JP6338317B2 - Method for producing containerized bakery products - Google Patents
Method for producing containerized bakery products Download PDFInfo
- Publication number
- JP6338317B2 JP6338317B2 JP2012222486A JP2012222486A JP6338317B2 JP 6338317 B2 JP6338317 B2 JP 6338317B2 JP 2012222486 A JP2012222486 A JP 2012222486A JP 2012222486 A JP2012222486 A JP 2012222486A JP 6338317 B2 JP6338317 B2 JP 6338317B2
- Authority
- JP
- Japan
- Prior art keywords
- bakery product
- container
- dough
- kpa
- pressure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Landscapes
- Bakery Products And Manufacturing Methods Therefor (AREA)
Description
本発明は、包装容器にベーカリー製品が包装された容器入りベーカリー製品の製造方法に関する。 The present invention relates to a method of manufacturing a container filled bakery product bakery product is packaged in the packaging container.
現在、食品の長期保存を可能とするべく、食品を缶体や瓶体等の包装容器で包装した、所謂缶詰及び瓶詰と呼ばれる、容器入り食品が知られている。このような容器入り食品として、缶体に包装されたパンやケーキ等の容器入りベーカリー製品が知られている。 Currently, in order to enable long-term storage of foods, so-called canned and bottled foods in which foods are packaged in packaging containers such as cans and bottles are known. As such foods in containers, bakery products in containers such as bread and cakes packaged in cans are known.
このような容器入りベーカリー製品は、缶体内に生地を充填して、缶体を密封し、缶体を加熱して生地を焼成処理することで、缶体内にベーカリー製品を製造する技術が知られている(例えば、特許文献1及び特許文献2参照)。このような容器入りベーカリー製品は、缶体を密封した後に、生地を焼成処理することで、生地の焼成処理とともに、缶体内の滅菌処理が可能となる。 Such a bakery product in a container is known for producing a bakery product in a can body by filling the can body with a dough, sealing the can body, heating the can body, and baking the dough. (For example, see Patent Document 1 and Patent Document 2). Such a bakery product in a container can be sterilized in the can body together with the baking treatment of the dough by baking the dough after sealing the can body.
また、包装容器内に生地を充填し、包装容器を密封する前に、包装容器及び生地を加熱することで、生地を焼成処理し、包装容器内にベーカリー製品を製造し、その後、包装容器内及びベーカリー製品の表面の滅菌処理を行って包装容器を密封する技術も知られている。 Also, before filling the dough in the packaging container and sealing the packaging container, the dough is heated by heating the packaging container and the dough to produce a bakery product in the packaging container, and then in the packaging container. In addition, a technique for sealing the packaging container by sterilizing the surface of the bakery product is also known.
上述した容器入りベーカリー製品では、以下の問題があった。即ち、包装容器の密封後に生地を焼成処理することで容器入りベーカリー製品を製造すると、生地が十分に膨張しない虞や、生地の水分が蒸発せず、スポンジ状とならない、所謂生焼けが発生する虞もある。このため、生地の配合を特殊な配合とする必要があり、生地への果実等の食品の添加や、生地の味や風味付け等が制限される、換言すると、ベーカリー製品の種類が制限される、という問題があった。 The above-described container bakery product has the following problems. That is, when a bakery product containing a container is manufactured by baking the dough after the packaging container is sealed, the dough may not expand sufficiently, or the dough may not evaporate and become a sponge, so-called raw baking may occur. There is also. For this reason, it is necessary to make the dough mix special, and the addition of food such as fruits to the dough, the taste and flavor of the dough are restricted, in other words, the types of bakery products are restricted There was a problem.
また、生地を焼成処理後に包装容器を密封することで、容器入りベーカリー製品を製造すると、ベーカリー製品は、包装容器の開口に露出する部位、具体的には、包装容器の内周面及びベーカリー製品の表面を滅菌処理する必要があり、製造工程が増大する、という問題がある。また、このような滅菌処理は、例えば、アルコール又は紫外線等により行われるが、アルコールを用いて滅菌処理すると、ベーカリー製品の風味を害する虞がある。また、紫外線により滅菌処理を行うためには、滅菌処理設備が必要となり、設備コストが増大する、という問題がある。 In addition, when a bakery product containing a container is manufactured by sealing the packaging container after baking the dough, the bakery product is exposed to the portion exposed to the opening of the packaging container, specifically, the inner peripheral surface of the packaging container and the bakery product. There is a problem that it is necessary to sterilize the surface of the substrate and the manufacturing process increases. Such sterilization is performed, for example, with alcohol or ultraviolet rays. However, sterilization using alcohol may damage the flavor of the bakery product. Further, in order to perform sterilization with ultraviolet rays, there is a problem that sterilization equipment is required and equipment costs increase.
そこで本発明は、包装容器の密封後に生地を焼成処理しても、良好に生地を膨張させることが可能な容器入りベーカリー製品の製造方法を提供することを目的とする。 The present invention, even when calcined dough after sealing of the packaging container, and to provide a method for producing a good container filled bakery products that can inflate the dough.
前記課題を解決し目的を達成するために、本発明の容器入りベーカリー製品及び容器入りベーカリー製品の製造方法は、次のように構成されている。 In order to solve the problems and achieve the object, the container bakery product and the method for producing the container bakery product of the present invention are configured as follows.
本発明の一態様として、密封された包装容器内にベーカリー製品が包装された容器入りベーカリー製品の製造方法は、前記ベーカリー製品の生地が充填された包装容器を、前記包装容器内の圧力を大気圧より低い圧力に減圧して密封し、前記大気圧より低い圧力で密封した前記包装容器を、前記生地の焼成処理を行う温度で加熱する、ことを含み、前記包装容器は、前記大気圧から−7kPa以下であって、−70kPa以上に減圧して密封される。 As one aspect of the present invention, a method for producing a bakery product in a container in which a bakery product is packaged in a sealed packaging container, the packaging container filled with the dough of the bakery product is used, and the pressure in the packaging container is increased. and sealed under vacuum to a pressure lower than the atmospheric pressure, the said packaging container and sealed at a pressure below atmospheric pressure, heating at a temperature at which the calcination treatment of the dough, said method comprising the packaging container, from the atmospheric pressure It is −7 kPa or less, and it is sealed under reduced pressure to −70 kPa or more .
本発明によれば、包装容器の密封後に生地を焼成処理しても、良好に膨張させることが可能な容器入りベーカリー製品の製造方法を提供することが可能となる。 According to the present invention, even when calcined dough after sealing of the packaging container, it is possible to provide a method for producing a good container filled bakery products that can be inflated.
以下、本発明の一実施形態に係る容器入りベーカリー製品100の製造方法、及び、製造装置1について、図1乃至図4を用いて説明する。
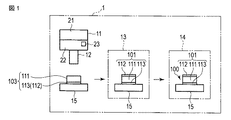
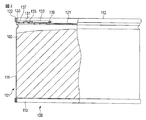
図1は、本発明の一実施形態に係る容器入りベーカリー製品100の製造装置1の構成を模式的に示す説明図、図2は容器入りベーカリー製品100の構成を一部断面で示す側面図、図3は容器入りベーカリー製品100の製造方法の一例を示す流れ図、図4は同製造方法を用いて製造した容器入りベーカリー製品の評価試験の結果を示す説明図である。
Hereinafter, the manufacturing method of the
FIG. 1 is an explanatory view schematically showing a configuration of a manufacturing apparatus 1 for a
図1に示す製造装置1は、容器入りベーカリー製品100を製造可能に形成されている。
(容器入りベーカリー製品100)
図2に示すように、容器入りベーカリー製品100は、包装容器101によりベーカリー製品102が包装されることで構成される。容器入りベーカリー製品100は、包装容器101内にベーカリー製品102が密封されることにより、長期保存が可能に形成されている。
The manufacturing apparatus 1 shown in FIG. 1 is formed so that the
(100 bakery products in a container)
As shown in FIG. 2, the
具体的には、容器入りベーカリー製品100は、包装容器101と、包装容器101内に密封されたベーカリー製品102と、を備えている。包装容器101は、密封可能に形成されている。包装容器101は、内圧が負圧であっても、外気圧に対して耐圧性を有するとともに、ベーカリー製品102の生地をレトルト処理する温度に対して耐熱性を有して形成される。包装容器101は、例えば、金属材料で形成された缶体により構成される。本実施形態において、包装容器101は、以下、缶体101として説明する。
Specifically, the
缶体101は、胴体111と、蓋体112と、底体113と、を備えている。缶体101は、例えば、胴体111に、蓋体112及び底体113が巻き締めにより固定された、所謂3ピース溶接缶と呼ばれる包装容器である。
The
胴体111は、円筒状に形成され、その開口する両端部に、それぞれ蓋体112及び底体113が固定される。
The
蓋体112は、アルミニウム合金又は鋼材等の金属材料で形成された平板材により形成されている。蓋体112は、円盤状のパネル部121と、パネル部121の外周に設けられたフランジ部122と、を備えている。蓋体112は、フランジ部122が胴体111の一方の開口端部と巻締めされることで、胴体111に気密に固定される。
The
パネル部121は、その中心から偏心位置、さらに言えば、パネル部121の外周側に設けられたリベット131と、リベット131に固定して設けられたタブ132と、パネル部121の周縁側に設けられた圧痕や切欠等による細溝により形成された破断部133と、を備えている。
The
タブ132は、所謂ステイオンタブ(SOT)と呼ばれ、リベット131に固定される固定部135と、固定部135の一方側に延出して設けられた可動部136と、固定部135の他方側に延出して設けられた被可動部137と、を備えている。タブ132は、可動部136をパネル部121の上面から離間する方向に持ち上げることで、固定部135を支点として、パネル部121を押圧する方向に被可動部137が移動可能に形成されている。
The
破断部133は、パネル部121の周縁側に、環状に形成され、破断部133に囲まれた領域内のパネル部121の一部に、リベット131及びタブ132が配置される。破断部133は、タブ132の下方に移動した被可動部137により押圧され、破断部133内の領域のパネル部121の一部が缶体101の内部側に変形することで、その一部が破断する。破断部133は、その一部が破断した後、タブ132を胴体111から離間する方向に移動させることで、残りが破断し、その領域内のパネル部121の一部をパネル部121の他部から脱離可能に形成されている。
The
蓋体112は、このように、破断部133が破断し、パネル部121の一部が、パネル部121のタブにより脱離することで、缶体101の開口が可能に形成されている。
As described above, the
底体113は、例えば、鋼板製の平板材により形成されている。底体113は、円盤状に形成されるとともに、その外周にフランジ部122を有している。底体113は、フランジ部122が胴体111の他方の開口端部と巻締めされることで、胴体111に気密に固定される。
The
このような缶体101は、図1に示すように胴体111及び蓋体112、又は、胴体111及び底体113が組み合わされた状態の容器体103に、内容物として、ベーカリー製品102の生地が充填される。
As shown in FIG. 1, the
ベーカリー製品102は、パン、ペーストリー及びケーキ等の、穀粉を用いて形成された生地が、大気圧より減圧されて密封された缶体101内に充填された状態で焼成処理することで形成される。ベーカリー製品102は、当該生地が焼成処理等により膨張するものである。
The
ベーカリー製品102は、生地に、膨張剤として、イースト菌等の酵母、卵白、メレンゲ、重曹、ベーキングパウダー、又は、バター等の油脂を用いることで、焼成処理時に膨張する。なお、ベーカリー製品102は、生地の水分のみにより気泡を生成させて膨張させることが可能であれば、膨張剤を用いなくてもよい。
The
また、ベーカリー製品102は、穀粉として、小麦粉、米粉、きな粉及びおから等が用いられる。また、ベーカリー製品102には、味付け、風味付け及び食感等の調整のために、甘味料、乳化剤、酒類、香料、pH調整剤、フルーツ類、ナッツ類及びチョコレート等の添加物を添加することが可能である。
In the
換言すると、ベーカリー製品102は、炭水化物を成分として含み、内部に気泡を有するスポンジ状の食品である。ベーカリー製品102は、食パン、菓子パン、惣菜パン等のパン類を含み、また、スポンジケーキ、チョコレートケーキ、ガトーショコラ、及び、フルーツケーキ等のケーキ類を含む。
In other words, the
(製造装置1)
図1に示すように、容器入りベーカリー製品100の製造装置1は、生地生成装置11と、充填装置12と、密封装置13と、レトルト処理装置14と、搬送手段15と、を備えている。
(Manufacturing equipment 1)
As shown in FIG. 1, the manufacturing device 1 for a container-containing
生地生成装置11は、ベーカリー製品102の生地を生成可能に形成されている。具体的には、生地生成装置11は、生地を構成する各材料を計量する計量手段21と、所定の量の各材料を混合する混合手段22と、を備えている。また、生地生成装置11は、混合手段22で混合された生地の発酵を行う、温度調整手段23を備えている。
The
計量手段21は、各材料を所定の量だけ計量可能、且つ、混合手段22に供給可能に形成されている。計量手段21は、例えば、各材料をそれぞれ貯留するタンクと、タンクに貯留された材料の所定の量を計量する計量計と、計量した所定の量の材料を混合手段22に供給する供給手段と、を備えている。
The measuring means 21 is formed so that each material can be measured by a predetermined amount and can be supplied to the mixing means 22. The weighing
混合手段22は、計量手段21から供給された各材料を混合し、ベーカリー製品102の生地を生成可能に形成されている。混合手段22は、例えば、供給された各材料を貯留する容器と、容器内に設けられ、各材料を攪拌して混合する回転翼と、を備えている。温度調整手段23は、混合手段22の容器内の温度を調整可能に形成されている。
The mixing means 22 is formed so that the ingredients supplied from the weighing means 21 can be mixed to produce a dough for the
充填装置12は、混合手段22で生成された生地を、所定の量だけ容器体103内に充填可能に形成されている。
The filling
密封装置13は、真空巻締機である。密封装置13は、缶体101内が大気圧よりも低い圧力に減圧、即ち、缶体101内の圧力を負圧となるように真空引き可能、且つ、容器体103に蓋体112(又は底体113)を巻き締め可能に形成されている。密封装置13は、例えば、缶体101内の圧力を、大気圧から−7kPaから−70kPaの範囲で減圧して密封可能に形成されている。
The sealing
レトルト処理装置14は、密封装置13で所定の圧力に減圧して密封した、生地が充填された缶体101を、レトルト処理可能に形成されている。なお、レトルト処理とは、高温で缶体101を加熱、具体的には生地を焼成処理可能な温度であって缶体101内の殺菌が可能な温度で、所定の時間、缶体101を加熱する処理である。なお、レトルト処理は、例えば、115度以上135度以下の温度で缶体101を加熱する処理である。また、レトルト処理は、5分以上60分以下加熱される。なお、レトルト処理は、加熱殺菌とベーカリー製品の品質を考慮すると、より好ましくは、120度以上130度以下の温度で、20分以上40分以下加熱されるのが好ましい。
The
搬送手段15は、例えば、コンベア等であって、缶体101(容器体103)を、図1中矢印で示すように、充填装置12、密封装置13及びレトルト処理装置14に順次搬送可能に形成されている。
The conveying means 15 is, for example, a conveyor and is formed so that the can body 101 (container body 103) can be sequentially conveyed to the filling
(容器入りベーカリー製品100の製造方法)
次に、容器入りベーカリー製品100の製造方法について、図3を用いて説明する。
図3に示すように、先ず、ベーカリー製品102に用いる材料を計量する(ステップST11)。例えば、計量手段21により、ベーカリー製品102に用いる材料をすべて計量する。計量した材料は、計量手段21から混合手段22に供給される。
(Method for producing containerized bakery product 100)
Next, the manufacturing method of the
As shown in FIG. 3, first, the material used for the
次に、計量した材料を混合し、ベーカリー製品102の生地を生成する(ステップST12)。例えば、混合手段22により、計量手段21から供給された各材料を混合して生地を生成する。なお、必要に応じて、温度調整手段23により、混合手段22の容器内の温度を調整して生地を発酵させる。
Next, the weighed materials are mixed to produce a dough for the bakery product 102 (step ST12). For example, the mixing
次に、生成した生地を、容器体103に充填する(ステップST13)。例えば、生地生成装置11で生成された生地を、充填装置12により、搬送手段により搬送された容器体103内に充填する。
Next, the produced dough is filled in the container 103 (step ST13). For example, the dough produced by the
次に、缶体101を、その内部の圧力を所定の圧力として密封する(ステップST14)。例えば、容器体103を、密封装置13に搬送手段15により搬送し、真空引きすることで、大気圧よりも低い圧力に減圧して、蓋体112を容器体103の胴体111に巻き締めすることで、缶体内の圧力を負圧とした状態で、缶体101内に生地を密封する。
Next, the
次に、缶体101をレトルト処理する(ステップST15)。例えば、搬送手段15により、レトルト処理装置14に密封した缶体101を搬送し、レトルト処理装置14により、缶体101を、所定の温度で所定の時間加熱することで、缶体101内の生地を焼成処理し、缶体101内でベーカリー製品102を焼き上げるとともに、缶体101内部及びベーカリー製品102の殺菌処理を行う。
Next, the
これらの工程により、缶体101内でベーカリー製品102が焼きあがるとともに、缶体101内の殺菌が行われ、容器入りベーカリー製品100が製造される。
By these steps, the
(評価試験)
次に、本発明の一実施形態に係る容器入りベーカリー製品100の製造方法を用いて、実施例1乃至実施例3に示すように容器入りベーカリー製品100を製造し、ベーカリー製品102について評価を行う評価試験について、以下説明する。
(Evaluation test)
Next, using the method for manufacturing a
なお、評価試験として、容器入りベーカリー製品100は、手作業により、ベーカリー製品102の各材料を計量し、生地を生成し、所定の量の生地を容器体103に充填する。また、生地を充填した容器体103を、密封装置13を用いて、実施例1乃至実施例3に示す各圧力条件で密封する。また、密封した缶体101を、レトルト処理装置14により、125℃で30分間加熱してレトルト処理を行う。
As an evaluation test, the
レトルト処理を行った缶体101を、その温度が室温と同一温度となるまで、圧力を加えながら冷却した後、缶体101の蓋体112を開口する。なお、缶体101の加圧条件及び冷却条件は、適宜設定可能である。このとき、ベーカリー製品102の表面の上端から缶体101の開口端までの高さを測定し、ベーカリー製品102の膨らみ具合を測定する。ベーカリー製品102の上端から缶体101開口端までの高さの値は、その値が小さいほどベーカリー製品102がより膨らんでいることを示す。ここで、缶体101の開口端とは、パネル部121の下面である。また、併せて、ベーカリー製品102の表面状態を観察する。
The
また、ベーカリー製品102を試食し、食感等の試食結果を判断する。さらに、ベーカリー製品102の膨らみ具合、表面状態及び試食結果から、総合評価を行うことで、それぞれを評価する。
In addition, the
なお、当該評価試験において、密封装置13は、東邦式真空ガス充填機FCA−C28P(東邦産業株式会社製)を用いた。また、当該評価試験において、レトルト処理装置14は、ロトマット式レトルト装置RCS−40RTGN(株式会社日阪製作所製)を用いた。
In the evaluation test, the sealing
また、缶体101は、P4号缶を用いた。
The
(実施例1)
本発明の実施例1として、ベーカリー製品102としてスポンジケーキとした、容器入りベーカリー製品100を製造する。
Example 1
As Example 1 of the present invention, a
スポンジケーキは、以下の材料及び方法により生地を生成し、レトルト処理(ベイク)を行うことで形成した。 The sponge cake was formed by producing dough by the following materials and methods and performing retort processing (baking).
(スポンジケーキの生地の材料)
以下に、スポンジケーキの生地の材料を記す。
(Material of sponge cake dough)
The following are the ingredients for the sponge cake dough.
全卵 260g
グラニュー糖 120g
薄力粉 120g
バター(無塩) 40g
(スポンジケーキの生地の生成方法)
まず、ボウルに卵とグラニュー糖を加えて素材1を形成する。次に、素材1を80℃で湯せんし、素材1のグラニュー糖を溶かす。次に、素材1を45℃程度に保ち、泡立てる。次に、湯せんして溶かしたバターを素材1に加える。次に、篩った小麦粉を素材1にいれ、泡をつぶさないように混合する。このようにして、スポンジケーキの生地を生成した。
260g whole egg
120g of granulated sugar
120g flour
40g butter (unsalted)
(Method for producing sponge cake dough)
First, the raw material 1 is formed by adding eggs and granulated sugar to a bowl. Next, the raw material 1 is boiled at 80 ° C. to dissolve the granulated sugar of the raw material 1. Next, the raw material 1 is kept at about 45 ° C. and foamed. Next, the butter melted with a hot water bath is added to the material 1. Next, the sieved flour is put into the raw material 1 and mixed so as not to crush the bubbles. In this way, a sponge cake dough was produced.
(スポンジケーキのレトルト処理方法)
このようにして生成した生地を、容器体103内に40g充填する。次に、缶体101(容器体103)を、密封装置13を用いて、その内圧を大気圧と同じ0kPa、並びに、大気圧よりも−7kPa、−15kPa、−20kPa、−30kPa、−50kPa、−70kPa及び−80kPaとして、それぞれ密封する。次に、これら生地を各圧力にて密封した缶体101を、レトルト処理装置14を用いて、それぞれレトルト処理を行う。
(Retort processing method of sponge cake)
40 g of the dough thus produced is filled in the
(実施例2)
本発明の実施例2として、ベーカリー製品102としてガトーショコラとした、容器入りベーカリー製品100を製造する。
(Example 2)
As Example 2 of this invention, the
ガトーショコラは、以下の材料及び方法により生地を生成し、レトルト処理(ベイク)を行うことで形成した。 The gateau chocolate was formed by producing dough by the following materials and methods and performing a retort treatment (baking).
(ガトーショコラの生地の材料)
以下に、ガトーショコラの生地の材料を記す。
(Material of gateau chocolate fabric)
Below are the ingredients for the gateau chocolate dough.
卵黄 40g
卵白 70g
グラニュー糖 80g
小麦粉(薄力粉) 15g
バター(無塩) 40g
ミルクチョコレート 58g
生クリーム 25g
ココアパウダー 30g
チョコリキュール 4g
乾燥卵白 3g
ベーキングパウダー 2g
(ガトーショコラの生地の生成方法)
まず、ボウルに卵黄及びグラニュー糖40gを入れて白っぽくなるまで混合し、素材1を形成する。次に、素材1に湯せんして溶かしたチョコレート及びバターを加えて混合し、素材2を形成する。次に、素材2に生クリームを混合して素材3を形成する。
70g egg white
Granulated sugar 80g
Wheat flour (soft flour) 15g
40g butter (unsalted)
Milk chocolate 58g
Fresh cream 25g
30g cocoa powder
Chocolate liqueur 4g
3g dried egg white
Baking powder 2g
(Generation method of gateau chocolate dough)
First, egg yolk and
別のボウルに、卵白、乾燥卵白を加えて攪拌するとともに、グラニュー糖40gを加えてさらに攪拌し、メレンゲを形成する。素材3にメレンゲを加えて、メレンゲをつぶさないように混合し、篩った薄力粉、ココアパウダー及びベーキングパウダーを加えてさらに混合し、素材4を形成する。次に、素材4にチョコリキュールを加えて軽く混合する。このようにして、ガトーショコラの生地を生成した。
In a separate bowl, egg white and dried egg white are added and stirred, and 40 g of granulated sugar is added and further stirred to form meringue. The meringue is added to the material 3 and mixed so as not to crush the meringue, and the sieved soft flour, cocoa powder and baking powder are added and further mixed to form the
(ガトーショコラのレトルト処理方法)
このようにして生成した生地を、容器体103内に50g充填する。次に、缶体101を、密封装置13を用いて、その内圧を大気圧と同じ0kPa、並びに、大気圧よりも−7kPa、−15kPa、−20kPa、−30kPa、−50kPa、−70kPa及び−80kPaとして、それぞれ密封する。次に、これら生地を各圧力にて密封した缶体101を、レトルト処理装置14を用いて、それぞれレトルト処理を行う。
(Retort processing method of gateau chocolate)
50 g of the dough thus produced is filled into the
(実施例3)
本発明の実施例1として、ベーカリー製品102としてドライフルーツケーキとした、容器入りベーカリー製品100を製造する。
(Example 3)
As Example 1 of this invention, the
ドライフルーツケーキは、以下の材料及び方法により生地を生成し、レトルト処理(ベイク)を行うことで形成した。 The dried fruit cake was formed by producing dough by the following materials and methods and performing a retort treatment (baking).
(ドライフルーツケーキの生地の材料)
以下に、ドライフルーツケーキの生地の材料を記す。
(Dried fruit cake dough ingredients)
Below are the ingredients of the dried fruit cake dough.
卵黄 70g
卵白 60g
グラニュー糖 90g
小麦粉(薄力粉) 75g
小麦粉(強力粉) 15g
バター(無塩) 90g
アーモンドパウダー 40g
レモン果汁 15g
塩 1g
ドライフルーツ 150g
(ドライフルーツケーキの生地の生成方法)
まず、ボウルにバターをいれて、クリーム状になるまで練る。次に、練ったバターにグラニュー糖を45g、3度に分けて加えてバターが白くなるまで混合し、素材1を形成する。次に、素材1に卵黄を一つずつ加えて混合し、さらに、アーモンドパウダー及びレモン汁を加えて混合し、素材2を形成する。
70g yolk
60g egg white
90g of granulated sugar
Wheat flour (soft flour) 75g
Wheat flour (strong flour) 15g
90g butter (unsalted)
40g almond powder
Lemon juice 15g
1g of salt
150g dried fruit
(Dry fruit cake dough generation method)
First, put butter in a bowl and knead until it becomes creamy. Next, 45 g of granulated sugar is added to the kneaded butter in three portions and mixed until the butter turns white to form the raw material 1. Next, egg yolk is added to the material 1 one by one and mixed, and further, almond powder and lemon juice are added and mixed to form the material 2.
次に、別のボウルに卵白及び塩を入れて攪拌するとともに、残りのグラニュー糖を加えてさらに攪拌し、メレンゲを形成する。次に、素材2にメレンゲの1/3を入れて混合し、素材3を形成する。素材3に、薄力粉及び強力粉を混合したものを1/3加えるとともに、残りのメレンゲを加えて混合し、素材4を形成する。素材4に、残りの薄力粉及び強力粉を混合したものを加えて混合し、ドライフルーツを加えてヘラで混合する。このようにして、ドライフルーツケーキの生地を生成した。
Next, egg white and salt are placed in another bowl and stirred, and the remaining granulated sugar is added and stirred to form meringue. Next, 1/3 of meringue is added to the material 2 and mixed to form the material 3. 1/3 of the mixture of the flour and the strong powder is added to the material 3, and the remaining meringue is added and mixed to form the
(ドライフルーツケーキのレトルト処理方法)
このようにして生成した生地を、容器体103内に60g充填する。次に、缶体101を、密封装置13を用いて、その内圧を大気圧と同じ0kPa、並びに、大気圧よりも−7kPa、−15kPa、−20kPa、−30kPa、−50kPa、−70kPa及び−80kPaとして、それぞれ密封する。次に、これら生地を各圧力にて密封した缶体101を、レトルト処理装置14を用いて、それぞれレトルト処理を行う。
(Retort processing method for dried fruit cake)
60 g of the dough thus produced is filled in the
(評価試験結果)
次に、実施例1乃至実施例3の各条件で評価試験を行った結果を、図4に示す。なお、評価基準としては、優良は、製品として販売に適した状態であり、良は、製品として販売可能な状態であり、不良は、製品として販売不可能な状態であるものとして判断する。
(Evaluation test results)
Next, FIG. 4 shows the results of evaluation tests performed under the conditions of Examples 1 to 3. As evaluation criteria, it is determined that “excellent” is a state suitable for sale as a product, “good” is a state that can be sold as a product, and “defective” is a state that cannot be sold as a product.
(実施例1)
以下に、密封時の缶体101の内圧のそれぞれを各圧力とした場合における試験結果を示す。
Example 1
Below, the test result when each of the internal pressure of the
・0kPa
図4に示すように、缶体101内を、大気圧と同一(0kPa)とし、レトルト処理を行ったスポンジケーキは、スポンジケーキの表面の上端から缶体101の開口端までの高さが15.7mmとなった。
・ 0kPa
As shown in FIG. 4, in the sponge cake in which the inside of the
スポンジケーキの外観は、強く押し固められた状態であり、不良であった。スポンジケーキの試食結果としては、キャラメル状の硬い食感であり、不良であった。総合評価としては、不良であった。 The appearance of the sponge cake was in a strongly pressed state and was poor. As a result of tasting the sponge cake, the caramel-like hard texture was bad. The overall evaluation was poor.
・−7kPa
図4に示すように、缶体101内を、大気圧から−7kPaとし、レトルト処理を行ったスポンジケーキは、スポンジケーキの表面の上端から缶体101の開口端までの高さが14.2mmとなった。
・ -7kPa
As shown in FIG. 4, in the
スポンジケーキの外観は、気泡が少なくやや膨らんでおり、良であった。スポンジケーキの試食結果としては、パサパサ感が少なく、良であった。総合評価としては、良であった。 The appearance of the sponge cake was good with few bubbles and slightly swollen. As a result of the tasting of the sponge cake, there was little feeling of rustling and was good. The overall evaluation was good.
・−15kPa
図4に示すように、缶体101内を、大気圧から−15kPaとし、レトルト処理を行ったスポンジケーキは、スポンジケーキの表面の上端から缶体101の開口端までの高さが14.7mmとなった。
・ -15kPa
As shown in FIG. 4, in the
スポンジケーキの外観は、気泡が少なく適度に膨らんでおり、優良であった。スポンジケーキの試食結果としては、しっとりしており、優良であった。総合評価としては、優良であった。 The appearance of the sponge cake was excellent with few bubbles and swelling appropriately. As a result of the sponge cake tasting, it was moist and excellent. The overall evaluation was excellent.
・−20kPa
図4に示すように、缶体101内を、大気圧から−20kPaとし、レトルト処理を行ったスポンジケーキは、スポンジケーキの表面の上端から缶体101の開口端までの高さが13.3mmとなった。
・ -20kPa
As shown in FIG. 4, the sponge cake that has been subjected to retort treatment in the
スポンジケーキの外観は、気泡が少なく適度に膨らんでおり、優良であった。スポンジケーキの試食結果としては、しっとりしており、優良であった。総合評価としては、優良であった。 The appearance of the sponge cake was excellent with few bubbles and swelling appropriately. As a result of the sponge cake tasting, it was moist and excellent. The overall evaluation was excellent.
・−30kPa
図4に示すように、缶体101内を、大気圧から−30kPaとし、レトルト処理を行ったスポンジケーキは、スポンジケーキの表面の上端から缶体101の開口端までの高さが14.8mmとなった。
・ -30kPa
As shown in FIG. 4, in the
スポンジケーキの外観は、気泡が少なく適度に膨らんでおり、優良であった。スポンジケーキの試食結果としては、しっとりしており、優良であった。総合評価としては、優良であった。 The appearance of the sponge cake was excellent with few bubbles and swelling appropriately. As a result of the sponge cake tasting, it was moist and excellent. The overall evaluation was excellent.
・−50kPa
図4に示すように、缶体101内を、大気圧から−50kPaとし、レトルト処理を行ったスポンジケーキは、スポンジケーキの表面の上端から缶体101の開口端までの高さが9.2mmとなった。
・ -50kPa
As shown in FIG. 4, in the
スポンジケーキの外観は、気泡が少なく適度に膨らんでおり、優良であった。スポンジケーキの試食結果としては、しっとりしており、優良であった。総合評価としては、優良であった。 The appearance of the sponge cake was excellent with few bubbles and swelling appropriately. As a result of the sponge cake tasting, it was moist and excellent. The overall evaluation was excellent.
・−70kPa
図4に示すように、缶体101内を、大気圧から−70kPaとし、レトルト処理を行ったスポンジケーキは、スポンジケーキの表面の上端から缶体101の開口端までの高さが9.1mmとなった。
-70 kPa
As shown in FIG. 4, in the
スポンジケーキの外観は、気泡が少なくやや膨らんでおり、良であった。スポンジケーキの試食結果としては、パサパサ感が少なく、良であった。総合評価としては、良であった。 The appearance of the sponge cake was good with few bubbles and slightly swollen. As a result of the tasting of the sponge cake, there was little feeling of rustling and was good. The overall evaluation was good.
・−80kPa
図4に示すように、缶体101内を、大気圧から−80kPaとし、レトルト処理を行ったスポンジケーキは、スポンジケーキの表面の上端から缶体101の開口端までの高さが7.8mmとなった。
・ -80kPa
As shown in FIG. 4, in the
スポンジケーキの外観は、気泡が多く膨らみ過ぎており、不良であった。スポンジケーキの試食結果としては、パサパサ感が少なく、良であった。総合評価としては、不良であった。 The appearance of the sponge cake was unsatisfactory because it had too many air bubbles. As a result of the tasting of the sponge cake, there was little feeling of rustling and was good. The overall evaluation was poor.
これらのように、実施例1の各条件によれば、良以上、即ち、製品として成立する評価となった構成は、缶体101内の圧力を大気圧から−7kPa以下であって−70kPa以上とした場合であった。
As described above, according to each condition of Example 1, the configuration that was evaluated as good or better, that is, evaluated as a product, had a pressure in the
(実施例2)
以下に、密封時の缶体101の内圧のそれぞれを各圧力とした場合における試験結果を示す。
(Example 2)
Below, the test result when each of the internal pressure of the
・0kPa
図4に示すように、缶体101内を、大気圧と同一(0kPa)とし、レトルト処理を行ったガトーショコラは、ガトーショコラの表面の上端から缶体101の開口端までの高さが10.9mmとなった。
・ 0kPa
As shown in FIG. 4, in the gateau chocolate in which the inside of the
ガトーショコラの外観は、膨らんでおらず、不良であった。ガトーショコラの試食結果としては、押しつぶされたような食感であり、不良であった。総合評価としては、不良であった。 The appearance of the gateau chocolate was not expanded and was poor. As a result of the tasting of gateau chocolate, it was a crushed texture and was poor. The overall evaluation was poor.
・−7kPa
図4に示すように、缶体101内を、大気圧から−7kPaとし、レトルト処理を行ったガトーショコラは、ガトーショコラの表面の上端から缶体101の開口端までの高さが10.3mmとなった。
・ -7kPa
As shown in FIG. 4, the inside of the
ガトーショコラの外観は、やや膨らんでおり、良であった。ガトーショコラの試食結果としては、少し押しつぶされたような印象があるがしっとり感があり、良であった。総合評価としては、良であった。 The appearance of Gateau Chocolat was good because it was slightly swollen. As a result of the tasting of gateau chocolate, there was an impression that it was a little crushed, but there was a moist feeling and it was good. The overall evaluation was good.
・−15kPa
図4に示すように、缶体101内を、大気圧から−15kPaとし、レトルト処理を行ったガトーショコラは、ガトーショコラの表面の上端から缶体101の開口端までの高さが9.2mmとなった。
・ -15kPa
As shown in FIG. 4, in the
ガトーショコラの外観は、表面も滑らかで、適度に膨らんでおり、優良であった。ガトーショコラの試食結果としては、しっとり感があり、優良であった。総合評価としては、優良であった。 The appearance of the gateau chocolate was excellent with a smooth surface and a moderately swollen surface. As a result of the tasting of gateau chocolate, it was moist and excellent. The overall evaluation was excellent.
・−20kPa
図4に示すように、缶体101内を、大気圧から−20kPaとし、レトルト処理を行ったガトーショコラは、ガトーショコラの表面の上端から缶体101の開口端までの高さが9.8mmとなった。
・ -20kPa
As shown in FIG. 4, in the
ガトーショコラの外観は、表面も滑らかで、適度に膨らんでおり、優良であった。ガトーショコラの試食結果としては、しっとり感があり、優良であった。総合評価としては、優良であった。 The appearance of the gateau chocolate was excellent with a smooth surface and a moderately swollen surface. As a result of the tasting of gateau chocolate, it was moist and excellent. The overall evaluation was excellent.
・−30kPa
図4に示すように、缶体101内を、大気圧から−30kPaとし、レトルト処理を行ったガトーショコラは、ガトーショコラの表面の上端から缶体101の開口端までの高さが8.1mmとなった。
・ -30kPa
As shown in FIG. 4, in the
ガトーショコラの外観は、表面も滑らかで、適度に膨らんでおり、優良であった。ガトーショコラの試食結果としては、しっとり感があり、優良であった。総合評価としては、優良であった。 The appearance of the gateau chocolate was excellent with a smooth surface and a moderately swollen surface. As a result of the tasting of gateau chocolate, it was moist and excellent. The overall evaluation was excellent.
・−50kPa
図4に示すように、缶体101内を、大気圧から−50kPaとし、レトルト処理を行ったガトーショコラは、ガトーショコラの表面の上端から缶体101の開口端までの高さが8.4mmとなった。
・ -50kPa
As shown in FIG. 4, the inside of the
ガトーショコラの外観は、表面も滑らかで、適度に膨らんでおり、優良であった。ガトーショコラの試食結果としては、しっとり感があり、優良であった。総合評価としては、優良であった。 The appearance of the gateau chocolate was excellent with a smooth surface and a moderately swollen surface. As a result of the tasting of gateau chocolate, it was moist and excellent. The overall evaluation was excellent.
・−70kPa
図4に示すように、缶体101内を、大気圧から−70kPaとし、レトルト処理を行ったガトーショコラは、ガトーショコラの表面の上端から缶体101の開口端までの高さが8.2mmとなった。
-70 kPa
As shown in FIG. 4, in the
ガトーショコラの外観は、膨らみが大きく表面に少し凹凸があったが、良であった。ガトーショコラの試食結果としては、しっとり感があり、優良であった。総合評価としては、優良であった。 The appearance of the gateau chocolate was good, although the swelling was large and the surface was slightly uneven. As a result of the tasting of gateau chocolate, it was moist and excellent. The overall evaluation was excellent.
・−80kPa
図4に示すように、缶体101内を、大気圧から−80kPaとし、レトルト処理を行ったガトーショコラは、ガトーショコラの表面の上端から缶体101の開口端までの高さが7.3mmとなった。
・ -80kPa
As shown in FIG. 4, the gateau chocolate in which the inside of the
ガトーショコラの外観は、膨らみが大きくケーキが蓋天面に付着しており、不良であった。ガトーショコラの試食結果としては、ややぱさつきが見られたが、良であった。総合評価としては、良であった。 The appearance of the gateau chocolat was poor because the swelling was large and the cake adhered to the top of the lid. As a result of the tasting of the gateau chocolat, it was a little good, but it was good. The overall evaluation was good.
これらのように、実施例2の各条件によれば、良以上、即ち、製品として成立する評価となった構成は、缶体101内の圧力を大気圧から−7kPa以下であって−80kPa以上とした場合であった。
As described above, according to each condition of Example 2, the configuration that is good or better, that is, the evaluation that is established as a product, is that the pressure in the
(実施例3)
以下に、密封時の缶体101の内圧のそれぞれを各圧力とした場合における試験結果を示す。
(Example 3)
Below, the test result when each of the internal pressure of the
・0kPa
図4に示すように、缶体101内を、大気圧と同一(0kPa)とし、レトルト処理を行ったドライフルーツケーキは、ドライフルーツケーキの表面の上端から缶体101の開口端までの高さが12.4mmとなった。
・ 0kPa
As shown in FIG. 4, the dried fruit cake in which the inside of the
ドライフルーツケーキの外観は、強く押し固められた状態であり、不良であった。ドライフルーツケーキの試食結果としては、固い食感であり、不良であった。総合評価としては、不良であった。 The appearance of the dried fruit cake was strongly pressed and was poor. As a result of tasting the dried fruit cake, it had a hard texture and was poor. The overall evaluation was poor.
・−7kPa
図4に示すように、缶体101内を、大気圧から−7kPaとし、レトルト処理を行ったドライフルーツケーキは、ドライフルーツケーキの表面の上端から缶体101の開口端までの高さが12.5mmとなった。
・ -7kPa
As shown in FIG. 4, the dry fruit cake in which the inside of the
ドライフルーツケーキの外観は、やや膨らんでおり、良であった。ドライフルーツケーキの試食結果としては、やや固く感じるがしっとり感があり、良であった。総合評価としては、良であった。 The appearance of the dried fruit cake was slightly swollen and good. As a result of tasting the dried fruit cake, it felt a little firm but moist and was good. The overall evaluation was good.
・−15kPa
図4に示すように、缶体101内を、大気圧から−15kPaとし、レトルト処理を行ったドライフルーツケーキは、ドライフルーツケーキの表面の上端から缶体101の開口端までの高さが10.2mmとなった。
・ -15kPa
As shown in FIG. 4, the dry fruit cake in which the inside of the
ドライフルーツケーキの外観は、やや膨らんでおり、良であった。ドライフルーツケーキの試食結果としては、やや固く感じるがしっとり感があり、良であった。総合評価としては、良であった。 The appearance of the dried fruit cake was slightly swollen and good. As a result of tasting the dried fruit cake, it felt a little firm but moist and was good. The overall evaluation was good.
・−20kPa
図4に示すように、缶体101内を、大気圧から−20kPaとし、レトルト処理を行ったドライフルーツケーキは、ドライフルーツケーキの表面の上端から缶体101の開口端までの高さが10.2mmとなった。
・ -20kPa
As shown in FIG. 4, the inside of the
ドライフルーツケーキの外観は、適度に膨らんでおり、優良であった。ドライフルーツケーキの試食結果としては、食感は軽くしっとり感があり、優良であった。総合評価としては、優良であった。 The appearance of the dried fruit cake was moderately swollen and excellent. As a result of tasting the dried fruit cake, the texture was light and moist and excellent. The overall evaluation was excellent.
・−30kPa
図4に示すように、缶体101内を、大気圧から−30kPaとし、レトルト処理を行ったドライフルーツケーキは、ドライフルーツケーキの表面の上端から缶体101の開口端までの高さが9.8mmとなった。
・ -30kPa
As shown in FIG. 4, the dried fruit cake in which the inside of the
ドライフルーツケーキの外観は、適度に膨らんでおり、優良であった。ドライフルーツケーキの試食結果としては、食感は軽くしっとり感があり、優良であった。総合評価としては、優良であった。 The appearance of the dried fruit cake was moderately swollen and excellent. As a result of tasting the dried fruit cake, the texture was light and moist and excellent. The overall evaluation was excellent.
・−50kPa
図4に示すように、缶体101内を、大気圧から−50kPaとし、レトルト処理を行ったドライフルーツケーキは、ドライフルーツケーキの表面の上端から缶体101の開口端までの高さが8.5mmとなった。
・ -50kPa
As shown in FIG. 4, the dried fruit cake in which the inside of the
ドライフルーツケーキの外観は、適度に膨らんでおり、優良であった。ドライフルーツケーキの試食結果としては、食感は軽くしっとり感があり、優良であった。総合評価としては、優良であった。 The appearance of the dried fruit cake was moderately swollen and excellent. As a result of tasting the dried fruit cake, the texture was light and moist and excellent. The overall evaluation was excellent.
・−70kPa
図4に示すように、缶体101内を、大気圧から−70kPaとし、レトルト処理を行ったドライフルーツケーキは、ドライフルーツケーキの表面の上端から缶体101の開口端までの高さが8.8mmとなった。
-70 kPa
As shown in FIG. 4, the dried fruit cake in which the inside of the
ドライフルーツケーキの外観は、過度に膨らんでおり、良であった。ドライフルーツケーキの試食結果としては、きめがやや粗いがしっとり感があり、良であった。総合評価としては、良であった。 The appearance of the dried fruit cake was excessively swollen and good. As a result of tasting the dried fruit cake, the texture was slightly rough but moist, and was good. The overall evaluation was good.
・−80kPa
図4に示すように、缶体101内を、大気圧から−80kPaとし、レトルト処理を行ったドライフルーツケーキは、ドライフルーツケーキの表面の上端から缶体101の開口端までの高さが3.2mmとなった。
・ -80kPa
As shown in FIG. 4, the dried fruit cake that has been subjected to retort treatment in the
ドライフルーツケーキの外観は、過度に膨らんで蓋天面に付着しており、不良であった。ドライフルーツケーキの試食結果としては、きめがやや粗いがしっとり感があり、良であった。総合評価としては、良であった。 The appearance of the dried fruit cake was poor because it swelled excessively and adhered to the top of the lid. As a result of tasting the dried fruit cake, the texture was slightly rough but moist, and was good. The overall evaluation was good.
これらのように、実施例3の各条件によれば、良以上、即ち、製品として成立する評価となった構成は、缶体101内の圧力を大気圧から−7kPa以下であって−80kPa以上とした場合であった。
As described above, according to each condition of Example 3, the configuration that is good or better, that is, the evaluation that is established as a product, is that the pressure in the
評価試験の結果としては、実施例1乃至実施例3のいずれにおいても、缶体101内の圧力を、大気圧から適切に減圧することで、ベーカリー製品102(スポンジケーキ、ガトーショコラ及びドライフルーツケーキ)の表面状態及び食感が、製品として販売できる状態、即ち、好ましい品質となった。
As a result of the evaluation test, in any of Examples 1 to 3, the bakery product 102 (sponge cake, gateau chocolate, and dried fruit cake) was obtained by appropriately reducing the pressure in the
なお、図4に示すように、ベーカリー製品102は、缶体101内を、大気圧から−70kPa以下とすると、ベーカリー製品102の表面が泡立つことや、食感が低下する等、外観及び食感の低下となる虞があることから、缶体101の内圧は、大気圧から−7kPa以下であって、−70kPa以上が好ましい。また、レトルト処理後に、缶体101に冷却させる場合に、レトルト処理時に膨出した缶体101を元に戻すために圧力を印加するが、その際、圧力により缶体101が変形する、所謂パネリングを防止するためにも、缶体101の内圧は、−70kPa以上が好ましい。
In addition, as shown in FIG. 4, when the
また、実施例2及び実施例3の結果に基づくと、より食感及び表面状態をよい状態とするには、ベーカリー製品102は、缶体101内の内圧を、大気圧から−15kPa以下であって−70kPa以上とすることがより好ましい。さらに言えば、ベーカリー製品102は、缶体101内の内圧を、大気圧から−20kPa以下であって−50kPa以上とすることがさらに好ましい。
Further, based on the results of Example 2 and Example 3, in order to improve the texture and the surface condition, the
このように構成された容器入りベーカリー製品100の製造方法及び製造装置1によれば、缶体101内の圧力を大気圧よりも低い圧力(負圧)とすることで、缶体101内で形成されるベーカリー製品102を良好に膨張させることが可能となる。また、ベーカリー製品102は、各種の穀粉を用いた生地、及び、生地に各種添加物を添加しても、良好に膨張させることが可能である。これにより、ベーカリー製品102の品質、即ち、表面状態及び食感を向上させることが可能となる。
According to the manufacturing method and the manufacturing apparatus 1 of the
具体的に説明すると、缶体101内の圧力を減圧させると、ベーカリー製品102の生地内に含有される気体(空気)が膨張する。また、レトルト処理を行って、缶体101内の内圧が上昇しても、高圧となることが防止可能となり、レトルト処理時の、生地内の気体の圧縮を極力防止可能となる。また、缶体101内の圧力を減圧することで、水分の沸点を低下させることが可能となり、ベーカリー製品102内に不要に水分が残存することを防止可能となる。
More specifically, when the pressure in the
これらのことにより、ベーカリー製品102は、レトルト処理によって、缶体101内で膨張することが可能となり、品質の向上が可能となる。
By these things, it becomes possible for the
また、容器入りベーカリー製品100は、ベーカリー製品102の焼成処理時に、併せて、缶体101内の殺菌処理が可能となり、容器入りベーカリー製品100の長期保存が可能となる。また、容器入りベーカリー製品100は、ベーカリー製品102の焼成処理、及び、缶体101内の殺菌処理は、レトルト処理により行うことが可能であることから、容器入りベーカリー製品100の製造工程及び製造コストを低減することが可能となる。
In addition, the
上述したように、本発明の一実施形態に係る容器入りベーカリー製品100の製造装置1及び製造方法によれば、生地を充填した缶体101内を負圧にして密封し、レトルト処理を行うことで、缶体101の密封後に生地を焼成処理しても、良好に膨張させることが可能、且つ、缶体101内を殺菌可能となる。これにより、製造装置1及び製造方法によれば、好適なベーカリー製品102を製造可能、且つ、長期保存が可能な容器入りベーカリー製品100を製造することが可能であって、製造コストを低減することが可能となる。
As described above, according to the manufacturing apparatus 1 and the manufacturing method of the
なお、本発明は一実施形態に限定されるものではない。上述した例では、缶体101は、蓋体112を、パネル部121にタブ132及び破断部133を有し、タブ132を操作することでパネル部121を開口させる構成を説明したがこれに限定されない。例えば、蓋体112は、パネル部121及びフランジ部122のみを有し、缶切等の開封手段を用いて開口させる構成であってもよく、また、他の開封手段を用いて、胴体111、蓋体112又は底体113を開口させる構成であってもよい。また、缶体101は、その内面に、ベーカリー製品102の剥離を容易とする表面処理や、ベーカリー製品102の劣化を防止する表面処理を行った缶体101を用いる構成であってもよい。また、缶体101とベーカリー製品102との間に、同様の効果を有する紙媒体等を有する構成であってもよい。
The present invention is not limited to one embodiment. In the above-described example, the
また、上述した例では、製造装置1は、生地生成装置11と、充填装置12と、密封装置13と、レトルト処理装置14と、搬送手段15と、を備える構成を説明したがこれに限定されない。例えば、製造装置1は、密封装置13及びレトルト処理装置14のみを備える構成とし、生地の生成、缶体101への生地の充填、及び、缶体101の搬送は、作業者が直接行う構成としてもよい。
Moreover, although the manufacturing apparatus 1 demonstrated the structure provided with the dough production |
また、上述した例では、容器入りベーカリー製品100は、包装容器101として金属材料で形成された缶体101を用いる構成を説明したがこれに限定されない。包装容器101は、耐圧性及び耐熱性を有していれば、樹脂容器、陶器、及び、ガラス製容器等であってもよい。この他、本発明の要旨を逸脱しない範囲で種々変形実施可能である。
以下に、本願出願の当初の特許請求の範囲に記載された発明を付記する。
[1] 密封された包装容器内にベーカリー製品が包装された容器入りベーカリー製品の製造方法であって、
前記ベーカリー製品の生地が充填された包装容器を、前記包装容器内の圧力を大気圧より低い圧力に減圧して密封し、
前記大気圧より低い圧力で密封した前記包装容器を、前記生地の焼成処理を行う温度で加熱する、
ことを特徴とする容器入りベーカリー製品の製造方法。
[2] 前記大気圧より低い圧力で密封した前記包装容器は、前記生地の焼成処理を行う温度であって、且つ、前記包装容器内の殺菌が可能な温度で加熱されることを特徴とする[1]に記載の容器入りベーカリー製品の製造方法。
[3] 前記包装容器は、前記大気圧から−7kPa以下であって、−70kPa以上に減圧して密封されることを特徴とする[1]に記載の容器入りベーカリー製品の製造方法。
[4] 前記ベーカリー製品の材料を計量し、
計量した前記材料を混合して前記生地を生成し、
生成した前記生地を前記包装容器に充填する、
ことを特徴とする[1]に記載の容器入りベーカリー製品の製造方法。
[5] 前記包装容器は、前記大気圧より低い圧力及び前記生地の焼成処理を行う温度に対して耐圧性及び耐熱性を有することを特徴とする[1]に記載の容器入りベーカリー製品の製造方法。
[6] 密封され、その内部が大気圧よりも低い圧力に減圧して密封された包装容器と、
前記包装容器内に包装され、前記大気圧よりも低い圧力に減圧して密封された包装容器内に生地が充填された状態で、前記包装容器が加熱されることで、前記包装容器内に形成されたベーカリー製品と、
を備えることを特徴とする容器入りベーカリー製品。
Moreover, although the example which mentioned above demonstrated the structure which uses the
Hereinafter, the invention described in the scope of claims of the present application will be appended.
[1] A method for producing a bakery product in a container in which a bakery product is packaged in a sealed packaging container,
The packaging container filled with the dough for the bakery product is sealed by reducing the pressure in the packaging container to a pressure lower than atmospheric pressure,
The packaging container sealed at a pressure lower than the atmospheric pressure is heated at a temperature at which the dough is baked.
A method for producing a containerized bakery product.
[2] The packaging container sealed at a pressure lower than the atmospheric pressure is heated at a temperature at which the dough is baked and sterilized in the packaging container. [1] A method for producing a bakery product in a container according to [1].
[3] The method for producing a bakery product in a container according to [1], wherein the packaging container is sealed at a pressure reduced to −70 kPa or less from the atmospheric pressure to −70 kPa or more.
[4] Weigh the ingredients of the bakery product,
Mix the weighed ingredients to produce the dough,
Filling the produced dough into the packaging container;
The method for producing a bakery product in a container according to [1].
[5] Production of a bakery product in a container according to [1], wherein the packaging container has pressure resistance and heat resistance against a pressure lower than the atmospheric pressure and a temperature at which the dough is baked. Method.
[6] A packaging container that is sealed and sealed by reducing the pressure to a pressure lower than atmospheric pressure;
Formed in the packaging container by heating the packaging container in a state in which the dough is filled in the packaging container which is packaged in the packaging container and reduced to a pressure lower than the atmospheric pressure and sealed. Baked products,
A bakery product in a container characterized by comprising:
1…製造装置、11…生地生成装置、12…充填装置、13…密封装置、14…レトルト処理装置、15…搬送手段、21…計量手段、22…混合手段、23…温度調整手段、100…容器入りベーカリー製品、101…包装容器(缶体)、102…ベーカリー製品、103…容器体、111…胴体、112…蓋体、113…底体、121…パネル部、122…フランジ部、131…リベット、132…タブ、133…破断部、135…固定部、136…可動部、137…被可動部。 DESCRIPTION OF SYMBOLS 1 ... Manufacturing apparatus, 11 ... Dough production | generation apparatus, 12 ... Filling apparatus, 13 ... Sealing apparatus, 14 ... Retort processing apparatus, 15 ... Conveyance means, 21 ... Measuring means, 22 ... Mixing means, 23 ... Temperature adjustment means, 100 ... Container bakery product, 101 ... Packaging container (can body), 102 ... Bakery product, 103 ... Container body, 111 ... Body, 112 ... Cover body, 113 ... Bottom body, 121 ... Panel part, 122 ... Flange part, 131 ... Rivet, 132... Tab, 133... Breaking part, 135... Fixed part, 136.
Claims (4)
前記ベーカリー製品の生地が充填された包装容器を、前記包装容器内の圧力を大気圧より低い圧力に減圧して密封し、
前記大気圧より低い圧力で密封した前記包装容器を、前記生地の焼成処理を行う温度で加熱する、
ことを含み、
前記包装容器は、前記大気圧から−7kPa以下であって、−70kPa以上に減圧して密封されることを特徴とする容器入りベーカリー製品の製造方法。 A method of manufacturing a bakery product in a container in which a bakery product is packaged in a sealed packaging container,
The packaging container filled with the dough for the bakery product is sealed by reducing the pressure in the packaging container to a pressure lower than atmospheric pressure,
The packaging container sealed at a pressure lower than the atmospheric pressure is heated at a temperature at which the dough is baked.
Including
The said packaging container is -7 kPa or less from the said atmospheric pressure, Comprising: It depressurizes to -70 kPa or more, and is sealed , The manufacturing method of a container bakery product characterized by the above-mentioned .
計量した前記材料を混合して前記生地を生成し、
生成した前記生地を前記包装容器に充填する、
ことを特徴とする請求項1に記載の容器入りベーカリー製品の製造方法。 Weigh the ingredients of the bakery product,
Mix the weighed ingredients to produce the dough,
Filling the produced dough into the packaging container;
The manufacturing method of the bakery product with a container of Claim 1 characterized by the above-mentioned.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012222486A JP6338317B2 (en) | 2012-10-04 | 2012-10-04 | Method for producing containerized bakery products |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012222486A JP6338317B2 (en) | 2012-10-04 | 2012-10-04 | Method for producing containerized bakery products |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014073106A JP2014073106A (en) | 2014-04-24 |
| JP6338317B2 true JP6338317B2 (en) | 2018-06-06 |
Family
ID=50747800
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012222486A Active JP6338317B2 (en) | 2012-10-04 | 2012-10-04 | Method for producing containerized bakery products |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6338317B2 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020031237A1 (en) * | 2018-08-06 | 2020-02-13 | 大和製罐株式会社 | Packaged bakery product |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5623565B2 (en) * | 1974-01-07 | 1981-06-01 | ||
| JPS5648954A (en) * | 1979-09-18 | 1981-05-02 | Toyo Seikan Kaisha Ltd | Vessel having aptitude to impact test |
| JPS61293333A (en) * | 1985-06-20 | 1986-12-24 | 新田ゼラチン株式会社 | Sponge like confectionery |
| JP2680920B2 (en) * | 1990-09-25 | 1997-11-19 | ハウス食品株式会社 | Sponge food in container |
| JP2777613B2 (en) * | 1992-08-28 | 1998-07-23 | レオン自動機株式会社 | Short-time baking method for breads |
| JPH09271314A (en) * | 1996-04-03 | 1997-10-21 | Ajinomoto Co Inc | How to make bakery products |
| JP2001272385A (en) * | 2000-03-28 | 2001-10-05 | Toyo Seikan Kaisha Ltd | Percussion inspection method and percussion inspection device using linear prediction coefficient method |
| JP4770084B2 (en) * | 2001-08-03 | 2011-09-07 | 東洋製罐株式会社 | Sealed can |
-
2012
- 2012-10-04 JP JP2012222486A patent/JP6338317B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014073106A (en) | 2014-04-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6338317B2 (en) | Method for producing containerized bakery products | |
| JP2016538881A (en) | Method for producing alkalized carob | |
| US2845356A (en) | Process of preparing an in-can baked canned cake product | |
| CN107821548A (en) | A kind of multilayer fruit biscuit and preparation method thereof | |
| US20200093143A1 (en) | Dough material containing crumbs of a premade baked product | |
| CN106901161A (en) | The preparation method of pumpkin split-top steamed bun | |
| CN104768401A (en) | Process for the production of baked confectionary products free of additives, freezing/cooling agents and capable of being quickly reconstituted before serving | |
| JP6573449B2 (en) | Cake dough for freezing | |
| CN110856503A (en) | A kind of honey cake making method | |
| JP5567761B2 (en) | Method for producing concentrated soymilk | |
| WO2020031237A1 (en) | Packaged bakery product | |
| TW202009191A (en) | Baking product placed into container being provided with a sealed packaging container (101) and a baking product (102) packaged into the packaging container (101) | |
| US20210298337A1 (en) | Method of making a food kit for the preparation of fresh filled pasta, food kit obtained thereby and method of use | |
| DK2961280T3 (en) | PROCEDURE FOR PREPARING BAKING WITH LONG STABILITY | |
| JP2018174715A (en) | Containered bakery products | |
| KR102944902B1 (en) | Apple bread manufacturing method using apple fermented liquid and apple bread prepared thereby | |
| JP2551429B2 (en) | Manufacturing method of steamed food | |
| US1438441A (en) | Process of making bread | |
| JP2632639B2 (en) | Novel food material and its manufacturing method | |
| US20080305233A1 (en) | Soy based bread product and method of preparation | |
| CN115812903A (en) | Millet flour steamed bun eaten in outer space and making method thereof | |
| RU2304390C2 (en) | Method for preparing of wafer products | |
| JP2717195B2 (en) | Instant handmade pie | |
| US20200367514A1 (en) | Ready-to-bake brownie batters and methods of preparing the same | |
| KR20240092964A (en) | Preparation method of roll cake containing plum jang-ajji |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150825 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160622 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160628 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160818 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20170110 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170410 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20170418 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20170616 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180508 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6338317 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |