JP6285155B2 - Heat dissipation member and its use - Google Patents
Heat dissipation member and its use Download PDFInfo
- Publication number
- JP6285155B2 JP6285155B2 JP2013236983A JP2013236983A JP6285155B2 JP 6285155 B2 JP6285155 B2 JP 6285155B2 JP 2013236983 A JP2013236983 A JP 2013236983A JP 2013236983 A JP2013236983 A JP 2013236983A JP 6285155 B2 JP6285155 B2 JP 6285155B2
- Authority
- JP
- Japan
- Prior art keywords
- boron nitride
- sintered body
- resin
- nitride sintered
- impregnated
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 230000017525 heat dissipation Effects 0.000 title description 15
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 claims description 235
- 229910052582 BN Inorganic materials 0.000 claims description 234
- 229920005989 resin Polymers 0.000 claims description 59
- 239000011347 resin Substances 0.000 claims description 59
- 239000002245 particle Substances 0.000 claims description 58
- 229920005992 thermoplastic resin Polymers 0.000 claims description 27
- 238000000034 method Methods 0.000 claims description 22
- 238000005452 bending Methods 0.000 claims description 15
- 238000005087 graphitization Methods 0.000 claims description 7
- 238000002441 X-ray diffraction Methods 0.000 claims description 6
- 238000000634 powder X-ray diffraction Methods 0.000 claims description 4
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 claims 1
- 229910052796 boron Inorganic materials 0.000 claims 1
- 239000000843 powder Substances 0.000 description 31
- 239000000919 ceramic Substances 0.000 description 23
- 239000000463 material Substances 0.000 description 13
- 238000005245 sintering Methods 0.000 description 13
- 239000004519 grease Substances 0.000 description 12
- 238000005259 measurement Methods 0.000 description 12
- 238000005470 impregnation Methods 0.000 description 11
- 239000002131 composite material Substances 0.000 description 10
- 238000011156 evaluation Methods 0.000 description 10
- 239000013078 crystal Substances 0.000 description 9
- 239000000523 sample Substances 0.000 description 9
- -1 fluororesin Polymers 0.000 description 8
- PMHQVHHXPFUNSP-UHFFFAOYSA-M copper(1+);methylsulfanylmethane;bromide Chemical compound Br[Cu].CSC PMHQVHHXPFUNSP-UHFFFAOYSA-M 0.000 description 7
- 238000010438 heat treatment Methods 0.000 description 7
- 238000004519 manufacturing process Methods 0.000 description 7
- 229910052751 metal Inorganic materials 0.000 description 7
- 239000002184 metal Substances 0.000 description 7
- 239000011148 porous material Substances 0.000 description 7
- 229920001187 thermosetting polymer Polymers 0.000 description 7
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 6
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 6
- 238000001816 cooling Methods 0.000 description 6
- 230000007423 decrease Effects 0.000 description 6
- 239000011256 inorganic filler Substances 0.000 description 6
- 229910003475 inorganic filler Inorganic materials 0.000 description 6
- 230000005855 radiation Effects 0.000 description 6
- 238000012360 testing method Methods 0.000 description 6
- 229910052581 Si3N4 Inorganic materials 0.000 description 5
- 238000013001 point bending Methods 0.000 description 5
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 5
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 4
- 238000009694 cold isostatic pressing Methods 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 4
- 238000010292 electrical insulation Methods 0.000 description 4
- 239000003822 epoxy resin Substances 0.000 description 4
- 238000002156 mixing Methods 0.000 description 4
- 229920000647 polyepoxide Polymers 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 3
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 3
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 3
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 238000004380 ashing Methods 0.000 description 3
- 239000003795 chemical substances by application Substances 0.000 description 3
- 239000002270 dispersing agent Substances 0.000 description 3
- 238000009826 distribution Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000011049 filling Methods 0.000 description 3
- 238000010304 firing Methods 0.000 description 3
- 238000007689 inspection Methods 0.000 description 3
- 229910052757 nitrogen Inorganic materials 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- 239000011164 primary particle Substances 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 239000002904 solvent Substances 0.000 description 3
- 125000006850 spacer group Chemical group 0.000 description 3
- 239000001993 wax Substances 0.000 description 3
- XNWFRZJHXBZDAG-UHFFFAOYSA-N 2-METHOXYETHANOL Chemical compound COCCO XNWFRZJHXBZDAG-UHFFFAOYSA-N 0.000 description 2
- POAOYUHQDCAZBD-UHFFFAOYSA-N 2-butoxyethanol Chemical compound CCCCOCCO POAOYUHQDCAZBD-UHFFFAOYSA-N 0.000 description 2
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical group [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000004642 Polyimide Substances 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- 239000012298 atmosphere Substances 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 230000001186 cumulative effect Effects 0.000 description 2
- 238000000354 decomposition reaction Methods 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- 229910052839 forsterite Inorganic materials 0.000 description 2
- 229930195733 hydrocarbon Natural products 0.000 description 2
- 150000002430 hydrocarbons Chemical class 0.000 description 2
- HCWCAKKEBCNQJP-UHFFFAOYSA-N magnesium orthosilicate Chemical compound [Mg+2].[Mg+2].[O-][Si]([O-])([O-])[O-] HCWCAKKEBCNQJP-UHFFFAOYSA-N 0.000 description 2
- 239000011812 mixed powder Substances 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- UTOPWMOLSKOLTQ-UHFFFAOYSA-N octacosanoic acid Chemical compound CCCCCCCCCCCCCCCCCCCCCCCCCCCC(O)=O UTOPWMOLSKOLTQ-UHFFFAOYSA-N 0.000 description 2
- 229910052762 osmium Inorganic materials 0.000 description 2
- SYQBFIAQOQZEGI-UHFFFAOYSA-N osmium atom Chemical compound [Os] SYQBFIAQOQZEGI-UHFFFAOYSA-N 0.000 description 2
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- 239000000088 plastic resin Substances 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920001721 polyimide Polymers 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 239000011342 resin composition Substances 0.000 description 2
- 238000007650 screen-printing Methods 0.000 description 2
- 239000004065 semiconductor Substances 0.000 description 2
- 229910052814 silicon oxide Inorganic materials 0.000 description 2
- 229920002050 silicone resin Polymers 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 239000007858 starting material Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 239000011787 zinc oxide Substances 0.000 description 2
- JOLQKTGDSGKSKJ-UHFFFAOYSA-N 1-ethoxypropan-2-ol Chemical compound CCOCC(C)O JOLQKTGDSGKSKJ-UHFFFAOYSA-N 0.000 description 1
- GEGLCBTXYBXOJA-UHFFFAOYSA-N 1-methoxyethanol Chemical compound COC(C)O GEGLCBTXYBXOJA-UHFFFAOYSA-N 0.000 description 1
- OAYXUHPQHDHDDZ-UHFFFAOYSA-N 2-(2-butoxyethoxy)ethanol Chemical compound CCCCOCCOCCO OAYXUHPQHDHDDZ-UHFFFAOYSA-N 0.000 description 1
- ZNQVEEAIQZEUHB-UHFFFAOYSA-N 2-ethoxyethanol Chemical compound CCOCCO ZNQVEEAIQZEUHB-UHFFFAOYSA-N 0.000 description 1
- 229940093475 2-ethoxyethanol Drugs 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 1
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- 238000007088 Archimedes method Methods 0.000 description 1
- 229910004762 CaSiO Inorganic materials 0.000 description 1
- 239000004215 Carbon black (E152) Substances 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- 238000007696 Kjeldahl method Methods 0.000 description 1
- 229920000106 Liquid crystal polymer Polymers 0.000 description 1
- 239000004977 Liquid-crystal polymers (LCPs) Substances 0.000 description 1
- PEEHTFAAVSWFBL-UHFFFAOYSA-N Maleimide Chemical compound O=C1NC(=O)C=C1 PEEHTFAAVSWFBL-UHFFFAOYSA-N 0.000 description 1
- 239000004640 Melamine resin Substances 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- NTIZESTWPVYFNL-UHFFFAOYSA-N Methyl isobutyl ketone Chemical compound CC(C)CC(C)=O NTIZESTWPVYFNL-UHFFFAOYSA-N 0.000 description 1
- UIHCLUNTQKBZGK-UHFFFAOYSA-N Methyl isobutyl ketone Natural products CCC(C)C(C)=O UIHCLUNTQKBZGK-UHFFFAOYSA-N 0.000 description 1
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 1
- 229930182556 Polyacetal Natural products 0.000 description 1
- 239000004962 Polyamide-imide Substances 0.000 description 1
- 239000004695 Polyether sulfone Substances 0.000 description 1
- 239000004697 Polyetherimide Substances 0.000 description 1
- 229920000954 Polyglycolide Polymers 0.000 description 1
- 239000004734 Polyphenylene sulfide Substances 0.000 description 1
- 239000004954 Polyphthalamide Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 239000006087 Silane Coupling Agent Substances 0.000 description 1
- 229920001807 Urea-formaldehyde Polymers 0.000 description 1
- CFOAUMXQOCBWNJ-UHFFFAOYSA-N [B].[Si] Chemical compound [B].[Si] CFOAUMXQOCBWNJ-UHFFFAOYSA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 229920000800 acrylic rubber Polymers 0.000 description 1
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 1
- 238000007792 addition Methods 0.000 description 1
- 150000001298 alcohols Chemical class 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- WNROFYMDJYEPJX-UHFFFAOYSA-K aluminium hydroxide Chemical compound [OH-].[OH-].[OH-].[Al+3] WNROFYMDJYEPJX-UHFFFAOYSA-K 0.000 description 1
- 239000002518 antifoaming agent Substances 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 238000000149 argon plasma sintering Methods 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 239000000805 composite resin Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 239000011889 copper foil Substances 0.000 description 1
- 239000007822 coupling agent Substances 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 150000001993 dienes Chemical class 0.000 description 1
- XXJWXESWEXIICW-UHFFFAOYSA-N diethylene glycol monoethyl ether Chemical compound CCOCCOCCO XXJWXESWEXIICW-UHFFFAOYSA-N 0.000 description 1
- 239000003085 diluting agent Substances 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 150000002170 ethers Chemical class 0.000 description 1
- LYCAIKOWRPUZTN-UHFFFAOYSA-N ethylene glycol Natural products OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 238000004880 explosion Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000001307 helium Substances 0.000 description 1
- 229910052734 helium Inorganic materials 0.000 description 1
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 1
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 1
- 238000010191 image analysis Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 150000002576 ketones Chemical class 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 229940057995 liquid paraffin Drugs 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 239000010445 mica Substances 0.000 description 1
- 229910052618 mica group Inorganic materials 0.000 description 1
- 239000004200 microcrystalline wax Substances 0.000 description 1
- 235000019808 microcrystalline wax Nutrition 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 235000013872 montan acid ester Nutrition 0.000 description 1
- 239000004570 mortar (masonry) Substances 0.000 description 1
- 230000003472 neutralizing effect Effects 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 239000012188 paraffin wax Substances 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 1
- 229920002492 poly(sulfone) Polymers 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920002312 polyamide-imide Polymers 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920006393 polyether sulfone Polymers 0.000 description 1
- 229920001601 polyetherimide Polymers 0.000 description 1
- 239000004633 polyglycolic acid Substances 0.000 description 1
- 229920006324 polyoxymethylene Polymers 0.000 description 1
- 229920001955 polyphenylene ether Polymers 0.000 description 1
- 229920000069 polyphenylene sulfide Polymers 0.000 description 1
- 229920006375 polyphtalamide Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 1
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 1
- 238000005086 pumping Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000001878 scanning electron micrograph Methods 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 229920002379 silicone rubber Polymers 0.000 description 1
- 239000004945 silicone rubber Substances 0.000 description 1
- 239000012798 spherical particle Substances 0.000 description 1
- 238000001256 steam distillation Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- KKEYFWRCBNTPAC-UHFFFAOYSA-L terephthalate(2-) Chemical compound [O-]C(=O)C1=CC=C(C([O-])=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-L 0.000 description 1
- 229920006305 unsaturated polyester Polymers 0.000 description 1
- 235000019386 wax ester Nutrition 0.000 description 1
- 238000009736 wetting Methods 0.000 description 1
- 239000000080 wetting agent Substances 0.000 description 1
- 239000010456 wollastonite Substances 0.000 description 1
- 229910052882 wollastonite Inorganic materials 0.000 description 1
- 229910052724 xenon Inorganic materials 0.000 description 1
- FHNFHKCVQCLJFQ-UHFFFAOYSA-N xenon atom Chemical compound [Xe] FHNFHKCVQCLJFQ-UHFFFAOYSA-N 0.000 description 1
- 239000008096 xylene Substances 0.000 description 1
- 229910052845 zircon Inorganic materials 0.000 description 1
- GFQYVLUOOAAOGM-UHFFFAOYSA-N zirconium(iv) silicate Chemical compound [Zr+4].[O-][Si]([O-])([O-])[O-] GFQYVLUOOAAOGM-UHFFFAOYSA-N 0.000 description 1
- 239000004711 α-olefin Substances 0.000 description 1
Landscapes
- Cooling Or The Like Of Semiconductors Or Solid State Devices (AREA)
- Ceramic Products (AREA)
- Porous Artificial Stone Or Porous Ceramic Products (AREA)
- Cooling Or The Like Of Electrical Apparatus (AREA)
Description
本発明は、樹脂含浸窒化ホウ素焼結体を用いた放熱部材に関するものである。 The present invention relates to a heat dissipation member using a resin-impregnated boron nitride sintered body.
ハイブリット自動車等に使用されているパワーコントロールユニットでは、小型化と高出力化が要求されており、それらを実現するための方法として両面放熱パワーモジュールが提案されている。 In power control units used in hybrid automobiles and the like, miniaturization and high output are required, and a double-sided heat dissipation power module has been proposed as a method for realizing them.
両面放熱パワーモジュールでは、パワー素子から発生した熱を放熱板、セラミックス絶縁板を経由し、水冷された冷却板に伝えることで放熱が行われる。ここで、セラミックス絶縁板としては、窒化アルミニウム焼結体や窒化珪素焼結体が使われているが、これらセラミックス焼結体は、熱伝導率は高いが表面が硬質であるため、冷却板との間にミクロ的な空間が存在し界面熱抵抗が高くなる。熱抵抗を低減するため、放熱グリース等の軟質なスペーサーを介して冷却板と密着させる必要があった。しかし、放熱グリースは熱伝導率が低いため、実装時における熱伝導率の低下を招き、また、グリースを均質に塗布する必要性やべたつく為にハンドリング性が悪いなどの問題があった。 In the double-sided heat dissipation power module, heat is radiated by transmitting heat generated from the power element to the water-cooled cooling plate via the heat dissipation plate and the ceramic insulating plate. Here, an aluminum nitride sintered body or a silicon nitride sintered body is used as the ceramic insulating plate, but these ceramic sintered bodies have a high thermal conductivity but a hard surface. There is a microscopic space between them, which increases the interfacial thermal resistance. In order to reduce the thermal resistance, it was necessary to make it closely contact with the cooling plate through a soft spacer such as heat radiation grease. However, since the thermal grease has a low thermal conductivity, it causes a decrease in the thermal conductivity during mounting, and there is a problem that the grease needs to be applied uniformly and is not easy to handle due to stickiness.
以上のような背景により、(1)高熱伝導率、(2)高絶縁性等、電気絶縁材料として優れた性質を有している六方晶窒化ホウ素(hexagonal Boron Nitride)粉末が注目されている。しかし、窒化ホウ素は、面内方向(a軸方向)の熱伝導率が100W/(m・K)であるのに対して、厚み方向(c軸方向)の熱伝導率が2W/(m・K)であり、結晶構造と鱗片形状に由来する熱伝導率の異方性が大きい。そのため、例えば、熱インターフェース材の製造時に、窒化ホウ素粒子の面内方向(a軸方向)と熱インターフェース材の厚み方向が垂直になり、窒化ホウ素粒子の面内方向(a軸方向)の高熱伝導率を十分に活かすことができなかった。一方、窒化ホウ素粒子の面内方向(a軸方向)と熱インターフェース材の厚み方向と平行にすることで、窒化ホウ素粒子の面内方向(a軸方向)の高熱伝導率を達成できるが、厚み方向に対する応力に弱いという欠点が挙げられる。 Due to the above background, hexagonal boron nitride powder having excellent properties as an electrical insulating material such as (1) high thermal conductivity and (2) high insulation has attracted attention. However, boron nitride has a thermal conductivity in the in-plane direction (a-axis direction) of 100 W / (m · K), whereas the thermal conductivity in the thickness direction (c-axis direction) is 2 W / (m · K). K), and the anisotropy of thermal conductivity derived from the crystal structure and scale shape is large. Therefore, for example, at the time of manufacturing the thermal interface material, the in-plane direction (a-axis direction) of the boron nitride particles and the thickness direction of the thermal interface material are perpendicular to each other, and high heat conduction in the in-plane direction (a-axis direction) of the boron nitride particles. The rate could not be fully utilized. On the other hand, by making the in-plane direction (a-axis direction) of the boron nitride particles parallel to the thickness direction of the thermal interface material, high thermal conductivity in the in-plane direction (a-axis direction) of the boron nitride particles can be achieved. There is a disadvantage that it is weak against stress in the direction.
特許文献1ではセラミックスや金属などの高剛性粒子が体積割合において4〜9割であり、且つ3次元的に互いに接触した樹脂複合材およびその製造方法が開示されている。そして、ワイヤーソーローラーに代表される摺動部材や歯車などの機械部品において好適に用いることができることが記載されている。 Patent Document 1 discloses a resin composite material in which high-rigidity particles such as ceramics and metal are 40 to 90% in volume ratio and are in contact with each other three-dimensionally, and a manufacturing method thereof. And it describes that it can use suitably in machine parts, such as a sliding member represented by a wire saw roller, and a gearwheel.
また、特許文献2では少なくともフォルステライト及び窒化ホウ素を主成分として含み、窒化ホウ素が一方向に配向している焼結体であるセラミックス部材、セラミックス部材を用いて形成されるプローブホルダ、及びセラミックス部材の製造方法が開示されている。そして、半導体検査や液晶検査に用いられるマイクロコンタクタにおいて、検査対象の回路構造と検査用の信号を送出する回路構造とを電気的に接続するプローブを挿入するプローブホルダの材料として好適に用いることができることが記載されている。 Further, in Patent Document 2, a ceramic member which is a sintered body containing at least forsterite and boron nitride as main components, and boron nitride is oriented in one direction, a probe holder formed using the ceramic member, and a ceramic member A manufacturing method is disclosed. In a micro contactor used for semiconductor inspection or liquid crystal inspection, it is preferably used as a material for a probe holder for inserting a probe for electrically connecting a circuit structure to be inspected and a circuit structure for sending a signal for inspection. It describes what you can do.
特許文献3では、形状または熱伝導率の異方性の大きい充填材を、熱硬化性樹脂材料に混合して分散させ、前記熱硬化性樹脂を硬化させ、硬化した熱硬化性樹脂を粉砕し、充填材の分散した熱硬化性樹脂を熱可塑性樹脂と混合して成形体用樹脂組成物とし、該樹脂組成物を加熱して軟化させ所望の形状に成形する方法が開示されている。 In Patent Document 3, a filler having a large anisotropy in shape or thermal conductivity is mixed and dispersed in a thermosetting resin material, the thermosetting resin is cured, and the cured thermosetting resin is pulverized. A method is disclosed in which a thermosetting resin in which a filler is dispersed is mixed with a thermoplastic resin to form a resin composition for a molded body, and the resin composition is heated to soften and molded into a desired shape.
特許文献4、5では、窒化アルミ−窒化硼素複合体(AlN−BN)、アルミナ−窒化硼素複合体(Al2O3−BN)、酸化ジルコン−窒化硼素複合体(ZrO2−BN)、窒化珪素−窒化硼素複合体(Si3N4−BN)、六方晶窒化硼素(h−BN)、β−ウォラストナイト(β−CaSiO3)、雲母およびシラスからなる群から選択されたもの無機連続気孔体に熱硬化性樹脂(II)を含浸し、硬化させた板状体とすることを特徴とするプリント配線用基板の製造法が開示されている。そして、高周波用や半導体チップの直接搭載用などとして好適に用いることができることが記載されている。 In Patent Documents 4 and 5, an aluminum nitride-boron nitride composite (AlN-BN), an alumina-boron nitride composite (Al 2 O 3 -BN), a zircon oxide-boron nitride composite (ZrO 2 -BN), and nitride Selected from the group consisting of silicon-boron nitride composite (Si 3 N 4 -BN), hexagonal boron nitride (h-BN), β-wollastonite (β-CaSiO 3 ), mica and shirasu There is disclosed a method for producing a printed wiring board characterized in that a porous body is obtained by impregnating a pore body with a thermosetting resin (II). And it is described that it can be suitably used for high frequency use or for direct mounting of semiconductor chips.
特許文献6では、多孔質ポリイミドシートを出発原料として合成された三次元骨格構造を持ち、グラファイト構造を持つB−C−N系の多孔体と、その気孔部に樹脂を含浸して複合材料とした放熱材料について開示されている。通常の炭素多孔体に樹脂を含浸させたものよりも熱抵抗が小さく、多孔体をh−BNに転化させることで絶縁性の複合材料となり、熱抵抗が小さく絶縁性が必要とされる電子部品の冷却用材料として有望であることが記載されている。 In Patent Document 6, a B—C—N type porous body having a three-dimensional skeleton structure synthesized from a porous polyimide sheet as a starting material and having a graphite structure, and a composite material obtained by impregnating the pores with resin A heat dissipation material is disclosed. Electronic components that have a lower thermal resistance than ordinary carbon porous materials impregnated with resin, and convert the porous material to h-BN to form an insulating composite material, which has a low thermal resistance and requires insulating properties. It is described as a promising cooling material.
しかしながら、特許文献1の方法ではセラミックスや金属などが3次元的に互いに接触させた成形物に対して、樹脂を含浸させることで耐摩耗性や電気絶縁性の向上を図っているが、熱伝導率の向上に関しては、十分ではなかった。 However, in the method of Patent Document 1, wear resistance and electrical insulation are improved by impregnating a molded product in which ceramics, metal, or the like are brought into three-dimensional contact with each other. Regarding the improvement of the rate, it was not enough.
特許文献2では、少なくともフォルステライト及び窒化ホウ素を主成分として含み、窒化ホウ素が一方向に配向している焼結体であるセラミックス部材、セラミックス部材を用いて形成されるプローブホルダ、及びセラミックス部材の製造方法が提案され、快削性と共に、シリコンに近い熱膨張係数を有し、高い強度を備えたセラミックス部材が提案されているが、熱伝導率の向上に関しては、十分ではなかった。 In Patent Document 2, a ceramic member, which is a sintered body containing at least forsterite and boron nitride as main components and boron nitride is oriented in one direction, a probe holder formed using the ceramic member, and a ceramic member A manufacturing method has been proposed, and a ceramic member having a thermal expansion coefficient close to that of silicon and having high strength as well as free-cutting properties has been proposed, but it has not been sufficient for improving thermal conductivity.
特許文献3の方法では、熱伝導率は最高5.8W/(m・K)と低いことに加え、一旦作成した熱硬化性樹脂を粉砕し、再度混合・軟化させる過程を経るため、不純物の混入や樹脂の軟化状態の均一性に起因する信頼性の観点で課題があった。 In the method of Patent Document 3, in addition to the low thermal conductivity of 5.8 W / (m · K) at the maximum, the thermosetting resin once produced is pulverized, mixed and softened again, so There was a problem in terms of reliability due to mixing and uniformity of the softened state of the resin.
特許文献4、5では、焼結体窒化ホウ素単体への樹脂含浸の記載はなく、熱伝導率は最高45W/(m・K)でありながら曲げ強度が28MPaと低く、高熱伝導率と高強度の実現が困難である。 In Patent Documents 4 and 5, there is no description of resin impregnation into the sintered boron nitride alone, the thermal conductivity is a maximum of 45 W / (m · K), the bending strength is as low as 28 MPa, and the high thermal conductivity and high strength. Is difficult to realize.
特許文献6では、シートの厚みが100μm以下であり、樹脂の軟化状態の均一性や耐湿状態における窒化ホウ素に起因する信頼性の観点で課題があった。 In Patent Document 6, the thickness of the sheet is 100 μm or less, and there is a problem from the viewpoint of reliability due to uniformity of the softened state of the resin and boron nitride in a moisture-resistant state.
従来技術の放熱部材は、窒化ホウ素等のセラミックス粉末と樹脂の混合工程、押し出し成形工程やコーティング工程、加熱プレス工程等を経て製造されているため、3次元的に窒化ホウ素を接触させた構造を有することが困難であるため、熱伝導率の向上には限界があった。また、球状粒子である酸化アルミニウム粉末や酸化ケイ素粉末等を用いた場合においても、これらセラミックス粉末は熱伝導率が20〜30W/mK程度と窒化ホウ素に比べて低いことに加え、粒子が硬質であるため装置や金型を摩耗させる問題があった。また、従来技術で製造される放熱部材では、熱伝導率を高めるために窒化ホウ素等のセラミックス粉末の充填量を60質量%程度まで増加させる必要があるが、本手法はコストの増大を招くため、放熱部材のコストと性能と両立することが困難であった。また、結晶粒子が三次元網目構造に結合しており、開気孔を有するセラミックスに樹脂を含浸した加工性、強度に優れる回路基板の製造方法は公知である。しかし、熱伝導率を寄与する場合には窒化ホウ素等を添加するとの記載はあるものの、高熱伝導と曲げ強さを実現することは困難であった。さらに、窒化アルミニウム焼結体や窒化珪素焼結体によるセラミックス焼結体は、熱伝導率は高いが表面が硬質であるため、冷却板との間にミクロ的な空間が存在し界面熱抵抗が高くなる。熱抵抗を低減するため、放熱グリース等の軟質なスペーサーを介して冷却板と密着させる必要があった。しかし、放熱グリースは熱伝導率が低いため、実装時における熱伝導率の低下を招き、また、グリースを均質に塗布する必要性やべたつく為にハンドリング性が悪いなどの問題があった。 Since the heat dissipation member of the prior art is manufactured through a mixing process of ceramic powder such as boron nitride and resin, an extrusion molding process, a coating process, a heating press process, etc., it has a structure in which boron nitride is contacted three-dimensionally. Since it is difficult to have, there was a limit in improving thermal conductivity. In addition, when aluminum oxide powder, silicon oxide powder, or the like, which is a spherical particle, is used, these ceramic powders have a thermal conductivity of about 20 to 30 W / mK, which is lower than that of boron nitride, and the particles are hard. For this reason, there is a problem that the apparatus and the mold are worn. Moreover, in the heat radiating member manufactured by a prior art, in order to raise thermal conductivity, it is necessary to increase the filling amount of ceramic powder, such as boron nitride, to about 60 mass%, but this method causes an increase in cost. It was difficult to achieve both the cost and performance of the heat dissipation member. Further, a method for producing a circuit board having excellent processability and strength in which crystal particles are bonded to a three-dimensional network structure and a ceramic having open pores is impregnated with a resin is known. However, although there is a description that boron nitride or the like is added when contributing to thermal conductivity, it has been difficult to achieve high thermal conductivity and bending strength. Furthermore, ceramic sintered bodies made of aluminum nitride sintered body or silicon nitride sintered body have high thermal conductivity but hard surface, so there is a microscopic space between the cooling plate and interface thermal resistance. Get higher. In order to reduce the thermal resistance, it was necessary to make it closely contact with the cooling plate through a soft spacer such as heat radiation grease. However, since the thermal grease has a low thermal conductivity, it causes a decrease in the thermal conductivity during mounting, and there is a problem that the grease needs to be applied uniformly and is not easy to handle due to stickiness.
これらの課題に対し、本発明では放熱性を重視したものであり、複合化により熱伝導率と強度を改善している。具体的には窒化ホウ素焼結体内部の空隙に樹脂を含浸し、板状に切り出して放熱部材を製造することで、配向を任意の方向に制御することが可能となり、熱伝導率に優れた任意の厚みの放熱部材を作製する事が容易となり、湿度や熱サイクルに対する高い信頼性が得られる放熱部材の作成が可能である。また、窒化ホウ素の充填量が比較的低い場合においても、3次元的に窒化ホウ素を接触させた構造を有する為に熱伝導率に優れた放熱部材を作成することが可能である。また、本発明の樹脂含浸窒化ホウ素焼結体は、モース硬度2と柔らかいセラミックスである窒化ホウ素と、樹脂から構成されているため、モース硬度9の窒化珪素等の硬いセラミックスに比べ界面熱抵抗を低減することが可能である。加えて、樹脂含浸窒化ホウ素焼結体表面に、接着性を有する熱可塑性樹脂層を付与することにより結果的に熱抵抗を低減することができるため自動車用両面放熱パワーモジュールに好適である。また、グリースの代わりに放熱部材に熱可塑性樹脂層を付与することにより、常温時は軟化しないため付着物等を回避できるなどハンドリング性が向上し、割れやカケに対して優位に働き且つ、実装時においては上記熱可塑性樹脂層が軟化することにより界面抵抗が低減し低熱抵抗を実現することができる。また、グリースと比較してポンプアウトしないというメリットもある。しかし、このような観点に立った技術の提案は今まで見られない。 With respect to these problems, the present invention places importance on heat dissipation, and the thermal conductivity and strength are improved by the composite. Specifically, by impregnating the voids inside the boron nitride sintered body with resin and cutting out into a plate shape to produce a heat dissipation member, the orientation can be controlled in an arbitrary direction, and the thermal conductivity is excellent. It becomes easy to produce a heat radiating member having an arbitrary thickness, and it is possible to create a heat radiating member with high reliability with respect to humidity and heat cycle. Further, even when the filling amount of boron nitride is relatively low, it is possible to produce a heat radiating member with excellent thermal conductivity because it has a structure in which boron nitride is three-dimensionally contacted. In addition, since the resin-impregnated boron nitride sintered body of the present invention is composed of a boron nitride which is a Mohs hardness of 2 and a soft ceramic and a resin, it has an interfacial thermal resistance compared to a hard ceramic such as silicon nitride having a Mohs hardness of 9. It is possible to reduce. In addition, since a thermal resistance can be reduced as a result of applying an adhesive thermoplastic resin layer to the surface of the resin-impregnated boron nitride sintered body, it is suitable for a double-sided heat dissipation power module for automobiles. In addition, by adding a thermoplastic resin layer to the heat radiating member instead of grease, handling properties are improved because it does not soften at room temperature, so it is possible to avoid deposits, etc. In some cases, the thermoplastic resin layer is softened, so that the interface resistance is reduced and a low thermal resistance can be realized. In addition, there is an advantage of not pumping out compared to grease. However, no technical proposals from this point of view have been found so far.
本発明は、パワーデバイスなどの発熱性電子部品の放熱部材として好適に用いられ、特にプリント配線板の絶縁層、熱インターフェース材及び自動車用両面放熱パワーモジュールに用いられる、熱抵抗及び強度に優れた放熱部材を提供することにある。 The present invention is suitably used as a heat radiating member for heat-generating electronic components such as power devices, and is particularly excellent in thermal resistance and strength, used for insulating layers of printed wiring boards, thermal interface materials, and double-sided heat radiating power modules for automobiles. The object is to provide a heat dissipation member.
上記の課題を解決するために、本発明においては、以下の手段を採用する。
(1)窒化ホウ素粒子が3次元に結合した窒化ホウ素焼結体30〜90体積%と樹脂70〜10体積%からなり、窒化ホウ素焼結体の気孔率が10〜70%、窒化ホウ素焼結体の窒化ホウ素粒子の平均長径が10μm以上、粉末X線回折法による黒鉛化指数(GI、Graphitization Index)が4.0以下であり、窒化ホウ素焼結体の窒化ホウ素粒子の下式のI.O.P.(The Index of Orientation Performance)による配向度が0.01〜0.05又は20〜100である樹脂含浸窒化ホウ素焼結体の少なくとも片側に0.05〜0.5mmの厚さの熱可塑性樹脂層を有する放熱部材。
I.O.P.は、窒化ホウ素焼結体の高さ方向に平行方向から測定した面のX線回析の(002)回析線と(100)回析線との強度比、および上記焼結体の高さ方向に垂直方向から測定した面のX線回析の(002)回析線と(100)回析線との強度比から下式で算出される。
I.O.P.=(I100/I002)par./(I100/I002)perp.
(2)樹脂含浸窒化ホウ素焼結体の高さ方向から測定したショア硬度が25HS以下である前記(1)に記載の放熱部材。
(3)窒化ホウ素粒子が3次元に結合した窒化ホウ素焼結体の高さ方向に対して窒化ホウ素粒子の100面(a軸)が配向し、その時の窒化ホウ素焼結体の高さ方向より測定した曲げ強さが3〜15MPa、熱伝導率が40〜110W/(m・K)である前記(1)又は(2)に記載の放熱部材。
(4)窒化ホウ素粒子が3次元に結合した窒化ホウ素焼結体の高さ方向に対して窒化ホウ素粒子の002面(c軸)が配向し、その時の窒化ホウ素焼結体の高さ方向より測定した曲げ強さが10〜40MPa、熱伝導率が10〜40W/(m・K)以下である前記(1)又は(2)に記載の放熱部材。
(5)前記(1)〜(4)のいずれか一項に記載の放熱部材を用いた放熱板。
(6)前記(1)〜(4)のいずれか一項に記載の放熱部材を用いたパワーモジュール。
In order to solve the above problems, the following means are adopted in the present invention.
(1) Boron nitride sintered body composed of 30 to 90% by volume of boron nitride particles bonded three-dimensionally and 70 to 10% by volume of resin, and boron nitride sintered body has a porosity of 10 to 70% and boron nitride sintered The average major axis of the boron nitride particles in the body is 10 μm or more, the graphitization index (GI) by powder X-ray diffraction method is 4.0 or less, and the following formula I.I. O. P. A thermoplastic resin layer having a thickness of 0.05 to 0.5 mm on at least one side of a resin-impregnated boron nitride sintered body having an orientation degree of 0.01 to 0.05 or 20 to 100 according to (The Index of Orientation Performance) A heat dissipating member.
I. O. P. Is the intensity ratio between the (002) diffraction line and the (100) diffraction line of the X-ray diffraction of the surface measured from the direction parallel to the height direction of the boron nitride sintered body, and the height of the sintered body It is calculated by the following equation from the intensity ratio of the (002) diffraction line and the (100) diffraction line of the X-ray diffraction of the surface measured from the direction perpendicular to the direction.
I. O. P. = (I100 / I002) par. / (I100 / I002) perp.
(2) The heat radiating member according to (1), wherein the Shore hardness measured from the height direction of the resin-impregnated boron nitride sintered body is 25 HS or less.
(3) 100 planes (a-axis) of the boron nitride particles are oriented with respect to the height direction of the boron nitride sintered body in which the boron nitride particles are three-dimensionally bonded, and from the height direction of the boron nitride sintered body at that time The heat radiating member according to (1) or (2), wherein the measured bending strength is 3 to 15 MPa and the thermal conductivity is 40 to 110 W / (m · K).
(4) The 002 plane (c-axis) of the boron nitride particles is oriented with respect to the height direction of the boron nitride sintered body in which the boron nitride particles are three-dimensionally bonded. From the height direction of the boron nitride sintered body at that time The heat radiating member according to (1) or (2), wherein the measured bending strength is 10 to 40 MPa and the thermal conductivity is 10 to 40 W / (m · K) or less.
(5) A heat radiating plate using the heat radiating member according to any one of (1) to (4).
(6) A power module using the heat radiating member according to any one of (1) to (4).
本発明により、熱抵抗及び強度に優れた放熱部材が得られるという効果を奏する。 By this invention, there exists an effect that the thermal radiation member excellent in thermal resistance and intensity | strength is obtained.
本発明では、窒化ホウ素焼結体と樹脂からなる複合体を「樹脂含浸窒化ホウ素焼結体」、樹脂含浸窒化ホウ素焼結体の樹脂を灰化させて得た成形体を「窒化ホウ素成型体」と定義する。窒化ホウ素成形体は、樹脂含浸窒化ホウ素焼結体を大気中650〜1000℃で1hr焼成し、樹脂成分を灰化させることで得ることができる。また、一次粒子同士が焼結により結合した状態で2個以上集合した状態を「窒化ホウ素焼結体」と定義する。焼結による結合は、走査型電子顕微鏡(例えば「JSM−6010LA」(日本電子社製))を用いて、窒化ホウ素粒子の断面の一次粒子同士の結合部分を観察することにより評価することができる。観察の前処理として、窒化ホウ素粒子を樹脂で包埋後、CP(クロスセクションポリッシャー)法により加工し、試料台に固定した後にオスミウムコーティングを行った。観察倍率は1500倍である。 In the present invention, a composite comprising a boron nitride sintered body and a resin is “resin-impregnated boron nitride sintered body”, and a molded body obtained by ashing the resin of the resin-impregnated boron nitride sintered body is “boron nitride molded body”. Is defined. The boron nitride molded body can be obtained by firing the resin-impregnated boron nitride sintered body in the atmosphere at 650 to 1000 ° C. for 1 hour and ashing the resin component. In addition, a state where two or more primary particles are aggregated in a state of being bonded by sintering is defined as “boron nitride sintered body”. Bonding by sintering can be evaluated by observing a bonding portion between primary particles of a cross section of boron nitride particles using a scanning electron microscope (for example, “JSM-6010LA” (manufactured by JEOL Ltd.)). . As pretreatment for observation, boron nitride particles were embedded in a resin, processed by CP (cross section polisher) method, fixed on a sample stage, and then coated with osmium. The observation magnification is 1500 times.
本発明の樹脂含浸窒化ホウ素焼結体を用いた放熱部材は、特定のI.O.P.(The Index of Orientation Performance)で表される配向度を有し、窒化ホウ素粒子の平均長径を制御した窒化ホウ素焼結体に、特定量の樹脂を含浸することにより、従来の技術では達成できなかった、熱抵抗及び強度に優れた放熱部材を得ることができるものである。 The heat dissipating member using the resin-impregnated boron nitride sintered body of the present invention has a specific I.D. O. P. By impregnating a specific amount of resin into a boron nitride sintered body having an orientation degree represented by (The Index of Orientation Performance) and controlling the average major axis of boron nitride particles, it cannot be achieved by conventional techniques. In addition, a heat radiating member having excellent thermal resistance and strength can be obtained.
本発明の窒化ホウ素焼結体は、I.O.P.(The Index of Orientation Performance)で表される配向度が0.01〜0.05又は20〜100、粉末X線回折法による黒鉛化指数(GI、Graphitization Index)が4.0以下、気孔率が10〜70%であり、窒化ホウ素焼結体の窒化ホウ素粒子の平均長径が10μm以上の3次元に結合した組織を有する窒化ホウ素からなる。このように設計された窒化ホウ素焼結体はこれまで存在せず、高い熱伝導率と高強度を確保するために非常に重要な因子である。 The boron nitride sintered body of the present invention comprises O. P. The degree of orientation represented by (The Index of Orientation Performance) is 0.01 to 0.05 or 20 to 100, the graphitization index (GI) by the powder X-ray diffraction method is 4.0 or less, and the porosity is The boron nitride sintered body is made of boron nitride having a three-dimensionally bonded structure in which the average major axis of boron nitride particles of the boron nitride sintered body is 10 μm or more. A boron nitride sintered body designed in this way has never existed, and is a very important factor for ensuring high thermal conductivity and high strength.
さらに、本発明の樹脂含浸窒化ホウ素焼結体のショア硬度を25HS以下に制御することにより、靭性に優れ、荷重環境下においてもグリースを用いることなく、熱抵抗の低減を図ることができる。 Furthermore, by controlling the Shore hardness of the resin-impregnated boron nitride sintered body of the present invention to 25 HS or less, it is excellent in toughness, and it is possible to reduce thermal resistance without using grease even under a load environment.
従来技術との大きな違いとして、本発明の樹脂含浸窒化ホウ素焼結体は、窒化ホウ素粒子が焼結により3次元に結合した窒化ホウ素焼結体からなることである。3次元の結合はSEM等で観察されるような単なる接触ではなく、樹脂含浸窒化ホウ素焼結体の樹脂成分を灰化させて得た窒化ホウ素成型体の3点曲げ強さ及び熱伝導率を測定することにより評価することができる。窒化ホウ素粉末と樹脂とを混合して製造される従来の樹脂含浸窒化ホウ素焼結体は、窒化ホウ素同士の3次元な結合力が弱いため樹脂成分の灰化後に残存した窒化ホウ素は、粉体化して形状を保つことができず、または形状を保った場合においても
3点曲げ強さ及び熱伝導率が要求特性を満たさない。
A significant difference from the prior art is that the resin-impregnated boron nitride sintered body of the present invention is composed of a boron nitride sintered body in which boron nitride particles are three-dimensionally bonded by sintering. Three-dimensional bonding is not a simple contact as observed by SEM, but the three-point bending strength and thermal conductivity of a boron nitride molded body obtained by ashing the resin component of a resin-impregnated boron nitride sintered body. It can be evaluated by measuring. The conventional resin-impregnated boron nitride sintered body produced by mixing boron nitride powder and resin has a weak three-dimensional bonding force between the boron nitrides. However, even when the shape is maintained, the three-point bending strength and the thermal conductivity do not satisfy the required characteristics.
<平均長径>
窒化ホウ素焼結体中の窒化ホウ素粒子の平均長径が10μm以上である。10μmより小さいと窒化ホウ素焼結体の気孔径が小さくなり樹脂含浸が不完全状態となるために、窒化ホウ素焼結体自身の強度は向上するものの、樹脂による強度増加の効果が小さくなり、樹脂含浸窒化ホウ素焼結体としての強度は低下する。また、鱗片状窒化ホウ素粒子同士の接触点数が増加し、結果として樹脂含浸窒化ホウ素焼結体の熱伝導率が低下する。平均長径の上限については特に制限はないが、鱗片状窒化ホウ素粒子の平均長径を50μm以上にすることは難しく、上限としては、50μm程度が実際的である。
<Average major axis>
The average major axis of the boron nitride particles in the boron nitride sintered body is 10 μm or more. If it is smaller than 10 μm, the pore diameter of the boron nitride sintered body becomes small and the resin impregnation becomes incomplete, so that the strength of the boron nitride sintered body itself is improved, but the effect of increasing the strength by the resin is reduced, and the resin The strength of the impregnated boron nitride sintered body is lowered. In addition, the number of contact points between the scaly boron nitride particles increases, and as a result, the thermal conductivity of the resin-impregnated boron nitride sintered body decreases. The upper limit of the average major axis is not particularly limited, but it is difficult to make the average major axis of the scaly boron nitride particles 50 μm or more, and the upper limit is practically about 50 μm.
<平均長径の定義・評価方法>
平均長径は、観察の前処理として、窒化ホウ素焼結体を樹脂で包埋後、CP(クロスセクションポリッシャー)法により加工し、試料台に固定した後にオスミウムコーティングを行った。その後、走査型電子顕微鏡、例えば「JSM−6010LA」(日本電子社製)にてSEM像を撮影し、得られた断面の粒子像を画像解析ソフトウェア、例えば「A像くん」(旭化成エンジニアリング社製)に取り込み、測定することができる。この際の画像の倍率は100倍、画像解析の画素数は1510万画素であった。マニュアル測定で、得られた任意の粒子100個の長径を求めその平均値を平均長径とした。窒化ホウ素成形体も同様に測定を行った。
<Definition and evaluation method of average major axis>
For the average major axis, as a pretreatment for observation, a boron nitride sintered body was embedded in a resin, processed by a CP (cross section polisher) method, fixed to a sample stage, and then coated with osmium. Thereafter, an SEM image is taken with a scanning electron microscope, for example, “JSM-6010LA” (manufactured by JEOL Ltd.), and the obtained cross-sectional particle image is image analysis software, for example, “A Image-kun” (manufactured by Asahi Kasei Engineering Co., Ltd.). ) And can be measured. The magnification of the image at this time was 100 times, and the number of pixels for image analysis was 15.1 million pixels. The major axis of 100 arbitrary particles obtained was obtained by manual measurement, and the average value was defined as the average major axis. The boron nitride molded body was measured in the same manner.
<気孔率及びその評価方法>
本発明の窒化ホウ素焼結体において、窒化ホウ素粒子が30〜90体積%からなる3次元に結合した組織を有することが樹脂含浸窒化ホウ素焼結体の電気絶縁性及び熱伝導率の観点から望ましい。気孔率は10〜70%の範囲内であることが樹脂含浸窒化ホウ素焼結体の熱伝導率を高める為に好ましい。窒化ホウ素焼結体の気孔率の測定は、窒化ホウ素焼結体の寸法と質量から求めたかさ密度(D)と窒化ホウ素の理論密度(2.28g/cm3)から、下式により求めることができる。窒化ホウ素成形体も同様に測定を行った。
かさ密度(D)=質量/体積
窒化ホウ素焼結体の気孔率=1−(D/2.28)
<Porosity and its evaluation method>
In the boron nitride sintered body of the present invention, it is desirable from the viewpoint of electrical insulation and thermal conductivity of the resin-impregnated boron nitride sintered body that the boron nitride particles have a three-dimensionally bonded structure composed of 30 to 90% by volume. . The porosity is preferably in the range of 10 to 70% in order to increase the thermal conductivity of the resin-impregnated boron nitride sintered body. The porosity of the boron nitride sintered body is determined from the bulk density (D) obtained from the dimensions and mass of the boron nitride sintered body and the theoretical density (2.28 g / cm 3 ) of boron nitride by the following equation. Can do. The boron nitride molded body was measured in the same manner.
Bulk density (D) = mass / volume porosity of sintered boron nitride = 1− (D / 2.28)
<配向度>
本発明の窒化ホウ素焼結体において、I.O.P.(The Index of Orientation Performance)で表される配向度が0.01〜0.05又は20〜100である。I.O.P.が0.01〜0.05又は20〜100の範囲以外では、窒化ホウ素焼結体中の窒化ホウ素結晶が無配向状態にあり、樹脂含浸窒化ホウ素焼結体の熱伝導率の異方性が小さくなり、任意の方向に対して優位な熱伝導率を得ることが困難である。配向度は、原料であるアモルファス窒化ホウ素粉末及び六方晶窒化ホウ素粉末粒子の配合量によって制御することができる。
<Orientation degree>
In the boron nitride sintered body of the present invention, I.V. O. P. The degree of orientation represented by (The Index of Orientation Performance) is 0.01 to 0.05 or 20 to 100. I. O. P. Outside the range of 0.01 to 0.05 or 20 to 100, the boron nitride crystal in the boron nitride sintered body is in a non-oriented state, and the thermal conductivity anisotropy of the resin-impregnated boron nitride sintered body is It becomes small and it is difficult to obtain a thermal conductivity superior to an arbitrary direction. The degree of orientation can be controlled by the amount of amorphous boron nitride powder and hexagonal boron nitride powder particles that are raw materials.
<配向度の定義及び評価方法>
窒化ホウ素結晶のI.O.P.は、窒化ホウ素焼結体の高さ方向に平行方向から測定した面のX線回析の(002)回析線と(100)回析線との強度比、および上記窒化ホウ素焼結体の高さ方向に垂直方向から測定した面のX線回析の(002)回析線と(100)回析線との強度比から、下式で算出される。
I.O.P.=(I100/I002)par./(I100/I002)perp.
I.O.P.=1の場合は、試料中の窒化ホウ素結晶の方向がランダムであることを意味する。I.O.P.が1より小さいということは、窒化ホウ素焼結体中の窒化ホウ素結晶の(100)面、すなわち窒化ホウ素結晶のa軸が、高さ方向と垂直に配向していることを意味し、I.O.P.が1を超えると、窒化ホウ素焼結体中の窒化ホウ素結晶の(100)面、すなわち窒化ホウ素結晶のa軸が、高さ方向と並行に配向していることを意味する。
I.O.P.の測定は、例えば、「D8ADVANCE Super Speed」(ブルカー・エイエックスエス社製)を用いて測定できる。測定は、X線源はCuKα線を用い、管電圧は45kV、管電流は360mAである。
窒化ホウ素成形体も同様に測定を行った。
<Definition and evaluation method of orientation degree>
I. of boron nitride crystals O. P. Is the intensity ratio between the (002) diffraction line and the (100) diffraction line of the X-ray diffraction of the surface measured from the direction parallel to the height direction of the boron nitride sintered body, and the boron nitride sintered body From the intensity ratio of the (002) diffraction line and (100) diffraction line of the X-ray diffraction of the surface measured from the direction perpendicular to the height direction, it is calculated by the following equation.
I. O. P. = (I100 / I002) par. / (I100 / I002) perp.
I. O. P. When = 1, it means that the direction of the boron nitride crystal in the sample is random. I. O. P. Is smaller than 1, which means that the (100) plane of the boron nitride crystal in the boron nitride sintered body, that is, the a-axis of the boron nitride crystal is oriented perpendicular to the height direction. O. P. When 1 exceeds 1, it means that the (100) plane of the boron nitride crystal in the boron nitride sintered body, that is, the a-axis of the boron nitride crystal is oriented parallel to the height direction.
I. O. P. The measurement can be performed using, for example, “D8ADVANCE Super Speed” (manufactured by Bruker AXS). In the measurement, CuKα ray was used as the X-ray source, the tube voltage was 45 kV, and the tube current was 360 mA.
The boron nitride molded body was measured in the same manner.
<黒鉛化指数(GI)>
黒鉛化指数(GI:Graphitization Index)はX線回折図の(100)面、(101)面及び(102)面のピークの積分強度比、すなわち面積比で下式によって求めることができる{J.Thomas,et.al,J.Am.Chem.So
c.84,4619(1962)}。
GI=〔面積{(100)+(101)}〕/〔面積(102)〕
完全に結晶化したものでは、GIは1.60になるとされているが、高結晶性でかつ粒子が十分に成長した鱗片形状の六方晶窒化ホウ素粉末の場合、粒子が配向しやすいためGIはさらに小さくなる。すなわち、GIは鱗片形状の六方晶窒化ホウ素粉末の結晶性の指標であり、この値が小さいほど結晶性が高い。本発明の窒化ホウ素成形体においては、GIは4.0以下が好ましい。GIが4.0より大きいということは、窒化ホウ素一次粒子の結晶性が低いことを意味し、窒化ホウ素焼結体の熱伝導率が低下する。GIは原料である六方晶窒化ホウ素粉末粒子の配合量及び焼成温度によって制御することができる。
<Graphitization index (GI)>
The graphitization index (GI) can be obtained by the following equation using the integrated intensity ratio of the peaks of the (100) plane, (101) plane and (102) plane of the X-ray diffraction diagram, that is, the area ratio {J. Thomas, et. al, J. et al. Am. Chem. So
c. 84, 4619 (1962)}.
GI = [area {(100) + (101)}] / [area (102)]
When fully crystallized, the GI is supposed to be 1.60. However, in the case of a hexagonal boron nitride powder having a high crystallinity and having sufficiently grown particles, the GI is easy to orient. It becomes even smaller. That is, GI is an index of crystallinity of the scale-shaped hexagonal boron nitride powder, and the smaller this value, the higher the crystallinity. In the boron nitride molded body of the present invention, GI is preferably 4.0 or less. When GI is larger than 4.0, it means that the crystallinity of the boron nitride primary particles is low, and the thermal conductivity of the boron nitride sintered body is lowered. GI can be controlled by the blending amount and firing temperature of hexagonal boron nitride powder particles as a raw material.
<黒鉛化指数(GI)の評価方法>
GIの測定は、例えば、「D8ADVANCE Super Speed」(ブルカー・エイエックスエス社製)を用いて測定できる。測定の前処理として、窒化ホウ素焼結体をメノウ乳鉢により粉砕し、得られた窒化ホウ素粉末をプレス成型した。X線は、成型体の面内方向の平面の法線に対して、互いに対称となるように照射した。測定時は、X線源はCuKα線を用い、管電圧は45kV、管電流は360mAである。窒化ホウ素成形体も同様に測定を行った。
<Evaluation method of graphitization index (GI)>
The GI can be measured using, for example, “D8ADVANCE Super Speed” (manufactured by Bruker AXS). As a pretreatment for the measurement, the boron nitride sintered body was pulverized with an agate mortar, and the obtained boron nitride powder was press-molded. X-rays were irradiated so as to be symmetric with respect to the normal line of the plane in the in-plane direction of the molded body. At the time of measurement, CuKα ray is used as the X-ray source, the tube voltage is 45 kV, and the tube current is 360 mA. The boron nitride molded body was measured in the same manner.
<曲げ強さ>
本発明の樹脂含浸窒化ホウ素焼結体を構成する窒化ホウ素焼結体の強度は、三点曲げ強さを用いた。三点曲げ強さは3〜40MPaが好ましい。三点曲げ強さが3MPaより小さいと、窒化ホウ素粒子同士の3次元の結合面積が少なく、結果として樹脂含浸窒化ホウ素焼結体の熱伝導率が低下する。また、実装時の放熱材の破壊の原因となり、結果として電気絶縁性の低下、信頼性の低下を招く。一方40MPaより大きいと、窒化ホウ素粒子同士の結合面積が大きくなることを意味し、窒化ホウ素焼結体の空隙率が減少する。そのため、樹脂を窒化ホウ素焼結体の内部まで完全に含浸させることが困難となり、結果として樹脂含浸窒化ホウ素焼結体の強度及び電気絶縁性が低下する。曲げ強さは窒化ホウ素焼結体を作製する際の焼成温度及び等方圧加圧する際の圧力によって調整することができる。
窒化ホウ素焼結体の高さ方向に対して窒化ホウ素粒子の100面(a軸)が配向した場合には、窒化ホウ素焼結体の高さ方向より測定した曲げ強さが3〜15MPaであることが、さらに好ましい。窒化ホウ素焼結体の高さ方向に対して窒化ホウ素粒子の002面(c軸)が配向した場合には、窒化ホウ素焼結体の高さ方向より測定した曲げ強さが10〜40MPaであることが、さらに好ましい。
<Bending strength>
Three-point bending strength was used as the strength of the boron nitride sintered body constituting the resin-impregnated boron nitride sintered body of the present invention. The three-point bending strength is preferably 3 to 40 MPa. When the three-point bending strength is less than 3 MPa, the three-dimensional bonding area between the boron nitride particles is small, and as a result, the thermal conductivity of the resin-impregnated boron nitride sintered body is lowered. In addition, the heat dissipation material is destroyed during mounting, resulting in a decrease in electrical insulation and a decrease in reliability. On the other hand, if it is larger than 40 MPa, it means that the bonding area between the boron nitride particles becomes large, and the porosity of the boron nitride sintered body decreases. Therefore, it becomes difficult to completely impregnate the resin into the boron nitride sintered body, and as a result, the strength and electrical insulation of the resin-impregnated boron nitride sintered body are lowered. The bending strength can be adjusted by the firing temperature at the time of producing the boron nitride sintered body and the pressure at which the isotropic pressure is applied.
When 100 faces (a-axis) of boron nitride particles are oriented with respect to the height direction of the boron nitride sintered body, the bending strength measured from the height direction of the boron nitride sintered body is 3 to 15 MPa. More preferably. When the 002 plane (c-axis) of the boron nitride particles is oriented with respect to the height direction of the boron nitride sintered body, the bending strength measured from the height direction of the boron nitride sintered body is 10 to 40 MPa. More preferably.
<曲げ強さの評価方法>
窒化ホウ素焼結体の曲げ強さは、JIS−R1601に従って室温(25℃)条件下で測定した。機器はSHIMAZU社製「オートグラフAG2000D」を用いた。樹脂含浸窒化ホウ素焼結体、窒化ホウ素成形体も同様に測定を行った。
<Bending strength evaluation method>
The bending strength of the boron nitride sintered body was measured under room temperature (25 ° C.) conditions according to JIS-R1601. The instrument used was “Autograph AG2000D” manufactured by SHIMAZU. The resin-impregnated boron nitride sintered body and the boron nitride molded body were measured in the same manner.
<熱伝導率評法>
窒化ホウ素焼結体、窒化ホウ素成形体及び樹脂含浸窒化ホウ素焼結体の熱伝導率(H;W/(m・K))は、熱拡散率(A:m2/sec)と密度(B:kg/m3)、比熱容量(C:J/(kg・K))から、H=A×B×Cとして、算出した。熱拡散率は、測定用試料を幅10mm×長さ10mm×厚さ1.0mmに加工し、レーザーフラッシュ法により求めた。測定装置はキセノンフラッシュアナライザ(「LFA447NanoFlash」NETZSCH社製)を用いた。密度はアルキメデス法を用いて求めた。比熱容量は、DSC(「ThermoPlus Evo DSC8230」リガク社製)を用いて求
めた。
<Thermal conductivity rating method>
The thermal conductivity (H; W / (m · K)) of the boron nitride sintered body, boron nitride molded body, and resin-impregnated boron nitride sintered body is the thermal diffusivity (A: m 2 / sec) and the density (B : Kg / m 3 ) and specific heat capacity (C: J / (kg · K)), H = A × B × C. The thermal diffusivity was obtained by processing a sample for measurement into a width of 10 mm, a length of 10 mm, and a thickness of 1.0 mm by a laser flash method. A xenon flash analyzer (“LFA447 NanoFlash” manufactured by NETZSCH) was used as a measurement apparatus. The density was determined using the Archimedes method. The specific heat capacity was determined using DSC (“ThermoPlus Evo DSC8230” manufactured by Rigaku Corporation).
<ショア硬度及びその評価方法>
本発明の樹脂含浸窒化ホウ素焼結体のショア硬度が25HS以下であることが好ましい。ショア硬度が25HSの値を超えると、樹脂含浸窒化ホウ素焼結体が脆くなり、放熱部材として実装した際に締め付け及び挟み込みの応力による割れの原因となる。また、柔軟性に欠けるため界面抵抗が大きくなり熱抵抗の増大を招く。ショア硬度の測定は、例えば、(島津製作所社製 D型)を用いて測定できる。窒化ホウ素焼結体、窒化ホウ素成形体も同様に測定を行った。
<Shore hardness and its evaluation method>
The Shore hardness of the resin-impregnated boron nitride sintered body of the present invention is preferably 25 HS or less. When the Shore hardness exceeds a value of 25 HS, the resin-impregnated boron nitride sintered body becomes brittle and causes cracking due to tightening and pinching stress when mounted as a heat dissipation member. In addition, since it lacks flexibility, the interfacial resistance increases, leading to an increase in thermal resistance. The Shore hardness can be measured using, for example, (D type manufactured by Shimadzu Corporation). The boron nitride sintered body and the boron nitride molded body were measured in the same manner.
<熱抵抗及びその評価方法>
本発明の特徴は、荷重9.8kgf/cm3における熱抵抗が、0.25℃/W以下であることである。熱抵抗が0.25℃/Wを超えると、チップ温度の冷却が不十分となるため好ましくない。自動車用両面放熱パワーモジュールの放熱部材として用いる場合、樹脂含浸窒化ホウ素焼結体の熱抵抗は小さければ小さいほど好ましい。界面熱抵抗が大きいと、レーザーフラッシュ法等により算出した熱伝導率と実装時の熱抵抗に大きな乖離が生じ、実装時の熱伝導率の値が低くなる。更に、従来まで実装時は界面熱抵抗を緩和するために基板との界面に放熱グリースを塗布するが、放熱グリースの存在により熱伝導率の低減が懸念される。本発明では、放熱性に富んだ接着性を有する熱可塑性樹脂層を付与することにより、グレースレスを実現でき且つ熱可塑性樹脂層であるため、ハンドリング性にも長ける。
樹脂含浸窒化ホウ素焼結体の熱抵抗測定は、ASTM−D5470に準拠して測定し、本測定の熱抵抗値はバルクの熱抵抗と接触面の界面熱抵抗を含んだ値となっている。試料サイズは10mm×10mm、厚さ0.3mmを用い、荷重は9.8kgf/cm3の条件下で測定を行った。熱抵抗値は(T:℃/W)は、温度差(D:℃)と電力(E:W)から、T=D/Eとして、算出した。
<Thermal resistance and its evaluation method>
The feature of the present invention is that the thermal resistance at a load of 9.8 kgf / cm 3 is 0.25 ° C./W or less. A thermal resistance exceeding 0.25 ° C./W is not preferable because the cooling of the chip temperature becomes insufficient. When used as a heat radiating member of a double-sided heat radiation power module for automobiles, the smaller the thermal resistance of the resin-impregnated boron nitride sintered body, the better. When the interfacial thermal resistance is large, there is a large difference between the thermal conductivity calculated by the laser flash method or the like and the thermal resistance at the time of mounting, and the value of the thermal conductivity at the time of mounting becomes low. Furthermore, heat radiation grease is applied to the interface with the substrate at the time of mounting so far in order to reduce the interfacial thermal resistance. In the present invention, by providing a thermoplastic resin layer having adhesiveness rich in heat dissipation, gracelessness can be realized, and since it is a thermoplastic resin layer, it is also easy to handle.
The thermal resistance of the resin-impregnated boron nitride sintered body is measured according to ASTM-D5470, and the thermal resistance value of this measurement is a value including the bulk thermal resistance and the interface thermal resistance of the contact surface. The sample size was 10 mm × 10 mm, the thickness was 0.3 mm, and the load was measured under the condition of 9.8 kgf / cm 3 . The thermal resistance value (T: ° C./W) was calculated as T = D / E from the temperature difference (D: ° C.) and power (E: W).
<窒化ホウ素純度及びその評価方法>
更に、本発明の窒化ホウ素焼結体、窒化ホウ素成形体においては、その窒化ホウ素純度が95質量%以上であることが好ましい。窒化ホウ素純度は、窒化ホウ素粉末をアルカリ分解後ケルダール法による水蒸気蒸留を行い、留出液中の全窒素を中和適定することによって測定することができる。
<Boron nitride purity and its evaluation method>
Furthermore, in the boron nitride sintered body and boron nitride molded body of the present invention, the boron nitride purity is preferably 95% by mass or more. The boron nitride purity can be measured by subjecting the boron nitride powder to alkali decomposition after steam distillation by the Kjeldahl method and neutralizing the total nitrogen in the distillate.
<窒化ホウ素粉末の平均粒径の定義・評価方法>
窒化ホウ素焼結体の出発原料となる窒化ホウ素粉末の平均粒径は、レーザー回折光散乱法による粒度分布測定において、累積粒度分布の累積値50%の粒径である。粒度分布測定機としては、例えば「MT3300EX」(日機装社製)にて測定することができる。測定に際しては、溶媒には水、分散剤としてはヘキサメタリン酸を用い、前処理として、30秒間、ホモジナイザーを用いて20Wの出力をかけて分散処理させた。水の屈折率には1.33、窒化ホウ素粉末の屈折率については1.80を用いた。一回当たりの測定時間
は30秒である。
<Definition and evaluation method of average particle size of boron nitride powder>
The average particle size of the boron nitride powder used as the starting material for the boron nitride sintered body is a particle size of 50% of the cumulative value of the cumulative particle size distribution in the particle size distribution measurement by the laser diffraction light scattering method. As a particle size distribution measuring device, for example, “MT3300EX” (manufactured by Nikkiso Co., Ltd.) can be used for measurement. In the measurement, water was used as a solvent, hexametaphosphoric acid was used as a dispersant, and a pretreatment was performed for 30 seconds using a homogenizer with an output of 20 W for dispersion treatment. The refractive index of water was 1.33, and the refractive index of boron nitride powder was 1.80. The measurement time per time is 30 seconds.
<窒化ホウ素焼結体の焼結条件>
本発明の窒化ホウ素焼結体は、1600℃以上で1時間以上焼結させて製造することが好ましい。焼結を行わないと、気孔径が小さく、樹脂の含浸が困難となる。焼結温度が1600℃より低いと、窒化ホウ素の結晶性が十分向上せず、樹脂含浸窒化ホウ素焼結体の熱伝導率が低下する恐れがある。焼結温度の上限については、特に制限はないが、経済性を考慮すると上限としては、2200℃程度が実際的である。また、焼結時間が1時間より小さいと、窒化ホウ素の結晶性が十分向上せず、窒化ホウ素焼結体の熱伝導率が低下する恐れがある。焼結時間の上限については、特に制限はないが、経済性を考慮すると上限としては、30時間程度が実際的である。また、焼結は、窒化ホウ素焼結体の酸化を防止する目的で、窒素又はヘリウム又はアルゴン雰囲気下で行うことが好ましい。
<Sintering conditions for boron nitride sintered body>
The boron nitride sintered body of the present invention is preferably produced by sintering at 1600 ° C. or higher for 1 hour or longer. Without sintering, the pore diameter is small and impregnation of the resin becomes difficult. When the sintering temperature is lower than 1600 ° C., the crystallinity of boron nitride is not sufficiently improved, and the thermal conductivity of the resin-impregnated boron nitride sintered body may be lowered. Although there is no restriction | limiting in particular about the upper limit of sintering temperature, About 2200 degreeC is practical as an upper limit when economical efficiency is considered. If the sintering time is less than 1 hour, the crystallinity of boron nitride is not sufficiently improved, and the thermal conductivity of the boron nitride sintered body may be lowered. Although there is no restriction | limiting in particular about the upper limit of sintering time, About 30 hours is practical as an upper limit when economical efficiency is considered. Sintering is preferably performed in an atmosphere of nitrogen, helium or argon for the purpose of preventing oxidation of the boron nitride sintered body.
<窒化ホウ素焼結体製造時の昇温速度>
本発明の窒化ホウ素焼結体の焼結工程おいては、300〜600℃までの昇温速度を40℃/分以下とすることが好ましい。昇温速度が40℃/分より大きいと、有機バインダーの急激な分解により窒化ホウ素粒子の焼結性に分布が生じ、特性にバラつきが大きくなり信頼性が低下する恐れがある。昇温速度の上限については、特に制限はないが、経済性を考慮すると下限としては、5℃/分程度が実際的である。
<Temperature increase rate during the manufacture of boron nitride sintered body>
In the sintering process of the boron nitride sintered body of the present invention, it is preferable that the temperature increase rate from 300 to 600 ° C. is 40 ° C./min or less. If the rate of temperature rise is greater than 40 ° C./min, the boron nitride particles will be distributed due to the rapid decomposition of the organic binder, resulting in large variations in properties and reduced reliability. Although there is no restriction | limiting in particular about the upper limit of temperature increase rate, About 5 degree-C / min is practical as a lower limit considering economical efficiency.
<樹脂含浸窒化ホウ素焼結体>
本発明の樹脂含浸窒化ホウ素焼結体について説明する。本発明の樹脂含浸窒化ホウ素焼結体は、窒化ホウ素焼結体に樹脂を含浸し、硬化させ、樹脂含浸窒化ホウ素焼結体を得た後、マルチワイヤーソー等の装置を用い、任意の厚さに切り出した板状の樹脂含浸窒化ホウ素焼結体を用いることにより、好適に製造することができる。マルチワイヤーソー等の加工装置を用いることにより、任意の厚さに対して大量に切り出す事が可能となり、切削後の面粗度も良好な値を示す。また、切り出しの際、樹脂含浸窒化ホウ素焼結体の向きを変えることで任意の方向に対して優位な熱伝導率を有した板状の樹脂含浸窒化ホウ素焼結体を得ることも容易である。
<Resin impregnated boron nitride sintered body>
The resin-impregnated boron nitride sintered body of the present invention will be described. The resin-impregnated boron nitride sintered body of the present invention is obtained by impregnating a boron nitride sintered body with a resin and curing it to obtain a resin-impregnated boron nitride sintered body. By using a plate-like resin-impregnated boron nitride sintered body cut out in the thickness, it can be suitably manufactured. By using a processing apparatus such as a multi-wire saw, it becomes possible to cut out a large amount for an arbitrary thickness, and the surface roughness after cutting shows a good value. In addition, it is easy to obtain a plate-shaped resin-impregnated boron nitride sintered body having a thermal conductivity superior to an arbitrary direction by changing the direction of the resin-impregnated boron nitride sintered body at the time of cutting. .
<樹脂との複合>
次に、窒化ホウ素焼結体と樹脂との複合方法について説明する。本発明の樹脂含浸窒化ホウ素焼結体は、窒化ホウ素焼結体に樹脂を含浸し、硬化させることで好適に製造することができる。樹脂の含浸は、真空含浸、3〜300MPaでの加圧含浸、室温〜150℃までの加熱含浸又はそれらの組合せの含浸で行うことができる。真空含浸時の圧力は、1000Pa以下が好ましく、100Pa以下が更に好ましい。加圧含浸では、圧力1MPa以下では窒化ホウ素焼結体の内部まで樹脂が十分含浸できず、300MPa以上では設備が大規模になるためコスト的に不利である。樹脂の粘度を低下させることで、窒化ホウ素焼結体の内部まで樹脂を含浸させることができるので、加圧時に30〜300℃に加熱して、樹脂の粘度を低下させることが更に好ましい。
<Composite with resin>
Next, a composite method of the boron nitride sintered body and the resin will be described. The resin-impregnated boron nitride sintered body of the present invention can be suitably produced by impregnating a boron nitride sintered body with a resin and curing it. The impregnation of the resin can be performed by vacuum impregnation, pressure impregnation at 3 to 300 MPa, heat impregnation from room temperature to 150 ° C., or a combination thereof. The pressure during vacuum impregnation is preferably 1000 Pa or less, and more preferably 100 Pa or less. In the pressure impregnation, if the pressure is 1 MPa or less, the resin cannot be sufficiently impregnated to the inside of the boron nitride sintered body, and if it is 300 MPa or more, the equipment becomes large and disadvantageous in terms of cost. Since the resin can be impregnated into the inside of the boron nitride sintered body by reducing the viscosity of the resin, it is more preferable to reduce the viscosity of the resin by heating to 30 to 300 ° C. during pressurization.
<含浸用樹脂>
樹脂としては、例えばエポキシ樹脂、シリコーン樹脂、シリコーンゴム、アクリル樹脂、フェノール樹脂、メラミン樹脂、ユリア樹脂、不飽和ポリエステル、フッ素樹脂、ポリイミド、ポリアミドイミド、ポリエーテルイミド等のポリアミド、ポリブチレンテレフタレート、ポリエチレンテレフタレート等のポリエステル、ポリフェニレンエーテル、ポリフェニレンサルファイド、全芳香族ポリエステル、ポリスルホン、液晶ポリマー、ポリエーテルスルホン、ポリカーボネート、マレイミド変性樹脂、ABS樹脂、AAS(アクリロニトリル−アクリルゴム・スチレン)樹脂、AES(アクリロニトリル・エチレン・プロ
ピレン・ジエンゴム−スチレン)樹脂、ポリグリコール酸樹脂、ポリフタルアミド、ポリアセタール等を用いることができる。特にエポキシ樹脂は、耐熱性と銅箔回路への接着強度が優れていることから、プリント配線板の絶縁層として好適である。また、シリコーン樹脂は耐熱性、柔軟性及びヒートシンク等への密着性が優れていることから熱インターフェース材として好適である。これら樹脂、特に熱硬化性樹脂には適宜、硬化剤、無機フィラー、シランカップリング剤、さらには濡れ性やレベリング性の向上及び粘度低下を促進して加熱加圧成形時の欠陥の発生を低減する添加剤を含有することができる。この添加剤としては、例えば、消泡剤、表面調整剤、湿潤分散剤等がある。また、樹脂が、酸化アルミニウム、酸化ケイ素、酸化亜鉛、窒化ケイ素、窒化アルミニウム、水酸化アルミニウムの群から選ばれた1種又は2種以上のセラミックス粉末を含むと一層好ましい。窒化ホウ素粒子間に、セラミックス粒子を充填することができるので、結果として窒化ホウ素樹脂成形体の熱伝導率を向上させることができる。樹脂及びセラミックス粉末含有樹脂は、必要に応じて溶剤で希釈して使用しても良い。溶剤としては、例えば、エタノール及びイソプロパノール等のアルコール類、2−メトキシエタノール、1−メトキシエタノール、2−エトキシエタノール、1−エトキシ−2−プロパノール、2−ブトキシエタノール、2−(2−メトキシエトキシ)エタノール、2−(2−エトキシエトキシ)エタノール及び2−(2−ブトキシエトキシ)エタノール等のエーテルアルコール類、エチレングリコールモノメチルエーテル、エチレングリコールモノブチルエーテル等のグリコールエーテル類、アセトン、メチルエチルケトン、メチルイソブチルケトン及びジイソブチルケトンケトン等のケトン類、トルエン及びキシレン等の炭化水素類が挙げられる。なお、これらの希釈剤は、単独で使用しても、2種以上を混合して使用してもよい。
<Resin for impregnation>
Examples of the resin include epoxy resin, silicone resin, silicone rubber, acrylic resin, phenol resin, melamine resin, urea resin, unsaturated polyester, fluororesin, polyimide, polyamideimide, polyetherimide, and other polyamides, polybutylene terephthalate, polyethylene Polyester such as terephthalate, polyphenylene ether, polyphenylene sulfide, wholly aromatic polyester, polysulfone, liquid crystal polymer, polyethersulfone, polycarbonate, maleimide modified resin, ABS resin, AAS (acrylonitrile-acrylic rubber / styrene) resin, AES (acrylonitrile / ethylene)・ Propylene / diene rubber-styrene) resin, polyglycolic acid resin, polyphthalamide, polyacetal, etc. Kill. In particular, epoxy resin is suitable as an insulating layer of a printed wiring board because of its excellent heat resistance and adhesive strength to a copper foil circuit. Silicone resin is suitable as a thermal interface material because it is excellent in heat resistance, flexibility and adhesion to a heat sink. For these resins, especially thermosetting resins, curing agents, inorganic fillers, silane coupling agents, as well as improving wettability and leveling properties and promoting viscosity reduction to reduce the occurrence of defects during heat and pressure molding Additive may be contained. Examples of the additive include an antifoaming agent, a surface conditioner, and a wetting and dispersing agent. More preferably, the resin contains one or more ceramic powders selected from the group consisting of aluminum oxide, silicon oxide, zinc oxide, silicon nitride, aluminum nitride, and aluminum hydroxide. Since ceramic particles can be filled between the boron nitride particles, the thermal conductivity of the boron nitride resin molded body can be improved as a result. The resin and the ceramic powder-containing resin may be diluted with a solvent as necessary. Examples of the solvent include alcohols such as ethanol and isopropanol, 2-methoxyethanol, 1-methoxyethanol, 2-ethoxyethanol, 1-ethoxy-2-propanol, 2-butoxyethanol, and 2- (2-methoxyethoxy). Ethers such as ethanol, 2- (2-ethoxyethoxy) ethanol and 2- (2-butoxyethoxy) ethanol, glycol ethers such as ethylene glycol monomethyl ether and ethylene glycol monobutyl ether, acetone, methyl ethyl ketone, methyl isobutyl ketone and Examples include ketones such as diisobutyl ketone ketone, and hydrocarbons such as toluene and xylene. These diluents may be used alone or in combination of two or more.
<熱可塑性樹脂層>
任意の方向に対して優位な熱伝導率を有した板状の樹脂含浸窒化ホウ素焼結体に対して、可塑性を示す樹脂又は可塑性を示す樹脂と無機充填材を各種コーターやスクリーン印刷等の一般的な製膜装置を用いて塗布し、熱処理等を行って、樹脂含浸窒化ホウ素焼結体の少なくとも片側に熱可塑性樹脂層を設けることができる。また、熱可塑性樹脂層をシート成形した後、樹脂含浸窒化ホウ素焼結体の表面にシート成型した熱可塑性樹脂層を接着することで、熱可塑性樹脂層を設けることができる。場合によっては片側に放熱グリース等の軟質スペーサーを用いても良い。
可塑性を示す樹脂は、温度30〜120℃で軟化する有機成分を含有していることが好ましい。軟化温度が30℃未満では室温状態でも軟化しやすくなって取扱に支障を来し、一方120℃を超えて軟化させるためには非常に高温にする必要があり好ましくない。このような樹脂を例示すれば、ポリエチレン、ポリプロピレン、エチレンーαオレフィン共重合体、エチレンー酢酸ビニル共重合体等の熱可塑性樹脂や、その他常温では固体であり加熱により低粘度の流体になるもの、例えばマイクロクリスタリンワックス、モンタン酸ワックス、モンタン酸エステルワックス等のワックス類、また室温で固体であるパラフィンワックス等が挙げられる。これらの一種又は二種以上、またこれらに適宜流動パラフィンを加える。マトリックスをこのような有機成分で構成することにより、加熱時の流動性を極めて高くすることができ薄化が容易となるため、熱抵抗を減少させることができる。
また熱可塑性樹脂層においては、有機成分として上記のほかに、例えば粘着性を付与するための粘着剤や無機充填材分散性向上のための分散剤、界面活性剤、カップリング剤など、各種添加剤などを適宜用いても良い。
本発明に用いた熱可塑性樹脂層は各種コーターやスクリーン印刷等の一般的な製膜装置を用いる事で、厚さ0.05mm〜0.5mmにシート成形することによって製造することができる。厚さが0.5mmを超えると、低熱抵抗化が困難になる。また0.05mm未満では、発熱性電子部品の凹凸への追従が困難になるため、接触が不十分となり、熱抵抗が増加する。
無機充填材は、窒化アルミニウム粉、アルミナ粉、酸化亜鉛粉、金属アルミニウム粉から選ばれた一種又は二種以上の粉末を用いることが好ましい。酸化亜鉛粉、窒化アルミニウム粉、窒化アルミニウム粉を併用することが更に好ましい。これにより高熱伝導と高充填性、流動性を並立させることができる。またその他に、炭化ケイ素粉、窒化ケイ素粉、窒化ホウ素粉などから選ばれた一種又は二種以上の粉末を、さらに無機系充填材に含有しても良い。
無機充填材は、高熱伝導性を有するものが好ましく、その意味では各種金属粉やセラミックス粉が好ましいが、コストと熱伝導特性、安全性などを考慮すると、耐湿信頼性が高いアルミナ粉、酸化亜鉛粉が特に好ましく、熱伝導性の高い窒化アルミニウム粉が特に好ましい。それ以外の場合、例えば金属アルミニウム粉等の金属粉も使用できるが、その場合熱伝導率は高いものの、金属微粉となることから粉の活性が非常に高くなり、爆発の危険性が高くなるなど取り扱いが難しくなる。
<Thermoplastic resin layer>
For plate-like resin-impregnated boron nitride sintered bodies having a thermal conductivity superior to an arbitrary direction, a plastic resin or a plastic resin and an inorganic filler are generally used for various coaters, screen printing, etc. The thermoplastic resin layer can be provided on at least one side of the resin-impregnated boron nitride sintered body by applying using a typical film forming apparatus and performing heat treatment or the like. In addition, after the thermoplastic resin layer is formed into a sheet, the thermoplastic resin layer can be provided by adhering the sheet-molded thermoplastic resin layer to the surface of the resin-impregnated boron nitride sintered body. In some cases, a soft spacer such as heat-dissipating grease may be used on one side.
The resin exhibiting plasticity preferably contains an organic component that softens at a temperature of 30 to 120 ° C. If the softening temperature is less than 30 ° C., it tends to soften even at room temperature and hinders handling. Examples of such resins include polyethylene, polypropylene, ethylene-α olefin copolymers, thermoplastic resins such as ethylene-vinyl acetate copolymers, and other materials that are solid at room temperature and become a low-viscosity fluid upon heating, for example, Examples thereof include waxes such as microcrystalline wax, montanic acid wax, and montanic acid ester wax, and paraffin wax that is solid at room temperature. One or more of these, and liquid paraffin are added to these as appropriate. By constituting the matrix with such an organic component, the fluidity at the time of heating can be made extremely high and the thinning can be facilitated, so that the thermal resistance can be reduced.
In the thermoplastic resin layer, in addition to the above, various additions such as an adhesive for imparting adhesiveness, a dispersant for improving dispersibility of the inorganic filler, a surfactant, a coupling agent, etc. An agent or the like may be used as appropriate.
The thermoplastic resin layer used in the present invention can be produced by forming a sheet to a thickness of 0.05 mm to 0.5 mm by using a general film forming apparatus such as various coaters or screen printing. If the thickness exceeds 0.5 mm, it is difficult to reduce the thermal resistance. On the other hand, if it is less than 0.05 mm, it becomes difficult to follow the unevenness of the heat-generating electronic component, so that the contact becomes insufficient and the thermal resistance increases.
As the inorganic filler, it is preferable to use one or more powders selected from aluminum nitride powder, alumina powder, zinc oxide powder, and metal aluminum powder. It is more preferable to use zinc oxide powder, aluminum nitride powder, and aluminum nitride powder in combination. Thereby, high heat conductivity, high filling property, and fluidity can be combined. In addition, one or more powders selected from silicon carbide powder, silicon nitride powder, boron nitride powder and the like may be further contained in the inorganic filler.
Inorganic fillers preferably have high thermal conductivity, and in that sense, various metal powders and ceramic powders are preferable. However, in consideration of cost, thermal conductivity characteristics, safety, etc., alumina powder and zinc oxide having high moisture resistance reliability are preferable. Powder is particularly preferable, and aluminum nitride powder having high thermal conductivity is particularly preferable. In other cases, for example, metal powder such as metal aluminum powder can be used, but in that case, although the thermal conductivity is high, the activity of the powder becomes very high because it becomes a metal fine powder, and the risk of explosion increases. Handling becomes difficult.
以下、本発明を実施例、比較例をあげて更に具体的に説明する。
<窒化ホウ素焼結体の作製>
酸素含有量1.5%、窒化ホウ素純度97.6%、平均粒径6.0μmであるアモルファス窒化ホウ素粉末、酸素含有量0.3%、窒化ホウ素純度99.0%、平均粒径18.0μm又は30.0μmである六方晶窒化ホウ素粉末を、ヘンシェルミキサーを用いて混合粉を作製した。そして、この成形用の混合粉末を用いて、5MPaでブロック状にプレス成形した。得られたブロック成形体をバッチ式高周波炉にて窒素流量10L/minで焼結させることで窒化ホウ素焼結体を得た。一部の実験条件においては、焼結前のブロック成形体に対して、冷間等方圧加圧法(CIP)により10〜100MPaの間で加圧処理を行った。これらを表1の試験No.1-1からNo.1-10に示す。なお、No.1-4及びNo.1-10は冷間等方圧加圧法(CIP)の加圧処理を行わなかった。
Hereinafter, the present invention will be described more specifically with reference to examples and comparative examples.
<Preparation of sintered boron nitride>
Amorphous boron nitride powder having an oxygen content of 1.5%, boron nitride purity of 97.6%, and an average particle size of 6.0 μm, oxygen content of 0.3%, boron nitride purity of 99.0%, and an average particle size of 18. A mixed powder of hexagonal boron nitride powder of 0 μm or 30.0 μm was prepared using a Henschel mixer. Then, this mixed powder for molding was press-molded into a block shape at 5 MPa. The obtained block molded body was sintered at a nitrogen flow rate of 10 L / min in a batch type high frequency furnace to obtain a boron nitride sintered body. Under some experimental conditions, the block molded body before sintering was subjected to pressure treatment between 10 and 100 MPa by a cold isostatic pressing method (CIP). These are shown in Test Nos. 1-1 to 1-10 in Table 1. Note that No. 1-4 and No. 1-10 were not subjected to the cold isostatic pressing method (CIP).
<エポキシ樹脂の真空含浸>
得られた窒化ホウ素焼結体へ樹脂含浸を行った。窒化ホウ素焼結体及びエポキシ樹脂(「ボンドE205」コニシ社製)と付属の硬化剤の混合物を圧力100Paの真空中で10分間脱気した後、真空下で窒化ホウ素焼結体に注ぎ込み、20分間含浸した。その後、大気圧下で、温度150℃で60分間加熱して樹脂を硬化させ、樹脂含浸窒化ホウ素焼結体を得た。
<Vacuum impregnation of epoxy resin>
The obtained boron nitride sintered body was impregnated with resin. A mixture of a boron nitride sintered body and an epoxy resin (“Bond E205” manufactured by Konishi Co., Ltd.) and an attached curing agent was deaerated in a vacuum of 100 Pa for 10 minutes, and then poured into the boron nitride sintered body under vacuum. Impregnated for minutes. Thereafter, the resin was cured by heating at 150 ° C. for 60 minutes under atmospheric pressure to obtain a resin-impregnated boron nitride sintered body.
<板状樹脂含浸窒化ホウ素焼結体の作製>
得られた樹脂含浸窒化ホウ素焼結体の放熱部材としての特性を評価するため、任意の形状にマルチワイヤーソー又はマシニングセンターを用い加工を行った。この際、厚さ方向に対して窒化ホウ素粒子の100面(a軸)もしくは002面(c軸)が配向するように切り出した。また、得られた樹脂含浸窒化ホウ素焼結体を、空気中1000℃で1hr焼成し、樹脂成分を灰化させて窒化ホウ素成型体を得た。窒化ホウ素焼結体と樹脂含浸窒化ホウ素焼結体の評価結果を表1に示す。
<Preparation of plate-like resin-impregnated boron nitride sintered body>
In order to evaluate the characteristic as a heat radiating member of the obtained resin-impregnated boron nitride sintered body, processing was performed in an arbitrary shape using a multi-wire saw or a machining center. At this time, the boron nitride particles were cut out so that 100 planes (a axis) or 002 planes (c axis) of the boron nitride particles were oriented with respect to the thickness direction. Further, the obtained resin-impregnated boron nitride sintered body was fired in air at 1000 ° C. for 1 hour to incinerate the resin component to obtain a boron nitride molded body. Table 1 shows the evaluation results of the boron nitride sintered body and the resin-impregnated boron nitride sintered body.
<熱可塑性樹脂層の作製>
樹脂含浸窒化ホウ素焼結体の片側又は両側に、炭化水素系のコオリゴマーからなる熱可塑性樹脂(「PSX―Pm」Henkel社製)を、テーブルコータ(中外炉工業株式会社製)を用いて各種厚さで塗布し、60℃の熱処理を行うことで、片側又は両側に熱可塑性樹脂層を有する放熱部材を作製した。試験No.2-1は片側のみに熱可塑性樹脂を0.10mm厚さで塗布して、熱可塑性樹脂層を設けた。試験No.2-3〜2-10、2-12〜2-20は、両側に熱可塑性樹脂を各種厚さで塗布して、熱可塑性樹脂層を設けた。
また、試験No.2-2は、両側に塗布を行ったが、片側には熱可塑性樹脂を0.10mm厚さで塗布し、対となる反対側にはグリースを0.01mm厚さで塗布して、放熱部材を作製した。
比較のために、樹脂含浸窒化ホウ素焼結体のみ(熱可塑性樹脂は未塗布)の放熱部材(試験No.2-11)も作製した。これらを表2の試験No.2-1からNo.2-20に示す。
<Preparation of thermoplastic resin layer>
Various types of thermoplastic resins made of hydrocarbon co-oligomers (“PSX-Pm” manufactured by Henkel) are used on one or both sides of the resin-impregnated boron nitride sintered body using a table coater (manufactured by Chugai Furnace Industries, Ltd.). The heat-dissipating member having a thermoplastic resin layer on one side or both sides was produced by coating with a thickness and performing a heat treatment at 60 ° C. In Test No. 2-1, a thermoplastic resin was applied to only one side with a thickness of 0.10 mm to provide a thermoplastic resin layer. In Test Nos. 2-3 to 2-10 and 2-12 to 2-20, thermoplastic resins were applied on both sides in various thicknesses to provide a thermoplastic resin layer.
Test No. 2-2 was applied to both sides, but one side was coated with thermoplastic resin at a thickness of 0.10 mm, and the other side was coated with grease at a thickness of 0.01 mm. And the heat radiating member was produced.
For comparison, a heat radiating member (test No. 2-11) made only of a resin-impregnated boron nitride sintered body (no thermoplastic resin applied) was also produced. These are shown in Test Nos. 2-1 to 2-20 in Table 2.
本発明の窒化ホウ素焼結体と窒化ホウ素成型体は、窒化ホウ素粒子の平均長径、高さ方向に対する窒化ホウ素粒子の100面(a軸)又は002面(c軸)の配向、気孔率、I.O.P.、粉末X線回折法による黒鉛化指数、ショア硬度が同じであった。また、本発明の窒化ホウ素焼結体と窒化ホウ素成型体は、高さ方向に対して窒化ホウ素粒子の100面(a軸)が配向した時の高さ方向より測定した曲げ強さ及び熱伝導率と、高さ方向に対して窒化ホウ素粒子の002面(c軸)が配向した時の高さ方向より測定した
曲げ強さ及び熱伝導率が同じであった。
The boron nitride sintered body and the boron nitride molded body of the present invention have an average major axis of boron nitride particles, orientation of the boron nitride particles in the 100 plane (a-axis) or 002 plane (c-axis) with respect to the height direction, porosity, I . O. P. The graphitization index by the powder X-ray diffraction method and the Shore hardness were the same. Further, the boron nitride sintered body and the boron nitride molded body of the present invention have bending strength and heat conduction measured from the height direction when 100 faces (a-axis) of the boron nitride particles are oriented with respect to the height direction. And the bending strength and thermal conductivity measured from the height direction when the 002 plane (c-axis) of the boron nitride particles was oriented with respect to the height direction were the same.
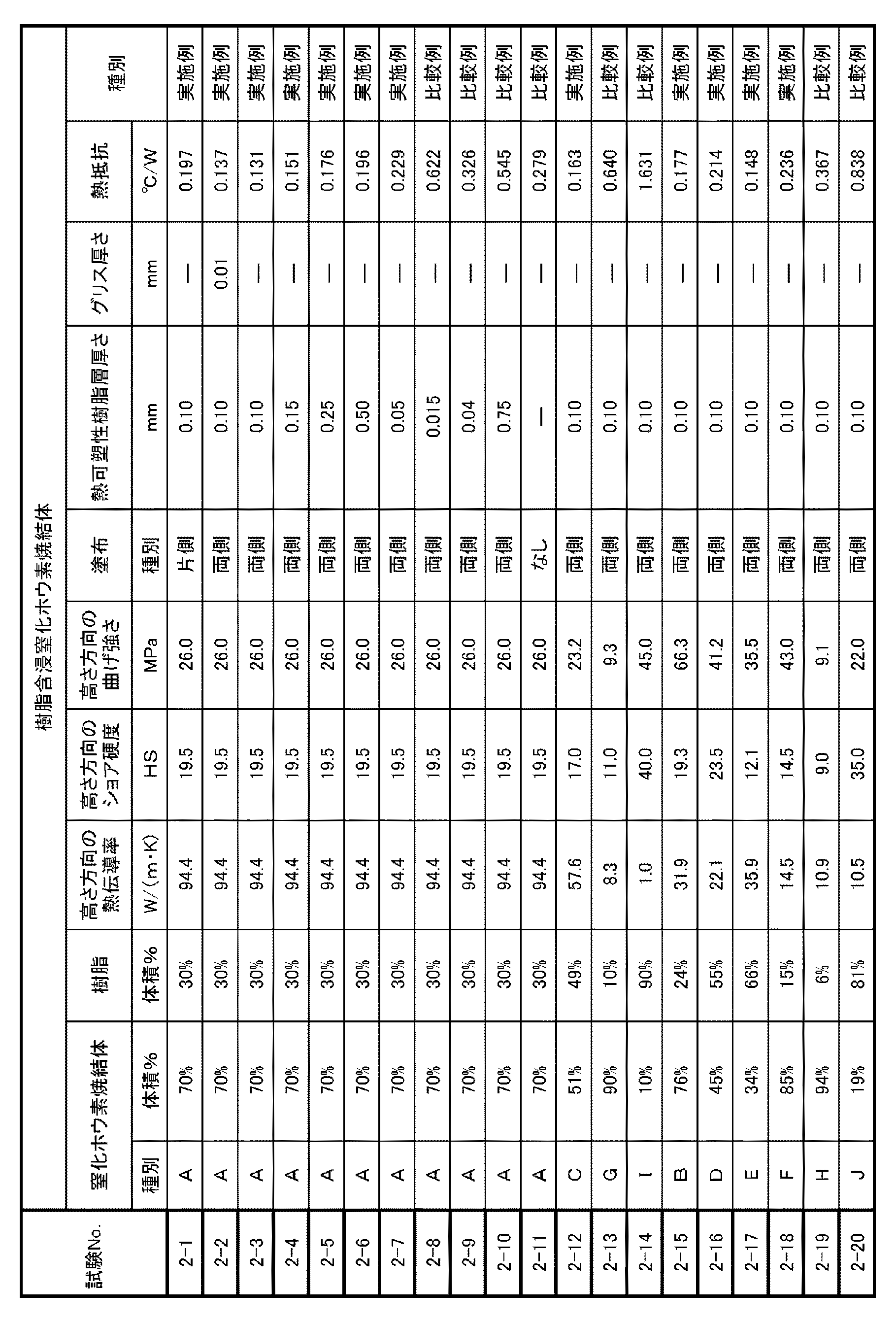
実施例と比較例の対比から明らかなように、本発明の樹脂含浸窒化ホウ素焼結体の少なくとも片側に0.05〜0.5mmの厚さの熱可塑性樹脂層を有する放熱部材は、熱伝導率が高くと曲げ強度が高く、優れた物性を示している。また、熱抵抗においても低熱抵抗を実現している。 As is clear from the comparison between the examples and the comparative examples, the heat dissipating member having a thermoplastic resin layer having a thickness of 0.05 to 0.5 mm on at least one side of the resin-impregnated boron nitride sintered body of the present invention is thermally conductive. When the rate is high, the bending strength is high and excellent physical properties are exhibited. Also, a low thermal resistance is realized in terms of thermal resistance.
本発明の樹脂含浸窒化ホウ素焼結体の少なくとも片側に0.05〜0.5mmの厚さの熱可塑性樹脂層を有する放熱部材は、パワーデバイスなどの発熱性電子部品の放熱部材として好適に用いることができる。特にプリント配線板の絶縁層及び熱インターフェース材及び自動車用両面放熱パワーモジュールに用いることができる。
A heat dissipating member having a thermoplastic resin layer having a thickness of 0.05 to 0.5 mm on at least one side of the resin-impregnated boron nitride sintered body of the present invention is suitably used as a heat dissipating member of a heat-generating electronic component such as a power device. be able to. In particular, it can be used for insulating layers of printed wiring boards, thermal interface materials, and double-sided heat radiation power modules for automobiles.
Claims (7)
熱抵抗が0.25℃/W以下である放熱部材。
I.O.P.は、窒化ホウ素焼結体の高さ方向(窒化ホウ素焼結体の窒化ホウ素粒子の100面(a軸)が配向している方向又は窒化ホウ素粒子の002面(c軸)が配向している方向)に平行方向から測定した面のX線回析の(002)回析線と(100)回析線との強度比、および上記焼結体の前記高さ方向に垂直方向から測定した面のX線回析の(002)回析線と(100)回析線との強度比から下式で算出される。
I.O.P.=(I100/I002)par./(I100/I002)perp. Boron nitride sintered body composed of 30 to 85 % by volume of boron nitride particles bonded in three dimensions and 70 to 15 % by volume of resin. The porosity of the boron nitride sintered body is 15 to 70% and nitrided in the thickness direction. The average major axis of the boron nitride particles of the boron nitride sintered body is 10 μm or more when the resin-impregnated boron nitride sintered body is cut out and observed so that the 002 plane (c axis) of the boron nitride particles of the boron sintered body is oriented. Graphitization index (GI) by powder X-ray diffraction method is 4.0 or less, and boron nitride particles of the boron nitride sintered body have the following formula I.I. O. P. A thermoplastic resin layer having a thickness of 0.05 to 0.5 mm on at least one side of a resin-impregnated boron nitride sintered body having an orientation degree of 0.01 to 0.05 or 20 to 100 according to (The Index of Orientation Performance) I have a,
A heat radiating member having a thermal resistance of 0.25 ° C./W or less .
I. O. P. Is the height direction of the boron nitride sintered body (the direction in which the 100 faces (a axis) of the boron nitride particles of the boron nitride sintered body are oriented, or the 002 face (c axis) of the boron nitride particles is oriented. The strength ratio of the (002) diffraction line to the (100) diffraction line of the surface measured from the direction parallel to the direction), and the surface measured from the direction perpendicular to the height direction of the sintered body. Is calculated from the intensity ratio of the (002) diffraction line and the (100) diffraction line of X-ray diffraction.
I. O. P. = (I100 / I002) par. / (I100 / I002) perp.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013236983A JP6285155B2 (en) | 2013-11-15 | 2013-11-15 | Heat dissipation member and its use |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013236983A JP6285155B2 (en) | 2013-11-15 | 2013-11-15 | Heat dissipation member and its use |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015096456A JP2015096456A (en) | 2015-05-21 |
| JP6285155B2 true JP6285155B2 (en) | 2018-02-28 |
Family
ID=53373970
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013236983A Active JP6285155B2 (en) | 2013-11-15 | 2013-11-15 | Heat dissipation member and its use |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6285155B2 (en) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9516741B2 (en) * | 2013-08-14 | 2016-12-06 | Denka Company Limited | Boron nitride/resin composite circuit board, and circuit board including boron nitride/resin composite integrated with heat radiation plate |
| JP6262522B2 (en) * | 2013-12-26 | 2018-01-17 | デンカ株式会社 | Resin-impregnated boron nitride sintered body and use thereof |
| JPWO2018025933A1 (en) * | 2016-08-02 | 2019-06-06 | デンカ株式会社 | Heat dissipation structure of electric circuit device |
| JP7053579B2 (en) * | 2017-03-29 | 2022-04-12 | デンカ株式会社 | Heat transfer member and heat dissipation structure including it |
| US20230106510A1 (en) * | 2020-03-31 | 2023-04-06 | Denka Company Limited | Boron nitride sintered body, composite, methods for producing same, and heat dissipation member |
| US20230227370A1 (en) * | 2020-05-15 | 2023-07-20 | Denka Company Limited | Composite body and layered body |
| WO2024204446A1 (en) * | 2023-03-29 | 2024-10-03 | デンカ株式会社 | Composite and production method therefor |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0634435B2 (en) * | 1985-11-27 | 1994-05-02 | イビデン株式会社 | Multilayer substrate for electronic circuits |
| JPH05159624A (en) * | 1991-12-04 | 1993-06-25 | Denki Kagaku Kogyo Kk | Insulated heat radiating plate |
| JP2007173338A (en) * | 2005-12-20 | 2007-07-05 | Mitsubishi Gas Chem Co Inc | High-temperature conductive adhesive sheet and method of its use |
| JP2007191339A (en) * | 2006-01-18 | 2007-08-02 | Riyuukoku Univ | Hexagonal boron nitride sintered compact and its manufacturing method |
| JP2008156142A (en) * | 2006-12-21 | 2008-07-10 | Tokuyama Corp | Aluminum nitride sintered compact and method for manufacturing the same |
| JP5666342B2 (en) * | 2011-02-23 | 2015-02-12 | 電気化学工業株式会社 | Composite particles of melamine borate and boron nitride, and a method for producing boron nitride particles using the same. |
-
2013
- 2013-11-15 JP JP2013236983A patent/JP6285155B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015096456A (en) | 2015-05-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6351585B2 (en) | Resin-impregnated boron nitride sintered body and use thereof | |
| JP6262522B2 (en) | Resin-impregnated boron nitride sintered body and use thereof | |
| JP6285155B2 (en) | Heat dissipation member and its use | |
| JP6313766B2 (en) | Boron nitride-resin composite circuit board, boron nitride-resin composite heat sink integrated circuit board | |
| JP6296568B2 (en) | Boron nitride powder and resin composition containing the same | |
| WO2018181606A1 (en) | Heat-conducting member and heat-dissipating structure including said heat-conducting member | |
| JP6125273B2 (en) | Boron nitride molded body, production method and use thereof | |
| Zhang et al. | Hybrid fillers of hexagonal and cubic boron nitride in epoxy composites for thermal management applications | |
| JP2016103611A (en) | Boron nitride resin composite circuit board | |
| JP6023474B2 (en) | Thermally conductive insulating sheet, metal base substrate and circuit board, and manufacturing method thereof | |
| JP2012253167A (en) | Thermally conductive insulation sheet, metal base substrate and circuit board | |
| CN111492474A (en) | Insulating radiating fin | |
| JP2016111171A (en) | Ceramic resin composite circuit board and power semiconductor module employing the same | |
| JP6125282B2 (en) | Boron nitride composite powder and thermosetting resin composition using the same | |
| WO2021200724A1 (en) | Boron nitride sintered body, composite body, method for producing said boron nitride sintered body, method for producing said composite body, and heat dissipation member | |
| WO2021200973A1 (en) | Method for producing composite body | |
| WO2021200719A1 (en) | Boron nitride sintered body, composite body, and manufacturing methods therefor, and heat dissipation member | |
| WO2021200971A1 (en) | Boron nitride sintered body, complex, method for manufacturing these, and heat dissipation member | |
| JP6884456B1 (en) | Thermally conductive sheet and its manufacturing method | |
| WO2023190236A1 (en) | Composite and production method therefor, and assembly, circuit substrate, and power module | |
| CN116970198A (en) | Preparation method of high-in-plane thermal conductivity and high-insulation composite thermal interface material and prepared composite thermal interface material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160921 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170523 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170525 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170720 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20170720 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20170721 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171017 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171120 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180123 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180201 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6285155 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |