JP6523266B2 - 第1及び第2の感圧接着剤ストライプを含む接着層を備える物品 - Google Patents
第1及び第2の感圧接着剤ストライプを含む接着層を備える物品 Download PDFInfo
- Publication number
- JP6523266B2 JP6523266B2 JP2016521473A JP2016521473A JP6523266B2 JP 6523266 B2 JP6523266 B2 JP 6523266B2 JP 2016521473 A JP2016521473 A JP 2016521473A JP 2016521473 A JP2016521473 A JP 2016521473A JP 6523266 B2 JP6523266 B2 JP 6523266B2
- Authority
- JP
- Japan
- Prior art keywords
- adhesive
- stripes
- pressure sensitive
- sensitive adhesive
- article
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J153/00—Adhesives based on block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Adhesives based on derivatives of such polymers
- C09J153/02—Vinyl aromatic monomers and conjugated dienes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J183/00—Adhesives based on macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing silicon, with or without sulfur, nitrogen, oxygen, or carbon only; Adhesives based on derivatives of such polymers
- C09J183/04—Polysiloxanes
- C09J183/08—Polysiloxanes containing silicon bound to organic groups containing atoms other than carbon, hydrogen, and oxygen
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/10—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet
- C09J2301/12—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers
- C09J2301/124—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers the adhesive layer being present on both sides of the carrier, e.g. double-sided adhesive tape
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/20—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive itself
- C09J2301/204—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive itself the adhesive coating being discontinuous
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/20—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive itself
- C09J2301/21—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive itself the adhesive layer being formed by alternating adhesive areas of different nature
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/302—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier the adhesive being pressure-sensitive, i.e. tacky at temperatures inferior to 30°C
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/308—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier the adhesive tape or sheet losing adhesive strength when being stretched, e.g. stretch adhesive
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2433/00—Presence of (meth)acrylic polymer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2453/00—Presence of block copolymer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2483/00—Presence of polysiloxane
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2483/00—Presence of polysiloxane
- C09J2483/005—Presence of polysiloxane in the release coating
Description
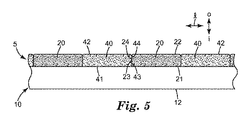
個々のストライプ20及び40は、(図1で指定したように、第1の基材10に対して内外方向の)任意の好適な平均厚さを有していてもよい。種々の実施形態では、ストライプ20及び/又は40は、少なくとも約10、20、40、又は60マイクロメートルの平均厚さを備える場合がある。更なる実施形態では、ストライプ20及び/又は40は、最大140、100、80、又は70マイクロメートルの平均厚さを備える場合がある。いくつかの実施形態では、特定の種類のストライプの厚さは全て類似していてもよく、及び/又はストライプ40は、ストライプ20とほぼ同じ平均厚さを有してもよい(図1、図2、図4、及び図5に示す一般的な設計において見られるように)。しかしながら、後で詳述するように、全てのストライプが同一の厚さ又は更には同様の厚さを有する必要はない場合がある。本明細書において後で述べるように、いくつかのストライプ20(及び/又は40)の厚さは、ストライプの横幅にわたって変動してもよい。そのようなストライプでは、平均厚さは、ストライプの横方向中央部において又はその近くで測定することができる(例えば、図6に示す厚さTlc)。いくつかの実施形態では、ストライプ20のライナーに面する主表面21は、ストライプ40のライナーに面する主表面41と面一であってもよい。
本明細書に開示される配置は、第1の接着剤によって提供される実際の接合表面積を、接着層5に存在する第1の接着剤の体積分率に基づいて予想される接合表面積よりも大きくすることによって、利益をもたらすことができる。接着剤によって提供される体積分率とは、接着層5の総体積(存在する場合には間隙が占める体積を含む)に対して、接着剤のストライプが合計で占める割合(パーセンテージ)を意味する。少なくともいくつかの実施形態において、第1の接着剤20が存在する体積分率は、第1の接着剤20のストライプの少なくともいくつかの厚さが、第2の接着剤40のストライプの厚さと異なるように配置することによって操作することができる。具体的には、接着層5の許容可能な特性を維持しながら、より小さい体積分率の第1の接着剤20を使用するために、第2の接着剤40のストライプに対する第1の接着剤20のストライプの少なくともいくつかの厚さを、有利にも最小化してもよい(例えば図8の例示的設計に見られるように)。例として、実施例の表1〜3から、第1の接着剤ストライプ20の相対的(平均)厚さは、第2の接着剤ストライプ40の(平均)厚さよりも、例えば1.2.、1.5、2.0、2.5、3.0、又は更には3.4倍小さくもよいことが明らかである。そのような実施形態は、許容可能な接合を達成しかつ維持しながら、非常に低い体積分率の第1の接着剤20の使用を可能とすることができる。
少なくともいくつかの実施形態では、上で開示した第1の接着剤20の体積分率の操作は、少なくとも部分的に、接着層5のストライプ(又はサブストライプ)の少なくともいくつかの間で、接着剤を有しない間隙を用いることによって達成される場合がある。そのような配置は、例えば図1〜図4に例示的な様式で示されている。したがって、そのような実施形態では、2つの隣接するストライプ20と40との間に間隙30が存在するように、ストライプ20及び40の少なくともいくつかは、基材10の横方向の大きさにわたって離間配置されていてもよく、この間隙30内に、図4に示すように、第1の基材10の第1の表面11の露出面11exが存在する。よって、第1の接着層5は、横方向に連続した(中断部のない)接着剤層を構成する必要がないことが理解されるであろう。すなわち、接着層5を、様々なストライプの間に散在している場合があるあらゆる間隙に関係なく、ストライプ20及び40によって集合的に提供することができる。図4に示す一般的なタイプの配置では、第1の接着剤ストライプ20の少なくともいくつかは、それぞれ、側方縁部の副表面(minor surface)24を含む側方縁部23を含む場合がある。同様に、少なくともいくつかの第2の接着剤ストライプ40は、それぞれ、側方縁部の副表面44を含む側方縁部43を含む場合がある。そのように「離間した」配置では、隣接するストライプ20及び40の縁部23及び43(具体的には、その表面24及び44)は、互いに接触しない。
例えば、少なくともいくつかのストライプの間に間隙が存在する一般的なタイプの設計を特徴付けるのを助けるために、第1及び第2の接着剤20及び40のそれぞれに関して、接着層5の総面積のうちの接着剤のストライプが合計で占める割合(パーセンテージ)である、全体の面積分率を規定することができる。全ての間隙によって集合的に提供される接着層5の間隙の面積分率は、同様に規定されてもよい。そうした面積分率の、例えば光学的方法による測定及び算出の詳細については、実施例の試験手順のセクションを参照されたい。ここで及び本明細書の他の箇所において、別途記載のない限り、面積分率は、接着層5の、第1の基材10とは反対側の表面についてのものである(多くの場合、例えば本明細書に記載する表面富化効果が存在しない場合、接着剤の第1の基材側の面積分率は、その接着剤の反対側の面積分率と本質的に等しいことに留意されたい。)
いくつかの実施形態では、第1の接着剤20及び第2の接着剤40の隣接するストライプの少なくとも選択された複数の対は、第1の感圧接着剤ストライプ20の側方縁部23の副表面24が、第2の感圧接着剤ストライプ40の側方縁部43の副表面44と、概ね側面接触するように構成される場合がある。そのような配置が図5に例示的に示されている。概ね側面接触しているとは、表面24と44との間の境界面の大部分が、基材10の主面に対して概ね垂直に(すなわち垂直±20度の範囲内で)整列されていることを意味することが理解されるであろう。そのような配置は、例えば、本明細書において後述する、図6に示すもののような配置と区別される場合がある。したがって、いくつかの実施形態では、本明細書に開示する、第1の接着剤が存在する体積分率の低減は、接着剤を有しない間隙を用いることなく達成される場合がある。例えばいくつかの実施形態では、この低減は、もっぱらストライプ40よりも薄いストライプ20を用いることによってのみ達成されてもよい。
いくつかの実施形態では、第1の接着剤20及び第2の接着剤40の隣接するストライプの少なくとも選択された複数の対は、第1の感圧接着剤ストライプ20側方縁部部分25(幅wle)が、第2の感圧接着剤ストライプ40の側方縁部部分45の下内方に横たわるように(図6の例示的実施形態に示すように)構成されてもよい。(この一般的なタイプの多くのストライプは、例えば図6に示すように、幅Wlcを有する横方向中央部分26の側面に位置するこのような側方縁部部分25を2つ含むことになる。)図6の例示的な図から理解されるように、下内方に横たわるとは、第2の接着剤ストライプ40の部分45を通して外から中に向かう方向に通過する直線が、基材10に到達する前に第1の接着剤ストライプ20の部分25を通過することを意味する。したがってそのような配置では、ストライプ20及び40の隣接する縁部表面の間の境界面48は(図5の設計のように)基材80の主面に対して実質的に垂直ではなく、むしろ(隣接する縁部表面28及び47の間の)境界面48は、例えば、図6に示すように垂直とはかけ離れた角度で延びていてもよい。更に、同様に図6の例示的実施形態に示すように、境界面48の角度は、必ずしも一定である必要はない。(いくつかのそのような実施形態では、境界面48の角度は、ストライプ20の表面21に近付くにつれて減少してもよく、それにより部分25は、例えば、図6に示すような横方向に細長いフランジ部を含んでもよい。)
当業者は、接着層の全体的性能に対する接着層内の2つの異なる接着剤の寄与は、各接着剤が存在する接合領域に概ね比例することになると予測することができることに留意されたい。対称的に、本発明の研究では、本明細書に開示される第1の接着剤の少なくともいくつかの有利な効果は、第1の接着剤が提供する接合領域の割合と比例しないことが見出された。
第1の接着剤20及び第2の接着剤40は共に、感圧接着剤である。(2接着剤系(two-adhesive system)の最も簡単な例が本明細書で論じられているが、所望する場合には、第3、第4、又は更にはそれ以上の接着剤が存在してもよいことが理解されるであろう。)唯一の要件は、第1及び第2の接着剤が、互いに異なる1つの特性(具体的には、幅及び厚さなどの示量性特性(例えば、幾何学的特性)ではなく、ある種の、例えば示強性)を有することである。第1の接着剤と第2の接着剤とで異なっていてもよい特性は、融点、ガラス転移温度、弾性係数、剥離強度、剪断強度、硬度、透湿性、撥水性、吸油量、水及び/又は有機溶媒への可溶性、耐温度性、紫外線抵抗性などのうちの1つ又は2つ以上であってもよい(しかし、限定するものではない)。そのような特性の違いは、例えば組成の違いによって達成される場合があるが、非常に類似した組成の接着剤でさえも、例えば異なる加工履歴を受けることによって、異なる特性を示す場合があることが理解されるであろう。すなわち、第1及び第2の接着剤は(組成が同様であるかそうでないかにかかわらず)、例えば結晶化度パーセント、自由体積、架橋密度などが異なってもよい。いくつかの実施形態では、第1及び第2の接着剤20及び40の一方又は両方は、再付着性接着剤であってもよい。代替実施形態では、第1及び第2の接着剤20及び40はいずれも再付着性でない。
第1の基材10は、一時的又は恒久的にかかわらずその上に接着層5を堆積させる(例えば、コーティングによって)のが望ましい、任意の好適な基材とすることができる。多くの実施形態では、基材10は剥離ライナーである。そのような剥離ライナー10は、第1の主表面11上に剥離面を備え、この剥離面は、剥離ライナー10から感圧接着剤を剥離するのに適している。剥離ライナー10は、任意選択的に、第2の主表面12上に剥離面を含んでいてもよい。特定の実施形態では、第2の主表面12上の剥離面は、第1の主表面11の剥離特性と同一の又は異なる剥離特性を含んでもよい(したがって、当業者であれば十分理解するであろうように、後者の場合、ライナー10は、いわゆる示差剥離ライナーである)。
いくつかの実施形態では、第1の接着層5の、基材10と反対側の面は、第2の基材80に接合することができ、この接合は、所望により、一時的であっても、恒久的であってもよい。そのため、第2の基材80は上述の剥離ライナーのいずれかであってもよい。他の実施形態では、そのような基材は、上述したテープ裏材のいずれかのような任意の裏材とすることができる。
第1の接着剤20及び第2の接着剤40のストライプを、例えば、本明細書に開示されるストライプを許容可能に形成できる任意の方法によって、基材10の主表面11上に堆積させることができる。すなわち、第1の接着剤20の前駆体、及び第2の接着剤40の前駆体を、それぞれ、任意の好適な形態で流動性のある液体として基材10上に堆積させることができる。例えば、そのような流動性のある液体は、固形分100%の組成物(例えばホットメルトコーティング組成物)であってもよく、この組成物は、堆積された後、例えば官能基の反応(例えば、架橋、重合、オリゴマー形成等)により最終生成物に所望の接着特性を付与する。あるいは、そのような流動性のある液体は水性コーティング(例えば、ラテックス又はエマルション)であってもよく、このコーティングは、堆積された後、例えば乾燥により水分が除去され、必要に応じて任意の反応/架橋が行われる。特定の実施形態では、第1の接着剤20及び第2の接着剤40は、溶媒コーティングされてもよい。すなわち、各接着剤は適切な溶媒(又は溶媒混合物)中に可溶化されてコーティング溶液を形成し、このコーティング溶液が基材10上にコーティングされてもよく、その後溶媒(複数可)が除去され、必要に応じて任意の反応/架橋が行われる。換言すれば、各接着剤のコーティング溶液は、エラストマー(及び存在する場合には粘着付与剤)を、任意の他の所望の添加剤又は成分、及び該成分を適切に可溶化することができる1種以上の溶媒と共に溶液に溶解することによって形成されてもよい。そのような実施形態では、第1及び第2の接着剤の流動性のある前駆体液は、定義によれば、固形分100%の組成物(例えば、ホットメルト硬化性及び/又は押出可能組成物)ではなく、得られる物品は、例えばホットメルトコーティングされた層又は押出層ではなく、溶媒コーティングされた接着層を含む。
実施形態1.少なくとも1の主表面上に剥離面を備える剥離ライナーである第1の基材と;共形裏材であり、かつ第1の主表面を備える第2の基材と;剥離ライナーの第1の主表面と接触する第1の主表面と、共形裏材の第1の主表面と接触する第2の主表面とを備える第1の接着層であって、第1の接着層が、剥離ライナーの少なくとも横方向の大きさにわたってほぼ交互に並んだパターンで配置された、第1の感圧接着剤の複数のストライプ及び第2の感圧接着剤の複数のストライプを備える、第1の接着層と;を備える物品であって、第2の感圧接着剤のストライプの平均厚さが、第1の感圧接着剤のストライプの平均厚さよりも、少なくとも1.2倍大きく、共形裏材の厚さが、第1の接着層の厚さの少なくとも約4倍である、物品。
本実施例において使用する試験手順は以下を含む。
ストライプの厚さ測定を実施するために、試料を、鋭利なカミソリの刃を用いて、Olympus光学顕微鏡によって光学的に決定されたランダムな位置及び厚さで切断した。測定値は全てミル(1/1000インチ)で記録した。
本明細書に開示される様々な面積分率は、ストライプ(及び存在する場合には間隙)の平均幅から簡単に算出することができた。具体的な例として、様々なストライプ、及びサブストライプの間に間隙を含む20/(40/40)...パターンでは、そうした算出は、1つの20のストライプ、2つの40のストライプ、及び3つの間隙の面積寄与分を考慮に入れた。本明細書ですでに述べたように、接着剤の全体の面積分率パラメータは、存在するあらゆる間隙の影響を含んだが、接着剤のみの面積分率は、間隙の存在又は不存在にかかわらず、接着剤のみに基づく第1及び第2の接着剤の面積の相対的比率を表した。(間隙が存在しない設計では、「接着剤のみの」面積分率及び「全体の」面積分率は、互いに実質的に等しかった。すなわち、そのような場合には、これら面積分率は互いに同等であると考えることができた。)(例えば、図6〜図7に示す一般的なタイプの)シリコーンが富化された接着層では、ライナー側のストライプの幅及び反対側のストライプの幅を得ることができ、次にこれらを用いてライナー側及び反対側の面積分率を算出することができた。(間隙が存在しなかったので、そのような面積分率はそれぞれ、接着剤のみの面積分率及び全体の面積分率であると等価的に考えることができた。)
高湿/静的剪断試験方法の試験は、本出願と同日に出願された米国特許出願第61/383,504号、代理人整理番号第71412US002号、発明の名称「Article Comprising Pressure-Sensitive Adhesive Stripes」に概説されている方法と概ね同様の様式で行った。
剥離ライナー及びテープ裏材
米国特許第8,344,037号(Sherman)の実施例のセクションに記載されているタイプの、SYL−OFF Q2−7785と表わされる一般的なタイプのフルオロシリコーン剥離ライナー、及び多層複合発泡体積層裏材(厚さ約36ミル(0.91ミリメートル))を入手した。
スチレン−ブタジエン−スチレンブロックコポリマーエラストマーを含む有機高分子感圧接着剤組成物を、米国特許第6,231,962号(Bries)の組成Dに概ね従って調製した。調製されたままの溶液は、この接着剤組成物をトルエン中(全)固形分約43重量%で含んでおり、これをトルエンで固形分約35%まで希釈してコーティング溶液を形成した。コーティング溶液は約1500cPの範囲内の粘度を示した(Brookfield LVT、#3スピンドル、6rpm、この粘度及び本明細書に列挙される他の全ての粘度に使用)。この接着剤をPSA−O−1と指名した。以下の実施例における有機高分子接着剤の全てのストライプにこの接着剤を使用した。
シリコーン−ポリウレア(SPU)エラストマーを官能性MQ樹脂と併せて含む感圧接着剤組成物を調製した。この組成物は、各構成成分の比率を変更して、PDMSジアミンのMW/Dytek Aポリアミンのモル/MQ樹脂の重量%が33000/0.5/50(すなわち、シリコーン−ポリウレアエラストマーとMQ樹脂の重量比が約50/50)となる感圧性接着剤組成物を得るようにしたという点を除いて、米国特許第6,569,521号(Sheridan)の実施例27に概ね従って調製した。コーティング溶液はこの接着剤組成物を、トルエン/イソプロパノールの70/30(重量%)ブレンド中全固形分約30重量%で含んだ。コーティング溶液は約8700cPの粘度を示した。この接着剤をPSA−S−1と指名した。
シリコーン−ポリオキサミド(SPOx)エラストマーを官能性MQ樹脂と併せて含む感圧接着剤組成物を得た。シリコーン−ポリオキサミドエラストマーは、米国特許出願公開第2009/0229732号(Determan)の実施例に「PSA 2」として記載されているエラストマーと構造及び特性が類似していると考えられた。官能性MQ樹脂は、GEから商品名SR−545で調達した(PSA−S−1で使用したMQ樹脂)。シリコーン−ポリオキサミドエラストマー及びMQ樹脂は重量比が50/50であった。コーティング溶液はこの接着剤組成物を、酢酸エチル/イソプロパノール/トルエンの60/20/20(重量%)ブレンド中全固形分約35重量%で含んでいた。コーティング溶液は約7600cPの粘度を示した。この接着剤はPSA−S−2と指名された。PSA−S−1を使用していると特に注記している実施例を除いて、実施例の以下の表のシリコーン系接着剤の全てのストライプは、このシリコーン系接着剤を使用した。
代表的なコーティングプロセス
二層スロットダイを使用して、コーティング溶液をSYL−OFF Q2−7785剥離ライナー上に、ストライプ状に湿式コーティングした。スロットダイの2つの層は別々のマニホールドから送給された(一方は第1のコーティング溶液を送給するためであり、もう一方は第2のコーティング溶液を送給するためであり、マニホールド/スロット層毎に別個のシムが提供されている)。各シムは所望の幅及び間隔の開口部を備えており、そこを通ってコーティング溶液を放出させて、所望の幅及びピッチのコーティング溶液のストライプを形成した。2つのシムは、ストライプをほぼ交互に並んだパターンで所望通りに堆積させるように、相互に関連して位置合わせされた。典型的実験では、コーティング領域の全幅は約2インチ(5センチメートル)であった。
PSA−S−2を第2のコーティング溶液として使用するなど、上記代表的コーティングプロセスの多くの変形例を実施した。コーティング溶液を供給する方法も変更した。例えば、流路がダイ自体の一部として一体化されている装置を(本明細書において前述した配置と概ね同様の様式で)使用し、ダイのシムの数及び設計を変更した。特にコーティング溶液をダイの内部に通過させる特定の様式に関するこれらの変形例は、溶液が剥離ライナー上にコーティングされた後のコーティング溶液の挙動に有意な影響を与えなかったと考えられる。すなわち、本明細書に記載する優先的流れ/湿潤、及び1つのコーティング溶液の別のコーティング溶液への置き換えに有意な影響を示さなかった。
その上に第1の接着層を有する剥離ライナーは、典型的には、使用するまでロールの形態で保管された。その後、ライナーを広げ(第1の接着剤の、剥離ライナーと反対側の表面を露出させるため)、第1の接着層の露出面を発泡体裏材に積層させた。別途記載のない限り、各層は、接着剤ストライプの長軸が発泡体裏材の長軸に対して垂直に配向されるように(例えば、図3に示すのと同様の様式で)配置された。次に、第2の接着層(第2の剥離ライナーを有する)を、発泡体裏材の反対側に積層させた。第2の接着層は、しばしば、比較例PSA−O−1(以下に記載)の有機高分子接着剤の連続コーティングであった。
単一接着剤比較例
比較例PSA−O−1は、PSA−O−1(有機高分子接着剤)の連続コーティングを含んだ。これを行うため、コーティング溶液をダイスロット開口部から個別の流れで放出させたが、コーティング溶液の流量及び剥離ライナーがダイを通過する方法は、堆積したストライプが互いに横方向に融合し、連続したコーティング層を形成するようなものであった。比較例PSA−O−1は、高湿/静的剪断試験方法で試験すると、約2500分の試験結果(破損時間)を示した。
表のスペースを節約するため、以下で詳細に論じられる比較例C1、C2及びC3を除き、以下の表の全ての実施例は、高湿/静的剪断試験において30000分超の高湿/静的剪断試験結果を示したことが条件とされている。また、特に指摘しない限り、全ての実施例において、シリコーン系接着剤はPSA−S−2(シリコーンエラストマーはシリコーンポリオキサミドである)であった。以下の表のスペースを節約するため、次の略語が以下の表で使用される。

表1は、間に間隙を有して配置されたストライプ(すなわち、図1に例示した一般的なタイプのストライプ)のパラメータを示す。比較例C1、C2、及びC3、並びに実施例1〜1、1〜2、1〜3、1〜4、1〜5、1〜7、1〜8、1〜10、1〜11、及び1〜14では、シリコーン接着剤の各ストライプの後には、有機高分子接着剤のサブストライプが2つ続いた(すなわち、すでに述べた分類を用いると、ほぼ交互に並んだパターンは20/(40/40)/20/(40/40)...であった)。実施例1〜6、1〜9、1〜12、1〜13、及び1〜15では、シリコーン系接着剤の各ストライプの後には、有機高分子接着剤のサブストライプが1つ続いた(すなわち、すでに述べた分類を用いると、ほぼ交互に並んだパターンは20/40/20/40...であった)。比較例C3並びに実施例1〜10、1〜12、及び1〜15では、シリコーン系接着剤はPSA−S−1(シリコーン−ポリウレアエラストマーを含む)であり、他の全ての実施例では、シリコーン系接着剤はPSA−S−2(シリコーン−ポリオキサミドエラストマーを含む)であった。
表2は、間に間隙を有さず、かつ横方向の側壁部が互いに概ね側面当接して配置されたストライプ(すなわち、図5の一般配置のストライプ)のパラメータを示す。これら試料は全て、20/40/20/40でほぼ交互に並んだパターンのものであった。(間隙が存在しない)これらの試料では、各接着剤の全体の面積分率(OAF)は、各接着剤の接着剤のみの面積分率と実質的に等しかった。
表3は、間に間隙を有さずに配置され、かつ剥離ライナーと接触する接着層の表面にシリコーン系接着剤の表面富化が観察されるストライプ(すなわち、図6の一般配置のストライプ)のパラメータを示す。この試料は、20/40/20/40でほぼ交互に並んだパターンのものであった。表3では、第1のシリコーン系接着剤の反対側及びライナー側の面積分率のみが示されている。この試料では、反対側及びライナー側の面積分率の残部を、第2の有機高分子接着剤が占めた。
Claims (7)
- 少なくとも第1の主表面上に剥離面を備える剥離ライナーである第1の基材と、
共形裏材であり、かつ第1の主表面を備える第2の基材と、
前記剥離ライナーの前記第1の主表面と接触する第1の主表面と、前記共形裏材の前記第1の主表面と接触する第2の主表面とを備える第1の接着層と、を備える物品であって、
前記第1の接着層が、前記物品の長手方向にわたってほぼ交互に並んだパターンで配置された、第1の感圧接着剤の複数のストライプ及び第2の感圧接着剤の複数のストライプを備え、
前記第2の感圧接着剤の前記ストライプの平均厚さが、前記第1の感圧接着剤の前記ストライプの平均厚さよりも、少なくとも1.2倍大きく、前記共形裏材の厚さが、前記第1の接着層の厚さの少なくとも4倍である、物品。 - 前記第1の感圧接着剤が、シリコーンエラストマーを含むシリコーン系接着剤であり、前記第2の感圧接着剤が有機高分子感圧接着剤である、請求項1に記載の物品。
- 前記シリコーンエラストマーが、尿素系シリコーンブロックコポリマー、オキサミド系シリコーンブロックコポリマー、アミド系シリコーンブロックコポリマー、及びウレタン系シリコーンブロックコポリマー、並びにこれらの混合物及びブレンドからなる群から選択されるシリコーンブロックコポリマーエラストマーである、請求項2に記載の物品。
- 前記有機高分子感圧接着剤が、スチレンブロックコポリマーエラストマー、天然ゴムエラストマー、(メタ)アクリレートエラストマー、並びにこれらの混合物及びブレンドからなる群から選択される有機エラストマーを含む、請求項2に記載の物品。
- 前記第1の感圧接着剤及び前記第2の感圧接着剤の横方向に隣接するストライプの少なくとも選択された複数の対が、それぞれ、前記対の前記第1の感圧接着剤ストライプと前記対の前記第2の感圧接着剤ストライプとの間に間隙を備え、この間隙は、前記第1の基材の前記剥離面の露出部分を備え、前記剥離面のこの露出部分は、いずれの感圧接着剤とも接触しない、請求項1に記載の物品。
- 前記第1の感圧接着剤及び前記第2の感圧接着剤の横方向に隣接するストライプの少なくとも選択された複数の対が、それぞれ、前記対の前記第2の感圧接着剤ストライプの側方縁部の副表面と概ね側面接触する、前記対の前記第1の感圧接着剤ストライプの側方縁部の副表面を備える、請求項1に記載の物品。
- 第1の主表面を備える第1の基材と、
第1の主表面を備える第2の基材と、
前記第1の基材の前記第1の主表面と接触する第1の主表面、及び前記第2の基材の前記第1の主表面と接触する第2の主表面を備える第1の接着層と、を備える物品であって、
前記第1の接着層が、前記物品の長手方向にわたってほぼ交互に並んだパターンで配置される、第1のシリコーン系感圧接着剤の複数のストライプ及び第2の有機高分子感圧接着剤の複数のストライプを備え、
前記第1のシリコーン系感圧接着剤の前記ストライプが、10%超から55%までである、前記第1の接着層の体積分率を提供する、物品。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201361838510P | 2013-06-24 | 2013-06-24 | |
| US61/838,510 | 2013-06-24 | ||
| PCT/US2014/042297 WO2014209637A1 (en) | 2013-06-24 | 2014-06-13 | Article comprising an adhesive layer comprising first and second pressure-sensitive adhesive stripes |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2016526588A JP2016526588A (ja) | 2016-09-05 |
| JP2016526588A5 JP2016526588A5 (ja) | 2017-07-20 |
| JP6523266B2 true JP6523266B2 (ja) | 2019-05-29 |
Family
ID=52142559
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016521473A Expired - Fee Related JP6523266B2 (ja) | 2013-06-24 | 2014-06-13 | 第1及び第2の感圧接着剤ストライプを含む接着層を備える物品 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20160137885A1 (ja) |
| EP (1) | EP3013915A4 (ja) |
| JP (1) | JP6523266B2 (ja) |
| KR (1) | KR20160022875A (ja) |
| CN (1) | CN105339453B (ja) |
| WO (1) | WO2014209637A1 (ja) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105324452B (zh) | 2013-06-24 | 2018-04-24 | 3M创新有限公司 | 具有表面富集条带的压敏粘合剂层及其制备方法 |
| AU2014303070B2 (en) | 2013-06-24 | 2016-11-10 | 3M Innovative Properties Company | Article comprising pressure-sensitive adhesive stripes |
| US10189043B2 (en) * | 2016-10-28 | 2019-01-29 | Engineered Products And Services, Inc. | Masking device |
| EP3336153B1 (en) * | 2016-12-19 | 2020-11-25 | 3M Innovative Properties Company | Rubber-based multilayer pressure-sensitive adhesive assembly having low voc characteristics |
| KR20180085399A (ko) * | 2017-01-18 | 2018-07-27 | 삼성디스플레이 주식회사 | 접착 부재, 접착 부재를 포함하는 표시 장치 및 접착 부재의 제조 방법 |
| WO2018204011A1 (en) * | 2017-05-04 | 2018-11-08 | E. I. Du Pont De Nemours And Company | Water-drainable air-barrier tape for building terminations |
| WO2019055900A2 (en) * | 2017-09-18 | 2019-03-21 | Bemis Associates, Inc. | SYSTEMS AND METHODS FOR FORMING AND USING ADHESIVE TAPE |
| WO2019087099A2 (en) * | 2017-11-02 | 2019-05-09 | 3M Innovative Properties Company | Coextruded ribbon for roller surfaces background |
| EP3790938A4 (en) * | 2018-05-11 | 2022-01-26 | 3M Innovative Properties Company | POSITIONABLE AND REPOSITIONABLE ADHESIVE ARTICLES FOR STRETCH PEEL REMOVAL |
| DE102018214237A1 (de) | 2018-05-28 | 2019-11-28 | Tesa Se | Wiederablösbarer Haftklebestreifen |
| TWI679123B (zh) * | 2018-05-29 | 2019-12-11 | 奇鋐科技股份有限公司 | 散熱貼合結構 |
| US20220403209A1 (en) * | 2019-09-25 | 2022-12-22 | 3M Innovative Properties Company | Multi-phase adhesive articles and methods thereof |
| WO2021090178A1 (en) * | 2019-11-08 | 2021-05-14 | 3M Innovative Properties Company | Repositionable adhesive articles for stretch release removal |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5290842A (en) * | 1991-09-03 | 1994-03-01 | Avery Dennison Corporation | Pressure-sensitive adhesives based on preferentially tackified immiscible elastomers |
| US6231962B1 (en) | 1993-08-31 | 2001-05-15 | 3M Innovative Properties Company | Removable foam adhesive tape |
| US6121166A (en) * | 1998-07-21 | 2000-09-19 | Wood; Benny R. | Double-sided adhesive material and method of making |
| US20020108564A1 (en) * | 2000-06-02 | 2002-08-15 | 3M Innovative Properties Company | Method and apparatus for making striped adhesive-coated tape |
| US6569521B1 (en) * | 2000-07-06 | 2003-05-27 | 3M Innovative Properties Company | Stretch releasing pressure sensitive adhesive tape and articles |
| US7947366B2 (en) * | 2007-03-19 | 2011-05-24 | 3M Innovative Properties Company | Adhesive sheet article |
| US8334037B2 (en) | 2007-05-11 | 2012-12-18 | 3M Innovative Properties Company | Multi-layer assembly, multi-layer stretch releasing pressure-sensitive adhesive assembly, and methods of making and using the same |
| JP2009096816A (ja) * | 2007-10-12 | 2009-05-07 | Lintec Corp | 粘着シート及びその製造方法 |
| US20090162595A1 (en) * | 2007-12-19 | 2009-06-25 | Chan Ko | Striped adhesive construction and method and die for making same |
| US20090229732A1 (en) * | 2008-03-14 | 2009-09-17 | 3M Innovative Properties Company | Stretch releasable adhesive |
| DE112009002091T5 (de) | 2008-08-29 | 2011-07-28 | Sumitomo Chemical Company, Limited | Harzzusammensetzung zum vernetzten Formschäumen, vernetzter formgeschäumter Gegenstand und Verfahren zur Herstellung eines vernetzten formgeschäumten Gegenstands |
| EP2344599A4 (en) * | 2008-10-16 | 2015-06-17 | Zephyros Inc | RIBBON AND ROLL MATERIAL COMPRISING A PRESSURE SENSITIVE ADHESIVE |
| US20110171430A1 (en) * | 2009-07-27 | 2011-07-14 | Nano Terra Inc. | Microadhesive systems and methods of making and using the same |
| JP2012122027A (ja) * | 2010-12-10 | 2012-06-28 | Nitto Denko Corp | 粘着テープ又はシート |
| AU2014303070B2 (en) * | 2013-06-24 | 2016-11-10 | 3M Innovative Properties Company | Article comprising pressure-sensitive adhesive stripes |
-
2014
- 2014-06-13 KR KR1020167001156A patent/KR20160022875A/ko not_active Application Discontinuation
- 2014-06-13 EP EP14817779.3A patent/EP3013915A4/en not_active Withdrawn
- 2014-06-13 JP JP2016521473A patent/JP6523266B2/ja not_active Expired - Fee Related
- 2014-06-13 US US14/901,324 patent/US20160137885A1/en not_active Abandoned
- 2014-06-13 WO PCT/US2014/042297 patent/WO2014209637A1/en active Application Filing
- 2014-06-13 CN CN201480035356.7A patent/CN105339453B/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN105339453A (zh) | 2016-02-17 |
| KR20160022875A (ko) | 2016-03-02 |
| WO2014209637A1 (en) | 2014-12-31 |
| JP2016526588A (ja) | 2016-09-05 |
| EP3013915A1 (en) | 2016-05-04 |
| US20160137885A1 (en) | 2016-05-19 |
| CN105339453B (zh) | 2018-08-17 |
| EP3013915A4 (en) | 2017-03-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6523266B2 (ja) | 第1及び第2の感圧接着剤ストライプを含む接着層を備える物品 | |
| JP6452682B2 (ja) | 感圧接着剤のストライプを備える物品 | |
| CA2687077C (en) | Multi-layer assembly, multi-layer stretch releasing pressure-sensitive adhesive assembly, and methods of making and using the same | |
| JP5542048B2 (ja) | 多層アセンブリ、多層延伸剥離型感圧接着剤アセンブリ並びにその製造及び使用方法 | |
| US10434543B2 (en) | Pressure-sensitive adhesive layers with surface-enriched stripes and methods of making | |
| US20190002737A1 (en) | Film backings for peel release mounting | |
| US20220363957A1 (en) | Repositionable adhesive articles for stretch release removal | |
| US20200124230A1 (en) | Adhesive mounting devices having patterned adhesive regions | |
| US20190359861A1 (en) | Film backings for stretch release mounting | |
| WO2019150325A1 (en) | Self-wound, linerless, double-faced adhesive masking tape |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170612 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170612 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180514 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180703 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181001 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190402 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190425 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6523266 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |