JP6425564B2 - Anchor coating agent for polypropylene resin extrusion lamination, packaging material and method for producing the same - Google Patents
Anchor coating agent for polypropylene resin extrusion lamination, packaging material and method for producing the same Download PDFInfo
- Publication number
- JP6425564B2 JP6425564B2 JP2015011895A JP2015011895A JP6425564B2 JP 6425564 B2 JP6425564 B2 JP 6425564B2 JP 2015011895 A JP2015011895 A JP 2015011895A JP 2015011895 A JP2015011895 A JP 2015011895A JP 6425564 B2 JP6425564 B2 JP 6425564B2
- Authority
- JP
- Japan
- Prior art keywords
- polypropylene resin
- resin
- acid
- packaging material
- coating agent
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Description
本発明は、基材にポリプロピレン樹脂を押出しラミネートする際のアンカーコート剤と、それを用いて得られる包装材料に関する。 The present invention relates to an anchor coating agent for extrusion laminating a polypropylene resin to a substrate, and a packaging material obtained using the same.
包装材料には、一般に、複数の層を積層した積層体構造をとるものが多い。たとえば、ポリエステル樹脂フィルムやポリアミド樹脂フィルムなどの熱可塑性樹脂フィルムを基材とし、その上に、接着層を介して、ポリプロピレン樹脂を含むシーラント層を積層した包装材料が多く用いられている。ポリプロピレン樹脂は、耐熱性、耐油性に優れており、スナック菓子やパン、麺類などの食用油を使用した商品などに適用される包装材料のシーラント層に特に好ましく用いられている。 Packaging materials generally have a laminate structure in which a plurality of layers are laminated. For example, a packaging material is used in which a thermoplastic resin film such as a polyester resin film or a polyamide resin film is used as a base material, and a sealant layer containing a polypropylene resin is laminated thereon via an adhesive layer. The polypropylene resin is excellent in heat resistance and oil resistance, and is particularly preferably used for a sealant layer of a packaging material applied to products using edible oil such as snack foods, bread and noodles.
このような積層体を製造するには、例えば、熱可塑性樹脂フィルムなどの基材の上に、塗布、乾燥により接着層を設けた後、予めフィルム化したシーラント樹脂フィルムを加熱ロールで加圧しながら、接着層上に貼りあわせるドライラミネート法(ドライラミネーションともいう)や、基材の上に、塗布、乾燥により接着層を設けた後、接着層上に、押出機から溶融したシーラント樹脂を押出し、シーラント層を形成する押出しラミネート法(押出しラミネーションともいう)などの方法が採用されている。
押出しラミネート法は、接着層が設けられた基材上にシーラント樹脂を直接的に溶融押出しすることでシーラント層を形成できるため、予めシーラント樹脂をフィルムに成形する必要がないという利点や、接着層が薄い場合でも十分な接着力を得られるなどの利点があることから、積層体を低コストで大量生産することが可能となり、当業者の間で好ましく採用されている。しかしながら、シーラント樹脂としてポリプロピレン樹脂を使用した場合、ポリプロピレン樹脂は接着性に難点があるため、これを用いて押出しラミネート法により積層体を得るには、さらなる検討が必要であった。
In order to produce such a laminate, for example, after providing an adhesive layer by coating and drying on a substrate such as a thermoplastic resin film, the sealant resin film formed into a film in advance is pressed by a heating roll. After the adhesive layer is provided on the adhesive layer by applying a dry lamination method (also referred to as dry lamination) or on a substrate by coating and drying, the sealant resin is extruded from the extruder on the adhesive layer, Methods such as extrusion lamination (also referred to as extrusion lamination) for forming a sealant layer are employed.
The extrusion laminating method can form a sealant layer by melt-extruding the sealant resin directly on the substrate provided with the adhesive layer, and therefore, there is an advantage that the sealant resin does not need to be formed into a film in advance, and the adhesive layer Is advantageous in that sufficient adhesion can be obtained even in the case of a thin film, it becomes possible to mass-produce the laminate at low cost, and is preferably employed among those skilled in the art. However, when a polypropylene resin is used as the sealant resin, the polypropylene resin has a problem in adhesiveness, and therefore, it is necessary to further study to obtain a laminate by an extrusion laminating method using the polypropylene resin.
一方、包装材料には、食品等の様々な内容物が充填される。しかし、内容物中に油もしくは薬効成分等の揮発性物質が含まれていると、これらが基材とシーラント層との間に浸透し、接着層を膨潤化させたり、溶解させたりするため、基材層とシーラント層の間の接着強度が経時的に低下したり、剥がれてしまう(デラミ)という問題があった。よって、包装材料は、このような内容物を内封しても、基材層とシーラント層の間の接着強度が経時的に低下したり、剥がれたりする現象を抑制する性能(耐内容物性能)を有していることが求められる。 On the other hand, the packaging material is filled with various contents such as food. However, if volatile matter such as oil or medicinal ingredient is contained in the contents, these will penetrate between the substrate and the sealant layer, causing swelling or dissolution of the adhesive layer, There has been a problem that the adhesive strength between the base material layer and the sealant layer is lowered with time or peeled off (delamination). Therefore, the packaging material has the ability to suppress the phenomenon in which the adhesive strength between the base material layer and the sealant layer decreases with time or peels off even when such content is contained (content resistance Is required to have
このように、ポリプロピレン樹脂の押出しラミネートによって製造可能で、かつ耐内容物性能に優れる包装材料が求められている。特に、包装材料の中でも消費量の多いスナック菓子用包装材料では、片面に金属蒸着層を有した熱可塑性樹脂フィルムの熱可塑性樹脂フィルム面に接着層を介してポリプロピレン樹脂からなるシーラント層を積層するように設計されることが多いため、スナック菓子用包装材料では熱可塑性樹脂フィルム基材にポリプロピレン樹脂を押出しラミネートする技術が求められている。 Thus, a packaging material that can be manufactured by extrusion lamination of a polypropylene resin and is excellent in content resistance is required. In particular, in the packaging material for snack food which consumes a large amount among packaging materials, a sealant layer made of polypropylene resin is laminated on the thermoplastic resin film surface of a thermoplastic resin film having a metal deposition layer on one side through an adhesive layer. In snack food packaging materials, there is a need for a technique for extrusion laminating a polypropylene resin on a thermoplastic resin film substrate.
特許文献1や特許文献2には、アルミ箔など金属系のバリア層表面に接着層(アンカーコート層)を設け、その上にポリプロピレン樹脂を押出しラミネートして得られる包装材料が開示されているが、ポリエステル樹脂フィルムやポリアミド樹脂フィルムなどの熱可塑性樹脂フィルム基材にポリプロピレン樹脂を押出しラミネートする技術に関しての記載はされていない。 Patent Document 1 and Patent Document 2 disclose a packaging material obtained by providing an adhesive layer (anchor coat layer) on the surface of a metal-based barrier layer such as aluminum foil and extruding and laminating a polypropylene resin thereon. No mention is made of a technique for extruding and laminating a polypropylene resin on a thermoplastic resin film substrate such as a polyester resin film or a polyamide resin film.
接着技術の分野においては、被着体となる基材の種類と、接着剤の種類との組み合わせは接着性能に大きく影響する。通常、特許文献1や特許文献2で使用されるような酸変性ポリオレフィン樹脂からなる接着剤(アンカーコート剤)は、金属基材との接着性には優れるが、ポリエステル樹脂フィルムやポリアミド樹脂フィルムなどの熱可塑性樹脂フィルムとの接着性は劣る傾向にあった。
このように、ポリプロピレン樹脂の押出しラミネート技術において、熱可塑性樹脂フィルム基材にポリプロピレン樹脂を押出しラミネートすることは、より困難な技術となっていた。
In the field of adhesion technology, the combination of the type of substrate to be an adherend and the type of adhesive greatly affects the adhesion performance. Usually, an adhesive (anchor coating agent) comprising an acid-modified polyolefin resin as used in Patent Document 1 and Patent Document 2 is excellent in adhesion to a metal substrate, but a polyester resin film, a polyamide resin film, etc. The adhesiveness to the thermoplastic resin film of the above tends to be poor.
Thus, in the extrusion laminating technique of polypropylene resin, it has become more difficult to extrusion laminate polypropylene resin to a thermoplastic resin film substrate.
一方、特許文献3には、熱可塑性樹脂フィルム基材にポリプロピレン樹脂を押出しラミネートした包装材料が提案されている。しかしながら、特許文献3の包装材料は、熱可塑性樹脂フィルム基材に複数の接着層を設ける必要があり、製造工程が複雑でコストもかかるものであった。さらに、押出しラミネートの際のライン速度が100m/分以上の高速であると、高速になるにつれてラミネートが不十分となることがあり、特に、消費量が多く、製造ラインの高速化が必要とされるスナック菓子用包装材料の製造にこの技術を適用するには、生産性の問題があった。また、得られた包装材料は、耐内容物性能も不十分であった。 On the other hand, Patent Document 3 proposes a packaging material in which a polypropylene resin is extruded and laminated on a thermoplastic resin film substrate. However, in the packaging material of Patent Document 3, it is necessary to provide a plurality of adhesive layers on a thermoplastic resin film substrate, and the manufacturing process is complicated and expensive. Furthermore, if the line speed during extrusion lamination is a high speed of 100 m / min or more, the laminate may become insufficient as the speed increases, and in particular, the consumption amount is large, and the speeding up of the production line is required. There have been productivity issues in applying this technology to the manufacture of snack packaging materials. In addition, the resulting packaging material was also insufficient in contents resistance.
ところで、ポリプロピレン樹脂を押出しラミネートして得られる包装材料は、通常では特に問題とならないレベルではあるが、ポリプロピレン樹脂に由来する微かな臭い(PP臭)が確認されることがある。また、スナック菓子の中でも消費者の人気が高く消費量が多いポテトチップスなどのポテトスナック菓子は、微かではあるが特有の臭み(ひなた臭)を有しており、このひなた臭と包装材料のPP臭とを同時に嗅いだ場合、独特の不快な臭いと感じられることがあり、ポテトスナック菓子の風味を悪化させる原因となっていた。よって、ポテトスナック菓子の包装材料では、PP臭の抑制が課題となっていた。 By the way, although the packaging material obtained by extrusion laminating of a polypropylene resin is a level which does not pose a problem in particular normally, the slight smell (PP odor) originating in a polypropylene resin may be confirmed. Among snack foods, potato snacks such as potato chips, which are popular among consumers and consume a large amount of consumption, have a slight but distinctive odor (sunlight odor), and this dainty odor and the PP odor of the packaging material If you smell it at the same time, it may be felt as a peculiar unpleasant smell, which has been a cause of deteriorating the flavor of potato snacks. Therefore, in the packaging material for potato snacks, suppression of PP odor has been a problem.
上記のように、ポテトスナック菓子用包装材料の製造において、ポリプロピレン樹脂の押出しラミネート法を採用するには、包装材料のPP臭の抑制が求められていた。また、ポテトスナック菓子に限らず、スナック菓子に用いられる包装材料の製造では、ライン速度の高速化が必要とされていた。 As described above, in the production of a packaging material for potato snacks and snacks, suppression of the PP odor of the packaging material has been required in order to adopt the extrusion laminating method of polypropylene resin. In addition, in the production of packaging materials used for snacks, not only for potato snacks, speeding up of the line speed has been required.
本発明は、上記の従来技術の欠点を解消するものであり、熱可塑性樹脂フィルムなどの基材に、ポリプロピレン樹脂を押出しラミネートして包装材料を製造するためのアンカーコート剤であって、押出しラミネートのライン速度を高めた場合であっても、基材と押出しポリプロピレン樹脂層との接着性に優れ、得られた包装材料は、耐内容物特性に優れるとともに、PP臭が抑制されたものとすることができるアンカーコート剤を提供することを課題とする。 The present invention overcomes the above-mentioned drawbacks of the prior art, and is an anchor coating agent for extrusion-laminating a polypropylene resin on a substrate such as a thermoplastic resin film to produce a packaging material Even when the line speed is increased, the adhesion between the base material and the extruded polypropylene resin layer is excellent, and the obtained packaging material is excellent in contents resistance and has a PP odor suppressed. It is an object of the present invention to provide an anchor coating agent capable of
本発明者らは、上記課題を解決するため鋭意検討した結果、特定構造の酸変性ポリプロピレン樹脂を含有する水性分散体が、ポリプロピレン樹脂押出しラミネート用アンカーコート剤として好適であることを見出し、さらにこのアンカーコート剤を用いてポリプロピレン樹脂の押出しラミネートで得られた包装材料は、生産性に優れ、かつポリプロピレン樹脂に由来する臭いを低減することが可能であることを見出し本発明に至った。 As a result of intensive studies to solve the above problems, the present inventors have found that an aqueous dispersion containing an acid-modified polypropylene resin of a specific structure is suitable as an anchor coating agent for polypropylene resin extrusion lamination. It has been found that a packaging material obtained by extrusion lamination of a polypropylene resin using an anchor coating agent is excellent in productivity and can reduce the odor derived from the polypropylene resin, resulting in the present invention.
すなわち、本発明の要旨は、以下のとおりである。
(1)酸変性ポリプロピレン樹脂と水性媒体とを含有する水性分散体であって、酸変性ポリプロピレン樹脂のポリプロピレン成分が、アイソタクチック構造からなるホモポリプロピレンであり、ポリプロピレン主鎖に対して側鎖であるメチル基の方向の不一致の割合である不一致率が、ポリプロピレン樹脂の側鎖であるメチル基100モル%中の3.0モル%以下であることを特徴とするポリプロピレン樹脂押出しラミネート用アンカーコート剤。
(2)酸変性ポリプロピレン樹脂が、アイソタクチックポリプロピレン−(無水)マレイン酸二元共重合体であることを特徴とする(1)記載のポリプロピレン樹脂押出しラミネート用アンカーコート剤。
(3)酸変性ポリプロピレン樹脂に含まれる未反応不飽和カルボン酸成分の残存量が50〜10,000ppmであることを特徴とする(1)または(2)記載のポリプロピレン樹脂押出しラミネート用アンカーコート剤。
(4)酸変性ポリプロピレン樹脂100質量部に対し、ポリエチレン樹脂、ポリウレタン樹脂、ポリエステル樹脂から選ばれる少なくとも一種の樹脂を、1〜100質量部含有することを特徴とする(1)〜(3)のいずれかに記載のポリプロピレン樹脂押出しラミネート用アンカーコート剤。
(5)熱可塑性樹脂フィルム層、アンカーコート層、および押出しポリプロピレン樹脂層が少なくともこの順に積層されてなる包装材料であって、アンカーコート層が、(1)〜(4)のいずれかに記載のポリプロピレン樹脂押出しラミネート用アンカーコート剤により形成された塗膜であることを特徴とする包装材料。
(6)包装材料が、スナック菓子用包装材料であることを特徴とする(5)記載の包装材料。
(7)スナック菓子用包装材料が、ポテトスナック菓子用包装材料であることを特徴とする(6)記載の包装材料。
(8)上記(1)〜(4)のいずれかに記載のポリプロピレン樹脂押出しラミネート用アンカーコート剤を、熱可塑性樹脂フィルム層の少なくとも一方の面に塗布し乾燥して、アンカーコート層を形成した後、形成されたアンカーコート層の上に、溶融したポリプロピレン樹脂を、押出しラミネートにより積層することを特徴とする包装材料の製造方法。
(9)ポリプロピレン樹脂を押出しラミネートにより積層する際のライン速度が100〜600m/分であることを特徴とする(8)記載の包装材料の製造方法。
That is, the gist of the present invention is as follows.
(1) an aqueous dispersion containing an acid-modified polypropylene resin and the aqueous medium, the polypropylene component of the acid-modified polypropylene resin, Ri homopolypropylene der consisting isotactic structure, a side chain with respect to the polypropylene backbone in a mismatch which is a ratio of the direction of the mismatch of the methyl group, an anchor polypropylene resin extrusion lamination, wherein 3.0 mol% or less der Rukoto methyl group in 100 mol% is the side chain of the polypropylene resin Coating agent.
(2) The anchor coating agent for polypropylene resin extrusion lamination according to (1), wherein the acid-modified polypropylene resin is an isotactic polypropylene- (anhydride) maleic acid binary copolymer.
(3) The anchor coating agent for polypropylene resin extrusion lamination according to (1) or (2), wherein the remaining amount of unreacted unsaturated carboxylic acid component contained in the acid-modified polypropylene resin is 50 to 10,000 ppm. .
(4) 1 to 100 parts by mass of at least one resin selected from polyethylene resin, polyurethane resin, and polyester resin with respect to 100 parts by mass of acid-modified polypropylene resin is characterized by (1) to (3) The anchor coat agent for polypropylene resin extrusion lamination as described in any of the above.
(5) A packaging material comprising at least a thermoplastic resin film layer, an anchor coat layer, and an extruded polypropylene resin layer laminated in this order, wherein the anchor coat layer is any one of (1) to (4) A packaging material characterized in that it is a coating film formed of an anchor coating agent for polypropylene resin extrusion lamination.
(6) The packaging material according to (5), which is a packaging material for snack food.
(7) The packaging material according to (6), wherein the packaging material for snack food is a packaging material for potato snack food.
(8) The anchor coat agent for polypropylene resin extrusion lamination according to any one of the above (1) to (4) was applied to at least one surface of a thermoplastic resin film layer and dried to form an anchor coat layer Thereafter, a molten polypropylene resin is laminated by extrusion lamination on the formed anchor coat layer.
(9) The method for producing a packaging material according to (8), wherein the line speed at the time of laminating the polypropylene resin by extrusion lamination is 100 to 600 m / min.
本発明のアンカーコート剤は、基材に塗布しアンカーコート層を形成することで、ポリプロピレン樹脂を押出しラミネートすることが可能となり、それより得られる包装材料は、耐内容物性に優れている。また、基材として熱可塑性樹脂フィルムを採用することが可能であり、スナック菓子包装材料の製造に用いることが可能である。さらに、ポリプロピレン樹脂を押出しラミネートする際のライン速度を100m/分以上の高速で運転が可能となり生産性に優れる。また、包装材料のPP臭が抑制され、ポテトチップスなどのポテトスナック菓子を包装してもその風味を損なうことがない。また、水系のアンカーコート剤であるため、製造環境、地球環境の保全の効果も有する。 The anchor coat agent of the present invention can be applied to a base material to form an anchor coat layer, whereby a polypropylene resin can be extruded and laminated, and a packaging material obtained therefrom is excellent in content resistance. Moreover, it is possible to employ | adopt a thermoplastic resin film as a base material, and it is possible to use for manufacture of snack food packaging material. Furthermore, the line speed at the time of extruding and laminating polypropylene resin can be operated at a high speed of 100 m / min or more, and the productivity is excellent. In addition, the PP odor of the packaging material is suppressed, and the potato snacks such as potato chips can be packaged without losing their flavor. In addition, since it is a water-based anchor coating agent, it also has the effect of preserving the manufacturing environment and the global environment.
以下、本発明を詳細に説明する。
本発明のポリプロピレン樹脂押出しラミネート用アンカーコート剤は、酸変性ポリプロピレン樹脂および水性媒体を含有する水性分散体である。
Hereinafter, the present invention will be described in detail.
The anchor coating agent for polypropylene resin extrusion lamination of the present invention is an aqueous dispersion containing an acid-modified polypropylene resin and an aqueous medium.
本発明において、酸変性ポリプロピレン樹脂は、ポリプロピレン成分が、アイソタクチック構造からなるホモポリプロピレンであることが必要である。ポリプロピレンが、アイソタクチック構造以外の、シンジオタクチック構造、アタクチック構造などの構造の場合、熱可塑性樹脂フィルム基材と押出しポリプロピレン樹脂との接着性に劣る傾向がある。ここで、アイソタクチック構造とは、ポリプロピレン主鎖に対して側鎖であるメチル基が同一方向に位置する構造のことをいう。ただし、一般的にアイソタクチックポリプロピレン樹脂においても、ポリプロピレン主鎖に対して側鎖であるメチル基の方向に、わずかながら不一致が認められることがある。本発明においては、このようなポリプロピレン主鎖に対して側鎖であるメチル基の方向の不一致の割合(以下、「不一致率」ということがある)が、ポリプロピレン樹脂の側鎖であるメチル基100モル%中の3.0モル%以下であることが好ましく、2.0モル%以下であることがより好ましく、1.0モル%以下であることがさらに好ましく、0.5モル%以下であることが特に好ましい。不一致率が3モル%を超えた場合は、熱可塑性樹脂フィルム基材への接着性が低下する傾向にある。 In the present invention, the acid-modified polypropylene resin needs to be a homopolypropylene in which the polypropylene component has an isotactic structure. When the polypropylene has a structure such as a syndiotactic structure or an atactic structure other than the isotactic structure, the adhesion between the thermoplastic resin film substrate and the extruded polypropylene resin tends to be poor. Here, an isotactic structure means the structure where the methyl group which is a side chain is located in the same direction with respect to a polypropylene principal chain. However, even in the case of an isotactic polypropylene resin in general, slight mismatch may be observed in the direction of the methyl group which is a side chain with respect to the polypropylene main chain. In the present invention, the methyl group 100 is a side chain of a polypropylene resin, in which the proportion of mismatch in the direction of the methyl group which is a side chain with respect to such a polypropylene main chain (hereinafter sometimes referred to as “mismatch rate”). It is preferably 3.0 mol% or less, more preferably 2.0 mol% or less, still more preferably 1.0 mol% or less, and still more preferably 0.5 mol% or less. Is particularly preferred. If the mismatch rate exceeds 3 mol%, the adhesion to the thermoplastic resin film substrate tends to be reduced.
ポリプロピレン樹脂は、一般に、プロピレン成分のみからなるホモポリプロピレン、エチレン成分を4〜5質量%含有したランダムポリプロピレンやブロックポリプロピレン、エチレン成分や1−ブテン成分などを含有したポリプロピレン3元共重合体であるターポリマーなどに分類できる。しかし、本発明における酸変性ポリプロピレン樹脂のポリプロピレン成分は、オレフィン成分がプロピレン成分からのみからなるホモポリプロピレンであることが必要である。酸変性ポリプロピレン樹脂のポリプロピレン成分が、ホモポリプロピレン以外の、ランダムポリプロピレンやブロックポリプロピレン、ターポリマーなどのポリプロピレンである場合には、熱可塑性樹脂フィルム基材と押出しポリプロピレン樹脂との接着性に劣る傾向がある。 The polypropylene resin is generally a terpolymer which is a homopolypropylene consisting only of a propylene component, a random polypropylene or block polypropylene containing 4 to 5% by mass of an ethylene component, or a polypropylene terpolymer containing an ethylene component or a 1-butene component. It can be classified into polymers etc. However, the polypropylene component of the acid-modified polypropylene resin in the present invention is required to be homopolypropylene in which the olefin component is composed only of the propylene component. When the polypropylene component of the acid-modified polypropylene resin is a polypropylene other than homopolypropylene, such as random polypropylene, block polypropylene, terpolymer, etc., the adhesiveness between the thermoplastic resin film substrate and the extruded polypropylene resin tends to be inferior. .
本発明における酸変性ポリプロピレン樹脂は、上記のようなアイソタクチック構造からなるホモポリプロピレンが、不飽和カルボン酸成分により酸変性されたものである。
酸変性に用いられる不飽和カルボン酸成分としては、アクリル酸、メタクリル酸、(無水)マレイン酸、(無水)イタコン酸、フマル酸、クロトン酸などのほか、不飽和ジカルボン酸のハーフエステル、ハーフアミドなどが挙げられる。中でもアクリル酸、メタクリル酸、(無水)マレイン酸が、接着性の観点から好ましく、特に(無水)マレイン酸が好ましい。なお、「(無水)〜酸」とは、「〜酸または無水〜酸」を意味する。すなわち、(無水)マレイン酸とは、マレイン酸または無水マレイン酸を意味する。
不飽和カルボン酸成分は、酸変性ポリプロピレン樹脂中に共重合されていればよく、その形態は限定されず、共重合の状態としては、例えば、ランダム共重合、ブロック共重合、グラフト共重合(グラフト変性)などが挙げられ、製造のし易さや接着性の観点から、グラフト共重合が好ましい。
The acid-modified polypropylene resin in the present invention is obtained by acid-modifying homopolypropylene having the above-described isotactic structure with an unsaturated carboxylic acid component.
Examples of unsaturated carboxylic acid components used for acid modification include acrylic acid, methacrylic acid, (anhydride) maleic acid, (anhydride) itaconic acid, fumaric acid, crotonic acid, etc., and half esters of unsaturated dicarboxylic acids, half amides Etc. Among them, acrylic acid, methacrylic acid and (anhydride) maleic acid are preferable from the viewpoint of adhesiveness, and in particular (maleic anhydride) is preferable. In addition, "(anhydride)-acid" means "-acid or anhydride-acid." That is, (anhydride) maleic acid means maleic acid or maleic anhydride.
The unsaturated carboxylic acid component may be copolymerized in the acid-modified polypropylene resin, and the form thereof is not limited. As the state of copolymerization, for example, random copolymerization, block copolymerization, graft copolymerization (grafting Denatured) and the like, and graft copolymerization is preferred from the viewpoint of ease of production and adhesiveness.
不飽和カルボン酸成分を、ポリプロピレン樹脂へ導入するグラフト共重合方法は、特に限定されず、例えば、ラジカル発生剤存在下、ポリプロピレン樹脂と不飽和カルボン酸とをポリプロピレン樹脂の融点以上に加熱溶融して反応させる方法や、ポリプロピレン樹脂と不飽和カルボン酸とを有機溶媒に溶解させた後、ラジカル発生剤の存在下で加熱、攪拌して反応させる方法が挙げられる。操作が簡便である点から、前者の方法が好ましい。
グラフト共重合に使用するラジカル発生剤としては、例えば、ジ−tert−ブチルパーオキシド、ジクミルパーオキシド、tert−ブチルヒドロパーオキシド、tert−ブチルクミルパーオキシド、ベンゾイルパーオキシド、ジラウリルパーオキシド、クメンハイドロパーオキシド、tert−ブチルパーオキシベンゾエート、エチルエチルケトンパーオキシド、ジ−tert−ブチルジパーフタレート等の有機過酸化物類や、アゾビスイソブチロニトリル等のアゾニトリル類が挙げられる。これらは反応温度によって適宜、選択して使用すればよい。
The graft copolymerization method for introducing the unsaturated carboxylic acid component into the polypropylene resin is not particularly limited. For example, the polypropylene resin and the unsaturated carboxylic acid are heated and melted to a temperature above the melting point of the polypropylene resin in the presence of a radical generator. A method of reacting or a method of dissolving a polypropylene resin and an unsaturated carboxylic acid in an organic solvent and then heating and stirring in the presence of a radical generating agent may be mentioned. The former method is preferred because the operation is simple.
Examples of a radical generator used for graft copolymerization include di-tert-butyl peroxide, dicumyl peroxide, tert-butyl hydroperoxide, tert-butyl cumyl peroxide, benzoyl peroxide, dilauryl peroxide, Organic peroxides such as cumene hydroperoxide, tert-butylperoxybenzoate, ethyl ethyl ketone peroxide, di-tert-butyldiperphthalate, and azonitriles such as azobisisobutyronitrile can be mentioned. These may be appropriately selected and used depending on the reaction temperature.
酸変性ポリプロピレン樹脂における共重合成分としての不飽和カルボン酸成分の含有量は、0.1〜10質量%が好ましく、1〜7質量%がより好ましく、2〜5質量%がさらに好ましい。不飽和カルボン酸成分の含有量が0.1質量%未満であると、後述する水性分散体への加工が困難となったり、十分な接着性が得難い傾向にある。一方、10質量%を超えると、押出しポリプロピレン樹脂層との接着性が低下する傾向にある。 0.1-10 mass% is preferable, as for content of the unsaturated carboxylic acid component as a copolymerization component in acid-modified polypropylene resin, 1-7 mass% is more preferable, and 2-5 mass% is more preferable. If the content of the unsaturated carboxylic acid component is less than 0.1% by mass, processing into an aqueous dispersion to be described later tends to be difficult, and sufficient adhesiveness tends to be difficult to obtain. On the other hand, if it exceeds 10% by mass, the adhesion to the extruded polypropylene resin layer tends to be lowered.
本発明において、酸変性ポリプロピレン樹脂は、オレフィン成分と不飽和カルボン酸成分以外の成分、たとえば(メタ)アクリル酸エステルのような成分を、共重合成分として含有してもよい。このような共重合成分の含有量は、本発明の効果を損なわない範囲であれば特に限定されないが、酸変性ポリプロピレン樹脂の20質量%以下であることが好ましい。 In the present invention, the acid-modified polypropylene resin may contain a component other than the olefin component and the unsaturated carboxylic acid component, for example, a component such as (meth) acrylic acid ester as a copolymerization component. The content of such a copolymerization component is not particularly limited as long as the effects of the present invention are not impaired, but it is preferably 20% by mass or less of the acid-modified polypropylene resin.
本発明における酸変性ポリプロピレン樹脂の最も好ましい具体例としては、アイソタクチックポリプロピレン−(無水)マレイン酸二元共重合体が挙げられる。酸変性ポリプロピレン樹脂が、アイソタクチックポリプロピレン−(無水)マレイン酸二元共重合体であることで、ポリエステル樹脂フィルムやポリアミド樹脂フィルムなどの熱可塑性樹脂フィルム基材との接着性がより良好なものとなり、さらには、ライン速度の高速化やPP臭の抑制効果に優れたものとなる。なお、アイソタクチックポリプロピレン−(無水)マレイン酸二元共重合体における(無水)マレイン酸は、無水マレイン酸、マレイン酸のいずれであってもよく、両者が混在していてもよい。両者の混在した組成とは、アイソタクチックポリプロピレン−無水マレイン酸−マレイン酸共重合体のことであり、本発明ではこの共重合体も、アイソタクチックポリプロピレン−(無水)マレイン酸二元共重合体に含まれる。 The most preferable specific example of the acid-modified polypropylene resin in the present invention is an isotactic polypropylene- (anhydride) maleic acid binary copolymer. What the adhesiveness with thermoplastic resin film base materials, such as a polyester resin film and a polyamide resin film, is more excellent because acid-modified polypropylene resin is an isotactic polypropylene-(anhydride) maleic acid binary copolymer In addition, the line speed can be increased and the PP odor can be effectively suppressed. The (anhydride) maleic acid in the isotactic polypropylene- (anhydride) maleic acid binary copolymer may be either maleic anhydride or maleic acid, or both may be mixed. The composition in which both are mixed means isotactic polypropylene-maleic anhydride-maleic acid copolymer, and in the present invention, this copolymer also has isotactic polypropylene- (anhydride) maleic acid binary copolymer. Included in the union.
酸変性ポリプロピレン樹脂の分子量の目安となる170℃、2160g荷重におけるメルトフローレートは、0.01〜300g/10分であることが好ましく、0.1〜100g/10分であることがより好ましく、1〜50g/10分であることがさらに好ましく、1〜20g/10分であることが特に好ましい。メルトフローレートが300g/10分を超える場合は、耐内容物性が低下する傾向にあり、0.01g/10分未満の場合は、樹脂を高分子量化する際の製造面に制約を受けることがある。 The melt flow rate at 2160 g load at 170 ° C., which is an index of the molecular weight of the acid-modified polypropylene resin, is preferably 0.01 to 300 g / 10 min, and more preferably 0.1 to 100 g / 10 min. More preferably, it is 1 to 50 g / 10 min, and particularly preferably 1 to 20 g / 10 min. If the melt flow rate exceeds 300 g / 10 min, the content resistance tends to be lowered, and if it is less than 0.01 g / 10 min, the manufacturing aspect in increasing the molecular weight of the resin may be restricted. is there.
酸変性ポリプロピレン樹脂は、耐熱性の観点から、融点が100〜200℃であることが好ましく、120〜180℃であることがより好ましく、130〜170℃であることがさらに好ましく、140〜160℃であることが特に好ましい。 The acid-modified polypropylene resin preferably has a melting point of 100 to 200 ° C., more preferably 120 to 180 ° C., and still more preferably 130 to 170 ° C., from the viewpoint of heat resistance. Is particularly preferred.
本発明における酸変性ポリプロピレン樹脂は、酸変性ポリプロピレン樹脂に含まれる、未反応不飽和カルボン酸モノマー成分の残存量が50〜10,000ppmであることが好ましく、100〜7,000ppmであることがより好ましく、200〜5,000ppmであることがさらに好ましく、300〜3,000ppmであることが特に好ましく、300〜2,000ppmであることが最も好ましい。未反応不飽和カルボン酸モノマー成分の残存量が上記好ましい範囲であることで、熱可塑性樹脂フィルム基材と押出しポリプロピレン樹脂との接着性や耐内容物性能、さらにはライン速度の高速化やPP臭の抑制効果に優れたものとなる。ここで未反応不飽和カルボン酸モノマー成分の残存量とは、酸変性ポリプロピレン樹脂の製造の際に原料として使用された不飽和カルボン酸モノマー成分のうち、ポリプロピレン樹脂と反応せずに遊離状態で酸変性ポリプロピレン樹脂中に残存する不飽和カルボン酸モノマー成分の量を意味する。 In the acid-modified polypropylene resin of the present invention, the remaining amount of the unreacted unsaturated carboxylic acid monomer component contained in the acid-modified polypropylene resin is preferably 50 to 10,000 ppm, and more preferably 100 to 7,000 ppm. Preferably, it is 200 to 5,000 ppm, more preferably 300 to 3,000 ppm, and most preferably 300 to 2,000 ppm. When the residual amount of the unreacted unsaturated carboxylic acid monomer component is in the above-mentioned preferable range, the adhesion between the thermoplastic resin film substrate and the extruded polypropylene resin and the content resistance, and further the line speed and PP odor Excellent in the suppression effect of Here, the remaining amount of the unreacted unsaturated carboxylic acid monomer component is an acid in a free state without reacting with the polypropylene resin among the unsaturated carboxylic acid monomer components used as a raw material in the production of the acid-modified polypropylene resin. The amount of unsaturated carboxylic acid monomer component remaining in the modified polypropylene resin is meant.
酸変性ポリプロピレン樹脂に含まれる未反応不飽和カルボン酸モノマー成分の残存量は、酸変性ポリプロピレン樹脂と水性媒体とから水性分散体を作製する前において、例えば、酸変性ポリプロピレン樹脂を加熱および減圧して、未反応不飽和カルボン酸モノマー成分を留去する方法、酸変性ポリプロピレン樹脂を溶媒に溶解させて再沈殿により、未反応不飽和カルボン酸モノマー成分を分離する方法、粉末やペレット状にした酸変性ポリプロピレン樹脂を水や有機溶媒などの液で洗浄して、未反応不飽和カルボン酸モノマー成分を除去する方法などの方法で低減することが可能である。 The remaining amount of the unreacted unsaturated carboxylic acid monomer component contained in the acid-modified polypropylene resin is obtained, for example, by heating and depressurizing the acid-modified polypropylene resin before producing an aqueous dispersion from the acid-modified polypropylene resin and the aqueous medium. A method of distilling off unreacted unsaturated carboxylic acid monomer component, a method of separating an unreacted unsaturated carboxylic acid monomer component by dissolving acid-modified polypropylene resin in a solvent and reprecipitating, acid-denatured powder or pellets The polypropylene resin can be washed with a liquid such as water or an organic solvent and reduced by a method such as removing unreacted unsaturated carboxylic acid monomer component.
これらの方法の中でも、粉末やペレット状にした酸変性ポリプロピレン樹脂を水や有機溶媒などを洗浄液として用いて洗浄する方法が、低減効果が高く好ましい。
洗浄液に使用する有機溶媒としては、酸変性ポリプロピレン樹脂に対する溶解性が劣り、かつ不飽和カルボン酸モノマー成分に対する溶解性に優れるものを選定することが好ましく、具体的には、メタノール、エタノール、プロパノール、ブタノールなどのアルコールや、アセトンなどを用いることが好ましい。
Among these methods, a method of washing powder or pelletized acid-modified polypropylene resin using water, an organic solvent or the like as a washing solution is preferable because of its high reduction effect.
As the organic solvent used for the cleaning solution, it is preferable to select one having poor solubility in acid-modified polypropylene resin and excellent in solubility in the unsaturated carboxylic acid monomer component. Specifically, methanol, ethanol, propanol, It is preferable to use an alcohol such as butanol or acetone.
また、洗浄液として、有機アミンを添加したものを使用することで、不飽和カルボン酸成分の残存量を効率よく低減することが可能となる。洗浄液に添加できる有機アミンとしては、トリエチルアミン、N,N−ジメチルエタノールアミン、イソプロピルアミン、アミノエタノール、ジメチルアミノエタノール、ジエチルアミノエタノール、エチルアミン、ジエチルアミン、イソブチルアミン、ジプロピルアミン、3−エトキシプロピルアミン、3−ジエチルアミノプロピルアミン、sec−ブチルアミン、プロピルアミン、n−ブチルアミン、2−メトキシエチルアミン、3−メトキシプロピルアミン、2,2−ジメトキシエチルアミン、モノエタノールアミン、モルホリン、N−メチルモルホリン、N−エチルモルホリン、ピロール、ピリジン等が挙げられる。
洗浄液における有機アミンの含有量は、未反応不飽和カルボン酸モノマー成分の低減効率の観点から、洗浄液100質量部に対して、0.5〜30質量部であることが好ましく、1〜10質量部であることがより好ましい。
Moreover, it becomes possible to reduce the residual amount of an unsaturated carboxylic acid component efficiently by using what added the organic amine as a washing | cleaning liquid. Organic amines which can be added to the washing solution include triethylamine, N, N-dimethylethanolamine, isopropylamine, aminoethanol, dimethylaminoethanol, diethylaminoethanol, ethylamine, diethylamine, isobutylamine, dipropylamine, 3-ethoxypropylamine, 3 -Diethylaminopropylamine, sec-butylamine, propylamine, n-butylamine, 2-methoxyethylamine, 3-methoxypropylamine, 2,2-dimethoxyethylamine, monoethanolamine, morpholine, N-methylmorpholine, N-ethylmorpholine, Pyrrole, pyridine and the like can be mentioned.
The content of the organic amine in the cleaning solution is preferably 0.5 to 30 parts by mass, and 1 to 10 parts by mass with respect to 100 parts by mass of the cleaning solution, from the viewpoint of the reduction efficiency of the unreacted unsaturated carboxylic acid monomer component. It is more preferable that
具体的な洗浄方法としては、例えば、粉末やペレット状にした酸変性ポリプロピレン樹脂と、水や有機溶媒などからなる洗浄液とを混合し、加熱および攪拌する方法が挙げられる。また、洗浄回数を増やすことで、残存量をより低減することが可能となる。洗浄液の量は、酸変性ポリプロピレン樹脂と等質量以上であることが好ましい。洗浄温度としては、樹脂の溶解や変形のない範囲で高温であることが好ましい。洗浄時間としては、30分以上が好ましく、60分以上がより好ましい。洗浄後の酸変性ポリプロピレン樹脂は、加熱や減圧などにより、洗浄液を乾燥させることが好ましい。 As a specific washing | cleaning method, the method of mixing and heating and stirring the acid-modified polypropylene resin made into powder or pellet form, and the washing | cleaning liquid which consists of water, an organic solvent, etc. is mentioned, for example. In addition, the residual amount can be further reduced by increasing the number of times of cleaning. The amount of the washing solution is preferably equal to or more than the acid-modified polypropylene resin. As a washing | cleaning temperature, it is preferable that it is high temperature in the range which there is neither melt | dissolution nor deformation | transformation of resin. As a washing | cleaning time, 30 minutes or more are preferable, and 60 minutes or more are more preferable. It is preferable that the acid-modified polypropylene resin after washing be dried by heating, reduced pressure, or the like.
次に、本発明における水性媒体について説明する。
本発明における水性分散体は、上記酸変性ポリプロピレン樹脂と、水性媒体とを含有する。水性媒体とは、水または、水を主成分とする液体のことであり、後述する塩基性化合物や有機溶媒を含有していてもよい。
Next, the aqueous medium in the present invention will be described.
The aqueous dispersion in the present invention contains the above-mentioned acid-modified polypropylene resin and an aqueous medium. The aqueous medium is water or a liquid containing water as a main component, and may contain a basic compound or an organic solvent described later.
本発明における水性媒体には、塩基性化合物が含有されていることが好ましい。水性分散体中に含まれる酸変性ポリプロピレン樹脂のカルボキシル基が、塩基性化合物によって中和され、生成したカルボキシルアニオン間の電気反発力によって、微粒子間の凝集が防がれ、水性分散体に分散安定性が付与される。塩基性化合物としてはカルボキシル基を中和できるものであればよいが、包装材料に用いた際の包装材料の性能を良好に保つ観点から、揮発性のものを用いることが好ましい。 The aqueous medium in the present invention preferably contains a basic compound. The carboxyl group of the acid-modified polypropylene resin contained in the aqueous dispersion is neutralized by the basic compound, and the electrical repulsion between the produced carboxyl anions prevents the aggregation between the fine particles, resulting in stable dispersion in the aqueous dispersion. Sex is given. Any basic compound may be used as long as it can neutralize a carboxyl group, but it is preferable to use a volatile compound from the viewpoint of maintaining good performance of the packaging material when used for the packaging material.
塩基性化合物としては、アンモニアや有機アミンが好ましい。有機アミンの具体例としては、トリエチルアミン、N,N−ジメチルエタノールアミン、イソプロピルアミン、アミノエタノール、ジメチルアミノエタノール、ジエチルアミノエタノール、エチルアミン、ジエチルアミン、イソブチルアミン、ジプロピルアミン、3−エトキシプロピルアミン、3−ジエチルアミノプロピルアミン、sec−ブチルアミン、プロピルアミン、n−ブチルアミン、2−メトキシエチルアミン、3−メトキシプロピルアミン、2,2−ジメトキシエチルアミン、モノエタノールアミン、モルホリン、N−メチルモルホリン、N−エチルモルホリン、ピロール、ピリジン等が挙げられる。
塩基性化合物の含有量は、酸変性ポリプロピレン樹脂中のカルボキシル基に対して0.5〜10倍当量であることが好ましく、0.8〜5倍当量であることがより好ましく、0.9〜3.0倍当量であることが特に好ましい。塩基性化合物の含有量が0.5倍当量未満であると、塩基性化合物の添加効果が認められず、一方、含有量が10倍当量を超えると、アンカーコート層形成時の乾燥時間が長くなったり、水性分散体の安定性が低下することがある。
As a basic compound, ammonia and an organic amine are preferable. Specific examples of organic amines include triethylamine, N, N-dimethylethanolamine, isopropylamine, aminoethanol, dimethylaminoethanol, diethylaminoethanol, ethylamine, diethylamine, isobutylamine, dipropylamine, 3-ethoxypropylamine, 3- Diethylaminopropylamine, sec-butylamine, propylamine, n-butylamine, 2-methoxyethylamine, 3-methoxypropylamine, 2,2-dimethoxyethylamine, monoethanolamine, morpholine, N-methylmorpholine, N-ethylmorpholine, pyrrole And pyridine.
The content of the basic compound is preferably 0.5 to 10 times equivalent to the carboxyl group in the acid-modified polypropylene resin, more preferably 0.8 to 5 times equivalent, and 0.9 to It is particularly preferred that it is 3.0 times equivalent. When the content of the basic compound is less than 0.5 times equivalent, the addition effect of the basic compound is not recognized, while when the content exceeds 10 times equivalent, the drying time at the time of forming the anchor coat layer is long. And the stability of the aqueous dispersion may be reduced.
本発明における水性媒体は、さらに有機溶媒を含有してもよい。有機溶媒を含有することで基材への濡れ性を改善することができる。さらには、後述する酸変性ポリプロピレン樹脂の水性分散化の際に有機溶媒を添加することで、水性分散化を促進し、分散粒子径を小さくすることができる。
水性分散体中の有機溶媒の含有量は、水性分散体全体に対し、50質量%以下であることが好ましく、0.1〜45質量%であることがより好ましく、2〜40質量%であることがさらに好ましく、3〜35質量%であることが特に好ましい。有機溶媒の含有量が50質量%を超えると、水性分散体の安定性が低下することがある。
水性分散体に含有する有機溶媒は、水性分散化促進性能や分散安定性の観点から、20℃の水に対する溶解性が10g/L以上であることが好ましく、20g/L以上であることがより好ましく、50g/L以上であることがさらに好ましい。
また、水性分散体を含有するアンカーコート剤を乾燥してアンカーコート層を得る際の乾燥性の観点から、有機溶媒の沸点は、200℃以下であることが好ましい。沸点が200℃を超える有機溶媒は、アンカーコート層に残存する傾向にあり、接着性等が低下することがある。
The aqueous medium in the present invention may further contain an organic solvent. The wettability to a substrate can be improved by containing an organic solvent. Furthermore, by adding an organic solvent at the time of the aqueous dispersion of the acid-modified polypropylene resin described later, the aqueous dispersion can be promoted and the dispersed particle size can be reduced.
The content of the organic solvent in the aqueous dispersion is preferably 50% by mass or less, more preferably 0.1 to 45% by mass, and more preferably 2 to 40% by mass with respect to the entire aqueous dispersion. Is more preferable, and 3 to 35% by mass is particularly preferable. When the content of the organic solvent exceeds 50% by mass, the stability of the aqueous dispersion may be reduced.
The organic solvent contained in the aqueous dispersion preferably has a solubility in water of 20 ° C. of 10 g / L or more, more preferably 20 g / L or more, from the viewpoint of aqueous dispersion promotion performance and dispersion stability. Preferably, it is 50 g / L or more.
In addition, the boiling point of the organic solvent is preferably 200 ° C. or less from the viewpoint of drying property when the anchor coat agent containing the aqueous dispersion is dried to obtain the anchor coat layer. The organic solvent whose boiling point exceeds 200 degreeC tends to remain | survive in an anchor coat layer, and adhesiveness etc. may fall.
有機溶媒としては、例えば、メタノール、エタノール、n−プロパノール、イソプロパノール、n−ブタノール、イソブタノール、sec−ブタノール、tert−ブタノール、n−アミルアルコール、イソアミルアルコール、sec−アミルアルコール、tert−アミルアルコール、1−エチル−1−プロパノール、2−メチル−1−ブタノール、n−ヘキサノール、シクロヘキサノール等のアルコール類、メチルエチルケトン、メチルイソブチルケトン、エチルブチルケトン、シクロヘキサノン等のケトン類、テトラヒドロフラン、ジオキサン等のエーテル類、酢酸エチル、酢酸−n−プロピル、酢酸イソプロピル、酢酸−n−ブチル、酢酸イソブチル、酢酸−sec−ブチル、酢酸−3−メトキシブチル、プロピオン酸メチル、プロピオン酸エチル、炭酸ジエチル、炭酸ジメチル等のエステル類、エチレングリコールモノメチルエーテル、エチレングリコールモノエチルエーテル、エチレングリコールモノプロピルエーテル、エチレングリコールモノブチルエーテル、エチレングリコールエチルエーテルアセテート等のグリコール誘導体、さらには、1−メトキシ−2−プロパノール、1−エトキシ−2−プロパノール、3−メトキシ−3−メチル−1−ブタノール、メトキシブタノール、アセトニトリル、ジメチルホルムアミド、ジメチルアセトアミド、ジアセトンアルコール、アセト酢酸エチル、1,2−ジメチルグリセリン、1,3−ジメチルグリセリン、トリメチルグリセリン等が挙げられる。
中でも、エタノール、n−プロパノール、イソプロパノール、n−ブタノール、メチルエチルケトン、シクロヘキサノン、テトラヒドロフラン、ジオキサン、エチレングリコールモノエチルエーテル、エチレングリコールモノプロピルエーテル、エチレングリコールモノブチルエーテル、ジエチレングリコールモノメチルエーテルは、酸変性ポリオレフィン樹脂の水性分散化促進により効果的であり、好ましい。
本発明では、これらの有機溶媒を複数混合して使用してもよい。
As the organic solvent, for example, methanol, ethanol, n-propanol, isopropanol, n-butanol, isobutanol, sec-butanol, tert-butanol, n-amyl alcohol, isoamyl alcohol, sec-amyl alcohol, tert-amyl alcohol, Alcohols such as 1-ethyl-1-propanol, 2-methyl-1-butanol, n-hexanol, cyclohexanol, ketones such as methyl ethyl ketone, methyl isobutyl ketone, ethyl butyl ketone, cyclohexanone, ethers such as tetrahydrofuran, dioxane Ethyl acetate, n-propyl acetate, isopropyl acetate, n-butyl acetate, isobutyl acetate, sec-butyl acetate, 3-methoxybutyl acetate, methyl propionate, pro Esters such as ethyl carbonate, diethyl carbonate, dimethyl carbonate, ethylene glycol monomethyl ether, ethylene glycol monoethyl ether, ethylene glycol monopropyl ether, ethylene glycol monobutyl ether, glycol derivatives such as ethylene glycol ethyl ether acetate, and the like -Methoxy-2-propanol, 1-ethoxy-2-propanol, 3-methoxy-3-methyl-1-butanol, methoxybutanol, acetonitrile, dimethylformamide, dimethylacetamide, diacetone alcohol, ethyl acetoacetate, 1,2- Dimethyl glycerol, 1,3-dimethyl glycerol, trimethyl glycerol etc. are mentioned.
Among them, ethanol, n-propanol, isopropanol, n-butanol, methyl ethyl ketone, cyclohexanone, tetrahydrofuran, dioxane, ethylene glycol monoethyl ether, ethylene glycol monopropyl ether, ethylene glycol monobutyl ether, diethylene glycol monomethyl ether are aqueous of acid-modified polyolefin resin It is effective and preferable to promote dispersion.
In the present invention, a plurality of these organic solvents may be mixed and used.
次に、本発明における水性分散体について説明する。
本発明における水性分散体は、酸変性ポリプロピレン樹脂と、水性媒体とを含有し、酸変性ポリプロピレン樹脂は、水性媒体中に分散している。
Next, the aqueous dispersion in the present invention will be described.
The aqueous dispersion in the present invention contains an acid-modified polypropylene resin and an aqueous medium, and the acid-modified polypropylene resin is dispersed in the aqueous medium.
水性分散体中に分散している酸変性ポリプロピレン樹脂粒子の数平均粒子径は、押出しラミネートのライン速度を高速化した際の接着性の観点から、0.5μm以下であることが好ましく、0.001〜0.3μmであることがより好ましく、0.01〜0.2μmであることがさらに好ましく、0.02〜0.1μmであることが特に好ましく、0.02〜0.07μmであることが最も好ましい。 The number average particle diameter of the acid-modified polypropylene resin particles dispersed in the aqueous dispersion is preferably 0.5 μm or less from the viewpoint of adhesion when the extrusion laminating line speed is increased, and it is preferably 0. The thickness is more preferably 0.001 to 0.3 μm, still more preferably 0.01 to 0.2 μm, particularly preferably 0.02 to 0.1 μm, and preferably 0.02 to 0.07 μm. Is most preferred.
本発明において、水性分散体における酸変性ポリプロピレン樹脂の含有量は、コーティング条件やコーティング厚み、性能等に応じて適宜選択でき、特に限定されるものでないが、水性分散体の粘性を適度に保ち、かつ良好なコーティング性を発現させる点で、1〜60質量%であることが好ましく、3〜55質量%であることがより好ましく、5〜50質量%であることがさらに好ましく、10〜45質量%であることが特に好ましい。 In the present invention, the content of the acid-modified polypropylene resin in the aqueous dispersion can be appropriately selected according to the coating conditions, coating thickness, performance, etc., and is not particularly limited, but the viscosity of the aqueous dispersion is kept appropriate. And from the viewpoint of expressing good coating properties, it is preferably 1 to 60% by mass, more preferably 3 to 55% by mass, still more preferably 5 to 50% by mass, and 10 to 45% by mass. % Is particularly preferred.
本発明における水性分散体の粘度は、特に限定されないが、B型粘度計で20℃条件下にて測定した粘度は、4〜100000mPa・sであることが好ましい。また、水性分散体のpHも特に限定されないが、pH6〜12であることが好ましい。 The viscosity of the aqueous dispersion in the present invention is not particularly limited, but the viscosity measured under a condition of 20 ° C. with a B-type viscometer is preferably 4 to 100,000 mPa · s. The pH of the aqueous dispersion is also not particularly limited, but is preferably 6 to 12.
本発明における水性分散体は、不揮発性の水性分散化助剤を実質的に含有しないことが好ましい。本発明は、不揮発性水性分散化助剤の使用を排除するものではないが、水性化分散助剤を用いずとも、酸変性ポリプロピレン樹脂を数平均粒子径0.5μm以下で水性媒体中に安定的に分散することができる。本発明における水性分散体は、不揮発性の水性分散化助剤を実質的に含有しないため、接着性や耐内容物性、耐水性に優れており、これらの性能は長期的にもほとんど変化しない。 The aqueous dispersion in the present invention preferably contains substantially no nonvolatile aqueous dispersion aid. The present invention does not exclude the use of a non-volatile aqueous dispersion aid, but is stable in an aqueous medium with an acid-modified polypropylene resin having a number average particle diameter of 0.5 μm or less without using an aqueous dispersion aid Can be distributed. The aqueous dispersion in the present invention is substantially free of the non-volatile aqueous dispersion aid, and thus is excellent in adhesiveness, content resistance and water resistance, and these performances hardly change even in the long run.
ここで、「水性分散化助剤」とは、水性分散体の製造において、水性分散化促進や水性分散体の安定化の目的で添加される薬剤や化合物のことであり、「不揮発性」とは、常圧での沸点を有さないか、もしくは常圧で高沸点(例えば300℃以上)であることを指す。 Here, the term "aqueous dispersion aid" refers to a drug or compound added for the purpose of promoting aqueous dispersion or stabilizing aqueous dispersion in the production of aqueous dispersion, and "non-volatile" Indicates that it does not have a boiling point at normal pressure, or has a high boiling point (eg, 300 ° C. or higher) at normal pressure.
「不揮発性水性分散化助剤を実質的に含有しない」とは、こうした助剤を製造時(酸変性ポリプロピレン樹脂の水性分散化時)に用いず、得られる水性分散体が結果的にこの助剤を含有しないことを意味する。したがって、こうした水性分散化助剤は、含有量がゼロであることが特に好ましいが、本発明の効果を損ねない範囲で、酸変性ポリプロピレン樹脂に対して5質量%以下、好ましくは2質量%以下、さらに好ましくは0.5質量%未満程度含まれていても差し支えない。 The phrase "substantially free of the non-volatile aqueous dispersion aid" means that such an aid is not used at the time of production (at the time of aqueous dispersion of the acid-modified polypropylene resin), and the resulting aqueous dispersion is It means that it does not contain an agent. Therefore, it is particularly preferable that the content of the aqueous dispersion aid is zero, but the content is 5% by mass or less, preferably 2% by mass or less based on the acid-modified polypropylene resin, as long as the effects of the present invention are not impaired. More preferably, less than 0.5% by mass may be contained.
本発明でいう不揮発性水性分散化助剤としては、例えば、後述する乳化剤、保護コロイド作用を有する化合物、変性ワックス類、高酸価の酸変性化合物、水溶性高分子などが挙げられる。 Examples of the non-volatile aqueous dispersion aid as referred to in the present invention include an emulsifying agent described later, a compound having a protective colloid action, modified waxes, an acid modified compound having a high acid value, a water-soluble polymer and the like.
乳化剤としては、カチオン性乳化剤、アニオン性乳化剤、ノニオン性乳化剤、あるいは両性乳化剤が挙げられ、一般に乳化重合に用いられるもののほか、界面活性剤類も含まれる。例えば、アニオン性乳化剤としては、高級アルコールの硫酸エステル塩、高級アルキルスルホン酸塩、高級カルボン酸塩、アルキルベンゼンスルホン酸塩、ポリオキシエチレンアルキルサルフェート塩、ポリオキシエチレンアルキルフェニルエーテルサルフェート塩、ビニルスルホサクシネート等が挙げられ、ノニオン性乳化剤としては、ポリオキシエチレンアルキルエーテル、ポリオキシエチレンアルキルフェニルエーテル、ポリエチレングリコール脂肪酸エステル、エチレンオキサイドプロピレンオキサイドブロック共重合体、ポリオキシエチレン脂肪酸アミド、エチレンオキサイド−プロピレンオキサイド共重合体などのポリオキシエチレン構造を有する化合物やポリオキシエチレンソルビタン脂肪酸エステルなどのソルビタン誘導体等が挙げられ、両性乳化剤としては、ラウリルベタイン、ラウリルジメチルアミンオキサイド等が挙げられる。 As an emulsifier, a cationic emulsifier, an anionic emulsifier, a nonionic emulsifier, or an amphoteric emulsifier is mentioned, In addition to what is generally used for emulsion polymerization, surfactant is also contained. For example, as an anionic emulsifier, sulfates of higher alcohols, higher alkyl sulfonates, higher carboxylates, alkyl benzene sulfonates, polyoxyethylene alkyl sulfate salts, polyoxyethylene alkyl phenyl ether sulfate salts, vinyl sulfosuccinic acid And nonionic emulsifiers such as polyoxyethylene alkyl ether, polyoxyethylene alkyl phenyl ether, polyethylene glycol fatty acid ester, ethylene oxide propylene oxide block copolymer, polyoxyethylene fatty acid amide, ethylene oxide-propylene oxide Compounds having a polyoxyethylene structure such as a copolymer, and sorbitan derivatives such as polyoxyethylene sorbitan fatty acid ester And examples of the amphoteric emulsifiers, lauryl betaine, lauryl dimethyl amine oxide, and the like.
保護コロイド作用を有する化合物、変性ワックス類、高酸価の酸変性化合物、水溶性高分子としては、ポリビニルアルコール、カルボキシル基変性ポリビニルアルコール、カルボキシメチルセルロース、ヒドロキシエチルセルロース、ヒドロキシプロピルセルロース、変性デンプン、ポリビニルピロリドン、ポリアクリル酸およびその塩、カルボキシル基含有ポリエチレンワックス、カルボキシル基含有ポリプロピレンワックス、カルボキシル基含有ポリエチレン−プロピレンワックスなどの数平均分子量が通常5000以下の酸変性ポリオレフィンワックス類およびその塩、アクリル酸−無水マレイン酸共重合体およびその塩、スチレン−(メタ)アクリル酸共重合体、エチレン−(メタ)アクリル酸共重合体、イソブチレン−無水マレイン酸交互共重合体、(メタ)アクリル酸−(メタ)アクリル酸エステル共重合体等の不飽和カルボン酸含有量が10質量%以上のカルボキシル基含有ポリマーおよびその塩、ポリイタコン酸およびその塩、アミノ基を有する水溶性アクリル系共重合体、ゼラチン、アラビアゴム、カゼイン等、一般に微粒子の分散安定剤として用いられている化合物等が挙げられる。 Compounds having protective colloid action, modified waxes, acid-modified compounds with high acid value, and water-soluble polymers such as polyvinyl alcohol, carboxyl group-modified polyvinyl alcohol, carboxymethyl cellulose, hydroxyethyl cellulose, hydroxypropyl cellulose, modified starch, polyvinyl pyrrolidone Acid-modified polyolefin waxes and their salts generally having a number average molecular weight of 5000 or less, such as polyacrylic acid and salts thereof, carboxyl group-containing polyethylene wax, carboxyl group-containing polypropylene wax and carboxyl group-containing polyethylene-propylene wax, acrylic acid-anhydride Maleic acid copolymer and its salt, styrene- (meth) acrylic acid copolymer, ethylene- (meth) acrylic acid copolymer, isobutylene-anthracene anhydride Carboxyl group-containing polymers having an unsaturated carboxylic acid content of 10% by mass or more, such as acid alternating copolymers, (meth) acrylic acid- (meth) acrylic acid ester copolymers and the like, salts thereof, polyitaconic acid and salts thereof, amino Water-soluble acrylic copolymers having a group, gelatin, gum arabic, casein and the like, compounds generally used as a dispersion stabilizer for fine particles, and the like can be mentioned.
次に、本発明における水性分散体の製造方法について説明する。
酸変性ポリプロピレン樹脂の水性分散体を製造する方法として、たとえば、酸変性ポリプロピレン樹脂と、水性媒体(必要に応じて有機溶剤や塩基性化合物等を含有)とを、密閉可能な容器中で加熱、攪拌する方法などが知られている。しかしながら本発明における酸変性ポリプロピレン樹脂は、ポリプロピレン成分が、アイソタクチック構造からなるホモポリプロピレンであることから、結晶度が高くかつ高融点であり、また酸、アルカリ、有機溶媒などの薬品や水に対して安定であるため、水性分散化が困難な特性を有している。特に得られる水性分散体の数平均粒子径を、好ましい範囲にすることはさらに困難であった。そのため、本発明では、このような方法の中でも、後述する製造方法を採用することが好ましい。以下に、本発明における好ましい製造方法について具体的に説明する。
Next, the method for producing the aqueous dispersion in the present invention will be described.
As a method of producing an aqueous dispersion of acid-modified polypropylene resin, for example, heating in a container capable of sealing an acid-modified polypropylene resin and an aqueous medium (containing an organic solvent, a basic compound, etc. as required) Methods of stirring and the like are known. However, since the acid-modified polypropylene resin in the present invention is a homopolypropylene having an isotactic structure as the polypropylene component, it has a high crystallinity and a high melting point, and it can be used for chemicals such as acids, alkalis, organic solvents, and water. It is difficult to disperse in water because it is stable. In particular, it has been more difficult to make the number average particle size of the obtained aqueous dispersion within the preferred range. Therefore, in the present invention, among such methods, it is preferable to adopt a manufacturing method described later. Below, the preferable manufacturing method in this invention is demonstrated concretely.
水性分散化に用いる装置としては、固/液撹拌装置や乳化機として使用されている容器を使用することができ、0.1MPa以上の加圧が可能な装置を使用することが好ましい。撹拌の方法、撹拌の回転速度は特に限定されないが、酸変性ポリプロピレン樹脂が水性媒体中で浮遊状態となる程度の低速の撹拌でよい。したがって、高速撹拌(例えば1000rpm以上)やホモジナイザーの使用は必須ではなく、簡便な装置でも水性分散体の製造が可能である。 As an apparatus used for aqueous dispersion, a container used as a solid / liquid stirring apparatus or an emulsifying machine can be used, and it is preferable to use an apparatus capable of applying a pressure of 0.1 MPa or more. The method of agitation and the rotational speed of agitation are not particularly limited, but agitation may be slow as long as the acid-modified polypropylene resin is suspended in an aqueous medium. Therefore, high-speed stirring (for example, 1000 rpm or more) and use of a homogenizer are not essential, and the production of an aqueous dispersion is possible with a simple device.
上記の装置に、酸変性ポリプロピレン樹脂、塩基性化合物、有機溶媒および水などの原料を投入し、好ましくは40℃以下の温度で攪拌混合しておく。次いで、槽内の温度を80〜240℃、好ましくは100〜220℃、さらに好ましくは110〜200℃、特に好ましくは100〜190℃の温度に保ちつつ、好ましくは粗大粒子が無くなるまで攪拌を続ける(例えば、5〜300分間)。
上記工程において、槽内の温度が80℃未満であると、酸変性ポリプロピレン樹脂の水性分散化が進行し難くなり、一方、槽内の温度が240℃を超えると、酸変性アイソタクチックポリプロピレン樹脂の分子量が低下することがある。
Raw materials such as an acid-modified polypropylene resin, a basic compound, an organic solvent and water are charged into the above-described apparatus, and are preferably mixed at a temperature of 40 ° C. or less. Then, while maintaining the temperature in the tank at a temperature of 80 to 240 ° C., preferably 100 to 220 ° C., more preferably 110 to 200 ° C., particularly preferably 100 to 190 ° C., stirring is continued until preferably coarse particles disappear (E.g., 5 to 300 minutes).
In the above steps, when the temperature in the tank is less than 80 ° C., the aqueous dispersion of the acid-modified polypropylene resin is difficult to progress, while when the temperature in the tank exceeds 240 ° C., the acid-modified isotactic polypropylene resin Molecular weight may decrease.
ここまでの工程で、酸変性ポリプロピレン樹脂は水性媒体におおよそ分散した状態となっている。しかし、本発明においては、酸変性ポリプロピレン樹脂の分散化をより良好なものとし、酸変性ポリプロピレン樹脂の数平均粒子径を、本発明で規定する好ましい範囲にするために、その後さらに系内に、塩基性化合物、有機溶媒および水から選ばれる少なくとも1種を加え、密閉容器中で、再度、100〜240℃の温度下で加熱(再昇温)、攪拌することが好ましい。このように、水性媒体を構成するものを追加し、再度加熱、攪拌することで、水性分散体中の酸変性ポリプロピレン樹脂の数平均粒子径や粒子径分布にかかる分散度を好ましい範囲に調整することができる。
再昇温の工程において、槽内の温度が100℃未満であると、酸変性ポリプロピレン樹脂の水性分散化が進行し難くなり、一方、槽内の温度が240℃を超えると、酸変性ポリプロピレン樹脂の分子量が低下することがある。
なお、塩基性化合物、有機溶媒、水を追加配合する方法は特に限定されないが、ギヤポンプなどを用いて加圧下で配合する方法や、一旦系内温度を下げ常圧になってから配合する方法などがある。
追加配合する塩基性化合物と、有機溶媒と、水との割合は、所望する固形分濃度、粒子径、分散度等に応じて適宜決めればよい。また、塩基性化合物、有機溶媒、水の合計は、配合した後の固形分濃度が1〜50質量%となるよう調整することが好ましく、2〜45質量%となる量がより好ましく、3〜40質量%となる量が特に好ましい。
In the steps up to this point, the acid-modified polypropylene resin is approximately dispersed in the aqueous medium. However, in the present invention, in order to make the dispersion of the acid-modified polypropylene resin better and to bring the number-average particle diameter of the acid-modified polypropylene resin into the preferable range defined in the present invention, It is preferable to add at least 1 sort (s) chosen from a basic compound, an organic solvent, and water, and to heat (rewarming) and stir again under a temperature of 100-240 degreeC in a sealed container. As described above, by adding the constituent of the aqueous medium and heating and stirring again, the degree of dispersion of the acid-modified polypropylene resin in the aqueous dispersion is adjusted to the preferred range of the number average particle size and the particle size distribution. be able to.
In the reheating process, when the temperature in the tank is less than 100 ° C., the aqueous dispersion of the acid-modified polypropylene resin is difficult to progress, while when the temperature in the tank exceeds 240 ° C., the acid-modified polypropylene resin Molecular weight may decrease.
The method of additionally blending the basic compound, the organic solvent, and the water is not particularly limited, but a method of blending under pressure using a gear pump or the like, a method of blending once after the system internal temperature is once reduced and so on There is.
The ratio of the basic compound to be additionally compounded, the organic solvent, and water may be appropriately determined according to the desired solid concentration, particle diameter, degree of dispersion, and the like. In addition, the total of the basic compound, the organic solvent, and water is preferably adjusted so that the solid content concentration after compounding is 1 to 50% by mass, and more preferably 2 to 45% by mass, and 3 to 3%. An amount of 40% by mass is particularly preferred.
水性分散体の製造時に上記の有機溶媒を用いた場合には、水性分散化の後に、その一部またはすべてを、一般に「ストリッピング」と呼ばれる脱溶媒処理によって系外へ留去させ、有機溶媒の含有量を低減させてもよい。ストリッピングにより、水性分散体中の有機溶媒含有量を50質量%以下とすることが、水性分散体の安定性の観点から好ましい。
ストリッピングの工程では、水性分散化に使用した有機溶媒を実質的に全て留去することもできる。しかし、有機溶媒を実質的に全て留去するためには、装置の減圧度を高めたり、操業時間を長くする必要があり、生産性を考慮すると、有機溶媒含有量の下限は0.01質量%程度が好ましい。
ストリッピングの方法としては、常圧または減圧下で水性分散体を攪拌しながら加熱し、有機溶媒を留去する方法が挙げられる。また、水性媒体が留去されることにより、固形分濃度が高くなるので、例えば、粘度が上昇して作業性が低下するような場合には、予め水性分散体に水を添加しておいてもよい。
When the above organic solvent is used at the time of production of the aqueous dispersion, after aqueous dispersion, part or all of the organic solvent is distilled out of the system by a desolvent treatment generally called "stripping", May be reduced. It is preferable from the viewpoint of the stability of the aqueous dispersion that the organic solvent content in the aqueous dispersion be 50% by mass or less by stripping.
In the stripping step, substantially all of the organic solvent used for the aqueous dispersion can be distilled off. However, in order to distill off substantially all the organic solvent, it is necessary to increase the degree of vacuum of the device or to extend the operation time, and in view of productivity, the lower limit of the organic solvent content is 0.01 mass. About% is preferable.
As a method of stripping, there is a method of heating while stirring the aqueous dispersion under normal pressure or reduced pressure and distilling off the organic solvent. In addition, since the solid content concentration is increased by distilling off the aqueous medium, for example, when the viscosity is increased and the workability is decreased, water is previously added to the aqueous dispersion. It is also good.
水性分散体の固形分濃度は、このようなストリッピングによって有機溶媒を留去することや、水性媒体で希釈することにより調整することができる。 The solid concentration of the aqueous dispersion can be adjusted by distilling off the organic solvent by such stripping or diluting with an aqueous medium.
上記の方法により、水性媒体中に、酸変性ポリプロピレン樹脂を、未分散樹脂がほとんどまたは全く残存することなく、水性分散化することが可能となる。しかし容器内の異物や少量の未分散樹脂を除くために、水性分散体を装置から払い出す際に、濾過工程を設けてもよい。濾過方法は限定されないが、例えば、300メッシュのステンレス製フィルター(線径0.035mm、平織)で加圧濾過(例えば空気圧0.5MPa)する方法が挙げられる。このような濾過工程を設けることで、異物や未分散樹脂が存在した場合であってもそれらを除去できるので、得られた水性分散体をポリプロピレン樹脂押出しラミネート用アンカーコート剤として問題なく使用することができる。 The above method makes it possible to aqueous disperse the acid-modified polypropylene resin in an aqueous medium with little or no undispersed resin remaining. However, in order to remove foreign matter in the container and a small amount of undispersed resin, a filtration step may be provided when the aqueous dispersion is discharged from the apparatus. Although the filtration method is not limited, for example, a method of pressure filtration (for example, air pressure 0.5 MPa) with a stainless steel filter (wire diameter 0.035 mm, plain weave) of 300 mesh may be mentioned. By providing such a filtration step, it is possible to remove any foreign matter or undispersed resin even when they are present, so the aqueous dispersion obtained can be used without problems as an anchor coating agent for polypropylene resin extrusion lamination. Can.
本発明のアンカーコート剤には、目的に応じて性能をさらに向上させるために、酸変性ポリプロピレン樹脂以外の樹脂(以下、「他の樹脂」と称すことがある)、架橋剤、無機粒子、顔料、染料等の添加剤を添加することができる。 In the anchor coating agent of the present invention, in order to further improve the performance according to the purpose, resins other than acid-modified polypropylene resin (hereinafter sometimes referred to as "other resins"), crosslinking agents, inorganic particles, pigments And additives such as dyes can be added.
本発明のアンカーコート剤に添加される他の樹脂としては、例えば、ポリエチレン樹脂、ポリウレタン樹脂、ポリエステル樹脂、ポリ酢酸ビニル、エチレン−酢酸ビニル共重合体、ポリ塩化ビニル、ポリ塩化ビリニデン、エチレン−(メタ)アクリル酸共重合体、エチレン−(メタ)アクリル酸エステル−無水マレイン酸共重合体、スチレン−マレイン酸樹脂、スチレン−ブタジエン樹脂、ブタジエン樹脂、アクリロニトリル−ブタジエン樹脂、ポリ(メタ)アクリロニトリル樹脂、(メタ)アクリルアミド樹脂、塩素化ポリエチレン樹脂、塩素化ポリプロピレン樹脂、変性ナイロン樹脂、ロジン系やテルペン系などの粘着付与樹脂、フェノール樹脂、シリコーン樹脂、エポキシ樹脂等が挙げられる。必要に応じて複数のものを混合使用してもよい。 Examples of other resins to be added to the anchor coating agent of the present invention include polyethylene resin, polyurethane resin, polyester resin, polyvinyl acetate, ethylene-vinyl acetate copolymer, polyvinyl chloride, polyvinyl chloride, ethylene- ( (Meth) acrylic acid copolymer, ethylene- (meth) acrylic acid ester-maleic anhydride copolymer, styrene-maleic acid resin, styrene-butadiene resin, butadiene resin, acrylonitrile-butadiene resin, poly (meth) acrylonitrile resin, Examples thereof include (meth) acrylamide resins, chlorinated polyethylene resins, chlorinated polypropylene resins, modified nylon resins, tackifying resins such as rosins and terpenes, phenol resins, silicone resins, epoxy resins and the like. A plurality of things may be mixed and used as needed.
本発明のアンカーコート剤を熱可塑性樹脂フィルム基材に塗布乾燥した後、ポリプロピレン樹脂の押出しラミネートによって得られた積層体は、折りたたんで包装材料とし、これに油もしくは揮発性物質などの内容物を内封して保存した際に、折り目部分にデラミが発生することがある。しかしながら、アンカーコート剤にポリエチレン樹脂、ポリウレタン樹脂、ポリエステル樹脂を添加することによって、このようなデラミの発生を抑制することができる。ポリエチレン樹脂、ポリウレタン樹脂、ポリエステル樹脂の添加量は、水性分散体中の酸変性ポリプロピレン樹脂100質量部に対し、1〜100質量部であることが好ましく、5〜60質量部であることがより好ましい。酸変性ポリプロピレン樹脂の水性分散体に、ポリエチレン樹脂、ポリウレタン樹脂、ポリエステル樹脂などを添加する場合は、それぞれの樹脂の水性分散体であって、不揮発性水性分散化助剤を含有しないものを用いることが、包装材料の折り目部分のデラミを抑制する効果に優れるために好ましい。 After applying and drying the anchor coating agent of the present invention on a thermoplastic resin film substrate, the laminate obtained by extrusion lamination of a polypropylene resin is folded to form a packaging material, to which contents such as oil or volatile substance are added. When it is enclosed and stored, delamination may occur at the folds. However, the occurrence of such delamination can be suppressed by adding a polyethylene resin, a polyurethane resin, and a polyester resin to the anchor coating agent. The addition amount of the polyethylene resin, the polyurethane resin and the polyester resin is preferably 1 to 100 parts by mass, and more preferably 5 to 60 parts by mass with respect to 100 parts by mass of the acid-modified polypropylene resin in the aqueous dispersion. . When adding polyethylene resin, polyurethane resin, polyester resin, etc. to the aqueous dispersion of acid-modified polypropylene resin, use an aqueous dispersion of each resin, which does not contain a non-volatile aqueous dispersion aid. However, since it is excellent in the effect which suppresses the delamination of the crease part of a packaging material, it is preferable.
本発明のアンカーコート剤に好ましく添加されるポリエチレン樹脂は、酸変性ポリエチレン樹脂であることがより好ましく、不飽和カルボン酸の含有量が1〜5質量%である酸変性ポリエチレン樹脂であることが特に好ましい。酸変性ポリエチレン樹脂の具体例としては、不飽和カルボン酸の含有量が1〜5質量%のエチレン−(メタ)アクリル酸エステル−無水マレイン酸共重合体が挙げられる。 The polyethylene resin preferably added to the anchor coating agent of the present invention is more preferably an acid-modified polyethylene resin, and particularly preferably an acid-modified polyethylene resin having an unsaturated carboxylic acid content of 1 to 5% by mass. preferable. Specific examples of the acid-modified polyethylene resin include ethylene- (meth) acrylic acid ester-maleic anhydride copolymers in which the content of unsaturated carboxylic acid is 1 to 5% by mass.
本発明のアンカーコート剤に好ましく添加されるポリウレタン樹脂は、主鎖中にウレタン結合を含有する高分子であり、例えばポリオール化合物とポリイソシアネート化合物との反応で得られるものである。
ポリウレタン樹脂は、接着性や水性媒体への分散性の点から陰イオン性基を有していることが好ましい。陰イオン性基とは水性媒体中で陰イオンとなる官能基のことであり、例えば、カルボキシル基、スルホン酸基、硫酸基、リン酸基などである。この中でもカルボキシル基を有していることが好ましい。
ポリウレタン樹脂としては、包装材料の折り目部分のデラミを抑制する観点から、ポリカーボネート型ポリウレタン樹脂、ポリエーテル型ポリウレタン樹脂、ポリエステル型ポリウレタン樹脂が好ましく、ポリカーボネート型ポリウレタン樹脂、ポリエーテル型ポリウレタン樹脂がより好ましく、ポリエーテル型ポリウレタン樹脂が特に好ましい。
なお、本発明におけるポリウレタン樹脂は、2液型、1液型のいずれであってもよい。しかし、ポットライフが長く使用時の作業性に優れる観点から1液型であることが好ましい。
2液型のポリウレタン樹脂とは、ポットライフの観点から、使用直前(およそ使用の12時間前まで)に、主にポリオール成分からなる主剤と、主にイソシアネート成分からなる硬化剤とを混合してから使用するポリウレタン樹脂のことであり、媒体の蒸発と共に主剤中のポリオール成分と硬化剤中のイソシアネート成分が反応し造膜するタイプである。
1液型のポリウレタン樹脂とは、長期のポットライフを有し、使用直前に複数の成分を混合する必要がないポリウレタン樹脂のことであり、媒体の蒸発のみであっても造膜するタイプである。
The polyurethane resin preferably added to the anchor coat agent of the present invention is a polymer containing a urethane bond in the main chain, and is obtained, for example, by the reaction of a polyol compound and a polyisocyanate compound.
The polyurethane resin preferably has an anionic group from the viewpoint of adhesiveness and dispersibility in an aqueous medium. The anionic group is a functional group which becomes an anion in an aqueous medium, and examples thereof include a carboxyl group, a sulfonic acid group, a sulfuric acid group and a phosphoric acid group. Among these, it is preferable to have a carboxyl group.
The polyurethane resin is preferably a polycarbonate-type polyurethane resin, a polyether-type polyurethane resin, or a polyester-type polyurethane resin from the viewpoint of suppressing the delamination of the fold portion of the packaging material, and the polycarbonate-type polyurethane resin and the polyether-type polyurethane resin are more preferable. Polyether-type polyurethane resins are particularly preferred.
The polyurethane resin in the present invention may be either of two-pack type or one-pack type. However, from the viewpoint of a long pot life and excellent workability at the time of use, the one-pack type is preferable.
The two-component polyurethane resin is a mixture of a main component mainly composed of a polyol component and a curing agent mainly composed of an isocyanate component immediately before use (up to about 12 hours before use) from the viewpoint of pot life. The polyurethane resin used is a type in which the polyol component in the main agent and the isocyanate component in the curing agent react with film evaporation to form a film.
The one-component polyurethane resin is a polyurethane resin that has a long pot life and does not require mixing a plurality of components immediately before use, and is a type that forms a film even if the medium is only evaporated .
本発明のアンカーコート剤に好ましく添加されるポリエステル樹脂は、多塩基酸成分と多価アルコール成分とを主成分とする高分子である。ポリエステル樹脂には、モノカルボン酸、モノアルコール、ヒドロキシカルボン酸が共重合されていてもよい。 The polyester resin preferably added to the anchor coat agent of the present invention is a polymer having a polybasic acid component and a polyhydric alcohol component as main components. The polyester resin may be copolymerized with monocarboxylic acid, monoalcohol and hydroxycarboxylic acid.
本発明のアンカーコート剤に添加される架橋剤としては、自己架橋性を有する架橋剤、カルボキシル基と反応する官能基を分子内に複数個有する架橋剤、多価の配位座を有する金属錯体などを用いることができる。
具体的には、オキサゾリン系架橋剤、イソシアネート系架橋剤(ブロック型を含む)、アミン系架橋剤、カルボジイミド系架橋剤、メラミン系架橋剤、尿素系架橋剤、エポキシ系架橋剤、ジルコニウム塩化合物、シランカップリング剤、有機過酸化物などが挙げられる。
中でも、カルボキシル基と反応する官能基を分子内に複数個有する架橋剤がより好ましい。このような架橋剤としては、オキサゾリン系架橋剤、カルボジイミド系架橋剤、エポキシ系架橋剤、イソシアネート系架橋剤、アミン系架橋剤、メラミン系架橋剤などが挙げられる。これらは複数を組み合わせて使用してもよい。中でも、包装材料とした場合の折り目部分のデラミを抑制する観点から、オキサゾリン系架橋剤、カルボジイミド系架橋剤の添加が好ましい。
オキサゾリン系架橋剤、カルボジイミド系架橋剤の添加量は、水性分散体中の酸変性ポリプロピレン樹脂100質量部に対し、0.1〜20質量部であることが好ましく、1〜10質量部であることがより好ましい。
The crosslinking agent to be added to the anchor coating agent of the present invention includes a crosslinking agent having self-crosslinking ability, a crosslinking agent having a plurality of functional groups reactive with carboxyl groups in the molecule, and a metal complex having a polyvalent coordination site. Etc. can be used.
Specifically, oxazoline type crosslinking agents, isocyanate type crosslinking agents (including block type), amine type crosslinking agents, carbodiimide type crosslinking agents, melamine type crosslinking agents, urea type crosslinking agents, epoxy type crosslinking agents, zirconium salt compounds, A silane coupling agent, an organic peroxide, etc. are mentioned.
Among them, a crosslinking agent having a plurality of functional groups that react with carboxyl groups in the molecule is more preferable. As such a crosslinking agent, an oxazoline type crosslinking agent, a carbodiimide type crosslinking agent, an epoxy type crosslinking agent, an isocyanate type crosslinking agent, an amine type crosslinking agent, a melamine type crosslinking agent, etc. are mentioned. A plurality of these may be used in combination. Among them, the addition of an oxazoline-based crosslinking agent or a carbodiimide-based crosslinking agent is preferable from the viewpoint of suppressing the delamination of the folds in the packaging material.
The addition amount of the oxazoline crosslinking agent and the carbodiimide crosslinking agent is preferably 0.1 to 20 parts by mass, and preferably 1 to 10 parts by mass with respect to 100 parts by mass of the acid-modified polypropylene resin in the aqueous dispersion. Is more preferred.
本発明のアンカーコート剤に添加される無機粒子としては、酸化マグネシウム、酸化亜鉛、酸化すず等の金属酸化物、炭酸カルシウム、シリカ等の無機粒子や、バーミキュライト、モンモリロナイト、ヘクトライト、ハイドロタルサイト、合成雲母等の層状無機化合物等が挙げられる。これらの無機粒子の平均粒子径は、水性分散体の安定性の面から、0.005〜10μmであることが好ましく、0.005〜5μmであることがより好ましい。なお、無機粒子として複数のものを混合して使用してもよい。酸化亜鉛は紫外線遮蔽の目的に、酸化すずは帯電防止の目的にそれぞれ使用できるものである。 Inorganic particles to be added to the anchor coating agent of the present invention include metal oxides such as magnesium oxide, zinc oxide and tin oxide, inorganic particles such as calcium carbonate and silica, vermiculite, montmorillonite, hectorite, hydrotalcite, Layered inorganic compounds such as synthetic mica and the like can be mentioned. The average particle diameter of these inorganic particles is preferably 0.005 to 10 μm, and more preferably 0.005 to 5 μm, from the viewpoint of the stability of the aqueous dispersion. A plurality of inorganic particles may be mixed and used. Zinc oxide can be used for ultraviolet shielding and tin oxide can be used for antistatic purposes.
本発明のアンカーコート剤に添加する顔料、染料としては、酸化チタン、亜鉛華、カーボンブラック等が挙げられ、分散染料、酸性染料、カチオン染料、反応染料等、いずれのものも使用することが可能である。
本発明のアンカーコート剤には、さらに必要に応じて、レベリング剤、消泡剤、ワキ防止剤、顔料分散剤、紫外線吸収剤、増粘剤、耐候剤、難燃剤等の各種薬剤を添加することも可能である。
Examples of pigments and dyes to be added to the anchor coating agent of the present invention include titanium oxide, zinc flower, carbon black and the like, and any of disperse dyes, acid dyes, cationic dyes, reactive dyes, etc. can be used. It is.
The anchor coating agent of the present invention further contains various agents such as a leveling agent, an antifoaming agent, an anti-slip agent, a pigment dispersant, an ultraviolet light absorber, a thickener, a weathering agent, a flame retardant and the like as necessary. It is also possible.
以上のような添加剤は、単独で用いてもよいし、2種類以上を組み合わせて用いてもよい。また添加剤は、アンカーコート剤への添加、混合のしやすさの観点から、水溶性または水性分散性のものを用いることが好ましい。 The additives as described above may be used alone or in combination of two or more. The additive is preferably water-soluble or water-dispersible from the viewpoint of ease of addition to the anchor coating agent and mixing.
本発明のアンカーコート剤は、基材に塗布乾燥してアンカーコート層を形成した後、アンカーコート層を介してポリプロピレン樹脂を押出しラミネートする方法によって得られる包装材料全般に適用可能である。この方法が適用できるのであれば、包装材料の構成は特に限定されないが、本発明では以下に説明する包装材料に用いることによって、本発明の効果が好ましく発現される。 The anchor coat agent of the present invention is applicable to the whole packaging material obtained by the method of extrusion laminating the polypropylene resin through the anchor coat layer after applying and drying on the substrate to form the anchor coat layer. The configuration of the packaging material is not particularly limited as long as this method can be applied, but in the present invention, the effects of the present invention are preferably exhibited by using the packaging material described below.
次に、本発明の包装材料について説明する。
本発明の包装材料は、熱可塑性樹脂フィルム層、アンカーコート層、および、押出しポリプロピレン樹脂層が少なくともこの順に積層されてなる包装材料であって、アンカーコート層は、本発明のアンカーコート剤より得られる塗膜である。
Next, the packaging material of the present invention will be described.
The packaging material of the present invention is a packaging material comprising a thermoplastic resin film layer, an anchor coat layer, and an extruded polypropylene resin layer laminated at least in this order, and the anchor coat layer is obtained from the anchor coat agent of the present invention. Coating film.
熱可塑性樹脂フィルム層に用いるフィルムとしては、種々の熱可塑性樹脂を原料として製造されたフィルムを用いることができる。熱可塑性樹脂としては、ポリエチレンテレフタレート(以下、「PET」と示すことがある)、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンナフタレート、およびこれらの混合物などのポリエステル樹脂;ポリカプロンアミド(ナイロン6)、ポリへキサメチレンアジパミド(ナイロン66)、ポリ−p−キシリレンアジパミド(MXD6ナイロン)、およびこれらの混合物などのポリアミド樹脂;ポリエチレン、ポリプロピレン、およびこれらの混和物などのポリオレフィン樹脂などが挙げられる。これらの中でも、包装材料としたときの力学特性に優れるポリエステル樹脂、ポリオレフィン樹脂が好ましく、中でもポリエチレンテレフタレート、ポリプロピレンがより好ましい。 As a film used for a thermoplastic resin film layer, the film manufactured by using various thermoplastic resins as a raw material can be used. Examples of thermoplastic resins include polyester resins such as polyethylene terephthalate (hereinafter sometimes referred to as "PET"), polybutylene terephthalate, polyethylene naphthalate, polybutylene naphthalate, and mixtures thereof; polycapronamide (nylon 6) , Polyamide resins such as polyhexamethylene adipamide (nylon 66), poly-p-xylylene adipamide (MXD6 nylon), and mixtures thereof; polyolefin resins such as polyethylene, polypropylene, and mixtures thereof Can be mentioned. Among these, polyester resins and polyolefin resins excellent in mechanical properties when used as a packaging material are preferable, and among these, polyethylene terephthalate and polypropylene are more preferable.
熱可塑性樹脂フィルムは、通常公知の方法で製造されたものを用いることができ、無延伸フィルムまたは延伸フィルムのどちらであってもよいが、透明性や光沢性付与の点から一軸または二軸延伸フィルムが好ましく、二軸延伸フィルムがより好ましい。フィルムの厚みは特に限定されず、通常5〜500μmのものが用いられる。 The thermoplastic resin film may be one produced by a generally known method, and may be either a non-oriented film or a stretched film, but uniaxially or biaxially stretched from the viewpoint of imparting transparency and glossiness A film is preferred, and a biaxially stretched film is more preferred. The thickness of the film is not particularly limited, and usually 5 to 500 μm is used.
熱可塑性樹脂フィルムは、接着性の向上のために、アンカーコート層を設ける面に表面活性化処理がなされていることが好ましい。表面活性化処理としては、例えば、コロナ放電処理、フレームプラズマ処理、大気圧プラズマ処理、低圧プラズマ処理、オゾン処理、電子線照射処理、紫外線照射処理、薬品処理、溶剤処理などが挙げられ、簡便さと接着効果のバランスから、コロナ放電処理が好ましい。 In the thermoplastic resin film, it is preferable that the surface on which the anchor coat layer is provided be subjected to surface activation treatment in order to improve adhesion. The surface activation treatment includes, for example, corona discharge treatment, flame plasma treatment, atmospheric pressure plasma treatment, low pressure plasma treatment, ozone treatment, electron beam irradiation treatment, ultraviolet irradiation treatment, chemical treatment, solvent treatment, etc. From the balance of the adhesion effect, corona discharge treatment is preferred.
アンカーコート層は、本発明のアンカーコート剤を、熱可塑性樹脂フィルムの少なくとも片面に塗布、乾燥して形成された塗膜である。アンカーコート層を有することによって、熱可塑性樹脂フィルム層と押出しポリプロピレン樹脂層とは良好に接着することが可能となり、本発明の効果が発現される。 The anchor coat layer is a coating film formed by applying and drying the anchor coat agent of the present invention on at least one side of a thermoplastic resin film. By having the anchor coat layer, the thermoplastic resin film layer and the extruded polypropylene resin layer can be adhered well, and the effects of the present invention are exhibited.
アンカーコート層は、アンカーコート剤を、公知の方法、例えばグラビアロールコーティング、リバースロールコーティング、ワイヤーバーコーティング、リップコーティング、エアナイフコーティング、カーテンフローコーティング、スプレーコーティング、浸漬コーティング、はけ塗り法などの方法により、熱可塑性樹脂フィルム表面に均一にコーティングし、必要に応じて室温付近でセッティングした後、乾燥処理または乾燥のための加熱処理に供し、水性媒体の一部または全てを乾燥することにより、均一な塗膜として、熱可塑性樹脂フィルム層表面に密着させて形成することができる。 The anchor coat layer is a known method such as gravure roll coating, reverse roll coating, wire bar coating, lip coating, air knife coating, curtain flow coating, spray coating, dip coating, brush coating, etc. Uniformly coat the thermoplastic resin film surface, and if necessary, set at around room temperature, subject to drying treatment or heat treatment for drying, and uniform by drying part or all of the aqueous medium The coating film can be formed in close contact with the surface of the thermoplastic resin film layer.
熱可塑性樹脂フィルム層は、アンカーコート層を形成する前に、予め、後述するバリア層やその他の層などを、どちらか一方の面に積層してから、もう一方の面の少なくとも一部に、アンカーコート剤を塗布、乾燥することが可能である。 In the thermoplastic resin film layer, a barrier layer or other layer to be described later is laminated on one of the surfaces in advance before forming the anchor coat layer, and then at least a part of the other surface, It is possible to apply and dry the anchor coating agent.
アンカーコート層の量は、塗布面の面積に対して、乾燥質量で0.001〜5g/m2であることが好ましく、0.01〜3g/m2であることがより好ましく、0.02〜2g/m2であることがさらに好ましく、0.03〜1g/m2であることが特に好ましく、0.05〜0.5g/m2であることが最も好ましい。アンカーコート層の量が0.001g/m2未満では、十分な接着性や耐内容物性が得られない傾向にあり、一方、5g/m2を超える場合には、経済的に不利となる傾向にある。 The amount of anchor coat layer, the area of the coated surface, it is preferable that a dry weight is 0.001 to 5 g / m 2, more preferably from 0.01 to 3 g / m 2, 0.02 further preferably to 2 g / m 2, particularly preferably from 0.03~1g / m 2, and most preferably 0.05 to 0.5 g / m 2. When the amount of the anchor coat layer is less than 0.001 g / m 2 , sufficient adhesiveness and resistance to content property tend not to be obtained, while when it exceeds 5 g / m 2 , it tends to be economically disadvantageous. It is in.
アンカーコート剤をコーティング後の乾燥の際は、水性媒体の全てを乾燥させることが、接着性や耐内容物性を良好にする観点から好ましい。乾燥条件は特に限定されないが、乾燥温度として40〜200℃の範囲で、乾燥時間として1〜600秒の範囲で、乾燥性や性能を考慮して適宜選択すればよい。 At the time of drying after coating the anchor coating agent, it is preferable to dry all of the aqueous medium from the viewpoint of improving adhesion and resistance to content. The drying conditions are not particularly limited, but may be suitably selected in the range of 40 to 200 ° C. as the drying temperature and in the range of 1 to 600 seconds as the drying time, in consideration of the drying property and the performance.
以上の方法で熱可塑性樹脂フィルムにアンカーコート層が積層された積層体は、直接インラインで後述するような押出しラミネート工程に供してもよいし、一旦ロールに巻き取った後、巻出しながら押出しラミネート工程に供してもよい。 The laminate in which the anchor coat layer is laminated on the thermoplastic resin film by the above method may be subjected directly to in-line extrusion lamination as described later, or after being wound once on a roll, it is extruded while being unwound. You may use for a process.
押出しポリプロピレン樹脂層は、熱可塑性樹脂フィルム層上のアンカーコート層に、ポリプロピレン樹脂を押出しラミネートすることによって形成された樹脂層であり、通常シーラント層としての役割を果たす。 The extruded polypropylene resin layer is a resin layer formed by extruding and laminating a polypropylene resin on the anchor coat layer on the thermoplastic resin film layer, and usually serves as a sealant layer.
押出しラミネートに使用するポリプロピレン樹脂の種類としては、ホモポリプロピレン、ランダムポリプロピレン、ターポリマーなどのポリプロピレン樹脂、酸変性ポリプロピレン樹脂、プロピレンモノマーを共重合成分として全体の50質量%以上含有するポリプロピレン共重合体などが挙げられる。これらは、アイソタクチック構造、シンジオタクチック構造、アタクチック構造いずれの構造であってもよい。 Types of polypropylene resin used for extrusion lamination include homopolypropylene, random polypropylene, polypropylene resin such as terpolymer, acid-modified polypropylene resin, polypropylene copolymer containing 50% by mass or more of propylene monomer as a copolymerization component, etc. Can be mentioned. These may be any of an isotactic structure, a syndiotactic structure, and an atactic structure.
押出しポリプロピレン樹脂層を形成する方法としては、本発明のアンカーコート剤を熱可塑性樹脂フィルム層の少なくとも一方の面に塗布し乾燥することでアンカーコート層を形成した後、アンカーコート層の上に、溶融したポリプロピレン樹脂を押出しラミネートする方法が挙げられる。溶融したポリプロピレン樹脂を押出しラミネートした直後は、冷却ロールを設け、冷却固化させることが好ましい。押出しの際の、溶融ポリプロピレン樹脂の温度としては、接着性や耐内容物性を良好にする観点から、180〜400℃であることが好ましく、200〜300℃であることがより好ましく、220〜280℃であることが特に好ましい。押出しの際の溶融ポリプロピレン樹脂には、オゾン処理などの処理を施しても構わない。また、押出しラミネートの際は、押出しポリプロピレン樹脂層のさらに内側に、別の層を設けることを目的としたサンドラミネート法や共押出しラミネート法を併用してもよい。なお、包装材料における内側とは、押出しラミネートして得られた積層体を包装材料とした際の、内容物を内封する側の面(内面)のことであり、外側とはそのもう一方の面(外面)のことである。 As a method of forming an extruded polypropylene resin layer, the anchor coat agent of the present invention is applied to at least one surface of a thermoplastic resin film layer and dried to form an anchor coat layer, and then on the anchor coat layer, The method of extrusion laminating the molten polypropylene resin is mentioned. Immediately after extruding and laminating the molten polypropylene resin, it is preferable to provide a cooling roll to solidify by cooling. The temperature of the molten polypropylene resin at the time of extrusion is preferably 180 to 400 ° C., more preferably 200 to 300 ° C., more preferably 220 to 280 ° C. from the viewpoint of improving adhesion and resistance to content. Particular preference is given to ° C. The molten polypropylene resin during extrusion may be subjected to treatment such as ozone treatment. Moreover, in the case of extrusion lamination, you may use together the sand lamination method and the co-extrusion lamination method for the purpose of providing another layer further inside the extrusion polypropylene resin layer. The inner side in the packaging material means the surface (inner surface) on the side of encapsulating the contents when the laminate obtained by extrusion lamination is used as the packaging material, and the outer side is the other side thereof. It is a face (outer surface).
ポリプロピレン樹脂を押出しラミネートする際のライン速度(ラミネートされた積層体の巻き取り速度)は、100〜600m/分であることが好ましく、120〜500m/分であることがより好ましく、150〜400m/分であることがさらに好ましい。ライン速度が100/分未満の場合は、生産性が低く、さらにPP臭が高まる傾向があり、600m/分を超えた場合は、ラミネートが困難となる。 The line speed at which the polypropylene resin is extrusion laminated (the winding speed of the laminated laminate) is preferably 100 to 600 m / min, more preferably 120 to 500 m / min, and 150 to 400 m / min. More preferably, it is minutes. If the line speed is less than 100 / min, the productivity is low, the PP odor tends to increase, and if it exceeds 600 m / min, laminating becomes difficult.
本発明の包装材料は、熱可塑性樹脂フィルム層のさらに外側にバリア層が積層されていることが好ましい。バリア層を積層させることで、内容物の湿りや酸化が抑制され、内容物を良好に保持することが可能となる。
バリア層は、液体や気体を遮断できる材料であればどのような材料から構成されていてもよい。そのバリア性は、包装する内容物や保存期間などに応じて、最適範囲に適宜設定すればよく、おおむね、水蒸気透過度として、100g/m2・day(40℃、90%RH)以下が好ましく、20g/m2・day以下がより好ましく、10g/m2・day以下がさらに好ましく、1g/m2・day以下が特に好ましい。酸素透過度としては、100ml/m2・day・MPa(20℃、90%RH)以下が好ましく、20ml/m2・day・MPa以下がより好ましく、10ml/m2・day・MPa以下がさらに好ましく、1ml/m2・day・MPa以下が特に好ましい。
バリア層の具体例としては、アルミニウム箔などの軟質金属箔の他、アルミ蒸着、シリカ蒸着、アルミナ蒸着、シリカアルミナ2元蒸着などの蒸着層、さらには塩化ビニリデン系樹脂、変性ポリビニルアルコール、エチレンビニルアルコール共重合体、MXDナイロンなどからなる有機バリア層などが採用できる。中でも、安価でバリア性に優れることから、アルミ蒸着、シリカ蒸着、アルミナ蒸着、シリカアルミナ2元蒸着などの蒸着層が好ましく、隠蔽性の観点から、アルミ蒸着が特に好ましい。なお、蒸着層の上には保護コート層を設けてもよい。
In the packaging material of the present invention, a barrier layer is preferably laminated further outside the thermoplastic resin film layer. By laminating the barrier layer, the wetness and oxidation of the contents can be suppressed, and the contents can be retained well.
The barrier layer may be made of any material that can block liquid or gas. The barrier property may be appropriately set in an optimum range according to the contents to be packaged, the storage period, etc., and generally, the water vapor permeability is preferably 100 g / m 2 · day (40 ° C, 90% RH) or less 20 g / m 2 · day or less is more preferable, 10 g / m 2 · day or less is more preferable, and 1 g / m 2 · day or less is particularly preferable. Oxygen as the permeability, 100ml / m 2 · day · MPa (20 ℃, 90% RH) is preferably less, 20 ml / m, more preferably less 2 · day · MPa, 10ml / m 2 · day · MPa or less is more Preferably, 1 ml / m 2 · day · MPa or less is particularly preferable.
Specific examples of the barrier layer include soft metal foils such as aluminum foil, vapor deposited layers such as aluminum vapor deposition, silica vapor deposition, alumina vapor deposition, and silica alumina binary vapor deposition, and further vinylidene chloride resin, modified polyvinyl alcohol, ethylene vinyl An organic barrier layer made of alcohol copolymer, MXD nylon or the like can be employed. Among them, vapor deposition layers such as aluminum vapor deposition, silica vapor deposition, alumina vapor deposition, and silica alumina binary vapor deposition are preferable because they are inexpensive and excellent in barrier properties, and aluminum vapor deposition is particularly preferable from the viewpoint of concealability. A protective coating layer may be provided on the vapor deposition layer.
本発明の包装材料は、耐久性や剛性(例えば、耐衝撃性や耐ピンホール性など)、必要な物性(例えば、易引裂性やハンドカット性など)、各層間の接着性、意匠性など包装材料として要求される性能などを考慮し、上記、バリア層、熱可塑性樹脂フィルム層、アンカーコート層、および、押出しポリプロピレン樹脂層以外に、フィルム基材、印刷、紙、不織布などの、他の層を本発明の効果を損なわない範囲で、内側、外側および各層間に積層してもよい。
フィルム基材の種類としては、限定されず、熱可塑性樹脂フィルム層やバリア層と同じ材料のものを用いてもよい。また、他の層との層間には接着剤層を設けて公知の方法で積層してもよい。接着剤としては、1液タイプのウレタン系接着剤、2液タイプのウレタン系接着剤、エポキシ系接着剤、酸変性ポリオレフィンの水性分散体などを用いることが可能である。また、本発明のアンカーコート剤を他の層の接着に用いてもよい。
これら他の層は、公知の添加剤や安定剤、例えば帯電防止剤、易接着コート剤、可塑剤、滑剤、酸化防止剤などを含んでいてもよく、その他の材料と積層する場合の密着性を向上させるために、表面を、コロナ処理、プラズマ処理、オゾン処理、薬品処理、溶剤処理などで前処理してもよい。
他の層の厚さは、包装材料としての適性、積層する場合の加工性を考慮して決定すればよく、特に制限されないが、実用的には1〜300μmの範囲で、用途によっては300μm以上のものを採用すればよい。
The packaging material of the present invention has durability and rigidity (for example, impact resistance and pinhole resistance), necessary physical properties (for example, ease of tearing and hand cut), adhesion between layers, designability and the like. In consideration of the performance required as a packaging material, etc., other than the above barrier layer, thermoplastic resin film layer, anchor coat layer, and extruded polypropylene resin layer, other materials such as film substrate, printing, paper, non-woven fabric, etc. The layers may be laminated on the inner side, the outer side and between each layer as long as the effects of the present invention are not impaired.
The type of the film substrate is not limited, and the same material as the thermoplastic resin film layer or the barrier layer may be used. In addition, an adhesive layer may be provided between the other layers and laminated by a known method. As the adhesive, it is possible to use a one-component urethane adhesive, a two-component urethane adhesive, an epoxy adhesive, an aqueous dispersion of an acid-modified polyolefin, or the like. In addition, the anchor coating agent of the present invention may be used for adhesion of other layers.
These other layers may contain known additives and stabilizers, such as an antistatic agent, an easy-adhesion coating agent, a plasticizer, a lubricant, an antioxidant and the like, and the adhesion when laminated with other materials The surface may be pretreated with corona treatment, plasma treatment, ozone treatment, chemical treatment, solvent treatment, etc. to improve the
The thickness of the other layer may be determined in consideration of the suitability as a packaging material and the processability in the case of laminating, and is not particularly limited, but in the practical range of 1 to 300 μm, depending on the application, 300 μm or more You can adopt the
本発明の包装材料の態様としては、特に限定されない。三方シール袋、四方シール袋、ガセット包装袋、ピロー包装袋、ゲーベルトップ型の有底容器、テトラクラシック、ブリュックタイプ、チューブ容器、紙カップ(胴部と底部のブランク板を作製し、該ブランク板をカップ成形機で筒状の胴部と、該胴部の一方の開口端に底部を成形、熱接着してなる紙カップ容器など)、蓋材など種々あり、最内層のシーラント層にポリエチレン樹脂やポリプロピレン樹脂製チャックを設けて、チャック付き包装袋とすることもできる。 It does not specifically limit as an aspect of the packaging material of this invention. Three-sided sealed bag, four-sided sealed bag, gusset packaging bag, pillow packaging bag, Goebel top type bottomed container, tetra classic, black type, tube container, paper cup (produce the blank plate of the body and bottom, the blank plate There are various types such as a cylindrical body with a cup forming machine, a paper cup container formed by molding the bottom at one open end of the body and heat bonding, etc.), a lid material, etc. A zipper made of polypropylene resin may be provided to make a packaging bag with a chuck.
本発明の包装材料は、油や揮発性物質を含有した内容物に対して良好な耐性を有し、かつ製造ラインの速度(ポリプロピレン樹脂を押出しラミネートにより積層する際のライン速度)を早めることが可能なことから、スナック菓子用包装材料に好適である。さらには、PP臭を抑制することが可能となり、ポテトチップスなどのポテトスナック菓子の風味を損なうことがないため、ポテトスナック菓子用包装材料に最適である。ここで、ポテトスナック菓子とは、ジャガイモを主原料としたスナック菓子のことであり、ポテトチップスとは、生じゃがいもをスライスした後調理したポテトチップスと、加熱した生じゃがいもをつぶしたマッシュポテト、乾燥ポテト原料である乾燥ポテトグラニュール、乾燥マッシュポテト、乾燥ポテトフレークのうち、単独または2種以上に必要に応じ水を加えて混練し、生地を形成後、型抜きし、成型調理した成型ポテトチップスをいう。なお、型抜き後の生地を成型調理する前に、乾燥工程を設けたものでもよい。 The packaging material of the present invention has good resistance to the contents containing oil and volatile substances, and can accelerate the speed of the production line (line speed when laminating polypropylene resin by extrusion lamination). It is suitable for packaging materials for snacks, since it is possible. Furthermore, since it becomes possible to suppress PP odor and does not impair the flavor of potato snacks such as potato chips, it is most suitable for a packaging material for potato snacks. Here, potato snacks are snacks mainly composed of potatoes, and potato chips are potato chips prepared by slicing raw potatoes after being cooked, mashed potatoes made by heating cooked raw potatoes, and dried potato raw materials. Among the dried potato granules, dried mashed potatoes, and dried potato flakes, water is optionally added to one or more kinds thereof, and the mixture is kneaded to form a dough, which is then die-cut and shaped and cooked. In addition, before shape-cooking the dough after die-cutting, what provided the drying process may be used.
本発明の包装材料は、アンカーコート層を介して接着された、熱可塑性樹脂フィルム層と押出しポリプロピレン樹脂層との層間の接着性に優れている。熱可塑性樹脂フィルム層と押出しポリプロピレン樹脂層との層間の接着性としては、1N/15mm以上であることが好ましく、2N/15mm以上がより好ましく、3N/15mm以上が特に好ましく、4N/15mm以上がさらに好ましく、5N/15mm以上が最も好ましい。また、本発明の包装材料は、油や揮発性物質を含有した内容物を内封しても接着強度の保持率が高いことが好ましく、かつ、以上のような接着性を有していることがより好ましい。 The packaging material of the present invention is excellent in the adhesiveness between the thermoplastic resin film layer and the extruded polypropylene resin layer adhered via the anchor coat layer. The adhesion between the thermoplastic resin film layer and the extruded polypropylene resin layer is preferably 1 N / 15 mm or more, more preferably 2 N / 15 mm or more, particularly preferably 3 N / 15 mm or more, and 4 N / 15 mm or more. More preferably, 5 N / 15 mm or more is the most preferable. In addition, the packaging material of the present invention preferably has a high adhesive strength retention rate even if it contains an oil or a content containing a volatile substance, and has the adhesiveness as described above. Is more preferred.
以下に実施例によって本発明を具体的に説明する。ただし、本発明はこれらによって限定されるものではない。 The present invention will be specifically described by way of the following examples. However, the present invention is not limited by these.
1.酸変性ポリプロピレン樹脂の特性
(1)酸変性ポリプロピレン樹脂の組成、構造、不一致率
1H−NMR分析装置(日本電子社製、ECA500、500MHz)より求めた。テトラクロロエタン(d2)を溶媒とし、120℃で測定した。
1. Properties of acid-modified polypropylene resin (1) Composition, structure and mismatch rate of acid-modified polypropylene resin
It calculated | required from the <1> H-NMR analyzer (Nihon Denshi make, ECA500, 500 MHz). The measurement was carried out at 120 ° C. using tetrachloroethane (d 2 ) as a solvent.
(2)酸変性ポリプロピレン樹脂の未反応不飽和カルボン酸成分の残存量
酸変性ポリプロピレン樹脂を約0.05g精秤し、20mlのメタノールを抽出溶媒とし、連続転倒混和により室温で21時間抽出を行った。この抽出液をディスクフィルター(孔径0.45μm)で濾過した濾液について、高速液体クロマトグラフィー(Hewlett Packard社製 HP1100、カラムはWaters社製 Puresil 5μ C18 120Å φ4.6mm×250mm(40℃))にて定量した。
未反応不飽和カルボン酸モノマー成分残存量が1000ppm未満の場合、酸変性ポリプロピレン樹脂ペレット量を0.5gに変更して同様に定量した。
検量線は、濃度既知の無水マレイン酸標準サンプルを用いて作成した。
(2) Residual amount of unreacted unsaturated carboxylic acid component of acid-modified polypropylene resin Approximately 0.05 g of acid-modified polypropylene resin is precisely weighed, 20 ml of methanol is used as an extraction solvent, and extraction is performed at room temperature for 21 hours by continuous inversion mixing. The The extract was filtered with a disk filter (pore diameter 0.45 μm), and the filtrate was subjected to high performance liquid chromatography (HP1100 manufactured by Hewlett Packard, Puresil 5 μ C18 120 Å φ4.6 mm × 250 mm (40 ° C.) manufactured by Waters). It quantified.
When the amount of unreacted unsaturated carboxylic acid monomer component remaining was less than 1000 ppm, the amount of acid-modified polypropylene resin pellets was changed to 0.5 g and quantified similarly.
A calibration curve was prepared using maleic anhydride standard samples of known concentration.
(3)酸変性ポリプロピレン樹脂のメルトフローレート(MFR)
JIS K7210:1999記載の方法に準じ、170℃、2160g荷重で測定した。
(4)酸変性ポリプロピレン樹脂の融点
パーキンエルマー社製DSC7を用いてDSC法にて測定した。
(3) Melt flow rate (MFR) of acid-modified polypropylene resin
It measured by 170 degreeC and 2160 g load according to the method of JISK 7210: 1999.
(4) Melting | fusing point of acid-modified polypropylene resin It measured by DSC method using Perkin-Elmer DSC7.
2.ポリプロピレン樹脂押出しラミネート用アンカーコート剤の特性
(1)水性分散体中の分散粒子の数平均粒子径
マイクロトラック粒度分布計(日機装社製、UPA150、MODEL No.9340、動的光散乱法)を用いて求めた。粒子径算出に用いる樹脂の屈折率は1.50とした。
2. Properties of anchor coating agent for extrusion extrusion lamination of polypropylene resin (1) Number average particle diameter of dispersed particles in aqueous dispersion Microtrac particle size distribution meter (manufactured by Nikkiso Co., Ltd., UPA 150, MODEL No. 9340, dynamic light scattering method) I asked for. The refractive index of the resin used for particle diameter calculation was 1.50.
3.包装材料の特性
(1)ラミネート強度
各実施例で得られた包装材料の80mm辺の中央付近から、100mm辺と平行に幅15mmで試験片を切り出し、引張り試験機(インテスコ社製精密万能材料試験機2020型)を用い、20℃、65%RHの雰囲気中、引張速度200mm/分の条件で、試験片の熱可塑性樹脂フィルム層と押出しポリプロピレン樹脂層との界面を剥離するのに必要な強度を、T型剥離試験により測定した。測定はサンプル数10で行い、その平均値を、ラミネート強度とした。
3. Properties of Packaging Material (1) Laminate Strength From around the center of the 80 mm side of the packaging material obtained in each example, a test piece is cut out with a width of 15 mm parallel to the 100 mm side, and a tensile tester (Intesco's precision universal material test Machine required to peel off the interface between the thermoplastic resin film layer of the test piece and the extruded polypropylene resin layer under the conditions of a tensile speed of 200 mm / min. Was measured by a T-peel test. The measurement was carried out with 10 samples, and the average value was taken as the laminate strength.
(2)耐内容物試験後のラミネート強度(耐内容物試験1)
各実施例で得られた包装材料に、内容物として12gの日清オイリオ社製サラダ油(キャノーラ油)を仕込み、空気を排除し、ヒートシールにより密封した。ヒートシールの際は、包装材料の中に空気が入らないように密封した。このサラダ油が密封された包装材料を50℃で2週間保存した。その後、内容物を除き、前記(1)と同様にして、ラミネート強度を測定した。測定はサンプル数10で行い、その平均値を、耐内容物試験後のラミネート強度とした。
(2) Laminate strength after content resistance test (content resistance test 1)
The packaging material obtained in each example was charged with 12 g of Nisshin Oillio-made salad oil (canola oil) as a content, air was removed, and sealed by heat sealing. In the case of heat sealing, it sealed so that air might not enter into packaging material. The packaging material sealed with this salad oil was stored at 50 ° C. for 2 weeks. Thereafter, except for the contents, the laminate strength was measured in the same manner as the above (1). The measurement was performed with 10 samples, and the average value was taken as the laminate strength after the content resistance test.
(3)耐内容物試験後の折り目部分の評価(耐内容物試験2)
上記(2)と同様にしてサラダ油が密封された包装材料を作成して、50℃で2週間保存した。その後、この包装材料のヒートシール部分を切除し内容物を除いた後、包装材料を広げ、包装材料の折り目に位置する部分のデラミの有無を目視で確認した。測定はサンプル数10で行い、10サンプル中のデラミのあったサンプル数で評価した。
なお、本評価におけるデラミのあったサンプル数は、実用上の観点から5以下が好ましく、3以下がより好ましく、2以下がさらに好ましく、1以下が特に好ましく、0が最も好ましい。
(3) Evaluation of creases after content resistance test (content resistance test 2)
A packaging material sealed with salad oil was prepared in the same manner as (2) above, and stored at 50 ° C. for 2 weeks. Thereafter, the heat-sealed portion of the packaging material was cut off and the contents were removed, and then the packaging material was spread, and the presence or absence of delamination of the portion positioned at the fold of the packaging material was visually confirmed. The measurement was carried out with 10 samples, and was evaluated by the number of delaminated samples out of 10 samples.
From the viewpoint of practical use, the number of samples having delamination in this evaluation is preferably 5 or less, more preferably 3 or less, still more preferably 2 or less, particularly preferably 1 or less, and most preferably 0.
(4)PP臭の評価
各実施例で得られた包装材料の内部のPP臭の程度を、熟練した臭いの官能試験員によって、以下の3段階の相対比較で評価した。なお、評価1の場合は、ポテトスナック菓子を内封しても不快な臭いはせず、ポテトスナック菓子の風味に悪影響はなく、評価2の場合は、ポテトスナック菓子を内封すると微かに不快な臭いがするが、実用上ポテトスナック菓子の風味に悪影響の無いレベル、すなわち実用レベルであり、評価3の場合は、ポテトスナック菓子を内封すると不快な臭いがして、実用上ポテトスナック菓子の風味に悪影響があり、問題となるレベルである。
評価1:PP臭が小
評価2:PP臭が中
評価3:PP臭が大
(4) Evaluation of PP odor The degree of PP odor inside the packaging material obtained in each example was evaluated by a panelist of experienced odor according to the following three-step relative comparison. In addition, in the case of evaluation 1, even if it encloses potato snacks, there is no unpleasant smell, there is no bad influence on the flavor of potato snacks, and in the case of evaluation 2, when you enclose potato snacks, slightly unpleasant smell However, it is a level that does not adversely affect the flavor of potato snacks in practical use, that is, a practical level, and in the case of rating 3, the inclusion of potato snacks causes unpleasant odor, and the flavor of potato snacks in practical use is adversely affected. , Which is the level that matters.
Evaluation 1: PP odor is small Evaluation 2: PP odor is medium evaluation 3: PP odor is large
〔酸変性ポリプロピレン樹脂の調製〕
調製例1(酸変性ポリプロピレン樹脂「PP1」の製造)
アイソタクチック構造のホモポリプロピレン樹脂(MFR=0.1g/10分−170℃・2160g)を窒素ガス通気下、常圧において、360℃×80分の熱減成処理を施し、得られたポリプロピレン樹脂1000gをジャケット付き反応器に入れ、窒素置換し、180℃まで加熱昇温し溶融させた後、無水マレイン酸125gを加え、均一に混合した。そこに、ジクミルパーオキサイド6.3gを溶解させたキシレン125gを滴下し、180℃で3時間撹拌し反応させた。その後、減圧下でキシレンを留去し、得られた反応物を3kgのアセトン中に投入し、樹脂を固化させた。この樹脂を細かく切断し、ペレット状に加工した。このペレット状の樹脂を「ベース樹脂」とした。
このベース樹脂100gを、アセトン300gと混合し、50℃に保った状態で1時間攪拌して樹脂を洗浄した。樹脂を洗浄液から回収後、さらに同様の方法を2回繰り返して樹脂を洗浄した。樹脂を洗浄液から回収後、さらにこの樹脂を、アセトンとジメチルアミノエタノールからなる洗浄液〔アセトン/ジメチルアミノエタノール=90/10(質量比)〕300gと混合し、50℃に保った状態で1時間攪拌し樹脂を洗浄し、遊離状態の無水マレイン酸を除去した。この樹脂を減圧乾燥機中で減圧乾燥して酸変性ポリプロピレン樹脂「PP1」を得た。
[Preparation of acid-modified polypropylene resin]
Preparation Example 1 (Production of Acid-Modified Polypropylene Resin “PP1”)
A polypropylene obtained by subjecting a homopolypropylene resin having an isotactic structure (MFR = 0.1 g / 10 min-170 ° C. · 2,160 g) to 360 ° C. × 80 min thermal decomposition treatment under nitrogen gas flow under normal pressure. 1000 g of the resin was put in a jacketed reactor, purged with nitrogen, heated to 180 ° C. to melt, and then 125 g of maleic anhydride was added and uniformly mixed. Thereto, 125 g of xylene in which 6.3 g of dicumyl peroxide was dissolved was dropped, and the mixture was reacted by stirring at 180 ° C. for 3 hours. Thereafter, xylene was distilled off under reduced pressure, and the obtained reaction product was poured into 3 kg of acetone to solidify the resin. The resin was cut into small pieces and processed into pellets. This pellet-like resin was called "base resin".
100 g of this base resin was mixed with 300 g of acetone, and the resin was washed by stirring for 1 hour while being kept at 50 ° C. After recovering the resin from the washing solution, the same method was repeated twice to wash the resin. After the resin is recovered from the washing solution, this resin is further mixed with 300 g of a washing solution (acetone / dimethylaminoethanol = 90/10 (mass ratio)) consisting of acetone and dimethylaminoethanol, and stirred at 50 ° C. for 1 hour The resin was washed to remove free maleic anhydride. The resin was dried under reduced pressure in a reduced pressure drier to obtain an acid-modified polypropylene resin “PP1”.
調製例2(酸変性ポリプロピレン樹脂「PP2」の製造)
調製例1で取得したベース樹脂100gを、アセトン300gと混合し、50℃に保った状態で1時間攪拌して樹脂を洗浄した。樹脂を回収後、さらに同様の方法で樹脂を洗浄した。樹脂を回収後、さらにこの樹脂を、アセトンとジメチルアミノエタノールからなる洗浄液〔アセトン/ジメチルアミノエタノール=90/10(質量比)〕300gと混合し、50℃に保った状態で1時間攪拌し樹脂を洗浄した。樹脂を回収後、さらに同様の方法(アセトンとジメチルアミノエタノールからなる洗浄液を使った方法)で樹脂を洗浄し、遊離状態の無水マレイン酸を除去した。この樹脂を減圧乾燥機中で減圧乾燥して酸変性ポリプロピレン樹脂「PP2」を得た。
Preparation Example 2 (Production of Acid-Modified Polypropylene Resin “PP2”)
100 g of the base resin obtained in Preparation Example 1 was mixed with 300 g of acetone, and the resin was washed by stirring for 1 hour while being kept at 50 ° C. After recovering the resin, the resin was further washed in the same manner. After recovering the resin, this resin is further mixed with 300 g of a washing solution consisting of acetone and dimethylaminoethanol [acetone / dimethylaminoethanol = 90/10 (mass ratio)], and stirred at 50 ° C. for 1 hour for resin Was washed. After recovery of the resin, the resin was washed by the same method (using a washing solution consisting of acetone and dimethylaminoethanol) to remove free maleic anhydride. The resin was dried under reduced pressure in a reduced pressure drier to obtain an acid-modified polypropylene resin "PP2".
調製例3(酸変性ポリプロピレン樹脂「PP3」の製造)
調製例1で取得したベース樹脂100gを、アセトン300gと混合し、50℃に保った状態で1時間攪拌して樹脂を洗浄した。樹脂を回収後、さらにこの樹脂を、アセトンとジメチルアミノエタノールからなる洗浄液〔アセトン/ジメチルアミノエタノール=90/10(質量比)〕300gと混合し、50℃に保った状態で1時間攪拌し樹脂を洗浄した。樹脂を回収後、さらに同様の方法(アセトンとジメチルアミノエタノールからなる洗浄液を使った方法)を2回繰り返して樹脂を洗浄し、遊離状態の無水マレイン酸を除去した。この樹脂を減圧乾燥機中で減圧乾燥して酸変性ポリプロピレン樹脂「PP3」を得た。
Preparation Example 3 (Production of Acid-Modified Polypropylene Resin “PP3”)
100 g of the base resin obtained in Preparation Example 1 was mixed with 300 g of acetone, and the resin was washed by stirring for 1 hour while being kept at 50 ° C. After recovering the resin, this resin is further mixed with 300 g of a washing solution consisting of acetone and dimethylaminoethanol [acetone / dimethylaminoethanol = 90/10 (mass ratio)], and stirred at 50 ° C. for 1 hour for resin Was washed. After the resin was recovered, the resin was washed twice by repeating the same method (a method using a washing solution consisting of acetone and dimethylaminoethanol) twice to remove free maleic anhydride. The resin was dried under reduced pressure in a reduced pressure drier to obtain an acid-modified polypropylene resin "PP3".
調製例4(酸変性ポリプロピレン樹脂「PP4」の製造)
アセトンでの洗浄およびアセトンとジメチルアミノエタノールからなる洗浄液での洗浄の際の温度50℃を80℃に変更した以外は、調製例3と同様の操作を行い、酸変性ポリプロピレン樹脂「PP4」を得た。
Preparation Example 4 (Production of Acid-Modified Polypropylene Resin “PP4”)
The same operation as in Preparation Example 3 was carried out except that the temperature 50 ° C. was changed to 80 ° C. at the time of washing with acetone and washing with acetone and a washing solution consisting of dimethylaminoethanol, to obtain an acid-modified polypropylene resin “PP4”. The
調製例5(酸変性ポリプロピレン樹脂「PP5」の製造)
アセトンでの洗浄およびアセトンとジメチルアミノエタノールからなる洗浄液での洗浄の際の温度50℃を85℃に変更した以外は、調製例3と同様の操作を行い、酸変性ポリプロピレン樹脂「PP5」を得た。
Preparation Example 5 (Production of Acid-Modified Polypropylene Resin “PP5”)
The same procedure as in Preparation Example 3 was carried out except that the temperature 50 ° C. was changed to 85 ° C. at the time of washing with acetone and washing with acetone and a washing solution consisting of dimethylaminoethanol, to obtain an acid-modified polypropylene resin “PP5”. The
調製例6(酸変性ポリプロピレン樹脂「PP6」の製造)
調製例1で取得したベース樹脂100gを、アセトン300gと混合し、50℃に保った状態で1時間攪拌して樹脂を洗浄した。樹脂を回収後、さらに同様の方法を3回繰り返して樹脂を洗浄し、遊離状態の無水マレイン酸を除去した。この樹脂を減圧乾燥機中で減圧乾燥して酸変性ポリプロピレン樹脂「PP6」を得た。
Preparation Example 6 (Production of Acid-Modified Polypropylene Resin “PP6”)
100 g of the base resin obtained in Preparation Example 1 was mixed with 300 g of acetone, and the resin was washed by stirring for 1 hour while being kept at 50 ° C. After recovering the resin, the same procedure was repeated three more times to wash the resin to remove free maleic anhydride. The resin was dried under reduced pressure in a reduced pressure drier to obtain an acid-modified polypropylene resin "PP6".
調製例7(酸変性シンジオタクチックポリプロピレン樹脂「PP7」の製造)
シンジオタクチック構造のホモポリプロピレン樹脂(MFR=0.1g/10分−170℃・2160g)を窒素ガス通気下、常圧において、360℃×80分の熱減成処理を施し、得られたポリプロピレン樹脂1000gをジャケット付き反応器に入れ、窒素置換し、180℃まで加熱昇温し溶融させた後、無水マレイン酸125gを加え、均一に混合した。そこに、ジクミルパーオキサイド6.3gを溶解させたキシレン125gを滴下し、180℃で3時間撹拌し反応させた。その後、減圧下でキシレンを留去し、得られた反応物を3kgのアセトン中に投入し、樹脂を固化させた。この樹脂を細かく切断し、ペレット状に加工した。
このペレット状の樹脂100gをアセトン300gと混合し、50℃に保った状態で1時間攪拌して樹脂を洗浄した。樹脂を回収後、さらにこの樹脂を、アセトンとジメチルアミノエタノールからなる洗浄液〔アセトン/ジメチルアミノエタノール=90/10(質量比)〕300gと混合し、50℃に保った状態で1時間攪拌し樹脂を洗浄した。樹脂を回収後、さらに同様の方法(アセトンとジメチルアミノエタノールからなる洗浄液を使った方法)を2回繰り返して樹脂を洗浄し、遊離状態の無水マレイン酸を除去した。この樹脂を減圧乾燥機中で減圧乾燥して酸変性シンジオタクチックポリプロピレン樹脂「PP7」を得た。
Preparation Example 7 (Production of Acid-Modified Syndiotactic Polypropylene Resin "PP7")
A polypropylene obtained by subjecting a homopolypropylene resin having a syndiotactic structure (MFR = 0.1 g / 10 min-170 ° C., 2160 g) to 360 ° C. × 80 minutes thermal decomposition treatment under nitrogen gas flow at normal pressure. 1000 g of the resin was put in a jacketed reactor, purged with nitrogen, heated to 180 ° C. to melt, and then 125 g of maleic anhydride was added and uniformly mixed. Thereto, 125 g of xylene in which 6.3 g of dicumyl peroxide was dissolved was dropped, and the mixture was reacted by stirring at 180 ° C. for 3 hours. Thereafter, xylene was distilled off under reduced pressure, and the obtained reaction product was poured into 3 kg of acetone to solidify the resin. The resin was cut into small pieces and processed into pellets.
100 g of this pellet-like resin was mixed with 300 g of acetone, and the resin was washed by stirring for 1 hour while being kept at 50 ° C. After recovering the resin, this resin is further mixed with 300 g of a washing solution consisting of acetone and dimethylaminoethanol [acetone / dimethylaminoethanol = 90/10 (mass ratio)], and stirred at 50 ° C. for 1 hour for resin Was washed. After the resin was recovered, the resin was washed twice by repeating the same method (a method using a washing solution consisting of acetone and dimethylaminoethanol) twice to remove free maleic anhydride. The resin was dried under reduced pressure in a reduced pressure drier to obtain an acid-modified syndiotactic polypropylene resin "PP7".
調製例8(酸変性アイソタクチック(ランダム)ポリプロピレン樹脂「PP8」の製造)
ポリプロピレン樹脂として、シンジオタクチック構造のホモポリプロピレン樹脂に代えて、アイソタクチック構造のランダムポリプロピレン(プロピレン/エチレン=95/5(質量%)、MFR=0.1g/10分−170℃・2160g)を用いた以外は、調製例7と同様の操作を行い、酸変性アイソタクチック構造のランダムポリプロピレン樹脂「PP8」を得た。
Preparation Example 8 (Production of acid-modified isotactic (random) polypropylene resin "PP8")
As a polypropylene resin, a random polypropylene of isotactic structure (propylene / ethylene = 95/5 (mass%), MFR = 0.1 g / 10 min.-170 ° C., 2160 g) in place of a homopolypropylene resin of syndiotactic structure The same operation as in Preparation Example 7 was performed, except that a random polypropylene resin “PP8” having an acid-modified isotactic structure was obtained.
調製例9(酸変性アイソタクチック(ブロック)ポリプロピレン樹脂「PP9」の製造)
ポリプロピレン樹脂として、シンジオタクチック構造のホモポリプロピレン樹脂に代えて、アイソタクチック構造のブロックポリプロピレン樹脂(プロピレン/エチレン=95/5質量%、MFR=0.2g/10分−170℃・2160g)を用いた以外は、調製例7と同様の操作を行い、酸変性アイソタクチック構造のブロックポリプロピレン樹脂「PP9」を得た。
Preparation Example 9 (Production of Acid-Modified Isotactic (Block) Polypropylene Resin "PP9")
As a polypropylene resin, a block polypropylene resin having an isotactic structure (propylene / ethylene = 95/5% by mass, MFR = 0.2 g / 10 minutes-170 ° C., 2160 g) instead of a homopolypropylene resin having a syndiotactic structure is used. The same operation as in Preparation Example 7 was performed except for using, to obtain a block polypropylene resin "PP9" having an acid-modified isotactic structure.
調製例10(酸変性アイソタクチック(ター)ポリプロピレン樹脂「PP10」の製造)
アイソタクチック構造のポリプロピレン3元共重合体(プロピレン/エチレン/ブテン=64.8/11.3/23.9(質量%)、MFR=0.3g/10分−170℃・2160g)1000gをジャケット付き反応器に入れ、窒素置換し、180℃まで加熱昇温し溶融させた後、無水マレイン酸110gを加え、均一に混合した。そこに、ジクミルパーオキサイド4.0gを滴下し、180℃で3時間撹拌し反応させた。反応終了後、得られた反応物を3kgのアセトン中に投入し、樹脂を固化させた。この樹脂を細かく切断し、ペレット状に加工した。
このペレット状の樹脂100gをアセトン300gと混合し、50℃に保った状態で1時間攪拌して樹脂を洗浄した。樹脂を回収後、さらにこの樹脂を、アセトンとジメチルアミノエタノールからなる洗浄液〔アセトン/ジメチルアミノエタノール=90/10(質量比)〕300gと混合し、50℃に保った状態で1時間攪拌し樹脂を洗浄した。樹脂を回収後、さらに同様の方法(アセトンとジメチルアミノエタノールからなる洗浄液を使った方法)を2回繰り返して樹脂を洗浄し、遊離状態の無水マレイン酸を除去した。この樹脂を減圧乾燥機中で減圧乾燥して酸変性アイソタクチック構造のターポリプロピレン(ターポリマー)樹脂「PP10」を得た。
Preparation Example 10 (Production of acid-modified isotactic (ter) polypropylene resin "PP10")
1000 g of a polypropylene terpolymer of isotactic structure (propylene / ethylene / butene = 64.8 / 11.3 / 23.9 (% by mass, MFR = 0.3 g / 10 min-170 ° C. · 2160 g)) The reactor was placed in a jacketed reactor, purged with nitrogen, heated to 180 ° C. and melted, and then 110 g of maleic anhydride was added and uniformly mixed. Thereto, 4.0 g of dicumyl peroxide was dropped, and the mixture was reacted by stirring at 180 ° C. for 3 hours. After completion of the reaction, the obtained reaction product was poured into 3 kg of acetone to solidify the resin. The resin was cut into small pieces and processed into pellets.
100 g of this pellet-like resin was mixed with 300 g of acetone, and the resin was washed by stirring for 1 hour while being kept at 50 ° C. After recovering the resin, this resin is further mixed with 300 g of a washing solution consisting of acetone and dimethylaminoethanol [acetone / dimethylaminoethanol = 90/10 (mass ratio)], and stirred at 50 ° C. for 1 hour for resin Was washed. After the resin was recovered, the resin was washed twice by repeating the same method (a method using a washing solution consisting of acetone and dimethylaminoethanol) twice to remove free maleic anhydride. This resin was dried under reduced pressure in a reduced pressure drier to obtain terpolypropylene (terpolymer) resin "PP10" having an acid-modified isotactic structure.
酸変性ポリプロピレン樹脂(PP1〜PP10)の特性を表1に示す。 The characteristics of the acid-modified polypropylene resin (PP1 to PP10) are shown in Table 1.
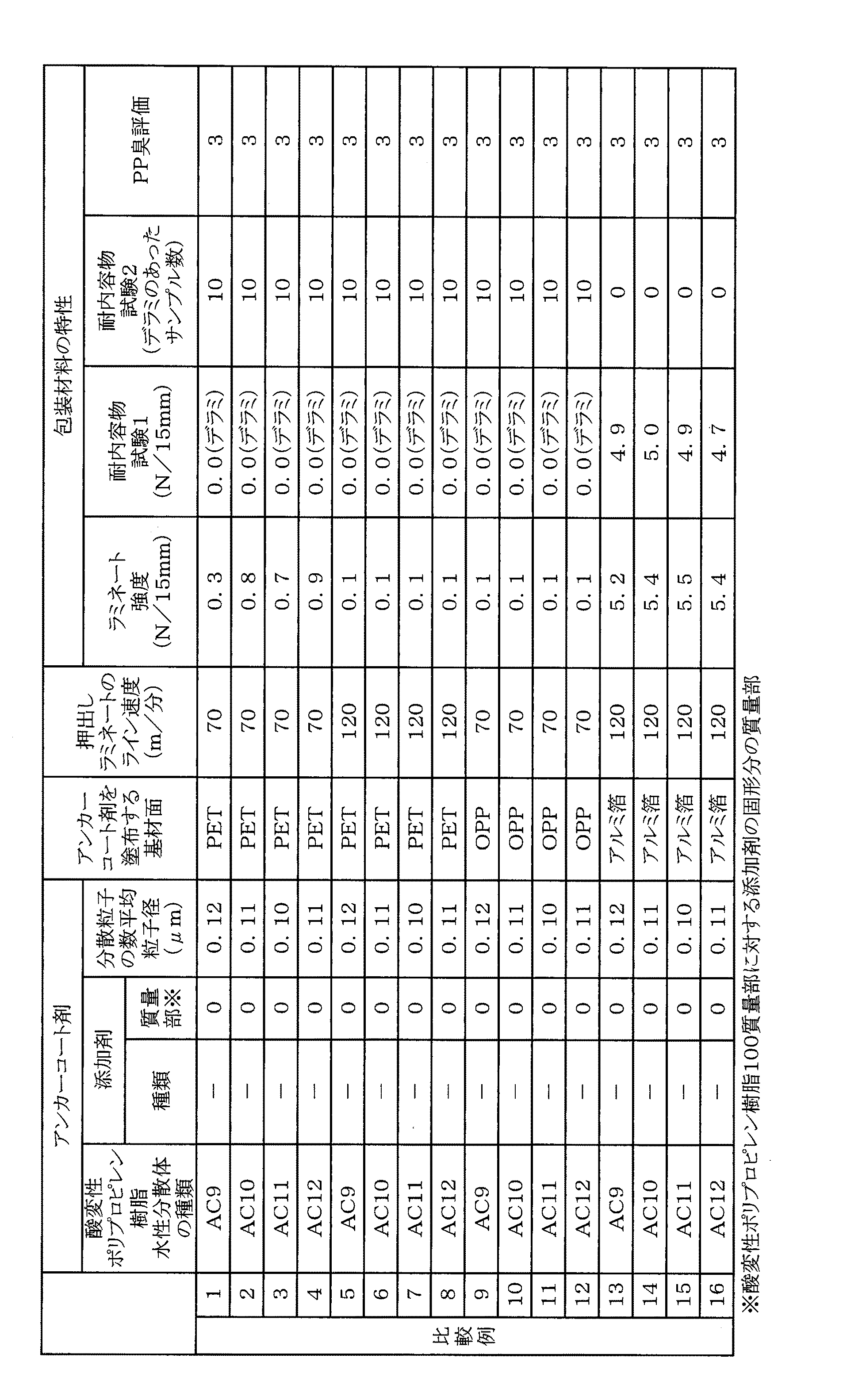
実施例1
<アンカーコート剤の製造>
ヒーター付きの密閉できる耐圧1L容ガラス容器を備えた撹拌機を用いて、75.0gの酸変性ポリプロピレン樹脂「PP1」、30.0gのイソプロパノール、170.0gのテトラヒドロフラン、15.0gのジメチルアミノエタノールおよび210.0gの蒸留水をガラス容器内に仕込み、撹拌翼の回転速度を300rpmとして撹拌したところ、容器底部には樹脂の沈澱は認められず、浮遊状態となっていることが確認された。そこでこの状態を保ちつつ、10分後にヒーターの電源を入れ加熱した。そして系内温度を150℃に保ってさらに60分間撹拌した後、ヒーターの電源を切り自然冷却した。
内温が80℃まで冷えたところで容器を開封して、60.0gのテトラヒドロフラン、10.0gのジメチルアミノエタノールおよび50.0gの蒸留水からなる原料を追加投入した。その後、容器を密閉し、ヒーターの電源を入れ、撹拌翼の回転速度を300rpmの状態で再度加熱(再昇温)した。系内温度を140℃に保ってさらに60分間撹拌した後、ヒーターの出力を、内温80℃になるように調整した。
内温が80℃まで冷えたところで、真空ポンプを使って系内を徐々に減圧して、イソプロパノール、テトラヒドロフランと水を除去した。テトラヒドロフラン、イソプロパノールと水を400g以上除去した後、ヒーターの電源を切り、系内温度が35℃になったところで、水を添加して水性分散体中の「PP1」の濃度が20質量%となるように調整し、180メッシュのステンレス製フィルターで加圧濾過して、均一な酸変性ポリプロピレン樹脂の水性分散体、即ち、ポリプロピレン樹脂押出しラミネート用アンカーコート剤を得た。この水性分散体を「AC1」とした。なお加圧濾過の後、フィルター上に樹脂の未分散物は確認できなかった。
<積層体の製造>
基材として、片面にアルミ蒸着層を有した、厚さ12μmの二軸延伸PETフィルムを用い、このPET面に、乾燥後のアンカーコート層の量が0.3g/m2となるように、「AC1」を塗布し、100℃で10秒間乾燥させ、アンカーコート層を形成させた。
次いで、Tダイを備えた押出しラミネート装置を用いて、アンカーコート層の表面にポリプロピレン樹脂(日本ポリプロ社製、ノバテックPP FL02A)を溶融押出して、厚み30μmの押出しポリプロピレン樹脂層を積層した。このとき、Tダイ直下の溶融ポリプロピレン樹脂の温度は240℃であった。また、押出しラミネートのライン速度(積層体の巻き取り速度)は120m/分で実施した。
このようにして、アルミ蒸着層/PETフィルム/アンカーコート層/押出しポリプロピレン樹脂層の構成からなる積層体を得た。
<包装材料の製造>
この積層体を、160mm×100mmの長方形に切り取り、160mmの辺が半分になるように、かつ押出しポリプロピレン樹脂層が内側になる様に、2つ折りに折りたたんだ(ここでの状態は、100mmの一辺が折り目となって、折りたたまれた80mm×100mmの長方形の積層体となっている)。この積層体の80mmの辺の一方の辺と、100mmの辺の折れ目でない方の辺を、3mm幅でヒートシールして、80mm×100mmの長方形の包装材料を得た。
Example 1
<Manufacture of anchor coating agent>
75.0 g of acid-modified polypropylene resin “PP1”, 30.0 g of isopropanol, 170.0 g of tetrahydrofuran, 15.0 g of dimethylaminoethanol using a stirrer equipped with a sealable pressure resistant 1 L glass container with a heater And when 210.0 g of distilled water was charged in a glass container and stirred at a rotational speed of a stirring blade of 300 rpm, no resin precipitation was observed at the bottom of the container and it was confirmed that it was in a floating state. Then, while maintaining this state, the heater was turned on and heated after 10 minutes. Then, the temperature inside the system was kept at 150 ° C., and after stirring for additional 60 minutes, the power of the heater was turned off and natural cooling was carried out.
When the internal temperature cooled to 80 ° C., the container was opened, and a raw material consisting of 60.0 g of tetrahydrofuran, 10.0 g of dimethylaminoethanol and 50.0 g of distilled water was additionally charged. After that, the container was sealed, the power of the heater was turned on, and the stirring blade was again heated (reheated) at a rotational speed of 300 rpm. After the system temperature was maintained at 140 ° C. and the stirring was continued for additional 60 minutes, the output of the heater was adjusted to an internal temperature of 80 ° C.
When the internal temperature cooled to 80 ° C., the system was gradually depressurized using a vacuum pump to remove isopropanol, tetrahydrofuran and water. After removing 400 g or more of tetrahydrofuran, isopropanol and water, the heater is turned off, and when the system temperature reaches 35 ° C., water is added to make the concentration of “PP1” in the aqueous dispersion 20 mass%. The mixture was adjusted as above and pressure-filtered through a 180-mesh stainless steel filter to obtain a uniform aqueous dispersion of acid-modified polypropylene resin, that is, an anchor coating agent for polypropylene resin extrusion lamination. This aqueous dispersion was called "AC1." In addition, after pressure filtration, the non-dispersed thing of resin was not able to be confirmed on the filter.
<Production of laminates>
As a substrate, a biaxially stretched PET film with a thickness of 12 μm having an aluminum deposition layer on one side is used, and the amount of the anchor coat layer after drying is 0.3 g / m 2 on this PET surface, “AC1” was applied and dried at 100 ° C. for 10 seconds to form an anchor coat layer.
Subsequently, using an extrusion laminating apparatus equipped with a T-die, a polypropylene resin (Novatec PP FL02A, manufactured by Japan Polypropylene Corp.) was melt-extruded on the surface of the anchor coat layer to laminate an extruded polypropylene resin layer having a thickness of 30 μm. At this time, the temperature of the molten polypropylene resin immediately below the T-die was 240.degree. In addition, the line speed of the extrusion laminate (rolling speed of the laminate) was 120 m / min.
In this way, a laminate having the structure of aluminum deposited layer / PET film / anchor coat layer / extruded polypropylene resin layer was obtained.
<Manufacture of packaging materials>
This laminate was cut into a rectangle of 160 mm × 100 mm and folded in half so that the side of 160 mm was half and the extruded polypropylene resin layer was inside (in this case, one side of 100 mm) Becomes a fold, and it becomes a folded 80 mm x 100 mm rectangular laminated body). One side of the 80 mm side of this laminate and the other side of the 100 mm side were heat sealed to a width of 3 mm to obtain a rectangular packaging material of 80 mm × 100 mm.
実施例2〜6
<アンカーコート剤の製造>
実施例1におけるアンカーコート剤の製造の際に使用する、酸変性ポリプロピレン樹脂として、「PP1」の代わりに、実施例2では「PP2」を、実施例3では「PP3」を、実施例4では「PP4」を、実施例5では「PP5」を、実施例6では「PP6」を、用いた以外は、実施例1と同様の方法で、均一な酸変性ポリプロピレン樹脂の水性分散体からなるアンカーコート剤を得た。実施例2で得られた水性分散体を「AC2」、実施例3で得られた水性分散体を「AC3」、実施例4で得られた水性分散体を「AC4」、実施例5で得られた水性分散体を「AC5」、実施例6で得られた水性分散体を「AC6」とした。なお、水性分散体の濾過の後、フィルター上に樹脂の未分散物はいずれの実施例でも確認できなかった。
<積層体、包装材料の製造>
アンカーコート剤として「AC1」の代わりに、実施例2では「AC2」を、実施例3では「AC3」を、実施例4では「AC4」を、実施例5では「AC5」を、実施例6では「AC6」を用いた以外は、実施例1の積層体の製造および包装材料の製造と同様の方法で、積層体および包装材料を得た。
Examples 2 to 6
<Manufacture of anchor coating agent>
As an acid-modified polypropylene resin used in the preparation of the anchor coating agent in Example 1, "PP2" in Example 2, "PP3" in Example 3, and Example 4 in place of "PP1" An anchor consisting of an aqueous dispersion of a uniform acid-modified polypropylene resin in the same manner as in Example 1 except that “PP4”, “PP5” in Example 5, “PP6” in Example 6 were used. The coating agent was obtained. The aqueous dispersion obtained in Example 2 is “AC2”, the aqueous dispersion obtained in Example 3 is “AC3”, the aqueous dispersion obtained in Example 4 is “AC4”, and the aqueous dispersion obtained in Example 4 is obtained in Example 5 The aqueous dispersion obtained was named "AC5" and the aqueous dispersion obtained in Example 6 was named "AC6". In addition, after filtration of the aqueous dispersion, the undispersed resin could not be confirmed in any of the examples on the filter.
<Production of laminates and packaging materials>
Instead of "AC1" as an anchor coating agent, "AC2" in Example 2, "AC3" in Example 3, "AC4" in Example 4, and "AC5" in Example 5 Then, a laminate and a packaging material were obtained in the same manner as the production of the laminate of Example 1 and the production of the packaging material except that “AC6” was used.
実施例7
<アンカーコート剤の製造>
実施例3におけるアンカーコート剤の製造の際の、再昇温による系内温度を140℃から110℃に変更した以外は、実施例3と同様の方法で、均一な酸変性ポリプロピレン樹脂の水性分散体「AC7」からなるアンカーコート剤を得た。なお、水性分散体の濾過の後、フィルター上に樹脂の未分散物は確認できなかった。
<積層体、包装材料の製造>
アンカーコート剤として「AC1」の代わりに「AC7」を用いた以外は、実施例1の積層体の製造および包装材料の製造と同様の方法で、積層体および包装材料を得た。
Example 7
<Manufacture of anchor coating agent>
An aqueous dispersion of a uniform acid-modified polypropylene resin was carried out in the same manner as in Example 3, except that the temperature in the system by reheating was changed from 140 ° C. to 110 ° C. in the production of the anchor coating agent in Example 3. The anchor coat agent which consists of body "AC7" was obtained. After filtration of the aqueous dispersion, no undispersed resin could be confirmed on the filter.
<Production of laminates and packaging materials>
A laminate and a packaging material were obtained in the same manner as the production of the laminate of Example 1 and the production of the packaging material except that “AC7” was used instead of “AC1” as the anchor coating agent.
実施例8
<アンカーコート剤の製造>
実施例3におけるアンカーコート剤の製造において、全ての原料を一括して1度に仕込み水性分散体を得た。
すなわち、ヒーター付きの密閉できる耐圧1L容ガラス容器を備えた撹拌機を用いて、75.0gの酸変性ポリプロピレン樹脂「PP3」、30.0gのイソプロパノール、230.0gのテトラヒドロフラン、25.0gのジメチルアミノエタノールおよび260.0gの蒸留水をガラス容器内に仕込み、撹拌翼の回転速度を300rpmとして撹拌したところ、容器底部には樹脂の沈澱は認められず、浮遊状態となっていることが確認された。そこでこの状態を保ちつつ、10分後にヒーターの電源を入れ加熱した。そして系内温度を150℃に保ってさらに60分間撹拌した後、ヒーターの出力を、内温80℃になるように調整した。
内温が80℃まで冷えたところで、真空ポンプを使って系内を徐々に減圧して、イソプロパノール、テトラヒドロフランと水を除去した。テトラヒドロフラン、イソプロパノールと水を400g以上除去した後、ヒーターの電源を切り、系内温度が35℃になったところで、水を添加して水性分散体中の「PP3」の濃度が20質量%となるように調整し、180メッシュのステンレス製フィルターで加圧濾過して、均一な酸変性ポリプロピレン樹脂の水性分散体「AC8」からなるポリプロピレン樹脂押出しラミネート用アンカーコート剤を得た。なお加圧濾過の後、フィルター上に樹脂の未分散物が確認された。
<積層体、包装材料の製造>
アンカーコート剤として「AC1」の代わりに「AC8」を用いた以外は、実施例1の積層体の製造および包装材料の製造と同様の方法で、積層体および包装材料を得た。
Example 8
<Manufacture of anchor coating agent>
In the production of the anchor coat agent in Example 3, all the raw materials were charged at one time to obtain an aqueous dispersion.
That is, 75.0 g of acid-modified polypropylene resin “PP3”, 30.0 g of isopropanol, 230.0 g of tetrahydrofuran, 25.0 g of dimethyl, using a stirrer equipped with a sealable pressure resistant 1 L glass container with a heater Aminoethanol and 260.0 g of distilled water were charged in a glass container, and the stirring blade was stirred at a rotational speed of 300 rpm. As a result, no precipitation of resin was observed at the bottom of the container, confirming that it was suspended. The Then, while maintaining this state, the heater was turned on and heated after 10 minutes. Then, the temperature inside the system was kept at 150 ° C., and after stirring for additional 60 minutes, the output of the heater was adjusted so that the internal temperature became 80 ° C.
When the internal temperature cooled to 80 ° C., the system was gradually depressurized using a vacuum pump to remove isopropanol, tetrahydrofuran and water. After removing 400 g or more of tetrahydrofuran, isopropanol and water, the heater is turned off, and when the system temperature reaches 35 ° C., water is added to make the concentration of “PP3” in the aqueous dispersion 20 mass%. The mixture was adjusted as above and pressure-filtered through a 180-mesh stainless steel filter to obtain an anchor coat agent for extrusion extrusion lamination of polypropylene resin, which is composed of a uniform aqueous dispersion of acid-modified polypropylene resin "AC 8". In addition, the non-dispersed thing of resin was confirmed on the filter after pressure filtration.
<Production of laminates and packaging materials>
A laminate and a packaging material were obtained in the same manner as in the production of the laminate of Example 1 and the production of the packaging material except that “AC8” was used instead of “AC1” as the anchor coating agent.
実施例9〜11
実施例3における積層体の製造の際の、押出しラミネートのライン速度120m/分を、実施例9では160m/分に、実施例10では500m/分に、実施例11では、600m/分に変更した以外は、実施例3の積層体の製造および包装材料の製造と同様の方法で、積層体および包装材料を得た。
Examples 9 to 11
The line speed of 120 m / min for extrusion lamination in the production of the laminate in Example 3 was changed to 160 m / min in Example 9, 500 m / min in Example 10, and 600 m / min in Example 11. A laminate and a packaging material were obtained in the same manner as in the production of the laminate of Example 3 and the production of the packaging material except for the above.
実施例12
<アンカーコート剤の製造>
酸変性ポリプロピレン樹脂の水性分散体として「AC7」を用い、「AC7」に、添加剤として、不飽和カルボン酸の含有量が2.5質量%であるエチレン−アクリル酸エチル−無水マレイン酸共重合体の水性分散体(固形分濃度20質量%、不揮発性水性分散化助剤含有せず、以下「EAM」と示すことがある)を添加し混合した。なお、「AC7」に含まれる酸変性ポリプロピレン樹脂100質量部に対して、エチレン−アクリル酸エチル−無水マレイン酸共重合体の水性分散体の固形分(エチレン−アクリル酸エチル−無水マレイン酸共重合体)が50質量部となるように添加した。
このようにして、酸変性ポリプロピレン樹脂と酸変性ポリエチレン樹脂とを含有した水性分散体からなるポリプロピレン樹脂押出しラミネート用アンカーコート剤を得た。
<積層体、包装材料の製造>
アンカーコート剤として「AC1」の代わりに上記アンカーコート剤を用いた以外は、実施例1の積層体の製造および包装材料の製造と同様の方法で、積層体および包装材料を得た。
Example 12
<Manufacture of anchor coating agent>
"AC7" is used as an aqueous dispersion of acid-modified polypropylene resin, and the content of unsaturated carboxylic acid is 2.5% by mass as "AC7" as an additive. Ethylene-ethyl acrylate-maleic anhydride co-weight A combined aqueous dispersion (solids concentration 20% by weight, containing no non-volatile aqueous dispersing aid, may hereinafter be denoted as "EAM") was added and mixed. The solid content of the aqueous dispersion of ethylene-ethyl acrylate-maleic anhydride copolymer (ethylene-ethyl acrylate-maleic anhydride co-weight) relative to 100 parts by mass of the acid-modified polypropylene resin contained in "AC7" It added so that it might be 50 mass parts of united | combined.
In this way, an anchor coating agent for polypropylene resin extrusion lamination comprising an aqueous dispersion containing an acid-modified polypropylene resin and an acid-modified polyethylene resin was obtained.
<Production of laminates and packaging materials>
A laminate and a packaging material were obtained in the same manner as in the production of the laminate of Example 1 and the production of the packaging material, except that the anchor coating agent was used instead of “AC1” as the anchor coating agent.
実施例13
<アンカーコート剤の製造>
酸変性ポリプロピレン樹脂の水性分散体として「AC7」を用い、「AC7」に、添加剤として、ポリウレタン樹脂の水性分散体(アデカ社製、アデカボンタイターHUX350、固形分濃度30質量%、不揮発性水性分散化助剤含有せず、ポリエーテル型ポリウレタン樹脂の水性分散体、以下「HUX350」と示すことがある)を添加し混合した。なお、「AC7」に含まれる酸変性ポリプロピレン樹脂100質量部に対して、ポリウレタン樹脂の水性分散体の固形分(ポリウレタン樹脂)が50質量部となるように添加した。
このようにして、酸変性ポリプロピレン樹脂とポリウレタン樹脂とを含有した水性分散体からなるポリプロピレン樹脂押出しラミネート用アンカーコート剤を得た。
<積層体、包装材料の製造>
アンカーコート剤として「AC1」の代わりに上記アンカーコート剤を用いた以外は、実施例1の積層体の製造および包装材料の製造と同様の方法で、積層体および包装材料を得た。
Example 13
<Manufacture of anchor coating agent>
"AC7" is used as an aqueous dispersion of acid-modified polypropylene resin, and "AC7" is an aqueous dispersion of a polyurethane resin as an additive (Adeka Co., Ltd., Adekabon Titer HUX 350, solid concentration 30% by mass, nonvolatile aqueous) An aqueous dispersion of a polyether type polyurethane resin (hereinafter sometimes referred to as "HUX 350") was added and mixed without containing a dispersing aid. The solid content (polyurethane resin) of the aqueous dispersion of the polyurethane resin was added to 50 parts by mass with respect to 100 parts by mass of the acid-modified polypropylene resin contained in "AC7".
In this way, an anchor coating agent for polypropylene resin extrusion lamination comprising an aqueous dispersion containing an acid-modified polypropylene resin and a polyurethane resin was obtained.
<Production of laminates and packaging materials>
A laminate and a packaging material were obtained in the same manner as in the production of the laminate of Example 1 and the production of the packaging material, except that the anchor coating agent was used instead of “AC1” as the anchor coating agent.
実施例14
<アンカーコート剤の製造>
酸変性ポリプロピレン樹脂の水性分散体として「AC7」を用い、「AC7」に、添加剤として、ポリエステル樹脂の水性分散体(ユニチカ社製、エリーテルKT−9204、固形分濃度30質量%、不揮発性水性分散化助剤含有せず、以下「KT9204」と示すことがある)を添加し混合した。なお、「AC7」に含まれる酸変性ポリプロピレン樹脂100質量部に対して、ポリエステル樹脂の水性分散体の固形分(ポリエステル樹脂)が50質量部となるように添加した。
このようにして、酸変性ポリプロピレン樹脂とポリエステル樹脂とを含有した水性分散体からなるポリプロピレン樹脂押出しラミネート用アンカーコート剤を得た。
<積層体、包装材料の製造>
アンカーコート剤として「AC1」の代わりに上記アンカーコート剤を用いた以外は、実施例1の積層体の製造および包装材料の製造と同様の方法で、積層体および包装材料を得た。
Example 14
<Manufacture of anchor coating agent>
“AC7” is used as an aqueous dispersion of acid-modified polypropylene resin, and “AC7” is an aqueous dispersion of a polyester resin as an additive (manufactured by Unitika, Erytel KT-9204, solid concentration 30% by mass, nonvolatile aqueous) A dispersing aid was not included, and may be added and mixed in the following, which may be referred to as "KT 9204". The solid content (polyester resin) of the aqueous dispersion of polyester resin was added to 50 parts by mass with respect to 100 parts by mass of the acid-modified polypropylene resin contained in "AC7".
Thus, an anchor coating agent for polypropylene resin extrusion lamination comprising an aqueous dispersion containing an acid-modified polypropylene resin and a polyester resin was obtained.
<Production of laminates and packaging materials>
A laminate and a packaging material were obtained in the same manner as in the production of the laminate of Example 1 and the production of the packaging material, except that the anchor coating agent was used instead of “AC1” as the anchor coating agent.
実施例15
<アンカーコート剤の製造>
酸変性ポリプロピレン樹脂の水性分散体として「AC7」を用い、「AC7」に、添加剤として、オキサゾリン系架橋剤(日本触媒社製、エポクロスWS700、固形分濃度25質量%、不揮発性水性分散化助剤含有せず、多価オキサゾリン化合物の水溶液、以下「WS700」と示すことがある)を添加し混合した。なお、「AC7」に含まれる酸変性ポリプロピレン樹脂100質量部に対して、オキサゾリン系架橋剤の固形分が5質量部となるように添加した。
このようにして、酸変性ポリプロピレン樹脂とオキサゾリン系架橋剤とを含有した水性分散体からなるポリプロピレン樹脂押出しラミネート用アンカーコート剤を得た。
<積層体、包装材料の製造>
アンカーコート剤として「AC1」の代わりに上記アンカーコート剤を用いた以外は、実施例1の積層体の製造および包装材料の製造と同様の方法で、積層体および包装材料を得た。
Example 15
<Manufacture of anchor coating agent>
"AC7" is used as an aqueous dispersion of acid-modified polypropylene resin, and as "AC7", as an additive, an oxazoline crosslinking agent (Epocross WS700, manufactured by Nippon Shokuhin Co., Ltd., solid content concentration 25% by mass, nonvolatile aqueous dispersion aid) No agent was added, and an aqueous solution of a polyvalent oxazoline compound (hereinafter sometimes referred to as "WS700") was added and mixed. In addition, with respect to 100 mass parts of acid-modified polypropylene resin contained in "AC7", it added so that solid content of an oxazoline type crosslinking agent might be 5 mass parts.
In this way, an anchor coat agent for polypropylene resin extrusion lamination comprising an aqueous dispersion containing an acid-modified polypropylene resin and an oxazoline crosslinking agent was obtained.
<Production of laminates and packaging materials>
A laminate and a packaging material were obtained in the same manner as in the production of the laminate of Example 1 and the production of the packaging material, except that the anchor coating agent was used instead of “AC1” as the anchor coating agent.
実施例16
<アンカーコート剤の製造>
酸変性ポリプロピレン樹脂の水性分散体として「AC7」を用い、「AC7」に、添加剤として、カルボジイミド系架橋剤(日清紡ケミカル社製、カルボジライトV−02、固形分濃度40質量%、不揮発性水性分散化助剤含有せず、多価カルボジイミド化合物の水溶液、以下「V−02」と示すことがある)を添加し混合した。なお、「AC7」に含まれる酸変性ポリプロピレン樹脂100質量部に対して、カルボジイミド系架橋剤の固形分が5質量部となるように添加した。
このようにして、酸変性ポリプロピレン樹脂とカルボジイミド系架橋剤とを含有した水性分散体からなるポリプロピレン樹脂押出しラミネート用アンカーコート剤を得た。
<積層体、包装材料の製造>
アンカーコート剤として「AC1」の代わりに上記アンカーコート剤を用いた以外は、実施例1の積層体の製造および包装材料の製造と同様の方法で、積層体および包装材料を得た。
Example 16
<Manufacture of anchor coating agent>
"AC7" is used as an aqueous dispersion of acid-modified polypropylene resin, and "AC7" is a carbodiimide-based crosslinking agent (Nisshinbo Chemical Co., Ltd., Carbodilight V-02, solid concentration 40% by mass, non-volatile aqueous dispersion) An aqueous solution of a polyvalent carbodiimide compound (hereinafter sometimes referred to as "V-02") was added and mixed without containing a coagent. In addition, it added so that solid content of a carbodiimide type crosslinking agent might be 5 mass parts with respect to 100 mass parts of acid-modified polypropylene resin contained in "AC7."
Thus, an anchor coat agent for polypropylene resin extrusion lamination comprising an aqueous dispersion containing an acid-modified polypropylene resin and a carbodiimide type crosslinking agent was obtained.
<Production of laminates and packaging materials>
A laminate and a packaging material were obtained in the same manner as in the production of the laminate of Example 1 and the production of the packaging material, except that the anchor coating agent was used instead of “AC1” as the anchor coating agent.
実施例17
実施例3における積層体の製造の際に使用する基材である「片面にアルミ蒸着層を有した、厚さ12μmの二軸延伸PETフィルム」の代わりに、「片面にアルミ蒸着層を有した、厚さ20μmの二軸延伸ポリプロピレンフィルム」を用い、これの二軸延伸ポリプロピレンフィルム(以下、「OPP」と示すことがある)面に、アンカーコート層を形成させた以外は、実施例3の積層体の製造および包装材料の製造と同様の方法で、積層体および包装材料を得た。
Example 17
In place of the 12 μm thick biaxially stretched PET film having an aluminum deposition layer on one side, which is a base material used in the production of the laminate in Example 3, the aluminum deposition layer is on one side , Using a 20 μm thick biaxially stretched polypropylene film, and forming an anchor coat layer on the biaxially stretched polypropylene film (hereinafter sometimes referred to as “OPP”) surface of the film, except for using the same. The laminate and the packaging material were obtained in the same manner as in the production of the laminate and the production of the packaging material.
実施例18
実施例17における積層体の製造の際の、押出しラミネートのライン速度を、120m/分から500m/分に変更した以外は、実施例17の積層体の製造および包装材料の製造と同様の方法で、積層体および包装材料を得た。
Example 18
In the same manner as in the production of the laminate of Example 17 and in the production of the packaging material, except that the line speed of the extrusion laminate in the production of the laminate in Example 17 was changed from 120 m / min to 500 m / min. A laminate and packaging material were obtained.
実施例19〜26
実施例1〜8における積層体の製造の際に使用する基材である「片面にアルミ蒸着層を有した、厚さ12μmの二軸延伸PETフィルム」の代わりに、「片面に厚さ12μmの二軸延伸PETフィルムがドライラミネートにより接着された、厚さ9μmのアルミ箔(即ち、PETフィルム/ドライラミネート接着剤/アルミ箔)」を用い、これのアルミ箔面に、アンカーコート層を形成させた以外は、実施例1〜8の積層体の製造および包装材料の製造と同様の方法で、それぞれ実施例19〜26の積層体および包装材料を得た。なお、得られる積層体の構成は、PETフィルム/ドライラミネート接着剤/アルミ箔/アンカーコート層/押出しポリプロピレン樹脂層である。
Examples 19 to 26
Instead of “a 12 μm thick biaxially stretched PET film having an aluminum deposition layer on one side,” which is a base material used in the production of the laminate in Examples 1 to 8, “12 μm thickness on one side” An anchor coat layer is formed on the aluminum foil surface of a 9 μm thick aluminum foil (ie, PET film / dry lamination adhesive / aluminum foil) to which a biaxially stretched PET film is adhered by dry lamination. The laminates and packaging materials of Examples 19 to 26 were obtained in the same manner as in the production of the laminates of Examples 1 to 8 and the production of the packaging materials except for the above. In addition, the structure of the obtained laminated body is a PET film / dry lamination adhesive agent / aluminum foil / anchor coat layer / extrusion polypropylene resin layer.
比較例1
<アンカーコート剤の製造>
ヒーター付きの密閉できる耐圧1L容ガラス容器を備えた撹拌機を用いて、75.0gの酸変性シンジオタクチックポリプロピレン樹脂「PP7」、200.0gのテトラヒドロフラン、15.0gのジメチルアミノエタノールおよび210.0gの蒸留水をガラス容器内に仕込み、撹拌翼の回転速度を300rpmとして撹拌したところ、容器底部には樹脂の沈澱は認められず、浮遊状態となっていることが確認された。そこでこの状態を保ちつつ、10分後にヒーターの電源を入れ加熱した。そして系内温度を130℃に保ってさらに60分間撹拌した後、ヒーターの出力を、内温80℃になるように調整した。
内温が80℃まで冷えたところで、真空ポンプを使って系内を徐々に減圧して、テトラヒドロフランと水を除去した。テトラヒドロフランと水を300g以上除去した後、ヒーターの電源を切り、系内温度が35℃になったところで、水を添加して水性分散体中の「PP7」の濃度が20質量%となるように調整し、180メッシュのステンレス製フィルターで加圧濾過して、均一な酸変性シンジオタクチックポリプロピレン樹脂の水性分散体「AC9」からなるアンカーコート剤を得た。なお、水性分散体の濾過の後、フィルター上に樹脂の未分散物は確認できなかった。
<積層体、包装材料の製造>
アンカーコート剤として「AC1」の代わりに「AC9」からなるアンカーコート剤を用い、かつ押出しラミネートのライン速度を120m/分から70m/分に変更した以外は、実施例1の積層体の製造および包装材料の製造と同様の方法で、積層体および包装材料を得た。
Comparative Example 1
<Manufacture of anchor coating agent>
75.0 g of acid-modified syndiotactic polypropylene resin “PP7”, 200.0 g of tetrahydrofuran, 15.0 g of dimethylaminoethanol and 210. G using a stirrer equipped with a sealable pressure resistant 1 L glass container with a heater. When 0 g of distilled water was charged in a glass container and the stirring blade was stirred at a rotational speed of 300 rpm, no resin precipitation was observed at the bottom of the container and it was confirmed that the container was in a floating state. Then, while maintaining this state, the heater was turned on and heated after 10 minutes. Then, the temperature inside the system was kept at 130 ° C., and after stirring for additional 60 minutes, the output of the heater was adjusted so that the internal temperature would be 80 ° C.
When the internal temperature had cooled to 80 ° C., the system was gradually depressurized using a vacuum pump to remove tetrahydrofuran and water. After removing 300 g or more of tetrahydrofuran and water, turn off the heater and when the system temperature reaches 35 ° C, add water so that the concentration of “PP7” in the aqueous dispersion becomes 20 mass%. The resultant was adjusted and pressure-filtered through a 180 mesh stainless steel filter to obtain an anchor coat agent composed of a uniform aqueous dispersion of acid-modified syndiotactic polypropylene resin "AC9". After filtration of the aqueous dispersion, no undispersed resin could be confirmed on the filter.
<Production of laminates and packaging materials>
Production and packaging of laminate of Example 1 except using anchor coating agent consisting of "AC9" instead of "AC1" as anchor coating agent, and changing the line speed of the extrusion laminate from 120 m / min to 70 m / min The laminate and the packaging material were obtained in the same manner as the production of the material.
比較例2
<アンカーコート剤の製造>
アンカーコート剤の製造の際に使用する、酸変性シンジオタクチックポリプロピレン樹脂「PP7」の代わりに酸変性アイソタクチック構造のランダムポリプロピレン樹脂「PP8」を用いた以外は、比較例1と同様の方法で、均一な酸変性アイソタクチック構造のランダムポリプロピレン樹脂の水性分散体「AC10」からなるアンカーコート剤を得た。なお、水性分散体の濾過の後、フィルター上に樹脂の未分散物は確認できなかった。
<積層体、包装材料の製造>
アンカーコート剤として「AC9」の代わりに「AC10」からなるアンカーコート剤を用いた以外は、比較例1の積層体の製造および包装材料の製造と同様の方法で、積層体および包装材料を得た。
Comparative example 2
<Manufacture of anchor coating agent>
The same method as in Comparative Example 1 except that a random polypropylene resin "PP8" having an acid-modified isotactic structure is used instead of the acid-modified syndiotactic polypropylene resin "PP7" used in the production of an anchor coating agent Thus, an anchor coating agent consisting of an aqueous dispersion "AC10" of a random polypropylene resin having a uniform acid-modified isotactic structure was obtained. After filtration of the aqueous dispersion, no undispersed resin could be confirmed on the filter.
<Production of laminates and packaging materials>
A laminate and a packaging material are obtained in the same manner as the production of the laminate of Comparative Example 1 and the production of the packaging material except that an anchor coating agent consisting of "AC10" is used instead of "AC9" as the anchor coating agent. The
比較例3
アンカーコート剤の製造の際に使用する、酸変性ポリプロピレン樹脂として、「PP1」の代わりに酸変性アイソタクチック構造のブロックポリプロピレン樹脂「PP9」を用いた以外は、実施例1と同様の方法で、均一な酸変性アイソタクチック構造のブロックポリプロピレン樹脂の水性分散体「AC11」からなるアンカーコート剤を得た。なお、水性分散体の濾過の後、フィルター上に樹脂の未分散物は確認できなかった。
<積層体、包装材料の製造>
アンカーコート剤として「AC9」の代わりに「AC11」からなるアンカーコート剤を用いた以外は、比較例1の積層体の製造および包装材料の製造と同様の方法で、積層体および包装材料を得た。
Comparative example 3
By the same method as Example 1 except using block polypropylene resin "PP9" of acid-modified isotactic structure as acid-modified polypropylene resin used in the production of anchor coating agent instead of "PP1" There was obtained an anchor coating agent comprising an aqueous dispersion "AC11" of a block polypropylene resin having a uniform acid-modified isotactic structure. After filtration of the aqueous dispersion, no undispersed resin could be confirmed on the filter.
<Production of laminates and packaging materials>
A laminate and a packaging material are obtained in the same manner as in the production of the laminate of Comparative Example 1 and the production of the packaging material except that an anchor coating agent consisting of "AC11" is used instead of "AC9" as the anchor coating agent. The
比較例4
アンカーコート剤の製造の際に使用する、酸変性シンジオタクチックポリプロピレン樹脂「PP7」の代わりに酸変性アイソタクチック構造のターポリプロピレン(ターポリマー)樹脂「PP10」を用いた以外は、比較例1と同様の方法で、均一な酸変性アイソタクチック構造のターポリプロピレン樹脂の水性分散体「AC12」からなるアンカーコート剤を得た。なお、水性分散体の濾過の後、フィルター上に樹脂の未分散物は確認できなかった。
<積層体、包装材料の製造>
アンカーコート剤として「AC9」の代わりに「AC12」からなるアンカーコート剤を用いた以外は、比較例1の積層体の製造および包装材料の製造と同様の方法で、積層体および包装材料を得た。
Comparative example 4
Comparative Example 1 except that terpolypropylene (terpolymer) resin “PP10” having an acid-modified isotactic structure was used instead of the acid-modified syndiotactic polypropylene resin “PP7” used in the preparation of the anchor coat agent. In the same manner as in the above, an anchor coating agent comprising an aqueous dispersion "AC12" of a terpolypropylene resin having a uniform acid-modified isotactic structure was obtained. After filtration of the aqueous dispersion, no undispersed resin could be confirmed on the filter.
<Production of laminates and packaging materials>
A laminate and a packaging material are obtained in the same manner as in the production of the laminate of Comparative Example 1 and the production of the packaging material except that an anchor coating agent consisting of “AC12” is used instead of “AC9” as the anchor coating agent. The
比較例5〜8
比較例1〜4における積層体の製造の際の、押出しラミネートのライン速度を70m/分から120m/分に変更した以外は、比較例1〜4の積層体の製造および包装材料の製造と同様の方法で、それぞれ比較例5〜8の積層体および包装材料を得た。
Comparative Examples 5 to 8
The same as the production of the laminates of Comparative Examples 1 to 4 and the production of the packaging material except that the line speed of the extrusion lamination in the production of the laminates in Comparative Examples 1 to 4 is changed from 70 m / min to 120 m / min. Laminates and packaging materials of Comparative Examples 5 to 8 were obtained by methods.
比較例9〜12
比較例1〜4における積層体の製造の際に使用する基材である「片面にアルミ蒸着層を有した、厚さ12μmの二軸延伸PETフィルム」の代わりに、「片面にアルミ蒸着層を有した、厚さ20μmの二軸延伸OPPフィルム」を用い、これのOPP面に、アンカーコート層を形成させた以外は、比較例1〜4の積層体の製造および包装材料の製造と同様の方法で、それぞれ比較例9〜12の積層体および包装材料を得た。
Comparative Examples 9 to 12
Instead of “a biaxially stretched PET film with a thickness of 12 μm having an aluminum deposition layer on one side,” which is a substrate used in the production of the laminate in Comparative Examples 1 to 4, “an aluminum deposition layer on one side The same as in the production of the laminates of Comparative Examples 1 to 4 and the production of the packaging material except that a 20 μm-thick biaxially stretched OPP film was used and the anchor coat layer was formed on the OPP face thereof. Laminates and packaging materials of Comparative Examples 9 to 12, respectively, were obtained by methods.
比較例13〜16
比較例5〜8における積層体の製造の際に使用する基材である「片面にアルミ蒸着層を有した、厚さ12μmの二軸延伸PETフィルム」の代わりに、「片面に厚さ12μmの二軸延伸PETフィルムがドライラミネートにより接着された、厚さ9μmのアルミ箔」を用い、これのアルミ箔面に、アンカーコート層を形成させた以外は、比較例5〜8の積層体の製造および包装材料の製造と同様の方法で、それぞれ比較例13〜16の積層体および包装材料を得た。なお、得られる積層体の構成は、PETフィルム/ドライラミネート接着剤/アルミ箔/アンカーコート層/押出しポリプロピレン樹脂層である。
Comparative Examples 13 to 16
Instead of “a 12 μm thick biaxially stretched PET film having an aluminum deposition layer on one side”, which is a base material used in the production of a laminate in Comparative Examples 5 to 8, “12 μm thickness on one side” Production of laminates of Comparative Examples 5 to 8 except that an aluminum foil having a thickness of 9 μm in which a biaxially stretched PET film is adhered by dry lamination is used and an anchor coat layer is formed on the aluminum foil surface thereof And the laminated body and packaging material of Comparative Examples 13-16 were obtained by the method similar to manufacture of a packaging material, respectively. In addition, the structure of the obtained laminated body is a PET film / dry lamination adhesive agent / aluminum foil / anchor coat layer / extrusion polypropylene resin layer.
実施例1〜26および比較例1〜16で得られたアンカーコート剤と包装材料の特性を表2、表3に示す。 The properties of the anchor coat agent and the packaging material obtained in Examples 1 to 26 and Comparative Examples 1 to 16 are shown in Tables 2 and 3.
実施例1〜26では、ポリプロピレン成分がアイソタクチック構造からなるホモポリプロピレンである酸変性ポリプロピレン樹脂と水性媒体とを含有する水性分散体からなるアンカーコート剤は、ポリプロピレン樹脂の押出しラミネートに適した特性を有していた。
特に、実施例1〜18において、アンカーコート剤を熱可塑性樹脂フィルム面に塗布した場合であっても、優れた特性を有することが確認された。
実施例1〜4、7、9〜11では、酸変性ポリプロピレン樹脂に含まれる未反応不飽和カルボン酸成分の残存量や、水性分散体中の酸変性ポリプロピレン樹脂の数平均粒子径が、ともに本発明に規定する好ましい範囲にあったため、押出しラミネートのライン速度が100m/分以上でも優れた接着性を有し、また耐内容物性を有していた。
実施例8のアンカーコート剤の製造方法では、酸変性ポリプロピレン樹脂の水性分散化が不十分であり、水性分散体中の数平均粒子径を本発明に規定する好ましい範囲にすることができなかったため、アンカーコート剤は、やや性能が劣るものとなった。
実施例12〜16では、各種の添加剤を併用することで、包装材料の折り目部分のデラミが抑制できることが確認された。
In Examples 1 to 26, an anchor coating agent comprising an aqueous dispersion containing an acid-modified polypropylene resin, which is a homopolypropylene having a isotactic structure, and an aqueous medium has characteristics suitable for extrusion lamination of polypropylene resin. Had.
In particular, in Examples 1 to 18, even when the anchor coating agent was applied to the surface of the thermoplastic resin film, it was confirmed to have excellent properties.
In Examples 1 to 4, 7 and 9 to 11, the remaining amount of the unreacted unsaturated carboxylic acid component contained in the acid-modified polypropylene resin and the number average particle diameter of the acid-modified polypropylene resin in the aqueous dispersion both Since it was within the preferred range defined in the invention, the extrusion laminate had excellent adhesion even at a line speed of 100 m / min or more, and also had resistance to content.
In the method for producing the anchor coat agent of Example 8, the aqueous dispersion of the acid-modified polypropylene resin is insufficient, and the number average particle diameter in the aqueous dispersion can not be made within the preferable range defined in the present invention. The anchor coating agent was somewhat inferior in performance.
In Examples 12 to 16, it was confirmed that the delamination of the crease portion of the packaging material can be suppressed by using various additives in combination.
これに対し、比較例1〜16では、アンカーコート剤は、酸変性ポリプロピレン樹脂のポリプロピレン成分が、本発明で規定する成分でないため、ポリプロピレン樹脂の押出しラミネートに用いても、接着性が不十分であったり、PP臭の問題を有していた。 On the other hand, in Comparative Examples 1 to 16, since the anchor coating agent is not a component specified in the present invention for the polypropylene component of the acid-modified polypropylene resin, adhesion is insufficient even when used for extrusion lamination of polypropylene resin There was a problem with PP odor.
なお、本実施例の耐内容物試験は、内容物にサラダ油を用いた。サラダ油はスナック菓子よりラミネート強度の低下を招きやすい性質を有するため、サラダ油を用いた本試験で良好な結果が得られれば、スナック菓子包装として十分な性能を有していると判断できる。
また、実施例で得られた包装材料は、PP臭が抑制されたものであって、ポテトスナック菓子の包装に適していた。本発明において包装材料のPP臭が抑制されるメカニズムは不明であるが、使用するアンカーコート剤の酸変性ポリプロピレン樹脂が、結晶化度が高くかつ高融点であるため、押出しラミネートの熱による酸変性ポリプロピレン樹脂の分解が抑制されている可能性が考えられる。また、押出しラミネートのライン速度とPP臭の関連性も伺えた。
In addition, the content resistance test of a present Example used salad oil for the content. Since salad oil has the property of causing a reduction in laminate strength more easily than snack foods, it can be judged that it has sufficient performance as a snack food package if good results can be obtained in this test using salad oil.
In addition, the packaging material obtained in the examples had a suppressed PP odor and was suitable for packaging of potato snacks. Although the mechanism by which the PP odor of the packaging material is suppressed in the present invention is unknown, the acid-modified polypropylene resin of the anchor coating agent used has a high degree of crystallinity and a high melting point. It is possible that the decomposition of the polypropylene resin is suppressed. Also, the relationship between the extrusion laminating line speed and the PP odor was obtained.
Claims (9)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015011895A JP6425564B2 (en) | 2014-01-31 | 2015-01-26 | Anchor coating agent for polypropylene resin extrusion lamination, packaging material and method for producing the same |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014016261 | 2014-01-31 | ||
| JP2014016261 | 2014-01-31 | ||
| JP2015011895A JP6425564B2 (en) | 2014-01-31 | 2015-01-26 | Anchor coating agent for polypropylene resin extrusion lamination, packaging material and method for producing the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015163688A JP2015163688A (en) | 2015-09-10 |
| JP6425564B2 true JP6425564B2 (en) | 2018-11-21 |
Family
ID=54186737
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015011895A Active JP6425564B2 (en) | 2014-01-31 | 2015-01-26 | Anchor coating agent for polypropylene resin extrusion lamination, packaging material and method for producing the same |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6425564B2 (en) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017221781A1 (en) * | 2016-06-23 | 2017-12-28 | 東洋紡株式会社 | Laminated polypropylene film |
| JP6790679B2 (en) * | 2016-09-29 | 2020-11-25 | 大日本印刷株式会社 | Packaging material and its manufacturing method |
| JP2018051925A (en) * | 2016-09-29 | 2018-04-05 | 大日本印刷株式会社 | Packaging material and manufacturing method thereof |
| JP7106830B2 (en) * | 2017-09-27 | 2022-07-27 | 大日本印刷株式会社 | packaging material |
| JP7114869B2 (en) * | 2017-09-27 | 2022-08-09 | 大日本印刷株式会社 | packaging material |
| SG10201909497UA (en) | 2018-10-22 | 2020-05-28 | Dow Global Technologies Llc | Coating compositions |
| JP7392276B2 (en) * | 2019-03-28 | 2023-12-06 | 大日本印刷株式会社 | Laminates, packaging materials, packaging bags and stand-up pouches |
| CN112012039A (en) * | 2020-08-18 | 2020-12-01 | 锦上包装江苏有限公司 | Energy-saving environment-friendly carton material |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3391910B2 (en) * | 1994-10-19 | 2003-03-31 | サカタインクス株式会社 | Aqueous printing ink composition for lamination and lamination method using the same |
| JP5678758B2 (en) * | 2011-03-24 | 2015-03-04 | 東洋インキScホールディングス株式会社 | Water-based printing composition for laminating |
| JP2012201043A (en) * | 2011-03-28 | 2012-10-22 | Unitika Ltd | Laminate and method of manufacturing the same |
| JP6356960B2 (en) * | 2012-12-11 | 2018-07-11 | ユニチカ株式会社 | Laminated body and method for producing the same |
-
2015
- 2015-01-26 JP JP2015011895A patent/JP6425564B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015163688A (en) | 2015-09-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6425564B2 (en) | Anchor coating agent for polypropylene resin extrusion lamination, packaging material and method for producing the same | |
| JP6527402B2 (en) | Polyolefin resin aqueous dispersion and packaging material | |
| JP6628718B2 (en) | Aqueous dispersion and laminate | |
| JP6478604B2 (en) | Packaging material | |
| JP6883539B2 (en) | Aqueous dispersion | |
| JP6643829B2 (en) | Adhesives for packaging materials and packaging materials | |
| JP4615927B2 (en) | Aqueous dispersion and aqueous heat sealant | |
| JP2015229710A (en) | Aqueous dispersion and laminate obtained therefrom | |
| JP2019038950A (en) | Adhesive for packaging material, packaging material and method for producing packaging material | |
| JP5042161B2 (en) | Easy adhesive film | |
| JP5037012B2 (en) | Method for producing aqueous polyolefin resin dispersion | |
| JP2009242503A (en) | Water-based adhesive and laminate using it | |
| JP2011195691A (en) | Aqueous dispersion, coating film, laminate, and method for producing aqueous dispersion | |
| JP2011042725A (en) | Metal deposited layer protective coating agent and laminate | |
| JP2016047647A (en) | Laminate film | |
| JP6356960B2 (en) | Laminated body and method for producing the same | |
| JP5743491B2 (en) | Film laminate for extrusion lamination and method for producing the same | |
| JP2017122194A (en) | Aqueous dispersion and packaging material | |
| JP2012233019A (en) | Aqueous dispersion and laminate | |
| JP2016189408A (en) | Adhesive agent for solar battery module, sealing protection sheet and solar battery module | |
| JP2010090188A (en) | Resin aqueous dispersion and production method of the same | |
| JP2012233082A (en) | Aqueous dispersion, and method for producing the same | |
| JP4009773B2 (en) | Ethylene-based resin composition for extrusion laminating, laminate using the same, and method for producing laminate | |
| JP4270791B2 (en) | Water-based adhesive for synthetic paper and laminate | |
| JP2014069516A (en) | Laminate and method for producing the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171108 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180629 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180710 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180910 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180925 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181023 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6425564 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |