JP6318656B2 - Packaging materials - Google Patents
Packaging materials Download PDFInfo
- Publication number
- JP6318656B2 JP6318656B2 JP2014016792A JP2014016792A JP6318656B2 JP 6318656 B2 JP6318656 B2 JP 6318656B2 JP 2014016792 A JP2014016792 A JP 2014016792A JP 2014016792 A JP2014016792 A JP 2014016792A JP 6318656 B2 JP6318656 B2 JP 6318656B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- film
- adhesive
- packaging material
- gas barrier
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Landscapes
- Wrappers (AREA)
- Laminated Bodies (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
Description
本発明は、多層構造の基材フィルムの上に少なくとも接着層とシーラント層がこの順序で設けられてなる包装材料に関する。 The present invention relates to a packaging material in which at least an adhesive layer and a sealant layer are provided in this order on a base film having a multilayer structure.
従来、食品や医薬品などを包装する包装材料として、例えば、紙層/ポリエチレン層/アルミ箔層/ポリエステル層/シーラント層のように各層が積層されてなる積層体が広く用いられてきた。この積層体のポリエステル層とシーラント層との貼り合わせは、通常はポリエステルフィルムからなるポリエステル層に二液硬化型ポリウレタン系などのアンカーコート剤を塗布してから、シーラント層を押出ラミネートしたり、溶融押出されたポリエチレン樹脂を介してシーラント層を貼り合わせたりすることにより行っていた。 Conventionally, as a packaging material for packaging foods, pharmaceuticals, and the like, for example, a laminate in which layers are laminated such as a paper layer / polyethylene layer / aluminum foil layer / polyester layer / sealant layer has been widely used. The polyester layer and sealant layer of this laminate are usually laminated by applying an anchor coating agent such as a two-component curable polyurethane to the polyester layer consisting of a polyester film, and then extruding and sealing the sealant layer. This is done by attaching a sealant layer through an extruded polyethylene resin.
このような積層体は適度のラミネート強度やガスバリア性などを有しており、食品や医薬品などを包装するための包装材料として広く使用されている。 Such a laminate has an appropriate laminate strength, gas barrier properties, and the like, and is widely used as a packaging material for packaging foods and pharmaceuticals.
しかしながら、包装材料により包装される内容物には、アルカリ性物質、香料、界面活性剤、高沸点有機溶剤などを含有するものが多くあり、これらの内容物を包装すると、接着層を構成する接着剤に悪影響を及ぼし、積層体におけるラミネート強度の低下を招いたり、剥離が生じたりすることがあった。 However, many of the contents packaged by the packaging material contain an alkaline substance, a fragrance, a surfactant, a high-boiling organic solvent, etc., and when these contents are packaged, an adhesive that constitutes an adhesive layer In some cases, the laminate strength of the laminate may be reduced, or peeling may occur.
このような状況に対応するため、ラミネート加工に使用される接着剤の改良が種々行われており、アルカリ性の高い内容物に対する耐性を向上させ、さらには各種プラスチックフィルムに対する接着力を向上させた接着剤などが種々提案されている(例えば、特許文献1参照)。 In order to cope with this situation, various improvements have been made to the adhesive used for laminating, improving the resistance to highly alkaline contents, and further improving the adhesion to various plastic films. Various agents and the like have been proposed (see, for example, Patent Document 1).
しかしながら、湿布薬や浴用剤など、揮発性成分や強浸透性成分を含んでいる内容物を前述したような構成の積層体や上記アンカーコート剤を使用して得られる積層体を包装材、料として使用して包装した場合、揮発性物質の強い浸透力によってポリエステルフィルムとシーラント層間のラミネート強度が経時的に低下し、その結果、デラミネーション(剥離)が生じるという問題があった。 However, it is necessary to use a laminate having the above-described structure containing a volatile component or a strong osmotic component, such as a poultice or a bath preparation, or a laminate obtained by using the anchor coat agent as a packaging material or a material. When used as a package, the laminate strength between the polyester film and the sealant layer decreases with time due to the strong penetration of volatile substances, resulting in a problem of delamination.
特許文献2は、このような問題を解決する技術を開示している。すなわち、特許文献2では、基材フィルムとシーラント層との間のラミネート強度の低下を防止するため、基材フィルムとして、ポリエステルフィルム、ナイロンフィルム、ポリプロピレンフィルムから選択された単層構成のフィルムを使用し、かつ、この基材フィルムとシーラント層とを、2官能又は3官能のイソシアネート化合物からなる接着層を使用して接着する技術が提案されている。
しかしながら、イソシアネート化合物を接着層に用いた場合であっても、基材フィルムが多層構造(例えば、「紙層/ポリエチレン層/アルミ箔層」からなる多層構造)を有する場合には、揮発性成分や強浸透性成分が基材フィルムの内部に浸透して、基材フィルムを構成する層と層との間の接着剤層を侵すため、その層間のラミネート強度が低下するという問題を残していた。 However, even when an isocyanate compound is used for the adhesive layer, if the base film has a multilayer structure (for example, a multilayer structure consisting of “paper layer / polyethylene layer / aluminum foil layer”), a volatile component In addition, the strong penetrating component penetrates into the base film and invades the adhesive layer between the layers constituting the base film, so that the laminate strength between the layers is lowered. .
そこで、本発明の目的は、基材フィルム、接着層、シーラント層をこの順に積層して構成される包装材料であって、揮発性成分や強浸透性成分を含む内容物を包装した場合にも、各層のラミネート強度の低下が抑制される包装材料を提供することである。 Therefore, an object of the present invention is a packaging material formed by laminating a base film, an adhesive layer, and a sealant layer in this order, and also when a content containing a volatile component or a strong permeable component is packaged. An object of the present invention is to provide a packaging material in which a decrease in laminate strength of each layer is suppressed.
本発明は、基材フィルム、接着層、シーラント層をこの順に積層して構成され、接着層が2官能以上のイソシアネート化合物から成る包装材料に関するものであって、基材フィルムが、ポリアミドよりなる中間フィルム基材上に、プライマー層、無機蒸着層、ガスバリアコート層をこの順に積層した中間フィルムを含み、中間フィルム基材が接着層を介してシーラント層に接着されており、プライマー層が、オキサゾリン基含有水溶性ポリマーと、水性アクリル系樹脂と、水性ウレタン系樹脂および/または水性ポリエステル系樹脂とを含有する樹脂混合物により形成されるものである。 The present invention relates to a packaging material comprising a base film, an adhesive layer, and a sealant layer laminated in this order, the adhesive layer comprising a bifunctional or higher functional isocyanate compound, wherein the base film is an intermediate made of polyamide. Including an intermediate film in which a primer layer, an inorganic vapor deposition layer, and a gas barrier coat layer are laminated in this order on a film substrate, the intermediate film substrate is bonded to the sealant layer via an adhesive layer, and the primer layer is an oxazoline group It is formed by a resin mixture containing a water-soluble polymer, a water-based acrylic resin, a water-based urethane resin and / or a water-based polyester resin.
本発明によれば、基材フィルム、接着層、シーラント層をこの順に積層して構成される包装材料において、揮発性成分や強浸透性成分を含む内容物を包装した場合にも、各層のラミネート強度の低下を抑制することができる。 According to the present invention, in a packaging material configured by laminating a base film, an adhesive layer, and a sealant layer in this order, even when contents containing a volatile component or a strong permeable component are packaged, the lamination of each layer A decrease in strength can be suppressed.
以下、図面を参照しながら、各実施形態に係る包装材料について説明する。以下の各実施形態に係る包装材料は、多層構造を有するシート材であり、典型的には、包装袋の形態で用いられる。包装材料を使用して包装袋を製造する場合には、シーラント層を内面に使用して互いにヒートシールして包装袋を形成する。そこで、以下の説明では、内容物を収容する側、すなわちシーラント層側を「内側」と呼び、その反対側を「外側」という。 Hereinafter, the packaging material according to each embodiment will be described with reference to the drawings. The packaging material according to each of the following embodiments is a sheet material having a multilayer structure, and is typically used in the form of a packaging bag. In the case of manufacturing a packaging bag using a packaging material, a sealant layer is used on the inner surface to heat seal each other to form a packaging bag. Therefore, in the following description, the side that accommodates the contents, that is, the sealant layer side is referred to as “inside”, and the opposite side is referred to as “outside”.
(第1の実施形態)
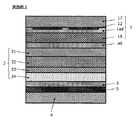
図1は、本発明の第1の実施形態に係る包装材料の断面図である。
(First embodiment)
FIG. 1 is a cross-sectional view of a packaging material according to the first embodiment of the present invention.
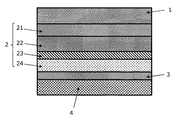
第1の実施形態に係る包装材料は、基材フィルム、接着層3、シーラント層4をこの順に積層して構成される。基材フィルムは、外側に位置する外側フィルム1と、内側に位置する中間フィルムと2を積層して構成される多層構造を有している。また、中間フィルム2は、中間フィルム基材21上に、プライマー層22、無機蒸着層23、ガスバリアコート層24をこの順に積層して構成されており、ガスバリアコート層24が接着層3に接着されている。この結果、第1の実施形態に係る包装材料は、図1に示すように、外側から順に、外側フィルム1、中間フィルム基材21、プライマー層22、無機蒸着層23、ガスバリアコート層24、接着層3、シーラント層4を積層した構造を有している。
The packaging material according to the first embodiment is configured by laminating a base film, an
(第2の実施形態)
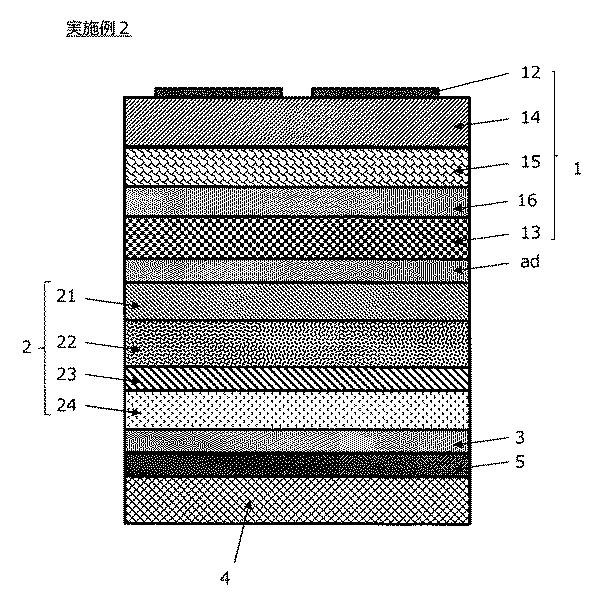
図2は、本発明の第2の実施形態に係る包装材料の断面図である。
(Second Embodiment)
FIG. 2 is a cross-sectional view of a packaging material according to the second embodiment of the present invention.
第2の実施形態に係る包装材料は、第1の実施形態に係る包装材料の層構成に加えて、接着層3とシーラント層4との間に、樹脂層5を更に有する。
The packaging material according to the second embodiment further includes a
ガスバリアコート層24と接着層3とは、直接接着していることが望ましいが、接着層3とシーラント層4とは、両者の間に別の層を介して間接的に接着していてもよい。例えば、ガスバリアコート層24の上に接着層3を設けたフィルムと、シート状に成形されたシーラント層4とを別に準備し、両者の間にポリエチレン等の樹脂を溶融して押し出し機から押し出し、押し出された溶融樹脂を介して両者を接着することができる。この場合には、シート状のシーラント層4を予め表面処理しておくことが望ましい。例えば、コロナ処理、或いはオゾン処理である。また、溶融押し出しする樹脂も、その表面が酸化される程度の高温で押し出すことが望ましい。
(第3の実施形態)
図3は、本発明の第3の実施形態に係る包装材料の断面図である。
Although it is desirable that the gas
(Third embodiment)
FIG. 3 is a cross-sectional view of a packaging material according to the third embodiment of the present invention.
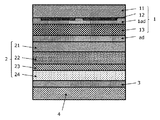
第3の実施形態に係る包装材料は、外側フィルム1として多層構造のフィルムを採用した例である。この例では、外側フィルム1は、外側から順に、延伸ポリアミドフィルム11、印刷インキ層12、ドライラミネート用接着剤層1ad、アルミニウム箔13を積層した構造を有している。また、外側フィルム1と中間フィルム基材21とは、ドライラミネート用接着剤で形成された接着剤層adを介して接着されている。
The packaging material according to the third embodiment is an example in which a film having a multilayer structure is adopted as the
以下、第1〜第3の実施形態に係る包装材料の各層の詳細を説明する。 Hereinafter, details of each layer of the packaging material according to the first to third embodiments will be described.
(外側フィルム)
外側フィルム1は、第1及び第2の実施形態のように、単一の層から構成されていても良いし、第3の実施形態のように、複数の層を積層して構成される多層構造を有するフィルムでもよい。
(Outer film)
The
単一層構造を有する外側フィルム1としては、例えば、延伸したプラスチックフィルムが好適に使用できる。例えば、延伸ポリアミドフィルム、延伸ポリエチレンテレフタレートフィルム等の延伸ポリエステルフィルム、延伸ポリプロピレンフィルムなどである。また、紙を外側フィルム1として使用することも可能である。
As the
また、多層構造を有する外側フィルム1は、上述した延伸プラスチックフィルムまたは紙に加え、その層の一部に、印刷インキによる絵柄層やガスバリア層を有するものが望ましい。ガスバリア層は、酸素ガスや水蒸気を遮断して、内容物の保存性を向上させるものである。このようなガスバリア層としては、アルミニウム箔などの金属箔、あるいは、無機蒸着層を有する蒸着フィルムが例示できる。ガスバリア層としてアルミニウム箔層を設けた場合は、包装材料に付与することができ、光によって劣化する成分を含む内容物の包装用途に好適である。多層の外側フィルム1を構成する各層は、例えば、ドライラミネート用接着剤で接着することができる。また、押し出し機から押し出されたポリエチレン等の溶融樹脂を介して積層することも可能である。
In addition to the stretched plastic film or paper described above, the
(中間フィルム基材)
中間フィルム基材21も、単一の層から構成されていても良いし、複数の層を積層して構成される多層構造を有していてもよい。代表的な中間フィルム基材21は、単一の層から構成されるプラスチックフィルムである。このような代表的な中間フィルム基材21としては、例えば、ポリエステルフィルム、ナイロンフィルム、ポリプロピレンフィルム、環状オレフィン樹脂フィルム、環状オレフィンモノマーを含む共重合樹脂のフィルムなどが例示できる。中間フィルム基材21に用いる樹脂フィルムは、延伸されたフィルムであってもよいし、無延伸のフィルムであってもよい。
(Intermediate film substrate)
The
外側フィルム1と中間フィルム基材21とは、接着剤層を介して積層することができる。接着剤層としては、例えば、ドライラミネート用接着剤から形成された接着剤が使用できる。なお、このように外側フィルム1と中間フィルム基材21とをドライラミネート用接着剤で接着し、また、多層構造の外側フィルム1の各層をドライラミネート用接着剤で接着しても、無機蒸着層23とガスバリアコート層24の両者が揮発性成分や強浸透性成分の浸透を防止するため、ラミネート強度の経時的な低下は抑制される。
(プライマー層)
次に、本発明に係るプライマー層22は、中間フィルム基材21と無機蒸着層23とを強固に密着させる役割を有するものである。この役割を果たすものであれば任意のものでよいが、例えば、次の(a)〜(c)を反応硬化させた層が好適に使用できる。
(a)ヒドロキシル価が5〜200(KOHmg/g)のアクリルポリオール。
(b)イソシアネート化合物。
(c)アクリルポリオール(a)の水酸基とイソシアネート化合物(b)のイソシアネート基の少なくとも一方と反応するシランカップリング剤。
The
(Primer layer)
Next, the
(A) An acrylic polyol having a hydroxyl value of 5 to 200 (KOHmg / g).
(B) Isocyanate compound.
(C) A silane coupling agent that reacts with at least one of the hydroxyl group of the acrylic polyol (a) and the isocyanate group of the isocyanate compound (b).
プライマー層22中のシランカップリング剤は、その官能基がポリオールの水酸基またはイソシアネート化合物のイソシアネート基と反応して共有結合を形成する。この共有結合が、強固なプライマー層22を形成することを可能にする。また、アルコキシ基またはアルコキシ基の加水分解によって生成したシラノール基が無機蒸着層23中の金属や、無機蒸着層23の極性表面と強い相互作用を発揮し、この相互作用により無機蒸着層23との高い密着性を発現する。このように、プライマー層22は、無機蒸着層23を中間フィルム基材21に強固に固着する役割を有するものである。
The functional group of the silane coupling agent in the
アクリルポリオールとしては、アクリル酸誘導体モノマーを重合させて得られるポリオールを使用することができる。また、アクリル酸誘導体モノマーおよびその他のモノマーを共重合させて得られるポリオールを使用することも可能である。アクリル酸誘導体モノマーとしては、エチルメタクリレート、ヒドロキシエチルメタクリレートやヒドロキシプロピルメタクリレート、ヒドロキシブチルメタクリレートが例示できる。また、その他のモノマーとしてはスチレンが例示できる。いずれの場合も、そのヒドロキシル価が5〜200(KOHmg/g)であることが必要である。 As the acrylic polyol, a polyol obtained by polymerizing an acrylic acid derivative monomer can be used. It is also possible to use polyols obtained by copolymerizing acrylic acid derivative monomers and other monomers. Examples of acrylic acid derivative monomers include ethyl methacrylate, hydroxyethyl methacrylate, hydroxypropyl methacrylate, and hydroxybutyl methacrylate. Moreover, styrene can be illustrated as another monomer. In any case, the hydroxyl number needs to be 5 to 200 (KOH mg / g).
次に、イソシアネート化合物としては、芳香族系イソシアネート化合物、脂肪族系イソシアネート化合物、あるいは、これらの重合体や誘導体を使用することができる。代表的な芳香族系イソシアネート化合物としては、トリレンジイソシアネート(TDI)、ジフェニルメタンジイソシアネート(MDI)、キシレンジイソシアネート(XDI)が例示できる。また、脂肪族系イソシアネート化合物としては、ヘキサメチレンジイソシアネート(HMDI)、イソホロンジイソシアネート(IPDI)が例示できる。 Next, as the isocyanate compound, an aromatic isocyanate compound, an aliphatic isocyanate compound, or a polymer or derivative thereof can be used. Representative aromatic isocyanate compounds include tolylene diisocyanate (TDI), diphenylmethane diisocyanate (MDI), and xylene diisocyanate (XDI). Examples of the aliphatic isocyanate compound include hexamethylene diisocyanate (HMDI) and isophorone diisocyanate (IPDI).
また、アクリルポリオールとイソシアネート化合物の配合比は特に制限されるのもではないが、イソシアネート化合物が少なすぎると硬化不良になる場合があり、逆に多すぎるとブロッキング等が発生し加工上問題がある。そこでアクリルポリオールとインソシアネート化合物との配合比としては、イソシアネート化合物由来のNCO基が、アクリルポリオール由来のOH基の50倍以下であることが好ましく、特に好ましいのはNCO基とOH基が当量で配合される場合である。混合方法は任意の方法でよい。 Further, the blending ratio of the acrylic polyol and the isocyanate compound is not particularly limited, but if the isocyanate compound is too small, the curing may be poor, and conversely if it is too much, blocking or the like occurs and there is a problem in processing. . Therefore, the mixing ratio of the acrylic polyol and the insocyanate compound is preferably that the NCO group derived from the isocyanate compound is 50 times or less of the OH group derived from the acrylic polyol, and particularly preferably the NCO group and the OH group are equivalent. This is the case where it is blended. The mixing method may be any method.
次に、シランカップリング剤は、ポリオールの水酸基またはイソシアネート化合物のイソシアネート基と反応する官能基を持っていることが必要である。このような官能基としては、イソシアネート基、メルカプト基、アミノ基、エポキシ基、水酸基が例示できる。イソシアネート基を有するシランカップリング剤としては、例えばγ‐イソシアネートプロピルトリエトキシシラン、γ‐イソシアネートプロピルトリメトキシシランが挙げられる。メルカプト基を有するシランカップリング剤としては、γ‐メルカプトプロピルトリエトキシシランが挙げられる。アミノ基を有するシランカップリング剤としては、γ‐アミノプロピルトリエトキシシラン、γ‐アミノプロピルトリメトキシシラン、N‐β‐(アミノエチル)‐γ‐アミノプロピルトリエトキシシラン、γ‐フェニルアミノプロピルトリメトキシシランが挙げられる。エポキシ基を有するシランカップリング剤としては、γ‐グリシドオキシプロピルトリメトキシシランやβ‐(3、4‐エポキシシクロヘキシル)エチルトリメトキシシランが挙げられる。水酸基を有するシランカップリング剤は、シランカップリング剤にアルコール等を付加して製造することができる。例えば、ビニルトリメトキシシランにアルコール等を付加することで、水酸基を有するシランカップリング剤を製造することができる。また、ビニルトリス(β‐メトキシエトキシ)シランにアルコール等を付加することで、水酸基を有するシランカップリング剤を製造することも可能である。 Next, the silane coupling agent needs to have a functional group that reacts with the hydroxyl group of the polyol or the isocyanate group of the isocyanate compound. Examples of such functional groups include isocyanate groups, mercapto groups, amino groups, epoxy groups, and hydroxyl groups. Examples of the silane coupling agent having an isocyanate group include γ-isocyanatopropyltriethoxysilane and γ-isocyanatopropyltrimethoxysilane. Examples of the silane coupling agent having a mercapto group include γ-mercaptopropyltriethoxysilane. Examples of the silane coupling agent having an amino group include γ-aminopropyltriethoxysilane, γ-aminopropyltrimethoxysilane, N-β- (aminoethyl) -γ-aminopropyltriethoxysilane, γ-phenylaminopropyltriethoxysilane. Methoxysilane is mentioned. Examples of the silane coupling agent having an epoxy group include γ-glycidoxypropyltrimethoxysilane and β- (3,4-epoxycyclohexyl) ethyltrimethoxysilane. The silane coupling agent having a hydroxyl group can be produced by adding alcohol or the like to the silane coupling agent. For example, a silane coupling agent having a hydroxyl group can be produced by adding alcohol or the like to vinyltrimethoxysilane. It is also possible to produce a silane coupling agent having a hydroxyl group by adding alcohol or the like to vinyltris (β-methoxyethoxy) silane.
なお、シランカップリング剤は、一般にアルコキシル基を有するものであるが、このアルコキシル基を加水分解したものをシランカップリング剤として使用してもかまわない。また、アルコキシル基の代わりに、クロロ基、アセトキシ基を有するものでもかまわない。これらはいずれも、加水分解してシラノール基を生成し、このシラノール基が無機蒸着層23と強い相互作用を発揮する。そこで、本発明におけるシランカップリング剤は、これらの誘導体を含むものである。
In addition, although a silane coupling agent generally has an alkoxyl group, what hydrolyzed this alkoxyl group may be used as a silane coupling agent. Moreover, what has a chloro group and an acetoxy group may be used instead of an alkoxyl group. All of these hydrolyze to produce silanol groups, and the silanol groups exert a strong interaction with the inorganic
アクリルポリオールとシランカップリング剤の配合比は、ポリオールの水酸基とイソシアネート化合物のイソシアネート基の当量比が1/1000から1000/1の範囲となることが好ましい。 The blending ratio of the acrylic polyol and the silane coupling agent is preferably such that the equivalent ratio of the hydroxyl group of the polyol and the isocyanate group of the isocyanate compound is in the range of 1/1000 to 1000/1.
上述したアクリルポリオール、イソシアネート、シランカップリング剤を溶剤に溶解して中間フィルム基材21に塗布し、加熱乾燥して硬化させることにより、プライマー層22を形成することができる。溶剤としては、酢酸エチル、酢酸ブチル等のエステル類、メタノール、エタノール、イソプロピルアルコール等のアルコール類、メチルエチルケトンなどのケトン類、トルエン、キシレン等の芳香族炭化水素類等を用いることができる。
The
(無機蒸着層)
次に、本発明に係る無機蒸着層23は、ガスバリアコート層24と協力して、内容物中の揮発性成分や強浸透性成分の浸透を防止するものである。揮発性成分や強浸透性成分は一般に有機物であることから、この有機物質の浸透を防止するため、無機蒸着層23は、有機物質との親和性に乏しいことが必要である。このような無機蒸着層23は、金属元素や半金属元素の化合物により構成することができる。金属元素や半金属元素としては、例えば、ケイ素、アルミニウム、チタン、ジルコニウム、錫、マグネシウム等が例示できる。また、その化合物としては、酸化物、チッソ、弗化物などが例示できる。無機蒸着層23は、真空蒸着法、スパッタリング法、プラズマ気相成長法等の真空プロセスにより、プライマー層22の上に形成することができる。無機蒸着層23の厚みは50〜5000オングストロームであればよい。
(Inorganic vapor deposition layer)
Next, the inorganic
(ガスバリアコート層)
次に、ガスバリアコート層24は、前述のとおり、無機蒸着層23と協力して、内容物中の揮発性成分や強浸透性成分の浸透を防止する役割を有する。更に、ガスバリアコート層24は、無機蒸着層23と接着層3とを強固に接着し、しかも、内容物中の揮発性成分や強浸透性成分の浸透に対抗してそのラミネート強度の低下を防止する役割を併せ持つ。
(Gas barrier coat layer)
Next, as described above, the gas
このような技術的意義を有するガスバリアコート層24としては、次のようなコーティング溶液を塗布し、乾燥硬化して形成した被膜が好適に使用できる。すなわち、このコーティング溶液は、水溶性高分子に加えて、次の(d)および(e)の少なくとも一方を含むものである。
(d)金属アルコキシド、シリコンアルコキシド、又はこれらの加水分解物。
(e)塩化スズ
As the gas
(D) Metal alkoxide, silicon alkoxide, or a hydrolyzate thereof.
(E) Tin chloride
また、これら必須成分に加えて、コーティング溶液は、イソシアネート化合物、シランカップリング剤、あるいは分散剤、安定化剤、粘度調整剤、着色剤など公知の添加剤を含んでいてもよい。 In addition to these essential components, the coating solution may contain known additives such as isocyanate compounds, silane coupling agents, or dispersants, stabilizers, viscosity modifiers, and colorants.
このコーティング溶液の溶媒として、水、あるいは、水とアルコールの混合溶媒が使用できる。そして、このコーティング液を塗布して加熱乾燥することにより、液中の成分が化学反応して、揮発性物質等のバリア性に優れた強固な膜ができる。すなわち、このコーティング液が金属アルコキシド又はその加水分解物を含む場合には、この金属アルコキシド(又はその加水分解物)が水溶性高分子と反応してバリア性の皮膜を生成する。 As a solvent for the coating solution, water or a mixed solvent of water and alcohol can be used. And by apply | coating this coating liquid and heat-drying, the component in a liquid chemically reacts and the firm film | membrane excellent in barrier properties, such as a volatile substance, is made. That is, when this coating liquid contains a metal alkoxide or a hydrolyzate thereof, the metal alkoxide (or a hydrolyzate thereof) reacts with the water-soluble polymer to form a barrier film.
コーティング溶液に用いる水溶性高分子としては、ポリビニルアルコール(PVA)、ポリビニルピロリドン、デンプン、メチルセルロース、カルボキシメチルセルロース、アクリル樹脂およびアルギン酸ナトリウムなどが挙げられる。ここでいうPVAは、一般にポリ酢酸ビニルをけん化して得られるもので、酢酸基が数十%残存している、いわゆる部分けん化PVAから、酢酸基が数%しか残存していない完全けん化PVAまでを含み、特に限定されるものではない。 Examples of the water-soluble polymer used in the coating solution include polyvinyl alcohol (PVA), polyvinyl pyrrolidone, starch, methyl cellulose, carboxymethyl cellulose, acrylic resin, and sodium alginate. PVA here is generally obtained by saponifying polyvinyl acetate, from so-called partially saponified PVA in which several tens percent of acetic acid groups remain to completely saponified PVA in which only several percent of acetic acid groups remain. There is no particular limitation.
金属アルコキシドは、Mを金属、ORをアルコキシ基、nをアルコキシ基の配位数とした場合、一般式M(OR)nで示される化合物である。Mが、Ti、AlおよびZrからなる群より選ばれ、Rが、メチル基、エチル基から選ばれるのが好ましい。また、シリコンアルコキシドは、一般式Si(OR)nで示される化合物である。特に、テトラエトキシシラン〔Si(OC2H5)4〕、トリイソプロポキシアルミニウム〔Al(O−2'−C3H7)3〕などを用いると、アルコキシドの加水分解生成物が、水系の溶媒中で比較的安定に存在するために好ましい。 A metal alkoxide is a compound represented by the general formula M (OR) n, where M is a metal, OR is an alkoxy group, and n is the coordination number of an alkoxy group. It is preferable that M is selected from the group consisting of Ti, Al and Zr, and R is selected from a methyl group and an ethyl group. Silicon alkoxide is a compound represented by the general formula Si (OR) n. In particular, when tetraethoxysilane [Si (OC 2 H 5 ) 4 ], triisopropoxyaluminum [Al (O-2′-C 3 H 7 ) 3 ] or the like is used, the hydrolysis product of the alkoxide is water-based. It is preferable because it exists relatively stably in a solvent.
このコーティング溶液は、ロールコーティング法、スクリーン印刷法、グラビアコーティング法、スプレーコーティング法などの方法で塗布することができる。コーティングの厚みは、乾燥後の厚さが0.01〜100μmの範囲となるようにすればよい。塗布した後、加熱乾燥することによりガスバリアコート層24を形成することができる。
This coating solution can be applied by a method such as a roll coating method, a screen printing method, a gravure coating method, or a spray coating method. The thickness of the coating may be such that the thickness after drying is in the range of 0.01 to 100 μm. After the application, the gas
(接着層)
次に、接着層3は、ガスバリアコート層24とシーラント層4とを強固に接着する役割を有する層である。また、接着層3は、ガスバリアコート層6及びシーラント層4と協力して、揮発性成分や強浸透性成分の浸透に対抗して、ラミネート強度の低下を防止する役割を有する。前述のように、ガスバリアコート層24と接着層3とは、直接接着していることが望ましいが、接着層3とシーラント層4とは、別の層(例えば、樹脂層5)を介して間接的に接着しているものであってもよい。
(Adhesive layer)
Next, the
接着層3は、2官能以上のイソシアネート化合物から成る接着剤を使用して形成することができる。2官能のイソシアネート化合物としては、2,4‐トリレンジイソシアネート、2,6‐トリレンジイソシアネート、キシリレンジイソシアネート、イソホロンジイソシアネート、ヘキサメチレンジイソシアネート、4,4'‐ジフェニルメタンジイソシアネートおよびその水素添加体などのジイソシアネート系モノマーが使用できる。また、3官能のイソシアネート化合物としては、前記ジイソシアネート系モノマーの誘導体が好適である。例えば、これらのジイソシアネートモノマーを、トリメチロールプロパンやグリセロールなどの3官能の活性水素含有化合物と反応させたアダクトタイプ、水と反応させたビューレットタイプ、イソシアネート基の自己重合を利用したトリマー(イソシアヌレート)タイプなど3官能性の誘導体が使用できる。もちろん、4官能以上の多官能性の誘導体であってもよい。
The
接着層3は、まずイソシアネート化合物を固形分割合で0.05〜5wt%含む塗工液を調整し、この塗工液をガスバリアコート層24の上に塗工することによって形成することができる。この接着層3は薄層であることが好ましく、具体的にはその乾燥時の厚みが1μm以下の薄層となるように設ければよい。
The
(シーラント層)
次に、シーラント層4は、ポリエチレン系樹脂、ポリプロピレン系樹脂、エチレン‐α,β不飽和カルボン酸共重合体又はそのエステル化物あるいはそのイオン架橋物、酸無水物変性ポリオレフィン、エポキシ化合物変性ポリオレフィン、エチレン‐酢酸ビニル共重合体などからなる層である。エチレン系樹脂としては、高密度ポリエチレン、低密度ポリエチレン、中密度ポリエチレン、直鎖状低密度ポリエチレン、エチレン‐αオレフィン共重合体などが例示できる。ポリプロピレン系樹脂としては、ホモプロピレン系樹脂、プロピレン‐αオレフィン共重合体などが例示できる。エチレン‐α,β不飽和カルボン酸共重合体としては、エチレン‐アクリル酸共重合体やエチレン‐メタクリル酸共重合体などが例示できる。エチレン‐α,β不飽和カルボン酸共重合体のエステル化物としては、エチレン‐アクリル酸メチルやエチレン‐アクリル酸エチルやエチレン‐メタクリル酸メチルやエチレン‐メタクリル酸エチルなどが例示できる。エチレン‐α,β不飽和カルボン酸共重合体のイオン架橋物としては、カルボン酸部位をナトリウムイオン、亜鉛イオンで架橋した、エチレン‐α,β不飽和カルボン酸共重合体が例示できる。酸無水物変性ポリオレフィンとしては、エチレン‐無水マレイン酸グラフト共重合体やエチレン‐アクリル酸エチル‐無水マレイン酸のような三元共重合体が例示できる。エポキシ化合物変性ポリオレフィンとしては、エチレン‐グリシジルメタクリレート共重合体などが例示できる。また、これらの樹脂のブレンド物でも良いし、各種添加剤(酸化防止剤、粘着付与剤、充填剤、各種フィラーなど)を添加したものでもよい。
(Sealant layer)
Next, the
シーラント層4は、これを構成する樹脂を溶融状態で押し出し機から押し出し、接着層3上に積層することで形成することができる。また、第2の実施形態のように、別の層(例えば、樹脂層5)を介して間接的に接着層3に積層することも可能である。この樹脂層5としては、接着層3及びシーラント層4に親和性の高い樹脂が使用できる。例えば、シーラント層4がポリエチレン系樹脂あるいはエチレンと他のモノマーとの共重合樹脂である場合には、樹脂層5としてポリエチレン樹脂が使用できる。例えば、ダイ下温度320℃程度の高温で押し出してその表面を酸化し、溶融状態のまま、この酸化表面に前記接着層3とシーラント層4とを圧接することによって、これらを強固に接着することができる。
The
以上説明したように、第1〜第3の実施形態では、基材フィルムのうち内側に位置する中間フィルム2として、中間フィルム基材21上に、プライマー層22、無機蒸着層23、ガスバリアコート層24をこの順に積層したフィルムを使用し、無機蒸着層23とガスバリアコート層24とを中間フィルム基材21より内側に位置させて、ガスバリアコート層24を接着層3に接着している。このような積層構造を採用することによって、無機蒸着層23とガスバリアコート層24との両者が揮発性成分や強浸透性成分の浸透を防止するため、基材フィルムを構成する層間のラミネート強度の低下を防ぐことができる。
As described above, in the first to third embodiments, as the
また、第1〜第3の実施形態では、ガスバリアコート層24とシーラント層4とを2官能または3官能のイソシアネート化合物から成る接着層3で接着している。このガスバリアコート層24は、特許文献2に記載又は示唆されている基材フィルム(ポリエステルフィルム、ナイロンフィルム、ポリプロピレンフィルム)とは異なる素材であり、しかも、化学構造や機能の点でもこれらの基材フィルムとの類似性が乏しいにも拘わらず、2官能または3官能のイソシアネート化合物から成る接着層に強固に接着する。そして、接着層3は、揮発性成分や強浸透性成分によって浸食されにくく、ラミネート強度の低下が顕著に抑制される。
In the first to third embodiments, the gas
したがって、第1〜第3の実施形態に係る積層構造を採用することによって、基材フィルムを構成する層間のラミネート強度の低下を抑制できると共に、基材フィルムとシーラント層4との間のラミネート強度の低下も抑制することができる。よって、第1〜第3の実施形態に係る包装材料は、揮発性成分や強浸透性成分を含む内容物の包装材料として好適である。なお、これらの技術的効果については、実施例1〜3のデータに基づいて後述する。
Therefore, by adopting the laminated structure according to the first to third embodiments, it is possible to suppress a decrease in the laminate strength between the layers constituting the base film, and the laminate strength between the base film and the
(第4の実施形態)
図4は、本発明の第4の実施形態に係る包装材料の断面図である。以下、図4を参照しながら、第4の実施形態に係る包装材料の層構成を説明する。
(Fourth embodiment)
FIG. 4 is a cross-sectional view of a packaging material according to the fourth embodiment of the present invention. Hereinafter, the layer structure of the packaging material according to the fourth embodiment will be described with reference to FIG.
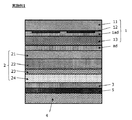
第4の実施形態に係る包装材料は、基材フィルム、接着層3、シーラント層4をこの順に積層して構成される。基材フィルムは、外側に位置する外側フィルム1と、内側(シーラント層4側)に位置する中間フィルム2を積層して構成される多層構造を有している。また、中間フィルム2は、中間フィルム基材21上に、プライマー層22、無機蒸着層23、ガスバリアコート層24をこの順に積層して構成されており、中間フィルム基材21が接着層3に接着されている。この結果、第4の実施形態に係る包装材料は、図4に示すように、外側から順に、外側フィルム1、接着剤層ad、ガスバリアコート層24、無機蒸着層23、プライマー層22、中間フィルム基材21、接着層3、シーラント層4を積層した構造を有している。
The packaging material according to the fourth embodiment is configured by laminating a base film, an
(外側フィルム)
第4の実施形態に係る包装材料では、外側フィルム1として多層構造のフィルムが用いられている。図4の例では、外側フィルム1は、外側から順に、外側フィルム基材14、ドライラミネート用接着剤層1ad、ガスバリア層13を積層した構造を有している。また、外側フィルム1と中間フィルム基材21とは、ドライラミネート用接着剤で形成された接着剤層adを介して接着されている。外側フィルム基材14としては、例えば、延伸ポリアミドフィルム、延伸ポリエステルフィルム、延伸ポリプロピレンフィルム、紙等を使用できる。また、ガスバリア層13は、アルミニウム等の金属箔や、無機酸化物蒸着フィルムを使用できる。
(Outer film)
In the packaging material according to the fourth embodiment, a film having a multilayer structure is used as the
なお、本実施形態では、多層構造の外側フィルム1を用いた例を説明したが、第1及び第2の実施形態で説明したように、単一の層からなるフィルムを外側フィルム1に用いてもよい。
In the present embodiment, an example using the
(中間フィルム基材)
中間フィルム基材21には、ナイロンまたはその他のポリアミド樹脂よりなるポリアミドフィルムが用いられる。この中間フィルム基材21は、延伸フィルムであってもよいし、無延伸フィルムであってもよい。ポリアミドフィルムは、接着層3を構成するイソシアネート化合物との接着性に優れるため、包装材料を用いて作成した包装容器の内容物が揮発性成分や強浸透性成分を含んでいる場合でも、これらの成分により接着箇所が浸食されにくく、中間フィルム2とシーラント層4との剥離を抑制することができる。
(Intermediate film substrate)
For the
(プライマー層)
プライマー層22は、中間フィルム基材21と無機蒸着層23とを強固に密着させる役割を有する層である。本実施形態に係るプライマー層22は、以下の成分(f)〜(h)を含む樹脂混合物を中間フィルム基材21上に塗布し、硬化させることによって形成される。
(f)オキサゾリン基含有水溶性ポリマー
(g)水性アクリル系樹脂
(h)水性ウレタン系樹脂および/または水性ポリエステル系樹脂
(Primer layer)
The
(F) Oxazoline group-containing water-soluble polymer (g) Water-based acrylic resin (h) Water-based urethane resin and / or water-based polyester resin
(無機蒸着層)
無機蒸着層23は、ガスバリアコート層24と協力して、内容物中の揮発性成分や強浸透性成分の浸透を防止するものである。無機蒸着層23は、第1〜第3の実施形態で説明したものと同じ材料および方法により形成される。
(Inorganic vapor deposition layer)
The inorganic
(ガスバリアコート層)
ガスバリアコート層24は、無機蒸着層23と協力して、内容物中の揮発性成分や強浸透性成分の浸透を防止する役割を有する。更に、ガスバリアコート層24は、無機蒸着層23と接着層3とを強固に接着し、しかも、内容物中の揮発性成分や強浸透性成分の浸透に対抗してそのラミネート強度の低下を防止する役割を併せ持つ。
(Gas barrier coat layer)
The gas
本実施形態に係るガスバリアコート層24は、第1〜第3の実施形態で説明した成分(d)および(e)の少なくとも一方を含む水溶液または水/アルコール混合溶液を無機蒸着層23上に塗布し、乾燥硬化させることによって形成される。
The gas
(接着層)
次に、接着層3は、中間フィルム基材21とシーラント層4とを強固に接着する役割を有する層である。また、接着層3は、揮発性成分や強浸透性成分の浸透に対抗して、ラミネート強度の低下を防止する役割を有する。前述のように、ガスバリアコート層24と接着層3とは、直接接着していることが望ましいが、接着層3とシーラント層4とは、ポリエチレン等の別の樹脂層5を介して間接的に接着しているものであってもよい。接着層3は、第1〜第3の実施形態で説明した2官能以上のイソシアネート化合物からなる接着剤を使用して形成される。2官能以上のイソシアネート化合物は、本実施形態で用いられる中間フィルム基材21(ポリアミドフィルム)との接着性に優れ、揮発性成分や強浸透性成分によって浸食されにくいため、中間フィルム基材21とシーラント層4とのラミネート強度の低下が顕著に抑制される。
(Adhesive layer)
Next, the
(シーラント層)
シーラント層4は、第1〜第3の実施形態で説明したものと同じ材料および方法により形成される。
(Sealant layer)
The
以上説明したように、第4の実施形態では、基材フィルムのうち内側に位置する中間フィルム2として、中間フィルム基材21上に、プライマー層22、無機蒸着層23、ガスバリアコート層24をこの順に積層したフィルムを使用し、中間フィルム基材21を接着層3に接着している。このような積層構造を採用することによって、無機蒸着層23とガスバリアコート層24との両者が揮発性成分や強浸透性成分の浸透を防止するため、基材フィルムを構成する層間のラミネート強度の低下を防ぐことができる。
As described above, in the fourth embodiment, as the
また、第4の実施形態では、中間フィルム基材21として、2官能または3官能のイソシアネート化合物から成る接着層3との接着に優れたポリアミドフィルム使用しているため、中間フィルム基材21とシーラント層4(または樹脂層5)との接着を強固にすることができる。中間フィルム基材21およびシーラント層4(または樹脂層5)の強固な接着強度と、接着層3自体の揮発性成分や強浸透性成分によって浸食されにくい性質とによって、中間フィルム基材21とシーラント層4とのラミネート強度の低下が顕著に抑制される。
In the fourth embodiment, since the polyamide film excellent in adhesion to the
更に、プライマー層22を、オキサゾリン基含有水溶性ポリマーと、水性アクリル系樹脂と、水性ウレタン系樹脂および/または水性ポリエステル系樹脂との混合樹脂によって形成することによって、中間フィルム基材21とガスバリアコート層24とを強固に接着し、揮発性成分や強浸透性成分の浸透を抑制できる。
Furthermore, the
したがって、第4の実施形態に係る積層構造を採用することによっても、基材フィルムを構成する層間のラミネート強度の低下を抑制できると共に、基材フィルムとシーラント層4との間のラミネート強度の低下も抑制することができる。よって、第4の実施形態に係る包装材料は、揮発性成分や強浸透性成分を含む内容物の包装材料として好適である。なお、これらの技術的効果については、実施例4〜6のデータに基づいて後述する。
Therefore, by adopting the laminated structure according to the fourth embodiment, it is possible to suppress the decrease in the laminate strength between the layers constituting the base film, and the decrease in the laminate strength between the base film and the
以下、本発明に係る包装材料を具体的に実施した実施例を説明する。 Examples in which the packaging material according to the present invention is specifically implemented will be described below.
(実施例1)
図5は、本発明の実施例1に係る包装材料の断面図である。
Example 1
FIG. 5 is a cross-sectional view of the packaging material according to the first embodiment of the present invention.
外側フィルム1として、ドライラミネート用接着剤を使用して積層した多層構造のフィルムを採用した。この外側フィルム1は、外側から順に、「延伸ポリアミドフィルム11(厚み15μm)/印刷インキ層12/ドライラミネート用接着剤層1ad(厚み4μm)/アルミニウム箔13(厚み9μm)」を積層したフィルムである。
As the
また、中間フィルム基材21として延伸ポリエチレンテレフタレートフィルム21(厚み12μm)を使用した。この中間フィルム基材21の上に、順次、プライマー層22(厚み20nm)、無機蒸着層23(厚み15nm)、ガスバリアコート層24(厚み300nm)を形成した。
A stretched polyethylene terephthalate film 21 (
プライマー層22は、次のように形成したものである。シランカップリング剤として、希釈溶媒(酢酸エチル)に溶解したγ‐イソシアネートプロピルトリメトキシシランを使用した。このシランカップリング剤1重量部に対して、アクリルポリオール5重量部を混合して撹搾した。次に、イソシアネート化合物としてXDIとIPDIの混合物を採用して、これを添加混合した。その配合量は、アクリルポリオールの水酸基に対し、イソシアネート化合物のイソシアネート基が等量となる量である。さらに溶剤を加えて固形分濃度2%に調整したものを塗工液として、グラビアコート法により、中間フィルム基材21に塗布し、加熱乾燥させると共に、各成分を反応硬化させてプライマー層22を形成した。
The
無機蒸着層23は、プライマー層22の上に、酸化ケイ素を真空蒸着して形成した。
The inorganic
ガスバリアコート層24は、次のように形成したものである。シリコンアルコキシドとしてテトラエトキシシランを使用し、このシリコンアルコキシド10.4重量部に対して、0.1Nの塩酸89.6重量部を加え、30分間攪拌して、シリコンアルコキシドの加水分解溶液を製造した。SiO2に換算したその固形分濃度は3重量%であった。
The gas
また、水溶性高分子としてポリビニルアルコール(PVA)を採用し、これを溶媒中に溶解したPVA溶液を準備した。溶媒は、水とイソプロピルアルコールを、重量比で90:10の割合で混合したものである。また、PVA溶液の濃度は3.0重量%である。 Moreover, polyvinyl alcohol (PVA) was employ | adopted as a water-soluble polymer, and the PVA solution which melt | dissolved this in the solvent was prepared. The solvent is a mixture of water and isopropyl alcohol in a weight ratio of 90:10. The concentration of the PVA solution is 3.0% by weight.
そして、上記のシリコンアルコキシドの加水分解溶液とPVA溶液とを、重量比で60:40の割合で混合したものを塗工液として、無機蒸着層23の上に塗布し、加熱乾燥させると共に、各成分を反応硬化させてガスバリアコート層24を形成した。
Then, a solution obtained by mixing the hydrolyzed solution of silicon alkoxide and the PVA solution at a weight ratio of 60:40 is applied onto the inorganic
次に、シーラント層4としては、直鎖状低密度ポリエチレンのシート(厚み40μm)を準備した。そして、中間フィルム2のガスバリアコート層24上に接着剤を塗布して接着層3(厚み200nm)を形成した後、この接着層3上に溶融した別の樹脂層5(厚み15μm)を押し出してコーティングし、この樹脂層5が溶融状態にある間に、シーラント層4を重ねて積層した。接着層3には、ヘキサメチレンジイソシアネートのビューレット体(3官能のイソシアネート化合物)を主成分とする接着剤を用いた。
Next, as the
最後に、外側フィルム1のアルミニウム箔13と、中間フィルム基材21とを、ドライラミネート用接着剤ad(厚み4μm)によって接着して、実施例1に係る包装材料を製造した。
Finally, the
こうして得られた包装材料は、図5の断面図に示すように、外側から、「延伸ポリアミドフィルム11/印刷インキ層12/ドライラミネート用接着剤層1ad/アルミニウム箔13/ドライラミネート用接着剤ad/中間フィルム基材21/プライマー層22/無機蒸着層23/ガスバリアコート層24/接着層3/樹脂層5/シーラント層4」という層構成を有するものである。
As shown in the cross-sectional view of FIG. 5, the packaging material obtained in this way was “stretched
(実施例2)
図6は、本発明の実施例2に係る包装材料の断面図である。
(Example 2)
FIG. 6 is a cross-sectional view of a packaging material according to Example 2 of the present invention.
外側フィルム1として、ドライラミネート用接着剤を使用することなく、その代わりに樹脂層を利用して積層した多層構造のフィルムを採用した。この外側フィルム1は、外側から順に「印刷インキ層12/ポリエチレン樹脂層14(厚み20μm)/紙基材15/ポリエチレン樹脂層16(厚み15μm)/アルミニウム箔13(厚み9μm)」を積層したフィルムである。
As the
なお、この外側フィルム1は、ポリエチレン樹脂を溶融した状態で押し出し機から押し出して紙基材15の片面に積層してポリエチレン樹脂層14を形成すると共に、紙基材15の反対側にもポリエチレン樹脂を溶融状態で押し出してポリエチレン樹脂層16を形成し、このポリエチレン樹脂層16が溶融状態にある間にアルミニウム箔13を積層して接着したものである。
The
この外側フィルム1を使用した点を除き、実施例1と同様に包装材料を製造した。こうして得られた包装材料は、図6の断面図に示すように、外側から、「印刷インキ層12/ポリエチレン樹脂層14/紙基材15/ポリエチレン樹脂層16/アルミニウム箔13/ドライラミネート用接着剤ad/中間フィルム基材21/プライマー層22/無機蒸着層23/ガスバリアコート層24/接着層3/樹脂層5/シーラント層4」という層構成を有するものである。
A packaging material was produced in the same manner as in Example 1 except that this
(実施例3)
図7は、本発明の実施例3に係る包装材料の断面図である。
(Example 3)
FIG. 7 is a cross-sectional view of a packaging material according to Example 3 of the present invention.
実施例1(図5)では、ガスバリア層としてアルミニウム箔13を有する外側フィルム1を使用したが、実施例3では、このアルミニウム箔13に代えて、Al2O3の薄膜を有するフィルムを含む外側フィルム1を採用した。Al2O3の薄膜を含むフィルムは、延伸ポリアミドフィルムの片面にAl2O3蒸着層を設けたフィルムである。
In Example 1 (FIG. 5), the
この実施例で採用した外側フィルム1は、外側から順に「延伸ポリエチレンテレフタレートフィルム17(厚み12μm)/印刷インキ層12/ドライラミネート用接着剤層1ad/ Al2O3蒸着フィルム18(厚み15μm)」を積層したフィルムである。
The
この外側フィルム1を使用した点を除き、実施例1と同様に包装材料を製造した。こうして得られた包装材料は、図7の断面図に示すように、外側から、「延伸ポリエチレンテレフタレートフィルム17(厚み12μm)/印刷インキ層12/ドライラミネート用接着剤層1ad/ Al2O3蒸着フィルム18(厚み12μm)/ドライラミネート用接着剤ad/中間フィルム基材21/プライマー層22/無機蒸着層23/ガスバリアコート層24/接着層3/樹脂層5/シーラント層4」という層構成を有するものである。
A packaging material was produced in the same manner as in Example 1 except that this
(比較例1)
図8は、比較例1に係る包装材料の断面図である。
(Comparative Example 1)
FIG. 8 is a cross-sectional view of a packaging material according to Comparative Example 1.
次に、本発明と対比する目的で、比較例について説明する。まず、比較例1は、接着層3として特許文献2に記載の接着剤を採用したが、中間フィルムとして「中間フィルム基材上に、プライマー層、無機蒸着層、ガスバリアコート層をこの順に積層したフィルム」を採用することなく、延伸ポリアミドフィルムを採用した例である。
Next, a comparative example will be described for the purpose of comparison with the present invention. First, in Comparative Example 1, the adhesive described in
この例では、外側フィルム1として、延伸したポリエチレンテレフタレートフィルムに酸化ケイ素薄膜を形成したSiO2蒸着フィルム19(厚み12μm)を採用した。また、中間フィルムとして、延伸ポリアミドフィルム2’(厚み15μm)を採用した。
In this example, an SiO 2 vapor deposition film 19 (
そして、実施例1と同様に包装材料を製造した。すなわち、まず、中間フィルム2上に接着剤を塗布して接着層3(厚み200nm)を形成した後、この接着層3上に溶融した別の樹脂層5(厚み15μm)を押し出してコーティングし、この樹脂層5が溶融状態にある間に、シーラント層4を重ねて積層した。接着層3には、ヘキサメチレンジイソシアネートのビューレット体(3官能のイソシアネート化合物)を主成分とする接着剤を用いた。また、シーラント層4には直鎖状低密度ポリエチレンのシート(厚み40μm)を用いた。そして、外側フィルムであるSiO2蒸着フィルム19と、中間フィルムである延伸ポリアミドフィルム2’とを、ドライラミネート用接着剤ad(厚み4μm)によって接着して、この比較例1に係る包装材料を製造した。
And the packaging material was manufactured similarly to Example 1. That is, first, an adhesive is applied onto the
こうして得られた包装材料は、図8の断面図に示すように、外側から、「SiO2蒸着フィルム19/ドライラミネート用接着剤ad/延伸ポリアミドフィルム2'/接着層3/樹脂層5/シーラント層4」という層構成を有するものである。
As shown in the cross-sectional view of FIG. 8, the packaging material obtained in this manner was “SiO 2
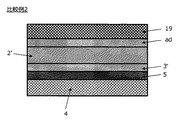
(比較例2)
図9は、比較例2に係る包装材料の断面図である。
(Comparative Example 2)
FIG. 9 is a cross-sectional view of a packaging material according to Comparative Example 2.
この例は、比較例1において、接着層3として、ヘキサメチレンジイソシアネートのビューレット体(3官能のイソシアネート化合物)を主成分とする接着剤を使用した代わりに、一般的なドライラミネート用2液硬化型接着剤を採用した例である。
In this example, instead of using an adhesive mainly composed of hexamethylene diisocyanate burette (trifunctional isocyanate compound) as the
まず、中間フィルム2上に接着剤を塗布して接着層3‘(厚み200nm)を形成した後、この接着層3’上に溶融した別の樹脂層5(厚み15μm)を押し出してコーティングし、この樹脂層5が溶融状態にある間に、シーラント層4を重ねて積層した。接着層3'にはドライラミネート用2液硬化型接着剤を用いた。また、シーラント層4には直鎖状低密度ポリエチレンのシート(厚み40μm)を用いた。そして、外側フィルムであるSiO2蒸着フィルム19と、中間フィルムである延伸ポリアミドフィルム2’とを、ドライラミネート用接着剤ad(厚み4μm)によって接着して、この比較例2に係る包装材料を製造した。
First, an adhesive is applied onto the
こうして得られた包装材料は、図9の断面図に示すように、外側から、「SiO2蒸着フィルム19/ドライラミネート用2液硬化型接着剤層ad/延伸ポリアミドフィルム2'/接着層3'/樹脂層5/シーラント層4」という層構成を有するものである。
As shown in the cross-sectional view of FIG. 9, the packaging material obtained in this way is “SiO 2
(比較例3)
図10は、比較例3に係る包装材料の断面図である。
(Comparative Example 3)
FIG. 10 is a cross-sectional view of a packaging material according to Comparative Example 3.
比較例3は、実施例1の中間フィルムの表裏を逆に配置した例である。すなわち、この例で得られた包装材料は、図10の断面図に示すように、外側から、「延伸ポリアミドフィルム11/印刷インキ層12/ドライラミネート用接着剤層1ad/アルミニウム箔13/ドライラミネート用接着剤ad/ガスバリアコート層24/無機蒸着層23/プライマー層22/中間フィルム基材21/接着層3/樹脂層5/シーラント層4」という層構成を有するものである。
Comparative Example 3 is an example in which the front and back of the intermediate film of Example 1 are arranged in reverse. That is, as shown in the sectional view of FIG. 10, the packaging material obtained in this example was “stretched
(評価)
実施例1〜3に係る包装材料及び比較例1〜3に係る包装材料について、その経時的変化を評価した。評価方法は、次の通りである。まず、それぞれの実施例及び比較例で得た包装材料で包装袋を製造し、強浸透性成分を含む内容物をこの包装袋に収容して密封した後、50℃にて1ケ月間保存した。内容物はカーリング剤で、強浸透性成分としてシステアミンを5重量%含有するものである。そして、保存前後の接着強度及び酸素透過度を測定した。接着強度については、その接着強度が最も小さい部位、すなわち、剥離した位置も観察した。併せて、外観も目視観察した。
(Evaluation)
About the packaging material which concerns on Examples 1-3 and the packaging material which concerns on Comparative Examples 1-3, the temporal change was evaluated. The evaluation method is as follows. First, a packaging bag was produced from the packaging materials obtained in each of the examples and comparative examples, and the contents containing a strong osmotic component were stored in the packaging bag and sealed, and then stored at 50 ° C. for 1 month. . The contents are curling agents and contain 5% by weight of cysteamine as a strong penetrating component. The adhesive strength and oxygen permeability before and after storage were measured. As for the adhesive strength, the part having the lowest adhesive strength, that is, the peeled position was also observed. In addition, the appearance was also visually observed.
保存前の酸素透過度に比較して、保存後の酸素透過度が増加していれば、その包装材料のガスバリア性が経時的に劣化していることが分かる。また、その包装材料の保存前の接着強度に比較して、保存後の接着強度が低下していれば、ガスバリア性の経時的劣化の原因が、各層のラミネート強度の経時的劣化にあると推定できる。また、剥離位置を特定することで、ラミネート強度の経時的劣化の原因も推定できる。 If the oxygen permeability after storage is increased compared with the oxygen permeability before storage, it can be seen that the gas barrier property of the packaging material is deteriorated with time. In addition, if the adhesive strength after storage is reduced compared to the adhesive strength before storage of the packaging material, it is estimated that the deterioration of the laminate strength of each layer over time is the cause of the gas barrier property deterioration over time. it can. Further, by specifying the peeling position, it is possible to estimate the cause of the deterioration of the laminate strength with time.
他方、保存前の酸素透過度と保存後の酸素透過度がほぼ同等であり、保存前の接着強度と保存後の接着強度もほぼ同等であれば、その包装材料は、強浸透性成分を含むカーリング剤の収容保存にも拘わらず、ラミネート強度が経時的に劣化しない耐久性を有しており、このラミネート強度の耐久性に基づいて、ガスバリア性の耐久性にも優れていることが理解できる。 On the other hand, if the oxygen permeability before storage and the oxygen permeability after storage are substantially the same, and the adhesive strength before storage and the adhesive strength after storage are also approximately the same, the packaging material contains a strong penetrating component. Despite the storage and storage of curling agent, the laminate strength has durability that does not deteriorate with time, and it can be understood that the durability of the gas barrier property is excellent based on the durability of the laminate strength. .
なお、保存前の酸素透過度に比較して、保存後の酸素透過度が増加しているにも拘わらず、保存前の接着強度と保存後の接着強度もほぼ同等である場合には、ガスバリア性の経時的劣化は、別の原因によるものと推定できる。しかしながら、後述するように、このような現象は観察できなかった。したがって、この実験の範囲内においては、ガスバリア性の経時的劣化の原因はラミネート強度の経時的劣化であり、その他の原因はないものと合理的に推定できる。 In addition, in the case where the adhesive strength before storage and the adhesive strength after storage are almost equal even though the oxygen permeability after storage is increased compared to the oxygen permeability before storage, the gas barrier It can be estimated that the deterioration of sex over time is due to another cause. However, as described later, such a phenomenon could not be observed. Therefore, within the scope of this experiment, it can be reasonably estimated that the cause of the deterioration of the gas barrier property with time is the deterioration of the laminate strength with time, and there is no other cause.
なお、酸素透過度は、モダンコントロール社製OXTRAN−10/50Aを使用して、30℃、70%RHの雰囲気下で測定した。 The oxygen permeability was measured in an atmosphere of 30 ° C. and 70% RH using OXTRAN-10 / 50A manufactured by Modern Control.
また、接着強度は、各包装袋から巾15mmの試料を切り出し、このテンシロン型引張試験機で、180度剥離することによって測定した。引張速度は300mm/minとした。 Moreover, the adhesive strength was measured by cutting out a sample having a width of 15 mm from each packaging bag and peeling it 180 degrees with this Tensilon type tensile tester. The tensile speed was 300 mm / min.
この結果を表1に示す。なお、外観は、肉眼観察によって異常が認められたものを「×」と評価し、問題ないものを「○」と評価した。 The results are shown in Table 1. Appearance was evaluated as “x” when abnormality was observed by visual observation, and as “◯” when there was no problem.
(考察)
中間フィルムとして「中間フィルム基材上に、プライマー層、無機蒸着層、ガスバリアコート層をこの順に積層したフィルム」を採用せず、また、接着層として「2官能以上のイソシアネート化合物」の代わりに一般的なドライラミネート用2液硬化型接着剤を採用した比較例2においては、酸素透過度が保存前の1.5ml/m2/MPaから保存後の10.0ml/m2/MPaに大きく増加している。したがって、比較例2の包装材料は、強浸透性成分を収容保存した場合、そのガスバリア性の耐久性に劣っていることが分かる。また、延伸ポリアミドフィルム2'とシーラント層4との間の接着強度が最も小さく、しかも、その接着強度も保存前の7.2N/15mm巾から1.0N/15mm巾に低下しているから、その原因が延伸ポリアミドフィルム2'とシーラント層4との間のラミネート強度の経時的劣化にあると推定できる。
(Discussion)
As an intermediate film, “a film in which a primer layer, an inorganic vapor deposition layer and a gas barrier coat layer are laminated in this order on an intermediate film substrate” is not adopted, and an adhesive layer is generally used instead of “bifunctional or higher isocyanate compound”. In Comparative Example 2 employing a typical two-pack curable adhesive for dry laminating, the oxygen permeability increased greatly from 1.5 ml / m 2 / MPa before storage to 10.0 ml / m 2 / MPa after storage doing. Therefore, it turns out that the packaging material of the comparative example 2 is inferior in the durability of the gas-barrier property, when a strong permeability component is accommodated and preserved. Moreover, since the adhesive strength between the stretched
また、延伸ポリアミドフィルム2'とシーラント層4とを接着する接着層として「2官能以上のイソシアネート化合物」を採用した比較例1においては、保存前の接着強度(7.2N/15mm巾)は高いものの、強浸透性成分を収容保存した場合、外側フィルム(SiO2蒸着フィルム19)と中間フィルム(延伸ポリアミドフィルム2')との間の接着強度が経時的に急激に低下する(0.8N/15mm巾)。また、これに伴い、ガスバリア性も経時的に劣化している。
In Comparative Example 1 in which “bifunctional or higher functional isocyanate compound” is used as an adhesive layer for bonding the stretched
以上の結果より、中間フィルム(延伸ポリアミドフィルム2')とシーラント層4との接着強度は、この両者を接着する接着層として「2官能以上のイソシアネート化合物」を採用することで改善することができ、強浸透性成分を収容保存しても、その経時的劣化を防止できた。他方、外側フィルム(SiO2蒸着フィルム19)と中間フィルム(延伸ポリアミドフィルム2')との間の接着強度の経時的劣化は、接着層として「2官能以上のイソシアネート化合物」を採用しても改善することができず、むしろ劣化が大きくなった。
From the above results, the adhesive strength between the intermediate film (stretched
これに対して、接着層として「2官能以上のイソシアネート化合物」を採用し、中間フィルムとして「中間フィルム基材上に、プライマー層、無機蒸着層、ガスバリアコート層をこの順に積層したフィルム」を採用した実施例1〜3においては、保存前の酸素透過度と保存後の酸素透過度がほぼ同等であり、保存前の接着強度と保存後の接着強度もほぼ同等であって、強浸透性成分を収容保存した場合にも、ラミネート強度の耐久性及びガスバリア性の耐久性に優れていることが確認できた。 On the other hand, “Bifunctional or higher isocyanate compound” is used as the adhesive layer, and “Film with the primer layer, inorganic vapor deposition layer, and gas barrier coat layer laminated in this order on the intermediate film substrate” is used as the intermediate film. In Examples 1 to 3, the oxygen permeability before storage and the oxygen permeability after storage are substantially the same, the adhesive strength before storage and the adhesive strength after storage are also approximately the same, and the strong permeability component It was confirmed that the laminate strength and the gas barrier property were excellent even when stored and stored.
すなわち、実施例1〜3では、接着層として「2官能以上のイソシアネート化合物」を採用することで、中間フィルム2とシーラント層4との接着強度を高くすることができ、その経時的劣化も抑制できた。また、中間フィルム2として、「中間フィルム基材21/プライマー層22/無機蒸着層23/ガスバリアコート層24」の積層構造を採用することで、外側フィルム1と中間フィルム2との間の接着強度の経時的劣化も抑制できた。このため、実施例1〜3に係る包装材料は、各層間の接着強度が高く、強浸透性成分を収容して保存しても、その経時的劣化を抑制できた。そして、このように各層間の接着強度が経時的に劣化しないことによって、そのガスバリア性の経時的劣化も生じ難かった。
That is, in Examples 1 to 3, the adhesive strength between the
なお、実施例1〜3の包装材料の保存前の酸素透過度は、比較例1〜2の包装材料の保存前の酸素透過度より1桁以上小さく、したがって、初期のガスバリア性の点でも優れていた。 The oxygen permeability before storage of the packaging materials of Examples 1 to 3 is smaller by one digit or more than the oxygen permeability before storage of the packaging materials of Comparative Examples 1 and 2, and therefore excellent in terms of initial gas barrier properties. It was.
次に、中間フィルムとして「中間フィルム基材上に、プライマー層、無機蒸着層、ガスバリアコート層をこの順に積層したフィルム」を採用し、接着層として「2官能以上のイソシアネート化合物」を採用しているにも拘わらず、中間フィルムの表裏を実施例1〜3とは逆にした比較例3においては、中間フィルム2とシーラント層4との間の接着強度が経時的に劣化している。この結果から、ラミネート強度の耐久性と中間フィルムの表裏の配置が密接な関係を有することが理解できる。なお、比較例3においては、ガスバリア性の経時的低下が見られないが、これは、アルミニウム箔によってガスバリア性が維持されているものと推測できる。
Next, as the intermediate film, “a film in which a primer layer, an inorganic vapor deposition layer, and a gas barrier coat layer are laminated in this order on an intermediate film substrate” is adopted, and “bifunctional or higher functional isocyanate compound” is adopted as an adhesive layer. Nevertheless, in Comparative Example 3 in which the front and back of the intermediate film are reversed from those of Examples 1 to 3, the adhesive strength between the
(実施例4)
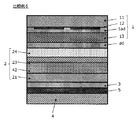
図11は、本発明の実施例4〜6に係る包装材料の断面図である。
Example 4
FIG. 11 is a cross-sectional view of a packaging material according to Examples 4 to 6 of the present invention.
外側フィルム1として、ドライラミネート用接着剤を使用して積層した多層構造のフィルムを採用した。この外側フィルム1は、外側から順に、「ポリエチレンテレフタレートフィルム14(厚み12μm)/印刷インキ層12/ドライラミネート用接着剤層1ad(厚み3μm)/アルミニウム箔13(厚み9μm)」を積層したフィルムである。
As the
また、中間フィルム基材21としてナイロンフィルム(厚み15μm)を使用した。この中間フィルム基材21の上に、順次、プライマー層22(厚み20nm)、無機蒸着層23(厚み15nm)、ガスバリアコート層24(厚み300nm)を形成した。
Further, a nylon film (
プライマー層22は、オキサゾリン基を有する水溶性ポリマー20重量部と、水性アクリル系樹脂30重量部と、水性ウレタン系樹脂50重量部とを混合した樹脂混合物を用意し、この樹脂混合物をグラビアコート法によりナイロンフィルム25上に塗布し、硬化させることによって形成した。
For the
無機蒸着層23は、プライマー層22の上に、酸化ケイ素を真空蒸着して形成した。
The inorganic
ガスバリアコート層24は、テトラエトキシシラン10.4重量部に対して、0.1Nの塩酸89.6重量部を加え、30分間攪拌して、シリコンアルコキシドの加水分解溶液を得た。SiO2に換算したその固形分濃度は3重量%であった。また、水溶性高分子としてポリビニルアルコール(PVA)を用い、これを溶媒中に溶解したPVA溶液を準備した。溶媒は、水とイソプロピルアルコールを、重量比で90:10の割合で混合したものを用いた。また、PVA溶液の濃度は3.0重量%とした。
The gas
そして、上記のシリコンアルコキシドの加水分解溶液とPVA溶液とを、重量比で60:40の割合で混合したものを塗工液として、無機蒸着層23の上に塗布し、加熱乾燥させると共に、各成分を反応硬化させてガスバリアコート層24を形成した。
Then, a solution obtained by mixing the hydrolyzed solution of silicon alkoxide and the PVA solution at a weight ratio of 60:40 is applied onto the inorganic
次に、シーラント層4としては、直鎖状低密度ポリエチレンのシート(厚み40μm)を準備した。そして、中間フィルム基材21上に接着剤を塗布して接着層3(厚み200nm)を形成した後、この接着層3上に溶融したポリエチレンを押し出して樹脂層5(厚み15μm)を形成し、この樹脂層5が溶融状態にある間に、シーラント層4を重ねて積層した。接着層3には、ヘキサメチレンジイソシアネートのビューレット体(3官能のイソシアネート化合物)を主成分とする接着剤を用いた。
Next, as the
最後に、外側フィルム1のアルミニウム箔13と、ガスバリアコート層24とを、ドライラミネート用接着剤ad(厚み3μm)によって接着して、実施例4に係る包装材料を製造した。
Finally, the
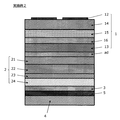
こうして得られた包装材料は、図11の断面図に示すように、外側から、「ポリエチレンテレフタレートフィルム14/印刷インキ層12/ドライラミネート用接着剤層1ad/アルミニウム箔13/ドライラミネート用接着剤ad/ガスバリアコート層24/無機蒸着層23/プライマー層22/ナイロンフィルム21/接着層3/樹脂層5/シーラント層4」という層構成を有するものである。
As shown in the cross-sectional view of FIG. 11, the packaging material thus obtained was “from the outside,“
(実施例5)
実施例5に係る包装材料は、プライマー層22の形成材料として、オキサゾリン基を有する水溶性ポリマー20重量部と、水性アクリル系樹脂30重量部と、水性ポリエステル系樹脂50重量部とを混合した樹脂混合物を用いたことを除き、実施例4に係る包装材料と同じ材料および方法により製造した。
(Example 5)
The packaging material according to Example 5 is a resin obtained by mixing 20 parts by weight of a water-soluble polymer having an oxazoline group, 30 parts by weight of an aqueous acrylic resin, and 50 parts by weight of an aqueous polyester resin as a material for forming the
(実施例6)
実施例5に係る包装材料は、プライマー層22の形成材料として、オキサゾリン基を有する水溶性ポリマー20重量部と、水性アクリル系樹脂30重量部と、水性ウレタン系樹脂および水性ポリエステル系樹脂の混合物50重量部とを混合した樹脂混合物を用いたことを除き、実施例4に係る包装材料と同じ材料および方法により製造した。
(Example 6)
In the packaging material according to Example 5, as a material for forming the
(比較例4)
図12は、比較例4および5に係る包装材料の断面図である。
(Comparative Example 4)
FIG. 12 is a cross-sectional view of the packaging material according to Comparative Examples 4 and 5.
外側フィルム1として、外側から順に、「ポリエチレンテレフタレートフィルム31(厚み12μm)/プライマー層32(厚み20nm)/無機蒸着層33(厚み15nm)/ガスバリアコート層34(厚み300nm)/印刷インキ層12」を積層したフィルムを用いた。プライマー層32、無機蒸着層33およびガスバリアコート層34は、実施例4のプライマー層22、無機蒸着層23およびガスバリアコート層24と同じ材料および方法により形成した。
As the
また、中間フィルム2‘として延伸ナイロンフィルム25(厚み15μm)を使用した。
Further, a stretched nylon film 25 (thickness: 15 μm) was used as the
次に、シーラント層4としては、直鎖状低密度ポリエチレンのシート(厚み40μm)を準備した。そして、中間フィルム2‘上に接着剤を塗布して接着層3(厚み200nm)を形成した後、この接着層3上に溶融したポリエチレンを押し出して樹脂層5(厚み15μm)を形成し、この樹脂層5が溶融状態にある間に、シーラント層4を重ねて積層した。接着層3には、ヘキサメチレンジイソシアネートのビューレット体(3官能のイソシアネート化合物)を主成分とする接着剤を用いた。
Next, as the
最後に、外側フィルム1のガスバリアコート層34および印刷インキ層12と、中間フィルム基材21とを、ドライラミネート用接着剤ad(厚み4μm)によって接着して、比較例4に係る包装材料を製造した。
Finally, the gas
こうして得られた包装材料は、図12の断面図に示すように、外側から、「ポリエチレンテレフタレートフィルム31/プライマー層32/無機蒸着層33/ガスバリアコート層34/印刷インキ層12/ドライラミネート用接着剤層ad/延伸ナイロンフィルム2’/接着層3/樹脂層5/シーラント層4」という層構成を有するものである。
As shown in the cross-sectional view of FIG. 12, the packaging material obtained in this manner was “from the outside,“
(比較例5)
比較例5に係る包装材料は、2液硬化型ポリウレタン系接着剤を用いて接着層3’を形成したことを除き、比較例4に係る包装材料と同じ材料および方法により製造した。
(Comparative Example 5)
The packaging material according to Comparative Example 5 was manufactured by the same material and method as the packaging material according to Comparative Example 4 except that the
(比較例6)
図13は、比較例6に係る包装材料の断面図である。
(Comparative Example 6)
FIG. 13 is a cross-sectional view of a packaging material according to Comparative Example 6.
比較例6に係る包装材料は、プライマー層42の形成材料と、中間フィルム2の中間フィルム基材21の材料が異なることを除き、実施例4に係る包装材料と同じ材料および方法により製造した。
The packaging material according to Comparative Example 6 was manufactured by the same material and method as the packaging material according to Example 4 except that the forming material of the
プライマー層42は、以下の方法により形成した。プライマー層22は、次のように形成したものである。シランカップリング剤として、希釈溶媒(酢酸エチル)に溶解したγ‐イソシアネートプロピルトリメトキシシランを使用した。このシランカップリング剤1重量部に対して、アクリルポリオール5重量部を混合して撹搾した。次に、イソシアネート化合物としてXDIとIPDIの混合物を採用して、これを添加混合した。その配合量は、アクリルポリオールの水酸基に対し、イソシアネート化合物のイソシアネート基が等量となる量である。さらに溶剤を加えて固形分濃度2%に調整したものを塗工液として、グラビアコート法により、中間フィルム基材21に塗布し、加熱乾燥させると共に、各成分を反応硬化させてプライマー層42を形成した。
The
中間フィルム基材21には、ポリエチレンテレフタレートフィルム(厚み12μm)を使用した。
A polyethylene terephthalate film (
(評価)
実施例4〜6に係る包装材料及び比較例4〜6に係る包装材料を用いて、実施例1〜3と同じ方法により内容物の保存試験を行い、保存前後の酸素透過度および接着強度、ならびに、包装材料の外観を評価した。この結果を表2に示す。
(Evaluation)
Using the packaging materials according to Examples 4 to 6 and the packaging materials according to Comparative Examples 4 to 6, the contents were subjected to a storage test by the same method as in Examples 1 to 3, and the oxygen permeability and adhesive strength before and after the storage. In addition, the appearance of the packaging material was evaluated. The results are shown in Table 2.
(考察)
比較例4に係る包装材料では、中間フィルム基材21である延伸ナイロンフィルムとの接着性に優れるヘキサメチレンジイソシアネートのビューレット体を用いて接着層3を形成したので、中間フィルム2とシーラント層4との剥離は観察されなかった。しかしながら、内容物に含まれる強浸透性成分が中間フィルム基材21を透過して、外側フィルム1と中間フィルム2の間のドライラミネート用接着剤層を浸食し、外側フィルム1と中間フィルム2との間の接着強度が、内容物の保存前後で、7.2N/15mm巾から0.8N/15mm巾へと大きく低下した。また、これに伴いガスバリア性も劣化した。
(Discussion)
In the packaging material according to Comparative Example 4, since the
比較例5に係る包装材料では、2液硬化型ポリウレタン系接着剤を用いて接着層3を形成したため、中間フィルム2とシーラント層4との間の接着強度が、内容物の保存前後で、7.2N/15mm巾から1.0N/15mm巾へと大きく低下した。また、酸素透過度も保存前の1.5ml/m2/MPaから保存後の10.0ml/m2/MPaに大きく増加しており、ガスバリア性が劣化した。
In the packaging material according to Comparative Example 5, since the
比較例6に係る包装材料では、接着層3をヘキサメチレンジイソシアネートのビューレット体を用いて形成したが、この接着層3を介してシーラント層4に接着される中間フィルム基材21にポリエチレンテレフタレートフィルムを用いたので、接着層3と中間フィルム基材21との接着強度が維持されず、接着強度は、内容物の保存前後で、4.5N/15mm巾から0.2N/15mm巾へと大きく低下した。なお、比較例6に係る包装材料では、内容物の保存前後で酸素透過度にほとんど変化が見られなかった。これは、比較例6に係る包装材料の外側フィルム1に、アルミニウム箔よりなるガスバリア層が設けられているため、アルミニウム箔により酸素透過度が維持されているためと考えられる。ただし、ガスバリア層とガスバリアコート層とをドライラミネート用接着剤層を介して接着しているため、このドライラミネート用接着剤が内容物に含まれる強浸透性成分により浸食され、外観上、所々に気泡が認められた。
In the packaging material according to Comparative Example 6, the
これに対して、実施例4〜6に係る包装材料では、接着層3として「2官能以上のイソシアネート化合物」を用い、外側から順に、「ガスバリアコート層24/無機蒸着層23/プライマー層22/ポリアミドフィルムよりなる中間基材層21/接着層3/シーラント層4」の層構成とし、更に、プライマー層22を「オキサゾリン基含有水溶性ポリマーと、水性アクリル系樹脂と、水性ウレタン系樹脂および/または水性ポリエステル系樹脂とを含有する樹脂混合物」を用いて形成したことにより、内容物の保存前後で、中間フィルム2とシーラント層4との接着強度の低下が抑制された。また、包装材料の外観からも、層間剥離等の以上は認められなかった。また、酸素透過度は、内容物の保存前後でほとんど変化せず、ガスバリア性が維持された。このガスバリア性の維持は、外側フィルム1に含まれるアルミニウム箔の機能に加え、実際には、接着層3およびプライマー層22によって、中間フィルム2の各層とシーラント層4のラミネート強度の低下が抑制されることによっても担保されているものと考えられる。
On the other hand, in the packaging materials according to Examples 4 to 6, “bifunctional or higher functional isocyanate compound” is used as the
以上の結果より、中間フィルム基材21(ポリアミドフィルム)とシーラント層4との接着強度は、この両者を接着する接着層3を2官能以上のイソシアネート化合物で形成し、中間フィルム2を構成する各層の積層順序を図4に示す通りとし、更に、プライマー層22を上述した材料で形成することによって、強浸透性成分の収容保存用途に包装材料を用いても、その経時的劣化を抑制できることが確認できた。
From the above results, the adhesive strength between the intermediate film substrate 21 (polyamide film) and the
本発明は、薬品やカーリング剤といった、揮発性成分や強浸透性成分を含む内容物を包装するための包装材料として利用できる。 INDUSTRIAL APPLICABILITY The present invention can be used as a packaging material for packaging contents containing volatile components and strong penetrating components such as chemicals and curling agents.
1・・外側フィルム
11・・延伸ポリアミドフィルム
12・・印刷インキ層
13・・アルミニウム箔
14・・ポリエチレン樹脂層
15・・紙基材
16・・ポリエチレン樹脂層
17・・延伸ポリエチレンテレフタレートフィルム
18・・Al2O3蒸着フィルム
19・・SiO2蒸着フィルム
1ad・・ドライラミネート用接着剤層
2・・中間フィルム
21・・中間フィルム基材
22・・プライマー層
23・・無機蒸着層
24・・ガスバリアコート層
3・・接着層
3'・・接着層
4・・シーラント層
ad・・接着剤層
1 ..
Claims (6)
前記基材フィルムが、ポリアミドよりなる中間フィルム基材上に、プライマー層、無機蒸着層、ガスバリアコート層をこの順に積層した中間フィルムを含み、
前記中間フィルム基材が前記接着層を介して前記シーラント層に接着されており、
前記プライマー層が、オキサゾリン基含有水溶性ポリマーと、水性アクリル系樹脂と、水性ウレタン系樹脂および/または水性ポリエステル系樹脂とを含有する樹脂混合物により形成されることを特徴とする、包装材料。 In a packaging material composed of a base film, an adhesive layer and a sealant layer laminated in this order, the adhesive layer is composed of a bifunctional or higher functional isocyanate compound,
The base film includes an intermediate film in which a primer layer, an inorganic vapor deposition layer, and a gas barrier coat layer are laminated in this order on an intermediate film base made of polyamide,
The intermediate film substrate is bonded to the sealant layer via the adhesive layer;
The packaging material, wherein the primer layer is formed of a resin mixture containing an oxazoline group-containing water-soluble polymer, an aqueous acrylic resin, an aqueous urethane resin and / or an aqueous polyester resin.
(d)金属アルコキシド、シリコンアルコキシド、又はこれらの加水分解物
(e)塩化スズ The gas barrier coat layer, and a water-soluble polymer, the coating solution was applied containing the following (d) or (e), characterized in that it is a layer formed by drying and curing, according to claim 1 Packaging materials.
(D) metal alkoxide, silicon alkoxide, or a hydrolyzate thereof (e) tin chloride
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014016792A JP6318656B2 (en) | 2013-03-26 | 2014-01-31 | Packaging materials |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013063995 | 2013-03-26 | ||
| JP2013063995 | 2013-03-26 | ||
| JP2014016792A JP6318656B2 (en) | 2013-03-26 | 2014-01-31 | Packaging materials |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014208443A JP2014208443A (en) | 2014-11-06 |
| JP6318656B2 true JP6318656B2 (en) | 2018-05-09 |
Family
ID=51903027
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014016792A Active JP6318656B2 (en) | 2013-03-26 | 2014-01-31 | Packaging materials |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6318656B2 (en) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019172277A (en) * | 2018-03-27 | 2019-10-10 | 凸版印刷株式会社 | Deposition packaging paper |
| JP7225582B2 (en) * | 2018-07-06 | 2023-02-21 | 凸版印刷株式会社 | Gas barrier laminated film and outer bag for infusion bag |
| JP7243102B2 (en) * | 2018-09-26 | 2023-03-22 | 凸版印刷株式会社 | LAMINATED FILM AND METHOD FOR MANUFACTURING THE SAME, AND PACKAGING CONTAINER AND METHOD FOR MANUFACTURING THE SAME |
| IL291777A (en) * | 2019-09-30 | 2022-06-01 | Dainippon Printing Co Ltd | Barrier laminate, heat sealing laminate including barrier laminate, and packaging container with heat sealing laminate |
| JP7427909B2 (en) * | 2019-10-18 | 2024-02-06 | Toppanホールディングス株式会社 | Laminated film, packaging bag, method for manufacturing laminated film, and method for manufacturing packaging bag |
| JP7368918B1 (en) | 2022-09-29 | 2023-10-25 | ユニチカ株式会社 | Easy-adhesive polyamide film and its manufacturing method |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001113623A (en) * | 1999-10-22 | 2001-04-24 | Toppan Printing Co Ltd | Gas barrier packaging material |
| JP4161653B2 (en) * | 2002-09-12 | 2008-10-08 | 三菱樹脂株式会社 | Method for producing gas barrier laminate |
| WO2008059925A1 (en) * | 2006-11-16 | 2008-05-22 | Mitsubishi Plastics, Inc. | Gas barrier film laminate |
-
2014
- 2014-01-31 JP JP2014016792A patent/JP6318656B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014208443A (en) | 2014-11-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6318656B2 (en) | Packaging materials | |
| KR100704269B1 (en) | Transparent gas barrier multilayer film, electroluminescent light-emitting device using same, electroluminescent display, and electrophoretic display panel | |
| JP7180072B2 (en) | Laminated film and packaging bag | |
| JP6478137B2 (en) | Laminated body and package using the same | |
| JP5104400B2 (en) | Gas barrier film, packaging material, package | |
| JP5104227B2 (en) | Gas barrier film, packaging material, and package | |
| JP2008094051A (en) | Laminates and packaging material | |
| JP2000167972A (en) | Transparent barrier film, and lamination film and package container employing the film | |
| JP2000263727A (en) | Laminated material and packaging container using the same | |
| JP4957322B2 (en) | Lid material | |
| JP4474750B2 (en) | Gas barrier transparent laminate | |
| JP2008265155A (en) | Laminated body, and its manufacturing method | |
| US20220001647A1 (en) | Packaging material and packaging body | |
| JP2009062060A (en) | Gas barrier packaging material | |
| JP5151046B2 (en) | Polyamide film laminate | |
| JP4483448B2 (en) | Lid material | |
| JP5494336B2 (en) | Method for producing gas barrier film and gas barrier packaging material | |
| JP2012121151A (en) | Laminate and packaging material | |
| JP6255807B2 (en) | Gas barrier film | |
| JP6911355B2 (en) | Laminates and pouches | |
| JP2017171799A (en) | Barrier coating composition for lamination, and barrier composite film for lamination | |
| JP4367108B2 (en) | Transparent gas barrier film laminate having retort suitability and method for producing the same | |
| JP2008006637A (en) | Strongly bonded gas barrier transparent film and package | |
| JP2007223286A (en) | High-adhesion transparent gas-barrier film and high-adhesion transparent gas-barrier laminate using it | |
| JP2020011413A (en) | Laminate and pouch |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161220 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170914 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170926 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171023 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180306 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180319 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6318656 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |