が、裏当て層を有しており、該ダンピング材料が前記接合材料又は表面層に施用された後に取り除かれる、[21]に記載のダンピング化済み複合材料を製造するための方法。
[24]
前記接合材料が、ダンピング材料に施用された後、構造層と組み合わせられる、[21]に記載のダンピング化済み複合材料を製造するための方法。
[25]
前記接合材料が、前記構造層に施用された後、前記ダンピング材料と組み合わせられる、[21]に記載のダンピング化済み複合材料を製造するための方法。
[26]
前記接合材料の厚さが、前記構造層への施用時における前記ダンピング材料のひずみを予防するように選択される、[21]に記載のダンピング化済み複合材料を製造するための方法。
[27]
前記材料が、AFP型又はATL型機械装置における使用のための幅に切断される、[21]に記載のダンピング化済み複合材料を製造するための方法。
10g/m2が裏当てされている2枚の樹脂フィルム(M21EV、Hexcel Composites、France)を、ロール状の0.1mm型Smacwrap ST(SMAC、France)の両面に施用した。これらのフィルムについては、連接した二組の30cm(12インチ)固結ローラーを用いて、各フィルムを順次施用した。次いで、ロールを、ATL用に適合した幅に切断して、幅3.2mmのテープを形成した。
一組の12インチ型固結ローラーを用いて、厚さ0.1mmのSmacwrap(いずれかの国における登録商標)ST(SMAC SA、Franceから調達)を、M21EV/34%/194/IMAプリプレグ(Hexcel Composites SA、France)に積層した。プリプレグは、Smacwrap(いずれかの国における登録商標)をプリプレグ上に粘着させるのに十分な表面樹脂を有していた。10g/m2が裏当てされているフィルム樹脂(M21EV、Hexcel Composites、France)の粘着性付与フィルムを、さらなる一組の30cm(12インチ)固結ローラーを用いて、Smacwrap層において晒されている表面上に積層した。次いで、複合材料を、ATL用に適合した幅3.2mmのテープ幅に切断した。

Claims (25)
- 制振材料、接合材料、並びに、繊維及び構造用樹脂材料を含む構造層を含む、複合材料であって、
前記制振材料が、ASTM D1456−86(2010)標準試験法に従って測定したときに300%から800%の間の最大伸びを有し、
前記構造層が、プリプレグ又はセミプレグであり、
前記接合材料が、熱硬化性樹脂を含み、前記制振材料の第1の面上にあって、前記制振材料と前記構造層との接着を増大させ
更に前記制振材料の第2の面が、樹脂フィルムからなる表面層を有する、
上記複合材料。 - 前記制振材料が、加硫ゴムを含む、請求項1に記載の複合材料。
- 前記制振材料が、連続シートである、請求項1又は2に記載の複合材料。
- 前記接合材料が、エポキシ樹脂を含む、請求項1から3までのいずれか一項に記載の複合材料。
- 前記制振材料が、無変形状態において開口されておらず及び/又は連続的である、請求項1から4までのいずれか一項に記載の複合材料。
- 前記制振材料が、0.1〜0.2mmの厚さを有する、請求項1から5までのいずれか一項に記載の複合材料。
- 前記繊維が、ガラス繊維又は炭素繊維を含む、請求項1から6までのいずれか一項に記載の複合材料。
- 前記繊維が、一方向への整列を有する、請求項7に記載の複合材料。
- 前記構造用樹脂が、熱硬化性樹脂を含む、請求項1から8までのいずれか一項に記載の複合材料。
- 前記構造用樹脂が、エポキシ樹脂を含む、請求項9に記載の複合材料。
- 前記制振材料が、粉体塗膜又は裏当て層を備える、請求項1から10までのいずれか一項に記載の複合材料
- 前記粉体塗膜が、樹脂又は硬化剤を含む、請求項11に記載の複合材料。
- 前記接合材料が、1g/m2から50g/m2までの面積重量を有する熱硬化性樹脂フィルムである、請求項1から12までのいずれか一項に記載の複合材料。
- 前記表面層が、6g/m2から10g/m2までの面積重量の熱硬化性樹脂フィルムである、請求項1から13までのいずれか一項に記載の複合材料。
- 前記接合材料が、ベールを含む、請求項1から14までのいずれか一項に記載の複合材料。
- 前記制振材料が、テクスチャーアナライザーによって測定したときに2Nから25Nまでのピーク力を有する表面粘着性を示す、請求項1から15までのいずれか一項に記載の複合材料。
- 複合材料の片面又は両面上にポリマー裏当てを備える、請求項1から16までのいずれか一項に記載の複合材料。
- 前記接合材料が、前記構造層の樹脂を含む、請求項1から17までのいずれか一項に記載の複合材料。
- 繊維及び構造用樹脂材料を含む構造層であって、該構造層が、プリプレグ又はセミプリプレグである、上記構造層
制振材料、
接合材料、
並びに樹脂フィルムからなる表面層
を備える、請求項1から18までのいずれか一項に記載の複合材料を製造するための方法であって、
a) 接合材料を該制振材料の第1の面と組み合わせるステップ;
b)該 接合材料及び該制振材料の第1の面を該構造層と組み合わせるステップ;並びに
c) 該表面層を該制振材料の第2の面と組み合わせるステップ
を含む、上記方法。 - 前記制振材料が、粉体塗膜を備え付けられており、前記接合材料及び/又は表面層が、該粉体塗膜を取り除くことなく施用される、請求項19に記載の複合材料を製造するための方法。
- 前記制振材料が、裏当て層を有しており、該制振材料が前記接合材料又は表面層に施用された後に、該裏当て層が取り除かれる、請求項19に記載の複合材料を製造するための方法。
- 前記接合材料が、前記制振材料に施用された後、前記構造層と組み合わせられる、請求項19に記載の複合材料を製造するための方法。
- 繊維及び構造用樹脂材料を含む構造層、であって該構造層が、プリプレグ又はセミプリプレグである、上記構造層
制振材料、
接合材料、
並びに樹脂フィルムからなる表面層
を備える、請求項1から18までのいずれか一項に記載の複合材料を製造するための方法であって、
前記接合材料が、前記構造層に施用された後、前記制振材料の1の面と組み合わせられ、更に該表面層が該制振材料の他の1の面と組み合わせられる、複合材料を製造するための方法。 - 前記接合材料の厚さが、前記構造層への施用時における前記制振材料のひずみを予防するように選択される、請求項19に記載の複合材料を製造するための方法。
- 前記材料が、AFP型又はATL型機械装置における使用のための幅に切断される、請求項19に記載の複合材料を製造するための方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB1305325.1 | 2013-03-22 | ||
| GBGB1305325.1A GB201305325D0 (en) | 2013-03-22 | 2013-03-22 | Composite material |
| PCT/EP2014/055749 WO2014147243A1 (en) | 2013-03-22 | 2014-03-21 | Composite material |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2016514632A JP2016514632A (ja) | 2016-05-23 |
| JP2016514632A5 JP2016514632A5 (ja) | 2018-04-26 |
| JP6535655B2 true JP6535655B2 (ja) | 2019-06-26 |
Family
ID=48326531
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016503679A Active JP6535655B2 (ja) | 2013-03-22 | 2014-03-21 | 複合材料 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20160288457A1 (ja) |
| EP (1) | EP2976217B1 (ja) |
| JP (1) | JP6535655B2 (ja) |
| CN (1) | CN105073402B (ja) |
| ES (1) | ES2902844T3 (ja) |
| GB (2) | GB201305325D0 (ja) |
| WO (1) | WO2014147243A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10399276B2 (en) | 2015-08-12 | 2019-09-03 | General Electric Company | System and method for controlling at least one variable during layup of a composite part using automated fiber placement |
| CN108136716B (zh) * | 2015-10-22 | 2021-01-08 | 乌本产权有限公司 | 多层的复合构件 |
| US10919233B2 (en) | 2016-01-08 | 2021-02-16 | Sikorsky Aircraft Corporation | Self-clamping self-curing bond method |
| US10787755B2 (en) * | 2017-06-05 | 2020-09-29 | The Boeing Company | Method and apparatus for manufacturing carbon fibers |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3200877C2 (de) * | 1982-01-14 | 1985-09-05 | Messerschmitt-Bölkow-Blohm GmbH, 8000 München | Verfahren und Vorrichtung zum Herstellen von Blattfedern aus faserverstärkten Werkstoffen |
| JPS58217352A (ja) * | 1982-06-10 | 1983-12-17 | 日産自動車株式会社 | エンジンの各種カバ−類の製造方法 |
| JPS59171636A (ja) * | 1983-03-18 | 1984-09-28 | Taigaasu Polymer Kk | ゴムと異質材料の連続加硫接着方法 |
| US4983451A (en) * | 1987-08-05 | 1991-01-08 | Kabushiki Kaisha Kobe Seiko Sho | Carbon fiber-reinforced carbon composite material and process for producing the same |
| JPH04312237A (ja) * | 1991-04-08 | 1992-11-04 | Mitsui Petrochem Ind Ltd | 積層型制振材料および該制振材料を内層に有する繊維 強化複合材料ならびにその作製方法 |
| US5232241A (en) * | 1992-02-24 | 1993-08-03 | K-2 Corporation | Snow ski with integral binding isolation mounting plate |
| JPH08270196A (ja) * | 1995-03-30 | 1996-10-15 | Kyodo Yushi Kk | 制振材及びその施工方法 |
| JPH11270609A (ja) * | 1998-03-18 | 1999-10-05 | Fujikura Rubber Ltd | 免震積層ゴム |
| FR2802272B1 (fr) * | 1999-12-09 | 2002-06-07 | Nobel Plastiques | Canalisation pour fluide automobile |
| JP4658620B2 (ja) * | 2005-01-12 | 2011-03-23 | 三菱重工業株式会社 | 構造部材、構造部材の形成方法 |
| US20100025147A1 (en) * | 2005-10-31 | 2010-02-04 | L&L Products, Inc. | Damping material, method of forming the damping material and method of using the damping material |
| US9511571B2 (en) * | 2007-01-23 | 2016-12-06 | The Boeing Company | Composite laminate having a damping interlayer and method of making the same |
| JP2008230078A (ja) * | 2007-03-21 | 2008-10-02 | Kureha Elastomer Co Ltd | 複合材用薄膜シート |
| WO2010079322A1 (en) * | 2009-01-06 | 2010-07-15 | Cytec Technology Corp. | Structural composite material with improved acoustic and vibrational damping properties |
| GB2466792B (en) | 2009-01-07 | 2014-10-15 | Hexcel Composites Ltd | Improved composite materials |
| DE202009006966U1 (de) * | 2009-04-14 | 2010-09-02 | Gummiwerk Kraiburg Gmbh & Co. Kg | Verbundbauteile aus wärmehärtenden Harzen und Elastomeren |
| ES2386176B1 (es) * | 2010-12-27 | 2013-06-21 | Airbus Operations, S.L. | Material compuesto multifuncional con intercapa visco-elástica. |
| JP2012165570A (ja) * | 2011-02-07 | 2012-08-30 | Shinano Kenshi Co Ltd | モータ用防振部材およびモータ用防振部材の製造方法。 |
| GB201112870D0 (en) * | 2011-07-27 | 2011-09-07 | Rolls Royce Plc | Composite aerofoil |
-
2013
- 2013-03-22 GB GBGB1305325.1A patent/GB201305325D0/en not_active Ceased
-
2014
- 2014-03-21 GB GB1405122.1A patent/GB2513479B/en active Active
- 2014-03-21 JP JP2016503679A patent/JP6535655B2/ja active Active
- 2014-03-21 US US14/778,543 patent/US20160288457A1/en not_active Abandoned
- 2014-03-21 CN CN201480016784.5A patent/CN105073402B/zh active Active
- 2014-03-21 WO PCT/EP2014/055749 patent/WO2014147243A1/en active Application Filing
- 2014-03-21 ES ES14712649T patent/ES2902844T3/es active Active
- 2014-03-21 EP EP14712649.4A patent/EP2976217B1/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP2976217B1 (en) | 2021-12-15 |
| EP2976217A1 (en) | 2016-01-27 |
| GB201405122D0 (en) | 2014-05-07 |
| GB201305325D0 (en) | 2013-05-08 |
| GB2513479A (en) | 2014-10-29 |
| JP2016514632A (ja) | 2016-05-23 |
| ES2902844T3 (es) | 2022-03-30 |
| GB2513479B (en) | 2016-07-20 |
| CN105073402B (zh) | 2018-03-23 |
| US20160288457A1 (en) | 2016-10-06 |
| WO2014147243A1 (en) | 2014-09-25 |
| CN105073402A (zh) | 2015-11-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102229150B1 (ko) | 난연성 에폭시 수지 포뮬레이션 및 이의 용도 | |
| EP2935421B1 (en) | Fast cure epoxy resin systems | |
| EP3010963B1 (en) | Improvements in or relating to epoxy resin formulations | |
| EP2607411A1 (en) | Improvements in or relating to fibre reinforced materials | |
| JP6535655B2 (ja) | 複合材料 | |
| EP3197933B1 (en) | Fast curing compositions | |
| GB2509616A (en) | A fast cure epoxy resin formulation |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170314 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20171214 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171219 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20180319 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180821 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20181121 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190115 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20190116 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190509 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190603 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6535655 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |